PulsePower 500
IMP496
®
Para uso com máquinas de códigos 10075 a 10082.
A Segurança depende de você
Os equipamentos de solda e corte a arco
da Lincoln são projetados e construídos
tendo a segurança em mente. Entretanto,
a sua segurança total pode ser aumentada
através da instalação adequada... e da
operação consciente de sua parte. NÃO
INSTALE, OPERE OU CONSERTE ESTE
EQUIPAMENTO SEM LER ESTE
MANUAL E AS PRECAUÇÕES DE
SEGURANÇA NELE CONTIDAS. E, o
mais importante, pense antes de agir e
seja cuidadoso.
R
MANUAL DO OPERADOR
Líder Mundial em Equipamentos de Solda e Corte
Principal Fabricante de Motores Industriais
• Vendas e Serviços através de Nossos Distribuidores e Subsidiárias em todo o mundo
Av.Torres de Oliveira, 329 - 05347-020 - São Paulo - SP - Brasil Fone: (011)268.6333; FAX: (011)268.3170
Março de 1994
ATENÇÃO!
A SOLDA A ARCO pode ser perigosa.
PROTEJA OS OUTROS E A SI MESMO DE FERIMENTOS GRAVES OU MORTE. MANTENHA AS CRIANÇAS
AFASTADAS. PORTADORES DE MARCAPASSO DEVEM CONSULTAR O MÉDICO ANTES DE OPERAR O
EQUIPAMENTO.
Leia e entenda os pontos de segurança abaixo. Para maiores informações, é altamente recomendável que você compre uma
cópia do “Safety in Welding & Cutting - ANSI Standard Z49.1” da American Welding Society, P.O.Box 351040, Miami, Florida
33135 ou o CSA Standard W117.2-1974. Uma cópia grátis do livreto “Arc Welding Safety” E205 pode ser solicitada à Lincoln
Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSEGURE-SE DE QUE TODOS OS PROCEDIMENTOS DE INSTALAÇÃO, OPERAÇÃO, MANUTENÇÃO E
CONSERTO SEJAM REALIZADOS APENAS POR PROFISSIONAIS QUALIFICADOS.
CHOQUE ELÉTRICO pode
matar.
A IRRADIAÇÃO DO ARCO
pode queimar.
1.a. Os circuitos do eletrodo e da obra (ou terra)
estarão energizados quando a máquina de
solda estiver ligada. Não toque essas partes
energizadas com a pele desprotegida ou
com roupas úmidas. Use luvas secas e sem
furos para isolar as mãos.
2.a. Use uma máscara com o filtro e as placas de
proteção apropriadas para proteger seus olhos
das faíscas e da irradiação do arco ao soldar ou
observar um arco de solda aberto. A máscara e
o filtro devem estar de acordo com a norma ANSI Z87.I
2.b. Use roupas adequadas, feitas com material resistente à
prova de fogo para proteger sua pele e a de seus assitentes
da irradiação do arco.
1.b. Isole seu corpo da obra e do terra usando isolamento seco.
Assegure-se de que o isolamento seja grande o suficiente
para cobrir toda a área de contato com a obra e o chão.
2.c. Proteja as outras pessoas próximas com biombos adequados
e não inflamáveis e/ou advirta-as para não observarem o
arco e não se exporem à irradiação do arco, aos respingos
ou ao metal quente.
Em complemento às preocupações de segurança
normais, se a solda deve ser feita sob condições
eletricamente perigosas (em locais com névoa ou usando
roupas úmidas; em estruturas de metal como grades de
apoio, treliças ou andaimes; em posições incômodas,
como sentado, ajoelhado ou deitado; se houver alto
risco de contato com a obra ou com o chão, ou se o
contato não puder ser evitado), use o seguinte
equipamento:
• Máquina de solda (de arame) Semi-Automático
de Corrente Contínua (DC).
• Máquina de solda Manual DC (de Eletrodo
revestido).
• Máquina de solda de Corrente Alternada (AC)
com Controle de Tensão Reduzido.
FUMOS E GASES
podem ser perigosos.
3.a. A solda pode produzir fumos e gases
perigosos para a saúde. Evite inalar esses
fumos e gases. Ao soldar, mantenha sua
cabeça afastada dos vapores. Mantenha
ventilação e/ou exaustão suficientes sobre o arco para
manter os fumos e gases longe de sua respiração. Ao
soldar com eletrodos que necessitem de ventilação
especial, como eletrodos inoxidáveis ou de
revestimento duro veja instruções na caixa ou na
MSDS), ou em aço revestido com chumbo ou cádmio e
outros metais ou revestimentos que produzam fumos
altamente tóxicos, mantenha o mínimo de exposição
possível, sempre abaixo dos Threshold Limit Values
(TLV), usando exaustão local ou ventilação mecânica.
Em espaços fechados, ou sob algumas circunstâncias
em ambientes abertos, um respirador pode ser
necessário. Também são necessárias precauções
adicionais ao soldar aço galvanizado.
1.c. Na solda de arame semi-automática, o eletrodo, o carretel
do eletrodo, o cabeçote de solda, e o bocal ou tocha semiautomática também estão energizados.
1.d. Assegure-se sempre de que o cabo-obra tenha um bom
contato elétrico com o metal a ser soldado. A conexão deve
ser feita o mais próximo possível da área a ser soldada.
1.e. Aterre a obra ou o metal a ser soldado a um terra elétrico.
3.b. Não solde em locais próximos a vapores de hidrocarbonetos
clorados advindos de operações de desengraxe, limpeza ou
aplicação de spray.
O calor e os raios do arco podem reagir com os vapores do
solvente e formar fosfogeno, um gás altamente tóxico, e outros
produtos irritantes.
1.f. Mantenha o porta-eletrodo, o grampo-obra, o cabo de solda
e a máquina de solda em condições de operação boas e
seguras. Substitua isolamentos danificados.
1.g. Nunca mergulhe o eletrodo na água para resfriá-lo.
3.c. Gases de proteção podem deslocar o ar e causar lesões ou
morte. Sempre use ventilação suficiente, especialmente em
áreas fechadas, para garantir que o ar possa ser respirado.
1.h. Nunca toque simultaneamente as partes energizadas dos
porta-eletrodos conectados a duas máquinas de solda
diferentes porque a tensão entre as duas pode resultar na
tensão de circuito aberto de ambas as máquinas.
3.d. Leia e entenda as instruções do fabricante para este
equipamento e para os consumíveis a serem usados, inclusive
a Folha de Dados de Segurança de Materiais (FDSM), e
siga as práticas de segurança da sua empresa. Formulários
FDSM estão disponíveis no seu distribuidor ou no fabricante.
1.i. Ao trabalhar acima do nível do solo, use um cinto de
segurança para evitar uma queda se você levar um choque.
1.j. Veja também os ítens 6.c. e 8.
Abril de 93
3.e. Veja também o item 7.b.
– 2a –
AS FAÍSCAS DA SOLDA
podem causar incêndio
ou explosão
O CILINDRO pode explodir
se estiver danificado.
5.a. Use apenas cilindros de gás comprimido
que contenham o gás de proteção correto
para o processo usado, e reguladores
operando adequadamente, projetados para
o gás e a pressão utilizados. Todos os bocais, juntas, etc.
devem ser adequados para a aplicação e devem ser mantidos
em boas condições.
4.a. Remova os riscos de incêndio da área de
soldagem. Se isso não for possível, cubraos para prevenir que as faíscas da solda causem um
incêndio. Lembre-se de que as faíscas de solda e os
materiais quentes da solda podem passar facilmente por
pequenas fendas e aberturas para áreas adjacentes. Evite
soldar próximo a linhas hidráulicas. Tenha sempre um
extintor de incêndio disponível.
5.b. Mantenha sempre os cilindros na posição vertical,
acorrentados firmemente a um carrinho ou a um suporte fixo.
4.b. Quando gases comprimidos forem utilizados no local de
trabalho, devem ser tomadas precauções especiais para
prevenção de riscos. Veja “Safety in Welding and Cutting”
(Norma ANSI Z49.1) e as informações de operação para o
equipamento que estiver sendo usado.
5.c. Os cilindros devem ser colocados:
• Longe de áreas onde possam sofrer impactos ou danos
físicos.
• A uma distância segura das operações de solda a arco ou
corte, ou de qualquer outra fonte de calor, faíscas ou chamas.
4.c. Quando não estiver soldando, assegure-se de que nenhuma
parte do circuito do eletrodo esteja tocando o terra ou a
obra. O contato acidental pode causar sobreaquecimento e
criar um risco de incêndio.
5.d. Nunca deixe o eletrodo, o porta-eletrodo ou qualquer outro
componente energizado tocar um cilindro.
5.e. Mantenha sua cabeça e seu rosto afastados da saída da
válvula do cilindro ao abri-la ou fechá-la.
4.d. Não aqueça, corte ou solde tanques, tambores ou containers
até que sejam tomadas medidas apropriadas para assegurar
que tais procedimentos não criarão vapores inflamáveis ou
tóxicos a partir das substâncias internas. Eles podem
causar explosões, mesmo se os recipientes tiverem sido
“limpos”. Para mais informações, adquira “Recommended
Safe Practices for the Preparation for Welding and Cutting
of Containers and Piping That Have Held Hazardous
Substances”, AWS F4.1 da American Welding Society (veja
endereço na página anterior).
5.f. As capas de proteção da válvula devem sempre estar no
lugar e apertadas manualmente, exceto quando o cilindro
estiver sendo usado ou estiver conectado para o uso.
5.g. Leia e siga as instruções nos cilindros de gás comprimido,
nos equipamentos associados e na publicação P-I,
“Precautions for Safe Handling of Compressed Gases in
Cylinders”, da CGA, disponível na Compressed Gas
Association, 1235 Jefferson Davis Highway, Arlington, VA
22202.
4.e. Ventile encapsulamentos ocos ou containers antes de aquecer,
cortar ou soldar. Eles podem explodir.
4.f. O arco de solda lança faíscas e respingos. Use roupas de
proteção sem óleo, como luvas de couro, camisa grossa,
calças sem bainhas, sapatos de segurança e um boné sobre
seu cabelo. Use protetores auriculares quando estiver
soldando fora de lugar ou em locais fechados. Sempre use
óculos de segurança com protetores laterais quando estiver
na área de soldagem.
PARA EQUIPAMENTOS
ELÉTRICOS
6.a. Desligue a alimentação usando a chave
geral na caixa de fusíveis antes de trabalhar
no equipamento.
4.g. Conecte o cabo-obra o mais próximo possível da área de
trabalho. Cabos-obra conectados à estrutura do edifício ou
outros locais afastados da área de soldagem aumentam a
possibilidade de passagem de corrente de solda através de
correntes de elevadores, cabos de guindastes ou outros
circuitos alternativos. Isso pode criar riscos de incêndio ou
sobreaquecimento das correntes ou cabos de elevadores,
causando seu rompimento.
6.b. Instale o equipamento de acordo com todas as
regulamentações locais e as recomendações do fabricante.
6.c. Aterre o equipamento de acordo com o Código de
Eletricidade Local e as recomendações do fabricante.
4.h. Veja também o item 7c.
– 2b –
Março de 93
CAMPOS ELÉTRICOS E
MAGNÉTICOS
podem ser perigosos
PARA EQUIPAMENTOS A
MOTOR
7.a. Desligue o motor antes de realizar inspeção ou manutenção, a
menos que o funcionamento do motor seja necessário.
____________________________________________________
8.a. Corrente elétrica fluindo por qualquer condutor cria Campos
Elétricos e Magnéticos (CEM) localizados. As correntes de
soldagem criam campos CEM ao redor dos cabos de solda
e máquinas de solda.
7.b. Opere os motores em locais abertos e bem
ventilados, ou ventile as emissões do motor
para fora do recinto.
8.b. Campos CEM podem interferir em alguns marcapassos, e
os soldadores portadores de marcapasso devem consultar
seu médico antes de fazer soldas.
____________________________________________________
8.c. A exposição aos campos CEM na soldagem pode ter outros
efeitos desconhecidos sobre a saúde.
7.c. Não abasteça o motor próximo à chama de
um arco de solda aberto, nem quando o
motor estiver funcionando. Desligue o motor
e deixe-o esfriar antes de abastecê-lo para
prevenir que o combustível derramado
vaporize em contato com as partes quentes
e se inflame. Não derrame combustível ao
encher o tanque. Se isto ocorrer, enxugue o
combustível e não ligue o motor até que os
vapores sejam eliminados.
____________________________________________________
8.d. Todos os soldadores devem seguir os procedimentos abaixo
para minimizar a exposição a campos CEM do circuito de solda:
8.d.1. Guie o cabo do eletrodo e o cabo-obra juntos. Prenda-os
com fita adesiva quando possível.
8.d.2. Nunca enrole o cabo do eletrodo ao redor do seu corpo.
8.d.3. Não fique entre o cabo do eletrodo e o cabo-obra. Se
o cabo do eletrodo estiver à sua direita, o cabo-obra
também deverá estar à sua direita.
7.d. Mantenha todas as proteções, coberturas e dispositivos de
segurança do equipamento no lugar e em boas condições.
Mantenha mãos, roupas e ferramentas afastadas de
correias V, engrenagens, ventoinhas e outras partes em
movimento ao ligar, operar ou consertar o equipamento.
____________________________________________________
8.d.4. Conecte o cabo-obra à obra o mais próximo possível
da área a ser soldada.
8.d.5. Não trabalhe próximo à fonte da máquina.
7.e. Em alguns casos, pode ser necessário remover as
proteções de segurança para alguma manutenção. Remova
as proteções apenas quando necessário e recoloque-as
quando terminar a manutenção. Sempre tome o máximo
cuidado ao trabalhar próximo a partes em movimento.
____________________________________________________
7.f. Não coloque suas mãos próximo à ventoinha
do motor. Não tente acelerar o acionador ou
a polia motriz empurrando a haste de comando
do acelerador quando o motor estiver em
funcionamento.
____________________________________________________
7.g. Para prevenir a partida acidental de motores a gasolina ao
girar o motor ou o gerador de solda durante a manutenção,
desconecte os cabos das velas de ignição, a tampa do
distribuidor ou o cabo do magneto, conforme for apropriado.
___________________________________________________
7.h. Para evitar queimaduras, não remova a
tampa de pressão do radiador quando o
motor estiver quente.
– 3a –
Março de 93
Obrigado
por ter escolhido um produto de QUALIDADE da Lincoln
Electric. Nós desejamos que você se orgulhe de operar
este produto da Lincoln Electric Company ••• tanto orgulho
quanto nós temos em levar este produto até você!
Verifique Imediatamente se há Danos na Caixa e no Equipamento
Quando este equipamento é expedido, a propriedade é transferida ao comprador no ato da recepção, pelo
transportador. Conseqüentemente, reclamações de materiais danificados no transporte devem ser feitas, pelo
comprador, para a companhia transportadora, no momento em que o equipamento é recebido.
Registre abaixo a identificação do seu equipamento, para referências futuras. Essas informações podem ser
encontradas na placa da sua máquina.
Número do Código _________________________________________________________
Número de Série ___________________________________________________________
Nome do Modelo ___________________________________________________________
Data da Compra ___________________________________________________________
Toda vez que você solicitar peças de reposição ou informações para este equipamento, sempre forneça as
informações que você escreveu acima.
Leia todo este Manual do Operador antes de usar este equipamento. Guarde este manual e mantenha-o à mão
para consultas rápidas. Preste atenção especial às instruções de segurança que demos para sua proteção. O
nível de gravidade a ser aplicado a cada uma é explicado abaixo:
ATENÇÃO
Este aviso aparece onde as informações devem ser seguidas exatamente para evitar lesões corporais sérias
ou morte.
CUIDADO
Este aviso aparece onde as informações devem ser seguidas para evitar lesões corporais menores ou danos
a este equipamento.
– 3b –
ÍNDICE
Página
Precauções de Segurança..............................................................................................................................2 e 3
Descrição Geral e Especificações.......................................................................................................................6
Instalação...............................................................................................................................................................7
Precauções de Segurança........................................................................................................................ 7
Pulse Power 500....................................................................................................................................... 7
Posicionamento.............................................................................................................................7
Empilhamento............................................................................................................................... 7
Instalação Elétrica.........................................................................................................................7
Instalação dos Equipamentos Opcionais...................................................................................................8
Controle Remoto da Saída............................................................................................................8
Chave Multiprocesso.....................................................................................................................8
Conexões...................................................................................................................8 e 9
Operação..........................................................................................................................9
Conexão dos Alimentadores de Arame à Pulse Power 500.......................................................................9
Instruções Gerais para Conexão do Alimentador de Arame..................................................................... 9
Conexão dos Alimentadores de Arame LN-22 ou LN-25 à Pulse Power 500....................................9 e 10
Conexão do Cabo 21 à Obra...................................................................................................................10
Kits de Conversão para LN-9, NA-5 e LN-25.......................................................................................... 10
Recomendações para Partida Ótima com a Pulse Power 500 e o NA-5 ou o NA-5R............................ 10
Conexão do Controle de Tensão do Contator Opcional.......................................................................... 11
Conexão do LN-7.....................................................................................................................................11
Conexão do LN-8 ou LN-9........................................................................................................................12
Conexão do NA-5.....................................................................................................................................12
Conexão do LN-23P com Adaptador........................................................................................................13
Recomendações para Partida Ótima com a Pulse Power 500 e o LN-9..................................................14
Seleção do Cabo de Saída.......................................................................................................................14
Detecção da Tensão Remota.......................................................................................................... 14 e 15
Seleção Remota do Modo........................................................................................................................15
Instruções de Operação..................................................................................................................................... 16
Precauções de Segurança.......................................................................................................................16
Operação da Fonte de Solda...................................................................................................................16
Ciclo de Trabalho e Saídas Nominais.........................................................................................16
Função e Operação dos Controles......................................................................................16 e 17
Preparação e Operação da Solda Pulsada.................................................................................17
Considerações Importantes para Bom Desempenho de Solda.....................................18
Guia de Solução de Problemas para Solda Pulsada.....................................................18
Processos a Corrente Constante................................................................................................18
Solda a Arco Manual (Eletrodo Revestido, ou Vareta)...................................................18
Corte a Grafite................................................................................................................18
Alimentação Auxiliar.................................................................................................................................18
–4–
ÍNDICE
Página
Manutenção........................................................................................................................................................19
Precauções de Segurança......................................................................................................................19
Manutenção de Rotina............................................................................................................................19
Proteção da Máquina e dos Circuitos.....................................................................................................19
Procedimentos para Solução de Problemas...........................................................................................19
Procedimento Para Troca de Placas de Circuito Impresso (PC)...............................................19
Tensão de Saída........................................................................................................................19
Operação da Proteção Contra Falhas........................................................................................20
Verificação do Circuito Protetor..................................................................................................20
Verificação do Controle da Saída na Máquina...........................................................................20
Verificação do Controle Remoto................................................................................................20
Procedimento de Verificação do Conjunto da Ponte Retificadora da Alimentação............20 a 22
Procedimento de Verificação do Diodo Opcional ......................................................................22
Teste do Seletor de Modo..................................................................................................22 e 23
Teste do CR2, CR3 e CR4.........................................................................................................23
Teste da Ventoinha Termostática..............................................................................................23
Tabela de Solução de Problemas.............................................................................................................24 e 25
Lista de Peças............................................................................................................................................26 a 30
Diagrama de Conexão........................................................................................................................................31
–5–
FONTE DE SOLDA A ARCO PULSE POWER 500
Descrição Geral
Limitações
A Pulse Power 500 é uma fonte de solda a arco de
500 A que utiliza entrada trifásica para produzir
saídas de tensão constante ou de corrente constante.
A resposta de solda da Pulse Power 500 foi otimizada
para processos de solda MAG, solda MAG pulsada,
solda ao eletrodo tubular e solda ao arco submerso.
Foi projetada para utilização com os alimentadores de
arame semi-automáticos LN-7, LN-8, LN-9, LN-22,
LN-23P ou LN-25 e com os automáticos NA-5.
A Pulse Power 500 não é recomendada para
processos cujos procedimentos não estejam dentro
da faixa de corrente ou da saída regulada.
OBS: São necessários Kits de Conversão para os
alimentadores semi-automáticos LN-9, LN-23P e
LN-25 e automáticos NA-5 (veja abaixo).
Os Kits de Processo Duplo K317 ou K318 podem ser
utilizados somente se os procedimentos forem
semelhantes o suficiente para utilizarem a mesma
regulagem de modo. O K317 ou o K318 não podem
comutar os modos na Pulse Power 500. Um LN-9 não
pode ser usado com um LN-7 ou LN-8, embora dois
LN-9s possam ser usados juntos.
A solda ao eletrodo revestido (vareta) é limitada a
soldas temporárias ou a aplicações não críticas, de
uso geral. São obtidos resultados satisfatórios com
eletrodos como Fleetweld 180, Jetweld 1, 2 e 3 ou
Stainweld 308-15. Os eletrodos dos tipos LH e 5P não
são recomendados.
Para os modelos LN-9 e LN-9 GMA de códigos acima
de 9100, solicite o K442-1.
Para os modelos LN-9 de códigos abaixo de 9100,
solicite o K442-2.
Para os modelos NA-5 e NA-5R de códigos abaixo de
9100, solicite o K442-3.
Para os modelos NA-5 e NA-5R de códigos acima de
9100, solicite o K442-4.
Para o LN-23P, é necessário o Kit Adaptador K350.
O uso de um LN-9 ou NA-5 para solda MAG pulsada
(MAG-P) abaixo de 100 A não é recomendado com
controle através do LN-9 ou NA-5. Ao fazer soldas
MAG-P abaixo de 100 A, use o controle local, não
utilizando o controle de tensão no alimentador de
arame.
A partida ótima de MAG-P com o LN-9 ou o NA-5
podem precisar do ajuste do compensador da placa
do alimentador de arame.
O LN-25 deve ser equipado com o kit K460 para
solda MAG Pulsada com máquinas de códigos acima
de 9300 ou máquinas de códigos abaixo de 9300 com
o Kit de Upgrade S18506 instalado (usando a Placa
de Terminais G1855).
O uso de uma unidade Hi-Freq (alta freqüência; K799
ou K238) não é recomendado.
Eletrodo de alumínio de diâmetro menor ou igual a
0,8 mm (0,035”) não é recomendado para aplicações
em que o desempenho de partida é crítico.
Especificações
Modelo
Pulse Power 500
Tipo
K1328 (1)
K1329 (1)
Entrada (trifásica):
Freqüência (Hz)
60
50
Tensão (V)
230/460
220/440
Corrente (A) (2)
92/46
97/48,5
Saída Regulada
Corrente (A)
500
500
Tensão (V)
40
40
Ciclo de Trabalho
100%
100%
38, 43, 50,
Freqüências dos Pulsos (Hz) 45, 51, 60,
72, 90, 120,
180, 360
Faixa de Corrente
Peso Líquido
Dimensões:
Altura x Largura x Profundidade (3)
A partida por toque não é recomendada para solda
MAG-P (pulsada).
A tabela a seguir relaciona a corrente máxima média
para cada modo de MAG-P ajustado:
Modo
60 ou 70
61 ou 71
62 ou 72
63 ou 73
64 ou 74
65 ou 75
66 ou 76
67 ou 77
60, 75, 100,
150, 300
75 a 625 A
320 kg (704 lb)
700 x 566 x 991 mm
(27,5 x 22,25 x 39,0”)
(1) Várias tensões de entrada e vários pacotes de opcionais estão
disponíveis. Eles são especificados pelo número do tipo.
Consulte a Lista de Preços ou seu distribuidor local.
(2) Corrente de entrada à saída regulada.
(3) Altura total incluindo a alça de levantamento — 781 mm
(30,75”).
–6–
Corrente (A)
Ciclo de Trabalho
de 100%
de 50%
130
130
130
130
130
130
300
340
300
340
300
340
500
550
500
625
INSTALAÇÃO
movimento de entrada de ar pela parte frontal e de
saída pela parte traseira não seja obstruído. Sujeira e
poeira que possam vir a cair dentro da máquina
devem ser mantidos em níveis mínimos. A não
observação dessas precauções pode resultar em
temperaturas de operação elevadas e em
desligamentos inconvenientes da Pulse Power 500.
Precauções de Segurança
ATENÇÃO
CHOQUE ELÉTRICO pode matar.
-Peça para um indivíduo qualificado
instalar e reparar este equipamento.
-Desligue a alimentação na caixa de
interruptores antes de trabalhar no equipamento.
-Não toque partes energizadas ou o eletrodo com
a pele ou com roupas molhadas.
-Isole seu corpo da obra e do terra.
-Sempre use luvas isolantes secas.
b.
A máquina deve ser protegida contra chuva
ou neve que possam ser empurradas para dentro do
painel frontal ou das venezianas de entrada de ar.
Empilhamento
ATENÇÃO: Desligue a alimentação, usando a
chave geral, antes de conectar as linhas de
energia à Pulse Power 500.
Até três máquinas Pulse Power 500 podem ser
empilhadas, desde que a máquina inferior esteja
sobre uma superfície estável, rígida e nivelada.
Assegure-se de que os dois pinos na parte superior
da máquina se encaixem nos furos na base da Pulse
Power 500 imediatamente acima.
Apenas pessoal qualificado pode fazer esta
instalação.
Instalação Elétrica
Desligue a Pulse Power 500 antes de conectar ou
desconectar os cabos de saída ou outros
equipamentos.
ATENÇÃO
CHOQUE ELÉTRICO pode matar.
-Peça para um indivíduo qualificado
instalar e reparar este equipamento.
-Desligue a alimentação na caixa de
interruptores antes de trabalhar no equipamento.
-Não toque partes energizadas ou o eletrodo com
a pele ou com roupas molhadas.
-Isole seu corpo da obra e do terra.
-Sempre use luvas isolantes secas.
Conecte o parafuso de aterramento da Pulse Power
500, localizado atrás do painel traseiro de acesso à
base da caixa de entrada, a um bom terra elétrico.
Conecte o parafuso de aterramento da caixa de
qualquer alimentador de arame ou cabo de controle
remoto ao parafuso de aterramento da Pulse Power
500, atrás da porta articulada de acesso à barra de
terminais, na parte frontal da caixa.
IMPORTANTE: A Pulse Power 500 deve ser ligada
apenas por um eletricista qualificado. A instalação
deve ser feita de acordo com os códigos de
eletricidade locais e com o diagrama afixado na parte
interna da cobertura do painel de acesso traseiro.
Pulse Power 500
Posicionamento
ATENÇÃO
A QUEDA DE EQUIPAMENTOS pode
causar ferimentos.
-Não levante esta máquina usando um
tirante de levantamento se ela estiver
equipada com um acessórios pesados,
como um carrinho ou um cilindro de gás.
-Levante apenas com equipamentos de capacidade
de levantamento adequada.
-Assegure-se de que a máquina esteja estável ao
levantá-la.
1.
A instalação é feita removendo-se a cobertura
do painel de acesso e conectando-se a entrada
trifásica aos três terminais da linha no contator de
entrada (identificados por L1, L2 e L3). Use os cabos
e os fusíveis nas dimensões recomendadas na tabela
a seguir.
2.
Máquinas com duas ou três tensões de
entrada são enviadas com as conexões feitas para a
tensão mais alta. As instruções para alteração da
tensão de operação estão afixadas na parte interna
da cobertura do painel de acesso traseiro.
Embora a Pulse Power 500 tenha sido projetada com
muitas características para protegê-la dos ambientes
hostis, a vida e a confiabilidade da máquina podem
ser prolongados através de medidas preventivas
simples:
3.
A estrutura da máquina de solda deve ser
aterrada. Um terminal, marcado com o símbolo
, localizado internamente ao painel de acesso
traseiro, é fornecido para essa finalidade. Conecte o
terminal a um bom terra usando um cabo da
dimensão especificada na tabela a seguir.
a.
A máquina deve estar posicionada em locais
com circulação livre de ar limpo, de modo que o
–7–
DIMENSÕES RECOMENDADAS PARA FIOS DE ENTRADA,
FIOS DE ATERRAMENTO E FUSÍVEIS, COM BASE NO CÓDIGO NACIONAL DE ELETRICIDADE DOS EUA
Dimensão do Fio de Cobre (AWG)
Tipo 75 oC, em Conduíte
Tensão (V)/
Corrente Nominal
Fios de Entrada Fio de Aterramento Dimensão do Fusível de
Freqüência (Hz)
de Entrada (A),
Ação Retardada (A)
de Entrada
na Placa de Dados
200/50
106
2
6
150
208/60
101.5
2
6
150
220/50
97
3
6
150
230/60
92
3
6
150
260/50
82
4
6
125
346/50
61.5
6
8
100
380/50
56
6
8
90
415/50
51.5
6
8
80
440/50
48.5
8
8
80
460/60
46
8
8
70
500/50
42.5
8
8
70
550/50
39
8
10
60
575/60
37
8
10
60
Instalação dos Equipamentos Opcionais
Chave Multiprocesso
Controle Remoto da Saída
OBS: Se a Pulse Power 500 for utilizada tanto para
solda automática/semi-automática e para eletrodo
revestido/grafite, é necessária uma Chave
Multiprocesso.
OBS: A saída da Pulse Power 500 pode ser
controlada remotamente utilizando-se um Controle
Remoto de Saída K775 ou K839 ou um alimentador
de arame com controle de saída. Apenas uma forma
de controle remoto de saída pode ser conectada à
barra de terminais de cada vez e a chave
Local/Remote da Pulse Power 500 deve ser colocada
na posição REMOTE.
A Chave Multiprocesso é um kit instalado em campo
montado na parte frontal da Pulse Power 500. A
chave tem três posições: semi-automática/automática
positiva, semi-automática/automática negativa e
eletrodo revestido/grafite. O kit instalado em campo é
identificado como K804.
Os Controles Remotos da Saída K775 e K839
consistem em uma caixa de controle com cabo de
controle de quatro condutores, com 8,5 m (28’) de
comprimento. Os condutores desse cabo são
conectados aos terminais 75, 76 e 77 da barra de
terminais e ao parafuso de aterramento da caixa,
identificado com o símbolo
. Esses terminais
podem ser acessados abrindo-se a cobertura de
acesso à barra de terminais, na parte frontal da caixa.
A Chave Multiprocesso consiste em um conjunto de
chave de três posições montado em uma caixa de
chapa metálica com dois terminais em cada uma das
suas extremidades. Os dois terminais à esquerda da
caixa são para conexão do cabo do eletrodo e do
cabo-obra do alimentador de arame. Os dois
terminais à direita são para a conexão do cabo-obra e
do cabo do eletrodo, para eletrodo revestido ou
grafite.
O K775 oferece um controle mais grosseiro da saída
da máquina que o Controle da Saída na Pulse Power
500. A saída é variada do mínimo ao máximo em
menos de um volta completa do controle.
A chave é montada na parte frontal da Pulse Power
500 através de um suporte fixo às laterais da caixa.
Dois cabos 4/0 conectam o conjunto da chave a cada
terminal de saída.
O K839 oferece o mesmo controle da saída que o
Controle da Saída na Pulse Power 500; a saída é
variada do mínimo ao máximo em dez voltas
completas.
Conexões
CUIDADO: Deve-se tomar o máximo cuidado ao
instalar ou fazer uma extensão da fiação de um
controle remoto. A conexão inadequada dessa
unidade pode causar a falha do reostato de controle
de saída ou do circuito de controle. Apenas o fio
verde pode — e deve — ser aterrado na caixa da
máquina.
Ao fazer a extensão do controle remoto padrão,
assegure-se de que os fios tenham as mesmas
dimensões e que a emenda seja à prova d’água.
Tome cuidado para não aterrar o cabo durante o uso
e para não deixar os terminais tocarem a caixa da
máquina.
1. Passe o cabo do eletrodo e o cabo-obra do
alimentador de arame pelos furos retangulares de
alívio de tensões na base da Pulse Power 500, e
conecte-os aos terminais de saída à esquerda da
caixa.
2. Conecte o cabo de controle de alimentador de arame à
barra de terminais conforme especificado no diagrama
de conexões para o alimentador de arame Lincoln que
estiver sendo utilizado. “Electrode” (eletrodo) e “Work”
(obra) são conectados no lado esquerdo da Chave
Multiprocesso.
–8 –
Para conectar alimentadores de arame não
abrangidos pelos diagramas de conexão disponíveis,
solicite as instruções à fábrica, por escrito,
fornecendo todas as informações das placas de
dados do alimentador de arame e da Pulse Power
500.
Instruções Gerais para Conexão do Alimentador
de Arame (com exceção do LN-22)
Consulte o diagrama de conexão adequado para
obter as informações exatas para o alimentador de
arame que estiver sendo utilizado.
Chave Multiprocesso — Para mudar a polaridade
do eletrodo revestido, inverta os cabos nos
terminais (+) e (-) à direita da Chave
Multiprocesso.
OBS: Não conecte nenhum fio ao 2 e ao 4, exceto
aqueles provenientes de um alimentador de arame da
Lincoln.
3. Passe os cabos do eletrodo revestido ou eletrodo de
grafite e o cabo-obra pelos furos retangulares de alívio
de tensões na base da Pulse Power 500 e conecte-os
aos terminais de saída no lado direito da caixa.
1. Desligue a chave geral da Pulse Power 500.
2. Conecte o cabo de controle do equipamento de
alimentação de arame à barra de terminais.
Conectores de luva com alívio de tensões são
fornecidos para obter acesso à barra de terminais.
Se um Controle Remoto K775 ou K839 já estiver
conectado aos terminais 75, 76 e 77, ele deve ser
retirado antes de conectar um alimentador de
arame a esses terminais.
4. Se forem utilizadas a solda a vareta e a solda semiautomática na mesma obra, apenas um cabo-obra é
necessário. Para tanto, conecte um jumper 4/0 do
terminal da obra no lado semi-automático ao terminal
a ser usado para a obra no lado do eletrodo revestido.
O cabo-obra de lado semi-automático serve, então,
como o cabo-obra para solda semi-automática e para
solda ao eletrodo revestido.
3. Conecte o fio de aterramento do alimentador de
arame ao parafuso de aterramento do chassis,
localizado na parte interna da caixa da barra de
terminais e identificado com o símbolo
.
Operação
A chave tem três posições. Com a chave à esquerda,
os terminais do alimentador de arame estão
conectados para eletrodo negativo; na posição
central, para eletrodo positivo. Nessas duas posições,
os terminais da direita (para eletrodo revestido) estão
desconectados. Na posição direita da chave, os
terminais do alimentador de arame estão
desconectados da Pulse Power 500, e os terminais
de eletrodo positivo, conectados. A polaridade dos
terminais do eletrodo revestido é a que está marcada
na extremidade da caixa. Para trocar a polaridade, o
cabo do eletrodo deve ser invertido com o cabo-obra.
Na posição de eletrodo revestido, os terminais
correspondentes estão sempre energizados.
4. Conecte o cabo do eletrodo ao terminal de saída
com a polaridade requerida pelo eletrodo. Conecte
o cabo-obra ao outro terminal.
OBS: Se a Chave Multiprocesso opcional é utilizada,
conecte o cabo do eletrodo e o cabo-obra do
alimentador de arame aos terminais de saída na parte
esquerda da caixa.
O alívio de tensões para o cabo do eletrodo e para o
cabo-obra é obtido passando-se os cabos pelos furos
retangulares na base, abaixo dos terminais de saída,
antes de conectá-los.
OBSERVAÇÃO IMPORTANTE DE SEGURANÇA: A
conexão da caixa do alimentador de arame ao
parafuso de aterramento da fonte de solda vai aterrar
a caixa do alimentador de arame somente se o
parafuso de aterramento da caixa da fonte de solda
estiver conectado a um terra no chão.
CONEXÃO DOS ALIMENTADORES
DE ARAME À PULSE POWER 500
Conecte os alimentadores de arame semiautomáticos LN-7, LN-8, LN-9, LN-22, LN-23P e
LN-25 e o alimentador automático NA-5 da Lincoln
Electric de acordo com as instruções e os diagramas
de conexão.
5. Coloque a chave Local/Remote na posição
“Remote” se for desejado o controle da saída no
alimentador de arame e não na Pulse Power 500.
OBS: Kits de conversão são necessários para os
alimentadores de arame semi-automáticos LN-9, LN23P e LN-25 e para o automático NA-5. Veja em
“Descrição Geral”, na página 6, as informações para
pedido.
OBS: Se um alimentador de arame LN-9 ou NA-5
automático forem utilizados, a posição “Remote”
deve estar selecionada para evitar o desligamento
automático.
Conexão do Alimentador de Arame LN-22 ou LN-25 à
Pulse Power 500 — (Apenas para solda não pulsada)
Todas as conexões do cabo de controle na Pulse
Power 500 são feitas nas barras de terminais
localizadas atrás da porta articulada, na parte frontal
da fonte.
1. Desligue a Chave Geral da Pulse Power 500.
–9 –
2. Conecte um jumper entre o 2 e o 4 da barra de
terminais TS1.
OBS: Com alimentadores de arame sem controle (LN-7,
LN-8, LN-25 e NA-3), a conexão do cabo 21 apenas afeta
a precisão com que o medidor registra a tensão efetiva.
3. Conecte o cabo do eletrodo ao terminal de saída
da polaridade requerida pelo eletrodo. Conecte o
cabo-obra ao outro terminal.
Kits de Conversão para o LN-9, NA-5 e LN-25
O LN-9 e o NA-5 requerem um kit de conversão
instalado no alimentador de arame para que possam
operar adequadamente. Veja as instruções fornecidas
com o kit de conversão para instalação no
alimentador de arame. A lista a seguir contém kits de
conversão dos alimentadores de arame.
4. Coloque a chave Local/Remote na posição “Local”,
a menos que um Controle Remoto K775 ou K839
esteja conectado ao 75, 76 ou 77 da barra de
terminais da Pulse Power 500. Se um Controle
Remoto estiver sendo usado, a chave
Local/Remote deve ser colocada na posição
“Remote”.
Para o LN-9 ou o LN-9 GMA de códigos acima de
9100, solicite o K442-1.
Para os modelos LN-9 de códigos abaixo de 9100,
solicite o K442-2.
Para os modelos NA-5 e NA-5R de códigos abaixo de
9100, solicite o K442-3.
Para os modelos NA-5 e NA-5R de códigos acima de
9100, solicite o K442-4.
Para solda MAG pulsada com o LN-25, solicite o Kit
K460 e o Cabo de Controle K461.
5. Selecione o modo de solda desejado com a chave
Mode Selector (chave de seleção de modo).
Veja o manual de operação do LN-22 ou do LN-25
para obter mais informações de operação.
ATENÇÃO:
O ELETRODO ESTÁ SEMPRE ENERGIZADO
QUANDO A FONTE ESTÁ CONECTADA AO
LN-22 E ESTIVER LIGADA. HAVERÁ
ABERTURA DE ARCO SE O ELETRODO
TOCAR A OBRE OU QUALQUER OUTRO
CONDUTOR QUE A ESTIVER TOCANDO.
QUANDO NÃO ESTIVER SOLDANDO,
GUARDE O REVÓLVER NO TUBO ISOLADO,
NA CAIXA DO CARRETEL DE ARAME.
Recomendações para Partida Ótima com a Pulse
Power 500 e o NA-5 ou NA-5R
1. Utilize um procedimento de abertura. Ajuste a
velocidade de abertura em, aproximadamente, 2,0
m/min (80 pol./min). Ajuste a tensão de abertura
para um valor igual ao da tensão de solda.
OBS: Os NA-5R podem precisar ser preparados
para ter os controles do seu painel frontal ativos
até o estabelecimento do arco, se o robô não for
capaz de fazer a seqüência de abertura de arco
adequada (consulte a fábrica).
2. Para velocidades de alimentação maiores que 5,0
m/min (200 pol./min), aumente o ajuste da
aceleração do NA-5. Isso pode ser feito girando-se
o compensador de aceleração na placa L6445
completamente no sentido anti-horário. O
compensador de aceleração está próximo aos
pinos de jumpers S e F.
Conexão do Cabo 21 à Obra (Alimentadores de
Arame LN-9 e NA-5)
Para permitir que o alimentador de arame controle a
tensão efetiva do arco, conecte o cabo 21
diretamente à obra. Se o 21 estiver conectado ao +21
ou ao -21 da barra de terminais, o alimentador de
arame não estará controlando a tensão do arco, mas
sem a tensão do arco acrescida da queda de tensão
ao longo do cabo-obra.
Por exemplo, se um cabo de cobre de 30 m (100’) for
usado como cabo-obra, a queda de tensão no caboobra pode ser de 3,0 V a 500 A, mas de apenas 1,5 V
a 250 A. Se a tensão do arco desejada for de 21 V, o
LN-9 deveria ser ajustado para 25 V para obter a
tensão desejada. Entretanto, se o 21 estiver
conectado à máquina, o LN-9 deveria ser ajustado
para 26,5 V, no caso de 250 A, ou para 28 V, no caso
de 500 A.
3. Utilize um tocha que proporcione um bom contato
elétrico entre o eletrodo e o bico de contato.
Tochas curvos ou em pescoço-de-ganso são
preferíveis por forçarem o arame contra o bico de
contato.
4. Ajuste o compensador de partida do NA-5. Esse
compensador está na placa G1556 e é identificado
por um símbolo de seta curva próximo a ele. O
compensador é ajustado através do seguinte
procedimento:
1. Obtenha um cabo isolado para conectar o 21 à
obra. O cabo deve ser 18 AWG ou maior (Um cabo
S16586-[COMPRIMENTO], para detecção da
tensão remota, com garra-jacaré para fixação à
obra, está disponível para a extensão da obra).
a. Ajuste o Seletor de Modo da Pulse Power 500
em 01.
2. Faça uma conexão parafusada entre o cabo 21 e o
cabo de detecção da tensão remota. Conecte a
outra extremidade do cabo de detecção da tensão
remota à obra. Isole a conexão parafusada.
b. Ajuste a tensão de abertura de arco do NA-5
para o ajuste desejado (20 V, por exemplo).
c. Estime a queda de tensão nos cabos de solda
durante a operação ou meça o valor.
Normalmente, esse valor não ultrapassa alguns
volts (no nosso exemplo, utilizaremos 2 V).
3. Use fita ou arame para fixar o cabo de detecção da
tensão remota ao cabo-obra.
– 10 –
Para o Soquete do Cabo
de Controle do LN-22
Controle da Tensão do Contator Opcional do LN-22 Conectado à Pulse Power 500
S16597
27-2-87E
Obs. C.
Negativo
Positivo
Obs. B.;Obs. E.
Obs. A.
Obs. D.
Cabo de Controle
Fonte de Solda
Para a Obra
Cabo do Eletrodo Para o
Alimentador de Arame
ATENÇÃO: Choque Elétrico Pode Matar. Desligue a
alimentação da fonte de solda antes de conectar o
alimentador de arame.
Obs. A.
O cabo de solda deve ser da capacidade adequada para
a corrente e para o ciclo de trabalho das aplicações
imediatas e futuras. Veja as dimensões adequadas no
Manual de Operação do LN-22.
Obs. B. A DC-1000 tem dois terminais de saída. Outras
máquinas têm um terminal simples de saída.
Obs. C. Conecte o fio de aterramento do cabo de controle ao
terminal da estrutura marcado com
, próximo à
barra de terminais. O terminal de aterramento da fonte de
solda (marcado com
e localizado próximo às
conexões de entrada de alimentação da fonte de solda)
devem ser conectados adequadamente a um terra
elétrico, de acordo com o manual de operação da fonte
de solda.
Obs. D. Conecte um jumper entre o “N” e o “S”. (Apenas nas DC600 mais antigas.)
Obs. E. O diagrama mostra as conexões para eletrodo negativo.
Para mudar a polaridade, desligue a alimentação e
inverta o cabo do eletrodo com o cabo-obra na fonte de
solda.
OBS: Limite de ±1/2o em todos os ângulos, salvo especificação em
contrário.
Limite de ±1/64 em todas as dimensões fracionárias, salvo
especificação em contrário.
Limite de ±0,002 em todas as dimensões decimais, salvo
Conexão do LN-7 à Pulse Power 500
ATENÇÃO: Choque Elétrico Pode Matar. Desligue a
alimentação da fonte de solda antes de conectar o
alimentador de arame.
S17985
30-1-87
Obs. A.
Obs. B.
Para o Plugue do Cabo
de Entrada do LN-7.
Cabo de Controle do LN-7.
- Obra
Obs. F.
+ Obra
Fonte de Solda
Obs. D.
Obs. E.
Obs. C.
Obs. D.
Obs. B. e Obs. C.
Obs. A.
Cabo do Eletrodo Para
o Alimentador de Arame
Para a Obra
Obs. E.
O diagrama acima mostra o eletrodo na conexão de polaridade
positiva. Para mudar a polaridade, desligue a máquina e inverta
o cabo do eletrodo com o cabo-obra na fonte de solda. Veja
também a Obs. F.
Obs. F.
– 11 –
Os cabos de solda devem de capacidades adequadas
para a corrente e para o ciclo de trabalho das aplicações
imediatas e futuras. Veja as dimensões adequadas no
Manual de Operação do LN-7.
Se o LN-7 estiver equipado com um kit do medidor,
estenda o fio 21 do cabo de controle usando arame
isolado 14 AWG ou maior, fisicamente adequado para a
instalação. Um cabo-obra de detecção de tensão
S16586-Comprimento pode ser solicitado para essa
finalidade. Conecte-o diretamente à obra,
independentemente da conexão do cabo-obra. Para
maior conveniência, essa extensão do fio 21 deve ser
fixada com fita adesiva ao cabo-obra. (Se o cabo-obra for
curto, menor que 7,6 m/25’, e as conexões forem
confiáveis, o fio 21 do cabo de controle não precisa ser
estendido, podendo ser conectado diretamente ao
terminal 21 da barra de terminais. Observe que essa não
é a condição ideal porque adiciona erros à leitura do
voltímetro do LN-7.)
Proteja a conexão parafusada se o fio 21 for estendido.
Conecte o fio de aterramento do cabo de controle ao
terminal da estrutura marcado com
, próximo à
barra de terminais. O terminal de aterramento da fonte de
solda (marcado com
e localizado próximo às
conexões de entrada de alimentação da fonte de solda)
devem ser conectados adequadamente a um terra
elétrico, de acordo com o manual de operação da fonte
de solda.
Se estiver sendo usado um controle remoto de tensão
opcional, conecte-o a esta barra de terminais.
Se o fio 21 do cabo de controle tiver que ser conectado à
barra de terminais, conecte-o ao terminal 21 da mesma
polaridade da obra. Essa conexão deve ser trocada toda
vez que a polaridade do eletrodo for trocada.
Conexão do LN-8 ou LN-9 à Pulse Power 500
ATENÇÃO: Choque Elétrico Pode Matar. Desligue a alimentação
da fonte de solda antes de conectar o alimentador de arame.
Obs. A.
Para o Plugue do Cabo de
Entrada do LN-8 ou LN-9.
Cabo de Controle
- Obra
+ Obra
Fonte de Solda
Obs. D.
Obs. E.
Obs. B. e Obs. C.
M15205
13-11-87K
Obs. A.
Cabo do Eletrodo Para o
Alimentador de Arame
Para a Obra
O diagrama acima mostra o eletrodo na conexão de polaridade positiva.
Para mudar a polaridade, desligue a máquina, inverta o cabo do
eletrodo com o cabo-obra na fonte de solda e ajuste a chave de
polaridade do alimentador de arame.
Conexão do NA-5 e do NA-5R à Pulse Power 500
Para o Plugue do Cabo
de Entrada do NA-5.
Cabo de Controle
Fonte de Solda
Os cabos de solda devem de capacidades adequadas para a
corrente e para o ciclo de trabalho das aplicações imediatas e
futuras. Veja as dimensões adequadas no Manual de Operação
do LN-8 ou LN-9.
Obs. B.
Estenda o fio 21 do cabo de controle usando arame isolado 14
AWG ou maior, fisicamente adequado para a instalação. Um
cabo-obra de detecção de tensão S16586-Comprimento pode
ser solicitado para essa finalidade. Conecte-o diretamente à
obra, independentemente da conexão do cabo-obra. Para maior
conveniência, essa extensão do fio 21 deve ser fixada com fita
adesiva ao cabo-obra.
Obs. C.
Proteja a conexão parafusada com fita adesiva.
Obs. D.
Conecte o fio de aterramento do cabo de controle ao terminal da
estrutura marcado com, próximo à barra de terminais. O terminal
de aterramento da fonte de solda (marcado com e localizado
próximo às conexões de entrada de alimentação da fonte de
solda) devem ser conectados adequadamente a um terra
elétrico, de acordo com o manual de operação da fonte de solda.
Obs. E.
Conecte os cabos de controle à barra de terminais conforme
indicado:
LN-8:
A no 75
LN-9:
A no 75
B no 76
B no 77
C no 77
C no 78
Obs. F.
Os jumpers de controle de tensão devem ser conectados
conforme indicado: (Consulte o Manual de Operação do LN-9):
Jumper branco da placa de tensão ao pino “S”. O jumper azul da
placa de tensão não é conectado a nenhum pino. (Prenda o
jumper solto longe de qualquer interferência.)
OBS: O intertravamento do gatilho dos modelos LN-8 pode não funcionar de
modo confiável durante a solda nos modos pulsados.
OBS: Para operação de solda pulsada adequada com o LN-9:
1. O LN-9 deve ter uma placa de tensão L6084-3 (ou com código superior)
instalada.
2. A Placa do Filtro da Pulse Power deve estar instalada e conectada ao
LN-9 de acordo com as instruções fornecidas com o kit.
3. O conjunto de detecção de corrente do pulso (com energizador de cobre
conectado) deve estar instalado. (É padrão para códigos acima de
9100.) Kits de Conversão do Alimentador de Arame estão disponíveis
para todos os códigos do LN-9 (abaixo e acima de 9100). Veja o
Manual de Operação.
Obs. A.
Obs. B.
Obs. E., Obs. F.
- Obra
+ Obra
Obs. C.
Obs. D.
Obs. E.
Obs. D.
M15206
29-4-88C
Obs.A.
Obs. C e Obs. G.
Obs. B. e Obs. C.
Parafuse aos Cabos do Conjunto
de Contato do Arame do NA-5
Para a Obra
O diagrama acima mostra o eletrodo na conexão de polaridade positiva.
Para mudar a polaridade, desligue a máquina e inverta o cabo do eletrodo
com o cabo-obra na fonte de solda. Consulte, no Manual de Operação do
NA-5, as conexões de polaridade necessárias da caixa de controle do NA-5.
Kits de Conversão do Alimentador de Arame estão disponíveis para todos os
códigos do NA-5 (abaixo e acima de 9100). Veja o Manual de Operação.
Obs. F.
Obs. G.
Os cabos de solda devem de capacidades adequadas para a corrente e
para o ciclo de trabalho das aplicações imediatas e futuras. Veja as
dimensões adequadas no Manual de Operação do NA-5.
Estenda o fio 21 do cabo de controle usando arame isolado 14 AWG ou
maior, fisicamente adequado para a instalação. Um cabo-obra de detecção
de tensão S16586-Comprimento pode ser solicitado para essa finalidade.
Conecte-o diretamente à obra, independentemente da conexão do caboobra. Para maior conveniência, essa extensão do fio 21 deve ser fixada
com fita adesiva ao cabo-obra.
Proteja a conexão parafusada com fita adesiva.
Conecte o fio de aterramento do cabo de controle ao terminal da estrutura
marcado com, próximo à barra de terminais. O terminal de aterramento da
fonte de solda (marcado com e localizado próximo às conexões de entrada
de alimentação da fonte de solda) devem ser conectados adequadamente
a um terra elétrico, de acordo com o manual de operação da fonte de
solda.
Os jumpers da placa de tensão do NA-5 devem ser conectados conforme
indicado:
Conecte o jumper vermelho ao pino “S”
Conecte o jumper branco ao pino “B”
Ao utilizar os controles do NA-5 sem os diodos opcionais da Pulse Power
500:
O botão de alimentação de arame a frio do NA-5 não irá funcionar, a
menos que o jumper azul seja conectado ao terminal identificado por
“AUTO”, localizado acima do transformador da placa de tensão do NA-5.
Esse jumper, entretanto, irá desabilitar o recurso de Partida a Frio/Parada
Automática do NA-5, permitindo apenas que as técnicas de Partida a Quente
sejam utilizadas.
Para o funcionamento adequado, a chave geral do NA-5 deve estar na
posição “ON” quando a chave geral da Pulse Power 500 for ligada.
Para funcionamento adequado da solda pulsada com o NA-5, o cabo do
eletrodo deve dar 3 voltas ao redor dos terminais do conjunto do sensor, na
parte esquerda da caixa de controle do NA-5, conforme mostrado. As
voltas do cabo do eletrodo devem estar dentro da caixa.
Caixa do NA-5
Obs. G.
OBS: Para operação adequada da solda pulsada com o NA-5:
1. O NA-5 deve ter uma placa de tensão G1556-3 (ou com código superior)
instalada.
2. A Placa do Filtro da Pulse Power deve estar instalada e conectada ao
NA-5 de acordo com as instruções fornecidas com o kit.
3. O conjunto adequado de chave e proteção de detecção de corrente do
pulso do NA-5 deve estar instalado.
3 Voltas
Proteção do Sensor de Corrente
4 Condutores Sob o Terminal da Chave
Para instruções adicionais de instalação, Veja o Manual de Operação do NA-5.
– 12 –
– 13 –
Terminal de
Saída Negativa
Eletrodo
Obra
Obs. F.
Obs. G.
Obs. H.
Obs. A.
Obs. E.
Obs. D.
Alimentador “A”
Terminal de
Saída Positiva
Obs. G.
Eletrodo
Obs. B.
Obs. C.
Alimentador “B”
Alimentador de Arame “B”
Adaptador para LN-23P
Alimentador de Arame “A”
Cabo Adaptador de 10 Condutores
fonte de solda antes de conectar o alimentador de arame.
ATENÇÃO: Choque Elétrico Pode Matar. Desligue a alimentação da
M14272
27-2-87E
Os cabos de solda devem de capacidades
adequadas para a corrente e para o ciclo de
trabalho das aplicações imediatas e futuras.
Veja as dimensões adequadas no Manual de
Operação do LN-23P.
Obs. B. Se apenas um LN-23P for utilizado, conecte o
alimentador de arame à barra de terminais do
Alimentador “A” (“Feeder ‘A’”) do adaptador.
Obs. C. O fio de detecção da tensão remota deve ser
estendido diretamente à obra usando fio 12
AWG ou maior, flexível e com cobertura de
borracha. Enrole o fio a redor do cabo-obra e
fixe com fita adesiva.
Obs. D. Conecte o fio de aterramento do cabo de
controle ao terminal da estrutura marcado
com, próximo à barra de terminais. O terminal
de aterramento da fonte de solda (marcado
com e localizado próximo às conexões de
entrada de alimentação da fonte de solda)
devem ser conectados adequadamente a um
terra elétrico, de acordo com o manual de
operação da fonte de solda.
Obs. E. Faça a conexão com parafusos e fita isolante.
Obs. F. Para DC-600 de códigos abaixo de 8200,
conecte um jumper entre “N” e “S”. Não há
barras NPS em máquinas DC-400 ou DC-600
com códigos acima de 8200 ou em máquinas
DC-250.
Obs. G. Os terminais 67, 80 e 81 não existem em
algumas máquinas.
Obs. H. Terminais de saída de tensão constante na
DC-250.
Obs. A.
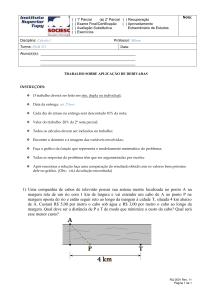
Conexão do LN-23P e do Kit Adaptador à Pulse Power 500
d. Olhe o display digital da Pulse Power 500 enquanto
ajusta o compensador de partida. Ajuste o
compensador para o valor da tensão de abertura
de arco acrescido da queda de tensão no cabo. No
nosso exemplo, o valor é de 22 V.
CONEXÕES
PARAFUSADAS
E ISOLADAS
Recomendações para Partida Ótima com a Pulse
Power 500 e o LN-9.
1. Ajuste o compensador de partida do LN-9. O
compensador de partida está na Placa de Tensão
L6084 e é identificado por um símbolo de seta
curva próximo a ele. O compensador é ajustado
através do seguinte procedimento:
a. Ajuste o Seletor de Modo da Pulse Power 500
em 01.
b. Ajuste a tensão de abertura de arco do LN-9
para o ajuste desejado (20 V, por exemplo).
FIOS DE
DETECÇÃO
DE TENSÃO
c. Estime a queda de tensão nos cabos de solda
durante a operação ou meça o valor.
Normalmente, esse valor não ultrapassa alguns
volts (no nosso exemplo, utilizaremos 2 V).
PARA A OBRA
d. Olhe o display digital da Pulse Power 500
enquanto ajusta o compensador de partida.
Ajuste o compensador para o valor da tensão de
abertura de arco acrescido da queda de tensão
no cabo. No nosso exemplo, o valor é de 22 V.
PARA O BLOCO DE
CONTATO DO
ALIMENTADOR DE
ARAME
Mostrado com conexões para eletrodo positivo. Para mudar a
polaridade, desligue a alimentação, inverta o cabo do eletrodo e o cabo
obra na fonte de solda e inverta as conexões parafusadas dos fios de
detecção de tensão.
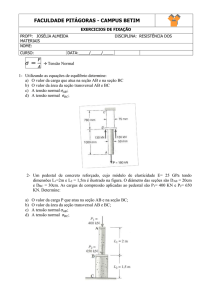
Figura 1 — Conexões da Detecção da Tensão Remota
SELEÇÃO DO CABO DE SAÍDA
Isso pode ser feito observando-se a Figura 1 e
seguindo as instruções abaixo:
Selecione a dimensão do cabo de saída de acordo
com a tabela abaixo.
1. Desconecte os fios POS e NEG dos terminais 21+
e 21-.
DETECÇÃO DA TENSÃO REMOTA
2. Obtenha dois fios isolados para extensão dos fios
POS e NEG até a obra e o bloco de contato do
alimentador de arame. Os fios devem ser 18 AWG
ou maiores. (Um fio de detecção da tensão remota
S16586-[COMPRIMENTO], com garra-jacaré para
fixação à obra, está disponível para extensão para
a obra.)
Com as conexões de fábrica, o display de tensão
indicará a tensão nos terminais de saída da Pulse
Power 500.
A tensão efetiva do arco sempre será menor que
aquela mostrada no display de tensão devido à queda
de tensão no cabo-obra e no cabo do eletrodo.
3. Faça uma conexão parafusada entro o fio POS e o
fio de detecção da tensão remota. Conecte a outra
extremidade do fio de detecção da tensão remota
ao lado positivo do arco. Isole a conexão
parafusada.
É possível que a tensão efetiva seja mostrada,
independentemente da queda de tensão no cabo,
fazendo uma alteração simples nas conexões dos fios
de detecção de tensão da Pulse Power 500.
Dimensões dos Cabos para Comprimento Combinado de Cabo do Eletrodo e Cabo-Obra (de Cobre) para:
Ciclo de Trabalho
100%
60%
Corrente
500
500
Comprimento de
até 30 m (100’)
2-#1
2/0
(100’ a 150’)
30 a 45 m
2-#1
3/0
(150’ a 200’)
45 a 60 m
4/0
3/0
(200’ a 250’)
60 a 75 m
4/0(1)
4/0(1)
(1) 75 m (250’) de cabo de cobre a 75 oC apresentam uma queda de tensão de 7,5 V ao conduzir 500 A. A queda
de tensão pode ser reduzida utilizando-se cabos em paralelo ou um condutor maior.
– 14 –
4. Faça uma conexão parafusada entro o fio NEG e o
fio de detecção da tensão remota. Conecte a outra
extremidade do fio de detecção da tensão remota
ao lado negativo do arco. Isole a conexão
parafusada.
SELETOR DE
MODO
AJUSTADO
PARA 00
5. Use fita isolante ou arame para fixar os fios de
detecção da tensão remota aos cabos de solda.
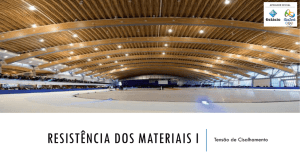
SELEÇÃO REMOTA DE MODO (Figura 2)
FONTE DE
TENSÃO
ISOLADA
O Seletor de Modo é uma chave giratória manual no
painel frontal. O operador ajusta a chave para o modo
de operação desejado da máquina. Para aplicações
automatizadas em que a seleção de modo será feita
por um robô ou um controlador do sistema, foi
fornecida uma interface analógica. Os modos de
solda podem ser selecionados aplicando-se uma
tensão de controle DC aos terminais 75 (negativo) e
76 (positivo) da barra de terminais do painel frontal. A
tabela a seguir mostra a relação entre o modo de
operação e a tensão de controle correspondente.
Modo
Tensão de Controle
Modo
± 0,1 V
(1)
(1)
(1)
(1)
(1)
(1)
(1)
(1)
10
11
12
13
20
30
40
50
51
52
53
54
55
56
57
0,16
0,45
0,74
1,04
1,35
1,64
1,91
2,21
2,51
2,79
3,10
3,41
3,70
3,98
4,25
Figura 2 — Conexões do Seletor Remoto do Modo
Outras considerações para seleção remota do modo:
-O Seletor de Modo do painel frontal deve estar
ajustado em 00.
Tensão de Controle
-Os terminais do alimentador de arame que seriam
normalmente conectados ao terminal 76 devem ser
transferidos para o terminal 78.
± 0,1 V
60
61
62
63
64
65
66
67
70
71
72
73
74
75
76
77
4,58
4,90
5,16
5,41
5,71
6,02
6,31
6,63
6,93
7,20
7,46
7,74
8,06
8,21
8,45
8,69
-O mostrador de corrente irá indicar o modo, ao invés
de 0, quando 2 e 4 estiverem abertos.
-O modo está travado se 2 e 4 estiverem fechados.
Os modos não podem ser comutados durante a
solda.
AJUSTE DE SAÍDA ATRAVÉS DE SINAL
DE CONTROLE EXTERNO
Toda a faixa de saída da Pulse Power 500 pode ser
controlada através de um sinal de controle gerado
externamente. Aplicando-se um sinal de controle de 0
a 10 VDC aos terminais 75 (negativo) e 78 (positivo),
os modos de controle 10 a 13, 20, 30, 50 a 57, 60 a
67 e 70 a 77 poderão ser controlados através da
seguinte relação:
(1) Idênticos aos modos 60 a 67 nas máquinas de códigos acima
de 9092.
Tensão de Saída = 5 x Tensão do Sinal de Controle
Os circuitos internos da Pulse Power 500 conectam o
terminal 75 ao terminal de saída negativo do circuito
de solda. Para evitar loops de terra, uma fonte de
tensão isolada, independente do circuito de solda,
deve ser utilizada para fornecer o nível de tensão da
seleção de modo. A fonte de tensão deve ser capaz
de manter uma carga de 6K ohms quando a Pulse
Power 500 estiver ligada. Se a fonte de tensão deve
permanecer ligada enquanto a Pulse Power 500
estiver desligada, a fonte de tensão deve ser capaz
de manter uma carga de 500 ohms.
Os circuitos internos da Pulse Power 500 conectam o
terminal 75 ao terminal de saída negativo do circuito
de solda. Para evitar loops de terra, uma fonte de
tensão isolada, independente do circuito de solda,
deve ser utilizada para fornecer o nível de tensão da
seleção de modo. A fonte de tensão deve ser capaz
de manter uma carga de 6K ohms. A chave
Local/Remote deve estar na posição Remote. A
tensão do sinal de controle deve estar presente
quando a chave geral da Pulse Power 500 for ligada.
– 15 –
INSTRUÇÕES DE OPERAÇÃO
OPERAÇÃO DA FONTE DE SOLDA
PRECAUÇÕES DE SEGURANÇA
Regulagens de Ciclo de Trabalho e Saída
ATENÇÃO
A Pulse Power 500 está regulada para 500 A para
ciclo de trabalho de 100% e 625 A para ciclo de
trabalho de 50% (com base em um ciclo de 10
minutos).
CHOQUE ELÉTRICO pode matar.
-Não toque partes energizadas ou o
eletrodo com a pele ou com roupas
molhadas.
-Isole seu corpo da obra e do terra.
-Sempre use luvas isolantes secas.
A tabela abaixo mostra a corrente média máxima para
cada modo MAG pulsado:
Modo(1)
FUMOS E GASES podem ser
perigosos.
-Mantenha sua cabeça afastada dos
fumos.
-Use ventilação ou exaustão para
remover os fumos da área de
respiração.
Ciclo de Trabalho de 100% Ciclo de Trabalho de 50%
X0, X1, X2
130 A
130 A
X3, X4, X5
300 A
340 A
X6
500A
660 A(2)
550A
660 A(2)
X7
(1) onde X é 6 ou 7
(2) A proteção por termostato bloqueia a saída em soldas
prolongadas a mais de 500 A para ciclo de trabalho de 100% ou
625 A para ciclo de trabalho de 50%.
Se a corrente média do ciclo de trabalho de 50% for
excedida, o circuito de proteção reduzirá a corrente a
um nível mais baixo, até que a carga seja removida.
AS FAÍSCAS DA SOLDA podem
causar incêndios ou explosões.
-Mantenha materiais inflamáveis
afastados.
-Não faça soldas em recipientes
fechados.
Se a corrente média do ciclo de trabalho de 100% for
excedida por mais de 5 minutos, o circuito de
proteção bloqueará a saída e mostrará a mensagem
de erro “E10” no display digital superior da Pulse
Power 500. O display inferior irá começar uma
contagem regressiva até zero, por um período de
resfriamento de 5 minutos, antes que a saída possa
ser reiniciada.
A IRRADIAÇÃO DO ARCO pode
queimar os olhos e a pele.
-Use proteções nos olhos, nos
ouvidos e no corpo.
Quando estiver fazendo soldas nos modos não
pulsados, correntes momentâneas acima de 700 ou
800 A farão o circuito de proteção reduzir a saída a,
aproximadamente, 420 A, até que a carga seja
removida.
Ve j a p r e c a u ç õ e s d e
segurança adicionais no
início deste manual do
o p e r a d o r.
Funções/Operação do Controle
- Chave Geral: Posicione a alavanca na posição “ON”
para energizar a máquina. Quando a alimentação
estiver ligada, o Display Digital estará aceso.
- Controle da Saída: Controla a tensão de saída dos
modos GMAW (MAG), FCAW (Eletrodo Tubular Innershield/Outershield), SAW (Arco Submerso) e
GMAW-P (MAG Pulsada). No modo de corrente
constante, a corrente é controlada.
CUIDADO: Na utilização desta máquina com alguns
alimentadores de arame com o intertravamento
elétrico ligado, o arco pode se abrir novamente se o
eletrodo tocar a obra dentro de um período de alguns
segundos após a liberação do gatilho.
Os alimentadores de arame atuais da Lincoln com
intertravamento elétrico são o LN-8, LN-9 e LN-23P.
Unidades LN-9 de números de série 11587 e acima
têm um intertravamento modificado que evita a
reabertura do arco. Esses LN-9s foram fabricados no
início de dezembro de 1983.
LN-8s com códigos 8799 e acima também têm o
intertravamento modificado. Esses LN-8s foram
fabricados no início de setembro de 1984.
O controle de toda a faixa de saída da fonte de
solda é feito em 10 voltas do knob. Esse controle
pode ser ajustado durante a operação, com carga,
para mudar a saída da fonte de solda.
O Controle de Saída também pode ser usado para
ajustar previamente a saída da Pulse Power 500.
Isso pode ser feito apenas quando a saída da
máquina não estiver energizada (quando o gatilho
do tocha não estiver fechado e os terminais 2 e 4
não estiverem conectados juntos). Para os modos
MAG, Innershield, Arco Submerso e MAG-P (tensão
– 16 –
constante), a tensão de solda pode ser ajustada
previamente. Para o modo de Corrente Constante, a
corrente de solda pode ser ajustada previamente,
de modo aproximado. A tensão ou corrente
previamente ajustadas são mostradas à esquerda
do Controle de Saída.
diferem apenas no grau do efeito de constrição
eletromagnética, o que afeta, predominantemente,
a solda MAG a curto-circuito. A intensidade do
efeito de constrição eletromagnética controla os
respingos, a fluidez e a forma do cordão.
O modo 20 foi otimizado para eletrodos tubulares
Innershield® e Outershield®. Também pode ser
usado para corte a grafite.
- Chave Local/Remote: Esta chave de duas
posições, localizada à direita do Controle de Saída,
determina se a saída da Pulse Power 500 é
controlada pelo ajuste do Controle de Saída da
Pulse Power 500 ou por um controle remoto de
saída no alimentador de arame ou por um controle
remoto de saída opcional (K839 ou K775).
O modo 30 é usado para solda ao arco submerso.
A resposta desse modo proporciona uma boa
forma para o cordão para soldas com alta
deposição e avanço lento.
O modo de Corrente Constante, posição 40 do
Seletor de Modo, é usado para soldas ao eletrodo
revestido (vareta) limitadas ou para corte a grafite.
- Display Digital (V/A): Quando a chave de
alimentação é colocada na posição “ON”, ocorre a
seguinte seqüência de inicialização:
Os modos 60 a 67 (arco suave) e 70 a 77 (arco
duro) estão reservados para solda MAG pulsada
(MAG-P). Estão disponíveis oito freqüências de
pulsos:
Modo
Freqüência do Pulso
a.Há inicialmente uma indicação aleatória, seguida
pela indicação do número da versão do software
(por exemplo, 2.4), durante alguns segundos.
OBS: Algumas das máquinas mais antigas
podem não ter um número de versão, passando
diretamente das indicações aleatórias para um
display preenchido por “8” (todas as máquinas
fabricadas depois de junho de 1987 têm um
número de versão do software).
b.Todos os segmentos serão acesos
(apresentando “8” em todas as posições) por
alguns segundos, permitindo que o usuário
verifique se há segmentos de LED queimados.
c.Será mostrado “PP.-500”.
(Suave)
(Duro)
(Entrada de 60 Hz)
(Entrada de 50 Hz)
60
61
62
63
64
65
66
67
70
71
72
73
74
75
76
77
45
51
60
72
90
120
180
360
38
43
50
60
75
100
150
300
Preparação e Operação da Solda Pulsada
d.Alguns segundos depois, será mostrado 78 (se
um alimentador de arame estiver conectado ao
terminal 78 da barra de terminais) ou 221.
O documento “Process and Procedure Guidelines for
Pulse Spray Welding with an Idealarc Pulse Power
500” (GSP-PULSE) contém todas as informações
necessárias para preparação e operação da Pulse
Power 500. Esse documento é parte da literatura
enviada com cada uma das máquinas. No caso de
uma aplicação em particular não estar coberta,
algumas orientações gerais para preparação e
operação são indicadas abaixo:
1.Determine o tipo de arame e de gás a ser utilizado
na aplicação.
2.Selecione um diâmetro de arame e uma velocidade
de alimentação de arame.
3.Ajuste o controle da velocidade do arame (no
alimentador de arame).
4.Selecione um modo. O dígito das unidades (dígito
mais à direita na chave giratória manual) do Seletor
de Modo seleciona a freqüência. O dígito das
dezenas (dígito mais à esquerda da chave giratória
manual) seleciona a característica do arco. Use a
casa dos 60 para arco de característica suave ou a
casa dos 70 para arco de característica dura.
5.Ajuste o controle da saída na tensão recomendada.
Uma vez estabelecido o arco, pode ser necessário
um ajuste fino. Ajustes da tensão e da freqüência do
arco podem ser feitos durante a solda. Ajustes das
características do arco requerem que o gatilho da
tocha seja solto durante a alteração do ajuste do
Seletor de Modo. Se isso não for feito, a máquina não
irá produzir saída e o display vai indicar uma
mensagem E02 até que o gatilho seja solto.
Após a seqüência de inicialização, o display terá
uma das indicações abaixo:
a.Se a saída estiver energizada (se o gatilho da
tocha estiver fechado ou os terminais 2 e 4
estiverem conectados juntos), a tensão (em V) e
a corrente (em A) de saída da máquina são
mostrados.
b.Se a saída não estiver energizada, é mostrada a
regulagem de tensão, para os modos de tensão
constante, ou a regulagem aproximada de
corrente, para os modos de corrente constante.
OBS: A regulagem de tensão não é mostrada se
estiver sendo utilizado um LN-9 ou um NA-5.
c.Mensagens de erro são mostradas em caso de
problemas com o equipamento. Consulte a
seção de solução de problemas e verifique a
causa do problema e a sua solução.
- Seletor de Modo: Essa chave giratória manual deve
ser ajustada para obtenção do modo de saída. Se
for selecionado um modo de saída inválido, o
Display Digital indicará “E01”.
Todos os modos descritos abaixo e na placa de
dados da Pulse Power 500 são de tensão
constante, com exceção do modo de Corrente
Constante:
Os modos 10 a 13 são usados para solda MAG
com transferência a spray, transferência globular e
transferência por curto-circuito; esses modos
– 17 –
Guia de Solução de Problemas para Solda Pulsada
Problema
Solução
Muitos respingos e som de estalo produzido pelo arco. -Aumente a tensão.
-Reduza a velocidade de alimentação do arame.
-Diminua a freqüência.
O arco está muito longo.
-Reduza a tensão.
O arco serpenteia ou não é estável.
-Limpe o óleo, os óxidos ou outros
contaminantes da obra.
-Verifique a vazão de gás ou proteja o arco do vento.
-Substitua a guia do cabo do revólver
contaminada.
-Mude o terra de lugar para minimizar as
“explosões” do arco.
O arco não é estável e o revólver está pulsando.
-Substitua o bico de contato.
-Substitua o arame enferrujado ou contaminado.
-Substitua a tocha por um tipo que ofereça um
melhor contato elétrico entre o eletrodo e o bico
de contato.
Pequenas gotas são visíveis no arco ou
-Reduza a freqüência.
se formam na extremidade do eletrodo.
Má abertura de arco.
-Para partida semi-automática, posicione o eletrodo a
1,6 mm (1/16”) da obra antes de puxar o gatilho do
revólver. Não faça a abertura na obra.
Considerações
Importantes
Desempenho de Solda
para
Bom
Corte a Grafite
O Corte a Grafite pode ser feito com a Pulse Power
500 dentro da sua saída regulada, usando hastes de
grafite de 4,0 a 10 mm (5/32 a 3/8”) de diâmetro. São
necessários os cabos de saída, um conjunto de cabo
de eletrodo de grafite e uma fonte de ar comprimido.
A solda pulsada é muito sensível às condições que,
normalmente, não representam problemas para uma
solda não pulsada. Má partida ou má abertura de arco
podem ser atribuídas a alguma das seguintes
condições:
OBS:
-condições da superfície do arame — deve estar
limpa e sem ferrugem
(1) O Corte a Grafite pode ser realizado utilizando-se
o modo Innershield/Outershield ou o modo de
Corrente Constante; entretanto, a ação de corte
será mais suave no modo Innershield/Outershield.
-condições da superfície da obra — sem óleo,
ferrugem ou outros contaminantes
-bico de contato desgastado na tocha
(2) Se a corrente exceder os 700 a 800 A,
momentaneamente, o circuito eletrônico de
proteção na Pulse Power 500 irá reduzir a
corrente para 420 A, até que a carga seja
removida.
ATENÇÃO: Se a solda ao eletrodo revestido ou o corte
a grafite forem feitos na Pulse Power 500 juntamente
com solda semi-automática/automática, é necessária
uma Chave Multiprocesso opcional K804. Se a Chave
Multiprocesso não for utilizada, então o cabo de controle,
o cabo-obra e o cabo do eletrodo do alimentador de
arame devem ser desconectados da Pulse Power 500
antes de conectar a Pulse Power 500 para solda ao
eletrodo revestido ou para corte a grafite.
-guia do cabo desgastada
-guia do cabo com contaminação proveniente do
eletrodo anterior
-tocha com projeto que não oferece um bom contato
entre o arame e o bico de contato
-tipo e vazão do gás de proteção
Observe que esses fatores irão causar problemas em
qualquer fonte de solda que for utilizada. Todas essas
condições devem ser examinadas antes de fazer
qualquer solda.
Processos a Corrente Constante
Solda a Arco Manual (Eletrodo Revestido, ou Vareta)
ALIMENTAÇÃO AUXILIAR
A Pulse Power 500 pode ser usada como uma
máquina de solda manual de tensão constante, de
aplicação limitada, sendo o cabo do eletrodo, o caboobra e o porta-eletrodo os únicos equipamentos
necessários.
A Pulse Power 500 fornece alimentação de 115 VAC
para os alimentadores de arame. A alimentação está
disponível nos terminais 31 e 32 da barra de
terminais. Um fusível de 8 A, de ação retardada, no
painel de controle da máquina protege a alimentação
auxiliar de sobrecargas. O circuito tem capacidade
para 1000 VA.
A solda ao eletrodo revestido (vareta) é limitada a
soldas temporárias ou a aplicações não críticas, de
uso geral. São obtidos resultados satisfatórios com
eletrodos como Fleetweld 180, Jetweld 1, 2 e 3 ou
Stainweld 308-15. Os eletrodos dos tipos LH e 5P não
são recomendados.
Uma fonte de 24 VAC está disponível nos terminais
33 e 34. O fusível de 1 A, de ação retardada, desse
circuito está localizado dentro da caixa de controle, na
parte posterior da placa de terminais.
– 18 –
MANUTENÇÃO
PROCEDIMENTOS
PROBLEMAS
PRECAUÇÕES DE SEGURANÇA
ATENÇÃO
PARA
SOLUÇÃO
DE
Procedimento para Substituição das Placas de
Circuito Impresso (PC)
CHOQUE ELÉTRICO pode matar.
-Peça para um indivíduo qualificado
instalar e reparar este equipamento.
-Desligue a alimentação na caixa de
interruptores antes de trabalhar no
equipamento.
-Não toque partes energizadas ou o eletrodo com
a pele ou com roupas molhadas.
-Isole seu corpo da obra e do terra.
-Sempre use luvas isolantes secas.
IMPORTANTE:
1. Toque algum parafuso de metal na estrutura da
máquina antes de tocar qualquer placa. Mesmo
pequenas cargas estáticas, que você pode não
saber que existam, podem danificar placas de
circuito impresso.
2. Manuseie as placas apenas pelas bordas.
3. Guarde as placas apenas nos sacos em que foram
enviadas. Isso é necessário porque algumas
placas requerem sacos especiais que dispersam
cargas estáticas.
MANUTENÇÃO DE ROTINA
1. O motor da ventoinha tem mancais selados que
não precisam de manutenção.
2. Em locais com muita poeira, a sujeira pode entupir
as passagens de ar, fazendo a máquina de solda
se aquecer demais. Sopre a máquina de solda com
ar comprimido a baixa pressão, a intervalos
regulares, para eliminar o excesso de sujeira
acumulada nos componentes internos.
3. Em locais com muita poeira, a sujeira pode se
acumular nas barras de terminais de conexão do
cabo de controle. Limpe ou sopre essas barras de
terminais regularmente. Isso é particularmente
importante em locais úmidos.
Quando uma placa tiver que ser substituída, siga o
procedimento abaixo.
Inspecione visualmente a placa em questão.
1. Algum componente está danificado? Há algum
condutor danificado na parte de trás da placa? Se
houver danos elétricos visíveis na placa, verifique
se os fios de aterramento da máquina estão em
curto para evitar que uma placa nova seja
danificada. Se houver danos na placa, devolva-a
para o Serviço de Assistência Técnica da Lincoln.
PROTEÇÃO DA MÁQUINA E DOS
CIRCUITOS
2. Algum dos fusíveis da placa está queimado? Se
estiver, substitua-o e verifique se o problema é
solucionado.
A fonte de solda é protegida termostaticamente, com
termostatos de proximidade, contra sobrecarga ou
resfriamento insuficiente. Se a máquina estiver com
sobrecarga, o termostato se abrirá e a saída será
zero. A ventoinha vai continuar funcionando e o
Display Digital vai estar aceso. O termostato vai
permanecer aberto até que a máquina se resfrie
(normalmente, em menos de 10 minutos), quando o
termostato vai se fechar e a saída estará disponível
novamente. Se não houver ar de resfriamento
suficiente, o contator de entrada se abre e a máquina
se desliga. Quando a máquina resfriar o suficiente
(dependendo das circunstâncias, até 1 hora) ela vai
se ligar novamente se a chave geral for deixada ligada.
3. Não remova nenhum dos chips dos soquetes.
4. Se não houver danos à placa, insira uma nova e
verifique se isso soluciona o problema. Se o
problema for solucionado, instale novamente a
placa antiga e verifique se o problema persiste com
ela.
a. Se o problema não existir mais com a placa
velha, verifique os plugues do chicote da placa.
b. Verifique se há conexões soltas nos condutores
nos chicotes.
c. Se houver danos à placa, devolva-a para o
Serviço de Assistência Técnica da Lincoln.
Os circuitos são protegidos contra aterramentos
acidentais. Se o cliente “aterrar” acidentalmente o 76
ou 78 no cabo de saída negativo, a saída da Pulse
Power 500 será reduzida a um valor baixo evitando,
dessa forma, quaisquer danos à máquina. Se o
aterramento ocorrer entre o 85, 76, 77 ou 78 e o cabo
de saída positivo, um dos fusíveis da placa do
Terminal se queima, evitando quaisquer danos à
máquina.
Tensão de Saída
Alguns segundos após conectar o 2 ao 4 na barra de
terminais, a tensão de circuito aberto deve ser
ajustável de 20 a 40 V, aproximadamente, em todos
os modos, com exceção do modo CC 40. No modo
CC, a tensão de circuito aberto deve permanecer em
um valor entre 25 e 50 V, aproximadamente. Se
houver qualquer outra condição, consulte o Guia de
Solução de Problemas.
Outras conexões para a placa do Terminal também
são protegidas por fusíveis.
– 19 –
Operação da Proteção Contra Falhas
Procedimento de Verificação do Conjunto da
Ponte Retificadora da Alimentação
O circuito de proteção contra sobrecarga na placa irá
limitar a corrente de solda para menos que 800 A se
forem aplicados um curto ou uma sobrecarga à
máquina.
CUIDADO: Os testes da ponte retificadora de
alimentação descritos abaixo irão identificar os defeitos
mais comuns encontrados em diodos de alimentação ou
SCRs de alimentação. Se ainda houver um problema na
ponte após o teste, entre em contato com o Serviço de
Assistência Técnica da Lincoln. Uma avaliação mais
completa dos diodos ou do SCR pode requerer
equipamentos de laboratório.
Verificação do Circuito de Proteção
Em caso de mau funcionamento ou falha do SCR, o
conjunto do circuito de proteção deve ser verificado.
Desconecte a alimentação da Pulse Power 500 e
remova a proteção superior da máquina.
1. Isolação do Dispositivo (veja a Lista de Peças do
Manual do Operador para saber a localização exata)
Desconecte os seguintes fios, conforme mostrado
no Diagrama 1. Isso permitirá um teste rápido dos
diodos e do SCR.
Inspecione visualmente o conjunto da placa
localizado na parte posterior da caixa de controle,
verificando se há componentes superaquecidos ou
danificados.
a. Desconecte o cabo do indutor de constrição do
cabo do indutor de pulso.
b. Desconecte o cabo positivo espiralado D2 do
banco de capacitores e o cabo 217 do anodo do
SCR7.
c. Desconecte o cabo espiralado D1 e o cabo 227
do cabo negativo do banco de capacitores.
d. Desconecte P7 e P9 (cabos do gate do SCR) da
Placa de Alimentação.
e. Desconecte P15 (cabos do protetor do SCR) da
Placa do Circuito de Proteção.
Verificação do Controle da Saída na Máquina
1. Desligue a máquina.
2. Coloque a chave Local/Remote em “Remote”.
Desfaça quaisquer conexões nos terminais 75, 76
ou 77 na barra de terminais TS2.
3. Tire os parafusos da cobertura da caixa de controle
e abaixe-a.
2. Teste do Diodo de Alimentação
4. Desconecte o plugue do chicote identificado por J2
da placa de Controle.
a. Estabeleça a polaridade dos cabos do
ohmímetro e ajuste o fundo de escala para X10.
b. Conecte o cabo positivo ao anodo e o cabo
negativo ao catodo.
c. Inverta os cabos do ohmímetro.
d. Diodo em curto — leitura de resistência baixa em
ambas as direções
Diodo aberto — leituras altas ou infinitas em
ambas as direções
Diodo bom — leitura de resistência baixa no
passo “b” e leitura de resistência alta ou infinita
no passo “c”.
5. Conecte um ohmímetro em X1K entre os terminais
1 e 2 do potenciômetro de Controle da Saída (fios
75A e 220, respectivamente). Gire o knob de
controle da saída completamente no sentido antihorário, e então no sentido horário. A leitura de
resistência deve variar de zero a 10K.
6. Verifique a leitura de resistência entre os terminais
1 e 3 (fios 75A e 77A). A leitura deve ser de 10K.
Ausência de leitura indica que o potenciômetro
está aberto, e uma leitura baixa indica que está em
curto total ou parcial. Em ambos os casos,
substitua-o.
3. Teste do Retificador de Alimentação
Semicondutor (SCR)
Verificação do Controle Remoto
O SCR deve estar montado no conjunto durante
este teste. Todos os cabos desconectados e
parafusos não devem tocar outras superfícies. O
SCR não pode ser testado se for removido do
conjunto.
Desconecte o controle remoto da saída, conecte um
ohmímetro entre os fios 75 e 76 e gire o
potenciômetro no controle remoto. A leitura de
resistência deve variar de zero a 10K ohms. Repita
para os terminais 77 e 76, devendo ser obtidos os
mesmos resultados. Uma leitura mais baixa irá indicar
um potenciômetro em curto total ou parcial. Uma
leitura muito alta irá indicar um potenciômetro aberto.
Nesses dois últimos casos, substitua o potenciômetro.
OBS: Pelo fato de os cabos dos anodos do SCR1
ao SCR6 estarem conectados para este teste, o
teste de curto entre o anodo e o catodo em um dos
SCRs irá valer para todos os seis. Se o conjunto
falhar neste procedimento de teste, todo o conjunto
deve ser removido e pode-se fazer testes
individuais para cada SCR para localizar o
dispositivo que está falhando.
– 20 –
a. Conecte os cabos do ohmímetro (ajuste para
escala X10) entre o anodo e o catodo.
g. Remova o cabo do terminal 219 do P7 ou corte o
cabo 219 na emenda do cabo.
b. Inverta os cabos do ohmímetro.
h. Remova os quatro parafusos de fixação do
conjunto e os isoladores.
c. SCR em curto — leitura de resistência zero ou
igualmente baixa em uma ou em ambas as
direções.
d. Estabeleça a polaridade do ohmímetro. Conecte o
cabo positivo ao gate do SCR (no P7 ou P9) e o
cabo negativo ao catodo do SCR.
e. Gate em curto — leitura de resistência zero
Gate aberto — leitura de resistência alta ou infinita
Gate bom — leitura de resistência baixa, mas não zero
Repita os passos “a” a “e” para o SCR7.
4. Remoção do Conjunto da Ponte
Ao remover o conjunto da ponte da máquina de solda,
preste bastante atenção para a posição e a
localização originais das conexões elétricas.
Manuseie com cuidado para evitar danos.
Desconecte os seguintes cabos, mostrados no
Diagrama 1, abaixo.
a. Cabos X1 a X6 e cabos 221 a 216 do conjunto da
ponte.
b. Cabo do indutor de constrição e os dois cabos 218
do conjunto da ponte.
c. O cabo positivo espiralado D2 do banco de
capacitores e o cabo 217 do anodo do SCR7.
d. O cabo espiralado D1 e o cabo 227 do cabo
negativo do banco de capacitores.
e. O cabo negativo do banco de capacitores do shunt
de corrente de saída. Remova a braçadeira de
fixação do cabo do capacitor.
f. Solte o P9 da Placa de Alimentação.
TRANSFORMADOR
PRINCIPAL
5. Substituição do SCR
Teste cada SCR montado no conjunto, seguindo o
procedimento de teste do SCR de Alimentação, para
localizar o(s) dispositivo(s) com falha.
CUIDADO: O procedimento de remoção e fixação
descrito abaixo é crítico para a prevenção de danos
internos ao SCR. A não observação das
recomendações para este procedimento pode resultar
em falha subseqüente do(s) dispositivo(s). Manuseie
todos os SCRs com cuidado.
a. Solte, alternadamente, as porcas de fixação em 1/4
de volta, até que o fixador esteja solto. Tire as
porcas e o fixador. Remova o esmalte vermelho
das superfícies de medição do indicador de força.
Se necessário, dobre a escala para que indique zero.
b. Tire ambos os SCRs com cuidado. Corte o cabo do
gate ou cada dispositivo com falha na junta do cabo.
c. Usando uma espátula ou outra ferramenta
adequada, tire o esmalte vermelho da área de
depressão circular de cada superfície de
montagem do dissipador de calor do SCR. Raspe o
esmalte do centro para as extremidades, em
movimentos de dentro para fora. Evite raspar em
excesso. Não raspe a área da superfície efetiva de
montagem do SCR.
d. Faça o polimento de cada superfície de montagem
do dissipador de calor do SCR usando lã de aço
fina, no 000. Limpe a superfície com um pano sem
fiapos ou com papel toalha.
e. Inspecione as superfícies de montagem de cada
SCR. Remova todas as rebarbas e limpe. Não use
lã de aço ou outro limpador abrasivo na superfície
de montagem do SCR.
CONJUNTO
DA PONTE
INDUTOR DE
CONSTRIÇÃO
INDUTOR
DO PULSO
DIODO
OPCIONAL
INDUTOR
DE FUNDO
500A
SHUNT
Diagrama 1 — Diagrama do Circuito de Alimentação
– 21 –
f. Aplique uma camada fina, de 0,025 a 0,076 mm
(0,001 a 0,003”) de Penetrox A-13 (L.E. #E2529)
ou Penetrox A à superfície de montagem do
dissipador de calor do SCR. Deve-se tomar
cuidado para evitar contaminação da junção entre
o SCR e o dissipador de calor por materiais
estranhos.
Diodo aberto — leituras altas ou infinitas em ambas
as direções
Diodo bom — leitura de resistência baixa no passo
“b” e leitura alta ou infinita no passo “c”.
3. Remoção do Kit do Diodo
Ao remover o Kit do Conjunto do Diodo da máquina
de solda, preste atenção à posição e à localização
originais das conexões elétricas. Manuseie com
cuidado para evitar danos.
g. Coloque o SCR entre dissipadores de calor. O
catodo do SCR (o lado como anel metálico e o
conector) é montado em direção à grande placa
central plana. Assegure-se de que o pino elástico
na placa plana se engate ao “furo” no SCR. As
superfícies de contato do SCR devem se apoiar em
ambos os dissipadores de calor.
a. Desconecte os cabos de alimentação e do circuito
protetor do dissipador de calor superior.
b. Desconecte os cabos de alimentação e do circuito
protetor do dissipador de calor inferior.
h. Reinstale o fixador. Aperte as porcas do fixador
igualmente nos pinos roscados, até que tenham
aperto manual firme. Os dissipadores de calor
devem estar paralelos, com tolerância de 0,76 mm
(0,03”).
c. Remova os parafusos de montagem da base.
4. Remoção e Substituição do Diodo
i. Verifique se cada SCR tem o assentamento
adequado. Aperte as porcas do fixador 1/4 de volta
cada uma até que seja aplicado 907 kg (2000 lb)
ao SCR. (A parte inferior da mola alinhada com a
marca 2,0 no indicador de força.)
Siga o procedimento contido na Seção de
Substituição do SCR (página 21) como uma
orientação básica. O diodo é montado com o catodo
(anel metálico maior) em direção ao dissipador de
calor superior. Aplique uma força de fixação de 907
kg (200 lb).
j. Conecte todos os fios do gate.
Teste do Seletor de Modo
k. Teste o conjunto remontado segundo o
procedimento de Teste do Diodo de Alimentação e
o procedimento de Teste do SCR de Alimentação.
Este teste permite que o Display Digital indique o
ajuste do seletor de modo. Ele vai verificar se há
circuitos abertos na chave do Seletor de Modo ou nos
circuitos associados. As placas do display, de
alimentação e de controle devem estar funcionando
adequadamente antes que este teste possa ser feito.
Procedimento de Teste do Diodo Opcional
CUIDADO: O teste do diodo, indicado abaixo, vai
identificar os defeitos mais comuns encontrados nos
diodos de alimentação. Se ainda houver algum
problema com o kit do diodo após o teste, ligue para o
Serviço de Assistência Técnica da Lincoln. A
avaliação mais completa do diodo pode requerer
equipamentos de laboratório.
1. Desligue a alimentação da máquina. Conecte uma
chave entre os terminais 2 e 4. Abra a chave 2-4.
Ajuste a chave Local/Remote em Remote. Ajuste o
Seletor de Modo em 79.
2. Ligue a máquina; ddd 79d aparece quando a
máquina está pronta para prosseguir.
3. Ajuste o seletor de modo em 20
Display: --20L
4. Feche a chave 2-4
Display: 2.0
20L
5. Ajuste o seletor de modo em 00
Display: 0.0
20L
6. Ajuste o seletor de modo em 11
Display: 1.1
20L
7. Ajuste o seletor de modo em 22
Display: 2.2
20L
8. Ajuste o seletor de modo em 33
Display: 3.3
20L
9. Ajuste o seletor de modo em 44
Display: 4.4
20L
10. Ajuste o seletor de modo em 55
Display: 5.5
20L
11. Ajuste o seletor de modo em 66
Display: 6.6
20L
1. Isolação do Dispositivo (veja a Lista de Peças do
Manual do Operador para verificar a localização
exata).
Desconecte os seguintes cabos:
a. Cabos de alimentação e do circuito de proteção do
dissipador de calor superior.
2. Teste do Diodo de Alimentação
a. Estabeleça a polaridade dos cabos do ohmímetro e
ajuste para a escala X10.
b. Conecte o cabo positivo do anodo (dissipador de
calor inferior) e o cabo negativo ao catodo
(dissipador de calor superior).
c. Inverta os cabos do ohmímetro.
d. Diodo em curto — leituras de resistência baixa em
ambas as direções.
– 22 –
12. Ajuste o seletor de modo em 77
Display: 7.7
20L
Teste da Ventoinha Termostática
Há dois tipos diferentes de falhas: 1) a ventoinha
permanece sempre ligada; 2) a ventoinha não liga.
13. Abra a chave 2-4.
1. A ventoinha não desliga.
Teste do CR2, CR3 e CR4
a. Desconecte o 311A do pino A da placa de
controle. Se a ventoinha se desligar, substitua a
placa de controle. Veja os Procedimentos para
Troca da Placa de Controle.
Este teste irá verificar se CR2, CR3 e CR4 podem
abrir e fechar. Ele também irá verificar os circuitos na
placa de alimentação que controlam os relés e os
chicotes associados. As placas de controle e de
alimentação devem estar operando adequadamente
antes que este teste possa ser feito.
b. Desligue a máquina. Desconecte o 31T do relé
de estado sólido (CR5) próximo à placa de
controle. Ligue a máquina. Se a ventoinha
estiver desligada, substitua CR5.
1. Desligue a alimentação da máquina. Desconecte
todos os fios dos terminais 2 e 4.
c. Desligue a máquina. Desconecte o 31T do
termostato do núcleo principal. Ligue a máquina.
Se a ventoinha estiver desligada, substitua o
termostato do núcleo principal.
2. Ajuste o seletor de modo para 79.
3. Ligue a máquina; ddd 79d aparece quando a
máquina está pronta para prosseguir.
d. Procure um curto entre o cabo 31 e o cabo 31T.
4. Ajuste o seletor de modo em 25. CR2, CR3 e CR4
irão se fechar por, aproximadamente, um segundo,
e então se desligar por, aproximadamente, 1
segundo. Isso se repetirá continuamente.
2. A ventoinha não liga.
a. Primeiro, verifique se a ventoinha funciona. Se
estiver com defeito, substitua.
5. Ajuste o seletor de modo em 10. Cada relé irá
fechar e abrir em ordem (CR2, CR3 e CR4) com
uma pausa de, aproximadamente, 1 segundo antes
de repetir a seqüência.
b. Conecte o 31 e o 31T no relé de estado sólido
(CR5).Se a ventoinha não ligar, verifique se há
aberturas ou conexões ruins na fiação.
c. Desligue a alimentação. Conecte o cabo 324
(P6) ao pino “F” na placa de controle. Ligue a
máquina. Se a ventoinha ligar, substitua a placa
de controle. Se a ventoinha ainda estiver
desligada, meça a tensão entre os cabos 311A e
324 (GND) no CR5. Se for de 5 V, substitua
CR5; se for 0 V, verifique a fiação.
6. Desligue a máquina.
– 23 –
SOLUÇÃO DE PROBLEMAS
PROBLEMA
Contator
crepita).
de
CAUSA PROVÁVEL
entrada
(CR1 a. O contator de entrada está com defeito.
b. Baixa tensão na linha.
SOLUÇÃO
a. Conserte ou substitua.
b. Verifique a alimentação.
a. Fusível da linha queimado.
O contator de entrada da b. O circuito de alimentação do contator não está
máquina não funciona.
energizado.
c. O fio de alimentação está quebrado.
d. Tensão de entrada errada.
e. Termostato secundário aberto.
f. Bobina de entrada do contator aberta.
g. A chave geral (S1) não está fechando.
a. Substitua se estiver queimado — antes,
procure a causa.
b. Verifique o transformador de controle T2 e os
cabos associados.
c. Verifique a tensão de entrada no contator.
d. Verifique a tensão de acordo com as
instruções.
e. Deixe a máquina resfriar para reinicializar o
termostato. Uma vez restaurada a operação,
assegure-se de que a ventoinha esteja
operando e que não haja obstrução do fluxo de ar.
f. Substitua a bobina.
g. Substitua a chave.
a. O cabo do eletrodo ou o cabo-obra estão
O contator de entrada da
soltos ou quebrados.
máquina funciona mas não há b. O circuito do primário ou do secundário do
saída quando se tenta fazer uma
transformador principal (T1) está aberto.
solda.
c. O termostato primário está aberto.
d. Os fusíveis estão abertos na placa do
terminal.
e. Placa de Alimentação ou de Controle com
defeito.
a. Conserte a conexão.
b. Conserte.
c. Verifique se há superaquecimento. Substitua o
termostato com defeito (a bobina do primário
do transformador deve ser substituída).
d. Substitua os fusíveis (1/8 A de ação rápida)
e. Substitua. Veja o Procedimento para
Substituição de Placas PC.
a. Os Terminais 76, 77 ou 78 estão aterrados na a. Verifique se o 76, 77 ou 78 estão aterrados no
saída negativa.
circuito negativo da saída. Quase zero ohms
A máquina tem saída mínima e b. Os fusíveis estão abertos na placa do
para o terra indicam um circuito aterrado. Um
não pode ser controlada.
terminal.
valor maior que alguns milhares de ohms é
c. A chave Local/Remote (S2) está com defeito
normal.
ou está na posição errada.
b. Substitua os fusíveis (1/8 A de ação rápida)
d. Placa com defeito.
c. Verifique a posição da chave. Substitua se
estiver com defeito.
d. Se estiver com defeito, veja o Procedimento
para Solução de Problemas na Placa.
a. A chave Local/Remote está com defeito ou
está na posição errada.
A máquina tem saída baixa e não b. Aterramento nos circuitos de realimentação.
pode ser controlada.
c. Fusíveis abertos na placa do terminal.
d. Placa de Controle ou de Alimentação com
defeito.
a. Verifique a posição da chave. Substitua a
chave se estiver com defeito.
b. Verifique a fiação.
c. Substitua os fusíveis (1/8 A de ação rápida)
d. Substitua. Veja o Procedimento para
Substituição de Placas PC.
a. Um fusível de entrada está queimado.
a. Verifique e substitua se estiver queimado,
b. Uma fase do transformador principal está
após verificar a causa da queima do fusível.
A máquina não tem a saída
aberta.
b. Verifique se está aberto e conserte.
máxima.
c. Placa de Controle ou de Alimentação com c. Substitua. Veja o Procedimento para
defeito.
Substituição de Placas PC.
d. O potenciômetro de controle da saída está d. Verifique e substitua se estiver com defeito.
com defeito.
A máquina não desliga.
a. O contator de entrada está travado na posição a. Verifique e substitua se necessário.
fechada.
b. Substitua.
b. Chave geral (S1) com defeito.
a. Má conexão da obra ou do eletrodo.
b. Os cabos de solda são muito pequenos.
Arco de solda variável ou com c. A corrente ou a tensão de solda são muito
respingos.
baixas.
d. Ponte SCR principal com defeito.
a. Verifique e limpe todas as conexões.
b. Verifique a tabela no Manual do Operador.
c. Verifique os ajustes recomendados para os
procedimentos.
d. Verifique e substitua se estiver com defeito.
a. Chave Local/Remote na posição errada.
b. Potenciômetro de controle da saída com
O controle da saída não funciona
defeito.
no controle local.
c. Cabos ou conexões abertos no circuito de
controle.
d. Fusíveis abertos na placa do terminal.
e. Placa de Alimentação ou de Controle com
defeito.
a. Coloque a chave em “Local”.
b. Verifique e substitua se estiver com defeito.
c. Verifique a continuidade do cabo e das
conexões e conserte se necessário.
d. Substitua os fusíveis (1/8 A de ação rápida)
e. Substitua. Veja o Procedimento para
Substituição de Placas PC.
a. Chave de controle da saída na posição
errada.
O controle da saída não funciona b. Potenciômetro de controle da saída com defeito.
no controle remote.
c. Cabos ou conexões abertos no circuito de
controle.
d. Fusíveis abertos na placa do terminal.
e. Placa de Alimentação ou de Controle com
defeito.
a. Coloque a chave em “Remote”.
b. Substitua se estiver com defeito.
c. Verifique a continuidade de todos os cabos e
conexões, internos e externos; conserte se
necessário.
d. Substitua os fusíveis (1/8 A de ação rápida)
e. Substitua. Veja o Procedimento para
Substituição de Placas PC.
PROBLEMA
CAUSA PROVÁVEL
SOLUÇÃO
Má abertura de arco com a. Má conexão à obra.
a. A conexão à obra deve ser adequada para a
alimentadores
de
arame b. Procedimentos inadequados.
aplicação.
automáticos ou semi-automáticos. c. Os jumpers nas placas do alimentador de b. Ajuste os procedimentos para melhorar a
arame não estão conectados corretamente.
abertura.
d. Placa de Controle ou de Alimentação com c. Verifique as conexões corretas no diagrama
defeito.
de conexão do alimentador de arame e no
Manual do Operador.
d. Substitua. Verifique o Procedimento de
Substituição de Placas.
Arco com más características (em a. Placa de Controle ou de Alimentação com a. Substitua. Verifique o Procedimento de
geral) (1)
defeito.
Substituição de Placas.
b. Conexões ruins do cabo de solda ou sensor. b. Procure conexões frouxas ou superaquecidas.
Conserte.
Arco com más características (solda a. Modo errado selecionado para o a. Selecione o modo de solda correto.
pulsada), arco instável, estourando
procedimento.
b. Verifique CR2 e os cabos do circuito. Se
e com respingos. (1)
b. A bobina secundária do indutor de constrição
estiverem OK, verifique as Placas de
não é colocada em curto por CR2.
Alimentação e de Controle.
c. SCR7 ligado ou em curto.
c. Verifique as Placas de Alimentação ou de
d. Falha no circuito do indutor de fundo.
Controle. Substitua o SCR se estiver em
curto.
d. Verifique os cabos de conexão do indutor e os
resistores de fundo. Verifique os resistores no
circuito (total de 1,0 ohm - linha de 50 Hz; 1,5
ohms - linha de 60 Hz).
Arco com más características (solda a. Modo errado selecionado para o a. Selecione o modo de solda correto.
MIG), arco instável, oscilando.
procedimento.
b. Substitua todo o banco de capacitores. NÃO
b. Capacitor(es) falharam no circuito de saída.
substitua capacitores em separado. OBS: O
Uma falha é indicada se o pequeno plugue de
eletrólito líquido nesses capacitores é tóxico.
dreno na parte superior do capacitor está
Evite o contato com qualquer parte do corpo.
ressaltada ou queimada.
Limpe o eletrólito que vazou usando luvas de
c. Os relés da bobina de constrição (CR2, CR3 e
borracha e um pano umedecido em água.
CR4)
não
estão
funcionando
Qualquer eletrólito que tenha entrado em
adequadamente.
contado com a pele deve ser limpo com água
d. SCR7 não está com o gate conectado ou está
e sabão.
com defeito.
d. Verifique os cabos e as conexões entre o
SCR7, a Placa do Circuito de Proteção e a
Placa de Alimentação. Substitua a Placa de
Controle ou a Placa de Alimentação.
E01 é mostrado no Display Digital.
a. Modo inválido selecionado.
E02 é mostrado no Display Digital.
a. O processo de solda foi trocado com o 2 e o 4 a. Abra 2 e 4, selecione o modo adequado e
fechados, isto é, modo 50 p/ 40, etc.
continue a solda.
E03 é mostrado no Display Digital.
a. Os cabos de detecção da tensão (POS e a. Desligue a máquina, faça as conexões dos
NEG) estão abertos quando o 2 e o 4 estão
cabos POS e NEG de detecção da tensão
fechados.
remota, ligue a máquina e continue a solda.
b. Os fusíveis da placa do terminal estão b. Substitua os fusíveis.
abertos.
c. Substitua a Placa de Controle.
c. A Placa de Controle está com defeito.
E04 é mostrado no Display Digital.
a. Placa de Controle ou de Alimentação com a. Substitua a Placa de Controle.
defeito (erro de ROM).
E09 é mostrado no Display Digital.
a. Placa de Controle ou de Alimentação com a. Substitua a Placa de Controle.
defeito (erro de RAM).
O display não apresenta 8 em todas a. Placa do Display com defeito.
as posições quando a máquina é
ligada.
a. Selecione um modo válido.
a. Se os segmentos estiverem queimados, a
solda ainda funciona, mas pode mostrar a
corrente e a tensão erradas. Substitua a
placa do display apenas se houver
segmentos faltando.
E10 é mostrado no Display Digital a. Sobrecarga de corrente para os modos a. Espere que o contador (metade inferior do
(apenas na posição superior).
pulsados.
display) chegue a 0.
Vá para a próxima freqüência mais alta.
(1) Assegure-se de que o jumper da Placa de Alimentação esteja conectado a “50 Hz” ou “60 Hz”, de acordo com a freqüência de
entrada nominal da máquina.
– 25 –
Lista de Peças P-171-C
CONJUNTO GERAL
G2721
23-3-94
Item
1
3
4
5
7
9
10
11
14
15
19
22
23
24
25
29
32
42
58
Descrição
Description
Cj. do Transformador Principal
Cj. do Painel Frontal
Cj. da Cobertura da Caixa de Controle
Cj. do Dissipador de Calor do Diodo (Opcional D);
Inclui:
Retificador de Alimentação
Conjunto do Circuito de Proteção
Retentor do Cabo da Saída Positiva
Cj. do Painel de Reconexão
(230/460/3/60), (208/3/60)
(575/3/60), (415/3/60)
(220/380/440/3/50)
(380/500/3/50)
Inclui:
Conexão do Painel de Reconexão — Dois Furos
Conexão do Painel de Reconexão — Três Furos
Transformador de Controle de 115 V
(230/460/3/60)
(575/3/60)
(208/3/60), (415/3/60)
(220/380/440/3/50)
(380/500/3/50)
Bucha
Caixa de Entrada
Adesivo — Terra
Painel Traseiro
Placa de Circuito Impresso do Supressor
Contator
Porta de Acesso
Resistores de Alimentação e Fixações
Cj. do Banco de Capacitores; Inclui:
Suporte de Montagem
Tira de Montagem
Isolamento
Capacitor
Shunt
Termostato
Adesivo — Atenção
Cj. do Defletor da Ventoinha; Inclui:
Motor da Ventoinha
Ventoinha
Suporte de Montagem do Motor da Ventoinha
Braçadeira do Suporte da Ventoinha (Esquerda)
Braçadeira do Suporte da Ventoinha (Direita)
Main Transformer Assembly
Case Front Assembly
Control Box Cover Assembly
Diode Heat Sink Assembly (Option D);
Includes:
Power Rectifier
Snubber Assembly
Positive Output Lead Retainer
Reconnect Panel Assembly
Reconnect Panel Link — Two Holes
Reconnect Panel Link — Three Holes
115 V Control Transformer
Bushing
Input Box
Ground Decal
Real Panel
Suppressor Printed Circuit Board
Contactor
Access Door
Power Resistors & Mountings
Capacitor Bank Assembly; Includes:
Mounting Bracket
Mounting Strap
Insulation
Capacitor
Shunt
Thermostat
Warning Decal
Fan Baffle Assembly; Includes:
Fan Motor
Fan
Fan Motor Mounting Bracket
Fan Bracket Brace (Left)
Fan Bracket Brace (Right)
– 26 –
Código
Qtid. Neces.
Veja P171-D
Veja P171-E
Veja P171-F
M15043
1
1
1
1
S16720-1
T15039
T15036
1
1
1
L7219-2
L7219-4
L7219-1
L7219-3
1
1
1
1
T14190-1
T14190-2
Cf. Neces.
Cf. Neces.
M12390-31
M12390-51
M12390-33
M13471-2
M12390-34
T12380-2
S17978
T13260-4
S16816-3
M15150-1
M12161-61
M13998-2
Veja P171-G
M15008
S17892
S17888
S17891
S13490-89
S17078-5
T13359-7
T13259
M16526
M9983-6
M6819-7
M16525
L9009-1
L9009-2
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
5
1
1
1
1
1
1
2
1
1
Lista de Peças P-171-C
Item
Descrição
Itens Não Mostrados:
Multiprocesso (Opcional - SP)
Componentes da Chave Multiprocesso
Suporte de Montagem da Chave
Prendedor de Montagem da Chave
Vedação da Cobertura Superior
Cobertura Superior
Lateral da Caixa
Ventoinha Termostática (Opcional - TF); Inclui:
Relé de Estado Sólido (Na Caixa de Controle)
Cj. do MOV (Na Caixa de Controle)
Termostato (Na Caixa de Controle)
Adesivo — Lincoln/Norweld
Description
Multi-Process (Option - SP)
Multi-Process Switch Parts
Switch Mounting Bracket
Switch Mounting Clip
Roof Cover Seal
Roof
Case Side
Thermostatic Fan (Optional - TF); Includes
Solid State Relay (In Control Box)
MOV Assembly (In Control Box)
Thermostat (In Control Box)
Lincoln/Norweld Decal
CONJUNTO DO TRANSFORMADOR PRINCIPAL
Código
Qtid. Neces.
K804
Veja P126-F
S16648
T14825
S12934
M12352-17
M14065-8
1
1
2
1
1
2
S15317-1
T15120
T14542-3
T11600-40
1
1
1
Cf. Neces.
Lista de Peças P-171-D
G1712-A
23-3-94
Item
1
4
5
6
7
10
11
15
17
18
25
Descrição
Description
Código
Qtid. Neces.
Cj. Soldado da Base
Cj. do Transformador
(230/460/3/60), (208/3/60)
(575/3/60), (415/3/60)
(220/380/440/3/50)
(380/500/3/50)
Cj. da Alça de Levantamento
Cj. do Indutor de Constrição
Cj. Soldado do Indutor
Suporte de Montagem do Retificador
Suporte de Montagem do Retificador
Cj. da Ponte Retificadora; Inclui:
Retificador de Alimentação Controlado por Silício
Diodo - Montagem no Dissipador de Calor Pequeno
Diodo - Montagem no Dissipador de Calor Central
Isolamento
Isolamento
Suporte do Retificador
Base Welded Assembly
Transformer Assembly
L6598
1
G1700-1
G1700-2
G1700-3
G1700-4
L6600
L7234
S17971
M14992-1
M14992-2
L7186
M12283-6
M9661-38
M9661-31
S13330-6
T11472-25
S18123
1
1
1
1
1
1
Lift Bail Assembly
Pinch Choke Assembly
Welded Choke Assembly
Rectifier Mounting Bracket
Rectifier Mounting Bracket
Rectifier Bridge Assembly; Includes:
Silicon Controlled Power Rectifier
Diode - Mounts to Small Heat Sink
Diode - Mounts to Center Heat Sink
Insulation
Insulation
Rectifier Bracket
– 27 –
1
1
1
7
1
1
2
2
2
Lista de Peças P-171-E
CONJUNTO DO PAINEL FRONTAL
G7241
30-1-87A
Item
1
2
3
4
5
6
7
10
11
12
13
14
15
Descrição
Description
Suportes, Venezianas e Caixa de Controle do Painel Frontal
Placa — Atenção
Terminal de Saída
Parafuso Macho
Porca do Terminal de Saída
Placa de Circuito Impresso de Controle
Porca Plástica de Expansão
Parafuso Macho
Placa de Circuito Impresso de Alimentação
Porca Plástica de Expansão
Parafuso Macho
Bucha
Relé (CR2 e CR3)
Relé (CR4)
Adesivo de Identificação
Adesivo de Identificação
Adesivo de Identificação
Gancho do Cabo
Placa do Protetor da Ponte
Porca Plástica de Expansão
Parafuso Macho
Painel de Isolamento do Cabo
Adesivo — Cuidado
Capacitor Feed-Thru
Caixa de Isolamento
Case Front Supports, Louvers and Control Box
Warning Plate
Output Terminal
Thread Cutting Screw
Output Stud Nut
Control Printed Circuit Board
Plastic Expansion Nut
Self-Tapping Screw
Power Printed Circuit Board
Plastic Expansion Nut
Self-Tapping Screw
Bushing
Relé (CR2 & CR3)
Relé (CR4)
Identification Sticker
Identification Sticker
Identification Sticker
Cable Hanger
Bridge Snubber Board
Plastic Expansion Nut
Self-Tapping Screw
Lead Insulating Panel
Caution Decal
Feed Thru Capacitor
Insulation Box
– 28 –
Código
Qtid. Neces.
L7217
M15734
S16656-3
S9225-36
T3960
G1786-1
S14020-3
S8025-71
G1787-2
S14020-3
S8025-71
T14614-1
S13929-7
S14293-12
T14798-2
T14798-3
T14798-4
T13496-1
L7204-1
S14020-3
S8025-71
S14585-3
S13504
S18010-1
M15275
1
1
2
4
2
1
9
9
1
7
7
2
2
1
1
1
1
3
1
4
4
1
1
2
1
CONJUNTO DA COBERTURA DA CAIXA DE CONTROLE
Lista de Peças P-171-F
L7239
14-2-86
Item
1
2
3
4
5
6
7
8
9
9
11
12
13
14
15
16
17
18
21
22
Descrição
Description
Cj. Soldado do Painel de Controle
Cj. da Placa de Circuito Impresso do Seletor de Modo
Chave Biestável
Controle da Saída
Knob
Isolamento
Cj. do Suporte para Lentes do Filtro
Cj. da Placa de Circuito Impresso do Display
Chave Geral (S1)
Suporte do Fusível
Fusível (F1)
Placa de Dados (60 Hz)
Placa de Dados (50 Hz)
Cj. da Placa de Circuito Impresso do Terminal
Cj. da Porta de Acesso
Adesivo — Atenção
Adesivo — Alimentador de Arame
Botão do Conector
Conector de Luva
Conector de Luva
Adesivo — Terra
Placa do Número
Fixador do Cabo
Control Panel Welded Assembly
Mode Selector Switch Printed Circuit Board Assembly
Toggle Switch
Output Control
Knob
Insulation
Filter Lens Holder Assembly
Display Printed Circuit Board Assembly
Power Switch (S1)
Fuse Holder
Fuse (F1)
Nameplate (60 Hz)
Nameplate (50 Hz)
Terminal Printed Board Circuit Board Assembly
Access Door Assembly
Warning Decal
Wire Feeder Decal
Plug Button
Box Connector
Box Connector
Ground Decal
Number Plate
Lead Clamp
– 29 –
Código
Qtid. Neces.
S17954
M15030-1
T10800-24
S17918-1
T10491
T12792-1
S17958
L7221-1
T10800--4
S10433-1
T10728-16
L7236
L7235
G1855-2
S18055
T13086-41
S18054
T13597-3
T9639-2
T9639-1
T13260-3
M15494
T12563-9
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
Lista de Peças P-171-G
RESISTORES DE ALIMENTAÇÃO E FIXAÇÕES
Lado Esquerdo
Lado Direito
L7303
10-6-86
Item
3
9
13
14
15
Descrição
Description
Resistor (R6, R7 e R8)
Resistor (R1, R2 e R3)
Resistor (R4)
Pino de Montagem com Ponta Roscada
Arruela Lisa
Arruela de Pressão
Porca Sextavada
Arruela de Montagem
Resistor (R6, R7 & R8)
Resistor (R1, R2 & R3)
Resistor (R4)
Mounting Stud
Plain Washer
Lock Washer
Hex Nut
Mounting Washer
– 30 –
Código
Qtid. Neces.
S10404-7
S10404-85
S10404-87
T9781-34
S9262-98
E106A-2
1/4-20
T9764-6
3
3
1
7
7
7
14
14
OBS: Este diagrama é apenas para referência; não é exato para todas as máquinas cobertas por este manual. O diagrama específico
para um código em particular está colado na máquina, dentro dos painéis de proteção. Se o diagrama estiver ilegível, solicite um
diagrama de reposição, pelo correio, ao Departamento de Assistência Técnica. Forneça o código da máquina de solda.
– 31 –
● Do not touch electrically live parts or
ATENÇÃO
Spanish
AVISO DE
PRECAUCION
French
ATTENTION
German
WARNUNG
Portuguese
ATENÇÃO
● Keep flammable materials away.
● Wear eye, ear and body protection.
● Mantenga el material combustible
● Protéjase los ojos, los oídos y el
electrode with skin or wet clothing.
● Insulate yourself from work and
ground.
● No toque las partes o los electrodos
bajo carga con la piel o ropa
mojada.
● Aislese del trabajo y de la tierra.
● Ne laissez ni la peau ni des
vêtements mouillés entrer en contact
avec des pièces sous tension.
● Isolez-vous du travail et de la terre.
● Berühren Sie keine stromführenden
Teile oder Elektroden mit Ihrem
Körper oder feuchter Kleidung!
● Isolieren Sie sich von den
Elektroden und dem Erdboden!
● Não toque partes elétricas e
electrodos com a pele ou roupa
molhada.
● Isole-se da peça e terra.
fuera del área de trabajo.
● Gardez à l’écart de tout matériel
inflammable.
● Entfernen Sie brennbarres Material!
cuerpo.
● Protégez vos yeux, vos oreilles et
votre corps.
● Tragen Sie Augen-, Ohren- und Kör-
perschutz!
● Mantenha inflamáveis bem
guardados.
● Use proteção para a vista, ouvido e
corpo.
Japanese
Chinese
Korean
Arabic
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE
USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS
CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A
ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES
HERSTELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.
● Keep your head out of fumes.
● Use ventilation or exhaust to
● Turn power off before servicing.
● Do not operate with panel open or
guards off.
remove fumes from breathing zone.
● Los humos fuera de la zona de
respiración.
● Mantenga la cabeza fuera de los
humos. Utilice ventilación o
aspiración para gases.
● Gardez la tête à l’écart des fumées.
● Utilisez un ventilateur ou un
aspirateur pour ôter les fumées des
zones de travail.
● Vermeiden Sie das Einatmen von
Schweibrauch!
● Sorgen Sie für gute Be- und
Entlüftung des Arbeitsplatzes!
● Mantenha seu rosto da fumaça.
● Use ventilação e exhaustão para
remover fumo da zona respiratória.
● Desconectar el cable de
alimentación de poder de la
máquina antes de iniciar cualquier
servicio.
● Débranchez le courant avant
l’entretien.
● Strom vor Wartungsarbeiten
abschalten! (Netzstrom völlig
öffnen; Maschine anhalten!)
● Não opere com as tampas removidas.
● Desligue a corrente antes de fazer
serviço.
● No operar con panel abierto o
guardas quitadas.
● N’opérez pas avec les panneaux
ouverts ou avec les dispositifs de
protection enlevés.
● Anlage nie ohne Schutzgehäuse
oder Innenschutzverkleidung in
Betrieb setzen!
● Mantenha-se afastado das partes
moventes.
● Não opere com os paineis abertos
ATENÇÃO
Spanish
AVISO DE
PRECAUCION
French
ATTENTION
German
WARNUNG
Portuguese
ATENÇÃO
ou guardas removidas.
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS
PRÁTICAS DE SEGURANÇA DO EMPREGADOR.