UNIVERSIDADE FEDERAL DE ITAJUBÁ
Ricardo Alexandre Soares
GERENCIAMENTO DA CADEIA DE
SUPRIMENTOS NO SETOR AUTOMOBILÍSTICO:
ANÁLISE E PROPOSIÇÃO DE MELHORIAS
ENTRE UMA AUTOPEÇAS E FORNECEDORES.
Dissertação submetida ao Programa de PósGraduação em Engenharia de Produção como
requisito parcial à obtenção do título de Mestre
em Engenharia de Produção.
Área de Concentração:
Produção e Tecnologia
Orientador:
Prof. Dr. Renato da Silva Lima
Itajubá
2007
II
UNIVERSIDADE FEDERAL DE ITAJUBÁ
Ricardo Alexandre Soares
GERENCIAMENTO DA CADEIA DE
SUPRIMENTOS NO SETOR AUTOMOBILÍSTICO:
ANÁLISE E PROPOSIÇÃO DE MELHORIAS
ENTRE UMA AUTOPEÇAS E FORNECEDORES.
Dissertação enviada para a banca examinadora em Outubro de 2007
Banca Examinadora:
Prof. Dr. Renato da Silva Lima – UNIFEI
Prof. Dr. Dagoberto Alves de Almeida – UNIFEI
Prof. Dr. José Alcides Gobbo Junior – FEB/UNESP
Itajubá
2007
III
DEDICATÓRIA
Dedico mais esta conquista aos meus pais, Parthur e Sandra, pela confiança depositado à minha
formação, aos meus queridos irmãos, Anderson e André, pelo carinho demonstrado, e a minha
amada esposa Danielle, pela força e intenso amor demonstrado, sobretudo nos momentos de
minha ausência.
IV
AGRADECIMENTOS
Primeiramente, só tenho a agradecer a Deus e aos meus pais, que sempre sonharam junto comigo
e me apoiaram incondicionalmente.
Ao professor orientador Renato da Silva Lima, por ter ditado os rumos e o ritmo necessário para
a consecução desta pesquisa. Ao professor Dagoberto Alves de Almeida, pelas avaliações e
sugestões fornecidas. Aos professores Alexandre Pinho e Fabiano Leal pelo incentivo e
disposição apresentada durante todo tempo.
Aos meus verdadeiros amigos da jogatina, com os quais dividi a maior parte dos meus dias de
mestrando, entre preocupações e satisfações.
Às empresas participantes, que na figura de seus gerentes e funcionários permitiram a análise de
suas estruturas e participação no SSA, viabilizando a pesquisa-ação, sem o qual seria impossível
chegar ao trabalho aqui apresentado.
Ao programa de Pós graduação em Engenharia de Produção da UNIFEI, em especial ao
coordenador Prof.Dr. Carlos Eduardo Sanches, pela sua indiscutível qualidade de ensino e
pesquisa.
A todos os professores e funcionários da UNIFEI que, quando precisei, me atenderam
prontamente com um sorriso no rosto.
V
RESUMO
O ambiente no qual as empresas atuam hoje está rapidamente tornando-se mais complexo e
competitivo, levando as organizações a repensarem a sua forma de atuação, buscando novas
estratégias mais colaborativas com o seus clientes e principalmente com seus fornecedores. O
Gerenciamento da cadeia de suprimentos, Supply Chain Management (SCM), vem sendo
utilizado como uma das ferramentas mais importantes na busca por maiores lucros e
participação no mercado.
A indústria automobilística apresenta um maior índice de desenvolvimento e aplicações das
iniciativas e práticas de SCM devido ao alto nível de competitividade existente nesta atividade
e ao seu pioneirismo na implantação de inovações tecnológicas e gerenciais dentro do ramo
industrial. Muitos trabalhos evidenciam estas aplicações entre as montadoras e seus
fornecedores imediatos (tier 1). Por outro lado, pouco se tem observado na continuação da
cadeia automobilística (tier 2,3).
O objetivo deste trabalho é analisar e propor melhorias no fornecimento de uma empresa de
autopeças, elo autopeças e fornecedores (tier 2). Busca-se ainda analisar a integração e
coordenação do elo, bem com a utilização de práticas e iniciativas de SCM e verificação da
sua medição de desempenho.
Após uma revisão bibliográfica sobre SCM, história, iniciativas e práticas de SCM na
indústria automobilística brasileira e ainda sobre a medição de desempenho em empresas de
classe mundial em logística, foi conduzida uma pesquisa-ação através do Soft System analysys
(SSA) em uma autopeças localizada em Itajubá-MG. Na aplicação do SSA participaram
funcionários da autopeças e de quatro de seus fornecedores.
De maneira geral, pode-se constatar através do modelo conceitual proposto que o
envolvimento dos participantes com foco no objetivo e que algumas práticas de SCM comuns
nas montadoras, podem e devem ser aplicadas na continuação da cadeia no elo entre a
autopeças estudada e os seus fornecedores. Destaca-se a aplicação do EDI como ferramenta
da tecnologia da informação implementada no fornecimento da autopeças durante o
desenvolvimento do trabalho.
Palavras-chave: Gerenciamento da Cadeia de Suprimentos; Indústria Automobilística Brasileira;
Medição de desempenho.
VI
ABSTRACT
The environment in which companies operate these days is quickly becoming more complex and
competitive, leading the organizations to rethink their operations, looking for new strategies that
are more collaborative with their clients and especially with their suppliers. The Supply Chain
Management (SCM) has been used as one of the most important tools in the quest for higher
profits and market share.
The automotive industry shows a higher index in development and application of the initiatives
and practices of SCM due to the high level of competition that there is in this activity and to the
pioneering in implementing technological and managerial innovations in the industrial segment.
Many papers make evident these applications among the assemblers and their immediate suppliers
(tier 1). However, little has been observed in the other segments of the automotive chain (tier 2,
3).
The objective of this paper is to analyze and to propose improvements in the supply of an auto
parts company, which is a link between the auto parts and suppliers (tier 2). An effort is made to
analyze the link's integration and coordination, as well as the use of SCM practices and initiatives
and verification of its performance measuring.
Following a literature review on SCM, its history, initiatives and practices in the Brazilian
automotive industry and also about performance measuring in logistics world-class companies, an
action research was conducted using Soft System Analysis (SSA) in an auto parts company
located in Itajubá-MG. Employees from the auto parts company and from four of its suppliers
took part in the SSA application.
In general terms, it can be verified through the proposed conceptual model that the participant's
involvement focusing the objective and that some SSM practices which are common in the
assemblers, can and should be applied alongside the chain in the link between the auto parts
object of this study and its suppliers. It is important to notice the EDI application as a technology
tool implemented in the auto parts supply during the development of this paper.
Key-words: Supply Chain Management; Brazilian Automotive Industry; Performance Measuring.
VII
LISTA DE FIGURAS
Figura 2.1 – Atingindo uma cadeia de suprimentos integrada ................................................... 9
Figura 2.2: Competição entre "Virtuais Unidades de Negócios" ............................................. 10
Figura 2.3: SRM dentro do SCM ............................................................................................. 12
Figura 2.4 - Evolução do relacionamento com fornecedores ................................................... 12
Figura 2.5: Fluxograma da cadeia de suprimentos da indústria automobilística...................... 15
Figura 2.6: A cadeia de suprimentos com as primeiras importações brasileiras de veículos ... 15
Figura 2.7: A cadeia de suprimentos da indústria após a introdução do CKD no Brasil ......... 17
Figura 2.8: A cadeia de suprimentos da indústria para os veículos exportados. ...................... 18
Figura 2.9: A cadeia de suprimentos da indústria para os componentes exportados. .............. 18
Figura 2.10: A evolução da produção de veículos no Brasil. ................................................... 19
Figura 2.11: A cadeia de suprimentos com a importação de veículos nos anos 90.................. 21
Figura 2.12: Fluxos de informações e produtos no Quick Response ........................................ 25
Figura 2.13 - Modelo “World Class Logistic”, Logística de classe mundial. .......................... 43
Figura 3.1 – Definição da Pesquisa .......................................................................................... 50
Figura 3.2 - Etapas do "Soft Systems Analysis". ..................................................................... 53
Figura 3.3: Desdobramento da questão de pesquisa. ................................................................ 58
Figura 3.4: Representação da cadeia de suprimentos da autopeças. ........................................ 59
Figura 4.1. Representação da cadeia de suprimentos da montadora. ....................................... 65
Figura 4.2. Fluxo para aprovação de um fornecedor. ............................................................... 66
Figura 4.3. Fluxo para aprovação de um fornecedor. ............................................................... 68
Figura 4.4. Fluxo do monitoramento do desempenho do fornecedor. ...................................... 70
Figura 4.5. Fluxo do planejamento de materiais. ..................................................................... 75
Figura 4.6– Representação gráfica da situação real ................................................................. 86
Figura 4.7 – Representação do modelo conceitual (proposto) ................................................. 89
VIII
LISTA DE TABELAS
Tabela 2.1 – Resumo dos principais programas de respostas rápidas ..................................... 28
Tabela 2.2 – Estágios da “escada de transformações”. ............................................................ 38
Tabela 2.3 – Comparação entre o condomínio industrial e o consórcio modular .................... 40
Tabela 2.4 – Exemplos de Indicadores de Serviço ao Cliente.................................................. 44
Tabela 2.5 – Exemplos de Indicadores de Custos .................................................................... 45
Tabela 2.6 – Exemplos de Indicadores de Produtividade......................................................... 46
Tabela 2.7 – Exemplos de Indicadores de gerenciamento de ativos ........................................ 47
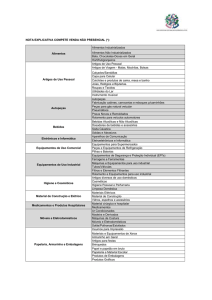
Tabela 4.1 – Nível de submissão por família de componentes ................................................ 72
Tabela 4.2 – Indicadores atuais da autopeças ........................................................................... 84
Tabela 4.3 – Indicadores de desempenho do modelo conceitual ............................................. 91
Tabela 4.4 – Comparação da situação real e modelo conceitual com lista de sugestões ......... 93
IX
SUMÁRIO
1
INTRODUÇÃO .............................................................................................................................................. 1
1.1 OBJETIVOS ........................................................................................................................................................... 2
1.2 JUSTIFICATIVA E RELEVÂNCIA DO TRABALHO ..................................................................................................... 3
1.3 ESTRUTURA DO TRABALHO .................................................................................................................................. 3
2
REVISÃO BIBLIOGRÁFICA...................................................................................................................... 5
2.1 GERENCIAMENTO DA CADEIA DE SUPRIMENTOS .................................................................................................. 5
2.1.1
Gerenciamento do relacionamento com fornecedores (SRM) ......................................................... 11
2.2 EVOLUÇÃO HISTÓRICA DA INDÚSTRIA AUTOMOBILÍSTICA BRASILEIRA. ............................................................ 14
2.2.1
Período até os anos 50 .................................................................................................................... 15
2.2.2
Período entre os anos 50 e 80. ........................................................................................................ 17
2.2.3
Período a partir dos anos 90. .......................................................................................................... 20
2.3 INICIATIVAS E PRÁTICAS DE SCM NA INDÚSTRIA AUTOMOBILÍSTICA ................................................................. 22
2.3.1
Electronic Data Interchange - EDI. ................................................................................................ 23
2.3.2
Quick Response (QR)....................................................................................................................... 24
2.3.3
Efficient Consumer Response (ECR) ............................................................................................... 25
2.3.4
Vendor Managed Inventory (VMI). ................................................................................................. 26
2.3.5
Continuous Replenishment (CR)...................................................................................................... 26
2.3.6
JIT II. ............................................................................................................................................... 27
2.3.7
Collaborative Planning, Forecasting, and Replenishment (CPFR). ............................................... 27
2.3.8
Desenvolvimento e Seleção de Fornecedores. ................................................................................. 29
2.3.9
Outsourcing. .................................................................................................................................... 30
2.3.10 Global Sourcing, Follow Sourcing e Carry Over. ........................................................................... 31
2.3.11 Milk run. .......................................................................................................................................... 32
2.3.12 In Plant Representatives (Residente) ............................................................................................... 33
2.3.13 Early Supplier Involvement (ESI). ................................................................................................... 33
2.3.14 Postponement. ................................................................................................................................. 34
2.3.15 Condomínios Industriais.................................................................................................................. 35
2.3.16 Consórcios Modulares. .................................................................................................................... 37
2.4 MEDIÇÃO DE DESEMPENHO EM EMPRESAS DE CLASSE MUNDIAL EM LOGÍSTICA ............................................... 40
3
METODOLOGIA DE PESQUISA............................................................................................................. 48
3.1 A TÉCNICA DE PESQUISA .................................................................................................................................... 51
3.1.1
ETAPA 1 – Examinar a Situação Problema .................................................................................... 53
3.1.2
ETAPA 2 – Representação gráfica da situação do Problema ......................................................... 54
3.1.3
ETAPA 3 – Sistema relevante e suas raízes ..................................................................................... 54
3.1.4
ETAPA 4 – Construção do modelo conceitual ................................................................................ 54
3.1.5
ETAPA 5 – Representação gráfica vs modelo conceitual................................................................ 55
3.1.6
ETAPA 6 – Debate das listas de mudanças ..................................................................................... 55
3.1.7
ETAPA 7 – Implementação das Mudanças...................................................................................... 55
3.2 INSTRUMENTOS DE COLETA DE DADOS ............................................................................................................... 56
3.3 LIMITAÇÕES DO ESTUDO .................................................................................................................................... 59
4
APLICAÇÃO DO SOFT SYSTEM ANALYSYS (SSA) ............................................................................. 60
4.1 CARACTERIZAÇÃO DO OBJETO DE ESTUDO ......................................................................................................... 60
4.1.1
LEVANTAMENTO DOCUMENTAL NO OBJETO DE ESTUDO ............................................................................ 64
4.2 ETAPA 1:
EXAMINAR A SITUAÇÃO PROBLEMA ............................................................................................ 78
4.3 ETAPA 2:
CONSTRUÇÃO DA REPRESENTAÇÃO GRÁFICA (SITUAÇÃO REAL) .............................................. 85
4.4 ETAPAS 3 E 4: CRIAÇÃO DE UM SISTEMA RELEVANTE E DO MODELO CONCEITUAL ..................................... 88
4.5 ETAPAS 5 E 6: REPRESENTAÇÃO REAL VERSUS MODELO CONCEITUAL E SUGESTÕES DE MUDANÇAS ............. 92
5
CONCLUSÕES E RECOMENDAÇÕES .................................................................................................. 95
5.1 SUGESTÕES PARA TRABALHOS FUTUROS. ........................................................................................................... 97
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................................................ 99
1
1 Introdução
Desde a década de 90 o ambiente industrial está numa profunda reflexão dos paradigmas
sobre o desenvolvimento dos sistemas produtivos. A lógica de produção industrial,
comercialização e de relacionamento entre empresas e pessoas está sendo revista, acarretando
em mudanças substanciais da cadeia de suprimentos das indústrias. Nesse contexto, surge o
Gerenciamento da Cadeia de Suprimentos (SCM – Supply Chain Management). Segundo
Pires (1998), o SCM é um modelo competitivo estratégico e gerencial para as empresas
industriais, definido como a integração holística dos processos de negócios por meio da
cadeia produtiva.
O objetivo do SCM é maximizar as sinergias entre todas as partes da cadeia para servir o
consumidor final mais efetivamente, seja reduzindo custo ou acrescentando valor ao produto.
A redução de custo pode ser obtida através de menos transações, reduzida variabilidade da
demanda e baixos custos de transporte, estocagem e inventário. Valor pode ser adicionado
através da criação de bens e serviços customizados, desenvolvendo competências distintas
através de toda a cadeia e pela ajuda a ambos, consumidores e fornecedores para se fazer mais
dinheiro através do melhor entendimento de seu negócio (GOBBO & PIRES, 1997). Ballou
(2006), afirma que seu princípio básico é integrar as informações entre fornecedores,
indústria, distribuidores, varejo, atacadistas e consumidores finais, de forma a ordenar,
racionalizar e otimizar a produção e o escoamento dos produtos.
A indústria automobilística brasileira vem passando por várias configurações desde o
seu surgimento no início do século XX. Primeiro através da importação direta de automóveis,
passando pelo CKD (Completely Knocked Down) e chegando aos dias atuais com a
necessidade de implementação do SCM como forma de buscar competitividade global
(CARMO & HAMACHER, 2001). O desenvolvimento e a aplicação dos conceitos do
gerenciamento da cadeia de suprimentos apresentam grande crescimento nas indústrias
automobilísticas devido ao alto nível de competitividade existente nesta atividade e ao seu
pioneirismo na implantação de inovações tecnológicas e gerenciais dentro do ramo industrial
(PIRES, 2004). Nesse sentido, a mensuração de desempenho é uma das mais importantes
técnicas a serem utilizadas para verificar se os objetivos estabelecidos pela empresa estão
2
sendo alcançados. Um estudo feito pelo Global Logistics Research Team na Michigan State
University (CLM, 1995) propõe o modelo de World Class Logistic (logística de classe
mundial), definindo como uma empresa deve atuar estrategicamente segundo quatro
categorias de competência: o posicionamento, a integração, a agilidade e a mensuração. Sendo
a mensuração, de particular interesse neste trabalho, a responsável pela realização de ajustes
nas outras competências.
Vários autores concordam com Pires (2004) que a aplicação do SCM tem crescido nas
indústrias automobilísticas, porém, com maior foco na rede imediata (tier 1) elo montadora e
fornecedores de primeira camada. Nos elos seguintes, os fornecedores dos fornecedores (tier
2,3), a literatura oferece poucas publicações. Assim, a questão de pesquisa que norteia este
trabalho é Como o SCM é ou pode ser útil no fornecimento de uma autopeças? Para tanto, foi
conduzida uma pesquisa-ação e utilizada a técnica SSA (Soft System Analysys) em uma
empresa de autopeças, categoria de sistemas de distribuição elétrica, para veículos
automotores, localizada em Itajubá-MG. Neste sentido foi realizada uma revisão bibliográfica
sobre SCM, suas práticas e iniciativas, SRM (Supplier Relationship Management), a evolução
histórica da indústria automobilística brasileira e ainda uma revisão de medição de
desempenho em empresas de classe mundial em logística (World Class Logistic). Após a
revisão bibliográfica foi definida a metodologia de pesquisa e a aplicação da pesquisa-ação
através do SSA. Na conclusão do trabalho são apresentados os resultados, sugestões para
pesquisas futuras e a lista das referências bibliográficas.
1.1 Objetivos
O objetivo do trabalho é analisar e propor melhorias no fornecimento do elo autopeças e
fornecedores de uma cadeia de suprimentos do setor automobilístico.
Busca-se ainda, como objetivos secundários, analisar a integração e coordenação do elo
autopeças e fornecedores, bem como a utilização de iniciativas e práticas de
SCM e verificação da mensuração de desempenho no fornecimento da autopeças.
3
1.2 Justificativa e Relevância do Trabalho
As justificativas e relevância desta pesquisa estão relacionadas à atualidade e
importância do tema, cujo desenvolvimento maior ocorreu nas indústrias. Mais
especificamente,
o
setor
automobilístico
que
apresenta
grande
crescimento
no
desenvolvimento e aplicação dos conceitos de SCM, devido ao alto nível de competitividade
existente nesta atividade e ao seu pioneirismo na implantação de inovações tecnológicas e
gerenciais dentro do ramo industrial (PIRES, 2004).
Segundo Carmos e Hamacher, 2001, no caso da indústria automobilística, o elo mais
forte é composto pelas montadoras de veículos, porém a sua atenção e influência ainda é
basicamente voltada para a sua rede imediata (tier 1) e não para a rede total de suprimentos.
Ainda neste sentido, segundo Miranda e Oliveira (1996), a maior mudança que tem ocorrido
na relação entre os membros da cadeia de suprimentos tem se dado entre as indústrias
montadoras de veículos e os fornecedores de autopeças. Nesse sentido, tem-se observado
vários trabalhos nesta rede imediata, podendo ser citados: Firmo (2005), Alves Filho et al.
(2003), Carmo e Hamacher (2001), Dias e Salerno (2001), Venanzi (2000), Marx et al.
(1997), Bedê (1996). Por outro lado, poucos trabalhos exploram a continuação da cadeia de
suprimentos. Desta forma, este trabalho se justifica com o objetivo de analisar os tiers 2, os
fornecedores da autopeças.
Outro ponto importante a ser considerado é a relevância dos materiais de insumos,
matérias primas e componentes que são utilizados na fabricação dos produtos finais das
autopeças, providenciados pelos fornecedores. Estes materiais de insumo representam 65% do
preço de venda do produto final das autopeças. Logo é percebido que qualquer redução de
custo ou otimização do fornecimento, impactará diretamente na lucratividade da autopeças.
1.3 Estrutura do Trabalho
O trabalho está estruturado em 5 capítulos. Após essa introdução, o capítulo 2 apresenta
a base conceitual utilizada para o desenvolvimento do trabalho. A seção 2.1 trata do tema
gerenciamento da cadeia de suprimentos, do inglês, Supply Chain Management (SCM), sua
conceituação e o gerenciamento do relacionamento com fornecedores, SRM (Supplier
4
Relationship Management). Logo após é feita uma breve revisão da evolução histórica da
indústria automobilística brasileira, seguida do levantamento de iniciativas e práticas de SCM
utilizadas nas indústrias. Concluindo o capítulo, na seção 2.4, é apresentada a medição de
desempenho, além de ressaltar o modelo WCL (World Class Logistic).
O Capítulo 3 é dedicado à definição da metodologia de pesquisa: a caracterização da
pesquisa, a técnica de pesquisa, os instrumentos de coleta de dados e as limitações do estudo.
Na seqüência, no Capítulo 4, apresenta-se a aplicação do Soft System analysys (SSA) em uma
autopeças localizada em Itajubá-MG: a caracterização do objeto de estudo, levantamentos
documentais e apresentação das etapas do SSA. As conclusões e as sugestões para trabalhos
futuros são apresentadas no Capítulo 5, seguidas, finalmente, das referências bibliográficas
utilizadas no trabalho.
5
2 Revisão Bibliográfica
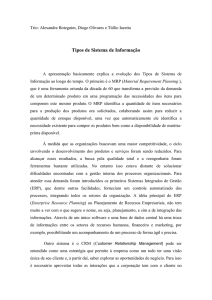
Neste capítulo são reunidas as considerações fundamentais sobre
gerenciamento da cadeia de suprimentos como base teórica para a
metodologia científica. Neste sentido, a seção 2.1 apresenta conceitos
sobre o gerenciamento da cadeia de suprimentos, do inglês, Supply Chain
Management (SCM). Em seguida, a seção 2.2 apresenta a evolução
histórica da indústria automobilística brasileira. Na seção 2.3 uma
apresentação das iniciativas e práticas de SCM na indústria automotiva
brasileira e conclui no item 2.4 com uma breve revisão dos conceitos de
medição de desempenho em empresas de classe mundial em logística.
2.1 Gerenciamento da Cadeia de Suprimentos
A competição mais acirrada e a instabilidade das formas tradicionais de operar um
negócio transformaram a vida das empresas. Para Farah (1999) a necessidade de manter-se ou
tornar-se competitivo atualmente tem absorvido a energia da maioria das empresas e nesta
busca são formuladas várias questões que merecem uma reflexão mais profunda. O ambiente
empresarial desde a década de 90 pode ser definido por margens baixas, oferta abundante de
produtos semelhantes, forte entrada de novos concorrentes, clientes mais exigentes e menos
fiéis, tentativas de implementação de programas e técnicas de melhoria e redução de custos,
larga oferta de informações e técnicas de administração e uma forte competição interna na
tentativa de perpetuação de áreas, cargos e atividades (PORTER,2000).
Se o modelo vigente foi marcado pela ênfase no produto, na marca, no cliente, na
redução dos custos, no “core business”, também ficou evidente a necessidade de uma maior
integração entre as atividades e os envolvidos no processo e na necessidade de uma empresa
mais ágil e que agregue valor no conceito de produto ampliado, através também dos serviços.
Muitas empresas apresentam condições competitivas muito semelhantes, quer devido a grande
extensão das linhas de produtos ou até de uma diferenciação tão sutil, quase imperceptível ou
até irrelevante para o cliente a ponto de não afetar seu comportamento de compra, seja pela
equivalência de preços ou ainda devido às fontes de vantagem competitiva serem muitas
vezes praticamente comuns, como: mesmas fontes de insumos, processos de produção
maduros, estáveis e praticamente padronizados etc. A concordância com as afirmações
6
anteriores implica dizer que resta uma enorme oportunidade de se aprimorar adequadamente,
a reflexão sobre essas questões através de uma revisão e gestão competente da cadeia logística
(Farah, 1999). Desta forma, a Logística passa ter importância e a ser classificada como uma
das fronteiras finais para a extração de vantagens competitivas.
Neste sentido, a década de 90 requeria a conceituação de logística e Christopher (1997)
a definiu como o processo de gerenciar estrategicamente a aquisição, movimentação e
armazenagem de materiais, peças e produtos acabados (e os fluxos de informações correlatas),
através da organização e seus canais de marketing, de modo a poder maximizar as
lucratividades presente e futura, através do atendimento dos pedidos a baixo custo.
Fundamentalmente a logística se propõe a tratar do equacionamento de três variáveis
elementares: o tempo, o espaço e a distância. Provendo aos clientes o acesso e posse dos
produtos, onde requerido, na quantidade e nas opções desejadas, sem interrupções e em
condições competitivas de mercado, buscando uma compensação positiva entre o servir e os
custos envolvidos, de tal forma que torne essa equação lucrativa para ambos, clientes e
fornecedores.
A missão da logística, segundo Ballou (2006), é dispor a mercadoria ou o serviço
solicitado no local e no momento oportuno, na quantidade exata e nas condições desejadas, de
forma eficiente ao cliente e, ao mesmo tempo, fornecendo a maior contribuição possível à
empresa. Somente assim o produto ou serviço terá valor para o cliente, sendo a eficiência na
gestão logística a principal responsável para a obtenção de tal objetivo.
Venanzi (2000) observa que se por um lado essa proposição da logística parece ser
extremamente técnica, exata, cartesiana e, até, de simples equacionamento; por outro lado
tudo isso acontece tendo como pano de fundo a atuação humana. E a falta dessa visão e
conscientização humanista dificulta e até impede a implantação de técnicas e lógicas de
sucesso previsível. A razão fundamental é que processos e técnicas operam com maior ou
menor eficácia conforme certos aspectos culturais da organização, seus paradigmas, crenças,
competências, visões e conflitos.
Algumas empresas têm percebido que a atividade logística de fato compõe ativamente o
mix de marketing e pode ser altamente atuante e responsável pelo desenho e consolidação de
posições muito competitivas, não só pela obtenção de reduções de custos, melhoria do
atendimento e de outros serviços, redução de prazos, mas também podendo representar a
instalação de fortes barreiras à concorrência (PORTER, 2000). Mas para isso é imprescindível
um novo posicionamento da atividade logística, assumindo o papel de integradora de
7
interesses, desenvolvendo e aplicando novas competências tecnológicas e adotando novos
conceitos e formas de encarar o negócio.
Uma das formas de atuação para mudança de posicionamento, segundo Venanzi (2000)
é o gerenciamento da cadeia de suprimentos, do inglês, Supply Chain Management(SCM).
Segundo Cooper (1994), o SCM foi originalmente discutido em um contexto logístico de
gerenciamento de inventário através de toda a cadeia. A idéia era lidar com o inventário da
maneira mais eficiente possível, fazendo com que os estoques dos vários membros
pertencentes a cadeia não fossem redundantes entre si, diminuindo assim o custo total ao
longo da cadeia. A aplicação do SCM foi ampliada para um contexto de gerenciamento global
do sistema de suprimento, abordando funções como compras, produção, distribuição e
marketing. Seu princípio básico constitui em integrar as informações entre fornecedores,
indústria, distribuidores, varejistas, atacadistas e consumidores finais, de forma a ordenar,
racionalizar e otimizar a produção e o escoamento dos produtos.
O SCM que considera e enxerga como parte de uma só cadeia todos os elos envolvidos
no processo de atender uma determinada demanda, incluindo fornecedores, processadores,
fabricantes, canais de distribuição, como se fosse uma empresa expandida e altamente
integrada. O SCM ser considerado como uma opção estratégica no desenho da composição de
interesses e participação de todos os envolvidos. Busca o trabalho conjunto provendo
produtos, serviços, fazendo melhor uso do conjunto de recursos, processos e tecnologias; é
mais do que um conceito, é basicamente uma opção estratégica, o resultado é um produto ou
serviço de alta qualidade, baixo custo, colocado mais rapidamente à disposição do mercado
Venanzi (2000).
Neste conceito, o Council of Logistics Management, CLM (1998), que atualmente teve
seu nome alterado para CSCMP (Council of Supply Chain Management Professionals), SCM
é a integração dos diversos processos de negócios e organizações, desde o usuário final até os
fornecedores originais, que proporcionam os produtos, serviços e informações que agregam
valor para o cliente. A customização de bens e serviços, o uso de soluções integradas e o
desenvolvimento de competências diferenciadas são em geral os principais responsáveis pelo
acréscimo de valor agregado a um dado produto ou serviço.
Pires (1998) define o SCM como uma visão expandida, atualizada e holística da
administração de materiais tradicional, abrangendo a gestão da cadeia produtiva de maneira
estratégica e integrada, pressupondo que as empresas devem definir suas estratégias
competitivas e funcionais através de seus posicionamentos (tanto como fornecedores, quanto
8
como clientes) dentro das cadeias produtivas nas quais se inserem. Apresenta como principal
objetivo neste novo modelo de gerenciamento o aumento da sinergia entre os elos da cadeia,
buscando maior nível de satisfação do cliente, redução de custos e acréscimo no valor
agregado.
Cooper et.al. (1997), também concordam com conceito de SCM como a integração das
empresas da cadeia produtiva com base nos fluxos de materiais (materiais produtivos,
produtos em processo e produtos acabados) e informações. Além disso, ainda enfatizam que o
SCM busca a integração dos processos de negócios desde o usuário final até os fornecedores
que propiciam os produtos, serviços e informações que agregam valor para o cliente final.
No sentido de integração dos processos desde o usuário final até os fornecedores atuais,
Lummus & Vokurka (1999) apresentam alguns pontos que devem ser considerados na gestão
da cadeia de suprimentos:
•
Associação das estratégias da cadeia de suprimentos com as da empresa como
um todo, para alcançar os objetivos da corporação;
•
Identificação das metas estabelecidas na cadeia e o desenvolvimento de medidas
de desempenho para atendê-las;
•
Desenvolvimento de sistemas para a obtenção de previsões de demanda mais
alinhadas às variações de mercado;
•
Melhor gestão do relacionamento com fornecedores buscando redução de custo e
cumprimento dos prazos de entrega acertados;
•
Desenvolvimento de redes logísticas customizadas para atender cada segmento
de consumidores;
•
Desenvolvimento de uma rede de informações capaz de oferecer visão clara de
todo o fluxo de produtos e permitir apoio à decisão;
•
Adoção de medidas de desempenho interfuncionais e interempresariais para que
haja associação entre todos os aspectos da cadeia de suprimentos.
Segundo Bowersox & Closs (2001), Miranda (2002), Mchug, et al. (2003), Alves et al.
(2004) e Ballou (2006), a busca por relacionamentos mais estáveis tem ocorrido em função da
impossibilidade de uma única empresa exercer controle sobre o fluxo produtivo, desde a fonte
de matéria-prima até o ponto de consumo final. Desta forma, é necessário que tais
9
relacionamentos de longo prazo sejam pautados pela cooperação e pela parceria, e não pela
competição ou por relacionamentos conflituosos, para que todas as empresas pertencentes à
cadeia possam alcançar vantagens competitivas.
Para Christopher (1997), o SCM, do ponto de vista de sistemas totais, é o meio pelo
qual as necessidades dos clientes são satisfeitas através da coordenação dos fluxos de
materiais e de informações que vão do mercado até a empresa.. Neste sentido, apresenta ainda
uma evolução desta integração que pode ser observada pela Figura 2.1.
Figura 2.1 – Atingindo uma cadeia de suprimentos integrada
Fonte: Stevens, 1989 apud Chistopher, 1997
De acordo com Christopher (1997), tem ocorrido uma reconfiguração do ambiente
competitivo, de forma que a competição passou a ocorrer entre cadeias inteiras, e não mais
entre empresas isoladamente. Neste sentido, segundo Pires (1998) e Bowersox (2006), as
empresas devem abandonar a forma tradicional de relacionamento, em que havia a simples
10
relação de compra e venda, sem qualquer caráter colaborativo e passar a adotar
relacionamentos mais estáveis e cooperativos com seus fornecedores.
Para Vollmann & Cordon (1996), as cadeias produtivas representariam virtuais unidades
de negócios, o real terreno da competição atual. Neste sentido, Pires (2004) afirma que,
atualmente, as mais efetivas práticas de SCM visam obter uma virtual unidade de negócios
que propiciem muitos dos benefícios da tradicional integração vertical, sem as comuns
desvantagens em termos de custo e perda de flexibilidade a ela inerente. Enfatiza que o SCM
cristaliza a idéia de ecossistema empresarial proporcionando uma estrutura de processos que
permite às empresas entrarem em evolução mútua ao invés de simplesmente competirem entre
si. A Figura 2.2 ilustra este contexto de SCM como unidades virtuais de negócio.
Figura 2.2: Competição entre "Virtuais Unidades de Negócios"
Fonte: Pires, 2004.
Dentro desse novo modelo, as estratégias de cada empresa passaram a incorporar
preocupações com o grau de competitividade do produto final e com o desempenho da cadeia
completa. Por isso, parece razoável supor que a necessidade de seu gerenciamento integrado
exige e/ou conduz à aproximação das relações e a instituição e definição articulada de
responsabilidades distintas pelas diversas unidades de negócios integrantes da cadeia. Em
outros termos, segundo Wood e Zuffo (1998) não basta o fabricante ter buscado excelência
operacional se os distribuidores, os atacadistas e os varejistas continuam operando em
condições precárias.
A evolução do SCM tem exigido respostas cada vez mais rápidas dos fornecedores, para
que as empresas possam se adequar às necessidades dos clientes finais. Além disso, como o
11
objetivo do trabalho é analisar e propor melhorias no elo autopeças e fornecedores faz-se
necessário no item seguinte, uma revisão do gerenciamento de relacionamento com
fornecedores, do inglês, Supplier Relationship Management (SRM).
2.1.1 Gerenciamento do relacionamento com fornecedores (SRM)
Segundo Siqueira (2005), SRM é um conjunto de conceitos, técnicas de relacionamento
e ferramentas utilizados para melhorar o desempenho do SCM, através de uma melhor
eficiência nos relacionamentos com os fornecedores em todas as fases da cadeia de
suprimentos.
Nesse sentido, a gestão do relacionamento de fornecedores pode ser entendida como
uma estratégia, alicerçada em princípios de compras, no desenvolvimento de parcerias de
longo prazo, em ferramentas de Tecnologia de Informação (TI) e nos processos internos
simples e eficazes. É imprescindível para esta estratégia a confiabilidade entre as partes. Além
disso, cada empresa é responsável pela efetivação dos acordos dentro de sua organização, não
podendo assim existir a implementação desta estratégia em apenas uma das partes. Na Figura
2.3 adaptada de Slack (2002), pode-se identificar o escopo de atuação dos Relacionamentos
com Fornecedores (SRM) e com Clientes (CRM) no contexto da SCM.
A evolução do SCM exigiu que o SRM também evoluísse de uma posição passiva para
uma atuação pró-ativa. Da mesma forma que o SCM passou a ser considerado de importância
estratégica para as empresas, os fornecedores passaram a ser encarados como oportunidades
de agregação de valor ao cliente final e não mais como agregador de custos. Assim como os
relacionamentos comerciais entre as empresas seus fornecedores deixaram de ter foco em
preços e passaram a ter foco na formação de alianças estratégicas, esta evolução do
relacionamento com fornecedores é representada na Figura 2.4.
12
Figura 2.3: SRM dentro do SCM
Fonte: Adaptado de Slack, 2002
Figura 2.4 - Evolução do relacionamento com fornecedores
Fonte: AUN, 2005.
Siqueira (2005) ressalta que a mudança da percepção que a empresa tem de seus
fornecedores, está migrando de um simples elo de ligação da cadeia de suprimentos para um
novo caminho que agrega valor aos negócios. O grau de sucesso de uma parceria de longo
prazo entre empresas está diretamente relacionado à eficiência da estratégia de
13
relacionamento que for implementada, que deve se basear no compartilhamento de riscos para
maximizar os ganhos entre as empresas envolvidas, assim como em contratos baseados no
desempenho dos fornecedores. Não se pode esquecer o risco que as empresas correm ao
menosprezar um fornecedor, uma vez que possivelmente estará fortalecendo o relacionamento
do mesmo com seus concorrentes.
Mais do que uma estratégia de longo prazo ou uma ferramenta que possa trazer
benefícios no curto prazo, o SRM deve ser considerado como uma solução de continuidade,
que permitirá às empresas se relacionarem de uma maneira eficaz e aberta, levando-as a
atingir melhores resultados na cadeia de suprimentos, para clientes e fornecedores,
melhorando o desempenho do ciclo de aquisição de materiais através de:
•
Melhoria das margens: o entendimento comum dos processos de relacionamento
entre as partes permitirá entender onde é possível adequar estas interfaces, de
maneira a eliminar “gorduras” utilizadas para assegurar as margens dos
fornecedores em face de qualquer flutuação de mercado, de preços de insumos,
variação cambial etc;
•
Redução de custos: o compartilhamento de informações sobre processos internos
de cada empresa e suas interfaces permitirá avaliar as oportunidades de redução
de custos, como, por exemplo, o custo de processamento de pedidos, custo de
recebimento, redução de mão de obra necessária para processamento de
documentos e duplicidades de informações;
•
Administração das demandas internas: através do conhecimento mútuo dos
processos e do planejamento colaborativo é possível melhor entender e negociar
as demandas internas de outros departamentos, sempre vislumbrando
oportunidades de melhor atender ao cliente e reduzir tarefas desnecessárias, que
só agregam custos às operações;
•
Agregação de valor à operação: aliado aos benefícios atingidos pelas tarefas
anteriores é possível, através do compartilhamento de informações e
conhecimento mútuo dos processos, acelerar a introdução de novos
produtos/modelos/versões ou gerar materiais/componentes que permitam a
redução do tempo total de produção no cliente, seja facilitando a preparação de
máquinas ou reduzindo etapas no processo produtivo.
14
Segundo Pires (2004), o desenvolvimento e a aplicação dos conceitos do SCM
apresentam grande crescimento nas indústrias automobilísticas devido ao alto nível de
competitividade existente nesta atividade e ao seu pioneirismo na implantação de inovações
tecnológicas e gerenciais dentro do ramo industrial. Diante isso, na seção 2.2, será
apresentada a evolução histórica da indústria automobilística brasileira, seguida das iniciativas
e práticas de SCM deste setor (seção 2.3).
2.2 Evolução histórica da Indústria Automobilística Brasileira.
Segundo Carmo & Hamacher (2001), a evolução histórica da indústria automobilística
brasileira pode ser dividida em três períodos, partindo da importação direta de automóveis e
chegando aos dias atuais com a necessidade de implementação do SCM como forma de
buscar competitividade global.
A primeira montadora a instalar-se no Brasil foi a Ford, em 1919, seguida pela empresa
General Motors - GM, também na década de vinte; a Volkswagen - VW em 1956 e a Fiat na
década de 70. Essas empresas encontraram um cenário favorável aos seus negócios, pois até
meados dos anos 70 a demanda, apesar de ser reduzida, era bem maior do que a oferta, e a
concorrência entre as montadoras não se comparavam aos altos níveis atuais (JESUS, 2003).
Para caracterização dos períodos históricos da indústria automobilística brasileira, o
fluxograma da cadeia de suprimento apresentado na Figura 2.5 será mencionado conforme
evolução. Cada membro da cadeia é representado por um bloco no fluxograma que poderá
conter um fundo claro ou escuro. O fundo claro é adotado no trabalho para os casos em que a
maior parte das atividades produzidas pelo respectivo membro seja realizada no Brasil,
enquanto que o fundo escuro indicará que estas etapas são elaboradas no exterior. A
configuração da Figura 2.5, com todos os membros apresentados com um fundo branco, é
adotada nos casos em que todas as etapas de fabricação e comercialização de veículos forem
realizadas em território nacional. Outras configurações para a cadeia com etapas realizadas no
exterior serão apresentadas nos próximos itens de modo a ilustrar a adequação desta indústria
aos diferentes cenários políticos, econômicos, mercadológicos e tecnológicos brasileiros
existentes em cada época.
15
Figura 2.5: Fluxograma da cadeia de suprimentos da indústria automobilística
Fonte: Carmo e Hamacher, 2001.
2.2.1 Período até os anos 50
No início do século, a única maneira de se adquirir um veículo no país era através de sua
importação. Esta importação era normalmente elaborada por pessoas proeminentes na
sociedade local, que emprestavam seu prestígio pessoal ao negócio. Elas funcionavam como
representantes das fábricas, recebiam os pedidos, agilizavam a documentação, ofereciam
garantias no ato da compra e atendiam a demanda no ritmo possível.
Segundo FENABRAVE (1998), estes indivíduos, denominados “agentes”, ainda não
constituíam propriamente uma rede de distribuição, pois atuavam independentemente uns dos
outros. Porém já se delineava nesse período uma tendência de transformação das lojas em
“centros automobilísticos”, acumulando as funções de vendas de veículos, de acessórios e de
peças de reposição, incluindo a prestação de serviços de assistência técnica.
Até este momento, a cadeia de suprimentos da indústria automobilística que tinha
participação no Brasil era composta apenas pelo cliente final, conforme apresentado na Figura
2.6. Os agentes não desempenhavam o atual papel da distribuição e os fornecedores de
insumos básicos brasileiros colaboravam de maneira muito indireta com a cadeia mencionada.
Os demais membros da cadeia elaboravam as suas atividades no exterior.
Figura 2.6: A cadeia de suprimentos com as primeiras importações brasileiras de veículos
Fonte: Carmo e Hamacher, 2001.
Dadas as condições mercadológicas atraentes que o Brasil já demonstrava durante as
décadas de 20 e 30 e o seu limitado estágio tecnológico, que não permitia que as unidades
fabris tivessem uma produção autônoma, algumas empresas resolveram instalar neste país o
16
sistema produtivo denominado Completely Knocked Down - CKD, o que significa
completamente desmontado.
De acordo com FENABRAVE (1998), as empresas que usavam o sistema CKD eram
autênticas “montadoras” que utilizavam somente componentes importados. Elas recebiam os
veículos desmontados em lotes de peças e componentes para depois montá-los. A introdução
deste sistema produtivo no Brasil teve as seguintes conseqüências:
•
Aumento da oferta de veículos de passeio e de pequenos caminhões;
•
Lançamento das bases para a fabricação nacional de carros, caminhões, furgões e
ônibus;
•
Criação das condições para que, a partir dos anos trinta, a indústria de autopeças
pudesse se desenvolver;
•
Formação de mão de obra qualificada, condição necessária para que os “agentes”
pudessem começar a prestar serviços de assistência técnica;
•
Estimulo para que as montadoras criassem suas próprias redes de distribuição.
Ainda de acordo com FENABRAVE (1998), a criação das concessionárias implicou
em um novo sistema de relacionamento entre o fabricante e o seu distribuidor. Este passaria a
ser um “revendedor autorizado”, independente do ponto de vista jurídico, para que arcasse
com seus próprios problemas legais e financeiros, mas dependente do ponto de vista
comercial e administrativo, seguindo normas específicas traçadas pelas indústrias. Os
contratos que regiam o novo sistema chamavam-se “contratos de concessão”, ou
simplesmente “adesão”.
Neste novo relacionamento, o distribuidor tinha uma importância vital: além de
divulgar as marcas, permanecia atento às oscilações dos mercados regionais, à reação aos
novos lançamentos e ao funcionamento da assistência técnica. A partir deste momento, a
cadeia de suprimentos da indústria automobilística no Brasil passou a contar com várias
indústrias montadoras de automóveis instaladas no país, assim como uma próspera rede de
concessionárias responsável pela distribuição de seus veículos. Com o desenvolvimento
dessas atividades no Brasil a cadeia de suprimentos brasileira passou ter uma nova
configuração, conforme apresentada na Figura 2.7.
17
Figura 2.7: A cadeia de suprimentos da indústria após a introdução do CKD no Brasil
Fonte: Carmo e Hamacher, 2001.
As criações da Companhia Siderúrgica Nacional – CSN e da Fábrica Nacional de
Motores – FNM, ambas nos anos 40, podem ser considerados marcos importantes para que o
país pudesse produzir automóveis no final dos anos 50.
2.2.2 Período entre os anos 50 e 80.
Com o final da segunda guerra, as importações brasileiras atingiram valores muito
elevados, especialmente as referentes à indústria automobilística, que na época representava o
maior valor da pauta. Se as importações de matérias-primas já haviam sido substituídas em
parte, como por exemplo, o aço, chegava a vez de substituir as importações de bens duráveis
como os automóveis.
Devido às diversas medidas políticas e econômicas do governo brasileiro durante a
década de 50 para incentivar o programa de substituição das importações, grandes fabricantes
mundiais de automóveis começaram a estabelecer fábricas no Brasil, produzindo assim os
primeiros automóveis nacionais. As primeiras fábricas nasceram extremamente verticalizadas
e com um altíssimo índice de importação de componentes, pois na época ainda existia uma
grande carência de indústrias de autopeças instaladas no país.
O esforço de substituição das importações iniciou-se com uma mudança no perfil das
importações. A montagem de veículos no país passou de CKD para Semi Knocked Down SKD. Com o SKD agregou-se à montagem do veículo vários componentes feitos por
fornecedores de autopeças atuantes no Brasil, como: suporte de molas, cubos de rodas,
tambores de freios, retentores, baterias, pneus e correias, entre outros. O constante aumento
do índice de nacionalização nos veículos produzidos no país exigido pelo governo fez com
que fosse criada uma crescente rede industrial de fornecedores de autopeças.
18
Com o estabelecimento de uma produção nacional de veículos e de autopeças no país, a
indústria automobilística passou a produzir localmente todas as etapas de produção da cadeia
de suprimentos. Com isso a configuração da cadeia passou a ser representada pela Figura 2.5,
onde os blocos no fluxograma de todos os participantes da cadeia possuem um fundo branco.
Até o início dos anos 70, esta cadeia industrial era totalmente voltada para o mercado
nacional. A preocupação em inserir a cadeia no cenário internacional ocorreu ainda nos anos
70 com o programa de Benefícios Fiscais a Programas Especiais de Exportação, o Befiex.
Com este programa, o Brasil iniciou um grande salto na exportação de veículos e de
componentes para o mercado internacional, abrindo a porta para a sua inserção na cadeia
mundial de suprimentos. A cadeia de suprimentos brasileira voltada para a exportação de
veículos passou a apresentar a configuração Figura 2.8, onde os revendedores de veículos e os
clientes finais estão localizados no exterior.
Figura 2.8: A cadeia de suprimentos da indústria para os veículos exportados.
Fonte: Carmo e Hamacher, 2001.
De acordo com ANFAVEA (1999), a exportação de veículos brasileiros passou de 25
unidades em 1969 para 73.101 em 1975. Em termos monetários a mesma fonte apontou um
salto nos valores das exportações de US$ 4 milhões em 1969 para US$ 351 milhões em 1975.
A Figura 2.9 apresenta o fluxograma da cadeia de suprimentos para o caso das exportações de
autopeças. Neste caso a montagem do veículo é realizada no exterior.
Figura 2.9: A cadeia de suprimentos da indústria para os componentes exportados.
Fonte: Carmo e Hamacher, 2001.
19
O volume da produção anual de veículos, conforme apresentado na Figura 2.10, foi
crescendo até o final da década de 70, apesar das eventuais crises no Brasil e no mundo, até
atingir em 1980 a marca de 1 milhão de unidades produzidas.
Figura 2.10: A evolução da produção de veículos no Brasil.
Fonte: ANFAVEA, 1999
A década de 80 foi um período de estagnação econômica no Brasil e nos países da
América do Sul, afetando todo o setor industrial, inclusive a indústria automobilística, que
registrou uma queda de produção, da demanda local e de investimentos estrangeiros. Durante
esta crise, a produção brasileira de veículos ficou oscilando em torno de 900 mil unidades
anuais, conforme apresentado na Figura 2.10. Além da crise, as matrizes das indústrias
instaladas no Brasil também passaram por dificuldades devido ao avanço da indústria
automobilística japonesa nos mercados da Europa e EUA. Com isso, todo o poder de
investimento destas matrizes foi destinado a estes mercados, deixando de fora as subsidiárias
instaladas no Brasil, que foram obrigadas a adiar seus planos de modernização, relegando o
mercado brasileiro a um segundo plano.
Este nova realidade obrigou as empresas, principalmente as montadoras, a buscarem
soluções que aproveitassem a capacidade ociosa de suas instalações e que se direcionassem
para novos mercados. Este fato levou ao abandono temporário, na década de 80, da tendência
de desverticalização existente nas montadoras, que buscava crescentes economias de escala.
Com o objetivo de aproveitar a capacidade ociosa de suas instalações, as montadoras
passaram a produzir alguns componentes que antes eram elaborados por fornecedores.
20
2.2.3 Período a partir dos anos 90.
A implantação de planos de estabilização econômica no Brasil e as políticas
governamentais específicas, como os acordos setoriais e multilaterais de comércio ocorridos
no início da década de 90, foram a base política e econômica para a reestruturação da cadeia
de suprimentos da indústria automobilística brasileira (BEDÊ, 1996). Estas medidas
contribuíram tanto para a elevação da demanda doméstica como para a sua modernização das
indústrias locais, com reflexos evidentes em toda a indústria automobilística.
A partir deste momento, chegou-se ao fim a fase de “substituição das importações”
que vigorava desde os anos 50 e teve-se início a uma nova fase de inovação tecnológica e
organizacional. Itens que combinados a uma crescente integração aos mercados externos,
trouxeram para o cotidiano industrial a necessidade de competição com os produtos
importados, se adequando aos parâmetros internacionais de desempenho.
Este novo cenário brasileiro tem atraído investimentos de novos participantes em
todos os setores da indústria automobilística brasileira. Os principais investimentos estão
concentrados no setor das montadoras de veículos e no de autopeças. Esses novos
participantes têm investido no Brasil não somente para ampliar seus mercados em regiões
emergentes, como também para usar o Brasil como uma porta de entrada para outros
mercados situados na América do Sul. As razões para a vinda de novos participantes no setor
de autopeças são decorrentes dessas mesmas razões acrescidas de novas tendências de
fornecimento como o follow sourcing. De acordo com Salerno et al. (1998), com follow
sourcing o fornecedor de uma peça no país onde o veículo foi lançado pela primeira vez segue
a montadora de veículos por todo o mundo, instalando novas fábricas ou fornecendo a partir
de fábricas já instaladas em outros países.
Esta tendência vem sendo largamente usada tanto pelas montadoras que são novas
participantes no Brasil como pelas já instaladas no país através do lançamento de novos
produtos. As empresas já instaladas no Brasil também têm investido no setor através da
modernização e instalação de novas fábricas, da realização de parcerias com novas
participantes e no desenvolvimento de novos processos produtivo (CARMO E HAMACHER,
2001).
Cada membro da cadeia de suprimentos adota uma diferente estratégia para participar
no Brasil ou para consolidar e defender a sua antiga posição de mercado. Essa escolha define
21
a configuração da cadeia da indústria automobilística no Brasil. As principais configurações
adotadas atualmente estão apresentadas nos fluxogramas das Figuras 2.8 e 2.9, para os casos
de exportação de veículos ou de seus componentes, e nos fluxogramas das Figuras 2.7 e 2.11,
para os casos de importação de componentes e de veículos. A configuração com participação
totalmente nacional, apresentada na Figura 2.5, tende a ser substituída integralmente ou
parcialmente pelas configurações citadas anteriormente devido ao processo de globalização.
Figura 2.11: A cadeia de suprimentos com a importação de veículos nos anos 90
Fonte: Carmo e Hamacher, 2001.
Segundo Carmo e Hammacher (2001), os fabricantes de veículos localizadas no Brasil
estão utilizando-se de diferentes configurações para cada um de seus produtos. A subsidiária
da Citroen no Brasil pode ser usada como exemplo. Ela utiliza a sua planta uruguaia
(Mercosul) para montar algumas versões do Xsara via CKD, conforme a configuração da
Figura 2.7, como também importa outras versões deste mesmo modelo da França, conforme a
configuração apresentada na Figura 2.9. Esta mesma montadora também construiu uma
fábrica no Brasil, em Porto Real (RJ), atraindo diversos fornecedores de autopeças para
região, consolidando assim a sua estratégia de participação, e definindo uma configuração
híbrida para a sua cadeia de suprimentos no Brasil.
Para Miranda e Oliveira (1996), o momento de inovação tecnológica e organizacional,
combinado à crescente integração aos mercados externos e à necessidade de competição com
produtos importados, fez com que as empresas buscassem uma série de novas características
como as relacionadas a seguir:
•
Diversificação dos modelos de produtos;
•
Redução de tempo de lançamento de novos produtos;
•
Redução dos tempos de projeto e fabricação;
•
Redução dos estoques;
•
Retomada/ampliação do controle gerencial sobre a produção;
22
•
Aumento da qualidade dos produtos e processo;
•
Aumento da produtividade.
Para obter as características acima listadas e para adequar-se a nova realidade dos anos
90, a indústria automobilística necessitou desenvolver mecanismos de contínua reestruturação
de toda a sua cadeia de suprimentos. O mecanismo mais eficiente, que talvez englobe todos os
demais, foi o de rever todos os relacionamentos dentro da cadeia, inclusive com o reforço das
parcerias entre os seus membros, ou seja, com a divisão de responsabilidades, o que constitui
o cerne do SCM (CARMO E HAMACHER, 2001).
Neste sentido, na próxima seção serão apresentadas as iniciativas e práticas existentes
no SCM na indústria automobilística.
2.3 Iniciativas e Práticas de SCM na indústria automobilística
Miranda e Oliveira (1996) destacam como pontos-chave para reforçar as parcerias o
desenvolvimento de um pensamento estratégico, de um processo decisório cada vez mais
transparente e a disseminação da informação. Disseminar informações não é necessariamente
o mesmo que compartilhar informações, sendo que a última está mais relacionada à troca de
informações de interesse comum entre duas ou mais áreas ou empresas. De todo modo, o
compartilhamento e a disseminação de informações na cadeia de suprimentos só são viáveis
se houver como suporte um bom sistema de informações.
Os sistemas de informações podem ser caracterizados como sendo a espinha dorsal das
operações logísticas. O uso da tecnologia da informação poderá proporcionar diferentes
impactos nas empresas, entre elas, a busca por melhor desempenho organizacional,
proporcionando maior gerenciamento dos dados e informações dos negócios da empresa; e o
acréscimo da produtividade, através do uso das ferramentas de sistemas de gerenciamento e
de decisão (CARLINI, 2002).
Para Pires (2004), a “colaboração” dentro da cadeia de suprimentos ocorre quando
duas ou mais empresas dividem a responsabilidade de trocar informações sobre o
planejamento, gestão, execução e medição de desempenho. Ainda neste contexto, Wanke
(2004) afirma que diversos clientes e fornecedores buscam redesenhar seu fluxo de produtos,
23
e conseqüentemente as operações de produção e de distribuição, através de um maior
compartilhamento de informações de demanda.
São apresentadas a seguir, nos itens 2.3.1 ao 2.3.7, algumas iniciativas utilizadas na
gestão colaborativa da cadeia de suprimentos segundo Pires (2004) e Wanke (2004), porém
não exclusivas da indústria automobilística. Com exceção do EDI, as demais ferramentas de
respostas rápidas são mais encontradas na literatura para os atacadistas e varejistas dos setores
têxtil e alimentício do que na indústria automobilística. A partir do item 2.3.8 até o 2.3.16, são
apresentadas as práticas observadas na indústria automobilística, porém não exclusivas.
2.3.1 Electronic Data Interchange - EDI.
O Eletronic Data Interchange (EDI), Intercâmbio Eletrônico de Dados, surgiu com
intuito de executar a troca de informações de forma estruturada entre as empresas parceiras
em determinados negócios, possibilitando que o acesso aos dados fosse feito em tempo real.
Segundo Mazzeo (2001), o EDI é adotado pelas empresas para auxiliar a integração de sua
cadeia de suprimentos, seus distribuidores, suas relações com governos e com os bancos
comerciais, estando dentro da relação chamada business-to-business (B2B). As aplicações
mais comuns são:
•
Os pedidos de compras;
•
O aviso de expedição;
•
As faturas;
•
As ordens de pagamento;
•
A confirmação de recepção e
•
O aviso de disponibilidade.
A estrutura tecnológica para a troca de mensagens exige a padronização dos formatos
e o uso de protocolos de comunicação de dados. Para apoio a essa estrutura, empresas
prestadoras de serviços de comunicação (VAN – Value Added Network) oferecem a base
tecnológica necessária.
24
Segre et al. (1998), afirma que no relacionamento entre as montadoras e os
fornecedores, a transferência de informações utilizando EDI trata, fundamentalmente, das
seguintes informações:
•
Necessidade diária de produção
•
Programação de entregas de peças ou material crítico em atraso
•
Cotação de ofertas
•
Pedido de compras
•
Alteração no pedido de mercadorias
•
Aviso de modificações técnicas nos desenhos e projetos
•
Aviso de recebimento
•
Resultados de inspeção de qualidade
•
Aviso de entregas e/ou embarques.
Já nas relações com as concessionárias, a montadora utiliza os dados comerciais
relacionados à:
•
Encomendas e distribuição de veículos
•
Controle de estoques de peças
•
Necessidades do consumidor
•
Serviços de venda e pós-venda
•
Customização dos veículos.
2.3.2 Quick Response (QR).
No Quick Response (QR), Resposta Rápida, os fornecedores recebem os dados
coletados nos pontos de venda no cliente e utilizam essa informação para sincronizar suas
operações de produção e seus estoques com as vendas reais. O cliente continua colocando
seus pedidos de forma individual, mas os dados do ponto de venda são utilizados pelo
fornecedor para aprimorar sua previsão e programação, conforme pode ser observado na
Figura 2.12. O QR surgiu no setor têxtil e de confecções nos EUA, apresentando grandes
impactos nas operações de distribuição. Os produtos não são mais armazenados em centros de
25
distribuição, mas sim movimentados através de instalações de cross-docking, visando à
redução no tempo de resposta do fluxo de produtos e, conseqüentemente, reduzindo os níveis
de estoque.
Figura 2.12: Fluxos de informações e produtos no Quick Response
Fonte: Wanke, 2004.
2.3.3 Efficient Consumer Response (ECR)
O ECR, Efficient Consumer Response, Resposta Eficiente ao Consumidor, busca a
melhoria da qualidade, simplificação de rotinas e procedimentos, padronização e
racionalização dos processos de distribuição. Sua viabilidade está fundamentada na parceria
entre os elos que compõem a cadeia de distribuição dos produtos: fabricante; distribuidor;
atacadista e varejista, todos voltados para o consumidor final.
Trata-se de uma estratégia compartilhada entre indústria e varejo, baseada em cinco
áreas principais:
•
Compartilhamento de informações em tempo real
•
Gerenciamento de categorias
•
Reposição contínua
•
Custeio baseado em atividades
•
Padronização
Esta prática visa o melhor atendimento da real demanda dos clientes através de um
sistema de reposição automática dos estoques consumidos nos pontos de venda. Teve origem
26
no setor de alimentos nos EUA. Uma da característica do ECR é a gestão por categorias, ou
seja, muitos varejistas administram seus produtos nas lojas por categorias.
Para Robles (2001), o objetivo principal do ECR é reduzir os custos de distribuição,
minimizando estoques, tempo de ressuprimento, processamento de pedidos, custo de
transporte e manuseio. Pode ainda propiciar o planejamento e gerenciamento conjuntos entre
fornecedores e distribuidores finais, através de parcerias, fundamentadas em contratos de
médio e longo prazo. Em um cenário onde as informações são mais confiáveis, os fabricantes
e fornecedores podem planejar a reposição para os varejistas em um tempo cada vez menor.
Desta forma, o fabricante deixa de fazer grandes lotes para atender o consumidor e passa
fabricar em ordens individuais, programadas para suprir as necessidades específicas dos
clientes (Parra, 2000).
2.3.4 Vendor Managed Inventory (VMI).
Vendor Managed Inventory (VMI), Estoque Gerenciado pelo Fornecedor, baseia-se na
premissa de que ao se gerenciar os estoques na cadeia de suprimentos, os fornecedores são
capazes de melhor programar suas operações, motivados pela diminuição nos custos de
produção, distribuição e manutenção de estoques. No VMI, o fornecedor se responsabiliza por
gerenciar o seu estoque no cliente, incluindo o processo de reposição. A implantação do VMI
é facilitada quando inserido numa relação de parceria e confiança, com um compartilhamento
intensivo de informações. Um exemplo de VMI é a utilização do DDL (Direct data Link), um
software da montadora FORD, que disponibiliza as informações de estoques e demandas aos
fornecedores com o objetivo de facilitar a gestão de estoques. Os fornecedores diariamente na
parte da manhã são responsáveis por acessar o sistema e fazer a gestão dos estoques do cliente
FORD.
2.3.5 Continuous Replenishment (CR).
O Continuous Replenishment (CR), Reposição Contínua, é uma prática que elimina a
necessidade de pedidos de ressuprimento e possui como meta estabelecer uma cadeia de
suprimentos flexível e eficiente, onde o estoque seja suprido de forma contínua
(BOWERSOX & CLOSS, 2001). Nesta estratégia os fornecedores recebem os dados do ponto
27
de venda para preparar carregamentos em intervalos regulares e assegurar a flutuação do
estoque no cliente entre determinados níveis de máximo e mínimo. Esses níveis de estoque
podem variar em função de padrões sazonais de demanda, promoções e mudança no consumo.
Os pioneiros a utilizarem esta estratégia foram a Procter & Gamble e a rede Wall Mart.
2.3.6 JIT II.
O JIT II consiste na extensão lógica do regime de produção JIT (Just In Time) para fora
da empresa. No JIT II o fornecedor disponibiliza um funcionário para trabalhar no seu cliente.
Esse funcionário é conhecido como in-plant representative que será abordado na seção 2.3.12
e toma decisões relacionadas à programação de produção e aquisição de insumos, além
dedicar parte do seu tempo a projetos de engenharia simultânea.
2.3.7 Collaborative Planning, Forecasting, and Replenishment (CPFR).
O Collaborative Planning, Forecasting, and Replenishment (CPFR), Planejamento,
Previsão e Reposição Colaborativa, é uma ferramenta que visa facilitar o relacionamento entre
empresas, principalmente no que se refere à previsão de vendas, abordando questões como:
•
Influência das promoções nas previsões de venda e na gestão de estoques;
•
Influência de modificações no padrão de demanda;
•
Manutenção de estoques para garantir a disponibilidade de produtos na prateleira
•
Possibilitar maior coordenação entre as empresas da cadeia
•
Permitir maior sincronização entre os diversos processos dos setores de
manufatura;
•
Processos de previsão.
No CPFR fabricantes e varejistas compartilham sistemas e processos de previsão de
vendas. O objetivo principal, neste caso, é identificar qual empresa gera previsões de vendas
mais precisas para um determinado produto, região e horizonte de planejamento.
28
Navarro (2006), afirma que o CPFR, traz maior harmonia entre as áreas produção e
vendas, áreas notoriamente conhecidas por gerar conflitos dentro da organização, fruto de um
maior contato entre essas áreas, que aprendem a lidar e a compreender as dificuldades umas
das outras e a cooperar muito mais entre si.
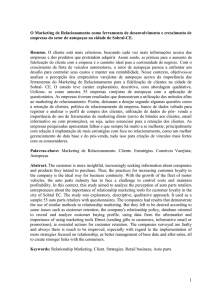
Na Tabela 2.1 é apresentado um resumo das iniciativas em programas de respostas
rápidas.
TABELA 2.1 – Resumo dos principais programas de respostas rápidas
Fonte: Wanke, 2004
Quem
Como decide a
Propriedade
Como o fornecedor
PRR
decide a
Reposição
dos Estoques
Reposição
QR
CRP
ECR
Cliente
Fornecedor
Fornecedor
Fornecedor
CPFR
VMI
JIT II
Fornecedor
In-Plant
utiliza os dados de
Demanda
Previsão de Vendas
e independe do
fornecedor
Cliente
Aprimorar previsão de
vendas e sincronização
das operações
Com base na
posição do estoque.
O nível de
reposição é
decidido em
conjunto
Fornecedor /
Cliente
Atualizar posição de
estoque e modificar nível
de reposição em conjunto
com varejo
Com base na
posição do estoque.
O nível de
reposição é
decidido em
conjunto
Fornecedor /
Cliente
Atualizar posição de
estoque e modificar nível
de reposição em conjunto
com varejo
Com base na
posição do estoque.
O nível de
reposição é
decidido em
conjunto
Fornecedor /
Cliente
Aprimorar previsão de
vendas e sincronização
das operações com
participação dos clientes
Com base na
necessidade líquida
projetada
Fornecedor /
Cliente ou
Consignado
Gerar previsão de vendas
e projetar necessidade
líquida
De Acordo com o
sistema de suporte
à decisão do cliente
Fornecedor /
Cliente
Aprimorar previsão de
vendas e sincronização
das operações
29
2.3.8 Desenvolvimento e Seleção de Fornecedores.
Como conseqüência da redefinição das empresas que compõem a cadeia de suprimentos,
as montadoras vêm mostrando maior envolvimento no desenvolvimento e certificação de seus
fornecedores sejam eles diretos ou não. A busca por melhoria de qualidade é cada vez mais
constante e nota-se que investimentos em desenvolvimento normalmente levam à redução de
custos aos integrantes da cadeia. No Brasil existem montadoras com equipes inteiras alocadas
em tempo integral na análise destas oportunidades, adotando esta prática com grande parte de
seus fornecedores e envolvendo programas estruturados de engenharia de valor, análises de
processo, qualidade total e melhoria contínua. Um dos fatores que merece destaque neste caso
é a padronização feita conforme os critérios da montadora. Além disso, busca-se estabelecer
um relacionamento mais duradouro e cooperativo entre as empresas.
Segundo Pires (2004), o desenvolvimento de fornecedores pode variar de uma avaliação
informal das operações de produção até a criação de um programa de investimentos conjunto
em treinamento, melhorias de produto e processos, dentre outros. Em geral, busca-se o
comprometimento de capital e de recursos humanos e o compartilhamento adequado de
informações, além de indicadores de desempenho para o processo de desenvolvimento.
Neste sentido, Villarinho (1999) define a seleção de fornecedores como o processo de
avaliar quão bem a empresa atende aos requisitos específicos exigidos. Pires (2004) define
como um conjunto de competências a serem avaliadas com objetivo de adquirir a verdadeira
relação de parceria, fundamental para identificação e alinhamentos das competências distintas
proporcionando vantagens perante a concorrência.
Pellegrinotti (2006) diz que a avaliação é a primeira ferramenta utilizada para seleção de
fornecedores. O mesmo autor define a função da avaliação e seleção de fornecedores como
sendo o acompanhamento do sistema produtivo que dá suporte e assegura o caminho seguido
para alcançar os padrões exigidos pelos clientes. A sistemática de avaliação prevê a atribuição
de notas, de acordo com a observação do avaliador em cada quesito, e um peso, também
atribuído a cada quesito, como forma de se realizar uma média ponderada. É importante criar
objetivos sobre cada quesito a ser avaliado, ou seja, independentemente de qual avaliador
tenha efetuado a visita ao fornecedor, as notas atribuídas devem ser iguais ou muito próximas.
30
2.3.9 Outsourcing.
Segundo Pires (2004), outsourcing é uma prática onde parte dos produtos e serviços
utilizados em uma empresa são providenciados por outra empresa externa, de forma
colaborativa e independente. A empresa fornecedora desenvolve e continuamente melhora a
competência e a infra-estrutura para atender o cliente, o qual deixa de possuí-los total, ou
parcialmente. O cliente continua, entretanto, mantendo uma estreita e colaborativa integração
com o fornecedor.
Este conceito visa, através da concentração nas principais atividades do negócio:
•
Maximizar os retornos de investimento
•
Reduzir os riscos tecnológicos e financeiros
•
Superar a falta de recursos internos
•
Liberar recursos produtivos
•
Aumentar eficiência e eficácia dos processos
•
Promover o acesso mais rápido a tecnologia
•
Expandir os benefícios da Reengenharia.
É importante notar que a visão contemporânea de outsourcing vai além das práticas
rotuladas de "sub-contratação" ou "terceirização", freqüentemente conduzidas no Brasil nos
últimos anos. Outsourcing significa, essencialmente, a opção por uma relação de parceria e
cumplicidade com um ou mais fornecedores da cadeia produtiva, numa decisão tipicamente
estratégica, abrangente e de difícil reversão. Por sua vez, sub-contratação (ou terceirização)
tem significado apenas um negócio, uma decisão operacional, mais restrita e relativamente de
mais fácil reversão (Pires, 2004).
Tanto no âmbito nacional quanto mundial, deve-se observar que o processo de
outsourcing, embora imprima responsabilidade e flexibilidade às empresas, também implica
no aumento do nível de exposição aos riscos inerentes à perda de competências,
principalmente no caso de inovações de ruptura e de natureza sistêmica (Laurindo e Carvalho,
2003).
Para Brickley et. al. (2001), o outsourcing de produtos e serviços está aumentando
devido à correção de investimentos mal feitos no passado e, em segundo plano, à utilização de
31
tecnologias mais flexíveis, o que permite aos fornecedores se adaptar as mudanças dos
clientes. Finalmente, os avanços na tecnologia da informação garantem o suporte necessário
para o relacionamento das empresas.
A indústria automobilística apresenta alto grau de subdivisão de seus produtos em
diversos componentes e sistemas, que são produzidos por seus fornecedores, caracterizando a
prática de outsourcing e permitindo a montadora maior envolvimento com seu core business.
Um bom exemplo de um processo de outsourcing na cadeia produtiva, segundo Pires
(2004), é aquele apresentado pelo modelo de consórcio modular implementado de forma
pioneira pela VW, que vem funcionando em Resende (RJ) desde Novembro de 1999. O
consórcio modular é apresentado com mais detalhes na seção 2.3.16.
2.3.10 Global Sourcing, Follow Sourcing e Carry Over.
A quebra das barreiras protecionistas viabilizou para as empresas a exploração de novas
fontes de suprimentos em nível mundial, como apresentado no item 2.2.3. Essa é uma questão
que tem participado das decisões gerenciais nas organizações. Uma outra característica dessas
novas interfaces montadora/fornecedores é o desenvolvimento de estratégias globais de
suprimentos pelas montadoras. Isso tem provocado um processo de concentração e
internacionalização da indústria de autopeças brasileira e mundial, como afirmam Carmo &
Hamacher (2001). Para esses autores, os reflexos dessas medidas estão na globalização dos
processos de compras, no global sourcing, follow sourcing e carry over.
O global sourcing está baseado na busca de fornecedores em todo o mundo,
independente de sua posição geográfica. Dias & Salermo (2001), argumentam que os
diferenciais favoráveis de preços praticados pelas autopeças no exterior, em relação ao Brasil,
nem sempre eliminam a possibilidade de se obter contratos, já que existem outras vantagens
comparativas, como prazo de entrega, sistema JIT, menores riscos de transporte e problemas
aduaneiros que podem compensar os preços mais elevados. Neste sentido, a desvantagem do
global sourcing são os riscos logísticos, ou seja, ele é mais viável para peças de valor
agregado mais baixo. Os gerentes logísticos precisarão analisar as compensações (trade-offs)
existentes já que a montadora deverá estar disposta a arcar com altos custos de estoques para
obter menores preços. Uma das alternativas encontradas para esta desvantagem é o follow
sourcing, que de acordo com Salerno et al. (1998), no follow sourcing o fornecedor de uma
32
peça no país onde o veículo foi lançado pela primeira vez segue a montadora de veículos por
todo o mundo, instalando novas fábricas ou fornecendo a partir de fábricas já instaladas em
outros países.
Dias & Salerno (2001) constataram que, no Brasil, o follow sourcing está crescendo
em torno das novas montadoras que se instalaram mais recentemente: General Motors no Rio
Grande do Sul, Audi-VW e Renault no Paraná, e Mercedes-Benz em Juiz de Fora. Para os
autores, o follow sourcing alia as vantagens do desenvolvimento prévio de ferramental e
eliminação das etapas de testes às vantagens da proximidade. Uma desvantagem reside na
possível necessidade de novos investimentos por parte dos fornecedores. Se estes alcançarem
um patamar muito elevado, dependendo do volume de produção, o follow sourcing pode se
tornar inviável.
Por fim, o carry over determina que o mesmo projeto do produto de uma montadora
seja adotado por todas as suas plantas em todo mundo, ou seja, exige-se que os componentes
que serão produzidos pelos fornecedores sigam os mesmos atributos do projeto original
(DIAS & SALERNO, 2001). Quando o fornecedor já possui contrato com a montadora para o
fornecimento de autopeças, o desenvolvimento de ferramental, em parte, já está amortizado,
podendo significar uma redução no preço do produto ou definir a viabilidade de um contrato
(DIAS & SALERNO, 2001).
2.3.11 Milk run.
Segundo Pires (2004), milk run é uma “antiga” prática de abastecimento com origem
atribuída aos tradicionais sistemas de abastecimento das usinas pasteurizadoras e
beneficiadoras de leite. A lógica do é ter um sistema de abastecimento com roteiros e horários
predefinidos para as coletas de materiais junto aos fornecedores. O objetivo principal é
reduzir os custos logísticos de abastecimento via economias de escala e racionalização das
rotas, bem como aumentar a confiabilidade do processo como um todo. Essa prática é comum
nas indústrias automobilísticas, onde a montadora disponibiliza o veículo que passa pelos
fornecedores, com horários marcados, coletando as peças previamente confirmadas.
33
2.3.12 In Plant Representatives (Residente)
O in plant representatives caracteriza-se pela presença de representantes de
determinadas empresas trabalhando em tempo integral em seus fornecedores, criando uma
comunicação dinâmica e mais confiável entre as empresas envolvidas (Pires, 2004).
O representante do fornecedor, conhecido como in-plant, doravante, residente, se torna
responsável por decisões relacionadas à programação de produção e aquisição de insumos,
além de se dedicar a projetos de engenharia simultânea. O residente substitui as funções do
comprador e do planejador no cliente e a função do vendedor no fornecedor (Wanke, 2004).
Esta prática apresenta destaque entre as montadoras, já que parte de seus principais
fornecedores disponibilizam um residente em tempo integral dentro da empresa
automobilística onde, através de um relacionamento mais próximo entre as empresas,
correções de falhas de fabricação ou projeto podem ser feitas de forma mais eficaz.
2.3.13 Early Supplier Involvement (ESI).
O envolvimento dos fornecedores desde a fase inicial do projeto do produto é uma
prática do SCM que apresenta grande expansão. Neste caso, o fornecedor traz sua
competência e conhecimentos para criação de um produto de forma mais rápida, ao menor
custo e maior qualidade (PIRES, 2004).
Para Simchi-Levi et al. (2003), a seleção dos fornecedores envolve várias considerações
como:
•
Capacidade de produção e tempo de resposta
•
Capacidade de participar nos projetos
•
Comprometimento de tempo e pessoal para o processo
•
Disponibilidade de recursos.
Depois de identificados os fornecedores, busca-se a construção de um relacionamento
mais efetivo, que pode ser facilitado através do compartilhamento de tecnologias e planos
futuros, bem como a disponibilidade de um grupo para gerenciar esta relação. O ESI não é um
processo estático, no qual a empresa o adota ou não, mas um envolvimento contínuo de
34
fornecedores no processo de desenvolvimento (PARRA, 2000). Isto se evidencia no ramo
automobilístico, onde geralmente o envolvimento dos fornecedores ocorre desde o início do
projeto de um veículo até a fase de definições de abastecimento, permitindo ao fornecedor o
desenvolvimento de toda a sua capacidade produtiva e o ferramental necessário. Este
relacionamento mais próximo entre empresas é favorecido devido a práticas como:
•
Contratos mais duradouros
•
Número reduzido de fornecedores
•
Desenvolvimento dos fornecedores
E todos eles embasados no SCM.
2.3.14 Postponement.
Algumas empresas adotam a postergação, do inglês, postponement, visando maior
agilidade e flexibilidade, para permitir sua participação em mercados voláteis, cujos produtos
possuem ciclo de vida curto e demanda com baixa previsibilidade de vendas.
Esta prática visa postergar a configuração final do produto até a demanda do mesmo
ser conhecida. Com a utilização de técnicas de postergação da finalização do produto,
valendo-se de informações de previsão agregadas, o processo de produção se inicia com um
produto genérico ou de uma família de produtos, o qual é diferenciado posteriormente em um
produto final específico (SIMCHI-LEVI et al., 2003). Nesta prática, os componentes do
produto são pré-manufaturados em módulos e enviados a um centro configurador, responsável
pelo agrupamento dos componentes, formando o produto final (PARRA, 2000).
O propósito da postergação é reduzir os riscos através da manutenção de produtos em
uma localização central até o último momento possível ou em estado indiferenciado até o
último ponto possível do fluxo de mercadorias. O resultado da postergação reside no fato de
que as operações de transporte, fabricação e diferenciação do produto são retardadas ao
máximo, sendo realizadas apenas quando necessárias (MELLO, 1999).
35
2.3.15 Condomínios Industriais.
Em organizações como o Condomínio Industrial, alguns fornecedores, escolhidos pela
montadora, se instalam na mesma planta de montagem ou ao seu redor, para que sua produção
possa se antecipar à seqüência de fabricação e os produtos sejam dispostos diretamente na
linha de montagem (MARX et al., 1997). Segundo Venanzi (2003), essa configuração
industrial tem por objetivo a redução dos custos logísticos (armazenagem, transporte) e de
fabricação, além de favorecer o processo de integração entre os parceiros. A montadora
decide a localização do condomínio, bem como as empresas participantes e as características
de fornecimento (quais os produtos serão fornecidos nestes moldes, prazos e freqüências de
entrega, especificações técnicas do produto e preço). Assim, a coordenação do SCM é de
responsabilidade da montadora. Para as empresas de autopeças, devido à alta concorrência no
setor, a participação nos condomínios industriais representa a decisão de manter-se como
fornecedor e a possibilidade de estender o fornecimento a outras plantas da montadora (DIAS
e SALERNO, 2001). Os autores apresentam ainda algumas características vantajosas dos
condomínios industriais para os fornecedores, a saber:
•
Fornecimento em subconjuntos ou sistemas
•
Entregas obedecendo ao sistema just-in-sequence
•
Relacionamento mais próximo e intenso com a montadora
•
Extensão de todos os incentivos governamentais recebidos pela montadora
•
Participação nas diversas fases de projeto do produto.
Ainda neste sentido, mas com foco nas operações das montadoras, apresentam os
objetivos estratégicos:
•
Redução no número de componentes fabricados dentro das montadoras,
priorizando o desenho, montagem, distribuição e terceirizando a fabricação de
componentes e montagem de módulos;
•
Consolidação de uma plataforma-base para desenvolvimento de veículos,
permitindo o compartilhamento de peças em vários modelos de veículos;
36
•
Consolidação da base de fornecedores Tier 1, buscando a identificação dos
fornecedores chaves, o estabelecimento de metas de redução de custo e o
aprimoramento dos processos;
•
Redução progressiva do número de fornecedores e política de fornecedores
únicos com contratos de longo prazo.
Diversos são os exemplos de utilização dos conceitos do condomínio industrial na
indústria automotiva brasileira. São eles: Condomínio VW/ Audi – São José dos Pinhais (PR);
Condomínio GM – Gravataí (RS); Daimler Chrysler – Juiz de Fora (MG); e Ford – Camaçari,
(BA). Este último segundo Lapa et al.(2005) foi de fundamental importância para a
recuperação da montadora Ford no mercado brasileiro, uma vez que após implementado o
condomínio industrial em Camaçari na Bahia, a participação da Ford subiu de 7,8% em 2001
para 11,8% em 2004. Os autores ainda ressaltam os benefícios gerados com o condomínio
industrial.
•
Redução do risco do investimento, pois o mesmo é dividido com os sistemistas e
demais fornecedores
•
Produção mais flexível com capacidade de adaptar-se mais rapidamente às
mudanças do mercado
•
Maior cooperação e sinergia entre as empresas do condomínio, permitindo
difundir inovações e compartilhar capacitações técnicas
•
Alta Qualidade: que minimizou o desperdício de tempo ou esforços de retrabalho
•
Rapidez: redução do nível de estoques em toda cadeia
•
Confiabilidade: entregas exatamente como planejadas, eliminando o prejuízo de
interrupção
•
Flexibilidade: trocas rápidas de tarefas sem desperdício de tempo, elevando a
capacidade de produção.
37
2.3.16 Consórcios Modulares.
Segundo Marx et al., (1997), o conceito de Consórcio Modular, criado no ramo
automobilístico, baseia-se na transferência de todas as operações de montagem para os
fornecedores de primeiro nível, agora referenciados como modulistas. Este novo sistema visa,
entre outras coisas, produção mais ágil e redução de custos quando comparados ao modelo
tradicional de montagem. Nesse caso, a montadora concentra-se na coordenação de projetos,
marketing, qualidade, vendas e pós-venda dos produtos. Os veículos são produzidos em uma
linha de montagem convencional e os parceiros são responsáveis por completar as operações
dos módulos agregando todas as partes e sistemas. O capital de investimento e a gestão dos
processos de produção diários (organização do trabalho, logística, manutenção) são
providenciados pelos módulos.
Alves Filho et al., (2003) ressaltam que a participação do fornecedor na montagem
possibilita seu contato direto com os problemas de não conformidade e com as dificuldades
inerentes à tarefa de montagem, impulsionando ações para melhorar a qualidade dos
componentes e/ou facilitar alterações de projeto que agilizem a montagem (design for
assembly).
Pires (2004) ressalta que a viabilidade do consórcio modular na cadeia de suprimentos
automotiva é limitada ao projeto, manufatura e linha de produção. Isto é caracterizado por um
longo contrato de relacionamento entre a montadora e um pequeno número de fornecedores
de primeira ordem, no qual:
•
Os fornecedores assumem a responsabilidade pela montagem final dos módulos
na linha de produção dos veículos, os investimentos em operações e o SCM do
módulo.
•
A montadora providencia a planta e a linha de montagem, assumindo as
responsabilidades de coordenação da planta e testes finais.
Para Pires (2003), a seleção dos fornecedores passa a ser feita através de uma préseleção baseada em múltiplos critérios:
•
Contratos de longo prazo;
•
Foco no custo total do fornecimento;
•
Fornecedor único envolvido desde a fase inicial do projeto;
38
•
Avaliação de desempenho criteriosa e
•
Investimentos em mecanismos de coordenação.
Ressaltar ainda que a montadora não desconsidera a importância dos seus subfornecedores, sendo assim, certificações e treinamentos em qualidade estão sendo cada vez
mais exigidos dos fornecedores de segundo nível e as negociações comerciais são muitas
vezes realizadas diretamente com estes fornecedores.
O fato dos fornecedores estarem instalados na planta da montadora e serem
responsáveis pela montagem dos módulos permite que a primeira mantenha um elevado grau
de controle sobre os padrões de qualidade, ritmos de produção e custos incorridos nas
operações. Os mecanismos de controle de qualidade usados pela montadora são: auditorias
nas linhas de produção, acompanhamento dos indicadores de desempenho e reuniões de
avaliação dos programas de produção (ALVES FILHO et al., 2003).
Para Collins et al., (1997) as etapas de transformação ocorridas no relacionamento
entre a montadora e seus fornecedores de primeiro nível dentro do consórcio modular podem
ser evidenciadas na tabela 2.2.
TABELA 2.2 – Estágios da “escada de transformações”.
Adaptado: Collins et al., 1997.
MONTADORA
MODULISTA
ESTÁGIO
AÇÃO
OBJETIVO
AÇÃO
OBJETIVO
Outsourcing de
parte de seu
território
tradicional
Redução de
custo
Envolvimento na
montagem do
produto
Manter a
conformidade
do produto
2
Simplificação da
infra-estrutura
Revisão do foco
operacional
Envolvimento
nos processos
logísticos
Suportar a
programação
de montagem
3
Reconfiguração
da competência
Revisão do foco
estratégico
Integração e
novos
processos de
produção
Garantir a
funcionalidade
do produto
4
Construção de
uma parceria
verdadeira
Integração
virtual
Envolvimento no
projeto do
produto
Relação
positiva entre
custo e
benefício da
parceria
1
39
Firmo (2005), ressalta que um dos aspectos de maior relevância dentro desse novo
modelo industrial é a necessidade da troca de informações entre todas as suas partes
constituintes. Todas as decisões de produção são tomadas em conjunto, buscando a melhor
opção para os diferentes parceiros. Ressalta que de forma geral, pode-se constatar que o
arranjo produtivo tipo consórcio modular é mais adequado às atividades relacionadas à
montagem do que as de fabricação. Destaca-se também, a maior integração da montadora com
seus fornecedores, conseqüência da proximidade física entre os mesmos e do maior
envolvimento dos parceiros, desde o projeto até a montagem final do veículo.
Pires (2004) diz que a planta da Volkswagen - Caminhões e Ônibus, localizada em
Resende - RJ, é a pioneira e a única na indústria automobilística na utilização integral de um
consórcio modular. Em análise desta empresa, Firmo (2005) observa que o consórcio modular
é um modelo organizacional ainda em desenvolvimento, assim pode-se verificar que algumas
das características definidas inicialmente no projeto foram modificadas, como por exemplo, a
rigidez na transferência de responsabilidade de perdas de produção aos modulistas, essas
perdas são analisadas e somente então, repassadas ao responsável. Essas mudanças
evidenciam o caráter inovador e “experimental” do projeto, que, devido a participação efetiva
de todas as empresas envolvidas, permite-se que, atualmente, os resultados sejam satisfatórios
justificando a manutenção deste tipo de modelo organizacional.
Para distinção das práticas de SCM, condomínio industrial e consórcio modular, Pires
(2004) apresenta uma tabela comparativa entre as práticas, que podem ser observadas na
Tabela 2.3.
40
TABELA 2.3 – Comparação entre o condomínio industrial e o consórcio modular.
Fonte: PIRES, 2004.
Item
Condomínio
Consórcio modular
industrial
Fornecimento
Sistemas, módulos
Módulos
Nível de envolvimento com o
Médio
Grande
cliente
Entregas
Just in sequence na
Just in sequence e
linha de montagem
participação direta na
linha de montagem final
Número de clientes (por
Poucos
Único
fornecedor)
Flexibilidade relativa na revisão Média
Pequena
da relação
Potencial tecnológico de
Médio
Pequeno
aplicação
Nível de investimentos
Médio
Grande
necessários
Absorção de novas
Média
Grande
competências
A seção seguinte, medição de desempenho em empresas de classe mundial em logística,
conclui a revisão bibliográfica deste trabalho. Será apresentado nesta seção o estudo
desenvolvido pelo time da universidade de Michigan, titulado de World Class Logistic
(WCL), ou Logística de Classe Mundial (LCM), com o objetivo de levantar informações que
serão utilizadas como base metodológica para a execução desta pesquisa.
2.4 Medição de Desempenho em empresas de Classe Mundial em
Logística
Como apresentado no item 2.3.8, no desenvolvimento e seleção de fornecedores, a
avaliação utiliza critérios objetivos para selecionar os fornecedores. Definido o fornecedor, é
necessário continuar avaliando as ações e quantificar o desempenho de processos e produtos
da organização como um todo no qual é definido como mensuração de desempenho. Slack et
al. (2002) definem mensuração de desempenho como processos de quantificação da ação
medida. Neste mesmo sentido, Neely & Kennerley (2003) definem como o processo de
quantificação da eficiência de uma ação.
Schimitt (2002) alerta para o fato de que saber definir o que deve ser medido e
avaliado nas diversas atividades realizadas por uma empresa não é uma tarefa simples.
41
Determinar quais as medidas que devem ser realizadas depende da complexidade do processo
que se deseja avaliar, da sua importância em relação às metas estabelecidas pela empresa e da
expectativa de uso gerencial posterior destes dados. Muitas são as variáveis que podem ser
medidas e avaliadas, por isso saber distinguir quais são as essenciais depende do bom senso e
experiência dos gerentes, mas principalmente do método ou abordagem utilizada para esse
fim.
Neste contexto, existem diversos métodos de se medir o desempenho de uma
organização. Coutinho et. al. (2002) em estudo no setor automobilístico, apresenta os aspectos
mais relevantes para medição neste setor:
•
Produtividade física: número de horas trabalhadas por veículo;
•
Qualidade: número de defeitos por modelo;
•
Grau de atualização dos modelos: idade do design dos modelos (anos);
•
Nível de automação: porcentagem de operações automatizadas nas principais
atividades (solda, pintura, prensagem, montagem final);
•
Flexibilidade: número de modelos e plataformas produzidos; variedade de
produtos;
•
Escala de produção: número de unidades produzidas por planta;
•
Práticas gerenciais de recursos humanos: número de sugestões por trabalhador,
porcentagem de trabalho em grupo;
•
Administração de suprimentos: freqüência de entregas, tamanho dos lotes,
volume dos estoques;
Com uma visão geral e não setorizada, o Balanced Scorecard (BSC) é um dos modelos
de sistema de desempenho mais difundidos na literatura. Foi proposto pela primeira vez por
Robert S. Kaplan e David P. Norton no início dos anos 90.
Neely & Kennerley (2003) afirmam que o BSC tem sido amplamente difundido no
mundo dos negócios por três motivos:
•
Em função da frustração com os sistemas tradicionais de medição que
consideravam apenas indicadores financeiros.
42
•
Tem sido divulgado por consultorias e uma série de artigos relevantes e
reconhecidos.
•
Por ser um conceito simples.
As informações devem estar disponíveis de forma que permita que as pessoas do
negócio respondam a quatro questões:
1
Como nós parecemos para os acionistas? (Perspectiva financeira);
2
Como os clientes nos vêem? (Perspectiva do cliente);
3
Em que devemos ser excelentes? (Perspectiva interna da empresa);
4
Somos capazes de continuar melhorando e criando valor? (Perspectiva de
inovação e aprendizado);
Ainda segundo Neely & Kennerley (2003), um dos pontos fortes do BSC é que ele
demanda somente algumas medidas cruciais e selecionadas que dão rápida visão da situação
do negócio.
Hijar et al. (2004) apresentam um estudo feito pelo Global Logistics Research Team at
Michigan State University (CLM, 1995), com o propósito de ver a logística empresarial como
uma das bases da vantagem competitiva, procurando detalhar os meios de administrar as
mudanças e a forma de usá-las como ferramenta da estratégia de negócios. O referido grupo
ainda propõe que uma empresa possuidora das melhoras práticas em logística, chamada de
Logística de Classe Mundial, Worl Class Logistic, LCM é uma empresa que atua
estrategicamente segundo quatro categorias de competência (CLM, 1995), Posicionamento,
Integração, Agilidade e Mensuração, conforme figura 2.14.
A primeira competência é o Posicionamento, ou seja, a forma pela qual a empresa
compete, o tipo de serviço ofertado, o grupo de consumidores alvo e a sua comparação à
oferta dos concorrentes. Em seguida, a segunda competência é a Integração, que lida com o
que e como fazer para criar uma operação logística de excelência. Em seguida vem a
Agilidade que é a capacidade de reagir às mudanças das necessidades dos clientes de tal
modo que estes não apenas se mantêm fiéis, mas também proporcionam oportunidades de
crescimento. E por fim, a quarta competência é a Mensuração, competência que através de
medidas de avaliação proporciona base para a realização de ajustes nas outras três
competências logísticas. Conforme objetivo desta seção, a mensuração de desempenho é
abordada a seguir.
43
Posicionamento
Interação
Agilidade
Mensuração
Figura 2.13 - Modelo “World Class Logistic”, Logística de classe mundial.
Fonte: Adaptado, CLM, 1995
Pesquisa realizada pelo grupo de Michigan (CLM,1995) evidenciou que as organizações
com logística de classe mundial percebem a medição de desempenho como uma competência
crítica e mostram maior proficiência que seus competidores nesta atividade. De acordo com o
modelo World Class Logistics, as medidas de desempenho ou métricas empregadas pelas
empresas de classe mundial pertencem a quatro áreas: serviço ao cliente/qualidade; custos;
produtividade e gerenciamento de ativos.
•
Serviço ao cliente/qualidade
Frazelle (2001) considera que o melhor indicador para medir o serviço ao cliente é o
“percentual do pedido perfeito” o qual, operacionalmente, é traduzido em indicadores de
desempenho de cada uma das atividades logísticas relacionadas com o processamento dos
pedidos, incluindo aspectos de disponibilidade, correção dos produtos entregues,
cumprimento do prazo acordado, precisão no faturamento, documentação, embalagem correta
etc.
O grupo de Michigan acrescenta ainda que o grau de importância dos elementos do
serviço ao cliente é diferente para cada empresa, de acordo com as necessidades de seus
consumidores. Pare se realizar uma boa avaliação do serviço ao cliente é necessário
identificar que clientes possuem expectativas diferentes e não necessariamente desejam o
mesmo serviço. Portanto, a identificação do nível de serviço ótimo e as metas a serem
estabelecidas devem considerar estas diferenças.
44
A tabela 2.4 apresenta uma extensa lista de indicadores de desempenho de Serviço aos
Clientes apresentados por diferentes autores.
Tipo
TABELA 2.4 - Exemplos de Indicadores de Serviço ao Cliente
Fonte: Adaptado HIJIAR et al, 2005.
Exemplo de indicadores de Serviço ao cliente (fonte)
•
Freqüência de falta de estoque por item (BOWERSOX, 2001).
•
% de itens fora do estoque/total de itens estocados
(BOWERSOX, 2001).
•
Tempo de espera para recebimento de pendências (FLEURY
2000).
Velocidade do
Ciclo de Pedido
•
Tempo de ciclo do pedido (FLEURY, 2000).
•
Tempo médio decorrido em cada uma das atividades envolvidas
no ciclo de pedido (BOWERSOX 2001).
Consistência do
prazo de entrega
•
Tempo de atraso médio (FLEURY, 2000).
•
Esforço envolvido nas alterações de pedidos e habilidade da
empresa em atender as solicitações (BOWERSOX 2001).
•
% de solicitações por condições especiais de entregas atendidas
(FLEURY , 2000).
•
Número de pedidos com problemas (BOWERSOX et. al.,1986).
•
% de pedidos que resultem em reclamações (BOWERSOX
2001).
•
Motivos das reclamações (FLEURY , 2000).
•
Tempo para resolução do problema (FLEURY , 2000).
•
% das solicitações de informação de status atendidas (FLEURY ,
2000).
•
Precisão no faturamento e documentação (FRAZELLE, 2001).
•
Tempo de demora para fornecer informação sobre status do
pedido (FLEURY , 2000).
•
% das solicitações de informações sobre produtos atendidas
(FLEURY , 2000).
•
Tempo de demora para fornecer informação sobre produtos
(FLEURY , 2000).
•
% de ocorrências de itens incorretos em um pedido
(BOWERSOX et. al.,1986).
•
Correção da embalagem (FRAZELLE, 2001).
•
Envio de pedidos para o local errado (BOWERSOX 2001).
•
% Pedido perfeito (FRAZELLE, 2001).
Disponibilidade
Flexibilidade do
sistema de
Distribuição
Recuperação de
falhas
Sistema de
informação de
apoio
Suporte ao
produto
Qualidade na
entrega
Global
45
•
Custos
De forma geral, as organizações realizam o controle dos custos individuais (análise
isolada de cada um dos custos), sendo que apenas aquelas com desempenho logístico de
classe mundial monitoram o custo total necessário para o atendimento aos clientes (CLM,
1995). A análise do custo total requer que todos os custos relevantes para a operação sejam
medidos e a gerência deve reconhecer a existência de trade-offs, entendendo que em geral é
preciso manter uma posição abaixo do ótimo em uma ou mais atividades logísticas para que o
sistema como um todo possa operar com eficiência ótima.
Outra abordagem que pode gerar informações mais precisas sobre custos é o custeio
baseado em atividades (ABC). Utilizando este método, as empresas podem determinar o custo
do atendimento a um pedido ou do atendimento a um cliente específico. Este tipo de
informação permite aos gerentes avaliar o impacto das potenciais mudanças no serviço
prestado e fornece informações para o desenvolvimento de estratégias de segmentação (CLM,
1995). Os pesquisadores de Michigan evidenciaram que as empresas de classe mundial são
líderes na aplicação da metodologia ABC. Como regra geral, afirmam que quanto mais
sofisticada a logística de uma empresa, mais provável é que ela empregue a metodologia.
A tabela 2.5 mostra uma lista de indicadores de custos e os autores que os apresentam.
Tipo
TABELA 2.5 - Exemplos de Indicadores de Custos
Fonte: Adaptado HIJIAR et al, 2005.
Exemplo de indicadores de Custos (fonte)
•
Custo Total (CLM, 1995), (BOWERSOX E CLOSS, 2001).
Custo Total
•
Valor real versus orçado do custo total (CLM, 1995).
Custos
Funcionais
•
Custo do frete de suprimentos (CLM, 1995), (BOWERSOX E
CLOSS, 2001).
•
Custo do frete de distribuição (CLM, 1995), (BOWERSOX E
CLOSS, 2001).
•
Custo de processamento de pedido (CLM, 1995), (BOWERSOX E
CLOSS, 2001).
•
Custos das mercadorias devolvidas (CLM, 1995),
•
Rentabilidade por cliente (CLM, 1995).
•
Rentabilidade direta do produto (CLM, 1995).
Custeio ABC
46
•
Produtividade
As medições de produtividade são tipicamente modeladas para monitorar sistemas que
convertem inputs em outputs através da aplicação de trabalho.
Para Bowersox e Closs (2001) a produtividade pode ser medida tanto no nível macro
quanto no micro. A medição no nível macro se refere à indicadores de desempenho para o
total das instalações das operações de um grupo. Dentre estas medidas podem ser citadas as
despesas operacionais sobre o valor total das mercadorias processadas ou sobre o valor total
das mercadorias recebidas ou mesmo sobre o valor total das mercadorias despachadas. No
nível micro, as métricas são aquelas relacionadas diretamente a uma determinada operação:
número de pallets movimentados por hora, número de unidades separadas ou empacotadas
por hora ou quantidade de pedidos processados por hora, entre outras.
A tabela 2.6 apresenta exemplos de indicadores de desempenho de produtividade.
TABELA 2.6- Exemplos de Indicadores de Produtividade.
Fonte: Adaptado HIJIAR et al, 2005.
Exemplo de indicadores de Produtividade (fonte)
Tipo
Produtividade
no nível Micro
Produtividade
no nível Macro
•
•
Produtividade da mão de obra do armazém (CLM,1995).
•
Unidade expedida por funcionário (CLM, 1995) (BOWERSOX E
CLOSS, 2001).
•
Ociosidade do equipamento (CLM,1995).
•
Número de pedidos por representante de vendas (CLM, 1995)
(BOWERSOX E CLOSS, 2001).
•
Total de despesas operacionais / valor total das mercadorias
processadas (BOWERSOX E CLOSS, 2001).
•
Total de despesas operacionais / valor total das mercadorias
recebidas ou despachadas (BOWERSOX E CLOSS, 2001).
Gerenciamento de ativos
O gerenciamento de ativos e da infra-estrutura logística não deve apenas identificar a
forma mais barata em cada atividade, mas sim buscar um sistema que esteja orientado para o
desempenho total do negócio. O grupo de Michigan sugere que o gerenciamento dos ativos
logísticos seja realizado através do monitoramento das seguintes medidas:
•
Nível de estoque: quantidade de material realmente existente em estoque e
disponível para uso.
47
•
Giro de estoque: indicador bastante comum, calculado como a razão do custo das
vendas anuais pelo investimento médio em estoque no mesmo período
(BALLOU, 2006). De forma geral, avalia-se que desde que não haja diferença
no nível de disponibilidade de estoque, quanto maior o giro melhor. Entretanto é
necessário analisar se o aumento do giro não afeta o custo total aumentando-o
(LAMBERT & STOCK, 1998).
•
Obsolescência do estoque: é o custo de cada unidade que precisa ser descartada
ou não pode mais ser comercializada no preço normal. É calculada como a
diferença entre o custo original e seu valor residual (LAMBERT & STOCK,
1998).
•
Retorno sobre o capital próprio (ROE): é a medida do retorno sobre o
investimento dos acionistas durante o ano. É calculado como a razão do lucro
líquido obtido no ano pelo patrimônio líquido da empresa. Os estoques são
ativos, por isso, ganhos ou perdas obtidas neles afetam o retorno sobre os ativos
e conseqüentemente o retorno sobre o capital dos acionistas.
•
Retorno sobre o investimento (ROI): é uma medida que relaciona os lucros
provenientes de um investimento com a magnitude do mesmo. A restrição de
capital para novos investimentos faz com que as empresas busquem a
maximização do retorno sobre o capital empregado.
Lambert e Stock (1998) recomendam ainda o uso do retorno sobre os ativos (ROA),
informando que esta seria a melhor medida individual para o desempenho corporativo, pois
mostra a lucratividade em relação ao valor dos ativos empregados.
Os exemplos de indicadores de gerenciamento de ativos são apresentados na tabela 2.7.
Tipo
TABELA 2.7 - Exemplos de Indicadores de gerenciamento de ativos.
Fonte: HIJIAR et al, 2005.
Exemplo de indicadores de gerenciamento de ativos (fonte)
Indicadores de
gerenciamento
de ativos
•
Nível de estoque (CLM, 1995) (BOWERSOX E CLOSS, 2001).
•
Giro de estoque (CLM, 1995) (BOWERSOX E CLOSS, 2001).
•
Obsolescência (CLM, 1995) (BOWERSOX E CLOSS, 2001).
•
Retorno sobre os investimentos – ROI (CLM, 1995)
•
Retorno sobre os ativos – ROA (LAMBERT & STOCK, 1998).
48
3 Metodologia de Pesquisa
No capítulo 2 foi apresentada revisão bibliográfica que embasa este
estudo, as quais darão suporte teórico-empírico para desenvolvimento da
pesquisa-ação e aplicação do Soft System Analysys (SSA) proposta pelo
presente trabalho. O objetivo deste capítulo é descrever o conjunto de
etapas ordenadamente dispostas que devem ser superadas na análise do
problema de pesquisa proposto, ou seja, como o Supply Chain
Management é ou pode ser útil no fornecimento de uma empresa de
autopeças. Neste sentido, são abordados na seqüência do capítulo os itens
que, no seu conjunto, definirão a metodologia da pesquisa, ou seja, a
caracterização da pesquisa, sua técnica utilizada, instrumentos para a
coleta de dados, e as limitações do estudo.
De acordo com Silva e Menezes (2005), pesquisa é um conjunto de ações propostas para
encontrar a solução para um problema, que tem por base procedimentos racionais e
sistemáticos. Pesquisa é a atividade básica da ciência na sua indagação e construção da
realidade; ou seja, de forma bastante simples, pesquisar significa encontrar respostas para
indagações propostas. Miguel (2007) afirma que o processo de pesquisa é desenvolvido
mediante o concurso do conhecimento disponível e a utilização cuidadosa de métodos,
técnicas e outros procedimentos científicos. Desta forma, segundo Silva & Menezes (2005) as
pesquisas são classificadas de acordo com sua natureza, forma de abordagem, objetivo e
procedimentos técnicos.
Do ponto de vista de sua natureza a pesquisa pode ser:
•
Básica: a qual tem como objetivo gerar conhecimentos novos, úteis para o
avanço da ciência, sem aplicação prática prevista;
•
Aplicada: tem como objetivo gerar conhecimentos para aplicação prática,
dirigidos à solução de problemas específicos.
Do ponto de vista da forma de abordagem a pesquisa pode ser:
•
Quantitativa: a qual considera que tudo pode ser mensurável e quantificável, ou
seja, as opiniões e informações podem ser traduzidas em números, requerendo
assim o uso da estatística.
49
•
Qualitativa: a qual se baseia na existência de uma relação dinâmica entre o
mundo real e o sujeito, ou seja, um vínculo indissociável dentre o mundo real e o
sujeito, que não pode ser traduzido em números. Não requer o uso de métodos e
técnicas estatísticas. O ambiente real é a fonte direta para coleta de dados e o
pesquisador é o instrumento chave, é descritiva e o pesquisador tende a analisar
os dados indutivamente.
Do ponto de vista de seus objetivos a pesquisa pode ser:
•
Exploratória: a qual proporciona maior familiaridade com o problema com vistas
a torná-lo explícito ou a construir hipótese. Envolve levantamento bibliográfico;
entrevistas, análise com pessoas que viveram experiências práticas com o
problema pesquisado; análise de exemplos que estimulem a compreensão.
•
Descritiva: a qual descreve as características de determinada população ou
fenômeno ou o estabelecimento de relações entre variáveis. Envolve o uso de
técnicas padronizadas de coleta de dados: questionário e observação sistemática.
Assume, em geral, a forma de Levantamento.
•
Explicativa: a qual identifica os fatores que determinam ou contribuem para a
ocorrência dos fenômenos, aprofunda o conhecimento da realidade porque
explica a razão, o “porquê” das coisas. Quando realizada nas ciências naturais,
requer o uso do método experimental, e nas ciências sociais requer o uso do
método observacional. Assume, em geral, a formas de Pesquisa Experimental e
Pesquisa Expost-facto.
Do ponto de vista dos procedimentos técnicos a pesquisa pode ser:
•
Pesquisa bibliográfica: quando elaborada a partir de material já publicado,
constituído principalmente de livros, artigos de periódicos e atualmente com
material disponibilizado na Internet;
•
Pesquisa documental: quando elaborada a partir de materiais que não receberam
tratamento analítico;
•
Pesquisa Experimental: quando se determina um objeto de estudo, selecionam-se
as variáveis que seriam capazes de influenciá-lo, definem-se as formas de
controle e de observação dos efeitos que a variável produz no objeto;
50
•
Levantamento: quando a pesquisa envolve a interrogação direta das pessoas cujo
comportamento se deseja conhecer;
•
Estudo de Caso: quando envolve o estudo profundo e exaustivo de um ou poucos
objetos de maneira que se permita o seu amplo e detalhado conhecimento;
•
Pesquisa Expost-Facto: quando o “experimento” se realiza depois dos fatos;
•
Pesquisa-Ação: quando concebida e realizada em estreita associação com uma
ação ou com a resolução de um problema coletivo. Os pesquisadores e
participantes representativos da situação ou do problema estão envolvidos de
modo cooperativo ou participativo;
•
Pesquisa Participante: quando se desenvolve a partir da interação entre
pesquisadores e membros das situações investigadas.
Baseado nesses conceitos, esta pesquisa foi definida como sendo: aplicada, qualitativa e
exploratória, cujo procedimento técnico será a pesquisa-ação com utilização do Soft System
Analysys (SSA), como pode ser observado na Figura 3.1.
Pesquisa Científica
(Classificações)
Natureza
Objetivo
Forma de abordar
o problema
Procedimentos
Básica
Exploratória
Quantitativa
Pesquisa
Bibliográrfica
Pesquisa
Documental
Aplicada
Descritiva
Qualitativa
Pesquisa
Experimental
Levantamento
ou survey
Pesquisa
Ex-Post-Facto
Explicativa
Pesquisa Ação
Estudo de
Caso
Pesquisa
Participante
Método SSA
Soft Systems Analysis
Figura 3.1 – Definição da Pesquisa
Segundo Thiollent (2005), a pesquisa-ação é um tipo de pesquisa social com base
empírica que é concebida e realizada em estreita associação com uma ação ou com a
51
resolução de um problema coletivo e no qual os pesquisadores e os participantes
representativos da situação ou do problema estão envolvidos de modo cooperativo ou
participativo. Ainda segundo o autor, os principais aspectos da pesquisa-ação são:
•
Interação entre pesquisadores e pessoas envolvidas na situação a ser investigada;
•
Prioridades dos problemas como resultado da interação;
•
Relação do objeto de investigação com a situação e os problemas encontrados;
•
Tem como objetivo a resolução do problema ou seu esclarecimento;
•
Ampliação do conhecimento de todos inseridos na situação “nível de
consciência”.
Quanto aos objetivos da pesquisa-ação, Thiollent (2005) aponta dois objetivos
complementares entre si:
•
Objetivo prático - Levantar soluções e propor ações visando equacionar o
problema;
•
Objetivo de conhecimento - obter informações, estabelecer relações com
diversas áreas do conhecimento e ampliar /produzir conhecimento.
Todo o processo de pesquisa - ação possibilita o exercício das coordenações de ações
mentais. As ações investigadas envolvem produção e circulação de informação, elucidação e
tomada de decisões, e outros aspectos supondo uma capacidade de aprendizagem dos
participantes.
A técnica a ser utilizada para aplicação da pesquisa-ação será o Soft System Analysys,
doravante SSA, que é detalhada a seguir.
3.1 A Técnica de Pesquisa
Para aplicação da pesquisa-ação foi utilizada a ferramenta SSA (Soft System Analysys),
pois, segundo Cassel e Symon (1994) o SSA é uma técnica para investigação de problemas
dentro de um sistema, cuja idéia principal é que o mesmo seja usado para análise e ou
mudanças para seu melhor funcionamento. Afirmam ainda que o SSA deve possuir em suas
etapas de trabalho as seguintes características:
52
•
Participação dos integrantes do sistema;
•
Estruturação e organização do processo;
•
Imaginação e inovação;
•
Análise e lógica.
Conforme mencionado no capítulo 1, esta técnica é usada para planejar e implementar
mudanças, embora também seja usada para o desenvolvimento de novos sistemas complexos
e que envolvam atividades humanas. A seguir, são apresentadas a síntese do funcionamento
do SSA e a descrição de suas etapas.
Conforme descrito por Cassel e Symon (1994), o SSA é uma técnica cuja definição é
simples. O pesquisador inicialmente faz uma coleta de dados sobre a situação do problema e a
representa graficamente. Em seguida, os participantes do sistema, em conjunto com o
pesquisador, tentam enxergar o sistema sob o ponto de vista de cada setor participante, em
busca de um caminho que possibilite melhorias. Uma perspectiva para a situação do problema
é selecionada e então desenvolvida através de um modelo de como o sistema deveria ser para
cumprir com seus objetivos. Este modelo é discutido entre os participantes do sistema para
decidir que ações devem ser implementadas. Se o caminho escolhido não oferecer ajuda aos
participantes, uma nova perspectiva deve ser adotada até que se encontre uma solução
(CASSEL & SYMON, 1994).
Segundo os autores, o SSA pode ser definido em sete etapas, conforme apresenta a
Figura 3.2. As etapas 1, 2, 5, 6 e 7 são consideradas por Cassel e Symon (1994) como
atividades de um mundo real, enquanto as etapas 3 e 4, consideradas como atividades
conceituais.
53
Etapa 7: Implementação
das mudanças.
Etapa 1: Examinar a
situação Problema.
- Escopo
- limites
- Dados a serem
coletados
- Pessoas a serem
entrevistadas
Novos
procedimentos
novos processos
Etapa 6: Debater lista
de Mudanças
Possíveis mudanças
para implementação
Etapa 2: Construção da
representação gráfica.
Etapa 5: Comparação
Etapa 2 x Etapa 4
- Entrevistas
- Observações
- Questionários
Lista de diferenças
atividades e possíveis
mudanças
Mundo Real
Atividades conceituais
Etapa 3: Imaginar um
sistema relevante e
definir suas raízes.
Etapa 4: Construção do
modelo conceitual.
Definição do sistema
Conceitual
Figura 3.2 - Etapas do "Soft Systems Analysis".
Fonte: Adptado Cassel e Symon, 1994.
3.1.1 ETAPA 1 – Examinar a Situação Problema
Envolve um exame preliminar do problema em análise. A situação é tipicamente um
sistema complexo de atividades humanas. Pode ser em grande escala, como no caso de uma
multinacional ou um departamento governamental. Ou ainda em escala menor, por exemplo,
pequenos grupos de trabalho. Durante esta etapa, o pesquisador procura entender o
funcionamento do sistema atual e negocia os meios de coleta de dados com as pessoas
envolvidas no sistema. Neste trabalho os meios de coleta de dados foram levantamento
documental, observação direta do pesquisador e entrevistas semi-estruturadas.
54
3.1.2 ETAPA 2 – Representação gráfica da situação do Problema
Nesta etapa, faz-se uso da coleta de dados para representação do sistema em sua forma
gráfica ("Rich Picture") e então a apresentação aos participantes do sistema. A coleta de dados
desta etapa pode ocorrer de várias formas (entrevistas, observações diretas, questionários etc).
A representação gráfica ("Rich Picture") deve apresentar a situação do problema e incluir a
amplitude das informações coletadas. A representação deve também incluir informações sobre
as tarefas que o sistema executa, além dos dados coletados. Estas informações, organizadas na
representação gráfica para o sistema atual, permitem ao pesquisador e participantes aplicar os
conceitos da revisão bibliográfica para a formulação do modelo ideal para o sistema do SCM,
no fornecimento da autopeças.
Para o SSA, as etapas 1 e 2 procuram descrever a realidade do dia-a-dia, ao passo que as
etapas 3 e 4 são predominantemente intelectuais e conceituais. Na prática, elas acontecem
simultaneamente, porém, nesta seção optou-se por apresentá-las separadamente.
3.1.3 ETAPA 3 – Sistema relevante e suas raízes
Nesta etapa, o pesquisador e os participantes buscam novas maneiras de se ver o sistema
em estudo. Cada ponto de vista é discutido e ao final chega-se a um consenso quanto ao ponto
de vista que melhor define o sistema.
3.1.4 ETAPA 4 – Construção do modelo conceitual
O pesquisador desenvolve um modelo conceitual de como o sistema deveria ser para
cumprir os requisitos definidos na etapa anterior. Nesta etapa, o modelo não necessariamente
possui relação com o mundo real. Além disso, o modelo não lida com o "como fazer" e nem
com o "quem deve fazer". Segundo Cassel e Symon (1994), as principais fases do SSA estão
associadas às etapas 3 e 4, e estas devem estar conectadas entre si. Portanto, se alterado o
ponto de vista que define o sistema, suas características também sofrerão alterações e
consequentemente o modelo conceitual. Deve ainda haver algumas interações entre as duas
55
etapas até que o pesquisador e os participantes concordem que o modelo conceitual seja útil
para a melhoria do sistema atual.
3.1.5 ETAPA 5 – Representação gráfica vs modelo conceitual
Esta etapa envolve a comparação entre o modelo conceitual, definido na etapa 4 e o
sistema atual representado graficamente na etapa 2. Esta comparação pode identificar
atividades que fazem parte do modelo conceitual, mas que não acontecem no mundo real, e
também atividades do mundo real que não estão incluídas no modelo conceitual. O resultado
desta etapa é uma lista das possíveis mudanças na forma de tópicos para discussão. Esta lista
deve identificar as atividades presentes, ausentes, problemáticas e questionáveis.
3.1.6 ETAPA 6 – Debate das listas de mudanças
A lista das possíveis mudanças é debatida entre os participantes do sistema. O propósito
do debate é identificar as mudanças desejáveis pelo sistema e culturalmente viáveis. Segundo
Cassel e Symon (1994), entende-se por mudança desejável como sendo aquela consistente
com a intenção de trabalho do sistema. E por culturalmente viáveis, como sendo aquelas
viáveis em relação às intenções dos participantes.
3.1.7 ETAPA 7 – Implementação das Mudanças
Envolve a implementação das mudanças acordadas na etapa anterior. No entanto, neste
trabalho não são abordadas a aplicação e nem a implementação da estratégia obtida desta
formulação. Este fato não invalida o trabalho, uma vez que diversos autores, entre eles,
Thiollent (2005) afirma que os objetivos da pesquisa-ação são levantar soluções, propor ações
visando equacionar o problema, obter informações, estabelecer relações com diversas áreas do
conhecimento e ampliar /produzir conhecimento, objetivos estes que foram alcançados até a
etapa 6.
56
3.2 Instrumentos de coleta de dados
Para o atendimento dos objetivos apresentados no capítulo 1, o levantamento dos dados
foi realizado através dos seguintes instrumentos: entrevista semi-estruturada, pesquisa
documental e observação direta.
Segundo Triviños (1995) as entrevistas semi-estruturadas são aquelas que partem de
certos questionamentos básicos, apoiados em teorias e hipóteses que interessam à pesquisa e,
em seguida, oferecem amplo campo de interrogativas, fruto de novas hipóteses que vão
surgindo à medida que se recebem as respostas do informante. Procura-se nessa pesquisa
deixar o entrevistado livre para suas colocações para se evitar influências do entrevistador
com relação às respostas. As vantagens das entrevistas sobre os demais instrumentos de coleta
de dados em estudos qualitativos são que elas se realizam de maneira exclusiva, seja com
indivíduos ou com grupos, permitem correções, esclarecimentos e adaptações que as tornem
eficazes na obtenção das informações desejadas. Enquanto outros instrumentos permanecem
imutáveis após saírem das mãos do pesquisador que os elaborou, a entrevista é dinâmica e
ganha vida ao se iniciar o diálogo entre o entrevistador e o entrevistado. De um modo geral, a
entrevista é uma excelente técnica para se obter informações que estão “armazenadas” na
memória das pessoas entrevistadas.
As entrevistas semi-estruturadas foram conduzidas pelo próprio pesquisador, com foco
nos pontos de interesse para a investigação dos objetivos da pesquisa. As mesmas foram
agendadas com os entrevistados durante suas atividades habituais dentro das empresas, de
forma individual. Os procedimentos permitiram que os dados fossem coletados e
posteriormente, analisados e interpretados de maneira a atingir os objetivos propostos.
Para a aplicação do SSA foi considerada a seguinte questão da pesquisa:
Como o SCM é ou pode ser útil no fornecimento de uma autopeças?
Através desta questão, espera-se que a aplicação do SSA alcance o objetivo do trabalho
que é analisar e propor melhorias no fornecimento de uma autopeças. Para isso, a questão de
pesquisa foi subdividida em três áreas principais:
•
Na área SCM, o objetivo é identificar e apresentar os conceitos e as
características da cadeia de suprimentos percebidas pelos elos participantes, além
de ressaltar as práticas de SCM mais utilizadas neste ambiente.
57
•
A área integração, objetiva entender e especificar os mecanismos de integração
existentes dentro da cadeia de suprimentos, como por exemplo, entender como
são os sistemas de informações utilizados e a forma da troca de informações.
•
N a área coordenação, busca evidenciar como são definidas as estratégias do
elo da cadeia, bem como as ferramentas utilizadas e como são medidos os
desempenhos de entrega entre os participantes.
A partir dessa subdivisão, originou-se um roteiro de entrevistas que busca maior
visualização das informações que precisaram ser coletadas junto aos participantes. A Figura
3.3 apresenta o desdobramento da questão de pesquisa e os principais pontos que foram
abordados na condução das entrevistas.
A pesquisa documental, segundo Silva & Menezes (2005) é muito semelhante à
pesquisa bibliográfica, somente se diferindo quanto à natureza das fontes. Enquanto a
bibliográfica se baseia na contribuição de diversos autores sobre determinado assunto, a
documental vale-se de materiais que ainda não receberam um tratamento analítico, podendo
ainda, serem reelaborados e adaptados de acordo com os objetivos da pesquisa. A pesquisa
documental foi elaborada a partir de documentos e relatórios disponibilizados pela empresa
participante da pesquisa-ação. A observação direta, com o objetivo de registrar o ambiente
físico, social e os fatos que ocorrem dentro do ambiente de trabalho e que se relacionam com
o problema de pesquisa. Embora a observação direta possa ser caracterizada como espontânea
informal e não planificada deve existir por parte do pesquisador um mínimo de controle na
obtenção dos dados. Assim sendo, a coleta dos dados deve ser seguida por um processo de
análise e interpretação que lhe confere a sistematização e o controle requeridos dos
procedimentos científicos. A utilização deste instrumento será bastante facilitada devido ao
pesquisador ser colaborador do corpo gerencial da empresa participante da pesquisa-ação e
estar freqüentemente em contato com a realidade objeto de pesquisa. Uma vez que, segundo
Yin (2005) este fato fornece a oportunidade de conseguir permissão para participar de eventos
ou de grupos que são de outro modo, inacessíveis à investigação científica. Thiollent (2005)
ressalta ainda que a pesquisa-ação requer um vasto pré-entendimento do ambiente
organizacional, condições, estrutura e dinâmica das operações, desta forma, facilitando para o
pesquisador quando este envolvido com o objeto de estudo.
Como o SCM é
ou pode ser útil
no fornecimento,
de uma
autopeças?
Coordenação
Integração
Gerenciamento
da cadeia de
suprimentos
(SCM)
Questão de Pesquisa
Figura 3.3: Desdobramento da questão de pesquisa.
Gestão das informações
Gestão dos
relacionamentos
Ferramentas utilizadas
(JIT, MRP, ISO, etc)
Gestão de relacionamento
(comportamentos)
Troca de informações
Sistemas de informação
utilizados
Práticas de SCM
Gestão de relacionamento
Visão sobre SCM
Roteiro de entrevista
- Relações contratuais
- Operações de ressuprimento,
gestão de materiais, distribuição.
- Origem e tipo das informações
necessárias
- Gestão das variações de demanda
- Medidas de desempenho e ações
de melhoria
- Meios utilizados para troca de
informações.
- Como as informações são obtidas.
- Como são usadas as informações
- Aspectos comportamentais que
afetam a troca de informações
- Visão do participante sobre SCM
- Conhecimento de práticas de SCM
- Gestão da relação de poder entre
cliente-fornecedores
Roteiro de Controle
58
59
3.3 Limitações do Estudo
Devido ao caráter descritivo e qualitativo da pesquisa, seu problema central referiu-se ao
por quê? e como? o SCM pode ser útil no fornecimento da autopeças. Assim, não houve
preocupação com a coleta de dados quantitativos referentes ao desempenho do gerenciamento
estabelecido. A realização do estudo limitou-se ao fornecimento de uma autopeças. Não foi
explorada a opção de se expandir a pesquisa para outras autopeças e outros fornecedores
externos ao elo imediatamente anterior.
Outra limitação é o fato do SSA não permitir a generalização dos resultados obtidos na
pesquisa para demais casos pertencentes à população automotiva, da qual se extraiu a amostra
de pesquisa. Isto porque todo modelo proposto foi único e exclusivamente observando a
relação real autopeças e fornecedores T, D, I e F, conforme pode ser observado na figura 3.4
que apresenta a cadeia de suprimentos da autopeças.
FLUXO DAS INFORMAÇÕES
FLUXO DOS MATERIAIS
FORNECEDOR
D
Foco da
Pesquisa
FORNECEDOR
F
AUTOPEÇAS
MONTADORA
FORNECEDOR
I
FORNECEDOR
T
LOGÍSTICA DE
FORNECIMENTO
LOGÍSTICA DE
DISTRIBUIÇÃO
Figura 3.4: Representação da cadeia de suprimentos da autopeças.
Após as classificações da pesquisa, definições do método e limitações do estudo, o
próximo capítulo apresenta a pesquisa-ação, as etapas do SSA, conduzida na autopeças.
60
4 Aplicação do Soft System Analysys (SSA)
Com o objetivo de analisar e propor melhorias no SCM, especificamente
no fornecimento da autopeças, foi conduzida uma pesquisa-ação, através
da utilização do SSA, que é apresentado neste capítulo. A primeira parte
do capítulo é dedicada à caracterização do objeto de estudo e
levantamento documental. A seguir, são apresentadas as etapas do SSA, a
saber: Exame da situação real do problema; Representação gráfica da
situação real do Problema; Sistema relevante e suas raízes; Construção do
modelo conceitual; Comparação entre a representação gráfica real versus
o modelo conceitual e o debate das listas de mudanças..
4.1 Caracterização do objeto de estudo
A seleção do objeto de estudo é justificada considerando as proposições desta pesquisa.
Como o objetivo geral desta pesquisa é analisar e propor melhorias no fornecimento de uma
autopeças, a cadeia selecionada deverá, no mínimo, estar organizada conforme a estrutura do
setor automobilístico e apresentar esforços quanto ao SCM em que está inserida. Além dos
critérios já citados, a cadeia de suprimentos escolhida deve utilizar as práticas de SCM.
Considerando-se ainda o fato da empresa coordenadora da cadeia buscar maior integração
com seus fornecedores e clientes, seria interessante que houvesse maior compartilhamento de
informações e relacionamentos mais duradouros entre as empresas.
O setor automobilístico foi escolhido para a pesquisa em questão pois apresenta grande
crescimento no desenvolvimento e aplicação dos conceitos de SCM, devido ao alto nível de
competitividade existente nesta atividade e ao seu pioneirismo na implantação de inovações
tecnológicas e gerenciais dentro do ramo industrial (PIRES, 2004). Segundo Carmo e
Hamacher (2001), no caso da indústria automobilística, o elo mais forte é composto pelas
montadoras de veículos. Porém, a sua atenção e influência ainda é basicamente voltada para a
sua rede imediata e não para a rede total de suprimentos. Segundo Miranda e Oliveira (1996),
a maior mudança que tem ocorrido na relação entre os membros da cadeia de suprimentos tem
se dado entre as indústrias montadoras de veículos e os fornecedores de autopeças. Vários
trabalhos evidenciam este fato, como por exemplo, Firmo (2005), Alves Filho et al. (2003),
61
Carmo e Hamacher (2001), Dias e Salerno (2001), Venanzi (2000), Marx et al. (1997), Bedê
(1996). Por outro lado, pouco se tem observado na continuação da cadeia, entre a autopeças e
fornecedores.
Por estes motivos foi definido que o objeto de estudo será uma autopeças, para analisar
o elo imediatamente anterior, ou seja, entre a autopeças e seus fornecedores. Foi selecionada
uma empresa de autopeças devido à facilidade de obtenção de informações, acesso aos
colaboradores e grande parte da composição dos preços serem representados por materiais de
insumo.
O objeto de estudo selecionado é uma empresa de autopeças, categoria de sistemas de
distribuição elétrica para veículos automotores, localizada em Itajubá-MG (doravante
denominada autopeças). É uma joint venture entre a uma empresa do segmento de fibras
ópticas e a outra do segmento de alumínio. A joint venture foi criada em 1984 em Pittsburgh,
PA, nos EUA. Possui vários centros de desenvolvimento de sistemas de distribuição eletroeletrônicos, sendo que os de maior relevância estão localizados nos EUA, Inglaterra e
Hungria. Atualmente, a autopeças está presente em dezoito países com aproximadamente
42.000 (quarenta e dois mil) funcionários com volume de vendas na ordem de US$ 2
bilhões/ano. A autopeças produz diversos produtos ao redor do mundo, tais como: cabos
especiais; fibra ótica; conectores; terminais; centrais de distribuição elétrica; caixas de
fusíveis / relés; componentes elétrico/ eletrônicos.
Em meados da década de 90, por solicitação de uma montadora no Brasil, através de um
processo de follow sourcing, a autopeças iniciou um estudo para instalação de uma unidade
filial no Brasil. Desta forma, pode-se constatar que a autopeças está inserida na evolução
histórica da indústria automobilística brasileira, em sua 3º etapa, período após os anos 90
(item 2.2.3). Inicialmente, a necessidade era de uma empresa apenas para a montagem do
produto denominado chicote elétrico para atendimento de uma planta da montadora no Brasil.
Este produto é responsável por transmitir toda energia elétrica através dos veículos
automotivos, destacando-se dentre as várias partes a ignição, injeção eletrônica de
combustível, os freios ABS e o Air Bag.
A cidade de Itajubá-MG foi escolhida por estar geograficamente próxima ao centro do
triângulo Rio de Janeiro – São Paulo – Belo Horizonte. Esta estratégia foi utilizada pois já se
planejava naquela época ampliar o número de montadoras clientes. As operações na unidade
de Itajubá tiveram início em 1996, numa área total de 77.054 m2, sendo 12.310m2 de área
construída, as margens da rodovia BR459 que cruza a cidade. No início, a montagem de
62
chicotes elétricos era exclusiva para uma montadora localizada em São Paulo e que estava
lançando três novos automóveis no mercado. Atualmente, a unidade brasileira da autopeças,
objeto de estudo, fornece chicotes elétricos para cinco montadoras instaladas no Brasil e
exporta para outra filial do grupo localizada no México.
A autopeças tem como missão ser líder mundial para a qualidade de produtos, sistemas
e serviços para sistemas de distribuição elétrica automotiva e outros segmentos. Com foco
em entender as necessidades dos clientes e esforço para superar essas necessidades através
de melhorias contínuas em produtos através de inovação, criatividade e especialidade
profissional. Quanto à qualidade, a autopeças tem como política alcançar e melhorar
continuamente os níveis de qualidade e segurança do produto, serviço, custo e tecnologia que
satisfaçam ou ultrapassem as necessidades dos clientes. Neste sentido, em 1997 a autopeças
alcança seu primeiro certificado ISO:9002:1994, no ano seguinte, é certificada pela QS9000.
No ano de 2000, pela revisão da norma ISO, ISO:9001:2000. Ainda naquele ano pela ISO/TS
16949 : 2000 que é uma norma que consolidada todas as especificações de todas as
montadoras. No ano de 2002, a norma ISO/TS passa por uma revisão e a autopeças também é
certificada pela ISO/TS 16949:2002. Além dos certificados de qualidade, a autopeças, tem
uma política de saúde, segurança, meio ambiente e responsabilidade social estabelecida.
Acredita que um desenvolvimento sustentável da empresa só será atingido em harmonia com
a saúde, segurança, meio ambiente e sociedade na qual está inserida. Neste sentido, a
autopeças foi certificada pela ISO14001 em 1999, BS8800 / ISO18001 em 2000 e pela
SA8000 em 2001.
Do preço de venda do produto da autopeças, 65% é composto pelos materiais de
insumo. Por este motivo, os acionistas concentram suas atenções na gestão de materiais da
empresa. Diante disso, para participar da pesquisa-ação foram escolhidos os fornecedores que
mais impactam no custo de materiais da empresa. Foi feito uma classificação ABC
considerando volume e custo. Como resultado da classificação ABC obteve-se quatro
fornecedores como classe “A”, ou seja, os quatro fornecedores juntos representam 80% dos
gastos com insumos da autopeças. As empresas fornecedoras estudadas neste trabalho terão
seus nomes mantidos em sigilo devido à solicitação das mesmas (doravante serão
denominados fornecedores T, D, I e F), configurando assim a cadeia de suprimentos da
autopeças conforme figura 3.4.
O fornecedor I, iniciou sua operação no Brasil em 1998, em uma área construída de
5.317m2, no segmento de cabos elétricos, especificamente fios e cabos elétricos de baixa
63
tensão, que vão de 300V a 1Kv, sendo em especial cabos de espessura reduzida destinados a
linha Automotiva. É também uma empresa multinacional com origem na Itália e como a
autopeças instalou-se no Brasil devido a um processo de follow sourcing aproveitando as
oportunidades brasileiras configuradas no terceiro período da evolução histórica da indústria
automobilística no Brasil.. Com o objetivo de ter uma qualidade sólida, já em 1998 foi
certificada pela ISO 9004:1994, em 2006 pela ISO/TS 16949. Com a mesma visão em relação
ao meio ambiente, foi certificada pela ISO 14001:1996 em 2002 e atualizou a certificação
pela ISO 14001:2004 em 2005. Atualmente o fornecedor I possui uma área construída de
11.004m2, 114 funcionários e com uma visão de fornecer produtos, serviços e ter atitudes
que satisfaçam plenamente seus clientes, tanto externos quanto internos. Fornece para várias
autopeças brasileiras.
Os fornecedores D, T e F tiveram suas operações iniciadas no Brasil entre as décadas
de 50 e 80 na cidade de São Paulo, próximas ao grande ABC, onde inicialmente as
montadoras se estabeleceram no Brasil. Com o objetivo de produzir componentes para
atendimento das autopeças e montadoras. Conforme seção 2.2.2, devido às condições
favoráveis do mercado brasileiro, estas começaram a se instalar para que aumentasse o índice
de nacionalização dos componentes que até então eram importados. Estes três fornecedores
quando viável economicamente, produzem o componente no Brasil, caso contrário importam
de suas matrizes e garantem todo o suporte local para os clientes no Brasil. Neste sentido os
clientes brasileiros consideram as peças como “nacionalizadas”, uma vez que se tem todo
suporte sobre os componentes, independente da origem, com as filiais no Brasil.
O fornecedor F está instalado em uma área de 12.000m2. Como observado na
caracterização dos objetos anteriores, é condição de qualificação para o setor automobilístico
a certificação em normas de qualidade. Deste modo, o fornecedor F em 1998 foi certificado
pela ISO 9004:1994, em 2006 pela ISO/TS 16949 e ainda em 2006 pela ISO 14001.
Recentemente o fornecedor F foi adquirido por um grupo Francês e possui em seu quadro de
funcionários 152 pessoas, produzindo vários componentes destinados as autopeças e
diretamente as montadoras.
O fornecedor D no final da década de 90 transferiu sua unidade para o interior de São
Paulo e ocupa uma área de 73.236 m2, sendo 21.900m2 de área construída. Atualmente conta
com 536 colaboradores entre diretos, indiretos e administrativos. Também como os demais
fornecedores é certificado em todas as normas de qualidade apresentadas. O fornecedor D
produz caixa de fusíveis, conectores, terminais, tubos de PVC corrugados etc.
64
O fornecedor T, somente na América do Sul está presente em 5 países (Brasil,
Argentina, Chile, Peru e Colômbia). No Brasil, desde a década de 70 até os dias atuais já teve
vários nomes devido às várias negociações de acionistas, porém sempre com o objetivo de
gerar produtos (conectores, terminais, centrais elétricas etc) para indústria automobilística.
Atualmente a planta do fornecedor T está localizada no interior de São Paulo numa área de
33.473m2 e com 20.450m2 de área construída. Possui 1.072 funcionários sendo 702 das áreas
produtivas. O fornecedor T Possui um histórico de certificações de qualidade semelhante aos
demais fornecedores. Em 1994 certificado pela ISSO 9001, em 1997 pela QS 9000, pela ISSO
14001 em 1998 e em 2003 pela ISSO/TS 16949.
Após a caracterização do objeto de estudo e dos fornecedores participantes da
pesquisa-ação, será apresentado nas seções seguintes o levantamento documental e a
execução das etapas do SSA.
4.1.1 Levantamento documental no objeto de estudo
Como apresentado no Capítulo 3, foi feito um levantamento documental como fonte de
evidências com intuito de apresentar o fluxo desde o início do projeto de um veículo até o
atendimento das peças para produção dos fornecedores à autopeças. Este levantamento ainda
ajudará na execução da primeira etapa do SSA.
No início do projeto do automóvel pela montadora, esta define toda a cadeia de
suprimentos, ou seja, a autopeças (Tier 1), os fornecedores da autopeças (Tier 2) e os
fornecedores destes fornecedores (Tier 3), como apresentadado na figura 4.1. Todos estes
participam desde o início do desenvolvimento do projeto, caracterizando as práticas
apresentadas na revisão bibliográfica como Early Supplier Involvement (ESI). Desta forma, a
autopeças fica restrita em selecionar seus fornecedores, tendo pouco poder de barganha, pelo
menos neste momento de projeto. Porém, a autopeças precisa desenvolver e monitorar estes
fornecedores durante a vida útil dos produtos. Caso estes não atendam, a autopeças precisa
selecionar e desenvolver outros para aprovação da montadora. Diante disso, foi evidenciado
na autopeças,
um manual para a seleção, desenvolvimento e monitoramento dos
fornecedores. Este manual de desenvolvimento e certificação de fornecedores contém
requisitos de compras, qualidade, logística, segurança do trabalho e meio ambiente. Além
65
disso, incorpora a padronização conforme critérios da montadora, com objetivo de estabelecer
um relacionamento mais duradouro e cooperativo.
FLUXO DAS INFORMAÇÕES
FLUXO DOS MATERIAIS
Fornecedor
TIER 3
Fornecedor
Fornecedor
TIER 3
TIER 2
Autopeças
TIER 1
Montadora
Fornecedor
TIER 2
Figura 4.1. Representação da cadeia de suprimentos da montadora.
A seguir é apresentado o processo de desenvolvimento de fornecedores da autopeças.
Este processo pode ser subdivido em duas partes. A primeira contendo aprovação do
fornecedor mesmo que já definido anteriormente pela montadora. E uma segunda parte para
desenvolvimento de peças para serem fornecidas por fornecedores já aprovados.
O Processo de Desenvolvimento do Fornecedor (PDF) foi desenvolvido como um meio
para assegurar que os fornecedores consistentemente atendam os requisitos e que a qualidade
do material enviado seja tão satisfatória que nenhuma inspeção adicional seja requerida. A
cooperação e o trabalho em equipe entre a autopeças e seus fornecedores são uns dos
requisitos para o desenvolvimento completo do programa que irá alcançar o benefício
máximo para ambas as empresas. O programa irá ajudar o fornecedor a alcançar a posição de
“fornecedor aprovado e preferencial” da autopeças. Busca-se assim, enfatizar a cultura de
melhoria contínua e parceria no fornecimento de produtos. É esperado que todos os
fornecedores de produtos e serviços participem do PDF da autopeças. A proposta de
participação neste programa é de assegurar o contínuo crescimento da autopeças e seus
fornecedores e proporcionar que o trabalho de ambos agregue valor aos seus produtos. O PDF
tem dois estágios de desenvolvimento. O objetivo é alcançar o mais alto nível de valor para
todos os produtos, materiais e serviços. O primeiro estágio neste processo para um novo
fornecedor é o de tornar-se um fornecedor “Aprovado”.
66
•
1º. Estágio – Seleção e Avaliação do Fornecedor para Inclusão no Cadastro
Para iniciar o processo, como apresentado na figura 4.2, o responsável da área de
desenvolvimento de fornecedores da autopeças entrará em contato com o fornecedor,
informando-o dos requisitos para se tornar um fornecedor “Aprovado”, sendo enviado um
manual que contém os requisitos para qualificação no processo e o questionário de autoavaliação. Isto acontece mesmo para os casos onde a montadora já definiu o fornecedor.
Figura 4.2. Fluxo para aprovação de um fornecedor.
Fonte: Registros internos da autopeças, 2006
67
O fornecedor deve completar o questionário de auto-avaliação e enviar estas respostas
para a área da garantia da qualidade juntamente com uma cópia do manual da qualidade da
empresa, o qual será descartado após avaliação. Os grupos de desenvolvimento de fornecedor
irão analisar a auto-avaliação do fornecedor, verificando seu sistema da garantia da qualidade
e pontuando-o. A partir do resultado desta pontuação, as áreas de desenvolvimento de
fornecedores e garantia da qualidade irão tomar a decisão de se conduzir ou não uma auditoria
de sistema da qualidade nas instalações do fornecedor ou a necessidade de marcar uma
reunião com o objetivo de se criar uma oportunidade de discussão de interesses, requisitos e
capacidade.
Resultados de auditorias de sistema de outros clientes do fornecedor poderão ser aceitos
em substituição à auditoria in loco. Esta auditoria deverá ter sido realizada no máximo a seis
meses do envio do relatório para a autopeças. Quando for realizada avaliação in loco, este
resultado prevalecerá sobre a auto avaliação.
•
2º. Estágio – Monitoramento do desempenho do Fornecedor
O objetivo da autopeças é ter todos os fornecedores qualificados como “preferenciais”.
Produtos recebidos de fornecedores “preferenciais” não passarão por inspeção de qualidade,
irão diretamente para o almoxarifado ou para uso na fábrica sempre que recebidos. A
autopeças acredita na melhoria contínua deste processo e encoraja os fornecedores a adotar o
mesmo. Portanto, o fornecedor com status de “aprovado”, estágio 1, passa a ser monitorado
através de critérios de atendimento à qualidade e prazos de entrega, conforme figura 4.3. A
Avaliação de desempenho de Qualidade/Entrega do Fornecedor é monitorada e atualizada
com a pontuação do fornecedor seguindo os critérios:
•
Status do sistema da qualidade do fornecedor;
•
Desempenho de qualidade do fornecedor;
•
Impacto das não-conformidades na qualidade do produto final;
•
Desempenho de Entrega do Fornecedor;
68
Figura 4.3. Fluxo para aprovação de um fornecedor.
Fonte: Registros internos da autopeças, 2006
69
A Avaliação de desempenho de Qualidade/Entrega do Fornecedor é realizada
mensalmente. Esta avaliação é enviada trimestralmente aos fornecedores. A análise da
avaliação deve envolver pelo menos as áreas de qualidade, compras, planejamento de
materiais e desenvolvimento de fornecedores, segundo critérios de qualificação de fornecedor
apresentado na figura 4.4.
Quando ocorrerem pontuações menores que 75, uma ou mais das seguintes ações são
introduzidas:
•
Auditoria no sistema da qualidade do fornecedor.
•
Comutação nos níveis de inspeção atual de recebimento, voltando ao primeiro
estágio.
•
Envio de relatórios com solicitação de ações corretivas.
A autopeças entende que o fornecedor deve entregar 100% dentro do prazo. Para todas
as não-conformidades relativas à qualidade de matéria-prima e atrasos de entrega
encontrados, serão exigidas respostas formais através de relatórios de ações corretivas, os
quais serão analisados quanto ao conteúdo, pelo departamento da qualidade da autopeças. O
relatório de ação corretiva ou outro modelo a escolha do fornecedor, são utilizados para
notificar o fornecedor que material não-conforme foi enviado para a autopeças. Este
formulário é também utilizado para solicitar ações corretivas relacionadas às nãoconformidades em atendimento, problemas com embalagem e outros.
Os passos a serem considerados na determinação da ação corretiva são:
•
O fornecedor deve iniciar imediatamente uma investigação para determinar a
causa da não-conformidade.
O fornecedor deve prover a ação corretiva imediata, a qual inclui a disposição do material em
prazo estipulado na notificação. Esta disposição deve ser tal, que não interfira com a agenda
de produção normal na fábrica da autopeças.
70
Figura 4.4. Fluxo do monitoramento do desempenho do fornecedor.
Fonte: Registros internos da autopeças, 2006
71
•
Disposições típicas são as seguintes:
o Retrabalho do material por pessoal da autopeças com os custos pagos
pelo fornecedor.
o Retrabalho do material por pessoal do fornecedor na fábrica da
autopeças.
o Retornar o material ao fornecedor com os custos pagos pelo fornecedor e,
portanto, a reposição destas peças com material certificado.
o Refugar o material na autopeças com custos pagos pelo fornecedor.
Se o retrabalho é autorizado, a disposição para qualquer material inutilizável deve ser
dada ao mesmo tempo. Autorizações devem ser fornecidas à autopeças quando o retrabalho
ou refugo for necessário. Independentemente da disposição, é de responsabilidade do
fornecedor a reposição de todo o material não-conforme do modo mais oportuno possível.
Por outro lado, o fornecedor será considerado como “Preferencial” no Processo de
Qualificação de Fornecedores quando atingido as seguintes condições:
•
Qualificado como “Preferencial” e 100% de entrega (quantidade e datas).
•
Possuir toda documentação requerida e vigente dos produtos fornecidos.
•
Nenhuma questão aberta com relação a problemas com embalagem, entregas e
questões contábeis com a autopeças.
Caso o fornecedor não alcance os requisitos acima, o mesmo estará sujeito a perda do
credenciamento quanto a:
•
Preferencial
O Fornecedor será descredenciado de preferencial quando houver uma reclamação,
quer seja pela qualidade do produto ou pelo prazo. Se por ventura o problema for localizado e
se o plano de ações corretivas do fornecedor for aprovado pelo responsável do departamento
da qualidade da autopeças, indicando que o fornecedor está novamente em posição para
fornecer peças com qualidade consistente, então o status de “fornecedor preferencial” é
restaurado para este fornecedor, entrando novamente no fluxo de monitoramento de
fornecedores aprovado.
72
•
Do quadro de fornecedores:
Caso o fornecedor tenha uma pontuação “Ruim”, este será submetido à análise crítica
pela equipe de avaliação, que poderá excluí-lo do quadro. Para voltar a fornecedor, este
deverá passar por todo o processo de desenvolvimento novamente.
A segunda parte do processo de desenvolvimento de fornecedores, como descrito
anteriormente, é voltada para aprovação de peças a serem desenvolvidas pelos fornecedores
aprovados. Os fornecedores deverão seguir o processo de aprovação de peça de produção
através do processo de submissão de amostras. O Processo de submissão de amostra é um
método estruturado para determinar se um produto, material ou serviço, satisfaz todos os
requisitos da autopeças. O fornecedor deve apresentar a documentação indicada conforme seu
nível de submissão, tabela 4.1
Tabela 4.1: Nível de submissão por família de componentes.
Fonte: Procedimento interno da autopeças, 2006
Família de Componentes
Nível
Submissão
Terminais, Conectores e Espaçadores
4
Relés e Fios
4
Sockets, Calhas, Grommets, Fitas, Tubos e Fusíveis
4
Termo-encolhíveis, Diodos e Seals
2
de
Para cada nível de submissão de Amostra a documentação necessária será exigida:
•
Nível 1: Certificado, Relatório de Aprovação de Aparência (apenas para os itens
designados).
•
Nível 2: Certificado, peças, desenhos, resultados de inspeção de laboratório e
funcionais, relatório de aprovação de aparência.
•
Nível 4: Certificado, peças, desenhos, resultados de inspeção de laboratório e
funcionais, relatório de aprovação de aparência, resultados de capacidade do
processo, plano de controle do processo, estudo de sistema de medição, FMEA,
diagrama do fluxo do processo.
O processo de aprovação de submissão de amostra é sempre requerida antes da primeira
produção para envio de peças nas seguintes situações:
•
Uma nova peça (componente específico ou fornecido à autopeças)
•
Correção de alguma discrepância em um componente previamente submetido.
73
•
Mudança de engenharia para o componente (dimensional material ou
especificações de Engenharia).
•
Uso de construção ou material alternativo que não foi aprovado anteriormente.
•
Produção por uma ferramenta nova ou modificada, incluindo ferramenta
adicional ou substituída.
•
Produção seguinte de um reajuste ou adaptação de ferramental ou equipamento
existente.
•
Produção segundo alguma mudança no processo de produção ou método de
manufatura.
•
Produção por um ferramental que foi transferido para um diferente local da
fábrica.
•
Mudança na fonte de fornecimento de matéria prima ou de serviços.
•
Produto reliberado após o ferramental ter ficado inativo para a produção normal
por 12 meses ou mais.
•
Atendendo uma solicitação do cliente de suspensão do fornecimento devido a
problema de qualidade do fornecedor.
Para solicitação de cotação de um item a ser desenvolvido, será enviado para o
fornecedor um pacote contendo informações pertinentes do seu desenvolvimento como, por
exemplo: código autopeças; código montadora; amostra; desenho; especificação; consumo
previsto. O departamento de compras recebe a cotação e através de uma análise comparativa
juntamente com o grupo de desenvolvimento de fornecedores definem os itens a serem
desenvolvidos.
Solicitam
amostras
e
documentação
dos
itens
selecionados
para
desenvolvimento junto ao fornecedor para realização dos testes internos.
Após o recebimento das amostras e dos respectivos documentos é aberto um
documento chamado APN (Aprovação de Peça Nacional), para cada item em estudo. O
mesmo será preenchido e assinado pelo responsável por cada um dos testes prescritos no
processo de aprovação de peça nacional. A documentação deverá ser analisada pelo
responsável do departamento de desenvolvimento de fornecedores. A amostra será
encaminhada para o laboratório de metrologia, acompanhada da APN, onde será realizado o
74
teste dimensional da peça. Os resultados deverão constar no relatório de inspeção que será
anexado a APN.
Sendo aprovada nesse teste, será extraída do sistema uma lista denominada whereused, lista que contem todos os produtos acabados onde o item em estudo é utilizado. O
departamento de engenharia de produção definirá os níveis de produtos em que os
componentes serão testados na produção. Aprovado nesse teste, a peça será enviada para
teste funcional na montadora se necessário ou na própria autopeças. Após todos os testes
aprovados, o documento será assinado pelo responsável do departamento de desenvolvimento
de fornecedores. O documento será então encaminhado para a área da garantia de qualidade,
onde será cadastrado e deverá ser feita uma comunicação ao departamento de compras e
planejamento de materiais para as novas aquisições finalizando assim o processo de
desenvolvimento de fornecedores.
Outra evidência levantada através de documentos na autopeças foi o fluxo de
planejamento de materiais. Uma vez que os fornecedores e as peças foram definidos, fica sob
responsabilidade da área de planejamento de materiais fazer a gestão das quantidades e datas
de entrega pelos fornecedores para atendimento das necessidades da produção e
posteriormente dos clientes. A figura 4.5 apresenta o fluxo de planejamento da autopeças
através do SIPOC (Supplier Input Process Output Customer) utilizado internamente pela
autopeças.
Figura 4.5. Fluxo do planejamento de materiais.
Fonte: Registros internos da autopeças, 2006
TI
LOGÍSTICA INTERNA (ALMOX)
ENGENHARIA MANUFATURA
CLIENTE
LOGÍTICA MATÉRIA PRIMA
FORNECEDORES
LOGÍSTICA
PRODUÇÃO
AGENTE
EXPEDIÇÃO
INDUSTRIAL
LOGISTICA (COMPRADORES)
CLIENTE
Release programação
mensal
Sim
N. carros
coerente
c/produção ford
Sistemas e Rede
Geração do MRP para análise de crítico ou
follow up ou ainda para compras.
Estoque físico igual ao
Estoque sistema
consolidação da
programação por
numero de carros
elaboração
do plano
mestre (MDS)
APQP
(Projetos Novos), BOM
Parâmetros dos itens
(ex: LM, Lmult; FA;
RO; LT; outros)
ReleaseC
oerente
Não
contato
com
cliente
não
Sim
Premissa / Planejamento da
fábrica (Reunião Previsão)
analise consumo e
dos valores p/
dimensionamento
loja
Acerto
dimensionamento
da loja de acabados
Dimensionamento
do espaço fisico
Informações críticos,
follow up e Releases
para fornecedores
Libera programação
diaria
recebimento
do release diário
cliente ou fax/email
Libera plano
de embarque
Faturamento
dos chicotes
75
76
O fluxo inicia com as informações necessárias, tais como:
•
Release programação mensal – informações enviadas semanalmente pelos
clientes contendo datas e quantidades de entrega para o atendimento das peças.
•
Release programação diária - informações enviadas pelos clientes contendo
quantidades de entrega para o atendimento diário das peças. Este precisa estar
coerente com a programação mensal.
•
Parâmetros dos itens – Cadastro das informações no sistema da autopeças, que é
o sistema ERP (Enterprise Resource Planning) da Oracle, pertinentes aos itens
comprados, como por exemplo, lotes mínimos e múltiplos de compras, lead time
de compra, fornecedor aprovado e outros.
•
Informações de novos projetos em APQP (Advanced Product quality planning) –
Controle de mudanças para produtos que entram ou saem de produção na
autopeças.
•
Estoques físicos e contábeis – Garantia da acuracidade dos estoques para o
planejamento.
•
Disponibilidade da rede de informática e sistemas – Para o planejamento é
necessário disponibilidade dos recursos de informática da autopeças.
De posse das entradas, a autopeças pode executar o processo de planejamento que
possui:
•
Conferência do release – neste processo é confirmado se o release enviado pelo
cliente está coerente. Para isso é feito uma análise do somatório dos produtos
pelo número de automóveis a serem produzidos. Um exemplo prático disso é:
Em um mês a montadora planeja produzir 5.000 automóveis. A autopeças
fornece um produto que vai ao painel do automóvel, ou seja, a relação painel e
automóvel é 1 para 1. Sendo assim, o release para o produto da autopeças precisa
ser próximo as 5.000pçs, uma vez que pouca diferença é aceitável devido à
política de estoque.
•
Elaboração do plano mestre de demanda, MDS (Master Demand Schedule) Uma vez conferido o release, é elaborado o plano mestre de demanda contendo
datas e quantidades dos produtos a serem entregues.
77
•
Geração do MRP (Material Requeriment Planning) – Através do software
Oracle, é gerado o MRP para criação das necessidades (quantidades e datas) de
compras das matérias primas. O sistema Oracle possui o MRPII (Manufacturing
Resource Planning), porém não é utilizado devido ao fato da autopeças trabalhar
com produção puxada através da ferramenta kanban.
•
Consolidação da programação em número de veículos – Faz-se uma somatória
do número de produtos da autopeças para disponibilizar informações estratégicas
de previsão de macros volumes.
•
Dimensionamento da loja – Através das necessidades do MDS é definido o
estoque ideal (loja) para funcionamento do kanban de produção. Via de regra, a
loja para os itens classe A é de 4 dias, classe B é de 8 dias e classe C de 12dias.
•
Plano de embarque – uma vez recebido o release de programação diária, os
planejadores validam as informações e liberam os itens e quantidades a serem
expedidos no dia para os clientes.
Finalmente, são apresentadas abaixo, as saídas do processo de planejamento de
materiais.
•
Reunião planejamento da fábrica – Quinzenalmente é apresentada uma reunião
com a participação da gerência da autopeças onde se definem os números macros
para previsão de produção e vendas. Esta reunião é parte do processo de
Collaborative
Planning,
Forecasting,
and
Replenishment(CPFR),
como
apresentado na revisão bibliográfica, item 2.3.7.
•
Release para os fornecedores – Após resultado do MRP, o sistema Oracle
disponibiliza por item, as datas e quantidades a serem entregues pelos
fornecedores.
•
Follow up de críticos – por follow up entende-se na autopeças como
acompanhamento do pedido de compra. Por críticos são considerados pela
autopeças os itens que podem faltar para a produção. Os motivos da existência
de críticos são:
o Elevação da demanda do cliente;
o A não entrega do Fornecedor;
78
o Problema de qualidade do material;
o Diferenças de inventário na fábrica;
o Falta de follow up do comprador:
o Fornecedor envia item errado, ou seja, na NF consta um item e
fisicamente é embarcado outro;
o Atraso na liberação da alfândega;
o Atraso do Navio (entre o país de origem e o Brasil);
o Produção em excesso, sem necessidade.
o Novos programas com entradas em produção mais cedo que a produção
dos componentes.
o Dimensionamento do espaço físico – Uma vez definido a loja, a área de
expedição define o espaço necessário para alocar o material.
•
Faturamento e embarque – Uma vez definido o plano de embarque, são geradas
as notas fiscais e os materiais colocados dentro do caminhão para envio aos
clientes.
Nas seções seguintes são apresentadas as etapas da execução do SSA.
4.2 Etapa 1:
Examinar a situação Problema
Esta etapa envolve, segundo Cassel e Symon (1994), uma examinação preliminar do
problema em análise. A situação é tipicamente um sistema complexo de atividades humanas.
Durante esta etapa, o pesquisador define os limites da pesquisa,
as pessoas a serem
entrevistadas, negocia os meios de coleta de dados com as pessoas envolvidas e procura
entender o funcionamento do sistema atual.
Para o atendimento do objetivo deste trabalho e aplicação do SSA, foram selecionadas
as áreas a seguir:
•
Na Autopeças:
79
o A área de compras que é responsável pelo contrato de fornecimento e
negociação do preço de compra dos materiais junto aos fornecedores.
o A área de planejamento de matéria prima que é a responsável pela
definição de quantidade e datas de entregas das matérias primas para o
atendimento da produção.
Para participação da pesquisa-ação foi selecionado um funcionário de cada função e ainda o
gerente das áreas, totalizando 3 participantes pela autopeças.
•
Nos Fornecedores:
o A área de vendas, responsável pelo contrato e negociação do preço de
venda dos materiais.
o A área de planejamento de materiais, responsável pelo atendimento das
quantidades e datas de entrega para a autopeças.
Também foi selecionado um funcionário de cada área nos fornecedores, totalizando oito
participantes, dois de cada um dos quatro fornecedores. Em todos os fornecedores pelo menos
um dos dois participantes era gerente de área de forma a apresentar maior consistência para a
pesquisa.
Na seleção das pessoas, na autopeças e em um dos fornecedores, foi identificado duas
pessoas na mesma função. Como a necessidade da pesquisa era de apenas uma pessoa por
função, foi adotado o critério de selecionar a pessoa com maior tempo de trabalho no
relacionamento entre autopeças e fornecedores por acreditar que este fato gera uma
experiência útil para o desenvolvimento da pesquisa.
Por último, o próprio pesquisador, colaborador da autopeças, como participante do SSA
uma vez que Yin (2005) afirma que este fato fornece a oportunidade de conseguir permissão
para participar de eventos ou de grupos que são de outro modo, inacessíveis à investigação
científica. Ainda neste sentido, Thiollent (2005) ressalta ainda que a pesquisa-ação requer um
vasto pré-entendimento do ambiente organizacional, condições, estrutura e dinâmica das
operações, desta forma, facilitando para o pesquisador quando este envolvido com o objeto de
estudo. Assim, totalizando 12 (doze) pessoas participantes na pesquisa-ação para aplicação do
SSA.
Como definido no capítulo 3, foram feitas as entrevistas semi-estruturadas com todos os
participantes. Para a aplicação do SSA foi considerada a seguinte questão da pesquisa: Como
80
o SCM é ou pode ser útil no fornecimento de uma autopeças? A questão de pesquisa foi
subdividida em três áreas principais: SCM, integração e coordenação.
Na área SCM, o objetivo é identificar e apresentar os conceitos e as características da
cadeia de suprimentos percebidas pelos elos participantes, além de ressaltar as práticas de
SCM mais utilizadas no ambiente. Neste sentido, os resultados da entrevista quanto a SCM
foram de maneira geral satisfatórios, uma vez que os participantes possuem entendimento do
conceito de SCM, tendo apenas um participante que ficou em dúvida sobre o conceito não
conseguindo descrevê-lo. As práticas e iniciativas de SCM também são conhecidas e
percebidas como importantes pelos participantes. As citações dos participantes sobre as
práticas e iniciativas de SCM na indústria automobilística foram:
•
O Early Supplier Involvement, desenvolvimento e seleção de fornecedores, in
plant representative, todos inclusos no consórcio modular da VW Resende,
•
O milk run, Outsourcing, desenvolvimento de fornecedores, Early Supplier
Involvement, EDI, iniciativas e práticas do condomínio industrial da VW em
Curitiba,
•
O milk run FORD junto aos fornecedores da planta em Camaçari.
•
O próprio manual de desenvolvimento dos fornecedores pela autopeças. Vale
ressaltar que este ponto foi evidenciado por 50% participantes dos fornecedores.
•
A prática nas montadoras de possuírem em suas instalações a presença de um
funcionário dos fornecedores, o in plant representatives. A própria autopeças
possui um residente (in plant representatives) em uma montadora.
•
O EDI (eletronic data interchange) – A autopeças o utiliza quando do seu
relacionamento com a montadora. Foi informado pelos fornecedores que estes
também utilizam do EDI quando fornecem diretamente as montadoras. Porém
quando do fornecimento para a autopeças não existe atualmente utilização da
ferramenta. Nenhum dos participantes soube informar o porquê da não utilização
do EDI, uma vez que ambos possuem a tecnologia.
•
O Early Supplier Involvement que está ocorrendo atualmente no desenvolvimento
do novo KA pela montadora FORD.
Foi constatado por todos os participantes o foco da aplicação das iniciativas e práticas
do SCM no elo imediatamente antes das montadoras e não se estendo até o fornecedor inicial.
81
Os participantes não souberam opinar se esta conclusão é pelo fato de não haver ampla
divulgação das iniciativas e práticas na rede total de suprimentos (Carmo e Hamacher, 2001)
ou se realmente devido ao poder que a montadora exerce sobre os fornecedores de sua rede
imediata (Carmo e Hamacher, 2001), tornando obrigatória a aplicação destas iniciativas e
práticas.
Quanto à gestão de relacionamento, a grande maioria dos participantes entende que a
relação de poder entre cliente-fornecedor deve ser uma “mão dupla”, uma relação “ganhaganha”, o que segundo os participantes, nem sempre é factível em relação às montadoras e
seus fornecedores, uma vez que o poder de barganha da montadora é alto. É percebido por
todos que a montadora é quem “dita” as regras e todos devem aceitar ou não serão
competitivos. Uma evidência constatada por todos é que 75% dos participantes da pesquisaação são fornecedores definidos pela montadora sem opção de escolha pela autopeças. O
único fornecedor que foi desenvolvido pela autopeças é o fornecedor I. Este fato ocorreu e foi
aprovado pela montadora, pois o fornecedor inicial selecionado pela montadora entrou com
um processo de falência, tornado-se um risco para o fluxo contínuo da cadeia. Outro ponto
evidenciado por todos se refere à tecnologia da informação como facilitador da gestão do
relacionamento. Quanto melhor fluir formalmente as informações, mais fácil fica o
relacionamento.
A área integração tem como objetivo entender e especificar os mecanismos de
integração existentes dentro da cadeia de suprimentos, como por exemplo, entender como são
os sistemas de informações utilizados e a forma da troca de informações. Nesta área foi
constatado que apesar da montadora exigir ferramentas de gestão colaborativa, por exemplo, o
EDI, tanto a autopeças quanto os fornecedores, possuem capacidade tecnológica para sua
utilização, porém não a utilizam entre si. Como citado na subdivisão da questão de pesquisa,
área SCM, a autopeças e os fornecedores quando do relacionamento diretamente com a
montadora (os fornecedores fornecem para a autopeças e também diretamente para a
montadora) utilizam o EDI. Não foi identificado o porquê, mas entre a autopeças e os
fornecedores, o EDI não é utilizado. Neste momento todos solicitaram que a utilização fosse
incluída na etapa 4 do SSA quando da execução do modelo conceitual e posteriormente na
sugestão de melhorias, etapa 6.
As trocas de informações atualmente são através de e-mails, quando do envio do
release, ata de reuniões e outros documentos, e ou telefone quando do contato diário e
principalmente do follow up. Todos os fornecedores possuem sistemas de informações
82
internos para o gerenciamento dos recursos da corporação (ERP) e utilizam o MRP e alguns o
MRPII. Existem projetos para implantação de sistemas de integração entre empresas clientes,
porém ainda sem prazos definidos.
Um ponto levantado pelos participantes foi em relação à credibilidade das informações
trocadas. Os participantes fornecedores declaram que não tem confiança nas informações
passadas pela autopeças no que diz respeito à itens críticos, uma vez que o item crítico mesmo
não entregue conforme solicitado urgência pela autopeças não chega à parar a linha de
produção. Consequentemente os fornecedores alegam não saber a real necessidade da
autopeças. Nas demais trocas de informações quanto aos aspectos comportamentais, bom
relacionamento, atenção, cordialidade, 100% dos entrevistados afirmam estar satisfeitos.
Todos concordam com a necessidade de utilizar a tecnologia da informação (TI) em prol do
melhor fluxo de informações, por considerarem ponto vital para a gestão de suprimentos a
garantia das informações reais e fidedignas. Principalmente por entenderem a grande variação
de demanda gerada pela montadora, também entendida como exigência do mercando
consumidor, gerando vantagem competitiva para a cadeia de suprimentos como um todo.
Por fim, a área coordenação, busca evidenciar como são definidas as estratégias do elo
da cadeia, bem como as ferramentas utilizadas e como são medidos os desempenhos de
entrega entre os participantes. No que se refere à área de coordenação, foi evidenciado a
capacidade tecnológica para processamento das informações, utilização do MRP II
(Manufacturing Resource Planning) e do ERP. A grande maioria dos participantes e a
totalidade dos fornecedores não conseguiram identificar estratégias voltadas para a gestão da
cadeia de suprimentos e todos comungam da preocupação apenas operacional de não afetar a
linha produtiva da montadora, ficando grande parte do tempo focado somente em resolução
de problemas. As informações de quantidades e datas são obtidas a partir dos releases dos
clientes e distribuídas pela autopeças aos fornecedores através da utilização do MRP. Foi
constatada pelos participantes a dificuldade em acompanhar as variações de demandas da
montadora e ao mesmo tempo todos percebem a importância deste acompanhamento, pois
poderiam ser minimizados vários problemas que consomem tempo e esforços desnecessários.
Apesar da percepção da importância da gestão das variações de demanda, não existem
indicadores que acompanhem esta variação. Além disso, as avaliações de desempenho de
entrega, atualmente são apenas parte de um processo trimestral de qualidade, apresentado
nesta seção. As áreas de planejamento de materiais dos fornecedores não são comunicadas de
seu desempenho. Desta forma, como não sabem e não são cobradas de seu atual desempenho,
83
logo, não existem metas para geração de melhorias, reduções de custos e otimização da gestão
de suprimentos. Mais uma vez os participantes identificam a única preocupação em atender as
quantidades e datas das peças com objetivo de garantir o fluxo normal da linha produtiva da
montadora. Na figura 4.2, terceira parte, foi apresentado o desempenho de entrega do
fornecedor, os indicadores de desempenho utilizados entre a autopeças e fornecedores. A
Tabela 4.2 apresenta estes indicadores e suas fórmulas de cálculos. Observa-se que a maioria
dos indicadores não existe uma medição matemática, tendo apenas a opinião do avaliador.
Consequentemente os indicadores se tornam subjetivos e pontuais, gerando questionamentos
quanto a sua capacidade real de medição. Ainda é percebido pelos participantes que os
indicadores que possuem fórmulas, por exemplo o indicador de “Tempo de reação para
reposição de peças, retrabalho no cliente” são difíceis de serem acompanhados por não existir
nenhum sistema que faça a medição, ficando apenas com controle subjetivos dos
planejadores. Outro fato importante e confirmado por todos os participantes é que existem
indicadores que já estão 100% por um longo período de tempo e na visão dos participantes
não tendo mais a necessidade de acompanhamento. Exemplos deste fato são os indicadores
“Identificação das embalagens conforme solicitado previamente” e “Acuracidade de
quantidade enviada fisicamente versus a informada na Nota Fiscal”. No entendimento dos
participantes, estes indicadores são importantes quando do início de um fornecimento e
relacionamento, porém após um tempo, caso deste estudo, eles entram em conformidade e
dificilmente gerarão problemas.
Após do levantamento dos dados, entrevistas e entendimento da situação real, na
continuação das etapas do SSA, é necessário, em conjunto com os participantes, a construção
gráfica da situação real ou real, que é apresentada a seguir.
84
ITEM
1
Tabela 4.2– Indicadores atuais da autopeças
INDICADORES
FÓRMULAS DE CÁLCULOS
Disponibilidade de contato e
canais de comunicação (tel, fax,
email, etc)
Não há. Mensalmente o planejador distribui
uma nota considerando se houve ou não
disponibilidade de contato. Indicador Subjetivo.
2
Rapidez no retorno de consultas
Não há. Não foi evidenciado o quanto é
considerado rápido. Mensalmente o planejador
distribui uma nota considerando se suas
consultas foram retornadas a contento.
Indicador Subjetivo.
3
Atendimento ao release
∑ das quantidades entregues / ∑ das
quantidades no release. Resultado em % de
atendimento.
4
Acuracidade de quantidade
enviada fisicamente versus a
informada na Nota Fiscal
∑ das divergências / ∑ de entregas no mês.
Resultado percentual de falhas.
5
Tempo de reação as variações do
volume.
Não há. Nota atribuída pelo planejador
mensalmente através de julgamento pessoal se
atendeu ou não as variações. Sem considerar
lead time do fornecedor. Indicador Subjetivo.
6
O fornecedor assume os custos
de embarques de peças em
atraso
∑ dos custos ressarcidos / ∑ dos custos pagos.
Apesar da fórmula não foi evidenciado
acompanhamento deste indicador.
7
Tempo de reação para reposição
de peças, retrabalho no cliente
Tempo gasto entre a abertura de uma rejeição
e a entrega de peças boas tem que ser menor
que 48h ou tempo acordado entre empresas.
8
O fornecedor comunica
antecipadamente possíveis
problemas
Não há. Também não evidenciado o quanto é
antecipadamente. Indicador subjetivo.
9
Tempo de resposta para
elaboração de 8D.
Tempo gasto entre abertura do 8D e sua
resposta pelo fornecedor foi menor que o
acordado? Indicador considerado como de
qualidade não de suprimentos.
10
O fornecedor mantém freqüência
de entrega
∑ de entregas fora da janela / ∑ de entregas.
Para os fornecedores deste estudo, este
indicador não é válido uma vez que eles
entregam no centro de consolidação de carga
da autopeças em São Paulo.
11
Identificação das embalagens
conforme solicitado previamente.
∑ das embalagens sem identificação / ∑das
embalagens entregues.
12
Envolvimento/participação e
atendimento para peças em
desenvolvimento
Não há. O planejador atribui uma nota em
relação a sua percepção do envolvimento e
participação do fornecedor. Indicador Subjetivo.
85
4.3 Etapa 2:
Construção da representação gráfica (Situação
Real)
Segundo Cassel e Symon (1994), nesta etapa, faz-se uso da coleta de dados para
representação do sistema em sua forma gráfica (“Rich Picture”) e então a apresentação aos
participantes do sistema. A representação deve apresentar a situação problema real e incluir as
informações coletadas. Deve também incluir informações sobre as tarefas que o sistema
executa, além dos dados coletados.
Após as entrevistas, dando continuidade nas etapas do SSA, os participantes foram
incentivados a desenhar em conjunto, a situação real do elo autopeças e fornecedores. O início
do fluxo se dá no momento em que a montadora faz a definição do projeto do veículo e dos
parceiros na execução, tanto a autopeças quanto os fornecedores desta. E se encerra no
momento em que a autopeças têm o material do fornecedor disponível em sua planta para
produção. A Figura 4.6 apresenta o fluxo definido pelos participantes como sendo a situação
real. Os responsáveis pela execução das atividades descritas estão à esquerda da figura e são
representadas pela montadora, autopeças e fornecedores participantes do trabalho. Como
processo natural, ao se desenhar a situação real, os participantes já iniciaram a identificação
de possíveis opções de análises para melhorias. Estas opções estão identificadas com as linhas
em negrito.
A representação gráfica da situação real, confeccionada pelos participantes, representa o
fluxo a partir da definição do projeto e dos fornecedores pela montadora. Logo em seguida, a
autopeças formaliza o contrato com os fornecedores, faz a inclusão dos parâmetros dos itens
no sistema Oracle. Estes parâmetros são importantes para que ao processar o MRP, torne-se
possível a geração de releases conforme acordado no contrato sem necessidade de
retrabalhos. São considerados como parâmetros, as informações de lote mínimo e múltiplo de
compras, fornecedor aprovado por itens, lead time de fornecimento, lead time de recebimento,
custo do item, definição de qual classe ABC o item pertence, freqüência de entrega, entre
outros. Neste momento, a autopeças também define estoque de segurança para o item.
Figura 4.6– Representação gráfica da situação real
M
o
n
t
a
d
o
r
a
A
u
t
o
p
e
ç
a
s
F
o
r
n
e
c
e
d
o
r
Definição do projeto,
autopeças e
fornecedores.
Estudo de Estoque
de Segurança
Variações
Plano x Real
Releases via EDI.
1) entregas diárias (freqüência diária)
2) previsões 6 meses (freqüência
semanal)
Plano Mestre de Produção
MRP Releases para
Fornecedores Reunião
Gerencial Críticos
Freqüência de envio de release
diferente da recebida da montadora
Material
disponível
produção
Indicadores de desempenho
subjetivos Indicadores trimestrais
Análise de itens
críticos e follow up
Perdas no processo produtivo
Fretes extras
Atendimento ao release e aos
itens críticos de follow up
Fornecedor não sabe real
criticidade
Recebe releases mensais
Informações de item, data
e quantidade a ser
entregue.
Envio dos releases via email e
digitação pelo fornecedor.
Comunicação/ relacionamento
restrita ao release e aos
críticos
Formaliza contrato com o
fornecedor.
Abastece o sistema interno
(Oracle) com informações
fornecedor, itens, LM, R$,
LT e outros
Lotes mínimos
Grandes
Assina contrato com a
Autopeças.
Indicadores de
Desempenho:
- Atendimento ao
release e
confiabilidade de
promessa de
entrega.
- Acuracidade de
quantidade enviada
fisicamente versus
NF.
- Garantia da
freqüência de
entrega pelo
fornecedor.
- Frete extra para
suprir atraso de
entrega.
- Tempo de reação
as variações de
volume e mix.
- Identificação da
embalagens
conforme solicitado
previamente.
86
87
Após cadastro destas informações no sistema, ao receber os releases pela montadora, a
autopeças possui condições de preparar as informações de planejamento e processar o MRP
com objetivo de disponibilizar um novo release aos fornecedores. De posse destes releases, os
fornecedores providenciam planejamento interno para garantir as datas e quantidades
solicitadas nos releases. Diariamente, a área de planejamento de materiais da autopeças e dos
fornecedores se comunicam com objetivo de atender as entregas constantes no releases mais
as variações percebidas e não contempladas nos releases. As peças a serem expedidas no dia,
são separadas e faturadas para entrega no ponto de consolidação de cargas da autopeças. Após
este transporte, os materiais estão disponíveis na autopeças para a sua produção. Neste ponto
se encerra o fluxo em estudo entre autopeças e fornecedores. À direita da Figura 4.6 estão os
indicadores de desempenho atuais para este fluxo.
Até este momento foram observadas várias oportunidades de melhorias das quais:
•
Lotes mínimos de compras muito altos.
•
Não existe uma análise de variações de demandas.
•
Freqüências diferentes de release:. Freqüência dos releases da montadora para a
autopeças semanal para planejamento e diário para entrega. Freqüência dos
releases da autopeças para os fornecedores é mensal.
•
Envio de release da autopeças para os fornecedores via email. Necessidade de
digitação pelos fornecedores.
•
Comunicação entre fornecedores e autopeças restrita ao atendimento dos
releases ou itens críticos, sempre focados em não parar a linha produtiva.
•
Fornecedores não sabem real necessidade de itens críticos.
•
Perdas nos processos produtivos dos fornecedores, pois não seguem o
planejamento de produção. São necessárias intervenções nas linhas produtivas
para atendimento de itens críticos, gerando perdas.
•
Fretes extras devido a não haver tempo hábil para consolidação da carga,
gerando necessidade de embarque direto para a autopeças.
•
Os indicadores são medidos trimestralmente e grande parte subjetivos não
conseguindo mensurar quão efetivo é o fluxo.
88
Para continuação do SSA, como a etapa 3, criação de um sistema relevante e a etapa 4,
construção do modelo conceitual são executadas simultaneamente, elas são aqui apresentadas
conjuntamente.
4.4 Etapas 3 e 4:
Criação de um sistema relevante e do modelo
conceitual
O pesquisador e os participantes buscam novas maneiras de enxergar o sistema em
estudo. As principais fases do SSA estão associadas às etapas 3 e 4 e estas devem estar
conectadas entre si (CASSEL E SYMON, 1994).
A partir da situação real, os participantes foram incentivados a construir o modelo
conceitual (novo modelo). Para isso, foram utilizados os conhecimentos dos participantes,
tanto os conhecimentos explícitos da gestão da cadeia de suprimentos da indústria
automobilística quanto os conhecimentos implícitos identificados nas entrevistas e na revisão
bibliográfica. A Figura 4.7 apresenta o modelo conceitual, ideal, desenvolvido pelos
participantes. As linhas em negrito são as alterações sugeridas para o modelo conceitual com
base no modelo real.
Foi consenso dos participantes não alterar o sentido do fluxo, porém utilizar iniciativas e
práticas já comuns no SCM da indústria automobilística brasileira, entre elas:
•
Utilização do EDI. Uma vez que a autopeças e fornecedores possuem estada
tecnologia, basta aplicá-la no relacionamento. Esta iniciativa possibilitará acertar
a freqüência de envio de releases entre autopeças e fornecedores conforme
freqüência de envio da montadora.
•
Utilização do VMI. Foi sugerido por grande parte dos fornecedores a utilização
no VMI com o objetivo do fornecedor gerenciar o estoque na autopeças de forma
a ter uma visão precisa e exata da real criticidade do item, melhorando assim
também o relacionamento e confiabilidade nas informações.
M
o
n
t
a
d
o
r
a
A
u
t
o
p
e
ç
a
s
F
o
r
n
e
c
e
d
o
r
Definição do projeto,
autopeças e
fornecedores.
Formaliza contrato com o
fornecedor.
Abastece o sistema interno
(Oracle) com informações
fornecedor, itens, LM, R$,
LT e outros.
Assina contrato com a
Autopeças, conforme
condições da Montadora
Plano Mestre de Produção
MRP para previsões
Utilização do VMI diário
Análise de variações com
o residente do fornecedor .
Críticos
Releases via EDI.
1) entregas diárias (freqüência diária)
2) previsões 6 meses (frequencia semanal)
Definição do Estoque de
Segurança junto ao
fornecedor
Releases semanais para previsão
via EDI e diariamente reabastecer
conforme VMI e informações do
residente.
Análise e definição
de itens críticos com
o residente
Otimização da produção,
reabastecimento do estoque
via milk run diário
Material
disponível
produção
Indicadores de
Desempenho:
Análise critica
mensal dos
indicadores com as
áreas de logística.
- % das variações
(plano x real).
- Giro de estoques.
- Fretes extras ( ?
custos extras / ?
valor das NFs).
- Paradas de linha
por falta de material
(? horas paradas /
? horas
trabalhadas)
- Tempo de reação
as variações de
volume e mix.
- Resolução de
problemas pelo
residente (?
problemas
resolvidos / ?
problemas gerados)
Custos da operação
(? despesas
operacionais com o
residente / ? valores
das mercadorias
processadas)
89
Figura 4.7 – Representação do modelo conceitual (proposto)
90
•
Disponibilizar um residente dos fornecedores na autopeças. Metade dos
participantes teve resistência neste ponto devido ao fato de gerar custos hoje
inexistentes. Porém foi entendido que será necessária inclusão de um indicador
para mensurar o custo/benefício desta prática. O residente terá a missão de
representar os fornecedores dentro da autopeças, tanto no que se refere as áreas
de qualidade, engenharia, comercial e principalmente quanto a suprimentos.
Desta forma, contribui-se para um melhor fluxo das informações e,
consequentemente, um melhor relacionamento nas atividades de parcerias
autopeças e fornecedor. Contribuirá ainda para definição de um único estoque de
segurança do elo. Atualmente, a autopeças possuiu um estoque de segurança e os
fornecedores possuem outro estoque de segurança. Somados, estes estoques
podem apenas gerar custos e não segurança. O residente e os planejadores da
autopeças chegarão a um estoque de segurança ótimo para o elo autopeças e
fornecedores. Por fim, o residente terá a missão de, junto aos planejadores da
autopeças, fazer uma análise de itens críticos e solicitar as reais urgências para os
fornecedores.
•
Implantação de um milk run junto aos fornecedores F, D e T. Os participantes
destes três fornecedores entendem que o volume, custos e posição geográfica
justificam a implantação de um milk run entre eles.
Finalizando o modelo conceitual, foi unânime a identificação da necessidade de criação
de novos indicadores que possam mensurar realmente este fluxo. Na Tabela 4.3 são
apresentados os indicadores que segundo os participantes são os que neste momento precisam
ser medidos. Os indicadores foram divididos conforme apresentado na revisão bibliográfica,
as medidas de desempenho utilizadas pelas empresas de classe mundial (world class logistic)
e que pertencem a quatro áreas:
•
Serviço ao cliente/qualidade;
•
Custos;
•
Produtividade e
•
Gerenciamento de ativos.
91
Foi consenso também dos participantes que estes indicadores precisarão ser revisados
freqüentemente por entenderem que hoje eles são importantes, porém poderão deixar de ser
ou ainda precisarão de outros indicadores acrescentados a estes.
ÁREAS
TABELA 4.3 – Indicadores de desempenho do modelo conceitual.
INDICADORES
FÓRMULAS DE CÁLCULOS
% das variações (plano x
real).
Serviços aos
Clientes
∑ das quantidades consumidas / ∑ das
quantidades previstas no release
Paradas de linha por falta de
∑ horas paradas / ∑ horas trabalhadas
material
Custos da operação com o
residente
∑ despesas operacionais com o
residente / ∑valores das peças
compradas
Fretes extras
∑ custos extras / ∑ valor das NFs
Produtividade
Resolução de problemas
pelo residente
∑ problemas resolvidos / ∑ problemas
gerados
Gerenciamento de
ativos
Giro de estoques
(autopeças e fornecedores).
Consumo anual / Estoque médio
Custos
Na área de serviços aos clientes, o objetivo foi medir as variações de demandas entre o
planejado e o realizado, uma vez que a maioria dos participantes diz existir variações, porém
até então não havia sido mensurado o quanto. Outro indicador desta área foi o de medir o
tempo de paralisação da linha em relação ao total de horas trabalhadas com objetivo de poder
comparar horas paradas com os percentuais de variações e analisar a relação entre eles.
Na área Custos, a preocupação foi de mensurar os custos de duas operações novas
propostas pelo modelo conceitual: O residente e o milk run. O indicar relacionado ao residente
medirá o percentual de custos que este impacta em todo o faturamento do fornecedor. Com
isso espera-se conseguir avaliar a relação custo/benefício do residente. Quanto ao milk run,
acredita-se que uma vez implantado com rotas diárias, não acontecerão custos extras de fretes.
O acompanhamento do indicador de custos extras de fretes possibilitará verificar se o milk run
realmente contribuirá para a diminuição de fretes extras.
Na área Produtividade, o foco será a produtividade do residente, como forma
complementar de análise junto ao indicador custo da operação com o residente, para
finalmente poder mensurar o custo/benefício do residente.
92
Por fim, na área Gerenciamento de ativos, o objetivo será de analisar os estoques
integrados, ou seja, a somatória dos estoques no fornecedor e na autopeças, uma vez que o
modelo conceitual propõe estoques de seguranças calculados em conjunto. Vale ressaltar que
atualmente os participantes já utilizam o conceito de giro de estoques, porém esta mensuração
é utilizada somente internamente.
A etapa 5, comparação entre a representação gráfica e o modelo conceitual e a etapa 6
sugestões para mudança, são executadas simultaneamente, desta forma, elas são aqui
apresentadas conjuntamente.
4.5 Etapas 5 e 6:
Representação real versus modelo conceitual
e sugestões de mudanças
A etapa 5 tem como objetivo identificar atividades que fazem parte do modelo
conceitual, mas que não acontecem no mundo real e também atividades do mundo real que
não estão incluídas no modelo conceitual (CASSEL E SYMON, 1994). Os autores dizem que
a etapa 6 consiste em debater e definir a lista das possíveis mudanças. Na tabela 4.4 são
apresentadas as comparações e as sugestões. A coluna “presença” tem como função informar
se a atividade do modelo conceitual está presente ou não na situação real. A coluna
“avaliação”, por sua vez avalia se a atividade presente do modelo conceitual é “boa”, caso não
necessite de melhorias segundo os participantes, “regular”, caso necessite de melhorias,
porém não impactam paradas de produção e finalmente “ruins” caso necessite de melhorias e
se não implementadas gerarão impactos quanto às paradas de produção.
93
4
Cadastro das
informações no sistema
interno (ERP-MRP –
Oracle)
lotes mínimos de compra
5
Lead time
6
Estudo e definição do
estoque de segurança
(ES)
7
Recebimento releases da
montadora via EDI diário
(entrega) e semanal
(planejamento horizonte
de seis meses)
8
Execução do PMP e do
MRP para envio do
release para os
fornecedores
9
Envio dos releases aos
fornecedores
10
Utilização de um
residente do fornecedor
(in plant representative)
11
Análise das variações de
volume e mix
Avaliação
Sim
Regular
Boa
Sim
Ruim
Sim
Boa
Sim
Sim
Sim
Regular
3
Ruim
Assinatura do contrato
autopeças e
fornecedores
Definição do projeto,
autopeças e fornecedores
feito somente pela
montadora
Assinatura do contrato como
parte do processo
Sim
Sim
Não
Maior envolvimento da
autopeças, possibilitando
utilização do manual de
desenvolvimento de
fornecedores
desenvolvido
Definição detalhadas das
responsabilidades,
direitos, deveres e
penalidades.
Estudo quantitativo em
conjunto autopeças e
fornecedores
Alto lead time
Estudo para otimização
processo produtivo da
cadeia e estudo
quantitativo em conjunto
para definição da gestão
de estoques
Definição de ES na
cadeia como um todo,
fazendo definição em
conjunto.
Autopeças define seu ES e
fornecedor define seu ES
Execução do PMP E MRP
mensalmente
Não
Sugestões
Grandes lotes mínimos
Ruim
2
Situação Real
Ruim
Definição dos
fornecedores com
participação direta da
autopeças
Sim
1
Ruim
Atividade do
Modelo Conceitual
Presença
TABELA 4.4 – Comparação da situação real e modelo conceitual com lista de sugestões (continua).
Envio via email e digitação
pelo fornecedor
Executar PMP e MRP
para envio dos releases
aos fornecedores com a
mesma freqüência
recebida da montadora
Utilização de EDI e VMI
com fornecedores
Implantação do residente
na autopeças para
solucionar problemas
(qualidade, engenharia e
logística) do dia a dia
Análise das variações em
conjunto com o residente
para identificação e
definição de plano de
ação para atendimento
94
13
Reabastecimento via VMI
14
Otimização do transporte
das matérias primas
15
Indicadores de
desempenho
16
Análise dos indicadores
de desempenho
17
Comunicação /
relacionamento freqüente
para geração de
melhorias
Avaliação
Ruim
Análise de itens críticos
(parada de produção)
Situação Real
Sugestões
Informação de itens críticos
e follow up nos fornecedores
sem certeza da criticidade
Análise diária de itens
críticos junto ao residente
para identificação e plano
de ação para
atendimento.
Utilização do
VMI para reposição do
estoque da autopeças
com auxílio do residente
Implantação do milk run
para os fornecedores
instalados na mesma
rota.
Indicadores.
1)% das variações
2)Giro de estoques
3) Fretes extras
4) Parada de linha por
falta de material
5) Utilização residente
6) Custos do residente
Envio mensal e análise
crítica dos resultados
pela área de logística dos
fornecedores.
Reuniões periódicas com
objetivo de avaliar
situação atual e propor
melhorias futuras
Ruim
Ruim
Ruim
Sim
Sim
Sim
Não
Não
12
Sim
Atividade do
Modelo Conceitual
Presença
TABELA 4.4 – Comparação da situação real e modelo conceitual com lista de sugestões.
Indicadores de desempenho
subjetivos e/ou não
utilizados para melhorias.
Envio trimestral dos
indicadores para a área de
qualidade dos fornecedores
Comunicação /
relacionamento restrito ao
atendimento dos itens
críticos e release
A etapa 7 envolve a implementação das mudanças acordadas na etapa anterior. No
entanto, neste trabalho não são abordadas a aplicação e nem a implementação das sugestões
obtidas desta formulação. O escopo deste trabalho é análise e debate das diferenças entre
representação gráfica da situação real e o modelo conceitual (proposto) com a geração da lista
de sugestões, como caracterizado no capítulo 3. Porém, como consenso, facilidade e
capacidade tecnológica, o EDI foi implementado e já está funcionando entre a autopeças e o
fornecedor T. Este fato evidencia a integração e a intenção dos participantes em utilizar este
trabalho como melhoria no SCM. Outras sugestões de melhorias serão implementadas, porém
as limitações de tempo restringem a sua apresentação neste trabalho.
95
5 Conclusões e Recomendações
A competitividade global no qual o ambiente empresarial está envolvido tem levado as
empresas a buscarem mudanças tanto na sua estruturação interna, o que diz respeito a
programas e técnicas de melhoria e redução de custos, quanto na sua estruturação com o meio
externo, o relacionamento com fornecedores e clientes. Neste sentido, com o objetivo de
integrar estruturação interna e interna através de uma visão holística, surge o SCM, que vem
sendo utilizado como uma das ferramentas mais importantes na busca por maiores lucros e
participação no mercado dos mais diversos ramos de atividades. Em especial, na indústria
automobilística, o SCM tem apresentado várias iniciativas e práticas que buscam gerar um
diferencial competitivo para o setor. Porém, observam-se as aplicações destas iniciativas e
práticas do SCM com foco na rede imediata as montadoras (Tier 1). Neste sentido, o trabalho
teve sua origem na proposta de se analisar e propor melhorias na continuação da cadeia do
setor automobilístico, no elo autopeças e seus fornecedores (Tier 2) e que permitiram concluir
que o SCM é e ainda pode ser mais útil no fornecimento da autopeças, elo autopeças e
fornecedores.
Os fornecedores não consideram a autopeças como um cliente e sim como mais um
intermediário para atender o principal cliente, a montadora. Consequentemente a autopeças
fica sem poder de negociação e dependente da montadora. A origem deste problema está no
início do projeto da montadora, quando esta define todos os fornecedores participantes da
cadeia, ou seja, os fornecedores da autopeças são definidos pela montadora. Embora
posteriormente a autopeças possa desenvolver outro fornecedor, encontram-se dificuldades
devido aos baixos volumes produzidos no Brasil, não possibilitando economia em escala, não
viabilizando o desenvolvimento de dois fornecedores para um mesmo item. A autopeças por
sua vez entende e aceita esta condição como forma de se manter no mercado e considera
ainda que está “no meio do sanduíche” entre forças da montadora e dos fornecedores,
dificultando ações de melhorias e desenvolvimento.
Apesar das várias iniciativas e práticas do SCM entre a montadora e autopeças,
podendo ser citadas: a utilização do EDI, milk run, residente, desenvolvimento de
fornecedores, follow sourcing e outros, o mesmo não foi constatado na continuação da cadeia
entre a autopeças e seus fornecedores. Embora os participantes demonstrem conhecimentos
96
teóricos em SCM, no dia a dia do relacionamento autopeças e fornecedores existem
oportunidades de melhorias, como evidenciadas na etapa 5 do SSA.
Com base nos resultados obtidos na pesquisa pode-se concluir que a implementação da
lista de sugestões obtidas no trabalho, tornará o elo autopeças e fornecedores mais alinhados
com as iniciativas e práticas do SCM da indústria automobilística brasileira.
Na prática, o trabalho reforçou o conhecimento dos participantes quanto aos conceitos
abordados, mesmo que já compreendidos anteriormente. Desta forma, evidenciou a
necessidade da utilização das iniciativas e práticas do SCM em todos os elos da cadeia de
suprimentos de forma a otimizar os processos, reduzindo os custos tanto financeiros quanto os
de relacionamentos, tornando o dia a dia das empresas no mínimo mais conscientes dos
objetivos e atividades.
Desta forma, foi confirmado que a colaboração dentro da cadeia de suprimentos ocorre
quando duas ou mais empresas dividem responsabilidades de trocar informações sobre
planejamento, gestão, execução e medição de desempenho (PIRES, 2004). Este fato ficou
evidenciado e confirmado por todos os envolvidos, uma vez que as informações não fluíam
normalmente pela cadeia, gerando retrabalhos e perdas recorrentes.
A utilização crescente da tecnologia de informação representa um grande aliado e
parte fundamental do SCM, pois possibilita o intercâmbio de informações de forma efetiva e
permite a tomada de decisões em tempo hábil para uma reação imediata. Normalmente,
observam-se dificuldades financeiras como justificativa para a não implementação da
tecnologia da informação, porém neste trabalho foi evidenciados que existem recursos
financeiros. Diante disso a utilização da tecnologia da informação como facilitadora do SCM
foi aplicada, uma vez que é percebida, através deste trabalho, como importante pelos
participantes. A aplicação foi a implementação do EDI junto ao fornecedor T, uma vez que
ambos possuíam a tecnologia e o trabalho, ao sugerir esta mudança para melhoria na cadeia,
foi imediatamente implementada.
Até antes do início deste trabalho a única e grande preocupação entre autopeças e
fornecedores era garantir o abastecimento da montadora não gerando problemas com paradas
de produção. Não existia interesse e nem vontade em se perguntar “o que podemos fazer para
melhorarmos nossa gestão?”. Primeiro devido ao fato já relatado da preocupação dos
fornecedores em atender o cliente montadora. Outro motivo, o fato de se focar em não parar a
linha de produção diariamente não tendo tempo para se pensar numa visão holística e
97
estratégica. Por outro lado, este trabalho contribuiu para que os participantes percebessem a
importância de planejar com uma visão holística que no futuro contribuirá para menos
problemas diários, levando as pessoas a trabalharem preventivamente e não corretivamente.
Ficou evidente para os participantes a mudança de postura de solucionadores de problemas
para os geradores de melhorias.
De forma geral, deve-se ressaltar a importância de se estabelecer indicadores para a
avaliação de desempenho da cadeia como um todo, considerando a integração entre os elos, a
interface entre os diferentes processos, através de medidas que possam ser comuns aos elos
constituintes da cadeia. Os indicadores desenvolvidos pelo trabalho serão utilizadas para
percepção de quão otimizado está o elo e não quão ruim. Desta forma os participantes passam
a querer utilizar os indicadores que até então não sabiam nem quais eram.
Finalmente, é importante destacar que durante e após a aplicação do SSA, observou-se
uma maior harmonia entre as empresas, que eram conhecidas por gerar conflitos e problemas
de atendimento às demandas da cadeia. Isto devido a um maior contato e envolvimento não só
nas resoluções dos problemas, mas também na análise de melhorias futuras, aprendendo
assim, trabalhar e compreender as dificuldades umas das outras, conseqüentemente a cooperar
entre si.
5.1 Sugestões para trabalhos futuros.
Nesta pesquisa foram abordados os aspectos qualitativos no elo autopeças, objeto de
estudo, e seus fornecedores, através da aplicação da técnica SSA. Mesmo acreditando que este
trabalho é uma amostra real da segunda camada (Tier2) do SCM da indústria automobilística
brasileira, não é feita nenhuma generalização dos resultados obtidos para a população de
autopeças brasileiras.
Com objetivo de incentivar a continuação da pesquisa nos pontos abordados por este
trabalho, seguem sugestões para pesquisas futuras:
•
Análise dos resultados das implementações sugeridas na autopeças objeto de
estudo.
•
Estudo quantitativo das sugestões relativas à lead time, lotes mínimos e estoque
de segurança.
98
•
Mensurar quantitativamente os ganhos em se utilizar os conceitos de SCM.
•
Estudo e análise das práticas e iniciativas utilizadas no SCM no elo autopeças e
seus fornecedores do setor automobilístico brasileiro.
•
Análise comparativa das utilizações das iniciativas e práticas de SCM entre
autopeças participantes de condomínio industrial, consórcio modular e cadeia
tradicional.
•
Definição de indicadores de desempenho para mensuração do SCM na indústria
automotiva.
•
Comparação das iniciativas e práticas de SCM utilizadas pelas empresas do setor
industrial localizadas em Itajubá-MG.
99
Referências Bibliográficas
ANFAVEA, Associação Nacional dos Fabricantes de Veículos Automotores, “Anuário
Estatístico da Indústria Automobilística Brasileira”, 1999.
ALVES, A.G.; CERRA, A.L.; MAIA, J.L.; SACOMANO, M.N.; BONADIO, P.V..
Pressupostos da gestão da cadeia de suprimentos: evidências de estudos sobre a
indústria automobilística. Revista gestão e produção v.11, n.3, p.275-288, set.-dez. 2004
BALLOU, R.H. Gerenciamento da Cadeia de Suprimentos: planejamento, organização e
logística empresarial. 5. ed. Tradução: Elias Pereira. Porto Alegre: Bookman, 2006.
BEDÊ, M.A. “A indústria Automobilística no Brasil nos anos 90: Proteção Efetiva
Reestruturação e Política Industrial”, Tese de Doutorado, Universidade de São Paulo –
USP, São Paulo, 1996.
BOWERSOX, D.J.; CLOSS, D.J. Logística Empresarial: O processo de integração da
cadeia de suprimento. São Paulo: Atlas, 2001.
BRICKLEY, J.; SMITH, C.; ZIMMERMAN, J. Managerial economics and organizational
architecture. Boston: Irwin/ McGraw – Hill, 2001.
CARLINI, G. A logística integrada como ferramenta para a competitividade em uma
agroindústria. Porto Alegre. 127p. Dissertação (Mestrado) – Escola de Administração,
Universidade Federal do Rio Grande do Sul, 2002
CARMO, L.F.R.S.; HAMACHER, S. A evolução da cadeia de suprimentos da indústria
automobilística no Brasil. Revista de Administração Contemporânea – RAC, v.5, n.2, p.201
– 220, 2001.
CASSELL, C.; SYMON, G.; Qualitative Research in work contexts, in C. Cassell e G.
Symon (EDS), Qualitative Methods in Organizational Research: A Practical Guide.
Londres: Sage. pp 1-13; 1994.
CHRISTOPHER, M. Logística e gerenciamento da cadeia de suprimentos: estratégia
para a redução de custos e melhoria dos serviços. Pioneira, São Paulo, 1997.
CLM - COUNCIL OF LOGISTICS MANAGEMENT. World Class Logistics: the
Challenge of Managing Continuous Change: CLM Oak Brook, 1995.
COLLINS, R.; BECHLER, K.; PIRES, S. Outsourcing in the Automotive Industry: From
JIT to Modular Consortia. European Management Journal, v.15, n.5, 1997.
CONCIL OF LOGISTICS MANAGEMENT, CLM, disponível em www.clm1.org ou
www.cscmp.org , 1998.
COOPER, M.C. “Logistics in the Decade of the 1990” in Robeson J.F. e Copacino W.C.,
“The Logistic Handbook” pp 35 - 53; 1994.
100
COOPER, M.; LAMBERT, D.; PAGH, J. Supply chain management – more than a new
name for logistics. International Journal of Logistics Management, v.8, n.1, 1997.
COUTINHO, L; LAPLANE, M; TAVARES, FILHO,N ; KUPFER, D; FARINA, E;
SABBATINI, R. estudo da competitividade de cadeias integradas no Brasil: impactos das
zonas de livre comércio. Cadeia automobilística. UNICAMP/MDIC/MCT/FINEP,
Campinas, 2002.
DIAS, A.; SALERNO, M. Novos padrões de relacionamento entre montadoras e
autopeças no Brasil: algumas proposições. XXI Encontro Nacional de Engenharia de
Produção – ENEGEP Anais, Salvador, 2001.
FARAH, Osvaldo E. Empresas criação & administração. São Paulo: Érica, 1999.
FENABRAVE – Federação Nacional da Distribuição de Veículos Automotores, “A
Distribuição de Veículos no Brasil”, Relatório de Pesquisa Histórica, São Paulo, Maio, 1998
FLEURY, P.F.; WANKE, P.; FIGUEIREDO, K.F. Logística Empresarial: a perspectiva
brasileira. 1.ed. São Paulo: Atlas, 2000.
FIRMO, A.C. Gerenciamento da cadeia de suprimentos no setor automobilístico: um
estudo de caso no consórcio modular. Dissertação de Mestrado, UNIFEI, 2005.
FRAZELLE, E. Supply Chain Strategy: the logistics of Supply Chain Management.
McGraw-Hill, 357p, 2001.
FURLANETO, E. L. Formação das estruturas de coordenação nas cadeias de
suprimentos: estudo de caso em cinco empresas gaúchas. Porto Alegre. 292p. Tese
Doutorado – Escola de Administração, Universidade Federal do Rio Grande do Sul, 2002.
GOBBO, J.A; PIRES, S. R. I. Gestão da Cadeia de suprimentos: Um estudo de caso no
setor de máquinas rodoviárias. XVII Encontro Nacional de Engenharia de Produção –
ENEGEP anais, Gramado – RS, 1997.
HIJAR, M.F; GERVÁSIO, M.H.; FIGUEIREDO, K.F. Mensuração de desempenho
logístico e o modelo World Class Logistics. Centro de Estudos em Logística, COOPEAD,
2005.
JESUS, G. Estudo de caso sobre a medição desempenho da cadeia de suprimentos de
uma montadora de autoveículos. Dissertação (Mestrado) – Departamento de Engenharia de
Produção, Universidade Federal de São Carlos, 2003.
LAMBERT, D.M., STOCK, J.R., ELLRAM, L.M. Fundamentals of Logistics
Management. 1 ed. New York, Irwin-McGraw Hill, 1998
LAMBERT, D.M.; POHLEN, T.L. “Supply Chain Metrics”, The International Journal of
Logistics Manager . v. 12, n. 1, p. 1-18, 2001.
LAPA, C.J.; PACHECO, A.; KUBO, E. Ford Brasil, Planta de Camaçari (BA): A
Estratégia de Excelência Operacional. Fundação Instituto de Administração da Faculdade
de Economia, Administração e Contabilidade da Universidade de São Paulo, monografia
MBA Executivo Internacional, 2005
101
LIMA , M.P. Estoque : custo de oportunidade e impacto sobre os indicadores
financeiros, Disponível em www.cel.coppead.ufrj.br , 2003.
LUMMUS, R. R.; VOKURKA, R. J. Defining supply chain management: a historical
perspective and practical guidelines. Industrial Management & Data Systems, v. 99, n. 1,
p.11–17, 1999.
MARX, R.; ZILBOVICIUS, M.; SALERNO, M. S. The modular consortium in a new VW
truck plant in Brazil: new forms of assembler and supplier relationship. Integrated
Manufacturing Systems, v. 8, n. 5, p. 292-298, 1997.
MAZZEO, M. A. P. A importância da informação na logística: programação de peças
pequenas por nível de Estoque na Fiat. Florianópolis. 203p. Dissertação (Mestrado) –
Universidade Federal de Santa Catarina, 2001.
MCHUG, M; HUMPHREYS, P; MCLVOR, R. Buyer-supplier relationships and
organizational health. The Journal of Supply Chain Management, v. 39, n. 2, p. 15-25, May
2003.
MIGUEL, P.A.C. Estudo de caso na engenharia de produção: estruturação e
recomendações para sua condução. Produção, v.17, n.1, p.216-229, Jan/Abr. 2007.
MIRANDA, J. L. Procedimento para análise da viabilidade da utilização de operadores
logísticos na cadeia de suprimentos. Tese (Doutorado em Engenharia de Produção) – Escola
de Engenharia de São Carlos, Universidade de São Paulo, São Carlos, 2002.
MIRANDA, S.; OLIVEIRA, D. Globalização e Setor Automotivo: A visão dos
trabalhadores. Revista de Administração da USP, v. 31, n. 1, 1996.
MELLO, S. Gerenciamento da Logística e Cadeia de Suprimento, São Paulo, IMAM,
1999.
NAVARRO, J.C.C. Planejamento de vendas e operações (S&OP): um estudo de caso em
uma empresa da indústria de telecomunicações, dissertação de mestrado – UNIFEI, 2006.
NEELY,A. KENNERLEY, M.; Measuring performance in a changing business
environment. International Journal of Operations & Production Management , v23, n.2,
p.213-29, 2003.
NOVAES, A.G. Logística e gerenciamento da cadeia de distribuição: estratégia, operação e
avaliação. 3.ed. Rio de Janeiro: Campus, 2007.
PARRA, P. H. Análise da gestão da cadeia de suprimentos em uma empresa de
computadores. Dissertação (Mestrado) – Faculdade de Engenharia Mecânica e de Produção,
Universidade Metodista de Piracicaba, Santa Bárbara d’Oeste. 163p, 2000.
PELLEGRINOTTI, C.C; SALLES, J.A.A, avaliação de fornecedores e estratégias de
produção em empresas de autopeças: uma análise exploratória na região de Piracicaba.
ENEGEP, 2006.
102
PIRES, S. R. I. Managerial implications of the modular consortium model in a Brazilian
automotive plant. International Journal of Operations & Production Management, v. 18, n. 3,
p. 221-232, 1998
PIRES, F. E. B. Gerenciamento da cadeia de suprimentos: tendências da indústria
automobilística brasileira. Revista Tecnologística, n. 88, p. 52-58, Março, Editora Publicare,
2003
PIRES, S. R. I. Gestão da Cadeia de Suprimentos (Supply Chain Management) –
Conceitos, Estratégias e Casos. São Paulo, Atlas, 2004
PORTER, M. Vantagem Competitiva, ed. 14, São Paulo. Campus, 2000.
ROBLES, L. A prestação de serviços de logística integrada na indústria automobilística
no Brasil: em busca de alianças logísticas estratégicas. Tese (Doutorado) – Faculdade de
Economia, Administração e Contabilidade – Universidade de São Paulo. 2001.
VENANZI, D. Os Ganhos das Novas Configurações na Indústria Automobilística e as
Supply Chain Management (SCM). Dissertação (Mestrado em Administração de Empresas)
- Centro Universitário de Sant'anna, 2000.
SALERNO, M.S.; ZIBOVICIUS, M.; ARBIX, G.; DIAS, A.V.C., “Mudanças e
persistências no padrão de relações entre montadoras e autopeças no Brasil”. Revista de
Administração, Vol. 33, No. 3, Julho/Setembro, pp. 16-28, 1998.
SCHIMITT, H. B. Modelo de Avaliação de desempenho de Operadores Logísticos
Atuantes no Setor Agrícola de Cargas a Granel. Dissertação (Mestrado em Engenharia de
Produção) – Universidade Federal de Santa Catarina, Florianópolis, 2002.
SEGRE, L.; MARMOLEJO R., F.; DUMANS, G. Inovações tecnológicas no setor
automobilístico: impactos e tendências. ENEGEP 1998.
SILVA, E. L; MENEZES, E. M.; Metodologia da pesquisa e elaboração de dissertação.
4ed, Florianópolis: UFSC, 138p, 2005.
SIMCHI-LEVI, D., KAMINSKY, P.Designing and Managing the Supply Chain Concepts, Strategies and Case Studies. 1 ed. New York, McGraw-Hill, 2000.
SIMCHI-LEVI, D.; KAMINSKY, P.; SIMCHI-LEVI, E. - Cadeia de suprimentos – Projeto
e Gestão. Trad.Marcelo Klippel, São Paulo, Bookman, 2003.
SIQUEIRA, R. Gerenciamento do Relacionamento com Fornecedores: um estudo de caso
na indústria de telecomunicações. Dissertação de Mestrado, UNIFEI, 2005.
SLACK, N. et al. Administração da Produção, Ed. Atlas, SP, 2002.
THIOLLENT, M. Metodologia de Pesquisa-ação. Ed. Cortez, 14ed, SP, 2005.
TRIVIÑÕS, A. N. S. Introdução à pesquisa em ciências sociais: a pesquisa qualitativa em
educação. São Paulo: Atlas, 1995.
103
VILLARINHO, M.E. Um sistema de qualificação de fornecedores através da aplicação da
metodologia do gerenciamento de processos. Dissertação de mestrado, engenharia de
Produção, UFSC, Florianópolis, Junho de 1999.
VOLLMANN, T.E.; CORDON, C. Making Supply Chain Relationships Work. M2000
Business Briefing, Nº 8, IMD, Lausanne, 1996.
WANKE, P. Uma Revisão dos Programas de Resposta Rápida: ECR, CRP, VMI, CPFR,
JIT
II.
Rio
de
Janeiro:
Coppead
–
UFRJ,
2004.
Disponível
em
http://www.centrodelogistica.com.br/new/fs-busca.htm?fr-art_revisao_programas.htm Acesso
em: Julho 2006.
WOOD Jr., Thomaz; ZUFFO, Paulo. Knörich. Supply Chain Management. Revista de
Administração de Empresas, São Paulo, v. 38, n. 3, p. 61, jul./set. 1998.
YIN, R. K. Estudo de Caso: Planejamento e Métodos. Trad. Daniel Grassi. Porto Alegre:
Bookman, 2005.