Executive Summary – Ferrous Metals
RESUMO
O presente documento de referência sobre as melhores técnicas disponíveis (MTD) no
processamento de metais ferrosos reflecte a troca de informação efectuada em conformidade
com o n.º 2 do artigo 16.º da Directiva 96/61/CE do Conselho. O documento deve ser visto à luz
do prefácio, no qual são descritos os objectivos do documento e a sua aplicação.
Este documento de referência sobre as melhores técnicas disponíveis é constituído por 4 partes
(A–D). As partes A a C abrangem os diferentes subsectores industriais do sector de
processamento de metais ferrosos: A, enformação a quente e a frio; B, revestimento contínuo;
C, galvanização descontínua. Optou-se por esta estrutura devido às diferenças em termos de
natureza e escala das actividades abrangidas pela expressão processamento de metais ferrosos
(PMF).
A parte D, que não abrange qualquer subsector industrial, inclui descrições técnicas de várias
medidas ambientais que constituem técnicas a considerar na determinação das melhores técnicas
disponíveis em mais do que um subsector, tendo esta separação sido feita com o objectivo de
evitar a repetição dessas descrições técnicas nos três capítulos 4. As descrições apresentadas
devem ser sempre consideradas em ligação com as informações mais específicas, respeitantes à
aplicação em cada subsector, que são dadas no capítulo 4 aplicável.
Parte A: enformação a quente e a frio
A enformação a quente e a frio, que é parte integrante do sector de processamento de metais
ferrosos, compreende diferentes processos de produção, tais como a laminagem a quente, a
laminagem a frio e o estiramento do aço. É fabricada uma grande variedade de produtos
semiacabados e de produtos acabados em diferentes linhas de produção. Esses produtos são:
produtos planos laminados a quente e a frio, produtos longos laminados a quente, produtos
longos estirados, tubos e fio.
Laminagem a quente
Na laminagem a quente, a dimensão, a forma e as propriedades metalúrgicas do aço são
modificadas por compressão repetida do metal quente (a temperatura pode ir de 1050 a 1300oC)
entre cilindros de laminagem accionados electricamente. O aço que entra no processo de
laminagem a quente varia em forma e perfil – lingotes vazados, brames, blumes, biletes, perfis
estampados – em função do produto que se pretende fabricar. Os produtos obtidos por
laminagem a quente classificam-se normalmente em dois tipos básicos, em função da sua forma:
produtos planos e produtos longos.
Em 1996, a produção total de produtos laminados a quente (LQ), na UE, cifrou-se em 127,8
milhões de toneladas, tendo os produtos planos sido responsáveis por 79,2 milhões de toneladas
(cerca de 62%) [Stat97]. A Alemanha é o maior fabricante de produtos planos, com 22,6
milhões de toneladas, seguida da França com 10,7 milhões de toneladas, Bélgica com 9,9
milhões de toneladas, Itália com 9,7 milhões de toneladas e Reino Unido com 8,6 milhões de
toneladas. As bandas largas constituem a grande maioria dos produtos planos laminados a
quente.
Os restantes 38 % de produtos laminados a quente são produtos longos, cuja produção ascendeu
a cerca de 48,5 milhões de toneladas em 1996. Os dois maiores países produtores são a Itália,
com cerca de 11,5 milhões de toneladas, e a Alemanha, com 10,3 milhões de toneladas;
seguem-se o Reino Unido (7 milhões de toneladas) e a Espanha (6,8 milhões de toneladas). A
produção de fio-máquina, ou varetas, que representa aproximadamente um terço da produção
total, constitui a maior fatia do sector de produtos longos em termos de toneladas produzidas,
i
Executive Summary – Ferrous Metals
seguindo-se o varão para betão e as barras comerciais, que detêm uma quota aproximada de um
quarto da produção cada.
No que diz respeito ao fabrico de tubos de aço, a UE é o maior produtor, tendo produzido 11,8
milhões de toneladas em 1996 (20,9 % de toda a produção mundial), seguindo-se o Japão e os
EUA. A indústria europeia de tubos de aço possui uma estrutura altamente concentrada. Cinco
países – Alemanha (3,2 milhões de toneladas), Itália (3,2 milhões de toneladas), França (1,4
milhões de toneladas), Reino Unido (1,3 milhões de toneladas) e Espanha (0,9 milhões de
toneladas) – são responsáveis por, aproximadamente, 90 % da produção total da UE. Em alguns
países, uma única empresa pode ser responsável por 50 % ou mais da produção nacional. Além
dos fabricantes de tubos de aço integrados em grande escala (que produzem, principalmente,
tubos soldados), existe um número relativamente elevado de pequenas e médias empresas
independentes. Alguns fabricantes, muitas vezes pequenos em termos de capacidade de
produção em toneladas, que operam em mercados de alto valor acrescentado, concentram-se no
fabrico de dimensões e qualidades especiais de tubos, de acordo com especificações particulares
dos clientes.
Os trens de laminagem a quente compreendem normalmente os seguintes passos de
processamento: condicionamento do material que entra no processo (chanfragem, rectificação);
aquecimento à temperatura de laminagem; remoção de calamina; laminagem (desbaste,
incluindo redução da largura laminagem até serem atingidas a dimensão e as propriedades
definitivas) e acabamento (rebarbagem, corte longitudinal, corte). Os trens classificam-se pelo
tipo de produto que produzem e pelas características da sua concepção: trens de laminagem de
blumes e brames, trens de laminagem a quente de bandas, trens de laminagem de chapas, trens
de laminagem de barras e varões, trens de laminagem de elementos estruturais e perfis e trens de
laminagem de tubos.
As principais questões ambientais suscitadas pela laminagem a quente são as emissões para a
atmosfera, em especial de NOx e SOx; o consumo de energia dos fornos; as emissões
(resultantes de fugas) de poeiras provenientes do manuseamento dos produtos, da laminagem ou
do tratamento mecânico de superfícies; efluentes contendo óleo e sólidos e resíduos contendo
óleo.
Relativamente às emissões de NOx a partir dos fornos de reaquecimento e de tratamento
térmico, foram referidas, por parte da indústria, concentrações de 200 a 700 mg/m³N e emissões
específicas de 80 a 360 g/t , enquanto outras fontes referiram valores que vão até 900 mg/m3N e,
se for feito um pré-aquecimento do ar de combustão até 1000oC, valores que vão até mais de
5000 mg/m³N. As emissões de SO2 a partir dos fornos dependem do combustível utilizado;
foram referidos intervalos que vão de 0,6 a 1700 mg/m³N e de 0,3 a 600 g/t. A dispersão do
consumo de energia relativamente a estes fornos foi de 0,7 a 6,5 GJ/t, correspondendo o
intervalo típico a 1- 3GJ/t.
Quanto às emissões de poeiras provenientes do manuseamento dos produtos, da laminagem ou
do tratamento mecânico de superfícies, foram apresentados muito poucos dados referentes a
cada um dos processos. Foram os seguintes os limites de variação da concentração referidos:
Chanfragem: 5-115 mg/m³N
Rectificação: < 30-100 mg/m³N
Caixas dos trens de laminagem: 2-50 mg/m³N e
Manuseamento de bobinas: aproximadamente 50 mg/m³N .
As emissões para a água resultantes da laminagem a quente incluem, basicamente, efluentes
contendo óleo e sólidos no intervalo de 5 a 200 mg/l do total de sólidos em suspensão e 0,2 a
10 mg/l de hidrocarbonetos. Os limites de variação referidos para os resíduos contendo óleo
resultantes do tratamento de águas residuais foram de 0,4 a 36 kg/t, em função do tipo de trem
ii
Executive Summary – Ferrous Metals
de laminagem.
Para mais pormenores e dados relativos aos consumos e emissões de outras fases do processo de
laminagem a quente, consultar o capítulo A.3, no qual os dados disponíveis são apresentados
com informação para qualificação.
O Quadro 1 apresenta um resumo dos principais resultados respeitantes às melhores técnicas
disponíveis para cada uma das fases do processo e às diferentes questões ambientais
relacionadas com a laminagem a quente. Todos os valores apontados relativamente às emissões
são expressos como valores médios diários. As emissões para a atmosfera baseiam-se em
condições normalizadas de 273 K, 101,3 kPa e gás seco. As descargas para a água são
indicadas como o valor médio diário de uma amostra composta de 24 horas referida ao caudal
ou de uma amostra composta referida ao caudal por todo o período de funcionamento efectivo
(relativamente às instalações que não laboram em três turnos).
Chegou-se a um consenso no seio do TWG quanto às melhores técnicas disponíveis e aos níveis
de consumo/emissão que lhes estão associados, apresentados no quadro que se segue, excepto
nos casos em que está explicitamente registada uma “opinião divergente”.
Melhores Técnicas Disponíveis / Opiniões divergentes
sobre as melhores técnicas disponíveis
Níveis de consumo e emissão
associados às melhores
técnicas disponíveis / Opiniões
divergentes quanto aos níveis
que lhes estão associados
Armazenagem e manuseamento de matérias-primas e auxiliares
Recolha de derrames e fugas por meio de medidas adequadas
por exemplo, fossas de segurança e drenagem.
Separação de óleo da água de drenagem contaminada e
reutilização do óleo recuperado.
Tratamento da água separada na estação de tratamento de
águas.
Chanfragem mecânica
Espaços fechados para a chanfragem mecânica e redução de Opinião divergente sobre o nível
poeiras por filtração em filtros de mangas de tecido.
de poeiras:
< 5 mg/m³N
< 20 mg/m³N
Precipitador electrostático nos casos em que os filtros de Opinião divergente sobre o nível
mangas de tecido não possam funcionar devido ao facto de de poeiras:
os fumos serem muito húmidos.
< 10 mg/m³N
20-50 mg/m³N
Recolha separada de calamina/limalha de ferro provenientes
das operações de chanfragem.
Rectificação
Espaços fechados para a rectificação mecânica e cabinas Opinião divergente sobre o nível
dedicadas, equipadas com coberturas de recolha para a de poeiras:
rectificação manual e redução de poeiras por filtração em < 5 mg/m³N
filtros de mangas de tecido.
< 20 mg/m³N
Todos os processos de rectificação superficial
Tratamento e reutilização da água proveniente de todos os
processos de rectificação de superfícies (separação de
sólidos).
Reciclagem a nível interno ou venda para reciclagem de
calamina, limalha de ferro e poeiras.
iii
Executive Summary – Ferrous Metals
Quadro 1: Principais resultados respeitantes às melhores técnicas disponíveis e aos níveis de
consumo/emissão que lhes estão associados no caso da laminagem a quente.
Melhores Técnicas Disponíveis / Opiniões divergentes
sobre as melhores técnicas disponíveis
Níveis de consumo e emissão
associados às melhores
técnicas disponíveis / Opiniões
divergentes quanto aos níveis
que lhes estão associados
Fornos de reaquecimento e tratamento térmico
Medidas de carácter geral – por exemplo , no que diz respeito
à concepção ou à operação e manutenção dos fornos, como
se descreve no capítulo A.4.1.3.1.
Evitar excedentes de ar e perdas de calor durante o
carregamento por meio de medidas operacionais (abertura
das portas o mínimo necessário para a operação de
carregamento) ou de meios estruturais (instalação de portas
multissegmentadas para se obter um fecho mais estanque).
Escolha cuidadosa do combustível e implementação de
sistemas de automatização/controlo dos fornos para
optimizar as condições de aquecimento
Níveis de SO2:
- para o gás natural
< 100 mg/m3N
- para todos os outros gases e misturas gasosas
< 400 mg/m3N
- para fuelóleo (< 1 % de S).
até 1700 mg/m³N
Opinião divergente:
A limitação do teor de enxofre do combustível a < 1 % é
considerada como a melhor técnica disponível.
Um limite inferior de S ou as medidas que dêem lugar a uma
redução adicional de SO2 são considerados como as
melhores técnicas disponíveis.
Recuperação de calor dos gases residuais por meio de pré-aquecimento do material de alimentação.
Recuperação do calor dos gases residuais por meio de sistemas Poupanças de energia de 25 a
de queimadores equipados com regeneradores ou 50 % e um potencial de redução
recuperadores.
de NOx que pode ir até 50 %
(em função do sistema).
Recuperação do calor dos gases residuais por meio de uma
caldeira de recuperação ou de um sistema de arrefecimento
equipado com calços para facilitar a evaporação (nos casos
em que haja necessidade de vapor).
Queimadores de redução de NOx de segunda geração.
NOx 250 a 400 mg/m³N (3% de
O2) sem pré-aquecimento do ar
foi referido um potencial de
redução de NOx de 65 % em
comparação com o sistema
convencional.
Limitação da temperatura de pré-aquecimento do ar.
Poupanças de energia preferenciais versus emissões de
NOx:
As vantagens de um consumo reduzido de energia e de
reduções ao nível de SO2, CO2 e CO devem ser
confrontadas com a desvantagem de se obterem emissões
de NOx potencialmente maiores.
iv
Executive Summary – Ferrous Metals
Opinião divergente:
Níveis alcançados 1:
A redução catalítica selectiva (SCR) e a redução não catalítica SCR: NOx < 320 mg/m3N
selectiva (SNCR) são consideradas as melhores técnicas SNCR: NOx < 205 mg/m³N ,
disponíveis.
fugas de amoníaco
5 mg/m3N
Não há informações suficientes que permitam concluir que a
SCR/SNCR correspondem, ou não, às melhores técnicas
disponíveis.
Redução das perdas de calor nos produtos intermediários; por
meio de minimização do tempo de armazenagem e isolando
os brames/blumes (caixas térmicas ou coberturas térmicas)
em função do esquema de implantação da produção.
Mudança de logística e armazenamento intermédio para
permitir uma taxa máxima de carregamento a quente,
carregamento directo ou laminagem directa (a taxa máxima
depende dos esquemas de produção e da qualidade dos
produtos).
Relativamente às novas instalações, vazamento de formas
quase definitivas e vazamento de brames finos, desde que o
produto a laminar possa ser produzido por esta técnica.
1
Estes são os níveis de emissão referidos relativamente à única instalação de SCR existente (forno de longarina) e à
única instalação de SNCR existente (forno de longarina).
Quadro 1 (continuação): Principais resultados respeitantes às melhores técnicas disponíveis e aos
níveis de consumo/emissão que lhes estão associados no caso da laminagem a
quente.
Melhores Técnicas Disponíveis / Opiniões divergentes
sobre as melhores técnicas disponíveis
Níveis de consumo e emissão
associados às melhores
técnicas disponíveis / Opiniões
divergentes quanto aos níveis
que lhes estão associados
Remoção de calamina
Rastreio do material para reduzir o consumo de água e de
energia.
Transporte do material laminado
Reduzir as perdas de energia não desejadas por meio de caixas
de bobinas ou fornos de recuperação de bobinas e
blindagens térmicas para as barras de transferência.
Trem de acabamento
Sistemas de pulverização de água seguidos de um tratamento
da água residual, no qual os sólidos (óxidos de ferro) são
separados e recolhidos com vista ao reaproveitamento do
respectivo teor de ferro.
Sistemas de exaustão com tratamento do ar extraído por meio Opinião divergente sobre o nível
de filtros de mangas de tecido e reciclagem das poeiras de poeiras:
recolhidas.
< 5 mg/m³N
< 20 mg/m³N
Nivelamento e soldadura
Coberturas de sucção e tratamento de redução subsequente Opinião divergente sobre o nível
mediante a utilização de filtros de mangas de tecido.
de poeiras:
< 5 mg/m³N
< 20 mg/m³N
Arrefecimento (máquinas, etc.)
v
Executive Summary – Ferrous Metals
Sistemas separados de água de refrigeração a funcionar em
circuito fechado.
Tratamento de águas residuais/ água de processamento contendo calamina e óleo
Funcionamento em circuito fechado com taxas de recirculação
> 95 %
Redução das emissões por recurso a uma combinação SS:
< 20 mg/l
adequada de técnicas de tratamento (descritas em pormenor Óleo: < 5 mg/l (1)
nos capítulos A.4.1.12.2 e D.10.1).
Fe:
< 10 mg/l
Crtot: < 0,2 mg/l (2)
Ni:
< 0,2 mg/l (2)
Zn:
< 2 mg/l
Recirculação da calamina de laminagem recolhida no
tratamento da água de forma a reintroduzi-la no processo
metalúrgico.
Os resíduos/lamas contendo óleo recolhidos devem ser
desidratados para permitir o seu aproveitamento térmico ou
devem ser objecto de eliminação segura.
Prevenção da contaminação por hidrocarbonetos
Inspecções periódicas preventivas e manutenção preventiva de
vedações, juntas, bombas e tubagens.
Utilização de rolamentos e de vedantes para rolamentos de Redução do consumo de óleo na
concepção moderna para os cilindros de trabalho e os ordem de 50 a 70 %.
cilindros de apoio, instalação de indicadores de fugas nas
linhas de distribuição de lubrificantes (por exemplo, nos
rolamentos hidrostáticos).
Recolha e tratamento da água de drenagem contaminada nos
vários pontos de consumo (grupos hidráulicos), separação e
aproveitamento da fracção de óleo – por exemplo,
aproveitamento térmico por injecção no alto--forno.
Tratamento subsequente da água separada quer na estação
de tratamento de águas quer em instalações de preparação
equipadas com ultrafiltração ou com um evaporador sob
vácuo.
1 Óleo
2
baseado em medições aleatórias.
0,5 mg/l no caso das instalações que utilizam aço inoxidável.
Quadro 1 (continuação): Principais resultados respeitantes às melhores técnicas disponíveis e aos
níveis de consumo/emissão que lhes estão associados no caso da laminagem a
quente.
vi
Executive Summary – Ferrous Metals
Melhores Técnicas Disponíveis / Opiniões divergentes
sobre as melhores técnicas disponíveis
Níveis de consumo e emissão
associados às melhores
técnicas disponíveis / Opiniões
divergentes quanto aos níveis
que lhes estão associados
Oficinas de laminagem
Utilização de um sistema de desengorduramento à base de
água, se este for aceitável do ponto de vista técnico para o
grau de limpeza requerido.
Se tiverem de ser utilizados solventes orgânicos, devem
preferir-se os solventes não-clorados.
Recolha da massa lubrificante retirada dos munhões dos
cilindros e eliminação correcta da mesma – por exemplo,
por incineração.
Tratamento das lamas de rectificação por separação magnética,
com vista à recuperação das partículas metálicas e
respectiva recirculação por forma a inseri-las de novo no
processo de produção do aço.
Eliminação dos resíduos contendo óleo e massa lubrificante
provenientes das mós – por exemplo, por incineração.
Deposição em aterros dos resíduos minerais provenientes das
mós e das mós já gastas.
Tratamento dos líquidos de arrefecimento e das emulsões de
corte para a separação de óleo/água. Eliminação correcta
dos resíduos contendo óleo por exemplo, por incineração.
Tratamento dos efluentes de água residual provenientes dos
sistemas de arrefecimento e desengorduramento, bem como
da separação de emulsões na estação de tratamento de
águas da unidade de laminagem a quente.
Reciclagem das aparas de aço e de ferro por forma a inseri--las
de novo no processo de produção do aço.
Quadro 1 (continuação): Principais resultados respeitantes às melhores técnicas disponíveis e aos
níveis de consumo/emissão que lhes estão associados no caso da laminagem a quente.
Laminagem a frio
Na laminagem a frio, as propriedades dos produtos sob a forma de bandas laminadas a quente,
como sejam a espessura e as características mecânicas e tecnológicas, são alteradas por
compressão entre cilindros de laminagem sem um aquecimento prévio do material que entra no
processo. O material que entra no processo é obtido na forma de bobinas provenientes dos trens
de laminagem a quente. As fases de processamento e a sequência do processamento num trem
de laminagem a frio dependem da qualidade do aço tratado. São utilizadas as seguintes fases de
processamento para os aços de baixa liga e os aços ligados (aços-carbono): decapagem
química; laminagem para redução da espessura; recozimento ou tratamento térmico para
regenerar a estrutura cristalina; laminagem de encruamento superficial (passe de têmpera) ou
laminagem superficial a frio das bandas recozidas para lhes conferir as propriedades mecânicas,
forma e rugosidade de superfície desejadas, e acabamento final.
O processo utilizado para os aços de alta liga (aços inoxidáveis) compreende mais fases do que
o processo para os aços-carbono. São as seguintes as principais fases: recozimento de bandas
laminadas a quente e decapagem química; laminagem a frio; recozimento final e decapagem
química (ou recozimento brilhante); laminagem superficial a frio e acabamento final.
vii
Executive Summary – Ferrous Metals
Os produtos laminados a frio são constituídos principalmente por bandas e chapas finas (a
espessura típica vai de 0,16 a 3 mm), possuindo um acabamento superficial de alta qualidade e
propriedades metalúrgicas rigorosas com vista à sua utilização em produtos sujeitos a elevadas
especificações.
A produção de bandas largas laminadas a frio (chapas finas e chapas grossas) ascendeu a cerca
de 39,6 milhões de toneladas em 1996. [EUROFER CR]. Os principais países produtores foram
a Alemanha com cerca de 10,6 milhões de toneladas, a França com 6,3 milhões de toneladas, a
Itália com 4,3 milhões de toneladas, o Reino Unido com 4,0 milhões de toneladas e a Bélgica
com 3,8 milhões de toneladas.
As bandas estreitas laminadas a frio, obtidas a partir da laminagem a frio de arcos laminados a
quente ou do corte longitudinal e da laminagem a frio de chapas finas laminadas a quente,
atingiram cerca de 8,3 milhões de toneladas em 1994 (2,7 milhões de toneladas de bandas
laminadas a frio e 5,5 milhões de toneladas de bandas cortadas longitudinalmente).
A indústria de bandas laminadas a frio na UE está ao mesmo tempo concentrada e fragmentada.
As 10 maiores empresas são responsáveis por 50 % da produção, enquanto outras 140 empresas
respondem pelos restantes 50 %. A estrutura do sector caracteriza-se pelas diferenças de
dimensão das empresas a nível nacional e pela concentração industrial. A grande maioria das
empresas de maior dimensão está localizada na Alemanha, que domina o mercado com cerca de
57 % da produção da UE (1,57 milhões de toneladas em 1994). A maior parte das empresas,
porém, pode classificar-se como pequenas ou médias empresas [Bed95].
Em 1994, a Alemanha produziu cerca de 35 % do total de bandas cortadas longitudinalmente,
com 1,9 milhões de toneladas, seguida da Itália e da França, com uma produção de 0,9 milhões
de toneladas cada uma.
As principais questões ambientais associadas à laminagem a frio são as seguintes: resíduos e
águas residuais ácidos; emissões de fumos provenientes dos sistemas de desengorduramento,
emissões ácidas e de névoa de óleo para a atmosfera; resíduos e águas residuais contendo óleo;
poeiras provenientes, por exemplo, da remoção de calamina e do desenrolamento de bobinas;
NOx proveniente da decapagem com misturas de ácidos e gases de combustão resultantes do
aquecimento dos fornos.
No que diz respeito às emissões ácidas para a atmosfera provenientes da laminagem a frio, estas
podem ocorrer a partir do processo de decapagem química e do processo de regeneração do(s)
ácido(s). As diferenças registadas nas emissões são função do processo de decapagem química
utilizado e, fundamentalmente, do ácido utilizado. Relativamente à decapagem com ácido
clorídrico, foram referidas emissões de HCl de 1 a 145 mg/m³N, no máximo (até 16 g/t),
situando-se o intervalo referido pela indústria em 10 a < 30 mg/m³N (~ 0,26 g/t). Relativamente
à decapagem com ácido sulfúrico, foram referidas emissões de H2SO4 de 1 a 2 mg/m³N e 0,05 a
0,1 g/t.
Relativamente à decapagem do aço inoxidável com misturas de ácidos, foram referidas
emissões de HF da ordem de 0,2 a 17 mg/m3 (0,2 a 3,4 g/t). Além das emissões ácidas para a
atmosfera, também é gerado NOx. O intervalo de dispersão referido foi de 3 a ~ 1000 mg/m3N
(3 a 4000 g/t de emissões específicas), tendo sido levantadas algumas dúvidas quanto aos níveis
nos extremos inferiores.
Foram disponibilizados poucos dados referentes às emissões de poeiras provenientes do
manuseamento do aço e das operações de remoção de calamina. Os valores referidos
relativamente à remoção mecânica de calamina variam entre 10 e 20 g/t para as emissões
específicas e a concentração vai de < 1 a 25 mg/m3.
viii
Executive Summary – Ferrous Metals
Para mais pormenores e dados relativos aos consumos e emissões de outras fases do processo de
laminagem a frio, consultar o capítulo A.3, no qual os dados disponíveis são apresentados com
informação para qualificação.
O Quadro 2 apresenta um resumo dos principais resultados com respeito às melhores técnicas
disponíveis para cada fase do processo e às diferentes questões ambientais relacionadas com
a laminagem a frio. Todos os valores relativos às emissões são expressos como valores
médios diários. As emissões para a atmosfera baseiam-se em condições normalizadas de 273 K,
101,3 kPa e gás seco. As descargas para a água são indicadas como o valor médio diário de
uma amostra composta de 24 horas relativa ao caudal ou de uma amostra composta relativa ao
caudal por todo o período de funcionamento efectivo (relativamente às instalações que não
laboram em três turnos).
Chegou-se a um consenso no seio do TWG quanto às melhores técnicas disponíveis e aos níveis
de consumo/emissão que lhes estão associados, apresentados no quadro que se segue, excepto
nos casos em que está explicitamente registada uma “opinião divergente”.
Melhores Técnicas Disponíveis / Opiniões divergentes
sobre as melhores técnicas disponíveis
Níveis de consumo e emissão
associados às melhores
técnicas disponíveis / Opiniões
divergentes quanto aos níveis
que lhes estão associados
Desenrolamento de bobinas
Cortinas de água seguidas de um tratamento da água residual
no qual os sólidos são separados e recolhidos com vista ao
reaproveitamento do respectivo teor de ferro.
Sistemas de exaustão com tratamento do ar extraído por Opinião divergente sobre o nível
filtração em filtros de mangas de tecido e reciclagem das de poeiras:
poeiras recolhidas.
< 5 mg/m³N
< 20 mg/m³N
Decapagem química
Na medida do possível, devem ser aplicadas medidas de
carácter geral para reduzir o consumo de ácido e a produção de
ácido residual, de acordo com a descrição apresentada no
capítulo A.4.2.2.1., em especial as seguintes técnicas:
Prevenção da corrosão do aço por recurso a armazenagem e
manuseamento adequados, arrefecimento, etc..
Redução da carga na fase de decapagem mediante remoção
mecânica prévia da calamina numa unidade fechada,
equipada com um sistema de extracção e filtros de mangas
de tecido.
Aplicação de uma pré-decapagem electrolítica.
Utilização de instalações modernas e optimizadas de
decapagem química (decapagem por pulverização ou
turbulência, em vez de decapagem por imersão).
Filtração mecânica e recirculação durante o período de vida
útil dos banhos de decapagem.
Permuta iónica ou electrodiálise num caudal paralelo (para as
misturas de ácidos) ou outro método de recuperação do
ácido livre (descrito no capítulo D.6.9) para regeneração do
banho.
ix
Executive Summary – Ferrous Metals
Decapagem com HCl
Reutilização do HCl já gasto.
Ou regeneração do ácido por meio de ustulação com
pulverização ou em leito fluidizado (ou processo
equivalente), acompanhada de recirculação do produto
regenerado; sistema de depuração do ar, em conformidade
com a descrição apresentada no capítulo 4, para a
instalação de regeneração; reutilização do subproduto
Fe2O3.
Equipamento dentro de um espaço totalmente fechado ou
equipamento munido de coberturas e sistema de depuração
do ar extraído.
Decapagem com H2SO4
Recuperação do ácido livre por cristalização; dispositivos de
depuração do ar para a instalação de recuperação.
Equipamento dentro de um espaço totalmente fechado ou
equipamento munido de coberturas e sistema de depuração
do ar extraído.
Poeiras
HCl
SO2
CO
CO2
NO2
20 - 50
2 - 30
50 - 100
150
180 000
300 - 370
mg/m³N
mg/m³N
mg/m³N
mg/m³N
mg/m³N
mg/m³N
Poeiras
HCl
10 - 20
2 - 30
mg/m³N
mg/m³N
H2SO4
SO2
H2SO4
SO2
5 - 10 mg/m³N
8 - 20 mg/m³N
1 - 2 mg/m³N
8 - 20 mg/m³N
Quadro 2: Principais resultados respeitantes às melhores técnicas disponíveis e aos níveis de
consumo/emissão que lhes estão associados no caso da laminagem a frio.
Melhores Técnicas Disponíveis / Opiniões divergentes
sobre as melhores técnicas disponíveis
Níveis de consumo e emissão
associados às melhores
técnicas disponíveis / Opiniões
divergentes quanto aos níveis
que lhes estão associados
Decapagem com misturas de ácidos
Recuperação de ácido livre (por meio de permuta iónica ou
diálise num caudal paralelo)
Ou regeneração do ácido
- por meio de ustulação com
Poeiras < 10 mg/m³N
pulverização:
HF < 2 mg/m³N
NO2 < 200 mg/m³N
- ou pelo processo de evaporação:
HF
NO2
< 2 mg/m³N
< 100 mg/m³N
Equipamento em espaço fechado/coberturas e sistema de
lavagem de gases e adicionalmente:
Para todos:
Sistema de lavagem de gases com H2O2, ureia, etc.
NOx 200 - 650 mg/m³N
Ou supressão de NOx mediante a adição de H2O2 ou ureia ao HF
2 - 7 mg/m³N
banho de decapagem
Ou SCR.
Alternativa: utilização de decapagem isenta de ácido nítrico
mais equipamento em espaço fechado ou equipamento
munido de coberturas e sistema de lavagem de gases.
Aquecimento dos ácidos
x
Executive Summary – Ferrous Metals
Aquecimento indirecto por intermédio de permutadores de
calor ou, se o vapor para os permutadores de calor tiver de
ser produzido em primeiro lugar, por meio de combustão
submersa.
Não-utilização de injecção directa de vapor.
Minimização da água residual
Sistemas de lavagem em cascata com reutilização a nível
interno do caudal excedentário (por exemplo, nos banhos
de decapagem ou no sistema de lavagem de gases).
Ajustamento e gestão cuidadosos do sistema de “decapagemregeneração do ácido-lavagem”.
Tratamento de águas residuais
Tratamento por neutralização, floculação, etc., nos casos em SS: < 20
que não seja possível evitar descargas de águas ácidas do Óleo:< 5
sistema.
Fe: < 10
Crtot: < 0,2
Ni: < 0,2
Zn: < 2
Sistemas de emulsões
Prevenção da contaminação mediante verificação regular dos
vedantes, canalizações, etc. e controlo de fugas.
Monitorização em contínuo da qualidade das emulsões.
Operação dos circuitos das emulsões acompanhada de
depuração e reutilização das emulsões por forma a
prolongar a sua vida útil.
Tratamento das emulsões já gastas para reduzir o teor de óleo
– por exemplo, por meio de ultrafiltração ou separação
electrolítica.
mg/l
mg/l 1
mg/l
mg/l 2
mg/l 2
mg/l
Laminagem e revenido
Sistema de exaustão com tratamento do ar extraído por meio Hidrocarbonetos:
de dispositivos de eliminação de névoa (separadores de 5 - 15 mg/m³N.
gotas).
1
Óleo com base em medições aleatórias.
2
para o aço inoxidável < 0,5 mg/l.
Quadro 2 (continuação): Principais resultados respeitantes às melhores técnicas
disponíveis e aos níveis de consumo/emissão que lhes estão associados no
caso da laminagem a frio.
Melhores Técnicas Disponíveis / Opiniões divergentes
sobre as melhores técnicas disponíveis
Desengorduramento
xi
Níveis de consumo e emissão
associados às melhores
técnicas disponíveis / Opiniões
divergentes quanto aos níveis
que lhes estão associados
Executive Summary – Ferrous Metals
Circuito de desengorduramento acompanhado de depuração e
reutilização da solução desengordurante. Consideram-se
apropriadas as medidas de depuração que aplicam
processos mecânicos e filtração em filtros de membrana,
como se descreve no capítulo A.4.
Tratamento da solução desengordurante já gasta por meio de
separação electrolítica da emulsão ou por ultrafiltração
para reduzir o teor de óleo; reutilização da fracção de óleo
separada; tratamento (neutralização, etc.) da fracção de
água separada antes da descarga.
Sistema de extracção dos fumos resultantes do
desengorduramento e sistema de lavagem de gases.
Fornos de recozimento
Queimadores de redução de NOx para os fornos de NOx 250-400 mg/m³N sem préfuncionamento contínuo.
-aquecimento do ar, 3 % de O2.
Taxas de redução de 60 % para
NOx (e 87 % para CO)
Pré-aquecimento do ar de combustão por intermédio de
queimadores
equipados
com
regeneradores
ou
recuperadores ou
Pré-aquecimento do material por meio dos gases residuais.
Acabamento/Lubrificação
Coberturas de extracção seguidas de dispositivos de
eliminação de névoa e/ou precipitadores electrostáticos ou
Lubrificação electrostática.
Nivelamento e soldadura
Coberturas de extracção juntamente com um tratamento de Opinião divergente sobre o nível
redução de poeiras por filtração em filtros de mangas de de poeiras:
tecido.
< 5 mg/m³N
< 20 mg/m³N
Arrefecimento (máquinas, etc.)
Sistemas separados de água de refrigeração a funcionar em
circuito fechado.
Oficinas de laminagem
Ver as melhores técnicas disponíveis enunciadas na
laminagem a quente relativamente às oficinas de
laminagem.
Subprodutos metálicos
Recolha da sucata proveniente das operações de corte e dos
desperdícios das partes anterior e posterior dos produtos e
recirculação por forma a reintroduzi-los no processo
metalúrgico.
Quadro 2 (continuação): Principais resultados respeitantes às melhores técnicas disponíveis e aos
níveis de consumo/emissão que lhes estão associados no caso da laminagem a
frio.
xii
Executive Summary – Ferrous Metals
Trefilagem
A trefilagem é um processo pelo qual o fio-máquina/fio metálico é redimensionado ao ser
estirado através de aberturas cónicas, de menor secção transversal, chamadas matrizes (fieiras).
O material que entra no processo é geralmente constituído por fio-máquina com diâmetros que
vão de 5,5 a 16 mm, obtido a partir dos trens de laminagem a quente sob a forma de bobinas.
Uma instalação típica de trefilagem compreende as seguintes linhas de processamento:
Pré-tratamento do fio-máquina (remoção mecânica de calamina, decapagem química)
Trefilagem por via seca ou húmida (geralmente em várias passagens utilizando fieiras com
dimensões cada vez menores)
Tratamento térmico (recozimento contínuo/descontínuo, patentagem, têmpera em óleo)
Acabamento
A União Europeia possui a maior indústria de trefilagem do mundo, seguida do Japão e da
América do Norte. Produz cerca de 6 milhões de toneladas de fio (cabo trefilado) por ano.
Incluindo os diversos produtos de arame, tais como arame farpado, grelhas, cercas, redes,
pregos, etc., a produção deste sector atinge mais de 7 milhões de toneladas por ano. A indústria
europeia de trefilagem caracteriza-se por um elevado número de médias empresas
especializadas. A produção industrial é, porém, dominada por um número reduzido de grandes
produtores. Estima-se que cerca de 5 % das empresas sejam responsáveis por 70 % da produção
industrial (25 % das empresas por 90 %).
Nos últimos 10 anos, as empresas independentes de trefilagem têm vindo a transformar-se cada
vez mais em empresas integradas verticalmente. Cerca de 6 % das trefilarias existentes na
Europa são produtores integrados que representam cerca de 75 % de toda a produção de fio de
aço [C.E.T].
O maior produtor de fio de aço é a Alemanha com 32 % (cerca de 1,09 milhões de toneladas) da
produção de fio da UE, seguindo-se a Itália (aproximadamente 22 %, 1,2 milhões de toneladas),
o Reino Unido, os países do Benelux (sobretudo a Bélgica), a França e a Espanha.
Os principais aspectos ambientais associados à trefilagem são: as emissões para a atmosfera
resultantes da decapagem, resíduos e águas residuais ácidos, poeiras de sabão resultantes de
fugas (trefilagem por via seca), lubrificantes já gastos e efluentes (trefilagem por via húmida),
gases de combustão provenientes dos fornos e emissões e resíduos contendo chumbo resultantes
dos banhos de chumbo.
Relativamente às emissões para a atmosfera resultantes da decapagem química, foram referidas
concentrações de HCl de 0-30 mg/m³N. São utilizados banhos de chumbo no recozimento em
contínuo e na patentagem, os quais geram resíduos contendo chumbo na ordem de 1 a 15 kg/t
no caso do recozimento em contínuo e 1 a 10 kg/t no caso do processo de patentagem. No que
diz respeito à patentagem, foram referidas emissões de Pb para a atmosfera de < 0,02 a 1
mg/m³N e concentrações de Pb nos excedentes da água usada para o arrefecimento brusco de 2
a 20 mg/l.
Para mais pormenores e dados relativos aos consumos e emissões de outras fases do processo de
trefilagem, consultar o capítulo A.3, no qual os dados disponíveis são apresentados com
informação para qualificação.
O Quadro 3 apresenta um resumo dos principais resultados com respeito às melhores técnicas
disponíveis para cada fase do processo e às diferentes questões ambientais relacionadas com a
trefilagem. Todos os valores relativos às emissões são expressos como valores médios diários.
As emissões para a atmosfera baseiam-se em condições normalizadas de 273 K, 101,3 kPa e gás
seco. As descargas para a água são indicadas como o valor médio diário de uma amostra
xiii
Executive Summary – Ferrous Metals
composta de 24 horas relativa ao caudal ou de uma amostra composta relativa ao caudal por
todo o período de funcionamento efectivo (relativamente às instalações que não laboram em três
turnos).
Chegou-se a um consenso no seio do TWG quanto às melhores técnicas disponíveis e aos níveis
de consumo/emissão que lhes estão associados, apresentados no quadro seguinte.
Melhores Técnicas Disponíveis
Níveis de consumo e
emissão associados às
melhores técnicas
disponíveis
Decapagem química descontínua
Vigilância apertada dos parâmetros do banho: temperatura e
concentração.
Operação dentro dos limites indicados na parte D/capítulo D.6.1
“Operação Aberta do Banho de Decapagem”.
Relativamente aos banhos de decapagem com elevada emissão de HCl 2 - 30 mg/m³N.
vapores, como por exemplo, o banho de HCl aquecido ou
concentrado: instalação de uma extracção lateral e,
possivelmente, tratamento do ar extraído, aplicável tanto em
novas instalações como em instalações existentes.
Decapagem
Decapagem em cascata (capacidade >15 000 toneladas de fio-máquina por ano) ou
Recuperação da fracção de ácido livre e reutilização na instalação
de decapagem.
Regeneração do ácido já gasto a nível externo.
Reciclagem do ácido já gasto sob a forma de matéria-prima
secundária.
Remoção de calamina sem utilização de ácido – por exemplo, por
decapagem a jacto abrasivo com granalha, se os requisitos de
qualidade o permitirem.
Lavagem em cascata em contracorrente.
Trefilagem por via seca
Encerramento da trefiladora num espaço fechado (e sua ligação a
um filtro ou dispositivo semelhante quando necessário),
aplicável a todas as máquinas novas com velocidades de
estiramento 4 m/s.
Trefilagem por via húmida
Depuração e reutilização do lubrificante usado no processo de
trefilagem.
Tratamento do lubrificante já gasto para reduzir o teor de óleo na
descarga e/ou reduzir o volume de resíduos – por exemplo, por
rotura química, separação electrolítica da emulsão ou
ultrafiltração.
Tratamento da fracção de água de descarga.
Trefilagem por via seca e húmida
Circuitos fechados de água de refrigeração.
Não-utilização de sistemas de água de refrigeração com uma única
passagem.
Fornos de recozimento descontínuo, fornos de recozimento em contínuo para aço inoxidável
e fornos utilizados na têmpera em óleo e revenido
Queima das purgas de gás de protecção.
xiv
Executive Summary – Ferrous Metals
Recozimento contínuo de fio com baixo teor de carbono e patentagem
Boas medidas de gestão em conformidade com a descrição Pb < 5 mg/Nm³,
apresentada no capítulo A.4.3.7 relativamente ao banho de CO < 100 mg/Nm³
chumbo.
COT < 50 mg/Nm³.
Armazenagem em separado dos resíduos contendo Pb, ao abrigo da
chuva e do vento.
Reciclagem dos resíduos contendo Pb na indústria de metais não
ferrosos.
Operação em circuito fechado do banho de têmpera.
Linhas de têmpera em óleo
Evacuação da névoa de óleo resultante dos banhos de têmpera e
remoção das névoas de óleo quando apropriado.
Quadro 3: Principais resultados respeitantes às melhores técnicas disponíveis e aos níveis de
consumo/emissão que lhes estão associados no caso da trefilagem.
xv
Executive Summary – Ferrous Metals
Parte B: Revestimento Contínuo por Imersão a Quente
No processo de revestimento por imersão a quente, a chapa fina ou o fio de aço passam
continuamente através de metal fundido. Tem lugar uma reacção entre os dois metais de modo a
formar uma liga, a qual dá origem a uma boa aderência entre o revestimento e o substrato.
Os metais próprios para serem utilizados no revestimento por imersão a quente são aqueles que
possuem um ponto de fusão suficientemente baixo para evitar alterações térmicas no produto de
aço; por exemplo, o alumínio, o chumbo, o estanho e o zinco.
Na UE, a produção das linhas de revestimento contínuo por imersão a quente cifrou-se em
cerca de 15 Mt em 1997. Os revestimentos de zinco constituem a grande maioria dos
revestimentos aplicados pelo processo de revestimento contínuo por imersão a quente. Os
revestimentos de alumínio e, em especial, os revestimentos de folha-de-flandres tiveram um
papel meramente secundário.
Aço galvanizado
Aço galvanorrecozido (aço “galvannealed”)
Galfan
Aço aluminizado
Aluzinc
Ternex
81 %
4%
4%
5%
5%
1%
De um modo geral, as linhas de revestimento contínuo de chapas finas compreendem os
seguintes passos:
Limpeza da superfície por meio de tratamento químico e/ou térmico
Tratamento térmico
Imersão num banho de metal fundido
Tratamento de acabamento
As instalações de galvanização contínua de fio incluem os seguintes passos:
Decapagem
Tratamento com fundentes
Galvanização
Acabamento
As principais questões ambientais respeitantes a este subsector são as emissões ácidas para a
atmosfera, resíduos e águas residuais ácidos, emissões para a atmosfera e consumo de energia
dos fornos, resíduos contendo zinco e águas residuais contendo óleo e crómio.
Para dados pormenorizados relativamente aos consumos e emissões, consultar o capítulo B.3,
no qual os dados disponíveis são apresentados com informação para qualificação.
O Quadro 4 apresenta um resumo dos principais resultados com respeito às melhores técnicas
disponíveis para cada fase do processo e às diferentes questões ambientais relacionadas com a
galvanização contínua por imersão a quente. Todos os valores relativos às emissões são
expressos como valores médios diários. As emissões para a atmosfera baseiam-se em condições
normalizadas de 273 K, 101,3 kPa e gás seco. As descargas para a água são indicadas como o
valor médio diário de uma amostra composta de 24 horas relativa ao caudal ou de uma amostra
composta relativa ao caudal por todo o período de funcionamento efectivo (relativamente às
instalações que não laboram em três turnos).
xvi
Executive Summary – Ferrous Metals
Chegou-se a um consenso no seio do TWG quanto às melhores técnicas disponíveis e aos níveis
de consumo/emissão que lhes estão associados, apresentados no quadro seguinte.
Melhores Técnicas Disponíveis
Níveis de consumo e
emissão associados às
melhores técnicas
disponíveis
Decapagem
Ver o capítulo referente às melhores técnicas disponíveis da parte
A/Trens de laminagem a frio.
Desengorduramento
Desengorduramento em cascata.
Depuração e recirculação da solução desengordurante; as medidas
adequadas de depuração consistem em processos mecânicos e
filtração em filtros de membrana, como se descreve no
capítulo A.4.
Tratamento da solução desengordurante já gasta por meio de
separação electrolítica da emulsão ou ultrafiltração com vista a
reduzir o teor de óleo; reutilização da fracção de óleo separada
– por exemplo, por processos térmicos; tratamento
(neutralização, etc.) da fracção de água separada.
Tanques cobertos, com extracção e depuração do ar extraído por
meio de uma torre de lavagem de gases ou um separador de
névoa.
Utilização de rolos compressores para minimizar a quantidade de
líquido arrastado.
Fornos de tratamento térmico
Queimadores de redução de NOx.
NOx 250 - 400 mg/m³N
(3% de
O2)
sem
pré-aquecimento do ar
Pré-aquecimento do ar por queimadores equipados com CO 100 - 200 mg/m³N
regeneradores ou recuperadores.
Pré-aquecimento das bandas.
Produção de vapor para recuperar o calor dos gases residuais.
Imersão a quente
Recolha separada e reciclagem na indústria de metais não-ferrosos dos resíduos contendo zinco, escórias ou zinco duro.
Galvanorrecozimento
Queimadores de redução de NOx.
NOx
250-400
mg/m³N
(3% de
O2)
sem
Sistemas de queimadores equipados com regeneradores ou pré-aquecimento do ar
recuperadores.
Lubrificação
Cobertura da máquina de lubrificar bandas ou
Lubrificação electrostática.
Fosfatação e passivação/cromatação
Banhos de processamento cobertos.
Depuração e reutilização da solução de fosfatação.
Depuração e reutilização da solução de passivação.
Utilização de rolos compressores.
Recolha da solução usada na laminagem superficial a
frio/laminagem de encruamento superficial e tratamento na
estação de tratamento de águas residuais.
Arrefecimento (máquinas, etc.)
xvii
Executive Summary – Ferrous Metals
Sistemas separados de água de refrigeração a funcionar em
circuito fechado.
Águas residuais
Tratamento de águas residuais mediante uma combinação de
processos de sedimentação, filtração e/ou flutuação/
precipitação/floculação. As técnicas descritas no capítulo 4 ou
combinações igualmente eficientes de medidas de tratamento
individuais (também descritas na parte D).
No caso de as estações de tratamento de águas em contínuo, já
existentes, só atingirem Zn < 4 mg/l, mudar para um
tratamento descontínuo.
SS:
Fe:
Zn:
Ni:
Crtot:
Pb:
Sn:
< 20 mg/l
< 10 mg/l
< 2 mg/l
< 0,2 mg/l
< 0,2 mg/l
< 0,5 mg/l
< 2 mg/l
Quadro 4: Principais resultados respeitantes às melhores técnicas disponíveis e aos níveis de
consumo/emissão que lhes estão associados no caso da galvanização contínua por imersão a quente.
Aluminização de chapas finas
As melhores técnicas disponíveis são, na sua maioria, as mesmas já referidas relativamente à
galvanização por imersão a quente. No entanto, não é necessário dispor de uma estação de
tratamento de águas residuais, pois só são feitas descargas de água de refrigeração.
Melhores técnicas disponíveis para o aquecimento:
Aquecimento a gás. Sistema de controlo da combustão.
Revestimento de chapas finas com chumbo-estanho
Melhores Técnicas Disponíveis
Níveis de consumo e
emissão associados às
melhores técnicas
disponíveis
Decapagem química
Tanques em espaços fechados e extracção do ar para uma torre de HCl < 30 mg/m³N
lavagem de gases por via húmida, tratamento da água residual
proveniente da torre de lavagem de gases e do tanque de
decapagem.
Niquelagem
Processamento em espaços fechados, com saída do ar para uma
torre de lavagem de gases por via húmida.
Imersão a quente
Lâminas de ar para controlar a espessura do revestimento.
Passivação
Um sistema sem lavagem e, por conseguinte, ausência de águas
de lavagem.
Lubrificação
Máquina de lubrificação electrostática.
Águas residuais
Tratamento de águas residuais por neutralização com uma solução
de hidróxido de sódio e floculação/precipitação.
Desidratação do bolo de filtração e deposição em aterro.
1 valores
médios diários, condições normalizadas de 273 K, 101,3 Pa e gás seco.
xviii
(1)
Executive Summary – Ferrous Metals
Quadro 5: Principais resultados respeitantes às melhores técnicas disponíveis e aos níveis de
consumo/emissão que lhes estão associados no caso do revestimento contínuo de chapas finas com
chumbo-estanho.
xix
Executive Summary – Ferrous Metals
Revestimento de fio
O Quadro 6 apresenta um resumo dos principais resultados com respeito às melhores técnicas
disponíveis para cada fase do processo e às diferentes questões ambientais relacionadas com o
revestimento de fio. Todos os valores relativos às emissões são expressos como valores médios
diários. As emissões para a atmosfera baseiam-se em condições normalizadas de 273 K, 101,3
kPa e gás seco. As descargas para a água são indicadas como o valor médio diário de uma
amostra composta de 24 horas relativa ao caudal ou de uma amostra composta relativa ao caudal
por todo o período de funcionamento efectivo (relativamente às instalações que não laboram em
três turnos).
Chegou-se a um consenso no seio do TWG quanto às melhores técnicas disponíveis e aos níveis
de consumo/emissão que lhes estão associados, apresentados no quadro abaixo.
Melhores Técnicas Disponíveis
Níveis de consumo e emissão
associados às melhores
técnicas disponíveis
Decapagem
Equipamento em espaços fechados ou equipamento munido de HCl 2 - 30 mg/m³N.
coberturas e sistema de depuração do ar extraído.
Decapagem em cascata, aplicável em novas instalações com
uma capacidade superior a 15 000 toneladas/ano por linha.
Recuperação da fracção de ácido livre.
Regeneração do ácido já gasto a nível externo, aplicável em
todas as instalações.
Reutilização do ácido já gasto sob a forma de matéria-prima
secundária.
Consumo de água
Lavagem em cascata, porventura em combinação com outros
processos que visem minimizar o consumo de água,
aplicável em todas as novas instalações e em todas as
instalações de grande dimensão (> 15 000 toneladas/ano).
Águas residuais
Tratamento de águas residuais por meio de um tratamento SS:
< 20 mg/l
físico-químico (neutralização, floculação, etc.).
Fe:
< 10 mg/l
Zn:
< 2 mg/l
Ni:
< 0,2 mg/l
Crtot: < 0,2 mg/l
Pb:
< 0,5 mg/l
Sn:
< 2 mg/l
Tratamento com fundentes
Boa gestão com especial enfoque na redução da transferência
do ferro e manutenção dos banhos.
Regeneração dos banhos de fundentes in situ (remoção do
ferro num caudal paralelo).
Reutilização a nível externo da solução de fundentes já gasta.
Imersão a quente
Boas medidas de gestão de acordo com a descrição Poeiras < 10 mg/m³N
apresentada no capítulo B.4.
Zinco < 5 mg/m³N
Resíduos contendo Zn
Armazenagem em separado e ao abrigo da chuva e do vento e
reutilização na indústria de metais não ferrosos.
Água de refrigeração (depois do banho de zinco)
xx
Executive Summary – Ferrous Metals
Circuito fechado ou reutilização desta água relativamente pura
como água de compensação para outras aplicações.
Quadro 6: Principais resultados respeitantes às melhores técnicas disponíveis e aos níveis de
consumo/emissão que lhes estão associados no caso do revestimento de fio.
xxi
Executive Summary – Ferrous Metals
Parte C: Galvanização descontínua
A galvanização por imersão a quente é um processo de protecção contra a corrosão no qual os
produtos de ferro e aço são protegidos mediante a aplicação de um revestimento de zinco sobre
os mesmos. Na galvanização descontínua por imersão a quente prevalece a galvanização de
produtos variados, também designada por galvanização geral, na qual é feito o tratamento de
uma grande variedade de materiais para diversos clientes. A dimensão, a quantidade e a
natureza dos materiais que entram neste processo podem apresentar diferenças significativas. A
galvanização de canos ou tubos, levada a cabo em instalações especiais de galvanização
semiautomáticas ou totalmente automáticas, não é geralmente abrangida pelo termo
galvanização de produtos variados.
Os produtos a revestir nas instalações de galvanização descontínua são produtos de aço, tais
como pregos, parafusos e outros artigos muito pequenos, grades, elementos de construção,
componentes estruturais, postes de iluminação e muitos outros. Em alguns casos, os tubos são
também galvanizados em instalações convencionais de galvanização descontínua. O aço
galvanizado é utilizado nos domínios da construção, transportes, agricultura, transporte de
energia e em todos os domínios em que seja essencial haver uma boa protecção contra a
corrosão e uma longa vida útil.
Este sector opera com prazos de entrega curtos e reduzidas carteiras de encomendas para
proporcionar um serviço de boa qualidade aos clientes. As questões que se prendem com a
distribuição são importantes, pelo que as instalações estão localizadas próximo de concentrações
de mercados. Consequentemente, esta indústria é constituída por um número relativamente
elevado de instalações (cerca de 600 em toda a Europa), que servem os mercados regionais com
o intuito de minimizar os custos de distribuição e aumentar a sua eficiência económica. Só
alguns operadores de “nichos de mercado” estão preparados para transportar determinadas
classes de produtos a longas distâncias, com o objectivo de explorarem a sua própria
especialização ou a capacidade das suas instalações. As oportunidades para estes operadores
especializados são limitadas.
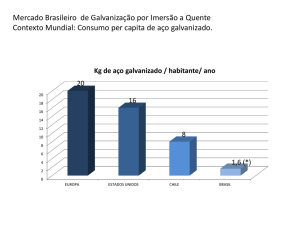
Em 1997 foram produzidos cerca de 5 milhões de toneladas de aço galvanizado. A maior parte
foi produzida pela Alemanha, com 1,4 milhões de toneladas e 185 instalações de galvanização
(em 1997). O segundo maior produtor foi a Itália, com 0,8 milhões de toneladas (74
instalações), seguindo-se o Reino Unido e a Irlanda, com 0,7 milhões de toneladas (88
instalações), e a França, com 0,7 milhões de toneladas (69 instalações).
A galvanização descontínua compreende geralmente as seguintes fases de processamento:
Desengorduramento
Decapagem química
Tratamento com fundentes
Galvanização (revestimento de metal fundido)
Acabamento
Uma instalação de galvanização é essencialmente constituída por uma série de banhos de
tratamento ou processamento. O aço é deslocado entre os tanques e mergulhado nos banhos por
intermédio de pontes rolantes.
As principais questões ambientais relacionadas com a galvanização descontínua são as emissões
para a atmosfera (HCl proveniente da decapagem química e poeiras e compostos gasosos
provenientes da caldeira), as soluções de processamento já gastas (soluções desengordurantes,
banhos de decapagem e banhos de fundentes), resíduos contendo óleo (provenientes, por
exemplo, da depuração dos banhos de desengorduramento) e resíduos contendo zinco (poeiras
de filtração, cinzas de zinco, zinco duro).
xxii
Executive Summary – Ferrous Metals
Para dados pormenorizados relativos aos consumos e emissões, consultar o capítulo 3, no qual
os dados disponíveis são apresentados com informação para qualificação.
O Quadro 7 apresenta um resumo dos principais resultados com respeito às melhores técnicas
disponíveis para cada fase do processo e às diferentes questões ambientais relacionadas com a
galvanização descontínua. Todos os valores relativos às emissões são expressos como valores
médios diários. As emissões para a atmosfera baseiam-se em condições normalizadas de 273 K,
101,3 kPa e gás seco. As descargas para a água são indicadas como o valor médio diário de
uma amostra composta de 24 horas relativa ao caudal ou de uma amostra composta relativa ao
caudal por todo o período de funcionamento efectivo (relativamente ao caso das instalações que
não laboram em três turnos).
Chegou-se a um consenso no seio do TWG quanto às melhores técnicas disponíveis e aos níveis
de consumo/emissão que lhes estão associados, apresentados no quadro abaixo.
Melhores Técnicas Disponíveis
Desengorduramento
Instalação de uma fase de desengorduramento, a menos que os
produtos a tratar estejam totalmente isentos de gordura.
Operação óptima do banho para aumentar a eficiência – por
exemplo, por agitação.
Depuração das soluções desengordurantes para prolongar a
respectiva vida útil (por escumação, centrifugação, etc.) e
recirculação, reaproveitamento das lamas contendo óleo ou
“Desengorduramento biológico” acompanhado de depuração in
situ (remoção de gordura e óleo da solução desengordurante)
por bactérias.
Decapagem química + separação:
Decapagem e separação realizadas isoladamente, a não ser que
haja um processo instalado a jusante, no local, para recuperar
os metais valiosos das soluções aquosas “mistas” ou esse
processo seja disponibilizado por um empreiteiro externo
especializado.
Reaproveitamento da solução de separação consumida (a nível
externo ou interno, por exemplo, para recuperar o agente
fundente).
No caso de decapagem e separação combinadas:
Recuperação de metais valiosos das soluções aquosas “mistas”–
por exemplo, utilização na produção de fundentes, recuperação
do ácido para ser reutilizado na indústria de galvanização ou
para outros produtos químicos inorgânicos.
xxiii
Níveis de consumo e
emissão associados às
melhores técnicas
disponíveis
Executive Summary – Ferrous Metals
Decapagem com HCl
Vigilância apertada dos parâmetros do banho: temperatura e
concentração.
Operação dentro dos limites apontados na parte D/capítulo D.6.1
“Operação Aberta do Banho de Decapagem”.
Se forem utilizados banhos de HCl aquecidos ou altamente
concentrados: instalação de uma unidade de extracção e HCl 2 – 30 mg/m³N
tratamento do ar extraído (por exemplo, por um sistema de
lavagem de gases).
Prestar especial atenção ao efeito real de decapagem do banho e
utilizar inibidores de decapagem para impedir uma
sobredecapagem.
Recuperação da fracção de ácido livre da solução aquosa de
decapagem já gasta ou regeneração da solução aquosa de
decapagem a nível externo.
Remoção de Zn do ácido.
Utilização da solução aquosa de decapagem já gasta na produção
de fundentes.
Não utilizar a solução aquosa de decapagem já gasta para fins de
neutralização
Não utilizar a solução aquosa de decapagem já gasta para a
separação de emulsões
Lavagem
Boa drenagem entre os tanques de tratamento prévio.
Implementação de sistemas de lavagem depois do
desengorduramento e da decapagem química.
Lavagem estática ou em cascata.
Reutilização da água de lavagem para reabastecer os banhos de
processamento precedentes. Operação isenta de água residual
(em casos excepcionais, em que seja gerada água residual, é
necessário proceder a um tratamento da água residual).
Quadro 7: Principais resultados respeitantes às melhores técnicas disponíveis e aos níveis de
consumo/emissão que lhes estão associados no caso da galvanização descontínua.
Melhores Técnicas Disponíveis
Tratamento com fundentes
O controlo dos parâmetros do banho e a quantidade óptima de
fundente utilizado são também importantes para reduzir as
emissões numa fase mais adiantada da linha de processamento.
Relativamente aos banhos de fundentes: regeneração do banho de
fundentes a nível interno e externo.
xxiv
Níveis de consumo e
emissão associados às
melhores técnicas
disponíveis
Executive Summary – Ferrous Metals
Imersão a quente
Captura das emissões provenientes da imersão por meio de Poeiras < 5 mg/m³N
encerramento da cuba num espaço fechado ou por extracção a
partir do bico e redução das poeiras por filtração em filtros de
mangas de tecido ou utilizando torres de lavagem de gases por
via húmida.
Reaproveitamento das poeiras a nível interno ou externo – por
exemplo, para a produção de fundentes. O sistema de
recuperação deve assegurar que as dioxinas eventualmente
presentes em baixa concentração devido a uma qualquer
perturbação nas condições da instalação não venham a
desenvolver-se à medida que as poeiras são recicladas.
Resíduos contendo Zn
Armazenagem separada e ao abrigo da chuva e do vento e
reutilização dos metais valiosos contidos nestes resíduos no
sector dos metais não ferrosos ou noutros sectores.
Quadro 7 (continuação): Principais resultados respeitantes às melhores técnicas disponíveis e aos
níveis de consumo/emissão que lhes estão associados no caso da galvanização descontínua.
xxv