UNIVERSIDADE DO CONTESTADO UnC – CAÇADOR
CURSO DE ADMINISTRAÇÃO
ADRIANO MACHADO DE SOUZA
ESTUDO DA IMPLEMENTAÇÃO DO PLANEJAMENTO, PROGRAMAÇÃO E
CONTROLE DA PRODUÇÃO EM UMA MICROEMPRESA REFORMADORA DE
PNEUS
CAÇADOR
2007
2
ADRIANO MACHADO DE SOUZA
ESTUDO DA IMPLEMENTAÇÃO DO PLANEJAMENTO, PROGRAMAÇÃO E
CONTROLE DA PRODUÇÃO EM UMA MICROEMPRESA REFORMADORA DE
PNEUS
Trabalho de Conclusão de Curso apresentado
como exigência para obtenção do título de
Bacharel em Administração, do Curso de
Administração de Empresas, ministrado pela
Universidade do Contestado – UnC, Campus de
Caçador, sob orientação do professor Almir
Granemann dos Reis.
CAÇADOR
2007
3
ESTUDO DA IMPLEMENTAÇÃO DO PLANEJAMENTO, PROGRAMAÇÃO E
CONTROLE DA PRODUÇÃO EM UMA MICROEMPRESA REFORMADORA DE
PNEUS
ADRIANO MACHADO DE SOUZA
Este Trabalho de Conclusão de Curso foi submetido ao processo de avaliação pela
Banca Examinadora para a obtenção do Título de:
Bacharel em Administração
E aprovada na sua versão final em ____/____/________, com a nota ______,
atendendo as normas da legislação vigente da Universidade do Contestado e
Coordenação do Curso de Administração.
___________________________________________
PAULO CEZAR DE CAMPOS
BANCA EXAMINADORA:
_______________________________
Almir Granemann dos Reis
_______________________________
Paulo Cezar de Campos
_______________________________
Kelson Martins Fernandes
4
Dedico este trabalho aos meus pais que
sempre me deram apoio e incentivo nos
estudos, graças a eles encontro-me na
reta final deste curso.
5
AGRADECIMENTOS
Antes de tudo agradeço a Deus por ter permitido que eu pudesse realizar todas
as minhas atividades acadêmicas e por ter superado todas as dificuldades
encontradas até então.
Agradeço aos meus pais por todo o apoio e incentivo dado para que este
trabalho fosse realizado.
Agradeço ao professor orientador pela dedicação e por todo o suporte dado ao
longo deste trabalho.
Agradeço aos meus colegas pelo apoio, pela parceria e pelo compartilhamento
de conhecimentos.
6
Se você não mudar a direção, terminará
exatamente onde partiu.
Antigo provérbio chinês
7
RESUMO
Este trabalho de conclusão de curso tem como objetivo geral estudar e propor a
implementação do Planejamento, Programação e Controle da Produção de modo a
conseguir equilíbrio entre as atividades de produção da empresa e a satisfação de
clientes e funcionários, tal objetivo é fragmentado em cinco objetivos específicos que
abrangem os pré-requisitos do PPCP. As metodologias utilizadas para a realização
deste trabalho basearam-se nas bibliografias citadas ao longo do mesmo, a
pesquisa se deu por observações qualitativas e quantitativas no que se refere a
tempo e pela observação do fluxo produtivo, o método se deu pela forma hipotéticodedutiva e pela observação crítica, cronometragem de tempos de processo, e
estudos de caso, os dados coletados foram basicamente tempos de processamento
em cada setor, tempos de ociosidade, possíveis interferências sofridas no fluxo
normal de operações, interrupções, observação das movimentações desnecessárias
de funcionários e insumos, assim como produtos em processo, nível de qualidade
com que se processa o produto e nível de qualidade do produto final, e demais
indicadores que podem ser percebidos no decorrer do relatório. Enquanto aos
resultados obtidos com esta pesquisa e análise, de acordo com os dados coletados,
a análise foi descrita com o propósito de resolver alguns problemas enfrentados pela
empresa utilizando o PPCP e então atender ao objetivo geral deste trabalho,
abordando o que poderia ser feito para que algo aconteça ou deixe de acontecer,
estudando quais as formas de reverter os quadros analisados, isto foi feito através
de comparações da realidade da empresa com as idéias obtidas no referencial
teórico do presente trabalho e foram sugeridas algumas ações referentes às
otimizações do PPCP. Os resultados obtidos com esta pesquisa revelaram uma
relevante quantidade de dificuldades em várias etapas do processo, algumas
causadas por fatores externos incontroláveis, porém outras podem ser diminuídas
consideravelmente com a implementação do PPCP. Mediante estes resultados, o
presente trabalho expõe propostas de ação para o desenvolvimento de uma política
correta de funcionamento da produção de acordo com o PPCP na empresa em
questão.
Palavras-Chaves: Produção, Planejamento, Programação, Controle.
8
ABSTRACT
This conclusion course paper has as general objective to study and to propose
the implementation of the Planning, Schedule and Production Control, in way to get
equilibrium among the enterprise’s production activities and the clients and
employees’ satisfaction, this objective is fragmented in five specific objectives that
embrace the PPCP’s pre-requirements. The used methodologies to the realization of
this paper were based in the bibliographies which were mentioned along this same,
the research was made by quality and quantity observations referring to time and the
productive flow observation, the method was obtained through the hypotheticaldeductive way and by the critical observation, the process timing, and the studies of
the case, the collected data were basically the processing time in each sector, the
laziness time, the possible occurred interferences in the normal flow of operation, the
observation of the unnecessary drives of employees and materials, the same as the
products in process, level of quality in which the product is processed and quality
level of the final product, and other indicators which can be realized through this
report. As for the obtained results with this research and analysis, according to the
collected data, the analysis was described with the proposal to solve some faced
problems by the enterprise using the PPCP and, finally, to attend the general
objective of this paper, boarding what could be done in way that something happens
or leaves to happen, studying which shapes to revert the analyzed tables, it was
done through the comparisons of the enterprise’ reality with the obtained ideas in the
theoretical referential of the paper present and some actions were suggested
referring to the PPCP’s optimizations. The results which were obtained with this
paper revealed a relevant quantity of difficulties in many phases of the process, some
caused by the uncontrolled outside factors, but others can be extremely decreased
with the PPCP’s implementation. In front of these results, the paper present shows
action proposals to a correct politic development of the production’s operation
according to the PPCP in the enterprise in question.
Key words: Production, Planning, Schedule, and Control.
9
LISTA DE ABREVIATURAS
DOT: Data de fabricação de um pneu
JIT: just in time
RH: Recursos humanos
PPCP: Planejamento, Programação e Controle da Produção
PMP: Planejamento Mestre da Produção
10
LISTA DE FIGURAS
Figura 01 Fluxograma sintético do processo..........................................................
80
Figura 02 Organograma.......................................................................................... 82
Figura 03 Sequência das atividades de produção para pneus vulcanizados em
autoclave sobre planta baixa..................................................................................
84
Figura 04 Sequência das atividades de produção para pneus vulcanizados em
prensa sobre planta baixa....................................................................................... 85
Figura 05 Gráfico do estado da carcaça do pneu em função do tempo de
processo.................................................................................................................. 88
Figura 06 Diagrama de causa e efeito....................................................................
90
Figura 07 Gráfico da demanda histórica.................................................................
93
11
LISTA DE QUADROS
Quadro 01 Pessoas como pessoas e pessoas como recursos..............................
45
Quadro 02 Hierarquia de necessidades humanas de Maslow e fatores de
higiene-motivação de Herzberg..............................................................................
46
Quadro 03 Fluxograma vertical do processo produtivo..........................................
79
Quadro 04 Cronometragem do processo................................................................ 87
Quadro 05 Demanda histórica................................................................................
92
Quadro 06 Gráficos de demanda histórica comparando resultados semanais......
94
12
LISTA DE TERMOS EM LÍNGUA ESTRANGEIRA
Job shop : Tipo de sistema de produção em que se trabalha com diferentes produtos
e diferentes tarefas que podem ser intercaladas ou não.
Layout : Arranjo físico ou disposição de máquinas.
Lead time : Tempo de processo.
Make-to-order : Tipo de produção por encomenda.
Setup : Tempo de preparação de máquina.
Software : Programa de computador.
13
SUMÁRIO
1 INTRODUÇÃO.................................................................................................... 16
1.1 APRESENTAÇÃO DO TEMA..........................................................................
16
1.2 PROBLEMA.....................................................................................................
17
1.3 OBJETIVOS..................................................................................................... 18
1.3.1 OBJETIVO GERAL.......................................................................................
18
1.3.2 OBJETIVOS ESPECÍFICOS......................................................................... 18
1.4 JUSTIFICATIVA............................................................................................... 19
1.5 ESTRUTURA CAPITULAR.............................................................................. 20
2 REFERENCIAL TEÓRICO.................................................................................
21
2.1 PRODUÇÃO....................................................................................................
21
2.1.1 Conceito de Produção..................................................................................
21
2.1.2 Tipos de produção........................................................................................
22
2.2 ADMINISTRAÇÃO DA PRODUÇÃO...............................................................
24
2.2.1 Conceito de Administração da Produção...................................................... 24
2.2.2 Objetivos da Administração da Produção..................................................... 25
2.3 PLANEJAMENTO, PROGRAMAÇÃO E CONTROLE DA PRODUÇÃO.........
27
2.3.1 Conceito de PPCP........................................................................................
27
2.3.2 Planejamento................................................................................................
28
2.3.2.1 Planejamento Mestre da Produção............................................................ 29
2.3.2.1.1 Conceito de PMP....................................................................................
29
2.3.2.1.2 Importância do PMP...............................................................................
30
2.3.2.2 Planejamento da capacidade de produção................................................ 30
2.3.2.2.1 Conceito / função....................................................................................
30
2.3.3 Programação................................................................................................
31
2.3.4 Controle........................................................................................................
32
2.4 ANÁLISE DE PROCESSO..............................................................................
33
2.4.1 Fluxograma...................................................................................................
33
2.4.1.1 Tipos de fluxograma..................................................................................
34
2.4.1.2 Objetivos do fluxograma............................................................................
34
2.4.2 Tempos de produção....................................................................................
35
2.4.2.1 Tipos de tempos........................................................................................
35
14
2.4.2.2 Estudo de tempos......................................................................................
36
2.4.3 Métodos de produção...................................................................................
36
2.4.3.1 Racionalização de métodos....................................................................... 37
2.4.3.1.1 A ausência de um método formal de trabalho........................................ 38
2.4.3.1.2 Distribuição do trabalho com técnicas Just in time.................................
39
2.4.3.1.3 Layout e simplificações..........................................................................
40
2.4.4 Relação da produção com a demanda.........................................................
42
2.4.4.1 A previsão da demanda.............................................................................
43
2.5 PRODUÇÃO x RECURSOS HUMANOS......................................................... 44
2.5.1 Satisfação dos funcionários..........................................................................
44
2.5.2 O desenvolvimento de recursos humanos.................................................... 46
3 PROCEDIMENTOS METODOLÓGICOS........................................................... 48
3.1 NATUREZA DA PESQUISA............................................................................
48
3.2 MÉTODO DA PESQUISA................................................................................ 49
3.2 UNIVERSO DA PESQUISA............................................................................. 49
3.3 PLANO DE COLETA DE DADOS.................................................................... 49
3.4 PLANO DE ANÁLISE DE DADOS................................................................... 50
4 ANÁLISE E INTERPRETAÇÃO......................................................................... 51
4.1 DESCRIÇÃO E INTERPRETAÇÃO DO PROCESSO PRODUTIVO..............
51
4.1.1 Descrição e interpretação da empresa ........................................................
51
4.1.1.1 Tipos de produtos que passam pela produção.......................................... 52
4.1.1.2 Fluxo de atividades na reforma de pneus.................................................. 53
4.1.2 Descrição dos Métodos utilizados na produção da empresa.......................
55
4.1.2.1 Métodos de otimização dos tempos..........................................................
56
4.1.2.2 Layout ou arranjo físico.............................................................................
57
4.1.2.3 O processo decisório.................................................................................
57
4.1.2.4 Sistema de administração de materiais.....................................................
58
4.1.3 Disponibilidade de treinamento adequado.................................................... 59
4.2 PROBLEMAS ENFRENTADOS PELA PRODUÇÃO......................................
60
4.2.1 Na borracharia..............................................................................................
61
4.2.2 Na coleta de pneus fora da cidade...............................................................
61
4.2.3 Nos recursos humanos.................................................................................
62
4.2.4 Na disponibilidade de mão-de-obra treinada................................................
63
4.2.5 Nos métodos utilizados................................................................................
64
15
4.2.6 Nas restrições presentes no sistema...........................................................
64
4.2.7 Na prática disciplinar....................................................................................
65
4.3 SUGESTÃO DE APERFEIÇOAMENTO DO SISTEMA PRODUTIVO
DA EMPRESA DE ACORDO COM A IMPLEMENTAÇÃO DO PPCP...........
65
4.3.1 Adaptação das sugestões para aplicabilidade dentro do PPCP................... 66
4.3.1.1 Etapa 1 do PPCP: O planejamento e a formalização das diretrizes.......... 67
4.3.1.2 Etapa 2 do PPCP: O planejamento e o estabelecimento de metas..........
69
4.3.1.3 Etapa 3 do PPCP: Como deverá funcionar a programação da produção.
70
4.3.1.4 Etapa 4 do PPCP: Como deverá funcionar o controle da produção.......... 71
5 CONCLUSÃO..................................................................................................... 73
6 REFERÊNCIAS BIBLIOGRÁFICAS.................................................................. 75
APÊNDICE 01 – Fluxogramas.............................................................................
78
APÊNDICE 02 – Organograma............................................................................ 81
APÊNDICE 03 – Layout de atividades................................................................ 83
APÊNDICE 04 – Tempos de processo...............................................................
86
APÊNDICE 05 – Diagrama de causa e efeito.....................................................
89
APÊNDICE 06 – Demanda histórica...................................................................
91
16
1 INTRODUÇÃO
Neste capítulo será dada introdução do conteúdo do presente trabalho.
1.1 APRESENTAÇÃO DO TEMA
O presente trabalho procura valorizar a importância do planejamento,
programação e do controle da produção (PPCP), bem como o atendimento das
necessidades do cliente em tempo hábil e no horário em que ele estiver
necessitando de auxílio, atualmente, na empresa, devido a ausência de
planejamento, programação e controle da produção, isto não está sendo possível a
não ser que os funcionários da mesma sejam onerados com excesso de trabalho e
carga horária.
O tema deste trabalho trata da abordagem de estudos de melhorias na área de
administração da produção e por fim propor a implementação do PPCP incluindo
mudanças cabíveis buscando atender aos clientes com melhor qualidade.
Primeiramente é realizado o estudo das condições atuais da empresa, o
confrontamento com as opiniões de alguns autores, e a análise da coerência com
estas idéias para então de fato organizar um PPCP com adaptações adequadas à
empresa.
Levando em consideração a importância do bom planejamento, programação e
controle da produção, do bom atendimento ao cliente e ao mesmo tempo o nível de
satisfação dos colaboradores de uma empresa, chega-se a variáveis indispensáveis
para qualquer entidade nos dias de hoje que é o funcionamento adequado da
empresa buscando a melhor eficiência e eficácia, assim como o equilíbrio entre a
satisfação de clientes e a satisfação de funcionários.
A pesquisa acontece em uma empresa do ramo prestador de serviços e
varejista, mais especificamente, uma empresa de reforma de pneus que conta com
dois sócios cujo capital da empresa é distribuído uniformemente entre ambas as
partes, a organização possui quinze funcionários diretos distribuídos entre escritório,
17
borracharia, sessão de torno, recapagem, caldeira, cozinha, transporte e vendas de
pneus.
A empresa encontra-se em fase de ampliação, a pouco tempo mudou de
endereço e agora encontra-se em instalações maiores, devidamente planejadas
quando se fala de layout, opera em sua capacidade máxima instalada e luta contra o
tempo, este tipo de serviço geralmente sofre pressão por parte dos clientes que
exigem rapidez e qualidade na prestação de serviços, é baseado neste fator que se
conectam vários outros fatores dados como objetivos, são eles: a produtividade em
menor tempo, o treinamento necessário para produzir com qualidade em menor
intervalo de tempo, e tudo isso só funciona apartir de metodologias e condições
físicas compatíveis e é baseado nestas metodologias de produção que será
estudada a implementação do PPCP.
É apartir destas evidências que segue esta pesquisa com interesse de propor
equilíbrio entre produção e qualidade de vida e serviço dos membros desta
organização.
1.2 PROBLEMA
O PPCP sendo um setor de suma importância para a otimização de um
processo necessita de algumas formalidades compostas por leis internas que
assegurem que seja posto em prática e tenha continuidade, de uma forma geral, o
PPCP existe nas organizações, só que na maioria das vezes de uma maneira
informal, ou seja, tudo é decidido apenas verbalmente.
A ausência do Planejamento, Programação e Controle da Produção de uma
maneira formal acaba atrasando o lead-time do processo, e as exigências dos
clientes fazem com que as atividades da empresa tornem-se mais extensas e
consequentemente os funcionários precisam acelerar o ritmo de trabalho e
excederem suas cargas horárias, estes fatores acabam causando desconforto e
comprometendo a qualidade de vida e de serviço dos colaboradores da empresa.
No que compete ao cliente, estas acelerações de ritmo de trabalho, e a baixa
qualidade de vida do funcionário de uma empresa interferem na qualidade do
18
serviço prestado ao mesmo que pode ficar insatisfeito e acabará procurando os
serviços da concorrência.
Diante do exposto chega-se a seguinte questão: Como organizar a produção de
modo a satisfazer o cliente em tempo hábil sem dificultar as condições de trabalho
do funcionário?
1.3 OBJETIVOS
Tendo em vista a problemática temos os seguintes objetivos geral e
específicos:
1.3.1 Objetivo geral
Estudar e propor a implementação do Planejamento, Programação e Controle
da Produção de modo a conseguir equilíbrio entre as atividades de produção da
empresa e a satisfação de clientes e funcionários.
1.3.2 Objetivos específicos
•
Levantar teorias a respeito de Planejamento, Programação e controle da
Produção;
•
Descrever o processo produtivo da empresa;
•
Identificar os problemas enfrentados pela produção;
•
Sugerir o aperfeiçoamento do sistema produtivo de acordo com a
implementação do PPCP;
•
Expor os resultados do trabalho.
19
1.4 JUSTIFICATIVA
O presente trabalho se dá pela importância de planejar, programar, e controlar
a produção na empresa em questão, bem como conciliar a produtividade com a
satisfação de clientes e funcionários e utilizar os métodos adequados para tal fim,
tendo em vista a melhoria do processo, o aperfeiçoamento dos recursos humanos,
fatores estes, indispensáveis para qualquer empresa que depende de uma clientela
e de funcionários bem preparados e comprometidos.
Primeiramente considera-se de suma importância o levantamento de diferentes
teorias que servirão como fundamentos para comparações e identificação de
modelos que podem ser seguidos.
Tendo levantado as teorias, a próxima etapa é a descrição da empresa e do
seu processo produtivo em detalhes que ajudem a identificar as variáveis
importantes presentes no sistema.
Após a descrição do prcesso e comparação das teorias analisadas com a
prática da empresa, é possível obter uma melhor visão dos problemas que
acontecem no sistema da mesma, desta forma pode-se partir para formas de
aperfeiçoamento deste sistema.
Tendo o estudo pronto e a viabilidade confirmada, pode-se elaborar sugestões
de mudanças otimizadas para o bem do sistema, incluindo clientes e funcionários.
Após este estudo e suas conclusões, torna-se última a parte de exposição e
explanação dos resultados obtidos.
Neste estudo, torna-se possível a identificação de falhas no processo produtivo
da empresa em questão, falhas estas que podem estar caracterizadas por
desperdícios que podem ser tempos ociosos, mão-de-obra ociosa, geração de
custos desnecessários, que podem acarretar insatisfação do cliente, estresse no
clima organizacional e desmotivação dos colaboradores. Todos estes fatores são
devidamente abordados pelo PPCP direta ou indiretamente.
20
1.5 ESTRUTURA CAPITULAR
Neste primeiro capítulo foi dada introdução ao assunto abordado no presente
trabalho onde estão fixados os objetivos geral e específicos do mesmo, em seguida,
no segundo capítulo estão expressas as opiniões de diversos autores sobre o tema,
dando assim, o referencial teórico necessário para os capítulos seguintes. No
terceiro capítulo estão expressos os procedimentos metodológicos do trabalho e
logo em seguida no capítulo quatro acontece a análise e interpretação dos dados
para que os objetivos propostos sejam alcançados. Finalmente no capítulo cinco
têm-se a conclusão do presente trabalho seguido de referências bibliográficas e
apêndices.
21
2 REFERENCIAL TEÓRICO
O presente trabalho tem como embasamento o seguinte referencial teórico
sobre a administração da produção e demais variáveis abordadas a seguir:
2.1 PRODUÇÃO
Levando em consideração a realidade contemporânea, quando criamos algo,
estamos produzindo e nas empresas a produção é sinônimo de produtividade e para
aumentar esta produtividade criam-se sistemas de produção com maior ou menor
complexidade.
2.1.1 Conceito de Produção
Em uma empresa com o perfil de fábrica ou prestação de serviços onde existe
um fluxo de materiais, pessoas e atividades realizadas por estas pessoas em torno
destes materiais, existe aquilo que se chama de produção, a produção é definida por
Rocha (1995) como o ato de fazer ou construir algo concreto, e cabe ao
administrador maximizar a fabricação, a custos mínimos, utilizando os processos
administrativos: planejamento, organização, direção, coordenação e controle.
Os meios de produção, segundo Rocha (1995) fornecem uma visão voltada
para o interior da unidade produtiva e são os instrumentos utilizados na obtenção ou
na transformação dos produtos fabricados são eles:
•
Matéria-prima;
•
Mão-de-obra;
•
Equipamento (instalações).
Chiavenato (1991) enfoca que cada empresa adota um sistema de produção
para realizar as suas tarefas e desenvolver seus produtos da melhor maneira
possível com eficiência e eficácia.
22
Desta forma, a produção é definida pelo ato de produzir e um sistema de
produção, simplesmente é definido como a maneira pela qual se produz.
2.1.2 Tipos de produção
Tendo em vista que a produção é o ato e os sistemas de produção são as
formas pelas quais se produz isto pode ser classificado em várias formas.
Bulgacov (1999) classifica os sistemas de produção baseado no fluxo do
produto ou processo de produção, representado segundo as variáveis “volume de
produção” e “variedade do produto” e as divide da seguinte forma:
•
Sistema de produção por projetos onde o fluxo de produção é lento e o
volume é baixo, por exemplo a produção de navios, aviões, edifícios,
cirurgias, eventos musicais.
•
Sistema de produção por encomenda onde o volume de produção é um
pouco maior porém ainda baixo os exemplos são: confecção de roupas sob
medida, serviços de consultoria, produção artesanal de móveis etc.
•
Sistemas de produção por lotes onde acontece a repetição de um mesmo
produto; ou seja produtos idênticos produzidos em lotes separados de
tamanhos diferentes exemplo: fabricação de instrumentos musicais, uma
linha especial de automóveis etc.
•
Sistema de produção em massa onde acontece a produção de altos volumes
com baixa variedade de produtos, adotando um fluxo tipo linha de montagem
por exemplo: fabricação de eletrodomésticos, componentes e ferramentas.
•
Sistema de produção contínua onde acontece o fluxo contínuo de produção,
baixíssima variedade de produtos e flexibilidade de processo quase nula
exemplo; Laminação de ferro, geração de eletricidade, fabricação de papel.
Moreira (2000) classifica os sistemas de produção principalmente em função do
fluxo do produto e as divide da seguinte forma:
•
Sistema de produção contínua no qual o fluxo da produção ocorre em linha e
os produtos são bastante padronizados e fluem de um posto de trabalho a
23
outro em uma sequência prevista exemplo: indústria química de papel de
aço etc.
•
Sistema de produção intermitente no qual a produção ocorre em lotes onde
terminando a fabricação de um determinado lote de produtos, outros
produtos diferentes passam a ser fabricados na mesma máquina.
•
Sistema de produção para grandes projetos no qual cada projeto é um
produto único não havendo portanto um fluxo de produto.
Já para Meredith (2002) existem cinco formas básicas de sistemas de
transformação que são:
•
Contínuo que é utilizado para produzir artigos altamente padronizados em
volumes extremamente grandes, exemplo: produtos como a água, gases,
eletricidade, petróleo e leite. A produção nestas indústrias é altamente
automatizada, com equipamentos e controles extremamente especializados
quase sempre computadorizados.
•
Flow shop que é semelhante ao contínuo, porém existe neste processo um
produto descontínuo, apresenta características como um conjunto fixo de
insumos, tempos de produção constante e um conjunto fixo de produtos.
Neste sistema se produz um alto volume para uma pequena variação de
produtos. Como exemplo pode-se destacar a indústria de fabricação de
lápis, a montagem de automóveis e a manufatura de aço.
•
Job shop onde cada produto, ou pequeno lote de produtos é processado de
maneira diferente, cada produto percorre um roteiro diferente e requer
operações diferentes e leva um período de tempo diferente para ser
produzido. De modo geral a indústria do tipo job shop é apropriada para
organizações que prestam serviços, onde cada serviço requer uma
operação diferente. São exemplos deste sistema os escritórios, os hospitais,
as universidades e as oficinas.
•
Celular que pode ser definido como uma combinação dos sistemas flow
shop e o job shop onde se procura obter a maior variedade possível de
produtos juntamente com a redução de custos e tempos de fabricação.
•
Projeto que é caracterizado por um produto parado onde as operações são
realizadas em torno dele, é repetitiva, tem tarefas múltiplas, geralmente
24
simultâneas e extremamente interdependentes, exemplo: produção de
navios e máquinas industriais de grande porte.
Pode-se perceber que existem definições e classificações diferentes para
aquilo que se chama de sistema de produção, algumas mais e outras menos
detalhadas porém todas com o mesmo enfoque.
2.2 ADMINISTRAÇÃO DA PRODUÇÃO
Para toda produção existe uma administração que determinará o fluxo das
atividades, materiais e custos através processos administrativos e meios de
produção.
2.2.1 Conceito de Administração da Produção
Se tratando de Administração da Produção, têm-se algumas definições:
Segundo Rocha (1995) a administração da produção consiste na parte da
administração que comanda o processo produtivo e é pela utilização dos meios de
produção e dos processos administrativos visando buscar elevação da produtividade
que ela acontece.
Para Bulgacov (1999) a Administração da Produção e Operações trata da
maneira como as empresas organizam seus recursos e habilidades, tais como
conhecimentos, equipamentos e pessoas para produzir bens e prestar serviços.
De acordo com Moreira (2000) a Administração da Produção e Operações diz
respeito àquelas atividades orientadas para a produção de um bem físico ou à
prestação de um serviço.
Segundo Slack (1999) a administração de produção trata da maneira pela
quais as organizações produzem bens e serviços. Tudo que você veste, come, senta
em cima, usa, lê ou usa na prática de esportes chega a você graças aos gerentes de
produção que organizaram sua produção.
25
Tendo em vista que produção é um ato, sistemas são formas de agir,
administração são formas de organizar e gerir estes sistemas de produção.
2.2.2 Objetivos da Administração da Produção
Sendo a administração da produção uma forma de gerir sistemas, tem-se as
seguintes definições para os objetivos da administração da produção:
Para Rocha (1995) os objetivos da administração da produção são vários
como, por exemplo: a maximização da produtividade, a minimização dos custos, a
correta distribuição do trabalho, a racionalização das atividades executadas, assim
como o melhor aproveitamento do tempo e vários outros fatores importantes para
um fluxo de produtividade constante e bem planejado. Os objetivos da administração
da produção podem ser definidos de uma maneira bastante simples como operar
máquinas e lidar com materiais, através da utilização de mão-de-obra apropriada,
originando um produto, nesta definição, o autor não entra em detalhes, mas deixa
lacunas que permitem pensar o que é preciso para operar máquinas e lidar com
materiais, mão-de-obra e originar um produto, é claro que a variável em questão
trata-se da administração.
A Administração da produção acontece através de um sistema específico,
segundo Corrêa et al (1997) os sistemas de administração da produção devem
cumprir seu papel no atingimento dos objetivos estratégicos da organização
apoiando o tomador de decisão a:
•
Planejar as necessidades futuras de capacidade produtiva da organização;
•
Planejar os materiais comprados;
•
Planejar os níveis adequados de estoques de matérias-primas, semiacabados e produtos finais, nos pontos certos;
•
Programar atividades de produção para garantir que os recursos produtivos
envolvidos estejam sendo utilizados, em cada momento, nas coisas certas e
prioritárias;
26
•
Ser capaz de saber e de informar corretamente a respeito da situação
corrente dos recursos (pessoas, equipamentos, instalações, materiais) e das
ordens (da compra e da produção);
•
Ser capaz de prometer os menores prazos possíveis aos clientes e depois
fazer cumpri-los;
•
Ser capaz de reagir eficazmente.
Quando se fala em preocupações da administração da produção, Moreira
(2000), afirma que a Administração da Produção e Operações preocupa-se com o
planejamento, a organização, a direção e o controle das operações produtivas, de
forma a se harmonizarem com os objetivos da empresa.
A administração da produção pode ser tratada como um órgão industrial que
segundo Rocha (1995) tem as atribuições de lidar com máquinas, materiais e usar
meios para retirar dessa combinação o melhor proveito, buscando sempre melhorias
no desempenho produtivo da empresa.
A administração da produção é vista como um órgão industrial, segundo Rocha
(1995), as responsabilidades do órgão industrial, são:
•
Obter qualidade nos produtos fabricados.
•
Identificar pessoas com nível de habilidade não-compatível com o trabalho
desejado.
•
Padronizar e simplificar operações.
•
Quantificar as necessidades de abastecimento.
•
Definir tempo de execução das operações.
•
Primar pela manutenção.
•
Medir desempenho.
•
Planejar, organizar, coordenar e controlar todas as atividades da área
industrial, especialmente aquelas voltadas para a produção, lembrando
sempre que o cliente é a prioridade.
Diante do exposto, pode-se ter a certeza de que um sistema produtivo por mais
simples que seja, é movido por uma administração que pode ser formal ou informal,
um processo produtivo jamais funcionaria corretamente sem uma devida
administração de produção.
27
2.3 PLANEJAMENTO, PROGRAMAÇÃO E CONTROLE DA PRODUÇÃO
Dentro do contexto da administração da produção, tem-se as principais
ferramentas para a movimentação de recursos que são o Planejamento, a
programação e o controle da produção.
2.3.1 Conceito de PPCP
O planejamento e controle da produção são os principais fatores básicos da
administração da produção, pois não é possível controlar o que não foi planejado e
não é possível planejar uma produção maior do que a quantidade que a estrutura
física da empresa suporta é apartir de erros de planejamento que ocorrem distúrbios
em uma linha de produção.
Tratando-se de planejamento, programação e controle da produção, têm-se as
seguintes afirmações:
Segundo Moreira (2000) a programação e controle da produção fazem parte do
planejamento mestre da produção (PMP), e são atividades marcadamente
operacionais que encerram um ciclo de planejamento.
Para Tubino (2000) como o departamento de apoio, o PCP é responsável pela
coordenação e aplicação dos recursos produtivos de forma a atender da melhor
maneira possível os planos estabelecidos a níveis estratégico, tático e operacional.
Desta forma percebe-se que uma empresa não pode ser movimentada de uma
forma desordenada, é preciso planejar, programar e controlar o fluxo de recursos,
em geral o PPCP possibilita a economia de tempo, movimentos, operações, além de
determinar o que deve ser feito e o que não é necessário ser feito, em uma grande
linha de produção o PPCP simplesmente é o que faz a diferença na hora de obter
lucros em todos os sentidos.
28
2.3.2 Planejamento
O Planejamento é a primeira etapa do PPCP, portanto serve de base para todo
o restante do processo. Corrêa et al (1997) afirmam que planejar é entender como a
consideração conjunta da situação presente e da visão do futuro influencia as
decisões tomadas no presente para que se atinjam determinados objetivos no futuro.
Planejar é projetar um futuro que é diferente do passado, por causas sobre as quais
se tem controle.
Tubino (2000) afirma que planejamento consiste em estabelecer um plano de
produção para determinado período segundo as estimativas de vendas e a
disponibilidade de recursos financeiros e produtivos onde a estimativa de vendas
serve para prever os tipos e quantidades de produtos que se espera vender no
horizonte de planejamento estabelecido e a capacidade de produção é o fator físico
limitante do processo produtivo e pode ser incrementada ou reduzida, desde que
planejada a tempo pela adição de recursos financeiros.
Chiavenato (1991) afirma que o planejamento é a função administrativa que
determina antecipadamente quais os objetivos a serem atingidos e o que deve ser
feito para atingi-los da melhor forma possível onde planejamento está voltado para a
continuidade e focaliza o futuro e sua importância reside no fato de que sem
planejamento a empresa fica perdida no caos.
Montana (2001) afirma que o planejamento é feito sob medida para cada
organização. Embora os conceitos básicos sejam os mesmos, a cultura e a filosofia
de cada organização resultarão em um conjunto ligeiramente diferente de
prioridades. O planejamento é uma das tarefas mais importantes de um gerente, de
acordo com Montana os tipos de planejamento são: o planejamento estratégico, o
tático e o operacional.
Montana (2001) explica os objetivos dos planejamentos: estratégico, tático e
operacional:
•
Planejamento estratégico tem por objetivo estabelecer a melhor direção a
ser seguida pela empresa e visa a empresa como um todo, é característico
da alta administração.
29
•
Planejamento tático tem por objetivo otimizar determinada área de resultado
e não a empresa como um todo, trabalhando com a decomposição dos
objetivos, estratégias e políticas do planejamento estratégico.
•
Planejamento operacional tem como primeiro passo definir metas e
formalizar as metodologias de trabalho estabelecidas.
Tendo estas afirmações pode-se dizer que o planejamento visa os objetivos da
organização e as melhores formas de atingi-los.
2.3.2.1 Planejamento Mestre da Produção
Na elaboração do PPCP, podem-se identificar algumas ferramentas muito
utilizadas, ou que fazem parte deste modelo de administração da produção, entre
elas está o Planejamento Mestre da Produção (PMP).
Abaixo será tratado o conceito de PMP e sua importância.
2.3.2.1.1 Conceito de PMP
Para Tubino (2000), planejamento mestre da produção
consiste em
estabelecer um plano-mestre de produção (PMP) de produtos finais, detalhado no
médio prazo, período a período, a partir do plano de produção, com base nas
previsões de vendas de médio prazo ou dos pedidos firmes já confirmados.
Bulgacov (1999) define o PMP como Programa Mestre da produção e afirma
ser um planejamento mais detalhado, por setor, por produto ou por equipamento etc;
sendo empregado para orientar a produção, os estoques, as compras, as
contratações e demissões etc.
Moreira (2000), afirma que o PMP é uma desagregação do planejamento em
produtos individuais, complementa dizendo que o PMP é o documento que diz quais
itens serão produzidos e quanto de cada um para um determinado período.
30
2.3.2.1.2 Importância do PMP
De acordo com Corrêa et al, (1997), grandes planos são predefinidos de
maneira superficial e na hora de entrar em detalhes, para se tornarem realidade,
estes planos estratégicos devem ser quebrados em planos operacionais táticos ou
planos que definem o que de fato deve ser feito.
Para Tubino (2000), Onde o plano de produção estratégico tratava de famílias
de produtos, o PMP, já voltado para a operacionalização da produção, tratará de
produtos individuais. Da mesma forma, onde o plano de produção empregava
meses, trimestres e anos, o PMP empregará uma unidade de planejamento mais
curta, normalmente semanas, ou no máximo meses para produtos com ciclos
produtivos longos. Na elaboração do PMP estão envolvidas todas as áreas que têm
um contato mais direto com a manufatura.
2.3.2.2 Planejamento da capacidade de produção
Dentro do PMP, tendo em vista que o mesmo é uma forma detalhada de
planejamento, uma das questões a serem analisadas é o planejamento da
capacidade da produção que determina as quantidades máximas que podem ser
produzidas dentro de um determinado intervalo de tempo, inclusive exige o
aperfeiçoamento do lead time, e eliminação de falhas em prol da maior
produtividade.
2.3.2.2.1 Conceito / função
Para Corrêa et al (1997) o planejamento da capacidade é uma atividade crítica
desenvolvida paralelamente ao planejamento de materiais e é feito de forma
hierárquica e coerente com o planejamento de materiais.
31
De acordo com Bulgacov (1999) a capacidade de uma unidade de produção ou
operações representa a quantidade de máxima de trabalho que esta unidade
consegue processar em um determinado período e o estudo da capacidade
produtiva é uma questão estratégica para a empresa.
Tubino (2000) afirma que a função da análise da capacidade produtiva do PMP
consiste em equacionar os recursos produtivos da parte variável do plano, de forma
a garantir uma passagem segura para sua parte fixa e posterior programação da
produção. Segundo Tubino, a rotina de análise da capacidade produtiva do PMP
baseia-se em:
•
Identificar os recursos a serem incluídos na análise. Como forma de
simplificação pode-se considerar apenas os recursos críticos, ou gargalos;
•
Obter o padrão de consumo da variável que se pretende analisar (horasmáquina/unidade, horas-homem/unidade, m3/unidade, etc.) de cada produto
acabado incluído no PMP para cada recurso;
•
Multiplicar o padrão de consumo de cada produto para cada recurso pela
quantidade de produção em cada período prevista no PMP;
•
Consolidar as necessidades de capacidade para cada recurso.
Dentro destes ideais, é possível notar que este planejamento faz parte e
inclusive é um pré-requisito do PMP, sua função é muito importante para que as
falhas de um processo produtivo sejam identificadas e eliminadas dado o ênfase em
reduzir tempo de processo e a interligação com a parte de suprimento de materiais e
consequentemente a redução de custos.
2.3.3 Programação
A programação trata de solucionar problemas operacionais principalmente de
fluxo da produção como por exemplo a redução de impactos causados por filas,
setups, esperas e demais agentes que interferem no lead time do processo.
De acordo com Brito (1990) a amplitude do sistema a adotar deve ser
determinado pelo grau de complexidade da empresa e seu objetivo está voltado
para assegurar o cumprimento dos prazos de entrega, o controle do nível de
estoque em processo, a redução constante dos lead times de produção, o controle
32
de filas de espera nos centros de produção, a prevenção de gargalos de produção e
a minimização do tempo ocioso dos recursos de produção.
A
Programação
da
Produção
se
encarrega
ainda
de
elaborar
o
seqüenciamento das ordens emitidas em função da disponibilidade dos recursos
produtivos, buscando maximizar a utilização destes recursos. No caso da produção
sob encomenda, os recursos necessários são definidos e providenciados no plano
de produção.
De acordo com Bulgacov (1999) a programação pode ser classificada em dois
tipos: a programação empurrada que é orientada pela “data mais cedo” que uma
determinada atividade que deve ser completada e a programação puxada que
orienta-se pela “data do ínício da atividade seguinte”, que puxou a atividade
predecessora e precisa que esteja terminada bem a tempo.
Tubino (2000) afirma que com base no PMP e nos registros de controle de
estoques, a Programação da Produção estabelece no curto prazo quanto e quando
comprar, fabricar ou montar de cada item necessário à composição dos produtos
finais.
Neste caso, a programação pode ser uma das maiores dificuldades dentro de
um processo produtivo, pois podem haver imprevisibilidades de toda natureza e
dimensão. Muitas empresas utilizam programação computadorizada de suas
atividades sabendo que é preciso contar com um bom sistema de programação.
2.3.4 Controle
O controle consiste em acompanhar o desenvolver da produtividade e sua
continuidade sempre observando qualquer anormalidade e corrigindo quando
necessário. Fazem parte do controle as avaliações de desempenho e feedbacks.
Segundo Montana (2001) o controle é praticado em todas as áreas e níveis da
administração de uma organização, embora haja muita variação na aplicação do
controle em diferentes áreas organizacionais.
Para Chiavenato (1991) se as coisas ocorressem de acordo com o que foi
planejado, não haveria necessidade de controle. O controle existe porque alguma
coisa pode sair diferente daquilo que foi planejado.
33
Para Tubino (2000), o acompanhamento da Produção, através da coleta e
análise dos dados, busca garantir que o programa de produção emitido seja
executado a contento.
De acordo com estas afirmações, pode-se dizer que o controle nada mais é do
que um apoio ao planejamento caso algo possa dar errado.
2.4 ANÁLISE DE PROCESSO
Para que um PPCP possa ser implantado, antes é preciso que se faça uma
análise do processo, para isso são utilizados fluxogramas, cronometragens de
tempos e observação de métodos de trabalho, assim como as relações com a
demanda, tudo isso pode ser representado de forma gráfica para observação e
comparação de resultados.
Tendo os gráficos prontos e o processo descrito a análise torna-se mais
objetiva e o foco fica mais visível, é possível então, mensurar melhor quais os pontos
críticos do sistema que deverão ser tratados pelo PPCP.
2.4.1 Fluxograma
O fluxograma do sistema é uma ferramenta bastante simples que permite uma
melhor visualização do fluxo da produção incluindo tomadas de decisão entre outras
informações. O fluxograma do processo produtivo da empresa pode ser visto de
duas formas diferentes nos apêndices do presente trabalho
Para Moreira (2000) o fluxograma é uma representação gráfica do que ocorre
com o material ou conjuntos de materiais incluindo peças e subconjuntos de
montagem durante a seqüência bem definida de fases do processo produtivo.
Rocha (1991) afirma que o fluxograma é uma representação gráfica das
diversas etapas de um processo, permitindo que se tenha uma visualização do
processo como um todo e a relação existente entre as partes.
34
Alvarez (1991) afirma que um fluxograma não tem condições de representar a
totalidade das alternativas ou situações possíveis de uma realidade. A descrição de
todas as alternativas resultaria num desenho tão complexo que eliminaria os
objetivos básicos de qualquer diagrama.
Pode-se dizer que o fluxograma permite a visualização de todo o processo,
porém não com muitos detalhes, pois se tornaria demasiadamente complexo.
2.4.1.1 Tipos de fluxograma
Sendo o fluxograma, uma representação gráfica do sistema, ele pode ser
desenhado de variadas formas de acordo com o objetivo da análise.
Araújo (1985) classifica os tipos de fluxograma da seguinte forma:
•
Fluxograma sintético: é a representação dos vários passos relativos a um
processo oferecendo uma idéia genérica do que é feito na rotina;
•
Fluxograma de blocos: permite a representação do fluxo alternativo, ou seja,
é possível estabelecer o processo positivo ou negativo. Nesta técnica a
inscrição do passo é feita no interior dos símbolos, facilitando a leitura e
interpretação do gráfico.
•
Fluxograma esqueleto: usa simbologia mais variada. Utilizado quando há
consultas em documentos não estritamente ligados a rotina;
•
Fluxograma vertical: faz uso de uma folha já impressa com a simbologia,
apresentando uma linha de fluxo que vai do topo a base da folha;
•
Fluxograma de documentos: técnica de abordagem a problemas e demandas
vinculadas a vias, cópias e originais de documentos.
2.4.1.2 Objetivos do fluxograma
Quanto aos objetivos de um fluxograma, podem-se destacar os seguintes
aspectos:
35
Rocha (1991) diz que o principal objetivo do fluxograma é colocar em evidência
de forma simples e objetiva, a seqüência lógica do trabalho, de modo a proporcionar
uma visão para a execução de suas fases.
A análise racional de um fluxograma pode oferecer vantagens como:
•
Fornecer condições para simplificar o trabalho através da eliminação e ou
inclusão de passos, de modo que se procure obter melhor seqüência para o
desenvolvimento dos mesmos;
•
Correção dos movimentos e contatos desnecessários;
•
Auxiliar a descobrir pontos falhos de naturezas diversas;
•
Demonstrar uma visão geral do conjunto.
2.4.2 Tempos de produção
Muitas vezes as empresas não dão a referida atenção à análise de tempos
gastos nas operações, sendo este fator, algo muito importante na otimização de lead
time e na eliminação de desperdícios.
2.4.2.1 Tipos de tempos
De acordo com Moreira (2000) os tempos são classificados de dois tipos:
•
Tempo real sendo aquele que decorre realmente quando é feita a operação
e é obtido com cronometragem direta do operador em seu posto de trabalho.
•
Tempo normal sendo o tempo requerido para que o operador complete sua
operação, executando-a com velocidade normal. A velocidade normal por
sua vez é aquela que pode ser obtida e mantida pelo trabalhador de
eficiência média durante um dia típico de trabalho sem fadiga indevida.
36
2.4.2.2 Estudo de tempos
Para fazer-se uma cronometragem, é necessário saber alguns detalhes sobre
estudo de tempos.
De acordo com Moreira (2000) para levar a cabo um estudo de tempos, o
analista deve tomar algumas providências básicas:
•
Comunicar a necessidade do estudo ao operador, para evitar desconfianças
e ressentimentos;
•
Deve familiarizar-se com a operação e tudo que a cerca: o local onde ela é
desenvolvida, os equipamentos que são utilizados e as condições gerais em
que o trabalho é realizado (iluminação, ruído, poeira, posição do operador
etc.);
•
Se julgar necessário para obter mais precisão no estudo, principalmente se
a tarefa for relativamente longa, deve dividi-la em partes menores.
Segundo Barnes (1977) a cronometragem direta é o método mais utilizado para
a medida do trabalho. Atualmente, o estudo de tempos é utilizado para:
•
Estabelecer programações e planejar o trabalho;
•
Determinar o custo-padrão;
•
Determinar a eficiência das máquinas,
•
Determinar tempos padrões dos funcionários.
2.4.3 Métodos de produção
Toda produção, por mais simples que seja, possui uma organização que
acontece por um método de trabalho, este método pode ser formal ou informal,
mecanizado ou não, complexo ou não, e é através deste método de trabalho que é
possível definir quais as vantagens e desvantagens e quais as falhas de um
processo.
Segundo Cury (2000) organização e métodos (O & M) é uma das funções
especializadas de administração e uma das principais responsáveis pela modelagem
37
da empresa, envolvendo, primariamente a institucionalização de uma infra-estrutura
compatível com os propósitos do empreendimento (=O) e, complementarmente, a
definição e/ou redefinição dos processos e métodos de trabalho, mecanizados ou
não, indispensáveis á efetividade organizacional (=M). A função de O & M, assim,
tem como objetivo final a renovação organizacional, por meio da manipulação da
empresa como um sistema social, aberto, em permanente sintonia com as demais
de seu ambiente, externo e/ou interno.
Organização e Métodos em seu contexto é uma forma pela qual se dá a
administração da produção em uma empresa. É através deste sistema que se pode
analisar, compreender, corrigir e modificar um processo.
Cury (2000) afirma que tendo sido selecionado um processo, seja para a
reengenharia, melhoria e/ou redesenho, deve ser designada uma equipe para a
realização do trabalho. O ponto inicial é conhecer o processo existente, o que ele
faz, qual seu desempenho, quais são seus pontos críticos. A análise tradicional de
um processo deve considerar suas entradas (insumos) e saídas (produtos).
Para entender o processo, é indispensável fazer um completo levantamento de
tudo o que acontece em suas diversas atividades e tarefas. Um bom levantamento
deve ser realizado pela equipe responsável junto aos usuários diretamente
envolvidos com a realização no trabalho, no próprio local em que este é realizado.
2.4.3.1 Racionalização de métodos
Toda produção possui uma grande quantidade de variáveis que se não
utilizadas de uma forma racionalizada podem dar muito prejuízo.
De acordo com Bulgacov (1999) o termo racionalização vem da razão e indica
a luta contra o desperdício de tempo, de material, de dinheiro e do próprio esforço
humano, para o autor, o instrumental administrativo mais empregado e eficiente na
racionalização é a simplificação do processo e do método de trabalho e constitui-se
na principal técnica para eliminar o desnecessário.
Na visão de Peroni (1985) quando o método de trabalho não é racionalizado,
pode-se esperar que haja movimentos desnecessários, mas que consomem tempo.
38
A racionalização nestes casos reduz os movimentos inúteis e conseqüentemente o
tempo de produção.
A racionalização de métodos pode se dar por utilização de filosofias como o
Just in Time e estudos de layout, assim como a análise de tempos citados
anteriormente, relacionando-os com os métodos. Tendo em vista o método utilizado
pela empresa é necessário verificar a situação da mesma que pode estar
apresentando deficiências nocivas à racionalidade do sistema.
2.4.3.1.1 A ausência de um método formal de trabalho
Muitas vezes a falta de métodos formais de trabalho resulta em desequilíbrio
no processo, a liberdade dada aos funcionários permite que trabalhem de forma
desordenada, causando atrasos e falta de planejamento, comprometendo o
funcionamento da empresa e a qualidade do produto.
Para Araújo (1994) o excesso de liberdade dado ao executante da tarefa, pode
ocasionar falhas no funcionamento e na qualidade do produto final exibido pela
unidade. Evidentemente não sendo contra a criatividade, a atuação inventiva e
racionalizadora, mas não pode-se negar que tudo isso pode gerar disfunções e
desequilíbrio interno. E, finalmente, a própria insatisfação da chefia da unidade,
passada
ao
profissional
de
organização
e
métodos
sob
a
forma
de
descontentamento com funcionários, qualidade do trabalho, reclamações de outras
unidades, demoras e atrasos generalizados.
Para que um método de trabalho seja racionalizado e um padrão de
funcionamento elaborado supostamente possa ser posto em prática, é necessário
que seja comunicado aos funcionários de uma maneira bastante clara, mesmo que
para isso tenha que ser elaborado um treinamento específico para cada função. É
essencial que o funcionário seja convencido de que o novo padrão é vantajoso e
inclusive passe e defender a nova forma de trabalho.
39
Para Ackoff (1982) o planejamento organizacional deveria ser voltado para os
objetivos de:
•
Identificar as tarefas físicas e mentais que prescisam ser desempenhadas;
•
Agrupar as tarefas em funções que possam ser bem desempenhadas e
atribuir sua responsabilidade a pessoas ou grupos, isto é, organizar funções
e responsabilidades;
•
Proporcionar aos empregados de todos os níveis a) Informação e outros
recursos necessários para trabalhar de maneira tanto eficaz quanto possível,
incluindo feedback sobre seu desempenho real. b) Medidas de desempenho
que sejam compatíveis com objetivos e metas organizacionais e c) Motivação
para desempenhar tão bem quanto possível.
Ao desenvolver este padrão de funcionamento, é necessário fazer um estudo
do quadro de distribuição do trabalho que segundo Oliveira (2001) tem por objetivos
a distribuição das tarefas entre as unidades organizacionais de forma balanceada, a
redistribuição das tarefas que já vem sendo realizadas pela empresa de forma
criteriosa e racional e o funcionamento como um instrumento de racionalização da
situação existente.
2.4.3.1.2 Distribuição do trabalho com técnicas Just in time
Uma vez tratada a questão da distribuição do trabalho, é a vez de adotar
algumas características da filosofia Just in Time, Segundo Corrêa (1993) o Just in
Time surgiu no Japão, nos meados da década de 70, sendo sua idéia básica e seu
desenvolvimento creditados a Toyota Motor Company, a qual buscava um sistema
de administração que pudesse coordenar a produção com a demanda específica de
diferentes modelos e cores de veículos com o mínimo de atraso, também segundo
Corrêa (1993) os objetivos do Just in Time são:
•
Produção sem estoques;
•
Eliminação de desperdícios;
•
Manufatura de fluxo contínuo;
•
Esforço contínuo na resolução de problemas;
40
•
Melhoria contínua de processos.
No uso do JIT, é possível elaborar alguns objetivos abordados pelo presente
trabalho, sendo eles a eliminação de desperdícios juntamente com a melhoria
contínua, pois segundo Corrêa (1993) o JIT visa eliminar:
•
Desperdícios de superprodução;
•
Desperdícios de espera;
•
Desperdício de transporte;
•
Desperdício de processamento;
•
Desperdício de movimento;
•
Desperdício de produzir produtos defeituosos;
•
Desperdício de estoques.
O JIT aborda a eliminação de desperdícios e Corrêa (1993), afirma que este
desperdício refere-se ao material que está esperando para ser processado,
formando filas que visam garantir altas taxas de utilização de equipamentos. A
filosofia JIT coloca a ênfase no fluxo de materiais e não nas taxas de utilização dos
equipamentos, os quais somente devem trabalhar se houver necessidade. A
sincronização do fluxo de trabalho e o balanceamento das linhas de produção
contribuem para a eliminação deste tipo de desperdício.
O desperdício com a espera é o fator causador do atraso no lead time também
bastante comentado no presente trabalho, a redução deste desperdício é de grande
importância para que o primeiro objetivo específico deste trabalho seja posto em
prática conforme as propostas ação sugeridas.
Segundo Corrêa (1993), o tempo de espera em fila corresponde a mais de 80%
do tempo total ou lead time nos processos do tipo Job Shop. O tempo de espera é o
elemento do lead time mais atacado pela filosofia JIT.
2.4.3.1.3 Layout e simplificações
Outro fator importante para a sistematização do fluxo da produção é o Layout
Que segundo Rocha (1995), é a disposição física de máquinas, postos de trabalho,
equipamentos, homens, áreas de circulação, unidades de apoio e tudo mais que
41
ocupa espaço na fábrica. Rocha (1995), também afirma que o layout deve distribuir
estes postos de forma a maximizar a funcionalidade do processo produtivo e otimizar
o ambiente de trabalho.
Segundo Rocha (1995) o layout ou arranjo físico tem como objetivos:
•
Utilizar racionalmente o espaço físico disponível;
•
Reduzir ao mínimo as movimentações de materiais, produtos e pessoas;
•
Obter fluxo coerente de fabricação;
•
Oferecer melhores condições de trabalho aos funcionários;
•
Evitar investimento desnecessário;
•
Permitir manutenção;
•
Possibilitar supervisão e obtenção de qualidade;
•
Obter soluções flexíveis, Isto é, possíveis de serem modificadas sem
maiores atropelos.
Tendo em vista alguns objetivos do presente trabalho, o arranjo físico da
produção é uma ótima opção de eliminação de desperdícios, otimização de tempos
e racionalização do trabalho, considerando que o fator tempo é uma das principais
variáveis abordadas, é importante relacionar o conceito de tempos e métodos como
Rocha (1995), afirma que no estudo dos tempos e métodos de trabalho, o homem é
o elemento essencial, tanto como observador do processo, quanto como executor.
Preocupa-se em encontrar a melhor maneira de executar as operações, sejam de
máquinas ou de pessoas, buscando reduzir ao máximo, ou até eliminar, o tempo
ocioso e o trabalho desnecessário. Rocha (1995), também afirma que o estudo dos
métodos de trabalho visa eliminar algum esforço adicional do homem na execução
do seu trabalho, enquanto o estudo do tempo permite quantificar o trabalho possível
de ser conseguido com a prática dos métodos operacionais. A importância da
medição do tempo é tão grande para as empresas que operações que se repetem
com freqüência têm seus tempos medidos através de filmagens cuidadosas, o que
permite a análise de cada detalhe.
Como o objetivo da organização, dos sistemas e dos métodos no presente
trabalho são dar estrutura para a administração da produção e gestão de pessoas,
podemos nos basear em Rocha (1995), que afirma que o processo de produção é
formado por sucessivas operações otimizadas, do homem e da máquina, e por isso
as análises das atividades simultâneas e do homem-máquina são importantes para a
42
composição do processo e balanceamento de uma linha de fabricação. A análise do
processo estuda o fluxo de trabalho que interliga o homem e a máquina,
descrevendo e seqüência em que as operações ocorrem. O objetivo principal dessa
análise é investigar a possibilidade de simplificar o processo ao se conhecerem
todas as suas fases, minimizando o tempo gasto na sua realização.
De acordo com Rocha (1995), a simplificação pode ocorrer:
•
com eliminação de alguma operação;
•
com junção de duas operações em uma única;
•
com mudança na seqüência de operação desde que reduza tempo;
•
com alteração do arranjo físico, economizando distância percorrida;
•
com treinamento de pessoas, melhorando o tempo de operação.
Diante do exposto pode-se entender como deve ser o funcionamento da
produção de uma empresa, como adquirir uma mensuração da importância de um
fluxo contínuo, da eliminação de tempos perdidos, assim como a eliminação de
custos desnecessários.
Percebe-se também que é de suma importância que todo o sistema funcione
dentro de um determinado padrão de leis e diretrizes, que expressem a
Organização, os sistemas e os métodos utilizados pela empresa, desta forma, tanto
a produção, como os recursos humanos terão um embasamento para fazer a
empresa funcionar de forma otimizada.
2.4.4 Relação da produção com a demanda
O fator que mais influencia na produção é a demanda, pois se não tiver
demanda não tem produção, se a demanda é fraca, a produção deve acompanhá-la
evitando a produção desnecessária e se a demanda estiver alta, a produção deverá
racionalizar o seu sistema para atendê-la com rapidez.
43
2.4.4.1 A previsão da demanda
A previsão da demanda é considerada o principal pré-requisito para o
planejamento da produção, sem esta previsão não é possível mensurar o que
deverá ser feito. Na visão de Russomano (2000) previsão de demanda é o processo
sistemático e racional de conjecturar acerca das possíveis vendas futuras dos
produtos ou serviços da empresa.
Tubino (2000) divide a previsão da demanda em técnicas qualitativas e
técnicas quantitativas, e as classifica como de curto prazo, médio prazo e longo
prazo. As técnicas qualitativas privilegiam principalmente dados subjetivos, difíceis
de representar numericamente. Já as técnicas quantitativas envolvem a análise
numérica dos dados passados, isentando-se de opiniões pessoais ou palpites.
Bulgacov (1999) define a previsão da demanda como responsável pela decisão
de quanto produzir, sendo fundamental para o planejamento da produção, afirma
também que é com base nela que se definem contratações, estoques, prazos de
entrega, aquisição de matérias-primas, equipamentos etc; para o autor, a demanda é
um evento futuro e incerto e pode ser estimado de diversas maneiras que podem ser
através de técnicas objetivas, quantificáveis, padronizadas ou subjetivas, pessoais,
não quantificáveis e até intuitivas, o mesmo autor classifica as previsões da
demanda como opinativas, causais ou temporais onde:
•
Os métodos opinativos são baseados em julgamentos e experiências de
pessoas;
•
Os métodos causais empregam variáveis independentes para prever
resultados dependentes através da função ( y = f(x)), onde X é a demanda
de pedidos ou variável independente e Y
é o volume de produção ou
variável dependente.
•
Os métodos temporais são representados por séries temporais, neste caso,
a variável X da função Y é o tempo. Estas séries temporais estudam as
variáveis da sazonalidade histórica.
Um fator muito importante é a análise da capacidade de produção quando a
demanda for alta, pois neste caso, a demanda assumida não poderá ultrapassar a
capacidade máxima de produção, caso isto aconteça, o compromisso com o cliente
fica em jogo.
44
2.5 PRODUÇÃO x RECURSOS HUMANOS
Uma
empresa
possui
seus recursos
estruturais
que
são
máquinas,
equipamentos, instalações, matérias-primas, mercado e os recursos principais que
são os recursos humanos, estes dão vida a todo este sistema.
As pessoas são munidas de infinitas características e muitas vezes o fator mais
complexo de uma organização é o ser humano que possui direitos, deveres e
necessidades. Estas variáveis são subdivididas em inúmeras ocasiões, algumas
delas são os níveis de satisfação do funcionário com o seu trabalho, seu preparo e
condições de trabalho que serão abordadas a seguir.
2.5.1 Satisfação dos funcionários
A organização, uma vez possuindo os recursos humanos de que prescisa deve
zelar para que não os perca, isto inclui a valorização de seu funcionário, a devida
recompensa salarial e demais fatores motivacionais para que ele permaneça na
empresa e esteja bem fazendo parte dela.
Segundo Dutra (2002) a valorização é concretizada com as recompensas
recebidas pelas pessoas como contrapartida de seu trabalho para a organização.
Essas recompensas podem ser entendidas como o atendimento das expectativas e
necessidades das pessoas, tais como: econômicas, crescimento pessoal e
profissional,
segurança,
projeção
social,
reconhecimento,
possibilidade
de
expressar-se por seu trabalho etc.
A área de administração de recursos humanos, antigamente apenas via o
funcionário como um recurso, ou seja, mão-de-obra que poderia ser julgada apenas
pelo seu desempenho e nos dias de hoje a administração de RH não julga o
funcionário apenas como recurso, mas também como pessoa, ou seja, na atualidade
a maioria das boas empresas tendem a valorizar cada vez mais os recursos
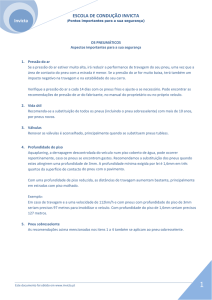
humanos como recursos e como pessoas como mostra o quadro abaixo:
45
Quadro 1 Pessoas como pessoas e pessoas como recursos
Fonte: Chiavenato, (1999. p.82.)
Na abordagem de pessoas como pessoas e pessoas como recursos, é muito
importante lembrar da importância do clima organizacional gerado pelo nível de
motivação entre os funcionários, este nível de motivação é resultado de uma rede de
variáveis de natureza bastante complexa que inclui o estado psicológico dos
indivíduos.
Para Chiavenato (1999) o conceito de motivação ao nível individual conduz ao
conceito de clima organizacional ao nível da organização. Os seres humanos estão
continuamente engajados no ajustamento a uma variedade de situações, no sentido
de satisfazer suas necessidades e manter um equilíbrio emocional.
A motivação e o equilíbrio emocional das necessidades humanas no trabalho
dependem do que estas pessoas precisam para se sentirem felizes e satisfeitas no
ambiente organizacional e de como a empresa está proporcionando estas condições
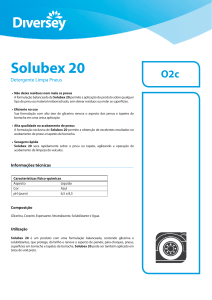
aos seus colaboradores, é através deste princípio que Maslow desenvolveu sua
famosa pirâmide das necessidades humanas aqui comparadas com os fatores de
Higiene-motivação elaborados por Herzberg:
46
Quadro 2 Hierarquia de necessidades humanas de Maslow e fatores de higienemotivação de Herzberg
Fonte: Davis, (1972. p. 59.)
Através destes princípios nota-se a relevância das variáveis motivacionais
dentro de uma empresa bem como a educação em forma de treinamento como
forma de agregar valor aos recursos humanos da empresa.
2.5.2 O desenvolvimento de recursos humanos
Para que uma organização funcione corretamente, tanto a sua produção como
a sua administração, o fator determinante é Recurso Humano, em cada setor é
necessário ter a pessoa certa, ou seja, especialista no assunto ou pelo menos
interessada no assunto no caso desta pessoa não ter experiência, quando este é o
caso, o fator determinante número dois é Treinamento.
Dutra (2002) afirma que a questão do desenvolvimento das pessoas na
organização moderna é fundamental para a manutenção e/ou ampliação de seu
diferencial competitivo. Por que é fundamental? Por que as organizações estão cada
vez mais pressionadas, tanto pelo ambiente externo quanto pelas pessoas com as
47
quais mantêm relações de trabalho, para investir no desenvolvimento humano. As
organizações estão percebendo a necessidade de estimular e apoiar o contínuo
desenvolvimento das pessoas, como forma de manter suas vantagens competitivas.
Ao mesmo tempo, as pessoas buscam seu contínuo desenvolvimento para obter
maior segurança quanto a sua inserção no mercado de trabalho.
No desenvolvimento de recursos humanos a questão principal neste trabalho é
a importância do treinamento dos funcionários, treinamento este, que forneça
conhecimento e desenvolvimento pessoal, não apenas adestramento.
O termo treinamento é algo a mais do que o simples adestramento, Mariotti
(1995) afirma que nas empresas em que já estão sendo redefinidos os conceitos de
Educação e Desenvolvimento, ele não é mais usado, ou pelo menos não mais
empregado como sinônimo de adestramento. Quando assim utilizada, a expressão
treinamento refere-se quase sempre ao fornecimento de conhecimentos, métodos
e/ou técnicas isoladas, com objetivos também isolados. Neste sentido, ele deve,
supostamente, ser o mais breve possível, e os resultados de sua aplicação prática
precisam, também supostamente, surgir com presteza.
O treinamento não é apenas adestramento ou, seja o ensinamento de como
executar uma tarefa, o treinamento faz o papel de educação e traz desenvolvimento
para a empresa Mariotti (1995) afirma que a primeira resposta é que educação gera
desenvolvimento, que por sua vez gera mais necessidade de educação, e assim por
diante, numa seqüência interativa que estimula as pessoas e empresas a
aumentarem sua competência. O segundo argumento, este de Deming, é que as
organizações, ao contrário do que se pensa, são orientadas por teorias e não por
números; estes são apenas a expressão da boa ou má aplicação de propostas
inicialmente teóricas à prática.
A questão do desenvolvimento de recursos humanos está sendo adotada pelas
empresas com maior ênfase nos últimos anos, pois os ideais da empresa moderna
não são mais apenas produzir e obter lucros, mas produzir, obter lucros e dar
qualidade de vida aos seus funcionários, ou seja, a responsabilidade social que hoje
é tão falada e adotada como valores da empresa.
48
3 PROCEDIMENTOS METODOLÓGICOS
O presente trabalho tem como metodologia os seguintes procedimentos:
3.1 NATUREZA DA PESQUISA
No presente trabalho a pesquisa se dá de forma analítica de natureza
qualitativa e quantitativa, compreendendo o estudo das melhores formas de
atingimento dos objetivos especificos e geral do mesmo.
Segundo Marconi e Lakatos (1996) pessoas e coisas podem ser descritas em
termos quantitativos ou qualitativos:
•
Quantitativos são focalizados em termos de grandeza ou quantidade do fator
presente em uma situação. Os fatores são expressos através de caracteres
numéricos;
•
Qualitativos são baseados na presença ou na ausência de alguma qualidade
ou característica, e também na classificação de tipos diferentes de dada
prioridade.
Os dois tipos de termos serão analisados, tendo em vista que a pesquisa
envolve cronometragem de processos e qualidade com qual se trabalha.
3.2 MÉTODO DA PESQUISA
Neste trabalho a pesquisa se dá pelo método bibliográfico, descritivo e
exploratório como se explica a seguir:
Cervo e Bervian (1983) afirmam que como parte da pesquisa descritiva ou
experimental, a pesquisa bibliográfica é feita com vistas a recolher informações e
conhecimentos prévios acerca de um problema a responder ou uma hipótese a
testar.
49
Oliveira (1997), afirma que o estudo descritivo procura abranger a correlação
entre variáveis, fundamentais para as diversas ciências sociais, e que permite ao
pesquisador obter uma melhor compreensão do comportamento de diversos fatores
e elementos que influenciam determinado fenômeno.
Enquanto à pesquisa exploratória, segundo Fischer (2001.p.8) “seu objeto é a
familiarização como o fenômeno ou abstenção de nova percepção, deste e o
descobrimento de novas idéias”.
3.3 UNIVERSO DA PESQUISA
O universo ou a população é o conjunto de elementos - animados ou não focalizado pela pesquisa. A delimitação do universo ou população consiste em
explicitar quais pessoas, coisas, fenômenos, etc, serão pesquisados, descrevendo
suas características comuns (Lakatos e Marconi, 1985).
A microempresa na qual se realiza esta pesquisa é constituída por uma
unidade no município de Santa Cecília no estado de Santa Catarina sendo posse de
dois sócios distribuída em partes homogêneas, cabendo aos dois em pleno acordo a
tomada de decisões em todas as funções, a empresa conta com funcionários
distribuídos entre variados setores, sendo esta, então, a população destinatária da
pesquisa.
3.4 PLANO DE COLETA DE DADOS
É utilizada a observação participante que segundo Marconi e Lakatos (1996)
consiste na participação real do pesquisador com a comunidade ou grupo, onde ele
se incorpora ao grupo, confunde-se com ele e fica tão próximo quanto um membro
do grupo que está estudando e participa das atividades normais do mesmo. Os
instrumentos utilizados serão cronometragens de tempos de processo e estudos de
caso e os resultados deverão ser adaptados à implementação do PPCP e então
analisados e colocados á disposição da empresa.
50
Para Barros e Lehfeld (2000) a coleta de dados é a fase em que se indaga e se
obtêm os dados da realidade pela aplicação de técnicas de coleta.
Os dados coletados são basicamente tempos de processamento em cada
setor, tempos de ociosidade, possíveis interferências sofridas no fluxo normal de
operações, interrupções, observação das movimentações desnecessárias de
funcionários e insumos, assim como produtos em processo, nível de qualidade com
que se processa o produto e nível de qualidade do produto final e demais
indicadores que podem ser percebidos no decorrer da pesquisa, entende-se então
que as técnicas qualitativas e quantitativas são utilizadas conforme já foi
mencionado, após esta análise são coletados dados de custos referentes a um turno
de trabalho, estes custos são adaptados ao PPCP para que aconteça a verificação
de dados da produção já otimizados e finalmente ocorra a confrontação com o
suposto PPCP a ser implementado.
3.5 PLANO DE ANÁLISE DE DADOS
De acordo com os dados coletados, a análise é descrita com o propósito de
eliminar falhas e otimizar o processo para que posteriormente este processo já
otimizado seja adaptado a um sistema de PPCP, é observado o que poderia ser feito
para que algo aconteça ou deixe de acontecer, é estudado quais as formas de
reverter os quadros analisados, isto pode ser feito através de fluxogramas,
cronometragens, diagramas de causa e efeito e comparações observando-se dados
qualitativos e quantitativos.
Para Barros e Lehfeld (2000) tanto para as pesquisas quantitativas como as
qualitativas, seguem-se normalmente os seguintes passos: a classificação, a
codificação, a tabulação, e a análise e interpretação dos dados.
No presente trabalho os passos são baseados em observação, descrição,
análise e interpretação de dados.
51
4 ANÁLISE E INTERPRETAÇÃO
O presente capítulo tratará de descrever o universo da pesquisa e dar ênfase
nos problemas enfrentados pelo mesmo no que se refere a produção bem como
interpretar o que acontece neste universo, será dado ênfase em variáveis básicas
como administração da produção, fatores humanos diretamente ligados à produção
e métodos utilizados na mesma, os dados levantados serão analisados a fim de
alcançar o objetivo geral do presente trabalho.
Após levantar as teorias sobre planejamento, programação e controle da
produção no capítulo dois, o primeiro objetivo específico deste trabalho se dá por
alcançado, então parte-se para os próximos objetivos específicos:
4.1 DESCRIÇÃO E INTERPRETAÇÃO DO PROCESSO PRODUTIVO
Neste subcapítulo, serão descritas as características do processo produtivo da
empresa procurando relacionar a administração da produção, os fatores humanos
envolvidos e os métodos utilizados juntamente com a interpretação de cada item.
4.1.1 Descrição e interpretação da empresa
A empresa possui características mistas, pois se trata de uma microempresa de
varejo e prestação de serviços, nesta microempresa são vendidos materiais como
pneus reformados, câmaras de ar, protetores de câmaras, assim como demais
materiais e acessórios pneumáticos para veículos, esta característica faz desta
empresa uma loja de varejo, porém os serviços prestados são caracterizados por
uma linha de produção, nela trabalham quinze pessoas distribuídas entre seis
setores conforme exposto anteriormente e no organograma que pode ser visto nos
apêndices do presente trabalho. Existem duas formas de serviços prestados que são
serviços de borracharia onde geralmente o serviço é prestado na hora em que o
52
cliente chega e os serviços de reforma de pneus, sendo este último o alvo do
presente trabalho.
A grande maioria das empresas do ramo utiliza a coleta de pneus nas cidades
vizinhas como forma de ampliar sua clientela e atender a um mercado mais amplo,
esta é outra forma pela qual se entram pneus na empresa, geralmente os pneus vêm
desmontados, portanto não passam pela borracharia, a coleta e transporte de pneus
até a empresa também é considerada uma primeira atividade do processo produtivo.
Este serviço disponibiliza de uma van de grande porte e um motorista que
também trabalha como vendedor de serviços e assim como não existe previsão de
chegada de serviços na borracharia, não existe um horário pré-determinado para a
chegada do carregamento de pneus.
O serviço de reforma de pneus, também chamado de recapagem ou
recauchutagem é bem mais complexo do que um serviço de borracharia, a estrutura
é incomparavelmente maior, o número de funcionários também é maior e o lead time
é significativamente maior, no entanto o serviço é confundido por clientes que não
tem noção da complexidade do sistema e acreditam que o processo de reforma de
pneus é tão simples quanto um serviço de borracharia, desta interpretação errônea
surge um problema com a velocidade de atendimento esperada pelos clientes.
4.1.1.1 Tipos de produtos que passam pela produção
A empresa, além de reformar pneus, processo este chamado de recapagem a
frio ou pneus vulcanizados em autoclave, presta serviços de recauchutagem,
processo este chamado de recapagem a quente ou pneus vulcanizados em prensa e
também presta serviços de concertos que podem ser vulcanizados a frio ou a
quente, a vulcanização é o processo pelo qual se “cozinha” o pneu, é através desta
vulcanização que a borracha pré-cozida se transforma em borracha de fato.
Todos estes serviços passam pela linha de produção, as diferenças entre o
processo de reforma de pneus em autoclave e recauchutagem em prensa é
basicamente a ausência de envelopamento e a vulcanização na recauchutagem que
é realizada através de prensas individuais, as recauchutagens levam mais tempo
para ser preparadas, porém levam menos tempo para ser vulcanizadas em relação
53
às reformas, as vulcanizações ou concertos são vulcanizados geralmente junto com
os pneus reformados.
Tendo em vista estes aspectos, é possível identificar que são vários os tipos de
serviços, mas o principal deles é a reforma de pneus a frio que é realizada em maior
escala, cerca de 90% dos serviços prestados pela empresa, é nesta linha que está
sendo realizado o estudo proposto neste trabalho.
4.1.1.2 Fluxo de atividades na reforma de pneus
O fluxo das atividades no processo produtivo em questão funciona da seguinte
forma:
•
O cliente chega com o seu veículo para que os pneus sejam retirados e
desmontados para reforma ou os pneus chegam por carregamento já
desmontados oriundos de localidades ou cidades da região;
•
Após a entrada do pneu via borracharia ou via carregamento, o pneu passa
por exame inicial onde são verificadas as condições da carcaça, esta
atividade ocupa em média dez minutos e requer um treinamento específico,
esta é a parte do processo com maior grau de responsabilidade, pois não
podem passar defeitos despercebidos, geralmente para assegurar a
qualidade do serviço, o mesmo é feito duas vezes e por pessoas diferentes.
•
Tendo o pneu examinado, é dado seqüência no processo, desta vez o pneu
será raspado em um torno apropriado onde perderá toda sua banda de
rodagem antiga e se transformará em uma carcaça, dependendo das
dimensões do pneu, o torno deve ser ajustado ocorrendo um setup de em
média cinco minutos, neste processo, o grau de responsabilidade também é
alto e a atividade requer treinamento especializado, o tempo médio para a
raspagem equivale a quinze minutos.
•
Após a raspagem, a carcaça passará por uma vistoria e receberá tratamento
de cortes, perfurações e outros danos típicos que aparecem com o uso do
pneu, este tratamento é feito por escareação de lonas e limpeza de
impurezas, bem como preparo do interior da carcaça para recebimento de
manchão caso haja furos ou danos relevantes, esta etapa do processo requer
54
treinamento avançado e elevado grau de responsabilidade, o tempo médio
gasto é de trinta minutos.
•
A etapa seguinte é a aplicação de cola, onde a carcaça passará novamente
por uma vistoria em busca de eventuais falhas do processo anterior, após a
vistoria, a cola é aplicada com pincel de forma uniforme, bem como aplicação
de cola no interior da carcaça se houver necessidade de aplicação de
manchão, esta atividade parece simples, mas requer habilidade e “olho
clínico” do funcionário, pois não admite falha, despende cerca de cinco
minutos.
•
Após a aplicação da cola, a carcaça deverá repousar por vinte minutos até
que a cola seque naturalmente.
•
Após a secagem da cola, a carcaça receberá preenchimento nas cavidades
provocadas pelas escariações e furos, também receberá manchão interno se
for necessário, esta função requer treinamento específico e muita atenção,
pois nesta etapa também não é admitido falha.
•
São preparadas as novas bandas de rodagem que primeiramente são
cortadas na medida da carcaça e recebem da mesma cola que se aplica na
mesma, espera-se os vinte minutos e posteriormente aplica-se uma camada
de borracha crua chamada ligação, esta etapa requer conhecimento técnico
em medidas de pré-moldados e ligações, também não admite falha na
aplicação da cola e despende trinta minutos em média.
•
Tem-se um novo setup, desta vez na máquina chamada roletadora, onde a
roda da máquina será trocada conforme as dimensões do pneu.
•
Após o ajuste da máquina, a carcaça é levada até a mesma, onde receberá a
nova banda de rodagem e posteriormente esta banda será roletada sobre a
carcaça proporcionando aperto e eliminando bolhas de ar, esta atividade
geralmente é feita por quem preparou a banda e requer os mesmos
conhecimentos e dura cerca de cinco minutos.
•
A carcaça volta a ser um pneu, o conjunto estará completo e receberá uma
capa de borracha, ou seja, uma espécie de câmara de ar externa que terá a
função de dar aperto entre a banda e a carcaça por um sistema de sucção,
esta capa é chamada de envelope, a operação conta com ajuda de máquina
envelopadora e despende cerca de cinco minutos.
55
•
O conjunto segue para uma máquina de montagem manual onde receberá pó
anticolagem interna, câmara de ar, protetor de câmara e rodas de encaixe e
posteriormente é inflado, a função requer apenas habilidade e ocupa cerca de
cinco minutos.
•
O conjunto é testado para verificação de eventuais furos no envelope, a tarefa
ocupa cerca de dois minutos e requer pouco conhecimento técnico.
•
Após se completar a quantia de dez pneus, o lote segue para a máquina
chamada autoclave onde ocorrerá o processo de vulcanização, ou seja, a
borracha crua aplicada no pneu, ganhará consistência normal, esta atividade
requer conhecimento técnico em operação de autoclave, bem como
treinamento, o lote de pneus ficará dentro da máquina por três horas sob a
temperatura de 110º C.
•
Após
a
vulcanização,
os
pneus
seguem
para
desmontagem,
desenvelopagem, exame final e pintura, consumindo cerca de uma hora.
•
Tendo o pneu pronto, basta montá-lo no veículo de origem ou despachá-lo
para a cidade de origem.
•
Cada vez que uma pessoa diferente assume a tarefa seguinte, a pessoa
executante da tarefa assina um documento de responsabilidade pelo serviço
que acaba de fazer, este documento acompanha o pneu até o final do
processo e traz especificações técnicas a respeito do mesmo e das tarefas
que foram realizadas sobre ele, bem como o nome e dados cadastrais do
cliente proprietário do pneu.
Estas atividades são executadas por seis funcionários que se revezam
conforme a disponibilidade de tempo de cada um.
Os fluxogramas elaborados podem ser vistos nos apêndices do presente
trabalho.
4.1.2 Descrição dos Métodos utilizados na produção da empresa
Tendo em vista que o processo produtivo da empresa caracteriza-se pelo
sistema chamado de Job Shop, ou seja, é caracterizado por tempos de espera, por
56
setups e por diversificação de produtos, na reforma de pneus tem-se um exemplo
claro, pois cada pneu é único, devido ás suas condições, exemplo: podem-se ter
pneus de várias bitolas, isso gera um setup na máquina roletadora, pois de acordo
com o aro do pneu deve-se trocar a roda da máquina, um exemplo de tempo de
espera é na aplicação de cola, pois após aplicar cola deve-se esperar
aproximadamente 20 minutos para secagem, outro exemplo de tempo de espera é o
tempo de vulcanização do pneu que demora aproximadamente três horas, estes
dois últimos exemplos costumam causar filas.
Além de tempos de espera e setups, este tipo de atividade agrega vários tipos
de serviços ou produtos diferentes que passam pelo processo de formas e ordens
diferentes de maneira intermitente.
O sistema funciona por produção “make to order”, ou seja, produção sob
encomenda, conforme vai chegando serviço, o trabalho vai sendo executad
4.1.2.1 Métodos de otimização dos tempos
Na empresa, a otimização de tempos de produção funciona através de
revezamentos entre os funcionários, ou seja, quando um indivíduo encontra-se
sobrecarregado e outro indivíduo encontra-se ocioso, então este indivíduo ocioso
prestará auxílio ao indivíduo sobrecarregado, porém este esquema não está
funcionando como deveria, pois a falta de treinamento e agilidade de alguns
indivíduos para a execução de operações as quais não estão aptos acaba
impossibilitando uma ação mais eficaz no auxílio prestado.
Considerando que o treinamento de pessoas para que executem qualquer
função dentro do processo produtivo da empresa é a única forma de obter-se um
revezamento totalmente eficaz, esta providência é indispensável para a otimização
de tempos.
Um dos fatores resultantes de todas as ações até então propostas neste
trabalho é a minimização do lead time diário da empresa, tendo em vista que a
mesma sustenta altos custos de produção que podem ser exemplificados como
custos de mão-de-obra em horário extra, custos com a energia utilizada durante um
57
tempo maior e várias despesas que tornam-se maiores devido ao desperdício de
tempo.
Diante desta afirmação é possível notar que a empresa não conseguiu dispor
de tempo para pensar em tempo, e, no entanto não disponibiliza de metodologias de
redução de tempos de processo a não ser o simples adiantamento de atividades
desenvolvido pelos próprios funcionários.
4.1.2.2 Layout ou arranjo físico
O layout encontra-se adaptado para o sitema de produção tipo Job Shop, pois
desde o começo da empresa, a mesma trabalha com mais de um tipo de produto,
um exemplo é a recauchutagem em prensa e vulcanizações de manchões que
passam pela mesma linha de produção, porém requerem operações diferentes, na
recauchutagem em prensa e nas vulcanizações de manchões, existe a ausência de
algumas etapas do processo como mostram os quadros das seqüências de
atividades sobre planta baixa que podem ser vistos nos apêndices do presente
trabalho.
A organização de materiais, incluindo ferramentas, utensílios, assim como o
layout, está em perfeita ordem, ou seja, já foram elaborados com o objetivo de
otimizar o fluxo da produção, pois permite que as diferentes operações em
diferentes tipos de produto sejam executadas sem qualquer atrapalho no que
depender de posição de postos de trabalho.
4.1.2.3 O processo decisório
O processo decisório, aqui considerado como as determinações que ocorrem
no processo produtivo ou decisões sobre o que fazer com determinado pneu, qual
pneu será preparado com maior antecedência, quantos lotes serão preparados no
dia, e outras inúmeras decisões que podem ser de natureza rotineira ou inovadora,
mediata ou imediata, premeditada ou improvisada.
58
Pode-se dizer que na empresa a decisão restringe-se aos proprietários,
apresentando características de centralização, mas quando se observa a dimensão
do sistema, identificam-se algumas decisões que são tomadas por delegação como,
por exemplo, no exame de carcaças de pneus para reforma, quem determina o
destino da carcaça é o indivíduo que realizou o exame, esta operação é restrita a
dois funcionários que possuem experiência e treinamento adequado.
Outra decisão também tomada por pessoas delegadas, é a questão de
aplicação de manchão dentro da carcaça, cabem também aos dois funcionários
citados acima a verificação de necessidade de aplicação de manchão e qual a bitola
do manchão a ser aplicado.
Enquanto ao restante do processo, no que se refere à quais pneus serão
vulcanizados primeiro, a decisão cabe aos proprietários, muitas vezes esta decisão
é tardia e causa atraso no processo.
4.1.2.4 Sistema de administração de materiais
Abordando a administração de materiais como parte de um sistema e
considerando a forma como a mesma acontece na empresa como sendo um
método, pode-se afirmar que a administração de materiais acontece de forma
satisfatória no que se refere à metodologia e recursos usados.
A administração de materiais quando se fala de matéria-prima, é realizada
através de um sistema de software conectado com a empresa fornecedora, toda a
matéria-prima utilizada pela empresa é controlada através de baixas que são dadas
através de contagens no estoque e os pedidos são feitos através do software que
oferece muitas ferramentas de reposição e cálculos de demanda de determinados
produtos em estoque, este software encaminha o pedido a empresa fornecedora
que prontamente envia o material através de centrais de distribuição mais próximas.
Somente a matéria-prima é controlada desta forma, outros materiais como
ferramentas, utensílios e demais peças comercializadas na empresa como câmaras
de ar, peças pneumáticas e outros materiais comprados de fornecedores diferentes
são controladas da forma simples, porém estes materiais não requerem um controle
59
diferente, pois a quantidade movimentada é pequena e possibilita facilidade de
controle.
4.1.3 Disponibilidade de treinamento adequado
A empresa fornecedora de matéria-prima com a qual a empresa possui
convênio disponibiliza de vários cursos e palestras para sua rede autorizada, porém
estes cursos devem ser custeados pela empresa, de acordo com o site da empresa
fornecedora temos as seguintes informações:
•
O cliente pode se atualizar em tudo o que diz respeito a reformas, reparos e
desempenho de pneu. Empresas de transporte, autônomos e borracheiros
têm ao seu alcance a oportunidade de conhecer as últimas novidades e
reciclar seus conhecimentos por meio de treinamentos e palestras.
•
Enquanto a treinamento para identificar defeituosidade das carcaças, existe
um treinamento especialmente destinado a vendedores de reforma e
responsáveis por manutenção de frotas, analisando os defeitos mais comuns
apresentados pelas carcaças, abordando acidentes, reparos indevidos,
problemas em reforma, dentre outros.
•
No que se refere à escolha de desenhos, a empresa fornecedora oferece um
treinamento destinado a vendedores de reforma e responsáveis por
manutenção de frotas. Com ele, você pode interpretar com segurança todas
as variáveis que formam os desenhos de bandas, conhecendo quais são as
mais indicadas para o tipo de transporte a que o pneu é submetido,
considerando quesitos como trajeto, veículo, carga, eixos, etc.
•
Na área de motivação, através de um treinamento especial, a empresa
fornecedora aborda as diversas variáveis de postura pessoal, planejamento e
formas corretas de relacionamento com os públicos internos e externos da
empresa, dando ao treinando a oportunidade de rever a importância de suas
funções e as expectativas que estão depositadas sobre ele. Apesar do cunho
voltado a vendas, pode ser aplicado a qualquer funcionário.
60
•
Na área de vendas de reformas de pneus, a empresa fornecedora oferece
treinamento elaborado de forma ampla, de maneira a abordar todas as
variáveis que envolvem a venda de reforma de pneus. Aspectos técnicos,
pontos críticos da reforma, postura e planejamento de vendas são os
principais tópicos. Com 4 a 6 horas de duração, sua aplicação utiliza vídeo e
exercícios didáticos, além do manual entregue ao treinando de forma a
garantir o melhor aproveitamento.
•
Na área de reforma de pneus, sendo este o treinamento de maior importância
para este trabalho, é destinado a funcionários de reformadoras, este
treinamento aborda todas as etapas da reforma de um pneu, contemplando
não só o processo em si, mas também informações gerais sobre os pneus, os
equipamentos utilizados na reforma e o ambiente em que estão instalados,
procedimentos de segurança, entre outros. Pode ser ministrado no Centro
Técnico da empresa fornecedora ou nas próprias instalações do cliente, e
com apresentação em vídeo e manual técnico.
•
Existe também um curso específico para reparo de pneus, destinado a
borracheiros e reformadores, aborda técnicas de reparo de pneus radiais e
convencionais, com e sem câmara, além de câmaras de ar de forma a
permitir a rodagem segura do pneu após o acidente que o danificou.
A empresa fornecedora mantém um total anual médio de 1.600 horas de
treinamento. Em 1987 a mesma inaugurou seu Centro Técnico, uma reformadora
escola, com o objetivo de se tornar um verdadeiro pólo de conhecimento sobre
reforma de pneus. Diante desta vasta disponibilidade de cursos, aos poucos é
possível que a empresa os proporcione aos seus funcionários de acordo com a
avaliação de desempenho dos mesmos.
4.2
PROBLEMAS ENFRENTADOS PELA PRODUÇÃO
Tendo em vista as características mencionadas, as observações realizadas e
as interpretações dos dados, identificaram-se problemas no processo nos seguintes
pontos:
61
4.2.1 Na borracharia
Toda borracharia presta serviços de desmontagem de pneus, concertos,
montagens, vendas de materiais pneumáticos e algumas vendem pneus usados, a
grande maioria dos estabelecimentos desta natureza possuem plantão 24 horas,
esta característica é interpretada pelos clientes de uma forma genérica, ou seja, que
toda borracharia atende 24 horas por dia, porém não é desta forma que todos os
estabelecimentos trabalham, então os clientes criam o costume de procurar estes
serviços geralmente fora de hora.
A empresa em questão possui um setor desta natureza e não foge à regra, os
clientes sempre chegam fora de hora em busca de atendimento e desejam que o
serviço fique pronto o mais rápido possível, o setor de recapagem depende
diretamente da borracharia, pois é lá que são desmontados os pneus para reforma e
é lá que são recepcionados os clientes.
Diante da situação exposta, a desmontagem do pneu fica sendo a primeira
atividade desta linha de produção, aonde o cliente chega a qualquer hora e espera
pela reforma dos seus pneus o mais brevemente possível.
4.2.2 Na coleta de pneus fora da cidade
Assim como foi mencionado, empresas deste ramo costumam ir até o cliente
para fazer apanhas ou coletas de pneus, este serviço abrange cidades vizinhas e
localidades distantes do município, devido a imprevisibilidade dos resultados destas
apanhas, nunca é possível saber a hora certa em que o carregamento de pneus
pode chegar, isto dificulta o planejamento da produção diária.
Tendo em vista os aspectos mencionados, não há previsão para chegada de
serviços na borracharia e não se sabe o horário de chegada do carregamento de
pneus para reforma, variáveis estas, que causam sazonalidade no andamento da
produção e conseqüente desequilíbrio em todas as atividades, inclusive variações
no horário de trabalho.
62
4.2.3 Nos recursos humanos
Como na maioria das microempresas, na empresa não existe um setor definido
para administração de recursos humanos, esta atividade é desenvolvida pela
administração geral da empresa, no entanto, como todo lugar apresenta fenômenos
sociais desde que possua mais de uma ou duas pessoas empregadas, por menor
que seja, esta empresa não foge à regra, as pessoas envolvidas estão
demonstrando um alto grau de cansaço, desmotivação, estresse, e diariamente
queixam-se entre si, este fator tem preocupado a administração.
O estresse e a desmotivação, assim como o desgaste físico, são fatores
significativamente negativos para uma organização e geram tensão e conflitos entre
as pessoas envolvidas.
A jornada de trabalho ideal seria das 8:00 horas às 12:00 horas no primeiro
período e das 13:30 horas às 18:00 horas conforme o estabelecido pela empresa,
porém devido as sazonalidades do sistema e a falta de planejamento de produção,
as atividades acabam sendo estendidas além da carga horária, plantões estes, são
revezados pelos funcionários, porém a quantidade de funcionários requerida para as
atividades ainda é grande e praticamente todos acabam ultrapassando suas cargas
de horário de trabalho além do limite, fator este, que causa um elevado grau de
fadiga, estresse, desmotivação, entre proprietários, e funcionários.
A empresa enfrenta um grave problema para atender a demanda, pois seus
funcionários só podem estar disponíveis até o horário estabelecido e por isso
revezam-se nos plantões e os proprietários acabam tendo que assumir a produção e
trabalhar além do normal, acumulando serviço para o dia seguinte e gerando maior
pressão sobre os funcionários no que se refere a rapidez, isto pode causar
problemas de qualidade e gera o aumento de custos fixos de produção.
Considerando o que foi exposto, atribuem-se os seguintes pontos como
causadores destes problemas motivacionais:
•
Pressão física por conta da intensidade de serviços em momentos de pico;
•
Pressão psicológica vivida, tanto pelos funcionários como pelos proprietários
por conta da urgência de determinadas entregas exigidas por clientes;
•
As atividades requerem horas de trabalho extra, causando fadiga e desgaste
físico;
63
•
A sazonalidade da quantidade de serviços que hora é intensa e hora pode ser
bastante reduzida causa um elevado estresse em todos os membros da
organização;
•
A prestação de serviços em carcaças sucateadas gera muitas horas de
trabalho na recuperação, assim como custos de maior proporção, causando
atraso na produção e estresse entre os funcionários;
•
Outro fator que gera atraso e conseqüente quebra no ritmo de produção e
estresse é a diversidade de serviços diferentes que passam pelo sistema.
4.2.4 Na disponibilidade de mão-de-obra treinada
Levando em consideração que antes não existia um estabelecimento do ramo
que contasse com instalações no município, hoje no mesmo, existe uma grande
carência de mão-de-obra no ramo, ou seja, a mão-de-obra somente foi encontrada
em municípios vizinhos onde já existem empresas do ramo e, no entanto algumas
pessoas já passaram por estas empresas ou até mesmo podem estar trabalhando
dentro destas que representam a concorrência, para evitar gastos com treinamento
interno, a empresa tem preferência por pessoas com o mínimo de experiência.
No ramo de borracharia, encontra-se mão-de-obra, porém não qualificada o
suficiente para as exigências da empresa e do fornecedor de borracha com o qual a
empresa mantém vínculo como sendo reformador padrão, desta forma não resta
alternativa a não ser recrutar pessoas e treiná-las.
Atualmente a empresa conta com quinze funcionários e destes apenas dois
possuem treinamento específico fora da empresa, o restante possui apenas
treinamento interno passado pelos proprietários e pelos dois funcionários que
possuem cursos de reforma de pneus feitos na empresa fornecedora de borracha,
no entanto estes cursos foram realizados a algum tempo atrás e agora podem estar
ultrapassados.
Apesar dos funcionários não disporem de treinamento externo, a qualidade do
serviço é assegurada e inclusive garantida pela empresa fornecedora de borracha,
no entanto é indispensável que estes funcionários passem por treinamento a fim de
64
aprenderem a economizar movimentos desnecessários e racionalizarem o serviço
de uma forma mais eficaz.
4.2.5 Nos métodos utilizados
Os métodos utilizados são bastante tradicionais, muito pouco é feito para
otimizar o processo a não ser o empenho dos funcionários para tentar adiantar o
serviço evitando trabalhar até tarde.
Tendo como base a otimização de tempos e processo, a distribuição do
trabalho de forma balanceada torna-se indispensável para obter-se a melhor eficácia
possível, na empresa as tarefas são sazonais, causando momentos de ociosidade
em certos postos de trabalho e sobrecarga em outros postos e os funcionários
fazem revezamentos por conta própria e assim o fazem com o intuito de adiantar o
serviço, porém não obedecem a um padrão ou método que determine o que fazer e
como fazer, tendo em vista que não existe método pré-estabelecido, desta forma
algumas atividades não são adiantadas de forma eficaz.
Diante destas afirmações, é possível notar a ausência de um quadro de
distribuição do trabalho que possibilite o delineamento das tarefas que de fato são
obrigações do funcionário e, por conta disto, a mão-de-obra acaba sendo
aproveitada de forma restrita com conseqüências de custo elevado em comparação
com o rendimento esperado e o lead time acaba sendo estendido.
4.2.6 Nas restrições presentes no sistema
Apesar de o sistema possuir um layout planejado, existem algumas restrições
presentes no processo produtivo, uma delas é a pouca quantidade de mão-de-obra,
ou seja, devido a grande sazonalidade da demanda, não vale a pena contratar um
maior número de pessoas, pois os custos de mão-de-obra aumentariam e a
empresa corre o risco da demanda reduzir e o pessoal ficar parado. No entanto com
65
o número de pessoas que hoje trabalham na empresa, a situação fica difícil quando
a demanda aumenta e isto pode ocorrer de um dia para o outro.
Outra restrição identificada se dá pelo fato da empresa possuir apenas uma
máquina do tipo autoclave, este fator altera o lead time em aproximadamente 30%,
pois o lote de pneus já preparados fica aproximadamente três horas em tempo de
fila esperando para ser vulcanizado no interior da mesma enquanto outro lote está
passando pelo processo.
4.2.7 Na prática disciplinar
Assim como típico de microempresas, na empresa estudada não existe
qualquer espécie de papel que diga ao funcionário quais seus direitos e deveres
dentro da organização, desta forma acaba acontecendo a ausência de disciplina no
trabalho, os funcionários acabam por não cumprir com suas obrigações, alguns
indivíduos estabelecem suas próprias leis, é claro sempre em favor de si.
Levando
em
consideração
inúmeros
pontos
causadores
de
conflito
interpessoal e desordem, a ausência da prática disciplinar com mais rigorosidade é
considerada mais um problema para a organização.
4.3 SUGESTÃO DE APERFEIÇOAMENTO DO SISTEMA PRODUTIVO
DA EMPRESA DE ACORDO COM A IMPLEMENTAÇÃO DO PPCP
No presente subcapítulo serão abordadas as análises dos dados coletados
através de organograma, fluxogramas, cronometragem de tempos, observação de
layout, observações feitas na produção, análise de diagramas de causa e efeito,
além das colocações feitas nos subcapítulos anteriores.
66
4.3.1 Adaptação das sugestões para aplicabilidade dentro do PPCP
Diante do conhecimento da empresa e dos pontos críticos presentes no
sistema tem-se as seguintes sugestões de otimização:
•
Limitação do horário de funcionamento da borracharia até as 18:00 horas,
sendo que este setor apenas tem por finalidade principal desmontar pneus
para reforma;
•
Planejar e ordenar os serviços por prioridade logo no início do processo
produtivo a fim de que decisões tardias não atrapalhem o processo durante a
sua execução;
•
Elaboração de um sistema mais formal de funcionamento regido por um
estatuto interno que especifique os direitos e deveres de cada indivíduo dentro
da organização e ao mesmo tempo distribua as tarefas de forma homogênea;
•
Eliminação gradativa de serviços que não agregam lucro em função da mãode-obra;
•
Racionalização do sequenciamento por agrupamento de lotes de pneus
semelhantes a fim de evitar setups.
•
Criação de um segundo turno alternativo que em situações extremas supra as
necessidades dos clientes;
•
Instalação de um relógio de ponto para controle do banco de horas dos
funcionários;
•
Elaboração e aplicação de treinamento interno e externo para eliminação das
ociosidades, melhoras na qualidade e redução no lead time;
•
Elaboração de um rodízio de funcionários entre as funções dentro da
recapagem;
•
Elaboração de estratégias de preço para segurar o cliente, tendo em vista que
estas mudanças podem prejudicar o atendimento ao cliente;
•
Maior enfoque na área motivacional.
67
4.3.1.1 Etapa 1 do PPCP: O planejamento e a formalização das
diretrizes
Para que o PPCP seja de fato elaborado, antes é necessário formalizar
diretrizes organizacionais estabelecendo tudo o que deverá ser cumprido dentro da
produção.
O estatuto da produção ficaria da seguinte forma:
1. Todo funcionário começará o trabalho às 8:00 horas, trabalhará até às
12:00 horas, recomeçará às 13:30 horas e terminará ás 18:00 horas em
expediente normal;
2. As instalações, máquinas e equipamentos da empresa deverão ser limpas
uma vez ao dia, 15 minutos antes do final do expediente;
3. Os funcionários da recapagem e borracharia estarão submetidos à
trabalhar no segundo turno que começa às 16:00 horas e termina às 22:00
horas quando for necessário, os mesmos serão revezados e trabalharão
três pessoas por vez, uma pessoa no plantão da borracharia e outras duas
na recapagem, os mesmos serão remunerados com horas extras
proporcionais às horas trabalhadas respeitando a legislação.
4. Todos os funcionários deverão bater seus cartões nas horas em que
entrarem e saírem do trabalho.
5. Todos os funcionários da produção deverão estar aptos e treinados para
exercer qualquer função dentro da mesma;
6. Todo pneu desmontado nas dependências da empresa deve ser limpo
antes de entrar no processo;
7. Todo pneu a ser embarcado em veículo da empresa deverá ser limpo;
8. Todo pneu que for transportado para a empresa dentro de veículos da
mesma deverá desembarcar na sessão de torno ou na borracharia já
munido de ficha cadastral;
9. Os pneus examinados deverão ser armazenados em ordem seqüencial;
10. Os pneus deverão ser numerados de acordo com prioridade de
antecedência e agrupados por tamanho organizando-se pequenos lotes.
Os lotes deverão ser processados somente após uma programação
definitiva de acordo com a urgência exigida pelo cliente;
68
11. Todo pneu passará pelos processos de transformação e em cada
processo sua ficha deverá receber assinatura do responsável;
12. A obrigação do torneiro, além dos itens 9 e 10, é solicitar ao escritório a
confecção da ficha cadastral dos pneus, examinar os pneus, raspar, ajudar
a escarear, assinar as fichas e limpar a sessão de torno, dar manutenção
constante
ao
maquinário
que
utiliza
e
assumir
as
devidas
responsabilidades por estas tarefas;
13. A obrigação do escareador é escarear, preparar manchões, demarcar
manchões, reexaminar as carcaças, ajudar a limpar a sessão de torno,
assinar as fichas, auxiliar na manutenção das máquinas e assumir as
responsabilidades por estas tarefas;
14. A obrigação dos recapadores é aplicar cola, aplicar manchões, fazer
preenchimentos, preparar bandas, aplicar bandas, auxiliar no controle de
estoques, fazer roletagem, aplicar envelope, montar pneus, testar
envelope, conduzir pneus até a autoclave, monitorar a vulcanização, retirar
pneus da autoclave, desmontar os pneus, desenvelopar os pneus, pintar
os pneus, assinar a ficha, limpar a sessão de recapagem, dar manutenção
às máquinas utilizadas na recapagem e responsabilizarem-se por estas
tarefas.
15. A obrigação dos borracheiros é atender ao cliente, retirar ou colocar os
pneus, desmontar ou montar os pneus, limpar os pneus, conduzir os
pneus até a sessão de torno, informar ao torneiro quem é o proprietário
dos pneus, limpar a borracharia e responsabilizar-se por estas tarefas;
16. O escritório terá compromisso de manter os estoques de forma que não
falte material para a produção;
17. Deverá ser evitada a prestação de serviços paralelos, principalmente
aqueles que não agregam benefício para a organização e para o cliente;
18. A empresa deverá zelar pela motivação de seus funcionários, pelo bom
clima organizacional e pela satisfação do cliente;
19. Deverá ocorrer respeito mútuo entre funcionários, proprietários e clientes;
20. Ninguém poderá prometer ao cliente que o serviço seja feito até uma data
muito próxima sem consultar se a empresa é capaz de absorver este
serviço;
69
21. Todo funcionário deverá auxiliar o outro quando estiver ocioso e até
mesmo fazer o trabalho do outro quando o mesmo estiver ocupado com
outra tarefa, procurando distribuir o trabalho uniformemente.
22. Se estas leis não forem obedecidas voluntariamente, deverá ser nomeado
um supervisor dentre os funcionários que se encarregará de cobrá-las.
23. O indivíduo que não cumprir com suas obrigações ou não assumir suas
responsabilidades terá punição cabível.
4.3.1.2 Etapa 2 do PPCP: O planejamento e o estabelecimento de
metas
O planejamento deverá funcionar obedecendo às diretrizes, tudo o que puder
ser pré-definido para o dia seguinte deverá ser especificado, o ordenamento e
sequenciamento de lotes de pneus deverá funcionar de forma racional atendendo o
cliente que tiver maior urgência sem interferir no horário de trabalho da produção.
O planejamento deverá trabalhar com metas de otimização após dado o devido
treinamento aos funcionários, deverá ser planejado quantos pneus fazer em um dia,
em uma semana, em um mês a assim por diante visando o crescimento da empresa,
também deverá ser planejado o que pode ser feito diante de variáveis não
controláveis, o que poderá ser feito em benefício de funcionários etc.
Mediante análise dos fluxogramas, do quadro de tempos de processo, e
levando em consideração todos os aspectos relatados até então, a etapa 2
estabelecida neste PPCP ficaria da seguinte forma:
O planejamento da empresa deverá trabalhar com metas operacionais
considerando-se que a mesma opere em sua capacidade máxima, tendo em vista
que a capacidade máxima de produção se tratando de pneus reformados em
autoclave é de 30 pneus por dia, que a capacidade de carregamento da autoclave é
de 10 pneus por vez e que cada carga requer 3:30 horas para vulcanização , que um
pneu demora em média 2:00 horas para ser preparado antes de ser vulcanizado e
simultaneamente a carga de 10 pneus demora cerca de 3:00 horas para ser
preparada antes da vulcanização, as metas seriam:
• Deixar uma carga de 10 pneus raspados e escareados para o dia seguinte;
70
• No dia seguinte terminar a carga de 10 pneus das 8:00 horas até as 10:00
horas;
• Colocar esta carga para vulcanizar das 10:00 horas até as 13:30 horas;
• Preparar uma segunda carga das 10:00 horas até as 14:30 horas;
• Colocar esta carga para vulcanizar das 14:30 horas até as 18:00 horas;
• Raspar e escarear uma carga de dez pneus das 14:30 até as 17:00 horas
completando–se o ciclo, o tempo que sobrar poderá ser utilizado para outros
serviços como o de recauchutagem em prensa e concertos de pneus.
Estas metas são um pouco difíceis de serem alcançadas devido á sazonalidade
da demanda, porém ajudariam muito em dias de movimento intenso tendo em vista
que normalmente não ocorrem estas quantidades de serviços e sim quantidades
inferiores,e mesmo assim o lead time é extenso. Os dados utilizados para esta
análise foram baseados em médias de diferentes tempos de processamento de
todos os tipos de pneus, incluindo pneus em bom, médio e mal estado de
conservação.
4.3.1.3 Etapa 3 do PPCP: Como deverá funcionar a programação da
produção
Como um dos principais problemas é o lead time estendido, deverá ser
proporcionado treinamento para as pessoas da produção a fim de melhorar a
qualidade do serviço e a agilidade nas tarefas, enquanto aos tempos ociosos, após o
treinamento, as pessoas estarão aptas para preenchê-los e consequentemente o
lead time reduzirá de forma bastante eficaz, bem como os gargalos diminuirão.
Deverá ser evitado o acúmulo de serviços que aumenta o índice de defeitos,
gargalos produtivos, estresse entre as pessoas envolvidas.
Nos dias em que for necessário, será convocada a equipe que deverá trabalhar
no segundo turno, será organizada uma lista das pessoas que devidamente aptas
para qualquer função serão revezadas e posteriormente ressarcidas de forma justa
pelo trabalho prestado.
Na programação, algumas ações podem ser sugeridas:
71
•
Enviar funcionários para treinamento fora da empresa para que adquiram
conhecimentos técnicos sobre métodos de trabalho;
•
Proporcionar aos funcionários o treinamento dentro da empresa para que
adquiram conhecimento e troquem informações e experiências com os
colegas;
•
Conseguir com que através destes treinamentos todos se tornem aptos para
exercer qualquer função dentro da empresa;
•
Tornar do conhecimento de todos as leis diretrizes internas da empresa;
•
Organizar e fazer rodízio de funcionários nos diferentes postos de trabalho.
Desta forma poderão ser evitados os problemas típicos da produção como
gargalos, tempos ociosos, atrasos em entregas, aproveitando-se melhor os recursos
disponíveis.
4.3.1.4 Etapa 4 do PPCP: Como deverá funcionar o controle da
produção
Especificamente nesta empresa, o controle deverá ser exercido pela
administração, portanto esta parte foge um pouco do nível operacional, mediante as
leis diretrizes já estabelecidas, o planejamento já delineado e a programação já
mensurada, a parte do controle encarrega-se basicamente de manter tudo
funcionando, bem como assegurar a presença de mecanismos estratégicos para dar
segurança ao planejamento.
O controle deverá assegurar que as leis internas sejam cumpridas com rigor e
que a empresa possa criar condições para atingir as metas definidas no
planejamento.
Neste caso, também caberá ao controle, a previsão da demanda de acordo
com a demanda histórica.
Levando em consideração a sazonalidade da demanda, e para que as metas
acima possam ser alcançadas algumas ações para o controle no nível administrativo
são:
•
Manter a alimentação da produção com pelo menos 20 pneus por dia;
72
•
Evitar ao máximo prestar serviços diferentes da reforma de pneus que
geralmente não exigem tanta urgência, como recauchutagens, concertos ou
vulcanizações que ocupem maior tempo de processamento, procurar deixar
estes serviços para dias com maior folga;
•
Conseguir acabar todo o trabalho antes das 18:00 horas.
•
Registrar todos os serviços feitos a cada dia de acordo com sua espécie;
•
Verificar registros de demanda histórica e comparar épocas do ano, se
possível identificar quais meses tiveram movimento mais fraco ou mais forte;
•
Verificar quais os motivos da demanda fraca ou forte em determinadas
épocas do ano;
•
Se possível tomar medidas estratégicas para nivelar a demanda;
•
Assegurar que não falte material para a produção.
Diante destas sugestões de melhorias, nota-se que o atendimento ao cliente
fica um pouco prejudicado devido às limitações de horário de funcionamento,
portanto seria interessante que a empresa adotasse estratégias de preço para atrair
o cliente e não deixar que ele se afaste.
Tendo estas sugestões como base para a implementação do PPCP, elas
deverão assegurar o que foi proposto no objetivo geral do presente trabalho visando
sempre a satisfação mútua entre proprietários, clientes e funcionários.
73
5 CONCLUSÃO
O presente trabalho foi guiado pelo objetivo geral de estudar e propor a
implementação do Planejamento, Programação e Controle da Produção de modo a
conseguir equilíbrio entre as atividades de produção da empresa e a satisfação de
clientes e funcionários, tal objetivo é fragmentado em cinco objetivos específicos que
serão detalhados neste capítulo.
Inicialmente, de acordo com o primeiro objetivo específico, foram levantadas
diferentes teorias a respeito de planejamento, programação e controle da produção
a fim de dar embasamento à pesquisa, possibilitando assim, um melhor
conhecimento à respeito do assunto. Foram apartir das teorias que se
desenvolveram as etapas seguintes, somente tendo o conhecimento do PPCP, que
seria possível identificar se na empresa existia ou não esta ferramenta, se existia, de
que forma era utilizada ou de que forma era entendida.
Na seqüência, cumprindo-se o segundo objetivo específico, todo o processo foi
observado, dele foram coletados dados, e então todas as tarefas foram descritas
individualmente a fim de tornar claro para a pesquisa todas as etapas a serem
estudadas. As atividades realizadas na produção foram identificadas e analisadas
individualmente através de observações, cronometragens, avaliações e muitas
variáveis presentes na produção tornaram-se visíveis.
Logo após, para cumprir com o terceiro objetivo, foram identificados e expostos
os problemas encontrados no funcionamento do processo produtivo da empresa,
identificou-se a presença de tempos ociosos e desperdícios de tempo no processo
produtivo, fatores estes, provenientes da dificuldade de planejamento, programação
e controle da produção enfrentada pela empresa, e causados pela sazonalidade do
fluxo de serviços, ausência de treinamento de funcionários, informalidade de
métodos entre outras adversidades do sistema.
Por fim, fechando o quarto objetivo, foram sugeridas propostas de ações
corretivas, bem como adaptadas à implementação do PPCP, foram analisadas as
deficiências do processo e as possíveis mudanças para obter-se otimização,
tendo as falhas identificadas e analisadas, as propostas de otimização foram
expostas, são elas:
•
Limitação do horário de funcionamento da borracharia até as 18:00 horas;
74
•
Planejamento e ordenamento dos serviços por prioridade logo no início do
processo produtivo;
•
Elaboração de um sistema mais formal de funcionamento regido por um
estatuto interno contendo um quadro de distribuição do trabalho;
•
Eliminação gradativa de serviços que não agregam lucro em função da mãode-obra;
•
Racionalização do sequenciamento por agrupamento de lotes de pneus
semelhantes;
•
Criação de um segundo turno alternativo;
•
Instalação de um relógio de ponto;
•
Elaboração e aplicação de treinamento interno e externo;
•
Elaboração de um rodízio de funcionários entre as funções dentro da
recapagem;
•
Maior enfoque na área motivacional.
O quinto e último objetivo específico se cumprirá quando o presente trabalho for
apresentado, perante banca examinadora e avaliado pela mesma.
Tomando por base o objetivo geral, pode-se concluir que o mesmo foi
alcançado, as análises foram concretizadas e todas as propostas foram elaboradas
visando a produtividade, a racionalização e a satisfação de clientes e funcionários.
75
7 REFERÊNCIAS BIBLIOGRÁFICAS
ACKOFF, Russel L. Planejamento empresarial. Rio de Janeiro: LTC. 1982.
ALVAREZ, Maria Esmeralda Ballestero, Organização , Sistemas e Métodos, São
Paulo: MC Graw-Hill, 1990.
ARAÚJO, Luís César G de. Organização e métodos. 4 ed. São Paulo: Atlas. 1994.
BARNES, Ralph Mosser, Estudo de Movimentos e de Tempos, Projeto e Medida
de Trabalho. São Paulo: Edgar Blucher, 1977.
BARROS, Aidil J. S. e LEHFELD, Neide A. S. Fundamentos de metodologia
científica: um guia para a iniciação científica. São Paulo : Makron Books, 2000.
BRITTO, Rodrigo G. F. A. e PAROLIN, J. E., Planejamento, Programação e
Controle da Produção, São Paulo :IMAN (Instituto de Movimentação e
Armazenagem de Materiais), 1990....
BULGACOV, Sérgio, Manual de gestão empresarial, São Paulo: Atlas, 1999.
CERVO, Amado Luiz, e BERVIAN, Pedro Alcino. Metodologia científica: para uso
dos estudantes universitários. 3.ed. São Paulo : McGraw-Hill do Brasil, 1983.
CORRÊA, Henrique L; GIANESI, Irineu G.N.; CAON, Mauro, Planejamento,
programação e controle da produção: MRP II / ERP: conceitos, uso e
implantação, São Paulo: Atlas, 1997.
CORRÊA, Henrique L; GIANESI, Irineu G.N.; CAON, Mauro, Planejamento,
Programação e Controle da Produção, 4ª ed. São Paulo: Atlas. 2001.
76
CHIAVENATO, Idalberto, Iniciação à Administração da Produção, São Paulo:
Makron, McGraw-Hill, 1991.
CURY, Antônio. Organização e métodos: Uma visão Holística. 7 ed. São Paulo:
Atlas, 2000.
DUTRA, Joel Souza. Gestão de pessoas: modelo, processos, tendências e
perspectivas. 1 ed. São Paulo: Atlas, 2002.
FISCHER, Augusto. Métodos de Pesquisa. Universidade do Contestado - Campus
Caçador/ Núcleo Univ. Fraiburgo – Curso de Administração, 2001.
LAKATOS, Eva Maria, e MARCONI Maria de Andrade. Fundamentos de
metodologia científica. São Paulo : Atlas, 1985.
MARCONI, Marina de Andrade, LAKATOS, Eva Maria, Técnicas de pesquisa:
Planejamento e execução de pesquisas, amostragens e técnicas de pesquisas,
elaboração, análise e interpretação de dados, 3 ed. São Paulo: Atlas. 1996.
MARIOTTI, Humberto, Organizações de aprendizagem: educação continuada e a
empresa do futuro. São Paulo: Atlas, 1995.
MEREDITH, Jack R.; SHAFER Scott M., Administração da Produção para MBAs,
Porto Alegre, Bookman, 2002.
MONTANA, Patrick J; CHARNOV, Bruce H. Administração, 2ª ed. São Paulo:
Saraiva, 2001.
MOREIRA, Daniel Augusto, Administração da produção e operações, 5 ed. São
Paulo: Pioneira, 2000.
OLIVEIRA Silvio Luiz de. Tratado de metodologia científica: projetos de
pesquisas, TGI, TCC, monografias, dissertações e teses. São Paulo : Pioneira, 1997.
77
PERONI, Wilson José, Manual de Tempos e Movimentos. 2ª ed. Rio de Janeiro:
Apex 1985.
ROCHA, Duílio. Fundamentos técnicos da produção. São Paulo: Makrom Books,
1995.
RUSSOMANO, Vitor H, Planejamento e Controle da Produção, 6ª ed. São Paulo,
Pioneira 2000.
SLACK, Nigel. et al. Administração de Produção. São Paulo: Atlas 1999.
TUBINO Dalvio F, Manual de Planejamento e Controle da Produção, 2ª ed. São
Paulo: Atlas S.A. 2000.
78
APÊNDICE 01 - Fluxogramas
79
Quadro 3 FLUXOGRAMA VERTICAL DO PROCESSO PRODUTIVO
80
Figura 01 FLUXOGRAMA SINTÉTICO DO PROCESSO
81
APÊNDICE 02 - Organograma
82
Figura 02 ORGANOGRAMA
83
APÊNDICE 03 – Layout de atividades
84
Figura 03 Seqüência das atividades de produção para pneus vulcanizados em
autoclave sobre planta baixa.
85
Figura 04 Seqüência de atividades de produção para pneus vulcanizados em prensa
sobre planta baixa.
86
APÊNDICE 04 – Tempos de processo
87
Quadro 04 Cronometragem do processo
88
Figura 05 Gráfico do estado da carcaça do pneu em função do tempo de processo
Análise: Os dados mostram que a diferença em horas do processamento de um
pneu em bom estado de conservação e de um pneu em mal estado é de
aproximadamente 2:10 horas, logo se tratando de dois pneus, esta diferença dobra
para 4:20 horas e assim sucessivamente, conclui-se que o processamento de pneus
em mal estado interfere de forma negativa no lead time.
89
APÊNDICE 05 – Diagrama de causa e efeito
90
Figura 06 Diagrama de causa e efeito
91
APÊNDICE 06 – Demanda histórica
92
Quadro 05 Demanda histórica
93
Figura 07 Gráfico da demanda histórica
260
SETEM BR O
357
AGOSTO
300
JU L H O
342
JU N H O
315
348
F E V E R E IR O
347
J A N E IR O
DEMANDA
335
M AR ÇO
PERÍODO
TENDÊNCIA LINEAR
A B R IL
2007
313
D EZEM BR O
340
NOVEM BRO
288
O U TU BR O
360
SETEM BR O
GRÁFICO DA DEMANDA HISTÓRICA
260
M A IO
0
50
100
QUANTIDADE DE 200
PNEUS 150
250
300
350
400
2006
Análise: A demanda sofre variações de proporção média de um mês para outro, e
do ano de 2006 para 2007 sofreu uma leve queda que pode ser conseqüência das
crises do transporte ou outros fatores externos não controláveis.
94
Quadro 06 Gráficos de demanda histórica comparando resultados semanais
QUANTIDADE DE PNEUS
DEMANDA DE PNEUS NA ÚLTIMA SEMANA DE
JULHO DE 2007
30
25
20
25
18
12
15
10
10
4
5
0
SEGUNDA
FEIRA
TERÇA
FEIRA
QUARTA
FEIRA
QUINTA
FEIRA
SEXTA
FEIRA
QUANTIDADE DE PNEUS
DEMANDA DE PNEUS NA ÚLTIMA SEMANA DE
AGOSTO DE 2007
30
28
25
22
20
15
12
10
5
5
3
0
SEGUNDA
FEIRA
TERÇA
FEIRA
QUARTA
FEIRA
QUINTA
FEIRA
SEXTA
FEIRA
QUANTIDADE DE PNEUS
DEMANDA DE PNEUS NA ÚTIMA SEMANA DE
SETEMBRO DE 2007
30
25
25
22
20
14
15
10
6
10
5
0
SEGUNDA
FEIRA
TERÇA
FEIRA
QUARTA
FEIRA
QUINTA
FEIRA
SEXTA
FEIRA
95
Análise: Observa-se que a demanda de pneus ou serviços apesar de variar de
forma mais amena de um mês para outro, varia de forma bastante volátil de um dia
para outro, isto dificulta bastante o planejamento da produção, o ideal é que a
mesma sempre esteja pronta para qualquer eventualidade.
Também é de relevância algumas características observadas como a menor
demanda no meio da semana, isto se dá pelo fato do final de semana causar um
acúmulo de serviços para as segundas feiras e na sextas feiras, a empresa tenta
adiantar o máximo possível de serviços para amenizar o impacto nas segundas
feiras, tendo em vista que nos sábados a recapagem apenas faz manutenção e
limpeza até às 12:00 horas enquanto a borracharia continua recebendo serviços.