ESTUDO PRELIMINAR DA HIDRÓLISE-HIDROGENAÇÃO
CATALÍTICA DO ÓLEO DE SOJA VISANDO A PRODUÇÃO DE
ÁCIDOS GRAXOS LIVRES SATURADOS (AGL)
C. A. B. CRISÓSTOMO ¹, K. M. SOUZA ², T. S. S. ALMEIDA ², F. G. S. HERBST ², R R.
SOARES ¹,²
1
2
Universidade Federal de Uberlândia, Departamento de Biocombustíveis
Universidade Federal de Uberlândia, Departamento de Engenharia Química
E-mail para contato: [email protected].
RESUMO – Recentemente foi verificado que a solução aquosa do glicerol, formada após a
hidrólise de óleos utilizando catalisadores heterogêneos, pode sofrer a reação de reforma em
fase líquida levando à formação de H2 e CO2. O H2 pode ser usado na reação de hidrogenação
dos ácidos graxos livres insaturados formados, permitindo a obtenção de um ácido graxo
específico de maior valor agregado. O presente trabalho busca selecionar um catalisador ativo
para a reação de hidrólise, utilizando o óleo de soja como reagente, e para a reação
subsequente, a hidrogenação dos ácidos graxos. Os testes catalíticos foram realizados com
catalisadores NiO, calcinados a diferentes temperaturas, e Ni-Sn (razão molar 1:1), todos
suportados em γ-alumina. Estes foram caracterizados por Redução a Temperatura Programada
(RTP) e Difração de Raios-x (DRX). Para a reação, foi utilizado um reator batelada de 500 mL.
Os produtos foram obtidos após 2 horas de reação. A composiçao de ácidos graxos livres e
glicerol no produto foi determinada por cromatografia gasosa. Os resultados mostraram que os
catalisadores são capazes de produzir grande quantidade de AGL (em torno de 60 %). O produto
obtido com o catalisador bi-metálico apresentou a maior % de AGL, sendo esta de 80% . No
entanto, a hidrogenação in situ só pode ser evidenciada nas reações com os catalisadores NiO
seco e NiO-300, uma vez que o percentual de AGL saturados no produto obtido com estes
catalisadores foi superior ao demais e a de AGL insaturados foi menor.
1. INTRODUÇÃO
Uma fonte oleaginosa costuma ter mais de 10 ácidos graxos diferentes, os quais podem
ser encontrados livres ou, preferencialmente, ligados a uma molécula de glicerol na forma de
monoacilglicerídeos, diacilglicerídeos e triacilglicerídeos. No entanto, os componentes mais
expressivos dos óleos e gorduras são os triglicerídeos, que representam cerca de 90% da
composição química dessas substâncias (Moretto & Fett, 1998).
A hidrólise é um termo aplicado as reações orgânicas e inorgânicas em que a água efetua
uma dupla troca com outro composto. A reação procede em estágios, que ocorrem
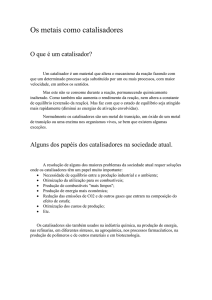
simultaneamente com velocidades diferentes. Com três moles de água, um mol de triglicérideo é
dividido em três moles de ácidos graxos livres (AGL) e um mol de glicerol. Os passos da reação
são descritos na Figura 1 seguir (Wang et al., 2012). De acordo com Dieckelmann e Heinz
(1988), os principais fatores que afetam esta reação são: temperatura, tipo de catalisador, teor de
água no meio reacional e a concentração de glicerol liberado na fase aquosa.
Figura 1 - Etapas da reação de Hidrólise (Wang et al., 2012)
Diversos trabalhos mostram que a reação de hidrólise de óleos vegetais pode ser efetuada
em um reator batelada, sem a necessidade de um catalisador, utilizando, por exemplo, água em
condições supercríticas (King et al., 1999; Wang et al., 2012). Todavia, estudos com o uso de
catalisadores heterogêneos para promoção deste tipo de reação ainda se encontram em fase
inicial.
Recentemente foi verificado que a solução aquosa do glicerol, formada após a hidrólise de
óleos utilizando catalisadores heterogêneos, pode sofrer a reação de reforma em fase líquida
(APR - Aqueous Phase Reforming) levando a formação de hidrogênio e dióxido de carbono. Este
hidrogênio, pode atuar na reação de hidrogenação dos ácidos graxos, formando ácidos graxos
saturados, os quais são de alta relevância para indústrias alimentícias e oleoquímicas. Dessa
forma, a hidrogenação além de melhorar a qualidade dos AGL, permite a obtenção de um ácido
graxo específico de maior valor agregado (Diaz et al., 2011). Catalisadores a base de platina,
paládio e níquel são promissores para este tipo de reação. Catalisadores de níquel, podem ser uma
alternativa atrativa para este tipo de processo devido ao menor custo.
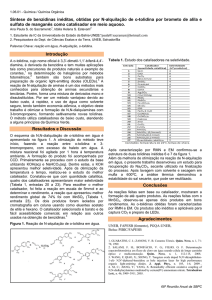
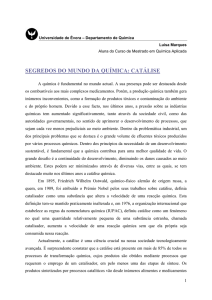
O processo de hidrólise e hidrogenação simultânea envolve basicamente três etapas, as
quais são: hidrólise, reforma em fase liquida do glicerol e a hidrogenação. A Figura 2 a seguir
mostra como ocorre a combinação destes processos.
Neste sentido, o presente trabalho busca selecionar um catalisador ativo para a reação de
hidrólise de óleos vegetais e para a reação subsequente, a hidrogenação dos ácidos graxos a partir
do H2 obtido do glicerol. Os testes catalíticos foram realizados com óleo de soja comercial,
catalisadores 15% NiO/γ-Al2O3, calcinados a diferentes temperaturas; e um catalisador bi
metálico Ni-Sn/ γ-Al2O3, razão molar de Ni/Sn de 1:1.
Figura 2 – Processo de hidrólise e hidrogenação simultânea (Diaz et al., 2011)
2. MATERIAIS E MÉTODOS
2.1 Preparo e caracterização dos catalisadores
Foram preparados catalisadores monometálicos contendo 15% em peso de NiO,
suportados em γ-Al2O3 (G-250-Basf), previamente calcinada em mufla a 500°C por 4 horas. Os
catalisadores foram preparados pelo método da impregnação seca do suporte com uma solução
aquosa de Ni(NO3)2.6H2O. Posteriormente, realizou-se a etapa de secagem a 100°C, por 24 horas
em estufa. Os catalisadores obtidos foram então calcinados a diferentes temperaturas, sendo
estas: 300, 400 e 500 oC, por 4 horas. Estes foram então nomeados como NiO-300, NiO-400 e
NiO-500. Uma amostra, nomeada como NiO-seco, não foi calcinada. O catalisador bi metálico
foi preparado a partir da impregnação seca do catalisador NiO-seco, com uma solução aquosa de
SnCl2, de forma a obter a razão molar de Ni-Sn desejada (1:1) e foram em seguida calcinados a
300°C, por 4 horas. O teor em massa obtido para o catalisador Ni-Sn foi de 17,2 % de Sn e 8,6 %
de Ni.
A caracterização foi feita através de análises de Redução a Temperatura Programada
(TPR) e Difração de Raios-X (DRX).
As análises de TPR foram realizadas em uma unidade multipropósito acoplada a um
espectrômetro de massas Balzers Omnistar. Para o TPR, a massa de catalisador usada foi de 100
mg e as amostras foram aquecidas a uma taxa de 10 º C/min, da temperatura ambiente até 900ºC,
permanecendo nesta por 30 minutos, sob fluxo de uma mistura gasosa contendo 5% H2/Ar, a uma
vazão de 30 mL/min.
As análises de DRX foram feitas em um equipamento Shimadzu XRD-600, utilizando
radiação CuK (1,5406 Å). Os difratogramas foram obtidos nas seguintes condições: varredura
entre 2 = 20° e 80°, com um passo de 0,05° e um tempo de contagem de 1 segundo por passo.
Os compostos foram identificados por comparação com a base de dados JCPDS (Joint
Committee on Powder Diffraction Standards, Swarthmore, USA) e com dados da literatura.
2.2 Testes catalíticos
Para a realização das reações de hidrólise foi utilizado um reator batelada de 500 mL
(Snipe-Tite), equipado com um sistema de agitação e controlador de aquecimento. As condições
reacionais estudadas foram: temperatura de 250 °C, pressão inicial em torno de 25 bar, agitação
entre 800-900 rpm, tempo de reação de 2 horas, razão mássica de óleo/agua de 1:1 e 10% (m/m)
de catalisador em relação ao óleo. Dessa forma, a mistura reacional consistiu em 50 g óleo de
soja comercial, 50 g de água e 5 g de catalisador.
Primeiramente, os reagentes óleo e água foram introduzidos no reator batelada e em
seguida iniciou-se a reação de redução ex-situ do catalisador, ou seja, em outro reator, sendo este
de fluxo contínuo. A redução foi realizada utilizando uma rampa de aquecimento de 25°C a
550°C, a uma taxa de 1°C/min, sob fluxo de H2 a 30 ml/min, na ausência de pressão. Após 4
horas a 550°C sob fluxo de H2, passou-se um fluxo de He (50 ml/min) por 2 horas, também a
550ºC, e, em seguida, resfriou-se o reator, sob mesmo fluxo, até a temperatura de reação. Após a
redução, o catalisador foi transferido para o reator batelada através de um tubo acoplado ao
mesmo junto ao reator de redução. A transferência do catalisador foi feita sob fluxo de He,
evitando assim a exposição ao ar, e, consequentemente, a oxidação do catalisador. Em seguida
pressurizou-se o reator e iniciou-se o aquecimento e a agitação. O tempo de reação foi
considerado a partir do momento em que se atingiu a temperatura requerida. A agitação foi
mantida a velocidade constante.Os produtos foram obtidos após 2 horas de reação. Os produtos
obtidos foram primeiramente filtrados para a remoção do catalisador. Em seguida, o filtrado
contendo as fases oleosa e aquosa foi transferido para um funil de decantação para a separação
das fases.
Foi realizado um teste na ausência de catalisador (“teste em branco”), nas mesmas
condições reacionais acima mencionadas, para servir como parâmetro de comparação no estudo
da reação.
2.3 Análise dos produtos da reação
A fase oleosa obtida após a separação foi analisada por cromatografia gasosa utilizando
um cromatógrafo Agilent, modelo 7890A, equipado com autoamostrador ALS 7650A, injetor
Split/Splitless e detector de ionização de chama (FID). O teor de AGL foi determinado mediante
metodologia EN 14103 adaptada (Pinese et al., 2013), utilizando uma coluna CP9080 (30 m x
0,32 mm x 0,25µm) nas seguintes condições: Injetor: 250°C, Temperatura do forno: 225° C
isotérmico; Detector: 250 °C e He como gás arraste (3,7 ml/min). As análises foram realizadas
durante 30 minutos. Padrões de AGL (Analytical Controls - Sample Mix Box EN 14103, n°
20002.048) foram usados a fim de identificar qualitativamente esses compostos e calcular suas
concentrações, tanto no óleo usado como reagente, quanto nos produtos obtidos. As
concentrações de AGL foram determinadas através do fator de resposta (fr) obtido de uma curva
de calibração para cada padrão, como mostra a Equação 1. As amostras dos produtos foram
diluídas a cerca de 10 % (m/m) em heptano.
(1)
A fase aquosa também foi analisada, com o intuito de quantificar o teor de glicerol
possivelmente presente após a hidrólise. As análises foram feitas em um cromatógrafo Shimadzu,
modelo GC-2010 equipado com, injetor Split/Splitless, detector de ionização de chama (FID) e
coluna RTX-VMS (30 m x 0,25 mm x 1,4 μm). O teor de glicerol foi calculado de forma
semelhante à apresentada para AGL, utilizando o fator de resposta obtido da curva de calibração.
3. RESULTADOS E DISCUSSÃO
3.1 Caracterização dos catalisadores
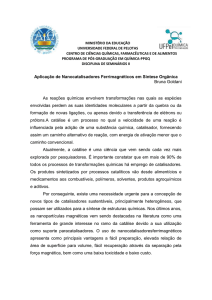
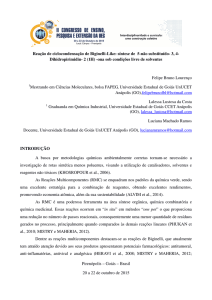
A Figura 3 a seguir mostra os resultados de TPR obtidos, indicando as temperaturas
máximas de redução.
Figura 3 – Perfis de TPR dos catalisadores testados
A presença de mais de um pico de consumo máximo de hidrogênio, em catalisadores onde
o suporte é a alumina, ocorre devido ao fato de uma parte do metal estar mais exposta, ou seja,
mais acessível a essa redução e o restante do metal apresentar uma maior interação com o
suporte, possuindo menor acessibilidade e consequentemente reduzindo a uma temperatura mais
elevada. Picos em temperaturas menores que 400°C, como observado no Ni-seco e Ni-300,
podem ser atribuídos à decomposição de nitratos residuais. Picos entre 400 e 700°C, observado
em todos os catalisadores calcinados, podem ser relacionados à redução de espécies de óxido de
níquel presentes na fase “bulk”, à redução do NiO com menor interação com o suporte, ou, ainda,
à redução de espécies Ni2+, superficiais e altamente dispersas, a Ni metálico. Já picos próximos a
900° C correspondem a uma estrutura estável denominada aluminato de níquel (Scheffer et al.,
1989).
Para os catalisadores NiO/Al2O3, observou-se que o aumento da temperatura de
calcinação promoveu o aumento na temperatura de redução. Quando comparado ao catalisador
NiO-300, verifica-se que a adição de Sn também faz com que a redução se inicie a temperaturas
mais elevadas, com o desaparecimento do pico redução a 356 °C.
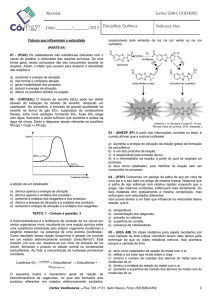
A Figura 4 mostra os resultados de DRX dos catalisadores, da alumina utilizada e do NiO
obtido pela calcinação do Ni(NO3)2.6H2O a 400° C por 3 horas.
Figura 4- Difratogramas dos catalisadores testados
Os resultados mostram que a calcinação promoveu o aparecimento da espécie NiO nos
catalisadores, visualizada na posição 2 = 43,2º. Segundo a ficha JCPDS este pico é
característico da fase NiO cristalina (bunsenite de estrutura cúbica e grupo espacial Fm3m). O
difratograma do catalisador não calcinado não apresentou a fase NiO. No catalisador bi metálico
não foi verificado picos de difração que possam ser atribuídos ao NiO. Comparando o
difratograma deste com o do NiO-300, observa-se o desaparecimento do pico da alumina em 2
= 45º, provavelmente devido a alguma alteração na interação do NiO com o suporte o
aparecimento de picos próximos a 2 = 22,5, 26 e 52, que podem estar relacionados à espécies de
Sn. Também pode ter ocorrido a formação de alguma espécie Ni-Sn-alumina, ocasionada pela
adição do promotor. Em nenhum dos catalisadores foi verificado nenhum picos de difração que
possam ser atribuídos ao aluminato de níquel e ao níquel metálico.
3.2 Testes catalíticos
O objetivo na análise dos produtos da reação foi quantificar a porcentagem mássica de
ácidos graxos livres formados. A análise por cromatografia gasosa do óleo de soja usado como
reagente mostrou uma quantidade mínima de AGL presentes (<1%), não sendo possível efetuar a
quantificação dos mesmos. A composição de AGL na fase oleosa e do glicerol na fase aquosa nos
produtos obtidos nos testes catalíticos, após 2 horas de reação, é apresentada na Tabela 2 a seguir.
Tabela 2 – Composição percentual de AGL e Glicerol no produto obtido
(Tempo de reação – 2 horas; T = 250° C)
Catalisador
s/cat
NiO –seco
NiO -300
NiO -400
NiO -500
NiSn 1:1
Acido
Palmítico
(C 16:0)
<1
5,37
6,29
6,91
6,03
6,82
Ácido
Esteárico
(C 18:1)
18,70
18,94
13,74
13,65
10,03
Fase oleosa
(% AGL)
Ácido
Oleico
(C 18:1)
15,05
15,94
12,64
14,67
20,03
Ácido.
Linoleico
(C 18:2)
<1
20,58
20,60
26,33
26,71
44,70
Total
(%)
Fase
Aquosa
Glicerol
(%)
<1
59,70
61,77
59,66
61,06
81,50
0,30
3,36
3,23
5,08
5,81
8,17
O resultado da reação sem catalisador (teste em branco) mostra que nas condições
estudadas não ocorre a formação de AGL, umas vez que o percentual dos mesmos no produto foi
abaixo de 1%, assim como a concentração do glicerol na fase aquosa.
Todos os catalisadores se mostraram eficientes para a hidrólise, uma vez que o produto
obtido apresentou um percentual em torno de 60¨% de AGL. O catalisador bi metálico apresentou
o maior rendimento em AGL, sendo este de cerca de 80 %. Já em relação a hidrogenação in situ,
observa-se que os catalisadores NiO seco e NiO-300 produziram mais AGL saturados (C 18:0) e
menor quantidade de insaturados (C 18:2), além de um menor percentual de glicerol na fase
aquosa, o que sugere que ocorreu a hidrólise-hidrogenação simultânea, ou seja, o glicerol
formado durante a hidrólise atuou como doador de hidrogênio reagindo com as duplas ligações,
preferencialmente do ácido linoleico. De acordo com Diaz et al (2011), neste tipo de processo o
H2 é adicionado primeiramente aos ácidos graxos mais insaturados.
4. CONCLUSÕES
Os resultados mostraram que os catalisadores são capazes de produzir grande quantidade
de AGL (em torno de 60 %). O produto obtido com o catalisador bi-metálico apresentou a maior
% de AGL, sendo esta de 80% . No entanto, a hidrogenação in situ só pode ser evidenciada nas
reações com os catalisadores NiO seco e NiO-300, uma vez que o percentual de AGL saturados
no produto obtido com estes catalisadores foi superior ao demais e a de AGL insaturados foi
menor.
5. REFERÊNCIAS
CHENARD, G. D.; SALAZAR R.P.; OM N.T.; ARANDA D.G.A.; ALMARALES A.A.,
Hydrolysis-Hydrogenation of soybean oil and tallow. Natural Science, , Vol.3, No.7, p. 530-534,
2011.
KING, J. W.; HOLLIDAY, R. L.; LIST, G. R. Hydrolysis of Soybean Oil in a Subcritical
Water Flow Reactor. Green Chem. 1, p. 261–264, 1999.
MORETTO, E.; FETT, R., Tecnologia de óleos de gorduras vegetais na indústria de alimentos.
São Paulo, Varela, V.150, 1998.
SCHEFFER B., MOLHOEK P., MOULIJN J.A., Appl. Catal. 46, p.11, 1989.
WANG, W. W; THAPALYA, N; CAMPOS, A; ROBERTS, W, L. Hydrogen fuels from vegetable
oils vira hydrolisys and termo-catalytic descarbosxilation. Fuel, p. 622-629, 2012