Tese apresentada à Divisão de Pós-Graduação do Instituto Tecnológico de Aeronáutica como
parte dos requisitos para a obtenção do título de Mestre em Ciência no Curso de Física na
Área de Física de Plasma.
FERNANDO CRUZ BARBIERI
“Modificação de propriedades superficiais de ligas de Ti6Al4V
por processo de nitretação a plasma”
Pesq. Dr. CHOYU OTANI
Orientador
Pesq. Dr. WILFREDO M. I. URRUCHI
Coorientador
Prof. Dr. HOMERO SANTIAGO MACIEL
Chefe da Divisão de Pós-Graduação
Campo Montenegro
São José dos Campos, SP – Brasil
2001
“Modificação de propriedades superficiais de ligas de Ti6Al4V
por processo de nitretação a plasma”
FERNANDO CRUZ BARBIERI
Composição da Banca Examinadora:
Prof. Homero Santiago Maciel, Dr.
Presidente - ITA
Pesq. Choyu Otani, Dr.
Orientador - ITA
Pesq. Wilfredo M. I. Urruchi, Dr.
Coorientador – ITA
Prof. Carlos Moura Neto, Dr
ITA
Profa Déborah Dibbern Brunelli, Dra
ITA
Profa Nélia Ferreira Leite, Dra
INPE
ITA, Julho de 2001
II
ÍNDICE GERAL
iii
Índice de Figuras
vi
Índice de Tabelas
x
Simbologia
xi
Agradecimento
xiii
Resumo
xv
Abstract
xvii
1-INTRODUÇÃO.............................................................................................
1.1- Objetivo.....................................................................................................
2-REVISÃO BIBLIOGRÁFICA.....................................................................
2.1 – Biomateriais.............................................................................................
2.1.1 – Fontes de biomateriais.....................................................................
2.1.2 – Biocompatibilidade..........................................................................
2.1.3 – Seleção dos biomateriais...................................................... ............
2.1.4 – Biofuncionalidade............................................................................
2.1.5 – Titânio e sua liga Ti6Al4V..............................................................
2.1.5.1 – Elemento químico titânio......................................................
2.1.5.1.1 – Estrutura cristalina do titânio.....................................
2.1.5.1.2 – Propriedades físicas, magnéticas e mecânicas do
titânio........................................................................................
2.1.5.1.3 – Classificação das ligas de titânio............................
2.1.5.1.3.1 – Ligas α ...............................................
2.1.5.1.3.2 – Ligas quase α...................................
2.1.5.1.3.3 - Ligas (α+β).......................................
2.1.5.1.3.4 – Ligas quase β.....................................
2.1.5.1.3.5 – Ligas β...............................................
2.1.5.2 – Liga Ti6Al4V....................................................................
2.1.5.2.1 – Propriedades físicas, mecânicas, térmicas e
elétricas da liga Ti6Al4V..........................................................
2.2 – Plasma......................................................................................................
2.2.1 – Definição de plasma........................................................................
2.2.2 – Descarga elétrica..............................................................................
2.2.2.1 – Introdução..............................................................................
2.2.2.2 – Regiões da curva característica de uma descarga............
2.2.2.3 – Descarga luminescente............................ ..............................
2.2.3 – Parâmetros do plasma .....................................................................
2.2.3.1 – Grau de ionização..................................................................
2.2.3.2 – Comprimento de Debye.........................................................
2.2.3.3 – Bainha do plasma...................................................................
2.2.2.4 – Temperatura do plasma..........................................................
1
5
7
7
7
8
9
11
12
12
13
14
15
16
16
16
17
17
17
22
25
25
25
25
26
29
30
30
31
32
34
III
2.2.4 – Processos de colisão do nitrogênio..................................................
2.2.4.1 - Colisões elásticas....................................................................
2.2.4.2 - Colisões inelásticas.................................................................
2.2.4.3 - Colisões superelásticas...........................................................
2.2.5 – Jato de plasma..................................................................................
2.2.6 – Técnicas de diagnóstico de plasma. ...............................................
2.2.6.1 - Determinação da energia dos íons..........................................
2.3 – Nitretação Iônica......................................................................................
2.3.1 – Histórico...........................................................................................
2.3.2 – O processo de nitretação...................................................................
2.3.3 – Considerações fundamentais de tratamentos de superfície por
plasma..............................................................................................
2.3.3.1 – Química do plasma................................................................
2.3.3.2 – Potencial do plasma...............................................................
2.3.3.3 – Reações entre o plasma e a superfície do substrato...........
2.3.4 – Nitretação iônica utilizando um reator jato de plasma.....................
2.3.5 – Processo de nitretação iônica no anodo de descarga luminescente
em jato de plasma.............................................................................
2.3.6 – Propriedades do titânio nitretado......................................................
2.3.6.1 – Dureza....................................................................................
2.3.6.2 – Resistência ao desgaste..........................................................
2.3.6.3 – Resistência à fadiga...............................................................
2.3.6.4 – Resistência à corrosão............................................................
2.3.6.5 – Ductilidade.............................................................................
2.3.7 – Vantagens do processo de nitretação iônica.....................................
3 – MATERIAIS E MÉTODOS....................... ...............................................
3.1 – Materiais..................................................................................................
3.1.1 – Características do titânio utilizado................................. ..................
3.1.2 – Preparação das amostras para a nitretação iônica............................
3.1.3 – O equipamento para a nitretação iônica...........................................
36
36
37
39
40
43
44
48
48
49
3.1.3.2 – Calibração..............................................................................
3.2 – Metodologia.............................................................................................
3.2.1 – Condições do processo....................................................................
70
73
73
51
52
54
55
57
57
59
59
60
60
61
61
62
63
63
63
65
66
3.2.1.1 – Estudo da influência do fluxo de massa na nitretação por jato de plasma....74
3.2.1.2 – Estudo da influência do intervalo de duração do processo
na camada nitretada..............................................................................
76
3.2.1.3 – Estudo da influência da mistura de gases N2 / H2 na
camada nitretada...................................................................................
77
3.2.1.4 – Técnica de caracterização do plasma.....................................
78
3.2.2 – Técnicas de caracterização das camadas nitretadas.........................
80
3.2.2.1 – Difração de raios -X................................................................
81
3.2.2.2 – Microscopia eletrônica de varredura.....................................
83
3.2.2.3 – Determinação da tensão superficial (molhabilidade)............
86
3.2.2.4 – Nanoindentação.....................................................................
90
94
4 – RESULTADOS E DISCUSSÃO................................................................
4.1 – Nitretação com variação do f luxo de massa de nitrogênio......................
95
IV
4.1.1 – Difração de raios -X.........................................................................
4.1.2 – Microscopia eletrônica de varredura (MEV)...................................
4.1.3 – Analise microestrutural por espectroscopia de energia dispersiva
(EDS)...........................................................................................................
4.1.4 – Dureza superficial por nanoindentação...........................................
4.1.5 – Tensão superficial (ângulo de contato)............................................
4.2 – Nitretação com variação do tempo de processo de nitretação.................
4.2.1 – Difração de raios -X..........................................................................
4.2.2 – Microscopia eletrônica de varredura (MEV)...................................
4.2.3 – Dureza por nanoindentação.............................................................
4.2.4 – Tensão superficial (ângulo de contato)............................................
4.3 – Nitretação com utilização de diferentes misturas de gases N2 / H2.........
4.3.1 – Difração de raios -X..........................................................................
4.3.2 – Dureza por nanoindentação.............................................................
4.3.3 – Tensão superficial (ângulo de contato)............................................
4.4 – Caracterização do reator de jato de plasma com o analisador
eletrostático de energia....................................................................................
4.4.1 – Medição de íons positivos do gás argônio.......................................
4.4.2 – Medição de íons positivos do gás nitrogênio...................................
4.4.3 – Medição de íons positivos da mistura de gás N2 e H 2......................
5 – CONCLUSÕES...........................................................................................
6 – SUGESTÃO PARA TRABALHOS FUTUROS......................................
7- BIBLIOGRAFIA..........................................................................................
95
99
100
104
112
117
118
119
121
126
129
130
131
134
136
136
138
140
142
145
146
V
Índice de Figuras
páginas
Figura 1 – Evolução do pH dos fluidos corporais após implante de uma
prótese................................................................................................
Figura 2 – Transformações alotrópicas do titânio......... ......................................
Figura 3 – Diagrama de fases da seção isotérmica da região rica em Ti a
10000C, 9000C e 8000C ......................................................................
Figura 4 – Microestrutura da ligaTi6Al4Vapós um resfriamento lento através
da fase β. As placas brancas correspondem ao material na fase
α e entre a região escura e corresponde pelo contorno de grão.
Esta é uma típica estrutura de Widmanstätten...................................
Figura 5 – Ilustração esquemática da formação da estrutura Widmanstätten
na liga Ti6Al4V por resfriamento lento através da fase β..................
Figura 6 – Ilustração da estrutura formada na liga Ti6Al4V após a têmpera
para diferentes temperaturas de tratamento........................................
F Figura 7 - Regiões características de tensão x corrente entre dois eletrodos
planos imersos em argônio (dist. 50 cm; pressão 1.10 5 Pa). (A)
região de descarga não-auto-sustentada, (BC) descarga escura ou
Townsend, (DE) descarga “glow” descarga normal, (EF) glow
anormal, (FG) região de transição para regime de arco, (G)
descarga em arco..................... ...........................................................
Figura 8 – Esquema da blindagem de Debye......................................................
Figura 9 - Ilustração esquemática do mecanismo de produção de íons na
bainha catódica..................................................................................
Figura 10 - Representação esquemática do fenômeno de troca de carga na
bainha catódica..................................................................................
Figura 11 – Imagem digitalizada da região do orifício..........................................
Figura 12 – Diagrama esquemático da formação de um jato de plasma...............
Figura 13 – Diagrama esquemático mostrando a polarização do analisador
de energia de íons..............................................................................
Figura 14 – Esquema básico de um equipamento para a nitretação iônica...........
Figura 15 – Processo de troca de energia em plasma de descarga luminescente..
Figura 16 – Esquema da distribuição do potencial de plasma em descarga de
eletrodo planar...................................................................................
Figura 17 - Diagrama esquemático dos processos de interações do plasma
com a superfície de materiais............................................................
Figura 18 – Micrografia (óptica ou eletrônica) da liga Ti6Al4V antes da
nitretação.............................................................................................
Figura 19 – Difratograma da liga titânio Ti6Al4V (λ = 1.54 Å)..........................
Figura 20– Representação esquemática do reator a jato de plasma construído
do LPP................................................................................................
Figura 21 – Ilustração do posicionamento da amostra no porta-amostra. O disco
escuro externo é o ímã posicionado ao redor do porta-amostra.........
Figura 22 – Ilustração das posições dos eletrodos no reator.................................
Figura 23 - Pressão na câmara fonte e na câmara de expansão em função do
fluxo de massa....................................................................................
11
14
19
19
20
22
27
32
33
33
41
42
43
50
53
54
56
64
65
66
68
68
70
VI
Figura 24 – Quociente entre pressão da câmara fonte e a pressão da câmara
de expansão em função do fluxo de massa de nitrogênio......................................
Figura 25 – Velocidade de bombeamento das bombas utilizadas.........................
Figura 26 – Voltagem de descarga em função do tempo de operação para
diferentes fluxos de massa de N2.......................................................
Figura 27 – Esquema do arranjo experimental com o alvo aterrado para o
estudo da influência do fluxo de N2 na nitretação de Ti6Al4V.........
Figura 28 – Arranjo experimental usado para o estudo da influência do tempo
de processamento nas propriedades da camada nitretada formada
em Ti6Al4V........................................................................................
Figura 29 – Desenho esquemático dos potenciais de polarização das grades
do analisador de energia.....................................................................
Figura 30 – Diagrama esquemático da geometria de reflexão dos feixes de
raios-X por diferentes planos formados pelos átomos constituintes
do material..........................................................................................
Figura 31 – Difratômetro de raios -X da AMR/CTA.............................................
Figura 32 – Diagrama ilustrativo dos principais componentes do microscópio
eletrônico de varredura.......................................................................
Figura 33 – Representação esquemática da incidência de um feixe de elétrons
secundários de alta energia sobre a amostra.......................................
Figura 34 – Microscópio eletrônico de varredura do INPE...................................
Figura 35 – Esquema representativo da medida do ângulo de contato..................
Figura 36 – Sistema montado na USP para medir tensão superficial ...................
Figura 37 – Esquema do aparelho de medir tensão superficial da USP /
São Carlos..........................................................................................
Figura 38 – Nanoindentador do Departamento de Física da UFPR......................
Figura 39 – Representação esquemática:
(a) de uma seção através da
nanoindentação (b) da carga aplicada versus profundidade de
penetração do penetrador....................................................................
Figura 40 – Difratograma de raios -x da liga antes de ser nit retada.......................
Figura 41 – Difratograma de raios -X das amostras nitretadas em diferente
fluxo de N2.........................................................................................
Figura 42 – Micrografias eletrônicas das camadas nitretadas para diferentes
valores de fluxo de N2 – aumento 10.000X......................................
Figura 43 – Micrografias eletrônicas das superfícies transversais das amostras
nitretadas em diferentes fluxos de N2 com indicação mapeada
por técnica de EDS linha amarela - aumento de 8000 X...................
Figura 44 – Espectro de energia dispersiva da amostra tratada com um fluxo de
nitrogênio de 0,3 sccm.......................................................................
Figura 45 – Espectro de energia dispersiva da amostra tratada com um fluxo de
nitrogênio de 0,5 sccm.......................................................................
Figura 46 – Espectro de energia dispersiva da amostra tratada com um fluxo de
nitrogênio de 0,7 sccm........................................................... ............
Figura 47 – Espectro de energia dispersiva da amostra tratada com um fluxo de
nitrogênio de 1,0 sccm.......................................................................
Figura 48 – Distribuição de impressão da nanoindentação ao longo da
superfície da camada nitretada...........................................................
71
72
72
75
76
78
81
83
84
85
86
88
88
89
90
92
96
97
99
101
102
102
103
103
105
VII
Figura 49 – Dureza medida na superfície por nanoindentação na amostra
original de Ti6Al4V e nas nitretadas em diferentes condições de
fluxo de N2, em função da profundidade de penetração do
indentador...........................................................................................
Figura 50 – Dureza da camada nitretada em função ao fluxo de gás utilizado
para diferentes profundidades de penetração do indentador...............
Figura 51 – Módulo de elasticidade medido na superfície por nanoindentação
na amostra original de Ti6Al4V e nas nitretadas em diferentes
condições de fluxo de N2, em função da profundidade de
penetração do indentador....................................................................
Figura 52 – Gota da solução de NaCl, sobre amostra não nitretada. a) no
instante 0 min; b) instante 5 min........................................................
Figura 53 – Gota da solução de NaCl sobre amostra nitretada com fluxo =
0,3 sccm a) no instante 0 min; b) instante 5 min...............................
Figura 54 – Difratograma de raios-X das amostras tratadas para diferentes
tempos de processamentos..................................................................
Figura 55– Micrografia por MEV da camada nitretada com tempos de
nitretação variado: a)120min; b) 90 min; c) 60 min e d) 30min –
aumento de 1000 X.............................................................................
Figura 56 – Dureza determinada por nanoindentação em superfície da liga de
Ti6Al4V original e nitretada por intervalos de tempos variados.......
Figura 57 – Dureza da camada nitretada em função do tempo de processos
para diferentes profundidades de penetração do indentador ..............
Figura 58 – Módulo de elasticidade medida na superfície por nanoindentação,
na amostra original de Ti6Al4V e nas nitretadas a diferentes
tempos de duração do processo, em função da profundidade de
penetração do penetrador....................................................................
Figura 59 – Gota da solução de NaCl sobre amostra nitretada com tempo de
2 horas de processamento. a) no instante 0 min; b) instante 5 min.
Figura 60 – Difratograma de raios-X das amostras nitretadas utilizando
misturas de N2 : H2 para diferentes valores de fluxo total de
gases injetados (a) e (b) 0,3 sccm; (c)e (d) 0,5 sccm..........................
Figura 61 - Dureza medida por nanoindentação na superfície das amostras de
liga de Ti6Al4V não nitretada e nitretadas em diferentes condições
de mistura de gases N2 : H2 e em diferentes valores de fluxo total
de mistura de gases..............................................................................
Figura 62 – Módulo de elasticidade determinada por nanoindentação na
amostra original de Ti6Al4V e nas nitretadas em diferentes
condições de misturas de N2 : H2 em função da profundidade de
penetração do indentador....................................................................
Figura 63 – Gota de solução de NaCl sobre amostra nitretada –
mistura
67 N2 / 33 H2 %. A) no instante 0 min; b) instante 5 min...............
Figura 64 – Gráfico de : (a) Corrente de íons (Ii) versus voltagem de
desaceleração (φ), (b) dI / dφ em função da energia dos íons
coletados pelo analisador de energia.................................................
106
108
110
113
114
119
120
122
123
125
127
130
132
133
134
137
VIII
Figura 65 – Gráfico de : (a) Corrente de íons (Ii) versus voltagem de
desaceleração ( φ), (b) Derivada da corrente em função do
potencial em função da energia dos íons coletados........................
Figura 66 – Corrente máxima de íons de nitrogênio coletados no analisador
em função do fluxo de nitrogênio.......................................................
Figura 67 – Gráfico de : (a) Corrente de íons (Ii) em função da voltagem de
desaceleração (φ), (b) Curva da derivada de corrente em função do
potencial .............................................................................................
138
139
141
IX
Índice de Tabelas
Tabela 1 – Tipos de materiais escolhidos para serem utilizados em medicina
e odontologia pela sua biofuncionalidade........................................
Tabela 2 – Propriedades físicas e magnéticas do titânio puro...........................
Tabela 3 – Propriedades mecânica do titânio puro............................................
Tabela 4 – Valores das propriedades físicas da liga Ti6Al4V sem tratamento.
Tabela 5 – Valores das propriedades mecânicas da liga Ti6Al4V sem
tratamento........................................................................................
Tabela 6 – Valores das propriedades térmicas da liga Ti6Al4V sem
tratamento........................................................................................
Tabela 7 – Valores das propriedades elétricas da liga Ti6Al4V sem
tratamento........................................................................................
Tabela 8 – Composição química da liga de titânio deste trabalho,
analisado na AMR/CTA..................................................................
Tabela 9 – Resultados da pressão em função do fluxo de nitrogênio para se
medir a energia dos íons positivos no reator.. ................................
Tabela 10 – Parâmetros do processo para diferentes condições de tempo de
nitretação.........................................................................................
Tabela 11 – Resultados das medições do ângulo de contato e do cálculo das
tensões superficiais para cada condição de fluxo de N2...... ..........
Tabela 12 – Parâmetros do plasma para diferentes condições de tempo de
nitretação.........................................................................................
Tabela 13 – Resultados da medição do ângulo de contato e da tensão
superficial das amostras nitretadas por intervalos de tempos
distintos ..........................................................................................
Tabela 14 – Parâmetros do plasma para diferentes condições de mistura de
gases............................................................ .....................................
Tabela 15 – Resultados da medição do ângulo de contato das amostras
tratadas com mistura de gases N2 / H 2 em diferentes proporções e
fluxos totais.....................................................................................
páginas
12
15
15
22
23
23
23
63
79
95
115
117
127
129
135
X
Simbologia
a ,b,c
A
c.c.
Ccc
Cfc
D
D
Dφ
dI
dhkl
Do
eE
E
F
ƒ(v)
ƒ(E)
G
H
hg
hC
hS
Hc
H
H2
Ii
Ddp
K
MF
Ms
J
N
ni
ni
ni
ne
nn
N+
N0
N*
N2+
N20
N2*
P
P1
Parâmetros da rede de uma célula unitária
Área de contato projetada para a carga máxima
Corrente contínua
Cúbica de corpo centrado
Cúbica de face centrada
Distância entre a amostra e o orifício de constrição
Largura da gota
Derivada da voltagem de desaceleração
Derivada da corrente de íons
Distância interplanar
Diâmetro de constricção
Elétron
Energia das partículas
Módulo de elasticidade
Força aplicada do indentador
Função da velocidade de íons
Função de distribuição dos íons
Transparência das grades
Deslocamento total do penetrador
Altura da gota
Profundidade de contado
Deslocamento da superfície no perímetro de contato
Hexagonal compacta
Dureza
Molécula de hidrogênio
Corrente de íons
Diferencial de potencial
Constante de Boltzmann
Temperatura de recozimento
Temperatura de têmpera
Densidade do plasma
Número de partículas neutras
Densidade dos íons
Número de partículas ionizadas
Densidade de íons em frente da janela de entrada
Densidade de elétrons
Densidade da partícula neutra
Íon atômico de nitrogênio
Átomo neutro de nitrogênio
Átomo de nitrogênio no estado excitado
Íon do nitrogênio molecular
Molécula neutra do nitrogênio
Molécula de nitrogênio no estado excitado
Pressão média do gás
Pressão na câmara antes da expansão
XI
P2
P máx
PH
r.f.
Te
Tg
Tex
Tion
Td
Tr
TÐÐ
T⊥
VB
<v>
Vφ
vi
vi,n
Vc
vz
α
E
ε
ε0
φ
φf
γ(lv)
γ(sv)
γ(sl)
λ
λD
θ
τ
Pressão depois da expansão
Carga máxima da indentação sobre a amostra
Potencial hidrogênico
Rádio-freqüência
Temperatura do elétron
Temperatura do gás
Temperatura de excitação
Temperatura de ionização
Temperatura de dissociação
Temperatura de radiação
Translação dos íons paralelos ao campo magnético
Translação perpendicular para o campo magnético
Voltagem crítica
Velocidade média
Tensão de ruptura
Velocidade média dos íons
Velocidade de íons na direção normal à superfície de coleta
Velocidade crítica dos íons que intercepta a bainha do analisador
Velocidade apenas em uma direção
Grau de ionização
Módulo de elasticidade
Rigidez
Permissividade do espaço livre
Potencial retardador no analisador de energia
Potencial flutuante
Tensão interfacial líquido-vapor
Tensão interfacial sólido-vapor
Tensão interfacial sólido-líquido
Comprimento de onda
Comprimento de Debye
Grau de molhabilidade
Tensão superficial
XII
Agradecimentos
No período do desenvolvimento deste trabalho tive o apoio e incentivo de muitas
pessoas, as quais gostaria de agradecer.
A Deus.
Aos meus pais Geraldo Barbieri, Marilene Cruz Barbieri e meu irmão Luciano Cruz
Barbieri pelo carinho, apoio, força e muita compreensão.
Á CAPES, ao CNPq e à FAPESP pelo suporte financeiro.
Ao Comando da Aeronáutica, ao Centro Técnico Aeroespacial (CTA) através do
Instituto Tecnológico de aeronáutica (ITA), por proporcionarem apoio técnico para a
realização do presente trabalho.
Aos meus orientadores, Prof. Dr. Choyu Otani e Prof. Dr. Wilfredo Milquiades
Irrazabal Urruchi, pela paciente orientação, dedicação e amizade sem as quais este trabalho
não teria sido realizado.
Ao Prof. Dr. Homero Santiago Maciel pelas discussões e sugestões, e ao Prof. Dr. Jayr
de Amorim Filho pelo apoio e incentivo no período do desenvolvimento deste trabalho.
Ao Prof. Dr Carlos Maurício Lepienski, pelo auxílio na realização das análises de
nanoindentação e também pela receptividade durante minhas permanências no Laboratório de
Nanoindentação da UFPR.
Ao Prof. Gilberto Goissis, pelas valiosas sugestões nas análises por microscopia
eletrônica de varredura e nas análises microestrutural por espectroscopia de energia dispersiva
e ao Dr. Marcos Bet, pela paciência nas análises e determinação da tensão superficial no
IQSC/USP.
XIII
Ao Engenheiro Ronaldo Rodrigues da Cunha, pela execução de ensaios de difração de
raios-X das amostras (AMR) e à técnica Maria Lúcia de Mattos, pela execução de ensaios por
microscopia eletrônica de varredura das amostras (INPE).
Ao Prof.Dr. Aparecido dos Reis Coutinho, pela amizade, apoio e pela indicação do
orientador e instituição e ao grande amigo Prof. Carlos Mariano pelos ensinamentos de vida.
Ao Prof. Dr. Carlos Moura Neto, Prof. Dr. Gilberto Petraconi Filho e Prof. Dr.
Clodomiro Alves Jr., pelo incentivo, apoio e amizade.
Aos Técnicos Donizeti Cerqueira, Roberto, Garufe e Anderson, pela amizade,
paciência e boa vontade na construção de peças do reator e às secretárias Lindalva e Lúcia
pelo apoio nesses dois anos de trabalho.
Agradecimento especial ao meu eterno amigo Toby.
Aos amigos da Física que sempre estiveram ao meu lado em todas as horas: Paulo
Pavani Jr., Jorge Sales pela grande frase que nem Freud explica (“se você está aqui, quem está
lá“), Galvani Alves Lacerda, Rita de Cássia Tenório, Douglas Fregolente, Clemilda Valente,
Profa. Margarete Silva, Profa. Teresinha Saes, Sandro Polanco, Samanta Reis, Joares Lidovino
Jr., Juscelino Nagai, Lea Nishioka, Caetano, Adilson e todos os professores do Departamento
de Física do ITA.
Aos amigos do quarto 302 do Hotel de Trânsito dos Oficiais: Érico Santana, Rodolfo
Machado, Karlus Macedo, Haroldo do Nascimento e Aníbal, pela grande amizade e pelas
longas conversas que atravessavam a madrugada.
Aos grandes amigos de república de graduação: Tiago de Freitas, Roberto Bonassole,
Luciano P. de Moura, Sergio M. Costa, Gustavo Januzzi, Fernando Januzzi, André Largueza,
pela inesquecível e infinita amizade.
À todos, minha eterna gratidão.
XIV
Resumo
O presente trabalho tem como finalidade estudar a melhoria das características
superficiais da liga Ti6Al4V, induzida pelo processo de nitretação iônica. Objetiva-se
aumentar a dureza e melhorar as características de hemocompatibilidade, tendo em vista a sua
aplicação futura na confecção de válvula cardíaca mecânica.
O processo foi desenvolvido em um reator de jato de plasma de nitrogênio e estudouse a influência de parâmetros do processo como fluxo de nitrogênio, tempo de processamento
e porcentagem de N2 na mistura N2 : H2 usada na descarga, nas características físico-químicas
de ligas tratadas de Ti6Al4V. Outros parâmetros, como tensão de descarga, pressão da câmara
e temperatura, foram ajustadas de maneira a poder sustentar a descarga com 100 mA de
corrente elétrica.
A formação das fases de nitreto de titânio nas amostras tratadas com diferentes
condições pode ser verificada pela análise estrutural feita com a difração de raios-X. As
durezas
das
camadas
nitretadas
foram
qualitativamente
analisadas
pela
técnica
de
nanoindentação, que identificou de maneira semiquantitativa a espessura da camada de maior
dureza formada em cada amostra. A microscopia eletrônica de varredura e espectroscopia de
energia dispersiva de raios-X foram utilizadas para avaliar a variação na textura da superfície
da amostra em função das condições de nitretação iônica. O melhoramento da propriedade
superficial, quanto à tensão de contato que dita a característica da molhabilidade, foi
verificado pela técnica da determinação de ângulo de contato.
O estudo permitiu verificar que a diminuição do fluxo de nitrogênio, numa faixa entre
1,0 e 0,3 sccm, assim como o aumento no intervalo de tempo de processamento e
concentração de N2 na mistura N2 : H2, aumentam monotonicamente os valores das
características mecânicas, como dureza e módulo de elasticidade do filme nitretado. A análise
XV
energética dos íons produzidos na descarga elétrica foi feita com o analisador de energia
construído e colocado na câmara de processamento deste reator. Os resultados obtidos
permitiram inferir que uma das principais causas da melhora na característica da camada
nitretada é o aumento da energia dos íons de nitrogênio incidentes sobre a amostra
processada.
Um dos principais e relevantes resultados do presente trabalho foi, sem dúvida, a
obtenção de uma liga de titânio nitretada no anodo de um reator do tipo jato de plasma de
baixa intensidade, com dureza amplificada por fator da ordem de 7 vezes a da amostra
original, classificando o processo desenvolvido entre os trabalhos que apresentaram melhores
resultados em nível internacional
Esse jato de plasma de N2 permite concluir sobre a viabilidade técnica da utilização do
reator no melhoramento das características físico-químicas da superfície de Ti6Al4V,
multiplicando-se o potencial a aplicação da liga como biomaterial, mesmo na área de
produção de implantes cardiovasculares.
XVI
Abstract
This work was aimed to study the improvement of the surface characteristics of the
Ti6Al4V alloy, induced by ion nitriding process. The main objective of work was to increase
the hardness of this alloy improving its haemocompatibility nature, enhancing its potentiality
for future application in mechanical cardiac valve.
The process is developed in a nitrogen plasma jet reactor, studying the influence of
following parameters of the process: nitrogen flow, processing time and ratio of N2 and H2
injection
flow in
the discharge gas mixture, on
the physical–chemical
characteristics
of
Ti6Al4V alloys. Other parameters as discharge tension, pressure and temperature of the
chamber are fixed, in order to sustain the electrical discharge with an electrical current of 100
mA.
The formation of titanium nitride in the treated sample at different conditions could be
verified by X-ray diffraction technique. The hardness of the nitriding layer was determined by
nanoindentation technique which also indicated the nitrided layer thickness of each sample.
Scanning electron microscopy and X-ray energy dispersive spectrometry are used to evaluate
the surface morphology change on the sample surface
as a consequence of the ion nitriding
process. The improvement of the surface property related to its wettability characteristic was
analysed by a contact angle measurement technique.
The results allow to verify that the decrease of the nitrogen flow, in the range of 1.0 to
0.3 sccm, the increase in time of processing time
from
30 to 120 minutes and the
N2
concentration in the mixture N2 : H2 from 67 to 33% and 80 to 20% (%volume), produce a
monotonically increasing behavior for properties hardness and the elastic modulus of the
nitride film. The energetic analysis of the ions produced in the electrical discharge is also
XVII
made, making an energy analyzer and positioned it at front of the constriction orifice from
where the plasma jet is expanded in processing chamber of reactor. The results obtained from
the ion energy measurements allowed to infer that the main fact that produces the nitriding
layer characteristic improvement is the increase of the incident nitrogen ions energy on the
sample surface.
One of the most relevant results of this work, is the fact that we performed a effective
nitriding process on titanium alloy sample positioned at the anode of a low intensity
plasma
jet reactor. Moreover the hardening achieved for the nitrided sample was seven times greater
than the original sample, and this fact allows to classify own work among the best results
already reported in the technical papers of the area.
This plasma jet reactor which have been optimized in the present work can actualy be
used to improve the physical-chemistry characteristics of the Ti6Al4V surface leading to
enhance its biomaterial functionality in the cardiovascular implant devices production field.
XVIII
À meu pai Geraldo Barbieri, minha
mãe Marilene Cruz Barbieri e meu
irmão Luciano Cruz Barbieri pelo
carinho, compreensão e apoio.
XIX
"A ciência sem a religião é
imperfeita, a religião sem a
ciência é cega."
(Albert Einstein)
XX
1- INTRODUÇÃO
Em função do seu desempenho incomparável, o corpo humano pode ser considerado
como uma máquina de natureza perfeita em relação àquelas, construídas pelo homem.
Infelizmente, seja como resultado de acidentes ou mesmo de enfermidades, tal funcionamento
pode ser prejudicado ou mesmo completamente interrompido, tendo-se como causa o mau
funcionamento de um ou mais órgãos que compõem essa máquina. Em consideráveis parcelas
de problemas observados, a solução passa por tentativas de recuperação de partes do corpo
por meio de sua substituição por implantes sintéticos.
A história dos implantes é bastante antiga. Um dos primeiros casos de implantes
relatado na literatura remonta ao século XVI e está relacionada com o emprego de placas de
ouro na recuperação do osso palato. Dois séculos mais tarde ocorreu o primeiro caso de
implante de fios metálicos com o objetivo de facilitar a recuperação de fraturas ósseas [1].
Apesar dessa inovação médica e do potencial que as operações com implantes
representavam, o entusiasmo dos cirurgiões da época chocava-se frontalmente com dois tipos
de obstáculos: o alto índice de infecções e os problemas de rejeições, ambos resultantes da
introdução de materiais não biocompatíveis no corpo de pacientes [1].
De acordo com a revisão feita por Cohen Jr. [2], a primeira prótese valvular,
implantada em 1952 por Charles Hufnagel, consistia de uma prótese de bola (prótese
mecânica) colocada na aorta descendente de um paciente com insuficiência aórtica grave. Em
1955, Murray deu início ao emprego dos homoenxertos valvulares implantando válvula
aórtica, também na aorta descendente. Em 1960, Albert Starr utilizou uma prótese de bola
para substituição da válvula mitral e, a partir de então, as próteses valvulares mecânicas
passaram a ser amplamente utilizadas, surgindo vários modelos, entre eles o de um disco
1
basculante e o de duplo folheto. Mesmo com o avanço tecnológico no projeto e na escolha de
materiais para construção de válvulas cardíacas mecânicas, estas não eram isentas de
complicações, principalmente de tromboembolismo, razão pela qual foram introduzidas as
biopróteses, inicialmente confeccionadas a partir de válvulas naturais de tecidos homólogos
(fascia lata, dura-máter ou pericárdio) ou heterólogos, como o pericárdio bovino (PB)[2].
Foram
comportamento
realizadas
em
pesquisas
termo
de
sobre
tolerância
os
pelo
metais
que
organismo
apresentassem
receptor,
isto
um
é,
melhor
sobre
a
biocompatibilidade [2].
A evolução dos implantes, bem como estudos sobre biocompatibilidade de metais no
organismo humano tiveram impulso significativo durante a guerra civil americana [3]. Os
primeiros implantes empregados nessa época eram constituídos de metais nobres e de metais e
ligas desenvolvidas para outros fins. Muitos outros conflitos militares foram também
responsáveis pelo desenvolvimento de implantes em seres humanos. Desde a primeira década
do século passado, devido à 1ª Guerra Mundial, a metalurgia teve desenvolvimento
significativo, que resultou na concepção de novas ligas metálicas, como os aços inoxidáveis.
Na 2ª Guerra Mundial, os implantes metálicos em geral, tiveram expansão bastante
considerável, o que foi resultado principalmente no desenvolvimento muito expressivo na
metalurgia e das técnicas de cirurgias. Dentro dessa expansão enquadra-se o emprego dos
materiais metálicos na fabricação de articulações ósseas[3].
Os progressos da ciência e tecnologia metalúrgica permitiram obter na forma pura o
titânio. Pelas suas características intrínsecas tornar-se-ia um metal ideal para aplicar em
implantes. O primeiro implante realizado de peça confeccionada em titânio data de 1951,
tendo sido confeccionados placas e parafusos usados na fixação de ossos fraturados [4].
Atualmente, com os avanços tecnológicos observados tanto na área de materiais como na de
2
cirurgia, diversas regiões do corpo humano podem ser reparadas, com a utilização de
implantes protéticos a base de titânio puro ou de suas ligas.
O preço relativamente alto de titânio até o presente não reflete a sua disponibilidade,
desde que é o quarto metal estrutural mais abundante em natureza, sendo a sua utilização só
excedida pelos metais: alumínio, ferro e magnésio, estando à frente do cobre, chumbo e zinco
[5].
Os maiores depósitos de titânio encontrados até hoje estão na forma de rutilo (TiO2) e
ilmenita (TiFeO3)[5].
A ex-União Soviética é conhecido por possuir suprimentos de titânio que de longe
excedem os depósitos da Europa, exclusivos da Península Escandinavo. De fato, a ilmenita foi
assim chamada devido às Montanhas de Ilmen no Urais da Rússia [5].
Os desenvolvimentos aconteceram em um pequeno espaço de tempo, contudo a
existência do titânio já era conhecida há cerca de 150 anos[4].
Segundo Barksdale [5], a descoberta de titânio ocorreu no laboratório de William
Gregor em 1790, porém o nome foi dado por Klaproth em 1795. A potencialidade ou
aplicação deste novo elemento só foi descoberta mais tarde, em 1943, com a pesquisa
realizada pelo Bureau of Mines no trabalho de desenvolvimento de processo básico inventado
anteriormente por Dr. Wilhelm Kroll, em associação com Siemens e Helske, na Alemanha.
Em 1946, Dr. Kroll, como membro do Bureau of Mines, publicou seu primeiro
relatório mais importante sobre metal intitulado “Titânio e suas Ligas”[5].
O titânio é um metal estrutural com uma combinação inédita de propriedades. A
aparência visual é semelhante à do alumínio e do aço inoxidável e pode-se comparar o
desenvolvimento de sua utilização ao do alumínio, pois ambos sofreram uma expansão mais
3
rápida de aplicações que a observada em outros metais, devido à urgência emanada pelas
necessidades típicas dos períodos de guerra.
Além disso, surgiu também ao incentivo de programas aeronáuticos promovidos pelos
Governos dos Estados Unidos da América e da ex-União Soviética como outra razão da
evolução rápida nos últimos 50 anos apresentada pela indústria do metal titânio em âmbito
internacional [5].
O uso extensivo de titânio e ligas de titânio nas diversas áreas industriais é baseado
principalmente em duas características importantes: alta resistência mecânica específica e
excelente resistência à corrosão. Estas propriedades têm levado o uso dessas ligas em
aplicações nas áreas de alta tecnologia, como a aeroespacial e a construção de reatores
químicos.
A
sua
reconhecida
biocompatibilidade
tem
também
permitido
avanços
significativos na área de bioengenharia, por meio de seu uso como material para implantes
[4].
Como as propriedades mecânicas do metal titânio não são consideradas ideais para
confecção de certos tipos de implantes, como por exemplo, cardiovasculares, tem-se
tentativamente melhorado a sua característica utilizando-se as ligas deste metal. Dentre elas, a
mais utilizada é a liga Ti6Al4V que exibe propriedades mecânicas excepcionais [5]. Porém,
mesmo esta liga pode não atender aos quesitos básicos da aplicação, como em discos de
válvulas
cardíacas
mecânicas,
necessitando-se
melhorar o seu desempenho mecânico.
assim
de
tratamentos
superficiais
para
Um dos processos utilizados para essa finalidade é o
da criação de um filme fino de nitreto por inserção de heteroátomos na estrutura da liga, ou
seja, por nitretação.
Esse tratamento reconhecidamente permite mudar as características físico-químicas
superficiais da liga e produz aumento significativo na dureza, além de diminuir o coeficiente
4
de atrito, aumentando conseqüentemente a resistência ao desgaste. Essas modificações são
também
acompanhadas
pelo
melhoramento
na
biocompatibilidade,
incluindo-se
a
característica hemocompatível da liga de titânio o que permitiria, em tese, uma melhora
considerável no desempenho de próteses cardiovasculares [6].
A estrutura do nitreto de titânio que se forma na superfície é o parâmetro que dita a
característica física do material tratado e é fortemente dependente do processo de tratamento
utilizado, fato que motiva a realização do presente trabalho [7].
1.1 – OBJETIVO
Tendo-se como objetivo global estudar o processo de produção de filmes de TiN por
nitretação iônica da superfície do substrato de Ti6Al4V, visando a produção futura de peças
para válvulas cardíacas mecânicas, este trabalho possui os seguintes objetivos específicos:
•
Adequar e otimizar as características dos reatores a plasmas existentes no Laboratório
de Plasmas e Processos (IEFF-ITA) para a realização de experimentos de tratamentos
de nitretação superficial da amostra de liga de titânio.
•
Caracterizar sob o ponto de vista da física de plasma, o reator de jato de plasma
utilizado neste trabalho, medindo-se a energia de íons para a descarga de diferentes
gases tais como Ar, N2, e N2 : H2 nas condições utilizadas para a nitretação iônica das
amostras de Ti6Al4V.
5
•
Realizar experiências de modificação das características superficiais das amostras da
liga Ti6Al4V e posteriormente estudar a influência dos parâmetros de processo tais como:
temperatura, mistura de gás (N2 e H2), pressão, corrente elétrica e voltagem da descarga
elétrica no substrato de Ti6Al4V e posteriormente utilizar técnicas de caracterização como
microscopia eletrônica de varredura (MEV), espectroscopia de energia dispersiva (EDS),
difração de raios-X (DR-X), ensaios de nanoindentação e ângulo de contato para a
caracterização dos filmes obtidos.
6
2 – REVISÃO BIBLIOGRÁFICA
2.1 – Biomateriais
Biomaterial é definido como todo material utilizado para substituir, no todo ou em
parte,
um
sistema
biológico.
Assim,
pode-se
ter
biomateriais
metálicos,
cerâmicos,
poliméricos e compósitos, ou ainda materiais com recobrimento de filmes biocompativeis.
Sob esta ótica, para uma dada aplicação, pode haver mais de um material e/ou processo de
fabricação
disponível.
Como
característica
imprescindível,
esses
materiais
devem
ser
biocompatíveis, ou seja, devem atender ao requisito de funcionalidade para o qual foram
projetados, provocando o mínimo de reações alérgicas ou inflamatórias no organismo
receptor.
O
desenvolvimento
de
biomateriais
mostra-se
fundamentalmente
importante
no
sentido que, desse desenvolvimento, prescreve-se uma melhoria no nível de vida das pessoas,
representada por um aumento na expectativa de vida, na saúde em geral e no bem estar da
população. Dessa forma, foi observado que, ao longo da história da humanidade, tem sido
dispensado um enorme esforço pelos técnicos e cientistas da área, no intuito de se produzir
novos dispositivos implantáveis [8].
2.1.1 – Fontes de biomateriais
Os biomateriais podem ter várias origens. Existem os materiais de origem biológica,
que podem ser autógenos quando são retirados do próprio paciente, e alógenos, quando são
7
retirados de outros indivíduos. Os alógenos podem ser de origem animal de mesma espécie
(humanos) ou outros, ou ainda terem sido produzidos em culturas de células. Nesta
classificação enquadram-se também os materiais sintéticos. Estes podem ter sido sintetizados
especificamente para essa aplicação ou terem sido feitos visando uma outra aplicação, e por
apresentarem as propriedades necessárias, virem a ser utilizados como biomateriais [9].
2.1.2 – Biocompatibilidade
Os materiais biocompatíveis ou biomateriais desempenham papel essencial na vida de
muito seres humanos. O biomaterial designa uma classe bastante ampla de substâncias
naturais ou sintéticas, com propriedades mecânicas, físicas e químicas que, quando em
contato com tecidos e fluidos de seres vivos, de forma permanente ou não, não lhes provocam
reações de rejeição [10].
Geralmente, a utilização dos biomateriais no corpo humano enfrenta dois tipos de
problema: o primeiro relaciona-se aos comportamentos biológico e químico e o segundo, ao
desempenho físico e mecânico desses materiais. Os mecanismos que governam esses
problemas são geralmente de natureza extremamente complexa e nem sempre são
completamente compreendidos, o que, conseqüentemente, afeta a forma como o corpo
humano responde ao contato com os biomateriais [11].
Como a biocompatibilidade depende das interações entre o implante e os tecidos
adjacentes, não se pode afirmar de uma maneira geral, que um determinado material é
biocompatível, portanto, aplicável à fabricação de qualquer peça implantável em qualquer
paciente. O sucesso da substituição de partes de um sistema orgânico vivo por implantes está
intimamente associado ao conhecimento das características básicas e papéis do tecido ou
8
órgão a ser recuperado, bem como ao comportamento e desempenho do biomaterial
empregado e a reação do corpo humano em relação a este corpo estranho. O estudo destes
tecidos tem sido o objetivo de áreas associadas à medicina e à engenharia, de tal maneira que
hoje, é relativamente comum a realização de cirurgias da recuperação de partes do corpo
humano utilizando-se implantes sintéticos com materiais metálicos, cerâmicos ou poliméricos.
Um dos materiais mais utilizados na confecção de próteses para implantes é a liga
Ti6Al4V. Esse material inicialmente desenvolvido para fins aeronáuticos e espaciais, devido
às características mecânicas e químicas, apresentou compatibilidade com tecidos vivos, o que
levou à popularização de seu uso como biomaterial nos últimos 30 anos [11].
2.1.3 – Seleção dos biomateriais
A análise da substituição de partes do corpo humano, do ponto de vista puramente
mecânico, revela que as peças para implantes são de estrutura e projeto relativamente simples.
Entretanto, tal substituição engloba outros aspectos, que podem ser sintetizados nas
necessidades de biocompatibilidade entre o implante e o corpo receptor.
Como em qualquer ramo de engenharia, a utilização de um material em implantes
envolve o estudo detalhado das características e propriedades do mesmo. A seleção e
especificação de um material a ser empregado na construção de próteses são realizadas de
acordo com dois aspectos básicos: análise da região do corpo humano a receber o implante e
das funções a serem desempenhadas por tal implante. Em função desses dois aspectos pode-se
proceder à escolha conveniente do material a ser empregado, por exemplo: gelatinas e
silicones são empregados para suplementação de tecidos moles; materiais elásticos para
9
reposição de músculos, pele, cartilagens e órgãos; materiais rígidos são usados para extensão
de tecidos ósseos e também para confecção de implantes valvulares [11, 12].
No caso de produzir próteses valvulares à base de ligas de titânio, sabe-se que é
recomendável a realização de tratamentos superficiais de endurecimento e melhoramento da
hemocompatibilidade deste material. A nitretação iônica pode ser considerada um dos
processos interessantes a ser estudado por permitir à liga um aumento da dureza superficial,
ao mesmo tempo em que modifica a característica da energia superficial de contato com o
fluido hemácico.
Sempre que um material estranho é introduzido no corpo humano podem ocorrer
reações de rejeições. A intensidade de tal rejeição pode variar de uma irritação ou inflamação
leve até o caso de morte do paciente [13]. Em termos de características químicas, a interação
entre o implante e os fluidos corporais é fundamental. Os fluídos corporais, em geral,
consistem de uma solução de 1% de NaCl com outros sais e compostos orgânicos em menor
quantidade, à temperatura próxima de 37
0
C. Em geral, tais fluidos exibem pH próximo de
7,4; porém, no caso de cirurgias de implante, temporariamente, tal valor pode ser alterado
profundamente.
Logo após a cirurgia, as células dos tecidos em contato com o implante reagem devido
a sua presença, o que resulta na diminuição do pH. As características normais somente serão
atingidas após alguns dias. Sabe-se que em uma área próxima à que recebeu implante podem
ocorrer hematomas. Nestes locais com drenagem deficiente, o pH ácido é mantido por
semanas [11]. Em todos os casos, o pH ácido do fluido corpóreo corresponderá a uma
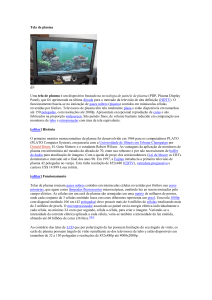
significativa solicitação adicional ao material do implante. A figura 1 apresenta um diagrama
da evolução do pH de fluidos corporais após uma cirurgia de implantes [11].
10
Figura 1 – Evolução do pH dos fluidos corporais após implante de uma prótese [11].
Dentro desse quadro de condições, a liga Ti6Al4V tratada superficialmente apresentase como uma boa opção para ser selecionada na confecção de próteses de válvula cardíaca
mecânica.
2.1.4 – Biofuncionalidade
Biofuncionalidade é o conjunto de propriedades que dá a um determinado dispositivo
a capacidade de desempenhar uma função desejada, ao passo que a compatibilidade refere-se
à habilidade do dispositivo continuar exercendo a sua função por um período de tempo tão
longo quanto necessário.
A biofuncionalidade é um dos critérios utilizados na seleção dos materiais com os
quais serão confeccionados os dispositivos a serem utilizados como implantes. A tabela 1
apresenta funções típicas de alguns grupos de materiais que justificam a sua utilização sob o
ponto de vista da biofuncionalidade.
11
Tabela 1 – Tipos de materiais escolhidos para serem utilizados em medicina e odontologia
pela sua biofuncionalidade [14].
Tipo de material
Função
Aplicação
Metal
condutor elétrico, bactericida,
prótese óssea, estética
estrutural, revestimento
Liga
estrutural, tribológica de
válvulas cardíacas, prótese
articulações, condutor
óssea
elétrico
Cerâmicas inertes
estrutural, tribológica de
prótese óssea
articulações
cerâmicas biotivas
estrutural, regenerador de
próteses teciduais
tecidos
Carbono
controlador de fluxo
válvulas cardíacas
sangüíneo
Termoplásticos
controlador de fluxo
válvulas cardíacas, prótese
sangüíneo e de outros fluidos,
óssea, estética, sondas,
tribológica de articulações,
prótese tecidual
transmissor de luz,
controlador de liberação de
medicamentos, isoladores
elétricos, regenerador tecidual
Elastômeros
enchimentos de cavidades,
válvulas cardíacas, prótese,
controlador de fluxo
estética
sangüíneo e de outros fluidos
Compósitos
estrutural, regenerador
estética
tecidual
Materiais de origem biológica
regenerador tecidual,
válvulas cardíacas, estética,
controlador de fluxo
próteses
sangüíneo, enchimentos de
cavidades
2.1.5 – Titânio e sua liga Ti6Al4V
2.1.5.1 – Elemento químico titânio
O titânio é um elemento químico de peso atômico 47,867, número atômico 22, e
encontra-se localizado na Tabela Periódica junto à camada “N” e ao grupo IV B. É um
elemento que se apresenta no estado sólido nas condições normais de temperatura e pressão.
12
O titânio possui características físico-químicas que lhe permitem formar uma
variedade de ligas com diferentes tipos de metais, podendo apresentar propriedades variadas
em um intervalo de valores amplos.
Suas propriedades químicas são similares à do zircônio, háfnio e tório. Portanto, era
esperado que o titânio pudesse possuir algumas propriedades similares encontradas nestes
metais.
O estado eletrônico fundamental do titânio é 1s 2, 2s2, 2p6, 3s2, 3p6, 4s2, 3d2, o que
proporciona
uma
grande
afinidade
pelos
elementos
hidrogênio,
carbono,
nitrogênio
e
oxigênio, todos formadores de soluções sólidas intersticiais. Os compostos formados com
cada um desses elementos aumentam a dureza e a resistência mecânica em relação à
característica do metal puro [15].
É considerado um dos mais importantes metais não ferrosos devido às suas
propriedades físicas, químicas e mecânicas.
2.1.5.1.1 – Estrutura cristalina do titânio
A estrutura cristalina pode ser entendida como a distribuição espacial ordenada de um
padrão formado por um ou mais átomos. A estrutura do arranjo atômico ou molecular é
responsável pela característica físico-química do material.
O titânio exibe estrutura cristalina do tipo hexagonal compacta (hc) que é denominada
de fase α em uma faixa de temperaturas que vai de 25 0C até 882,5 0C. No limite superior
desse intervalo de temperaturas, o titânio sofre uma transformação alotrópica e passa a
apresentar-se com estrutura cúbica de corpo centrado (ccc), conhecida como fase β. O titânio
13
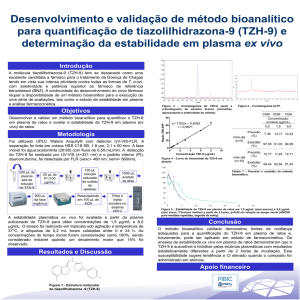
funde-se a 16720C e entra em ebulição a 3260 0C nas CNTP. As transformações físicas e
estruturais do titânio são esquematicamente apresentadas na figura 2 [15,16].
Figura 2 – Transformações alotrópicas do titânio [16].
Ligas do tipo α + β podem ser obtidas por tratamentos térmicos adequados que
produzem precipitação da fase β, que pode ficar retida [15].
Para o titânio, a aresta da célula unitária é igual a 3,3065 Å [17]. Sua razão c/a é igual
a 1,588.
2.1.5.1.2 – Propriedades físicas, magnéticas e mecânicas do titânio
A tabela 2 ilustra algumas propriedades do titânio puro. A tabela 3 mostra alguns
valores das propriedades mecânic as do titânio puro. Todo os valores são os obtidos à
temperatura ambiente de ensaio.
14
Tabela 2 – Propriedades físicas e elétricas do titânio puro [18,19].
Propriedades
Grandezas
Peso atômico
47,88
Massa específica
4,500
Ponto de fusão
1953
Condutividade térmica
21,9
Calor específico
522
Coef. de expansão térmica
255,37
Resistividade elétrica
55 – 65
Condutividade elétrica
2,7 - 3,1
Tabela 3 – Propriedades mecânica do titânio puro [18,19].
Propriedades
Grandezas
Resistência de ruptura em tração
241,26 .106
Resistência à compressão
137,86 .106
Módulo de elasticidade
103,00 . 109
Módulo de rigidez
344,80.108
Dureza (Vickers)
90
Unidades
kg/m3
K
W/m.K
J/kg.k
(293,1-1144,26 K), K
Ω-m
1/Ω-m
Unidades
Pa
Pa
Pa
Pa
HV
O titânio de elevada pureza tem uma resistência à tração relativamente baixa
(241,26 .106 Pa), e elevada elongação até a ruptura (50%). Essas propriedades podem ser
modificadas por meio da formação de ligas.
2.1.5.1.3 – Classificação das ligas de titânio
De acordo com o tipo de microestrutura apresentado, as ligas de titânio podem ser
divididas em cinco classes:
1. liga α ,
2. liga quase α,
3. liga α + β,
4. liga quase β,
5. liga β.
15
2.1.5.1.3.1 – Ligas α
As ligas α contêm altos teores de estabilizadores da fase α. Os elementos que
estabilizam a fase α, chamados de alfagênicos são os metais simples do grupo IIIA e IVA (Al,
Ga e Sn) e os elementos intersticiais ( H, C, N e O) [19].
O principal objetivo da adição de elementos de ligas ao titânio está associado à
mudança do equilíbrio termodinâmico das fases α e β. Com a adição apropriada de elementos
de ligas do titânio, é possível modificar a estabilidade de cada uma das fases e assim,
modificar o comportamento mecânico do sistema. (titânio puro => fase α → a = 0,29508 nm,
c
= 0,46855nm e
c / a = 1,588). Como exemplo de ligas dessa classe cita-se a liga
Ti5Al2,5Sn.
2.1.5.1.3.2 – Ligas quase α
São ligas que contêm elementos estabilizadores da fase α e pequenos teores de
estabilizadores da fase β, na forma metaestável. Como exemplo de ligas dessa classe cita-se a
liga Ti6Al5Zr0,5Mo0,25Si [20].
2.1.5.1.3.3 – Ligas (α + β)
As ligas α + β contêm elementos estabilizadores da fase α e da fase β, ampliando
significativamente, o campo de estabilidade da estrutura α + β, até a temperatura ambiente.
16
Nesta classe, a liga mais utilizada, e que será detalhadamente discutida, é a liga
Ti6Al4V. Umas das principais características da liga Ti6Al4V é,
portanto,
possuir
a fase
α + β, na temperatura ambiente [20].
2.1.5.1.3.4 – Ligas quase β
São ligas com altos teores de estabilizadores da fase β, suficientes para manter a fase β
à temperatura ambiente. As ligas Ti10V2Fe3Al e Ti11,5V2Al11Zr representam esta classe
[20].
2.1.5.1.3.5 – Ligas β
São ligas com altos teores de estabilizadores da fase β. Os elementos estabilizadores
da fase β, chamados de elementos betagênicos, são os metais de transição (V, Nb, Mo, Mg,
Cu, Cr, Fe ) e os metais nobres, isto é, os metais com afinidades com o titânio e que
apresentam a banda de elétrons “d” (subnível d) não ocupado
ou
parcialmente
ocupado[15,18] ( titânio puro => fase β → a =0,33065 nm)[20].
2.1.5.2 – Liga Ti6Al4V
Uma das ligas de titânio amplamente usada é a liga Ti6Al4V contendo 6% Al e 4% V
(% em peso), que tem uma combinação excelente de dureza e resistência à corrosão de
maneira que vem se destacando em aplicações em diversas áreas de indústrias aeroespaciais,
17
para a produção de vasos de pressão e turbinas de aeronaves. Outras aplicações importantes
são como lâminas de compressor, implantes cirúrgicos, etc [20].
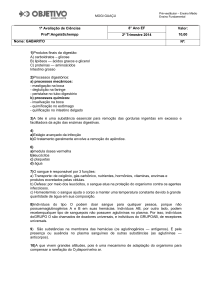
Seções isotérmicas do diagrama de fase ternária de TiAlV para região rica em titânio
são mostradas na figura 3. As posições que correspondem a 6% Al 4% V são indicadas em
cada diagrama.
Conforme estes diagramas, para 1000 OC e para a composição de Ti6Al4V, pode-se
verificar somente a presença da fase β. Para temperaturas menores que 900 0C e 800 0C, essa
composição permite a formação das duas fases α e β concomitantemente. Só podem ser
determinadas as composições químicas de cada fase a uma determinada temperatura se a linha
conjugada (linha pontilhada a-b) é conhecida. A composição 6% Al - 4% V passa pelas três
fases α-β-γ do diagrama, e é razoável assumir que a linha conjugada seja aproximadamente
paralela ao lado do triângulo referente à porcentagem de vanádio [20].
Quando essa liga é esfriada lentamente, o núcleo de α forma-se a partir da fase β.
Devido a esse processo, placas de coloração branca vistas pelo microscópico óptico,
características de fase α, são desenvolvidas. Os resfriamentos lentos induzem, então, à
formação de uma estrutura conhecida como Widmanstätten. A microestrutura característica da
liga nessa condição está ilustrada na Figura 4.
18
Figura 3 – Diagrama de fases da seção isotérmica da região rica em Ti a 1000 0C, 900 0C e
8000C [20].
Figura 4 – Microestrutura da liga Ti6Al4V após um resfriamento lento através da fase β. As
placas brancas correspondem ao material na fase α e entre regiões escuras
que correspondem ao contorno de grão. Esta é uma típica estrutura
Widmanstätten [20].
19
O processo de formação da estrutura Widmanstätten é mostrado esquematicamente na
figura 5, usando uma seção de composição constante com 6% de alumínio por meio de um
diagrama ternário de fases. Na ilustração esquemática das micrografias apresentadas na figura
5, a região escura é a correspondente ao material na fase β, e entre as partes escuras o material
na fase α é representado por partes claras.
Figura 5 – Ilustração esquemática da formação da estrutura Widmanstätten na liga
Ti6Al4V por resfriamento lento através da fase β. A estrutura final é mostrada na
figura 4 [20].
20
A microestrutura representada corresponde à da região constituída de placas paralelas
de α delineadas por fase β. As placas de α são formadas preferencialmente pelos planos
específicos {110} de β, de maneira intrusiva, a partir de limites de grão, formando assim altos
ângulos, próximos de 900, em relação aos contornos de grãos da fase β.
Na figura 6, podem ser observados dois tipos diferentes de martensita que se formam
em função da temperatura. O primeiro tipo é conhecido como fase α ’ e encontra-se arranjado
na forma cúbica de face centrada ou tetragonal de face centrada, enquanto que o outro é a fase
α”, que se apresenta em um arranjo cristalino hexagonal. Acima da linha de transformação de
β, isto é, aproximadamente a 980
0
C, forma-se a estrutura α”, mas esta fase pode conter uma
pequena proporção de fase β. A presença da fase β na estrutura após têmpera, a partir da linha
de transformação β, é devido ao fato da estabilidade da estrutura martensítica terminar na
temperatura martensítica MF que está 25
0
C abaixo da temperatura normal para este metal.
Esse abaixamento da temperatura é decorrente da adição de 4% V na liga Ti com 6% de Al,
que, por apresentarem estruturas cristalográficas de corpo centrado, diminuem o M F em
250 C.
As têmperas feitas a MF não convertem totalmente a fase β em α' ou α ", quando esta
liga é recozida na região das duas fases. A temperatura de recozimento das fases α e β tem
diferentes equilíbrios para diferentes composições de Al e V. Conforme a temperatura de
recozimento diminui, a fase β tem a concentração crescente de V (figura 3). Isto indica que
para esta fase o MS (temperatura de têmpera) e o MF estão diminuindo progressivamente. Para
aproximadamente 8400C, o MS está abaixo de 250C, de forma que nenhuma fase β é
transformada em α’ para uma têmpera realizada além de temperatura de recozimento, e a
estrutura consiste de α primário (presente à temperatura de recozimento) e é retida na fase β.
21
Figura 6 – Ilustração da estrutura formada na liga Ti6Al4V após a têmpera a diferentes
temperaturas de tratamento [20].
2.1.5.2.1 – Propriedades físicas, mecânicas, térmicas e elétricas da liga Ti6Al4V
As tabelas 4, 5 e 6 foram constituídas com os valores das propriedades físicas,
mecânicas e elétricas da liga Ti6Al4V sem tratamento adicional a partir da sua concepção e
medidas à temperatura ambiente
Tabela 4 – Valores das propriedades físicas da liga Ti6Al4V sem tratamento [21].
Propriedades Físicas
Valores
Unidades
Massa específica
4,43
g/cm3
Dureza
334
Brinell
Dureza
363
Knoop
Dureza
36
Rockwell C
Dureza
349
Vickers
22
Tabela 5 – Valores das propriedades mecânicas da liga Ti6Al4V sem tratamento [21].
Propriedades mecânicas
Valores
Unidades
Comentários
Resistência à Tração
950
MPa
Elongação até a ruptura
14
%
em tração
Redução da seção
36
%
transversal
Módulo de Elasticidade
113,8
GPa
Resistência à compressão
970
GPa
Resistência à
Kt (fator de concentração
Cisalhamento
1490
MPa
de tensão)
Razão coeficiente/ módulo
de Poisson
0,342
Resistência ao Impacto
17
J
Resistência à fadiga
510
MPa
1.107 ciclos
Resistência à fratura
75
MPa/m
Módulo de cisalhamento
44
GPa
-
Tabela 6 – Valores das propriedades térmicas da liga Ti6Al4V sem tratamento [21].
Propriedades Térmicas
Valores
Unidades
Comentários
(1)
0
0
CTE, linear 20 C
8,6
20-1000C
µm/m- C
(1)
CTE, linear 2500C
9,6
20-3150C
µm/m-0C
(1)
0
0
CTE, linear 500 C
9,7
20-6500C
µm/m- C
0
Capacidade térmica
0,5263
J/g- C
Condutividade térmica
6,7
W/m
0
Ponto de ebulição
1660
C
Líquido
(1)
CTE = constante
Tabela 7 – Valores das propriedades elétricas da liga Ti6Al4V sem tratamento [21].
Propriedades Elétricas
Valores
Unidades
Comentários
Resistividade elétrica
1,78.10-4
Ω-cm
Permeabilidade
magnética
1,00005
A/m
-
Comparando-se a dureza do titânio em relação à da liga, pode -se observar nas tabelas
3 e 4, que a dureza da liga é 4 vezes maior que ao do titânio puro. Isso mostra que a liga tem
aplicabilidade ampliada em diversas áreas industriais, inclusive na área de biomateriais, onde
se exige melhor desempenho do material.
23
As propriedades mecânicas da liga com relação às do titânio foram mostradas nas
tabelas 3 e 5, podendo-se observar que a liga possui melhores valores de resistência mecânica,
módulo de elasticidade, resistência ao impacto e em outras propriedades mecânicas citadas.
Isto mostra que a liga se destaca em suas propriedades comparando com as do titânio puro.
Enfim, comparando as propriedades mecânicas, elétricas e magnéticas do titânio puro
com a da liga Ti6Al4V observadas nas tabelas 2, 3, 4, 5 e 6 deste capítulo, a liga possui
melhores propriedades que o metal puro. Porém, esta liga ainda não atende aos quesitos
básicos como boa resistência mecânica, dureza, resistência ao desgaste e tensão superficial
para a utilização na confecção de peças para válvulas cardíacas mecânicas necessitando, por
exemplo, de tratamentos superficiais induzidos pelo processo de nitretação iônica, visando o
melhoramento das suas características físico-químicas e mecânicas.
24
2.2 – PLASMA
2.2.1 – Definição do Plasma
O termo “plasma” é usado para descrever uma larga variedade de substâncias
eletricamente quase neutras e que exibem um comportamento coletivo de longo alcance, mas
que possuem localmente cargas elétricas conduzindo correntes elétricas devido à existência de
constituintes carregados como elétrons livres e átomos ou moléculas ionizadas [22,23]. Na
média, um plasma é eletricamente neutro, sendo que qualquer desbalanceamento de carga
resulta no surgimento de campos elétricos que tendem a mover as cargas de modo a
restabelecer o equilíbrio. Como resultado, a densidade de elétrons mais a densidade de íons
negativos deve ser igual à densidade de íons positivos.
2.2.2 – Descarga elétrica
2.2.2.1 – Introdução
O termo “descarga elétrica em gás” é originário do processo de descarga de um
capacitor num circuito elétrico formado por dois eletrodos imersos num recipiente preenchido
com gás a uma dada pressão [24,25].
Mais tarde, este termo passou a ser aplicado a todo circuito com passagem de corrente
elétrica em gás ionizado. Atualmente, o estudo de descargas elétricas cobre um vasto campo
de estudo que envolve todos os fenômenos relacionados com os processos de geração e
sustentação dos estados ionizados dos gases por absorção de energia eletromagnética [25,26].
25
2.2.2.2 – Regiões da curva característica de uma descarga
A figura 7 ilustra um gráfico da diferença de potencial entre dois eletrodos em função
da corrente conduzida através do gás.
Na região da descarga não auto-sustentada (reta de subida da região A), a corrente e a
densidade de portadores de carga envolvida são muito pequenas e proporcionais à intensidade
da fonte de ionização externa. No entanto, partes dessas cargas não chegam ao anodo, pois
colidem com a parede do tubo ou sofrem processo de recombinação. No momento em que o
campo elétrico é suficientemente alto para que todos os elétrons produzidos, por unidades de
tempo, cheguem ao anodo, atinge-se uma corrente de saturação (mostrada nas curvas da
região B da figura 7), que permanece constante para uma grande variação relativamente de
voltagem.
A região BC é chamada de descarga escura ou Townsend, pois o fenômeno ainda não
é visível e tanto a corrente como a densidade de portadores de carga envolvida é ainda muito
pequena. Portanto, o campo elétrico externo não será afetado porque a carga espacial é
desprezível.
Quando um pequeno potencial adicional é aplicado no sistema que se encontra na
condição de descarga Townsend, os elétrons livres produzidos no gás pela ação de uma fonte
de ionização externa serão acelerados em direção ao anodo. Se a energia dos elétrons
liberados for suficiente, os elétrons em movimento do catodo para o anodo poderão colidir
com outras partículas, produzindo novos elétrons, íons e átomos excitados, que aumentam a
corrente elétrica e abaixam a tensão.
26
Tensão (V)
VB
Corrente de descarga (A)
Figura. 7 - Regiões características de tensão x corrente entre dois eletrodos planos imersos em argônio.
(dist. 50 cm; pressão 1.105 Pa). (A) região de descarga não-auto-sustentada, (BC) descarga escura ou
Townsend, (DE) descarga “glow” normal, (EF) descarga “glow” anormal, (FG) região de transição
para regime de arco, (G) descarga em arco [26].
Nesse processo, os íons positivos serão também acelerados e ao colidirem-se com o
catodo liberam elétrons secundários que se somam àqueles produzidos por outros processos
envolvidos na formação do plasma. A tensão de ruptura (VB ), em que ocorre este fenômeno
corresponde à região CD da figura 12 é chamada de ruptura (“breakdown”)[26].
Além de ionização, as colisões inelásticas entre diversas espécies que cohabitam o
plasma produzem também excitação de átomos e moléculas com conseqüente emissão de luz
visível.
Com o aumento da corrente, a densidade de carga torna-se apreciável. Os elétrons
cada vez mais não viajam estritamente ao longo do eixo entre os eletrodos. Devido à grande
mobilidade que possuem, geralmente escapam radialmente do centro da descarga em direção
às paredes do reator, gerando um campo elétrico de carga espacial que acaba repelindo outros
elétrons [27].
27
O equilíbrio no tubo de descarga é estabelecido quando as paredes são isoladas por
meio de um campo elétrico próprio que limita o fluxo de elétrons nesta direção, tal que ocorra
um equilíbrio entre a corrente de elétrons e a corrente de íons na parede. A limitação do fluxo
de elétrons na parede torna a descarga mais eficiente e o potencial necessário para manter a
descarga diminui com o surgimento de uma corrente apreciável. O resultado é uma descarga
brilhante auto-sustentada [26].
Após a região CD, em que se estabelece uma descarga com emissão de luz visível
ainda de forma instável, um novo aumento da corrente responde à invariância no valor do
potencial elétrico através da descarga. Esta nova situação representada pela região DE na
curva
da
figura da figura 7 é conhecida como região de descarga brilhante (“glow
discharge” ). A região de descarga luminescente é uma das regiões mais investigadas até hoje,
devido às inúmeras aplicações desse regime.
Depois que a voltagem alcançou a tensão de ruptura, a descarga brilhante é
estabilizada, e esta região é caracterizada por um baixo gradiente de potencial elétrico. O
campo longitudinal é suficiente apenas para suprir a energia perdida pelos elétrons e íons no
seu movimento de deriva ao longo do tubo de descarga. Quando esse potencial é elevado, a
corrente é aumentada e a descarga se expande até cobrir a superfície inteira de catodo, mas
quando a corrente da descarga aumenta além do ponto de cobertura de catodo, a voltagem
começa a aumentar, e isso corresponde à região EF de descarga na figura 7.
Se a corrente for aumentada, tipicamente para um valor de 1 ampère, verifica-se que a
tensão da descarga diminui rapidamente para algumas dezenas de volts (região FG). O
colapso da tensão ocorrerá principalmente devido ao processo de emissão termoiônica no
catodo que permite a produção de elétrons muito mais facilmente e será formada uma
descarga em regime de arco [27].
28
O processo de nitretação deste trabalho será realizado sob descarga luminescente de
corrente contínua.
2.2.2.3 – Descarga Luminescente
As descargas luminescentes normais são mantidas com corrente de descarga da ordem
de alguns mA. O processo de nitretação por plasma convencional está associado com a
corrente de descarga, a qual deve ser de alta densidade. Isto ocorre na região de descarga
luminescente anômala que fica próximo do catodo. Essa região é utilizada porque permite um
bom controle devido à existência de relação entre voltagem e corrente [28].
Nesse regime, entre o anodo e catodo há a formação de zonas luminosas e escuras,
caracterizadas por parâmetros elétricos distintos (potencial elétrico, densidade de cargas e
corrente).
O regime de descarga luminescente é atualmente muito utilizado em processos de
tratamentos da superfície de materiais. Entretanto, para o processo conhecido como nitretação
iônica, onde íons de nitrogênio devem ser inseridos na estrutura cristalina do material
submetido ao tratamento, é utilizado o regime de descarga abnormal onde o controle do
processo pela relação tensão x corrente é viável com precisão, além de poder produzir uma
maior concentração de íons energeticamente importantes para o processo de tratamento
superficial de materiais.
Neste trabalho, o processo de nitretação foi produzido em reator de jato de plasma de
baixa intensidade operado por descargas elétricas luminosas a corrente contínua, em
nitrogênio puro e em mistura com hidrogênio.
29
2.2.3 – Parâmetros do Plasma
Um plasma é comumente caracterizado por alguns parâmetros básicos [22,23]:
•
densidade da partícula neutra, nn;
•
densidade dos elétrons, ne e de íons, ni, (no estado quase-neutro do plasma as densidades
dos elétrons e do íons podem ser consideradas iguais, ne= ni = n, onde n é denominado de
densidade do plasma); e
•
distribuição de energia das partículas neutras.
Como os plasmas são compostos por diferentes quantidades e tipos de partículas
carregadas ou não, definem-se alguns parâmetros físicos importantes, que são apresentados a
seguir:
2.2.3.1 – Grau de ionização
O grau de ionização é dado pelo quociente da densidade de partículas ionizadas (ni) e
a densidade de partículas não ionizadas (n), ou seja:
α=
ni
n
,
(1)
onde ni é o número de partículas ionizadas e n é o número de partículas neutras.
30
Para plasmas gerados em baixas pressões, o grau de ionização é tipicamente 10-6 a
10-3, porém, em sistemas de alta densidade, podem-se obter graus de ionização até da ordem
de 10-2 [23].
2.2.3.2 – Comprimento de Debye
O comprimento de Debye refere-se à menor distância na qual as características do
plasma são mantidas constantes. Apesar da neutralidade do plasma, não se pode esquecer que
ele é composto de partículas carregadas, e essas partículas interagem com o campo elétrico do
plasma. Este comprimento λD é calculado pela relação:
1/ 2
ε kT
λD = 0 2e
nee
,
(2)
onde:
λD = comprimento de Debye;
ε 0 = permissividade do espaço livre;
e = carga do elétron;
k = constante de Boltzmann;
ne= densidade de elétrons; e
Te= temperatura do elétron.
A alteração local do campo elétrico em torno de uma partícula carregada gera uma
região neutra chamada de bainha de Debye, e esta blindagem produzida pela bainha confere
ao plasma uma característica quase-neutra. A figura 8 mostra, esquematicamente, o
comprimento de Debye em um plasma.
31
Figura 8 – Esquema da blindagem de Debye.
2.2.3.3 – Bainha do plasma
Em uma descarga elétrica os íons positivos na região catódica são acelerados contra o
catodo tendo como uma das conseqüências a ejeção de elétrons secundários da superfície.
Estes elétrons secundários são acelerados para a luminescência pela ação da queda de
potencial existente na bainha catódica.
Na bainha catódica, em razão do forte campo elétrico, os elétrons secundários
adquirem grande energia cinética, podendo chegar ao limite correspondente à máxima
voltagem aplicada ao catodo. Devido a essa grande energia, as seções de choque elétron partículas neutras (átomos e moléculas) são pequenas e produzem poucas colisões de
ionização e excitação. É por isso que a bainha catódica é escura comparada com as regiões
luminescentes. Porém, existem alguns elétrons que produzem colisões ionizantes com as
espécies neutras do gás antes de chegarem na região da luminescência negativa. A figura 9
ilustra estes eventos [24].
32
Figura 9 – Ilustração esquemática do mecanismo de produção de íons na bainha catódica [24].
Outro evento que pode ocorrer na bainha catódica é a troca de carga. Um íon da região
de luminescência negativa chega na interface da bainha catódica possuindo uma energia
cinética desprezível quando comparada com a queda de tensão da bainha. Entretanto,
normalmente os íons colidem antes de chegarem ao catodo. Quando esta colisão se dá entre
um íon e um átomo ou uma molécula neutra, pode ocorrer transferência de carga, muitas
vezes simétrica, deixando o íon neutralizado e a espécie neutra ionizada, como mostra a figura
10 [24].
catodo
Figura 10 – Representação esquemática do fenômeno de troca de carga
na bainha catódica [24].
33
2.2.3.4 – Temperatura do plasma
A temperatura do plasma representa a energia translacional média das moléculas no
sistema, além de ser um dos parâmetros físicos do plasma e definir o estado de um gás neutro
no equilíbrio termodinâmico.
A energia que os elétrons ganham do campo elétrico é transferida parcialmente para o
sistema por meio de colisões elásticas ou inelásticas. O sistema de partículas pesadas perde a
energia nas paredes do recipiente ou câmara que contém o plasma pela radiação ou por
transferência de calor para as paredes da câmara que o contém.
Os elétrons e as espécies pesadas como constituintes do plasma podem ser
considerados aproximadamente como dois subsistemas, cada um em seu próprio quaseequilíbrio térmico. Os íons e os elétrons no plasma podem, conseqüentemente, ser
caracterizados por suas diferentes temperaturas médias específicas: a temperatura do íon, Ti, e
a temperatura do elétron, Te.
De fato, em alguns casos de temperaturas adicionais pode-se caracterizar as partículas
no plasma. Na presença de um campo magnético, até mesmo uma única espécie de plasma, é
caracterizada por meio de duas temperaturas diferentes, uma representando a translação dos
íons paralelos ao campo magnético, (TÐÐ), e outra representando a translação perpendicular
para o campo magnético, (T⊥) [23].
As espécies pesadas no plasma podem ser caracterizadas por meio de diversas
temperaturas no mesmo intervalo de tempo, como: temperatura do gás, (Tg), que caracteriza a
energia translatória do gás; temperatura de excitação, (Tex), a energia das partículas excitadas
no plasma; temperatura de ionização, (Tion) a energia de ionização; temperatura de
34
dissociação, (Td), a energia de dissociação; temperatura de radiação, (Tr), a energia de
radiação.
O equilíbrio termodinâmico existirá no plasma somente se as seguintes igualdades são
satisfeitas [23]:
Tg = Tex = Tion = Td = Tr = Te
(3)
O equilíbrio termodinâmico completo não pode ser conseguido no plasma inteiro
porque a temperatura da radiação, (Tr), no invólucro do plasma, não se pode igualar à
temperatura interna do volume ocupado por plasma. Entretanto, sob certas condições de
laboratório, é possível conseguir um equilíbrio termodinâmico local no volume do plasma da
ordem do livre caminho médio. Se isto acontecer, o plasma, é chamado de plasma em
equilíbrio termodinâmico local (Local Thermodinamic Equilibrium - LTE). No plasma à
pressão baixa produzida pela descarga em corrente contínua ou pela excitação pela rádiofreqüência, as condições de LTE não são geralmente conseguidas, sendo conseqüentemente
denominado plasma não-LTE.
No plasma não-LTE, as temperaturas das partículas pesadas são normalmente
pequenas para promoverem reações químicas no equilíbrio termodinâmico. A temperatura do
elétron é conseqüentemente considerada a temperatura mais importante no plasma, dentre
todas as outras temperaturas diferentes mencionadas previamente.
35
2.2.4 – Processos de colisão do nitrogênio
O estudo dos processos colisionais é muito importante tanto na formação como na
manutenção de uma descarga elétrica. Nesta seção será feita uma breve discussão sobre os
processos colisionais que devem, em tese, estarem presentes na sustentação da descarga,
responsável pelo processo de nitretação em estudo.
Os processos de colisão presentes no plasma frio responsável pela nitretação, podem
ser divididos em três tipos, apresentados a seguir: colisão elástica, inelástica e super elástica.
2.2.4.1 - Colisões elásticas
Uma colisão entre partículas é denominada elástica quando há somente alteração de
energia cinética de translação, não havendo a ocorrência de nenhum processo de excitação ou
ionização das partículas envolvidas, ou seja, suas estruturas e estados energéticos internos
permanecem constantes.
Em meio fracamente ionizado gerado por fornecimento de energias relativamente
baixas, a maioria das colisões é elástica e, portanto, determinam a distribuição da velocidade
das partículas carregadas, porém, não são responsáveis pela criação de espécies reativas
capazes de produzirem transformações nas características superficiais de materiais imersos
em plasma frio.
36
2.2.4.2 - Colisões inelásticas
Neste tipo de colisão, além de proporcionar alterações nas energias cinéticas das
partes, produzem-se também mudanças na energia interna das partículas envolvidas. Uma
grande variedade de processos inelásticos de colisão ocorre num gás parcialmente ionizado.
Pode-se citar para um processo de nitretação a plasma as seguintes conseqüências de colisões
inelásticas [25,29]:
•
Ionização – Os elétrons mais energéticos, ao colidirem com as moléculas do gás,
provocam a remoção de um elétron do átomo, produzindo um íon e dois elétrons:
e− + N 2 → 2e− + N 2+ ;
e− + H 2 → 2e− + H 2+ ; e
e − + N x H y → 2e − + N x H y+ .
Para essas espécies, o potencial de ionização é aproximadamente de 10 eV. Os dois
elétrons formados no processo podem ser acelerados, adquirindo energia suficiente para
causarem novas ionizações, ajudando na manutenção da descarga.
•
Excitação – se a energia de colisão do elétron for inferior àquela necessária para a
ionização, poderá produzir as seguintes excitações:
37
e − + N 2 → e − + N 2* ;
e − + H 2 → e − + H 2* ; e
e − + N x H y → e − + N x H *y ,
onde * representa estados excitados
•
Relaxação ou emissão – Após a excitação das espécies, haverá o decaimento dos
elétrons para níveis menos energéticos, resultando na emissão de fótons:
N 2* → N 2 + hv ;
H 2* → H 2 + hv ; e
N x H *y → N x H y + hv .
Por meio da análise dessa luz emitida pela descarga é possível fazer um diagnóstico do
plasma.
•
Dissociação – Outra importante reação que ocorre no plasma pela colisão de
moléculas com elétrons energéticos é a dissociação. Dependendo da energia do
elétron, poderá haver a formação de átomos neutros, excitados ou ionizados. Para o
caso particular do nitrogênio, tem-se:
38
e− + N 2 → e− + N + N ;
e− + N2 → e− + N * + N ; e
e− + N2 → e− + N + + N * .
•
Recombinação – quando espécies ionizadas chocam-se com uma superfície, elétrons
desta superfície são liberadas. Essas superfícies são neutralizadas pelos seguintes
processos de recombinação:
N 2+ + e − → N 2 ;
H 2+ + e − → H 2 ; e
N x H +y + e − → N x H y .
2.2.4.3 - Colisões superelásticas
Uma colisão entre partículas é denominada superelástica, quando um átomo
excitado colide com um elétron de baixa energia, resultando em um átomo no estado
fundamental e um elétron de alta energia.
39
2.2.5– Jato de Plasma
A expansão de um gás numa câmara de vácuo, princípio em que se baseia o reator a
jato de plasma produzido por uma descarga elétrica a corrente contínua, vem sendo utilizada
desde os anos cinqüenta do século passado, inicialmente como a técnica para produzir feixe
de átomos [30]. O reator a jato de plasma é constituído basicamente de uma pequena câmarafonte de partículas e uma câmara de expansão. O feixe origina-se num orifício entre a câmara
fonte e a câmara de expansão. A pressão e a temperatura do gás são diferentes nas duas
câmaras, devendo ser a pressão na câmara fonte muito mais elevada do que na câmara de
expansão [27,30].
A montagem experimental tem o propósito de produzir feixes de partículas (átomos,
íons, elétrons e radicais). Esse feixe de partículas origina-se na região de constrição de uma
descarga luminescente, onde a predominância de cargas espacial conduz à formação de
potenciais aceleradores, que permitem a continuação da descarga e a formação do jato na
região de alto vácuo (câmara de expansão).
Na figura 11 é mostrada uma imagem digitalizada correspondente à região do orifício
e da expansão do jato até o encontro do substrato. No tubo de descarga, visualiza-se a coluna
positiva e a sua transição para o plasma de constrição.
40
Tubo da descarga
Camada dupla
Coluna positiva
Jato de plasma
Plasma de constrição
Câmara de expansão
Figura 11 – Imagem digitalizada da região do orifício.
O gás na coluna positiva encontra-se num estado ionizado com densidades de
partículas positivas e negativas aproximadamente iguais.
Na câmara de expansão, visualiza-se a transição do plasma de constrição para o jato de
plasma. As condições de operação desta imagem foram: Do = 0,6 mm, fluxo de massa de
nitrogênio 0,3 sccm, corrente contínua de 100mA.
Na figura 12, são mostradas esquematicamente as diferentes regiões formadas numa
descarga elétrica de um gás em expansão.
O plasma da constrição é formado no tubo de descarga ao final da coluna positiva e é
denominado de saco de plasma [27,31,32,33]. Essa é a região de brilho mais intenso. Suas
dimensões dependem da pressão do gás na câmara fonte e da corrente elétrica da descarga.
41
Figura 12 – Diagrama esquemático da formação de um jato de plasma [27].
Quando a pressão é aumentada, o volume do saco diminui, e quando a corrente da
descarga é aumentada, as dimensões deste saco de plasma aumentam atingindo um tamanho
máximo, como é mostrado na figura 12. Na transição da coluna positiva para o plasma da
constrição é formada uma camada dupla.
O campo elétrico dentro da camada dupla acelera os elétrons do plasma da coluna
positiva para dentro do saco do plasma. Íons do saco de plasma são acelerados em direção
oposta ao dos elétrons do plasma catódico (coluna positiva). O plasma da constrição é um
plasma com características de densidade e temperatura de elétrons maiores em relação às da
coluna positiva.
Na fronteira do saco de plasma com a câmara de expansão, também é formada uma
camada dupla, devido a variação abrupta entre as propriedades do saco de plasma e do jato de
plasma.
A camada dupla entre a coluna positiva e o saco de plasma é formada por quatro
grupos de partículas carregadas. Além dos elétrons e dos íons da coluna positiva, há também
íons e elétrons térmicos do saco de plasma. Na segunda camada dupla participam os elétrons
42
energéticos oriundos da coluna positiva e os elétrons e íons gerados no saco de plasma. A
variação de potencial nesta segunda camada dupla acelera os íons e desacelera os elétrons que
se dirigem do orifício para a câmara de expansão. Portanto, o jato de plasma é composto por
elétrons que só podem ser oriundos da camada positiva e pelos íons que só podem ser
oriundos do saco de plasma [27].
2.2.6 – Técnicas de diagnósticos de plasma
Existem diferentes tipos de diagnósticos de plasma. Dentre eles destaca-se o de
analisador de energia de íons. Este analisador é baseado no princípio eletrostático e mede a
energia dos íons no plasma.
O analisador eletrostático de energia é constituído por três grades devidamente
polarizadas, seguidas por um coletor, e é esquematicamente mostrado na Figura 13.
Figura 13 – Diagrama esquemático mostrando a polarização do
analisador de energia de íons [27].
43
Na figura 13, a primeira grade (I) está em um potencial flutuante φf. A segunda grade
(II), que é polarizada positivamente em relação à primeira, tem o objetivo de selecionar os
íons. Desta forma, se esta grade estiver com um potencial φ, somente os íons que possuírem
energia cinética maior ou igual a este valor de energia chegarão ao coletor.
A terceira grade (III) é polarizada negativamente em relação à primeira, e tem por
objetivo devolver ao coletor os elétrons emitidos pelo impacto de íons (eliminação de elétrons
secundários).
A corrente dos íons que chega ao coletor (IV) é monitorada em função do potencial da
segunda grade.
Na construção do analisador deve-se tomar cuidado para que a abertura da malha seja
aproximadamente igual a λD e o espaçamento entre as grades seja no máximo 4λD, onde λD é
o comprimento de Debye no interior do plasma estudado e garante o campo elétrico uniforme
entre as grades [34].
2.2.6.1 - Determinação da energia dos íons
A densidade de corrente de íons coletada pelo analisador é calculada pela relação:
J i (Vφ ) = eni < v i > g ,
(4)
onde,
•
vi é a velocidade média dos íons;
•
ni é a densidade de íons em frente da janela de entrada; e
44
•
g
é a transparência das grades (g1.g2.g3).
Mas,
< vi >=
1
vi, n f i ( v)d 3v ,
∫
ni
(5)
onde vi,n é a velocidade de íons na direção normal à superfície de coleta e ƒ(ν) é a
função de distribuição da velocidade de íons. Substituindo (5) em (4):
ji Vφ = eni g n1
i
∞
∞
3
vi,n fi v d v = eg
vi,n fi v d 3v ,
vc
vc
obtendo-se:
∞
ρ
j i (Vφ ) = eg ∫ vi , n f i ( v ) dv x dv y dv z ,
(6)
vc
onde Vc é a velocidade crítica dos íons, ou seja, a velocidade máxima que os íons chegam no
coletor .
Supondo que o analisador de energia está em um plano paralelo ao plano xy, tem-se
velocidade apenas na direção vz , logo,
∞
ρ
∞
J i (Vφ ) = eg ∫ vi , n f i (v )dvz = eg ∫ vf (v )dvz
vc
.
(7)
vc
45
Observa-se que a densidade de corrente está em função da velocidade e esta expressão
pode ser escrita em função da energia. Da equação da energia cinética tem-se a relação:
E = 1 mv 2 ⇒ dE = mvdv ⇒ vdv = dE
m .
2
(8)
Substituindo (8) em (9), chega-se a:
∞
eg
f E dE = m
ji Vφ = eg
e Vφ
φ
eV φ
f E dE.
(9)
Derivando a expressão (9) em relação à Vφ , obtém-se a função de distribuição de
energia dos íons no espaço de velocidades:
d ji Vφ
f E = m
e2g dVφ
.
(10)
eVφ = E
Entretanto, dn = F E dE = f E 4πv 2dv:
F E mvdv = f E 4πv 2dv ; e
F E = f E 4πv
m .
(11)
Substituindo (11) em (10) tem-se:
m d ji Vφ = 4πv d ji Vφ
F E = 4πv
m e2g dVφ
e2g dVφ
.
46
Como v =
2E , chega-se à expressão para F(E):
m
F E = 4π
e 2g
2E d ji Vφ
m d Vφ ,
(12)
que é a função de distribuição de energia de íons no espaço de energia.
A partir da curva características da variação da corrente coletada no analisador, em
função do potencial retardador no jato de plasma, para os parâmetros previamente descritos
neste capítulo, adquiriu-se uma grande base de dados que foi inserida no software Microcal
Oringin® que por meio de ajuste de curvas de expressões teóricas forneceram os valores de
parâmetros de interesse.
No capítulo 4 serão descritos os resultados experimentais utilizando-se o analisador de
energia.
47
2.3 – NITRETAÇÃO IÔNICA
2.3.1 – Histórico
Do ponto de vista técnico, a nitretação iônica tem uma longa história desde a sua
invenção por Skuple, na Alemanha, em 1920, seguida de solicitação de patente do processo
por Egan, na América em 1931 e Berghaus na Alemanha em 1932 [35 ].
Segundo
Alves
Junior
[36],
a
adaptação
promovida
por
grandes
companhias
automotivas a este processo indica que poderá ser a principal técnica de endurecimento de
superfície do futuro. Companhias como a Rolls Royce, Pilkington, Volkswagen, Peugeot,
Citröen e Renault, através de seus fornecedores, utilizam este processo para tratamento de
suas peças. No Brasil, essa técnica ainda não é muito conhecida, tanto no meio empresarial
como também entre metalúrgicos e engenheiros de materiais, permanecendo a sua divulgação
restrita a apenas aos meios técnicos e científicos em universidades e centros de pesquisas, por
meio de congressos e publicações em periódicos nacionais [36,37,38].
Em 1999, iniciou-se também no Instituto Tecnológico de Aeronáutica (ITA), estudos
experimentais de tratamentos superficiais por nitretação iônica em amostras de ligas de
titânio, mais precisamente em Ti6Al4V, visando melhorar as características tribológicas e
mecânicas e sua compatibilidade biológica superficial com a finalidade de aplicações futuras
na área de materiais para implantes cardiovasculares.
48
2.3.2 – O processo de nitretação
A nitretação é um dos processos mais utilizados para o endurecimento superficial de
peças onde a resistência ao desgaste mecânico e à fadiga deve ser maximizada, podendo
também ser usada para aumentar a resistência à corrosão de metais tratados.
A nitretação por processo convencional é realizada em atmosfera de amônia
parcialmente dissociada a temperaturas entre 650oC e 800oC. O tempo de tratamento é
relativamente longo e pode levar até 50 horas para se obter a profundidade desejada de
camada nitretada [23].
Nitretação a plasma, ou como é muitas vezes denominada nitretação iônica, é um
processo onde se produzem modificações superficiais através de produção e aniquilação de
partículas que constituem o meio ionizado: elétrons, átomos, moléculas, íons positivos, íons
negativos e radicais. Este processo acontece pela interação entre os diferentes tipos de
partículas, descrito no capítulo anterior no item2.2.4.2.
Um equipamento típico de nitretação iônica está esquematizado na figura 14. Ele é
constituído basicamente de um sistema de vácuo, uma fonte de potência e um reator.
O material a ser nitretado é exposto ao plasma produzido por descarga elétrica
luminescente em uma mistura de N2 e H2. Se o material é colocado em contato elétrico com o
catodo da descarga, o termo nitretação iônica pode ser empregado e o aquecimento da peça é
garantido pela passagem de corrente elétrica da descarga e pelo bombardeamento de íons da
bainha catódica. Por outro lado, pode-se também realizar a nitretação de peças que são
posicionadas de maneira a serem embebidas por plasma. Neste caso essa peça pode ser ou não
polarizada em relação ao potencial de plasma da posição em que se localiza e receber controle
49
da sua temperatura por meio de dispositivos como passagem de correntes elétricos ou fluidos
refrigerantes.
Válvula
Amostra
Fluxo de
N2 e H2
+
-
Fonte
D.C.
Câmara
Anodo
Bomba
vácuo
Válvula
Porta-amostra
Catodo
Figura 14 – Esquema básico de um equipamento para a nitretação iônica [39].
O sistema de vácuo acoplado ao dispositivo a plasma deve ser capaz de produzir
pressões em torno de 13,33 Pa e possuir válvulas para controlar a vazão de gases específicos
introduzidos para o processamento do material. A fonte de potência deve possuir, neste caso,
uma saída c.c. com uma voltagem máxima de aproximadamente 1500 V e uma corrente capaz
de fornecer energia à peça para que ela seja aquecida a uma temperatura entre 300 e 600 0C.
Ainda no reator, devem existir saídas para medições de pressão, temperatura e outras
variáveis importantes para o melhor controle do processo [36].
O processo de nitretação iônica pode ser realizado com a utilização de diferentes tipos
de reatores a plasmas, que associados ao grande número de parâmetros independentes,
possibilitam a produção de camada de nitreto com estrutura cristalográfica variada que não se
pode observar em processos convencionais de nitretação.
50
Raveh [7] e Grill [40] observaram que, pelo processo de nitretação iônica, a camada de
nitreto formada na superfície do Ti-6Al-4V é na realidade composta de uma fina camada
externa seguida por uma camada interna produzida pela difusão. A camada externa é
constituída de fases δ -Ti2N cúbica e ε -Ti2N tetragonal. A camada de difusão consiste da fase
ε-Ti2N e uma solução sólida de nitrogênio em titânio a'-(Ti,N). A concentração relativa das
diferentes fases e as suas orientações cristalográficas, assim como as propriedades mecânicas
da superfície tratada, têm sido determinadas como sendo fortemente dependentes dos
parâmetros de plasma, tais como composição do gás de descarga, polarização do substrato,
freqüência da descarga e posição da amostra no interior da câmara.
A escolha adequada da combinação de parâmetros de plasma como temperatura,
mistura de gases, potência elétrica fornecida à descarga luminescente de plasma frio, permite,
portanto, ajustar as propriedades superficiais da peça nitretada.
2.3.3
–
Considerações
fundamentais
de
tratamentos
de
superfície
por plasma
Os elétrons energéticos da descarga elétrica, formadores de plasma, interagem
efetivamente com os elétrons atômicos e moleculares produzindo espécies em concentração
não
observáveis
em
estados
gasosos
normais,
conferindo
ao
plasma
propriedades
extraordinárias para indução de reações químicas [41]. Plasmas também propiciam um
atributo importante como resultado da possibilidade de um controle preciso do fluxo da
energia que é fornecido às amostras.
51
2.3.3.1 – Química de plasma
Uma descarga luminescente (“glow”) pode ser definida como uma região de pressão e
temperatura relativamente baixa na qual o grau de ionização em um estado “quase-neutro” é
sustentado pela presença de elétrons energéticos.
Os elétrons energéticos obtêm sua energia a partir de campos elétricos locais do
plasma ou da vizinhança dos eletrodos. Os eletrodos transferem estas energias aos átomos e
moléculas gasosas via colisões inelásticas com os elétrons primários e secundários, podendo
produzir uma ampla variedade de íons e diferentes tipos de radicais dentro de um gás
molecular. Essas espécies podem interagir entre si ou com moléculas neutras do gás
produzindo outras espécies ativas adicionais em reações de 2a ordem. São essas espécies
ativas produzidas em reações de 1a ordem e ordens maiores que interagem com a superfície
das amostras e produzem modificações superficiais desejadas em materiais.
Configurações de descarga no plasma podem assumir uma ampla variedade de forma
que diferem tanto na geometria quanto nas configurações dos campos elétricos que são
utilizados para fornecer energia aos elétrons.
A figura 15 mostra um diagrama esquemático de processos energéticos em que os
elétrons se envolvem dentro da descarga luminescente do plasma [41]. Parâmetros
importantes que descrevem a capacidade do plasma de induzir as reações químicas são, entre
outros, a densidade dos elétrons, a função de distribuição de energia dos elétrons, fluxo de
massa de gases específicos, misturas de gases e, diferença de potencial.
52
Parede da câmara
Campo elétrico
Elétrons do gás
Distribuição de energia
Função
Temperatura/Densidade
Recombinação
Troca de Momento
Dissociação
Ionização
Íons do gás
Distribuição de energia
Função
Temperatura/
Densidade
Molécula do gás
Temperatura/Densidade
Densidade do estado excitado
Átomo do gás
Temperatura/Densidade
Densidade do estado
excitado
Recombinação
Recombinação
Radical molecular
Parede da câmara
Figura 15 – Processo de troca de energia em plasma de descarga luminescente [41].
Devido aos fenômenos que afetam o plasma e à complexidade resultante da química
de plasma, não é sempre possível prever e controlar o caminho das reações químicas.
A cinética das reações químicas em um plasma frio pode ser considerada como um
caso particular de não-equilíbrio [23], pois enquanto os casos de equilíbrio cinético podem ser
explicados por meio de teorias de colisões, a cinética da química de plasma leva em conta os
fenômenos das colisões não elásticas.
Portanto, os parâmetros que determinam o tipo da estrutura como espessura da camada
do metal afetada e propriedades mecânicas alcançadas pelo material tratado em um processo a
plasma são, entre outros, substância química do material, composição de gás, tempo de
processo e temperatura. Como a nitretação pode ser controlada através das colisões iônicas de
53
nitrogênio sobre a camada superficial do material, o processo a plasma torna-se vantajoso em
relação aos outros processos convencionais por permitir ajustes acurados e precisos dos
parâmetros do processo.
2.3.3.2 – Potencial do plasma
Quando a superfície está em contato com o plasma, a energia de bombardeamento das
espécies que deixam o plasma e alcançam a superfície é dependente da diferença de potencial
instantânea entre o potencial do plasma e o da superfície. A variação no potencial do plasma
através da descarga c.c. de eletrodos simples, paralelamente dispostos, é mostrada na figura
16.
Figura 16 – Esquema da distribuição do potencial de plasma em descarga de eletrodos
planares [41]
O potencial flutuante é o potencial alcançado por uma superfície isolada eletricamente
dos eletrodos. Tais superfícies são bombardeadas por fluxos iguais de elétrons e íons.
Conseqüentemente, há um fluxo livre de íons para a superfície que é negativa relativa ao
54
potencial do plasma e um fluxo livre de elétrons para a superfície, que é positiva relativa ao
potencial flutuante [41].
Em plasma c.c. de baixa pressão, no qual o livre caminho médio do íon é maior do que
a espessura da bainha, a energia dos íons que atingem a superfície do material será igual à da
queda de potencial através da bainha. A pressões mais altas, os íons envolvem-se em colisões
durante sua passagem através da bainha. Trocas de cargas por colisões tornam-se
particularmente importantes e resultam na superfície bombardeada por um grande número de
átomos e íons com energia média freqüentemente menor que 10 % da queda de potencial da
bainha.
2.3.3.3 – Reações entre o plasma e a superfície do substrato
Segundo Edenhofer [42], na nitretação por plasma, os íons atingem a superfície do
substrato com certa energia cinética.
Em tratamento superficial onde se processa principalmente por meio da energia de
ativação do plasma, há o surgimento de um efeito físico, não importando o tipo do gás usado,
e um efeito químico por meio da produção de íons.
As
interações
físicas
e
químicas
da
superfície
do material com íons são
esquematicamente mostradas na figura 17.
55
Processo a plasma
Íon incidente
Físico - inerte
+
+
Químico -inerte
Átomos
arrancados
superfície
camada
Implantação
“Sputtering”
Difusão
Figura 17 – Diagrama esquemáticos dos processos de interações do plasma com a
superfície de materiais [43].
Quando íons de gases inertes energéticos colidem com uma superfície, vários eventos
podem ocorrer:
1 - a partícula pode penetrar na superfície por processo de implantação;
2 – a partícula pode penetrar na superfície por processo de difusão;
3 - como resultado de transferência de momento um átomo da superfície pode ser arrancado;
ou
4 - o íon incidente pode ser refletido na superfície e, subseqüentemente, neutralizar-se por
transferência de carga do material em tratamento.
Além dos processos citados, o bombardeio por íons pode causar a emissão de elétrons
secundários. Estes elétrons são sustentados nos processos pela sua alta energia, que minimiza
a sua seção de choque e diminui a probabilidade de colidirem produzindo processos de
ionização e excitação.
As características dos elétrons secundários produzidos são fortemente
dependentes das colisões das espécies atômicas, ou seja, a presença de contaminantes ou de
56
camadas adsorvidas na superfície, mas podem também apresentar variações em função das
diferentes orientações cristalográficas da amostra exposta ao plasma [28].
2.3.4 – Nitretação iônica utilizando um reator a jato de
plasma
Vários processos a plasma têm sido aplicados para melhorar propriedades físicas ou
mecânicas de superfície de metais como o ferro e titânio. A nitretação é um dos métodos
efetivos para aumentar a resistência ao desgaste e proteção contra corrosão [44].
Jatos de plasmas produzidos pelas descargas c.c e r.f. são também fortes candidatos
para serem aplicados em processos de nitretação com alta eficiência, uma vez que o uso do
jato de plasma em processos de descarga luminescente, apresenta boa relação entre
parâmetros de processos e características físicas e estruturais dos filmes de nitreto produzidos
[44].
2.3.5 – Processo de nitretação iônica no anodo de descarga
luminescente em jato de plasma
Segundo Hudis [45], muitos experimentos de laboratório e melhoramentos técnicos
forneceram novos dados como o entendimento das interações superficiais plasma-sólido e dos
mecanismos dos processos que envolvem a superfície sólida e que são de importância para a
modelagem de processos a plasma.
57
Nestes últimos anos, o efeito da nitretação de plasma tem sido estudado para várias
configurações de reatores a plasma, tais como para descargas em microondas, rádio
freqüência e jato a arco de baixa pressão [46]. Estes trabalhos têm mostrado que, em vista do
aquecimento produzido por bombardeamento de íons, o uso de fontes de íons de alta energia
como fonte de nitretação a plasma é limitado.
Um mecanismo de nitretação iônica sugerido por Kolbel [47] e discutido por
Szalo [48] mostra a ocorrência de compostos FeNH2-3 na superfície nitretada
de aço e a
importância do papel dos processos de transporte de calor por íons.
Na maioria de experimentos de nitretação iônica relatada, as amostras a serem tratadas
serviram de catodo da descarga. A possibilidade de nitretação com amostra posicionada no
anodo de uma descarga “glow” foi sugerida e analisada por Zlatanovic [49,50]. A
possibilidade da nitretação anódica em uma descarga “glow” ofereceu novas possibilidades
para estudar novos processos de nitretação.
Segundo Zlatanovic [49], demonstra-se explicitamente que o nitrogênio na forma
molecular não provoca a formação de camada nitretada, de maneira que um dos possíveis
mecanismos de nitretação anódica deve ser por difusão direta de moléculas da região catódica
para a anódica.
Neste trabalho, um dos objetivos é realizar experiências de modificação das
características superfic iais das amostras da liga Ti6Al4V pela nitretação iônica utilizando
como equipamento um reator de jato de plasma de baixa pressão. Este reator, como será
mostrado em detalhes no capítulo seguinte, possibilita que a amostra seja posicionada no
anodo, devido à estrutura do reator possuir um orifício de constricção.
58
2.3.6 – Propriedades de titânio nitretado
O tratamento de nitretação modifica as propriedades superficiais de titânio produzindo
uma melhor combinação de resistência ao desgaste, fadiga, dureza, tenacidade e corrosão
[28].
2.3.6.1 – Dureza
A dureza é a propriedade mecânica que fornece uma medida da resistência à
deformação plástica de um material. A dureza, em geral, é dada pela razão entre a
carga aplicada e a área da deformação plástica produzida [51].
O perfil de dureza produzido pela nitretação é reflexo da quantidade, tamanho e
distribuição de nitretos e também do nitrogênio em solução sólida [52].
Quando se deseja medir as propriedades mecânicas de filmes finos e materiais
submetidos a tratamentos superficiais, muitas vezes testes convencionais não podem ser
aplicados, pois as cargas a serem utilizadas devem ser tão pequenas que as dimensões das
deformações não podem ser determinadas por meios ópticos [53]. Dentre as técnicas
desenvolvidas para caracterizar as propriedades mecânicas desses filmes finos, destaca-se o
teste de nanoindentação.
59
Para se obter a dureza da camada, sem interferência do substrato, a nanoindentação
mostra um alto grau de precisão. As medidas de dureza com essa técnica é recomendada para
profundidade de impressão menor que 10 % da espessura do filme, embora em alguns
materiais essa propriedade já tenha sido determinada com profundidade de impressão de até
25% da espessura do filme, sem influência do substrato [53].
2.3.6.2 – Resistência ao desgaste
Camadas nitretadas, principalmente por plasma, são conhecidas por beneficiarem um
aumento na resistência ao desgaste. O comportamento ao desgaste depende da microestrutura
da camada. Sabe-se que camadas mais espessas nem sempre resultam em menor taxa de
desgaste, isto porque camadas muito espessas normalmente incluem alguns poros e são
frágeis podendo-se, portanto, fraturarem facilmente [52].
Em ligas de titânio, nas quais os materiais constituintes já são duros, pode-se melhorar
as propriedades tribológicas da superfície, aumentando a resistência ao desgaste. O
melhoramento nas propriedades por nitretação superficial pode ser correlacionado com a
concentração de nitrogênio introduzido por formar uma solução sólida na região de superfície
A resistência ao desgaste na superfície nitretada pode ser investigada utilizando
equipamentos com pino no disco e bola no disco. A resistência ao desgaste do nitreto de
titânio é em geral muito superior que o da amostra sem tratamento [54 ,55].
2.3.6.3 – Resistência à fadiga
60
A resistência à fadiga de peças nitretadas por plasma depende de parâmetros como
profundidade e tensão residual da camada nitretada, controláveis pelo processo. O limite de
carregamentos para fadiga tende a diminuir com o aumento da espessura da camada nitretada,
devido à movimentação dos possíveis sítios de iniciação da trinca de fadiga, da superfície para
o interior da peça. Portanto, quanto maior a tensão na superfície, maior será a fragilização na
interface da camada – substrato favorecendo o surgimento de fraturas [52].
2.3.6.4 – Resistência à corrosão
Dependendo do tipo de metal e do meio corrosivo, a nitretação pode aumentar a
resistência à corrosão.
Em ligas de titânio, o processo de nitretação a plasma promove uma proteção contra a
corrosão facilitando o seu emprego em várias áreas industriais.
Chu e colaboradores [56] fizeram várias pesquisas sobre a resistência à corrosão de
ligas de titânio e de nitreto de titânio e concluíram que, como o processo de nitretação iônica
em ligas de titânio induz a inserção de heteroátomos de nitrogênio na liga, este produz o
aumento da resistência à corrosão.
2.3.6.5 – Ductilidade
O tratamento de nitretação a plasma produz um aumento significativo na dureza
superficial. Esse aumento de dureza é acompanhado em geral pela perda da ductilidade. O
aumento da espessura da camada nitretada também resulta na diminuição da ductilidade.
A ductilidade da camada nitretada é consideravelmente maior se a camada de
compostos consistir de apenas uma fase de nitreto, ou seja, nitretos ε ou γ’[28]. Em camadas
61
polifásicas, contendo uma mistura das fases ε e γ’, há geração de tensões internas nas
interfaces entre diferentes nitretos (cúbico de face centrada e hexagonal compacta) que podem
gerar microtrincas. Portanto, a ductilidade aparentemente mais alta da fase γ’ deve-se ao fato
de que estrutura cúbica de face centrada do nitreto γ’ oferece melhores condições de plano de
escorregamento que a estrutura hexagonal do nitreto ε [42].
2.3.7 – Vantagens do processo de nitretação iônica
A nitretação iônica apresenta algumas vantagens sobre o processo de nitretação
convencional como:
1. versatilidade do processo em termos de controle das propriedades da camada e da
peça em tratamento;
2. temperaturas de tratamento, entre 300 e 600 oC, portanto inferiores que as do
processo convencional que é 8000C;
3. custo de energia e do gás menores que nos processos convencionais; e
4. diminuição do tempo de tratamento, que é de 1 a 10 horas, em comparação às 50
horas necessárias para o processo convencional.
A vantagem pela baixa temperatura do processo a plasma, conferindo maior
estabilidade dimensional da peça processada, indica a utilização desse método para tratamento
de peças onde a tolerância dimensional é tida como fator determinante para a sua aplicação.
62
3 – MATERIAIS E MÉTODOS
3.1 – Materiais
3.1.1 – Características do titânio utilizado
O material escolhido para este estudo foi uma liga de titânio Ti6Al4V adquirido
comercialmente da empresa “Goodfelow Cambridge Limited” na forma de chapa de 1,0 mm e
tamanho 300 X 300 mm.
A análise química foi realizada na Subdivisão de Ensaios e Análises Químicas da
Divisão de Materiais do Instituto de Aeronáutica e Espaço de Centro Tecnológico de
Aeronáutica (AMR/IAE/CTA) por meio da técnica de absorção atômica (Tabela 8).
Tabela 8 – Composição química da liga de titânio utilizado nesse trabalho, analisado na
AMR/IAE/CTA.
Amostra
Titânio 6Al4V
ELEMENTOS
Fe
(%)
0,08
Cu
(%)
0,007
Mn
(%)
0,0003
Cr
(%)
0,01
Ni
(%)
0,01
Mg
(%)
0,0005
Al
(%)
6,53
V
(%)
4,38
As medições de dureza apresentaram um valor médio de 450 ± 18,0 HV, compatível
com as especificações normais para esse material.
63
A figura 18 ilustra a microestrutura da liga de titânio em estudo, onde se pode
identificar os grãos da fase α, correspondentes a regiões mais claras, e grãos da fase β, como
as partes mais escuras.
Figura 18 – Micrografia (óptica) da liga Ti6Al4V antes da nitretação. Aumento de 1000X
A figura 19 mostra um difratograma de raios-X da liga Ti6Al4V obtido com o uso de
raios-X monocromáticos com λ = 1,54 Å (CuKα). Os picos de difração foram identificados
como provenientes das reflexões características da estrutura da liga de titânio.
Essas caracterizações levaram à confirmação de que essa liga está de acordo com a
especificação do produto proveniente do fabricante.
64
Intensidade (unidade arbitrária)
(011)
liga Ti6Al4V
800
600
(002)
400
(012)
200
(010)
(202)
(110)
0
0
20
40
60
(203)
(211)
80
Posição angular (2θ)
Figura 19 – Difratograma da liga de titânio Ti6Al4V ( λ = 1,54 Å).
3.1.2 – Preparação das amostras para a nitretação iônica
Partindo-se da chapa de 1,0 mm de espessura, a amostra a ser nitretada foi cortada em
discos de 1,0 cm de diâmetro e, posteriormente, embutida em uma resina de baquelite de alta
dureza.
A etapa de lixamento foi feita com lixa d’água de granulometria 600 e o polimento foi
realizado em panos especiais para titânio, utilizando-se uma pasta de diamante de 9 µm com
uma solução de 85% de alumina e 15% de peróxido de hidrogênio (H2O2). Após a obtenção
da superfície espelhada desfez-se o embutimento e as amostras foram limpas com acetona em
ultra-som para a eliminação de óleo e/ou gordura e armazenadas em porta-amostras
mantendo-se as superfícies polidas em condições adequadas para a nitretação a plasma.
65
3.1.3 – O equipamento para a nitretação iônica
As nitretações foram realizadas em um equipamento construído por Urruchi W.I. [27]
no Laboratório de Plasma e Processo do Departamento de Física de Plasma do Instituto
Tecnológico de Aeronáutica – LPP/ITA, e esquematicamente mostrado na figura 20.
(8)
Figura 20– Representação esquemática do reator a jato de plasma do LPP [27].
1 – Câmara fonte (vidro – Pyrex)
5 – Entrada de gás (Fluxímetro)
2 - Câmara de vácuo ou de
6 – Sensor de pressão (Íon Gauge)
expansão (vidro – Pyrex)
7 – Sensor de pressão Pirani
3 – Sistema de vácuo (bomba turbo
8 – Anodo
molecular e bomba mecânica)
9 - Catodo
4 - Orifício de expansão
10-Carcaça(anodo)
66
O reator é constituído basicamente de duas câmaras de vácuo, um sistema de
bombeamento e medição da pressão de vácuo, sistema de injeção de gases, uma unidade de
potência elétrica de corrente contínua e um sistema de aquisição de dados e de controle dos
parâmetros de processo.
A primeira câmara, denominada de câmara fonte, consiste de um tubo de 26 mm e
30 mm de diâmetros interno e externo respectivamente, e 250 mm de comprimento, terminado
por um orifício central. No presente trabalho foi escolhido e utilizado um orifício de 0,6 mm
de diâmetro. Esse orifício interliga a câmara fonte à segunda câmara de 140 mm de diâmetro
interno e 300 mm de comprimento denominado câmara de expansão ou de processo,
confeccionada em Pyrex. As flanges foram construídas em alumínio [27].
As duas câmaras são bombeadas de maneira diferenciadas através do orifício
constrictor por uma bomba turbomolecular EXT250 acoplada a uma bomba mecânica
E2M18, ambas da marca Edwards [57].
Sensores de pressão do tipo Pirani são utilizados para medir as pressões na câmara
fonte. Para pressões mais baixas da câmara de expansão é utilizado um sensor do tipo Ion
Gauge. A injeção do gás é controlada por um fluxímetro controlador de fluxo de massa (MKS
modelo 247C).
O porta-amostra que constitui o anodo é feito de liga Ti6Al4V e possui a forma de um
disco de 35 mm de diâmetro e 10 mm de espessura e apoiado sobre um suporte. O suporte é
blindado eletricamente e permite variar as condições do tratamento facilitando, inclusive, o
posicionamento de um imã anelar ao seu redor. O imã permanente produz campo magnético
axial de maneira a induzir um confinamento dos feixes de elétrons e o direcionamento dos
íons positivos para a amostra. Esse dispositivo é mostrado nas figuras 21 e 22.
67
Imã para o confinamento
Termopar
amostra
Porta-amostra
Figura 21 – Ilustração do posicionamento da amostra no porta-amostra.
O disco escuro externo é o imã posicionado ao redor do portaamostra.
Catodo
Anodo
Figura 22 – Ilustração das posições dos eletrodos no reator.
68
3.1.3.1 - Operação
Para a operação do equipamento seguiu-se um roteiro, no qual inicialmente evacua-se
a câmara fonte até a pressão de 1,33 Pa (10-2 Torr) e câmara de expansão até pressão 1,33 10-2
Pa (10-5 Torr). Introduz-se, em seguida, argônio a um fluxo de 2 sccm* e liga-se a fonte de
tensão aumentando–se gradativamente a tensão. Ao mesmo tempo, liga-se um dispositivo
elétrico que produz centelhas para induzir a ocorrência de ruptura e leva-se à extremidade do
cabo deste instrumento junto à câmara de descarga. A ruptura, quando se instala, pode ser
percebida pela luminescência característica do processo ou através do detector de corrente
elétrica da câmara. A limpeza do sistema e da câmara com descarga de argônio é realizada por
aproximadamente 2 horas. Depois de feito esse procedimento de limpeza, repete-se o
procedimento anterior introduzindo-se o gás nitrogênio. Ao se instalar a descarga em N2,
inicia-se a contagem do tempo do tratamento de nitretação.
O bombardeamento iônico produz aquecimento da amostra, facilitando o processo de
difusão de nitrogênio no substrato.
Diversos parâmetros do processo podem ser variados e controlados. A pressão da
câmara é controlada por meio de ajustes do fluxo de massa de nitrogênio. A tensão e a
corrente de descarga são controladas por meio de ajustes da fonte de potência. Além desses
parâmetros, o dispositivo permite ajustar a distância entre os eletrodos.
*sccm “Standart cubic centimeter per minute”. Taxa de fluxo nas condições de pressão
(1 atmosfera) temperatura (0 0C). 79,05 sccm = 1 torr litros/s
69
3.1.3.2 – Calibração
Para determinar a correlação existente entre o parâmetro pressão nas duas câmaras em
relação ao fluxo de gás injetado, mantendo-se constante a capacidade de bombeamento e
orifício de 0,6 mm, determinou-se
o
comportamento das pressões do gás nitrogênio na
câmara fonte (Pirani) e na fonte de expansão (Íon Gauge) em função do fluxo de massa de N2.
Os resultados obtidos são apresentados na forma de gráfico na figura 23.
10
Pressão de vácuo (Pa)
1
0,1
0,01
Nitrogênio
Ion Gauge (Câmara de expansão)
Pirani (Câmara fonte)
1E-3
0
1
2
3
4
5
Fluxo de massa (sccm)
Figura 23 - Pressão na câmara fonte e na câmara de expansão
em função do fluxo de massa.
Com os valores das pressões nas duas câmaras, e levando-se em consideração que o
diferencial de pressão entre as câmaras é um dos parâmetros fundamentais para a
funcionalidade do jato de plasmas, calculou-se o quociente entre os dois valores em função do
fluxo de injeção do gás nitrogênio. O resultado é apresentado na figura 24.
70
câmara fonte / câmara de expansão
15000
14000
13000
12000
11000
10000
Pressão da câmara fonte /
câmara de expansão
DO= 0.6 mm
9000
8000
0
1
2
3
4
5
Fluxo de massa de nitrogênio (sccm)
Figura 24 – Quociente entre pressão da câmara fonte e pressão da câmara
de expansão em função do fluxo de massa de injeção de nitrogênio.
A análise da curva da figura 24 mostra claramente a ocorrência do aumento do
diferencial de pressão entre as câmaras com o aumento no fluxo de gás injetado e
posteriormente uma queda desse diferencial a partir fluxo de 2,0 sccm de N2. Este fato é
esperado, uma vez que a capacidade de bombeamento do conjunto de bombas utilizada é
limitada e mantida constante durante todo o ensaio.
As curvas de velocidade de bombeamento das bombas de vácuo utilizadas no
experimento são mostradas na figura 25 (Catálogo – Edwards) [57].
71
Figura 25 – Velocidade de bombeamento das bombas utilizadas [57].
A figura 26 ilustra a variação de tensão em função do tempo de processo para
corrente constante de 100 mA e para diferentes fluxo de massa de nitrogênio. A análise dessa
figura mostra que, com o aumento de fluxo, é produzido um aumento na tensão da descarga
para manutenção da corrente de 100mA.
9 0 0
Corrente de Descarga = 100 mA
8 8 0
F
F
F
F
Tensão (V)
8 6 0
l
l
l
l
u
u
u
u
x
x
x
x
o
o
o
o
=
=
=
=
0
0
0
1
,
,
,
,
3
5
7
0
s
s
s
s
c
c
c
c
c
c
c
c
m
m
m
m
8 4 0
8 2 0
8 0 0
7 8 0
7 6 0
0
2 0
4 0
6 0
T e m p o
8 0
1 0 0
1 2 0
( m i n )
Figura 26 – Tensão de descarga em função do tempo de operação para
diferentes fluxos de massa de N2.
72
3.2 – Metodologia
3.2.1 – Condições do processo
Com o intuito de tentar determinar as melhores condições de nitretação iônica da liga
Ti6Al4V para um reator de jato de plasma descrito, estudou-se a influência de diversos
parâmetros operacionais nas características das camadas nitretadas formadas.
Alguns parâmetros foram fixados desde o início deste trabalho nos seguintes valores:
•
Distância entre a amostra e o orifício de constrição
•
Corrente da descarga
•
Campo magnético axial
5 cm;
100 mA; e
250 Gauss;
As razões da fixação desses parâmetros nesses valores partiram-se dos experimentos
preliminares
realizados, onde se pode
perceber
(Id = 100 mA), envolvimento completo das
a
amostras
melhor
estabilidade
de
pelo
plasma formado
descarga
pelo
jato
(D = 5 cm). A intensidade do imã não pode ser variada por este dispositivo ser o único
disponível no LPP nas dimensões adequadas para o presente experimento.
Os parâmetros que foram variados são:
•
Fluxo de massa de nitrogênio
•
Temperatura
0,3; 0,5; 0,7; 1,0; 3,0 e 5,0 sccm;
400 a 600 °C, em função da descarga;
73
•
Pressão de trabalho
10-2 a 10-3 Pa em função do fluxo;
(câmara de expansão)
•
Tempo de processo
0,5; 1,0; 1,5; 2,0 e 3,0 horas;
•
Mistura de N2 : H2
67:33, 33:67 (%vol) para 0,3 sccm total ,
(% em volume);
80:20, 20:80 (%vol) para 0,5 sccm total; e
Condições elétricas
aterrado e flutuante.
•
A parte experimental deste trabalho foi dividida em várias etapas, de acordo com o
objetivo específico.
3.2.1.1 – Estudo da influência do fluxo de massa na nitretação por jato de plasma
O reator a ja to de plasma de corrente contínua, foi montado para este conjunto de
experimentos conforme esquematicamente mostra a figura 27.
A limpeza do sistema de vácuo, da câmara e da amostra, foram realizadas por meio de
descarga de argônio mantendo-se por 2 horas, corrente da descarga de 100 mA e tensão entre
700 e 800 V. A temperatura da amostra variou entre 300 a 400 OC como conseqüência da
formação de jato de plasma de argônio.
74
Figura 27 – Esquema do arranjo experimental com o alvo aterrado para o estudo da
influência do fluxo de N2 na nitretação de Ti6Al4V [27].
Após a realização do procedimento de limpeza, desligou-se a fonte de tensão e fechouse a válvula do argônio, abriu-se a válvula do fluxímetro para a introdução de nitrogênio
previamente ajustado para o fluxo desejado. Após conseguir a tensão de ruptura, a uma
pressão de 10-3 Pa a 10-2 Pa na câmara de expansão e 15 a 350 Pa na câmara fonte, fixou-se o
tempo de processamento em 2 horas mantendo-se constante a corrente da descarga fixada em
100 mA. A tensão aplicada variou entre 1000 e 1200 V para amostra aterrada, como mostra a
figura 27. Nessas condições, a temperatura do processo variou entre 400 e 500 OC medida
com termopares do tipo cromel-alumel. Foram efetuados tratamentos utilizando-se fluxos de
0,3; 0,5; 1,0; 1,5; 2,0; 3,0; 4,0 e 5,0 sccm.
75
3.2.1.2 – Estudo da influência do intervalo de duração do processo na camada
nitretada
Essa etapa do experimento foi planejada com o intuito de verificar o comportamento
da
nitretação
variando-se
o
tempo
de
tratamento
a
uma
pressão
constante
de
aproximadamente de 3.102 e 8.10-3 Pa, na câmara fonte e na de expansão, respectivamente.
Efetuada a limpeza convencional com plasma de argônio, iniciou-se o tratamento
fixando o fluxo de massa de nitrogênio de 0,3 sccm, corrente da descarga de 100 mA. A
tensão foi mantida em valores entre 1000 a 1200 V. A amostra foi fixada como alvo
polarizado (+) 60V. Nessas condições a temperatura da amostra atinge 550 OC, mantendo-se
constante durante a operação. O arranjo experimental empregado para este tratamento é
mostrado na figura 28.
Figura 28 – Arranjo experimental empregado para o estudo da influência do tempo de
processamento nas propriedades da camada nitretada formada em Ti6Al4V [27].
76
Nas condições citadas, foram efetuados tratamentos para intervalo de tempo de
processamento de 0,5; 1,0; 1,5; 2,0; 3,0 horas.
3.2.1.3 – Estudo da influência da mistura de gases N2 : H2 na camada nitretada
O
comportamento
da
nitretação
das
amostras
de
Ti6Al4V,
variando-se
a
proporcionalidade da mistura de nitrogênio e hidrogênio, também foi estudado. Nesses
tratamentos utilizaram-se fluxos de massa total de 0,3 e 0,5 sccm de mistura de nitrogênio e
hidrogênio, corrente da descarga de 140 mA, tensão entre 1000 a 1100 V, amostra polarizada
(+) 150V, distância entre a amostra e o orifício de constrição de 5 cm, temperatura constante
de 550 OC. O esquema do arranjo experimental deste conjunto de tratamentos é mostrado na
figura 28.
Para esses tratamentos utilizaram-se misturas de N2 e H2, para um fluxo de massa total
inicial de 0,3 sccm na proporção de 67% de N2 - 33% de H2 e de 33% de N2 - 67% de H2
(%volume). Para a fase posterior, com um fluxo total da mistura mantido a 0.5 sccm, utilizouse uma proporção da mistura de 80% de N2 - 20% de H2 e de 20% de N2 - 80% de H2
(%volume).
O tempo de duração dos processamentos de nitretação desta fase foi mantido fixo em
2 horas.
Para esse tipo de descarga de mistura não foi possível manter a descarga autosustentada para correntes de 100 mA como nos experimentos de outras etapas. Assim, esse
parâmetro foi variado entre 120 a 140 mA.
Por outro lado, também não se conseguiu utilizar polarizações menores que 100 V,
pois sem uma polarização superior a 100V a temperatura não atingia 5500C.
77
Para todos os tratamentos realizados, após o tempo normal de processo, desligou-se a
fonte deixando a amostra resfriar sem abertura da câmara.
3.2.1.4 – Técnica de caracterização do plasma
Foi construído e utilizado um analisador de energia para diagnosticar o plasma de
argônio, nitrogênio e hidrogênio para as condições de processo utilizadas nas etapas deste
trabalho. Foi observado também que, devido a alta energia dos íons, ocorria rápida
deterioração do analisador, sendo necessária a sua substituição com alta freqüência.
Foi construído um analisador de energia que consistiu de três grades, separadas por
anéis de cerâmica e um coletor de cobre com base na teoria disposta no capítulo precedente.
Todo o conjunto do analisador foi acondicionado num tubo de vidro. A Figura 29 mostra
como as grades foram polarizadas.
Figura 29 – Desenho esquemático dos potenciais de polarização das grades do
analisador de energia [34].
78
Foram
realizados
os
seguintes
procedimentos
para
a
obtenção
das
curvas
características do analisador de energia:
•
Posicionou-se o analisador a uma distância de 5 cm do orifício de constrição;
•
Ligou-se o sistema de vácuo e, após atingir uma pressão de fundo menor que
6.10-3 Pa, injetou-se nitrogênio a um fluxo variado, levando a uma pressão na câmara
conforme mostra a tabela 9;
•
Ligou-se a fonte de potência e ajustou-a para trabalhar a 800 V cc;
•
Montou-se o circuito de operação do analisador e ajustou-se o potencial da terceira
grade de modo a obter a máxima corrente coletada;
•
Traçou-se a curva característica do analisador variando a tensão de polarização da
segunda grade;
•
Ajustou-se o fluxo variando para 0.3, 0.5, 0.7 e 1.0 sccm e repetiram-se os passos
anteriores;
•
Ao terminar o experimento, fecharam-se as válvulas de injeção de gás, desligou-se o
sistema de vácuo e abriram-se os anéis de vedação de modo a permitir a entrada de ar
na câmara.
Tabela 9 – Resultados da pressão em função do fluxo de nitrogênio para se medir a
energia dos íons positivos no reator .
Fluxo de massa de nitrogênio (sccm)
Pressão de trabalho (Pa)
1,0
0,7
0,5
0,3
6,4 .10-3
6,0 .10-3
5,7 .10-3
5,4 .10-3
79
O analisador foi utilizado para medir a energia dos íons positivos. Ao interceptar o jato
de plasma, é formada uma bainha em frente do analisador de energia como é mostrado na
figura 29.
Os íons penetram na primeira grade (GI), que está num potencial flutuante φf . A grade
(GII) é polarizada com um potencial retardador de 0 a 250V. A terceira grade (GIII) é
utilizada em combinação com a placa coletora, suprimindo a corrente devido à emissão de
elétrons secundários produzidos pelo impacto de íons no coletor. A corrente no coletor é
ajustada em um gráfico em função do potencial retardador φ [27,58].
O potencial da grade (GII) serve para selecionar a energia dos íons, isto é, apenas os
íons com energia cinética maior que o equivalente potencial retardador poderão chegar ao
coletor.
Com isso o fluxo de íons coletados decresce com o aumento do potencial na grade
(GII).
A corrente de íons depende da função de distribuição de energia F(E).
3.2.2 – Técnicas de caracterização das camadas nitretadas
As
amostras
relativas
a
cada
condição
de
tratamento
da
nitretação
foram
caracterizadas quanto à sua microestrutura através de técnicas como difração de raios-X,
microscopia eletrônica de varredura, espectroscopia de energia dispersiva de raios-X,
determinação da tensão superficial (ângulo de contato) e nanoindentação.
80
3.2.2.1 – Difração de raios-X
A técnica de difração de raios-X é usada para obter informações sobre o arranjo da
estrutura cristalina do metal. Esse método tem-se mostrado eficiente na identificação e
determinação quantitativa das fases das camadas nitretadas. Segundo Martovitskaya [59], a
intensidade das linhas de difração é função da concentração da fase e da espessura da camada.
A análise estrutural de material por difração de raios-X baseia-se no estudo do
diagrama de difração, produzido pela interferência das reflexões geométricas dos feixes de
radiação monocromática de raios-X incidentes sobre a amostra, como esquematicamente
ilustrada na figura 30.
Figura 30 – Diagrama esquemático da geometria de reflexão dos feixes de raios-X por
diferentes planos formados pelos átomos constituintes do material [60].
A relação entre o comprimento de onda (λ) do feixe de raios-X, os ângulos de difração
(2θhkl ) e a distância entre os planos atômicos paralelos de um retículo cristalino (dhkl), é dada
pela equação de Bragg, onde n corresponde à ordem de difração [59,60]:
nλ = 2dhkl sen θhkl
(13)
81
Assim, pode-se calcular as distâncias interplanares do material cristalino, que
dependerá somente do arranjo dos átomos na célula unitária. Portanto, com essa técnica, a
incidência do raio monocromático e a detecção dos raios difratados são realizadas por uma
varredura contínua do ângulo de espalhamento 2θ, a uma velocidade constante, obtendo-se
gráficos de
intensidade relativa de feixe difratado em função do ângulo de espalhamento
( I x 2θ).
O equipamento de raios-X utilizado foi o difratógrafo Philips, modelo PW 1210 como
mostra a figura 31, com monocromador
para
obtenção
de
radiação
Kα de Cu,
com
λ = 1,54 Å. No caminho da detecção encontra-se um filtro de Ni para minimizar a influência
dos espalhamentos de segunda ordem, e um colimador com fendas de 20, 2 mm e 20, para
diminuir a divergência.
O intervalo de varredura foi fixado entre 20 e 800, visto que os picos de difração de
maiores intensidades do Ti6Al4V e TiN (fase α), que se espera identificar, ocorrem para
valores de 2θ dentro dessa faixa.
A tensão aplicada no tubo foi de 40 kV e corrente
de
20 mA.
Todos os ensaios de difração de raios-X deste trabalho foram realizados no Centro
Técnico Aeroespacial (CTA) na Divisão de Materiais (AMR), do Instituto Tecnológico de
Aeronáutica.
82
Figura 31 – Difratômetro de raios-x da AMR// IAE/CTA.
3.2.2.2 – Microscopia Eletrônica de Varredura
A microscopia eletrônica de varredura foi utilizada para a observação, com maiores
detalhes, da microestrutura da camada nitretada, buscando-se uma relação entre os
microconstituintes e as fases detectadas por difração de raios-X.
O microscópio eletrônico de varredura (MEV) é um dos instrumentos mais versáteis
para investigar microestrutura de materiais metálicos. Comparado ao microscópio óptico, sua
expansão de resolução é bem maior que uma ordem de magnitude, pois permite analisar com
resolução adequada objetos de aproximadamente de 10 nm (100 Å) [61].
Além da alta resolução, a principal vantagem dessa técnica é a grande profundidade de
foco, que permite obter imagens tridimensionais da amostra, muito úteis para examinar
superfícies de fratura [61].
83
O microscópico eletrônico de varredura é constituído basicamente dos seguintes
módulos, cujos componentes são esquematicamente mostrados na figura 32.
Figura 32 – Diagrama ilustrativo dos principais componentes do microscópio
eletrônico de varredura [61].
1) Coluna óptica constituída de canhão de elétrons e de lentes eletromagnéticas;
2) Câmara de vácuo onde a amostra é colocada;
3) Sistema de vácuo;
4) Controle eletrônico de varredura;
5) Sistema de visualização de imagem.
As imagens são formadas fundamentalmente como resultado da interação de feixe
eletrônico colimado de alta energia, aproximadamente de 25kV, com a superfície da amostra.
84
A interação, produzida em todo o campo da amostra, é decorrente da varredura
horizontal e vertical do feixe de elétrons. Quando um feixe de elétrons de alta energia incide
sobre um material, dá origem a uma série de sinais que podem ser captados em pulsos
elétricos por meio de um sistema eletrônico, sendo em seguida amplificados para finalmente,
serem transformados em imagem por meio de um sistema de visualização [62].
A figura 33 apresenta esquematicamente os principais sinais originários da incidência
de um feixe de elétrons de alta energia sobre uma amostra.
Figura 33 – Representação esquemática da conseqüência da incidência de
um feixe de elétrons de alta energia sobre a amostra [62].
As análises por microscopia eletrônica de varredura deste trabalho foram realizadas no
Instituto Nacional de Pesquisa Espaciais (INPE) no Laboratório Associado de Materiais e
Sensores com o microscópico Jeol, modelo JSM-5310 ilustrado na figura 34, e no Centro de
Analises Químicas Instrumentais do Instituto de Química da USP de São Carlos. As
microanálises por Espectroscopia por Energia Dispersiva de Raios-X - EDS foram feitas com
o equipamento da marca LÉO, modelo 0-440 do Instituto de Química da USP de São Carlos.
85
Nessas análises puderam ser identificadas as microestruturas das composições das inclusões,
bem como dos precipitados presentes na camada nitretada.
Sistema de EDX
Figura 34 – Microscópio eletrônico de varredura do INPE.
3.2.2.3 – Determinação da tensão superficial (molhabilidade)
A tensão superficial ou tensão de molhabilidade (τ
τ ) trata da diferença entre as tensões
interfaciais sólido-vapor e sólido-líquido dada pela equação de Young [63,64]:
τ ≡ γ(lv).cosθ = γ(sv) - γ(sl),
(14)
86
onde: τ é a tensão superficial ou tensão de molhabilidade,
γ (lv) é a tensão interfacial líquido-
vapor, γ(sv) é a tensão interfacial sólido-vapor e γ (sl) é a tensão interfacial sólido-líquido.
A medição do ângulo de contato entre o líquido e as amostras tratadas foi realizada
utilizando o método da gota. O método resume-se em gerar uma pequena gota de uma solução
de 0,9 % em volume de NaCl a 0,1 N sobre a superfície que se deseja estudar e observar o
ângulo formado pela interface sólido-líquido-gás. Este ângulo é chamado de ângulo de
contato e traz consigo informações sobre a energia superficial do substrato sólido (Lei de
Young) [63,64].
O ângulo de contato é normalmente medido por um goniômetro. Porém, no presente
trabalho, uma gota de 10µL (0,1N) foi adicionada sobre a superfície da membrana com
auxílio de uma microseringa (Hamilton) com uma pressão constante e após 10 min essa gota
foi fotografada e submetida a processamento digital para obtenção da largura e altura da gota,
como mostra a figura 35.
Todo o procedimento foi efetuado em uma sala refrigerada com temperatura constante
de 20oC. O ângulo de contato foi calculado pela equação 15:
θ = 2. arctg(2hg/d),
(15)
onde θ é o ângulo de contato, hg é a altura da gota e d é a sua largura.
A tensão superficial (τ) é calculada pela equação 16 [63,64]:
τ = 72,8cos(θ).
(16)
87
h
d
Figura 35 – Esquema representativo da medida do ângulo de contato [63].
As medições dos ângulos de contato em amostras nitretadas foram realizadas no
Departamento de Química e Física Molecular - DQFM/ IQSC / USP de São Carlos,
utilizando-se um sistema montado pelo próprio departamento como mostram as figuras 36 e
37.
Anteparo para filtrar o flash
Flash
Maquina fotográfica
Amostra
Objetiva
macro
Suporte do flash
Suporte para amostra
Suporte da máquina
fotográfica
Figura 36 – Sistema montado na USP para medir tensão superficial.
88
Foi utilizada uma máquina fotográfica da marca Pentax, modelo ME presa em um
tripé, contando também com um flash da marca Pentax fixo ao suporte. Nessa máquina
fotográfica foi acoplado um dispositivo junto à objetiva de 50 mm, transformando o sistema
numa objetiva macro, com o intuito de favorecer uma melhor aproximação da imagem da gota
sobre a superfície da amostra. Uma microseringa foi utilizada para depositar 10µL da solução
de NaCl sobre a amostra.
A amostra foi colocada sobre um suporte que possibilitou ajustes nas coordenadas X,
Y e Z, para facilitar o ajuste do foco da objetiva em ralação a posição da gota com relação à
objetiva. O esquema do aparato é apresentado na figura 37.
Figura 37 – Esquema do aparelho para medição do ângulo de contato da USP/ São Carlos.
89
3.2.2.4 – Nanoindentação
Para a realização dos ensaios de dureza por nanoindentação utilizou-se um
nanodurômetro da marca MTS e modelo Nano Indenter XP do Departamento de Física da
UFPR, ilustrado na figura 38.
Todos os ensaios foram realizados sobre a superfície da amostra sob temperatura
constante de 23,50 C e umidade relativa de 50 %.
Foram feitas 15 impressões em cada amostra, sendo que em cada indentação foram
realizados 8 descarregamentos
de cargas com variação de 50; 25; 12,5; 6,3; 3,2; 1,6; 0,8 e
0,4 mN.
Figura 38 – Nanoindentador do Departamento de Física da UFPR.
A dureza, em geral, é dada pela razão entre a carga aplicada e a área da deformação
plástica produzida, como mostra a equação 17 [53,65]:
90
H=
F
.
A
(17)
O ensaio de nanoindentação é uma técnica utilizada para medir propriedades
mecânicas
de
filmes
finos
e
propriedades
mecânicas
de
materiais
com
superfícies
modificadas.
O penetrador freqüentemente utilizado nos ensaios de nanoindentação é o de ponta de
diamante do tipo Berkovich que possui geometria de uma pirâmide regular de base triangular,
onde cada lado faz um ângulo de 65,3
0
com normal à base de tal forma que tem a mesma
relação profundidade-área apresentada pelo penetrador tipo Vickers.
As duas propriedades mecânicas mais freqüentemente medidas, utilizando a técnica de
nanoindentação, são o módulo de elasticidade (E) e a dureza (H). No método utilizado, essas
grandezas são obtidas a partir de um ciclo completo de aplicação e alívio de cargas
(carregamento e deslocamento). A figura 39 mostra uma representação esquemática de uma
seção em dois momentos de uma indentação e identifica os parâmetros utilizados na análise
[53].
Em qualquer instante durante a carga, o deslocamento total do penetrador (h) é dado
por:
h = hC + hS ,
(18)
onde hC é a profundidade de contado e hS é o deslocamento da superfície no perímetro de
contato e h é a profundidade da impressão residual.
Através de um tratamento matemático, segundo Pharr [53], pode-se chegar à seguinte
equação para o cálculo da dureza:
91
H=
Pmax
A
(19)
,
onde Pmáx = carga máxima da indentação sobre a amostra e A= área de contato projetada
para a carga máxima.
A figura 39 mostra uma representação esquemática de uma seção em dois momentos
de uma indentação e identifica os parâmetros utilizados na análise.
Figura 39 – Representação esquemática: (a) de uma
seção através da nanoindentação (b)
da carga aplicada versus profundidade
de penetração do penetrador [53].
92
A partir da equação (18) e analisando a figura 39(a), admitindo o uso do penetrador
tipo Berkovich, pode-se determinar a profundidade de contato pela equação (20).
hc = hmáx − hs
,
(20)
onde hC é a profundidade de contato, hmáx é o deslocamento máximo do penetrador e hs é o
deslocamento da superfície no perímetro de contato.
O deslocamento do perímetro de contato, por sua vez é dado por:
hs = ε .
Pmáx
S
,
(21)
onde S é a rigidez do material e ε assume os valores iguais a 1,0; 0,75 ou 0,72 conforme a
geometria da ponta do penetrador. Portanto, determina-se o módulo de elasticidade do
material a partir da sua dureza.
.
93
4 – RESULTADOS E DISCUSSÃO
Todas as nitretações foram realizadas no Laboratório de Plasma e Processos do
Departamento de Física de Plasma do ITA.
Os resultados da determinação de dureza por nanoindentação, análise microestrutural
por espectroscopia de energia dispersiva (EDS), análise da estrutura cristalográfica por
difração de raios-X, análise da textura morfológica por microscopia eletrônica de varredura e
análise da energia superficial por medição do ângulo de contato, serão apresentados a seguir e
discutidos para elucidar a influência dos parâmetros do processo de nitretação assistido por
plasma, nas características superficiais do Ti6Al4V tratada.
Os resultados serão apresentados em quatro etapas de acordo com o parâmetro do
processo específico estudado:
•
fluxo de massa de nitrogênio : 0,3; 0,5; 0,7 e 1,0 sccm;
•
tempo de processo fixado em : 30 min, 60 min, 90 min e 120 min;
•
proporção de gases na mistura N2 : H2 para dois fluxos de massa totais distintos :
67 : 33 e 33 : 67 (%volume) para fluxo total de 0,3 sccm e
80 : 20 e 20 : 80. (%volume) para fluxo total de 0,5 sccm; e
•
energia dos íons positivos no reator para as condições dos processos de nitretação
estudados.
Todos os ensaios de nitretação, exceto para os de mistura de gases, são realizados
mantendo fixa a corrente da descarga em 100 mA.
94
4.1 – Nitretação com variação do fluxo de massa de nitrogênio
Nesta etapa do trabalho foram realizados experimentos de nitretação mantendo fixo o
tempo de processo em 120 min e tendo como parâmetro de variação o fluxo de N2. Nestas
condições foram medidas a temperatura e a tensão da descarga cujos valores são apresentados
na Tabela 10.
Tabela 10 – Parâmetros do processo para diferentes valores de fluxo de N2.
Fluxo
Temperatura
Tensão da descarga
(sccm)
(0C)
(V)
0,3
484
762-780
0,5
461
796-830
0,7
430
804-850
1,0
398
817-890
Os resultados obtidos das caracterizações físicas e mecânicas das amostras nitretadas
em diferentes condições de fluxo de N2 são apresentados e discutidos a seguir:
4.1.1 – Difração de Raios -X
O difratograma de raios-X da liga Ti6Al4V original é apresentado na figura 40. Os
picos de difração presentes neste diagrama são todos identificados como sendo oriundos da
reflexão dos planos cristalográficos da estrutura de titânio-α hexagonal. Os índices
correspondentes a cada reflexão são apresentados juntos a cada pico na própria figura 40.
95
Intensidade (u.a.)
5 0 0
L i g a
( 1 0 1 )
T i 6 A l 4 V
4 0 0
( 0 0 2 )
( 0 1 0 )
3 0 0
( 1 1 0 )
2 0 0
( 1 0 3 )
( 1 0 2 )
1 0 0
( 2 0 0 )
( 1 1 2 )
( 1 1 0 )
( 2 0 1 )
0
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
( 2 θ )
Figura 40 – Difratograma de raios-X da liga Ti6Al4V antes de ser nitretada.
Na figura 41 são apresentados os difratogramas de 4 amostras nitretadas em fluxos
diferentes de N2. A análise comparativa dessas curvas com a da amostra original evidencia a
formação de uma estrutura de material com característica cristalográfica diferente da liga
Ti6Al4V.
Ao mesmo tempo, observa-se ainda a presença da maioria dos picos de difração
identificados como sendo da estrutura de titânio-α hexagonal, indicando que o material
formado na superfície é suficientemente delgado para permitir a passagem do feixe de raios-X
através dele e revelar a estrutura do substrato existente no plano inferior.
96
Fluxo de N 2d e 0 , 3 s c c m
(211)
Ti 2N
Intensidade (u. a.)
(101)
Ti2N
(002) (220) (331)
Ti2N Ti N Ti N
2
2
(220)
Ti 2N
Fluxo de N 2d e 0 , 5 s c c m
(222)
TiN
(112)
Ti6Al4V
(303)
Ti 2N
(222)
TiN
(002)
Ti 2N
(220)
Ti 2N
Fluxo de N 2d e 0 , 7 s c c m
(303)
Ti2N
(303)
Ti2N
(222)
TiN
Fluxo de N 2d e 1 , 0 s c c m
(303)
Ti2N
(220)
Ti2N
0
10
20
30
40
50
60
70
(222)
TiN
80
90
2θ
Figura 41 – Difratogramas de raios-X das amostras nitretadas em diferentes
fluxos de N2.
Os picos adicionais presentes nos difratogramas da figura 41 podem ser atribuídos a
reflexões de duas fases de nitretos: ε -Ti2N e δ - TiN. Além disso, uma análise comparativa
entre eles permite observar que ocorrem variações nas intensidades de diversos picos em
função do fluxo de N2 injetado. Observa-se que ocorre uma proeminência do pico de Ti2N a
2θ = 63,50, para uma amostra nitretada com 0,7 sccm de N2. Os picos identificados como
sendo de TiN presentes a 2θ = 66,7 e 76,50 apresentam maior amplitude para amostras
tratadas com fluxos de 0,3 e 0,5 sccm de N2.
97
De acordo com a literatura [7 e 40], a camada de nitreto da superfície de Ti6Al4V é
composta por uma camada superficial externa com estruturas de δ-Ti2N cúbica e ε-Ti2N
tetragonal, seguida por uma camada interna produzida pela difusão constituída da fase ε-Ti2N
e uma solução sólida de nitrogênio em titânio a'-(Ti,N). Ettaqi e colaboradores [66], por sua
vez, nitretaram o titânio através de plasma pulsado e utilizando a técnica de difração de raiosX, identificaram a formação de duas fases: nitreto de titânio cúbico (TiN) e nitreto de titânio
α-hexagonal (TiN0.3). Entretanto, os autores concluem que os padrões de difração para essas
duas fases são bem parecidos e difíceis de serem distinguidos.
Os diagramas obtidos e apresentados, mesmo para aquelas amostras que apresentaram
os picos das fases de nitretos relativamente intensos, não permitiram identificar todas as fases
indicadas na literatura. A razão da impossibilidade dessa verificação pode ser atribuída ao fato
das camadas nitretadas das amostras obtidas, não serem suficientemente espessas a ponto de
permitirem a observação dos picos correspondentes a estas fases pela técnica de medição
simples utilizada neste trabalho.
Os resultados apresentados permitiram verific ar que o processo utilizado cria fases de
nitreto de titânio na sua superfície e que a proporção de ocorrência de cada fase, assim como a
orientação preferencial de titânio hexagonal na superfície sofre influências significativas da
taxa de injeção do N2 utilizada durante o processo.
98
4.1.2 – Microscopia Eletrônica de Varredura (MEV)
A topografia das amostras tratadas em diferentes condições de fluxo de N2 foi
analisada pela técnica de microscopia eletrônica de varredura. Os resultados representativos
em termos de micrografias obtidas são apresentados nas fotos da figura 42. A micrografia (a)
representa a superfície da amostra nitretada com fluxo de 1,0 sccm de N2, enquanto que as
outras, na seqüência, correspondem às superfícies da camada de nitreto obtida com uso de
fluxos menores, isto é, (b) = 0,7 sccm, (c) = 0,5 sccm e (d) = 0,3 sccm.
1,0 sccm
0,7 sccm
0,5 sccm
0,3 sccm
Figura 42 – Micrografias eletrônicas (MEV) das da camadas nitretadas para diferentes
valores de fluxo de N2 – aumento 10.000X.
99
A análise comparativa entre essas micrografias permite verificar um significativo
aumento na rugosidade da amostra com diminuição do fluxo de N2. Esse resultado pode ser
atribuído ao efeito do aumento de caminho livre médio das partículas que aumenta a energia
cinética das partículas e, como conseqüência, a de impacto sobre a superfície da amostra com
diminuição do fluxo e da pressão da câmara de processo [67]. Esse resultado reforça os
resultados obtidos com o uso da difratometria de raios-X que indicou possibilidade de
promover maior nitretação com diminuição do fluxo de N2 no reator.
4.1.3 – Analise microestrutural por espectroscopia de energia dispersiva (EDS)
Com o intuito de melhor visualizar a camada nitretada, todas as amostras tratadas
foram cortadas transversalmente. Antes de efetuar as medições por EDS, foram realizado
mapeamento topográfico dessas seções. A figura 43 apresenta micrografias obtidas por MEV.
Nessa análise topográfica observa-se a presença de uma faixa branca à esquerda em todas as
fotos apresentadas. Ressalta -se que essa faixa ocorre exatamente na região da aresta formada
pela superfície nitretada e a superfície de corte transversal. Percebe -se pela análise
comparativa que há um nítido aumento na espessura da faixa em função da diminuição do
fluxo de nitrogênio.
Considerando-se os resultados da análise com difração de raios-X e outras técnicas de
caracterização, que serão abordados nos tópicos subsequentes, pode-se inferir o efeito da
variação da espessura da faixa como sendo correlacionada à espessura da camada nitretada. A
faixa corresponde à camada de nitreto, que por apresentar uma dureza superior ao material do
substrato, acaba se desprendendo do corpo da amostra durante o polimento, produzindo a
depressão que, ao ser observada por microscopia eletrônica, apresentou-se com essa coloração
esbranquiçada.
100
6µm
6µm
F – 0,3 sccm
6µm
F – 0,5 sccm
6µm
F – 0,7 sccm
F – 1,0 sccm
Figura 43 – Micrografia eletrônica das superfícies transversais das amostras nitretadas
em diferentes fluxo de N2 com indicação mapeada por técnica de EDS em
linha amarela.
As microanálises por EDS foram realizadas nas superfícies e os espectros obtidos para
cada amostra são apresentados nas figuras 44, 45, 46 e 47. A presença de nitrogênio em todas
as amostras nitretadas com fluxos de 0,3; 0,5; 0,7 e 1,0 sccm é verificada, mesmo sendo este
um elemento de número atômico muito baixo que produz emissão de raios-X de baixa
intensidade em comparação aos demais elementos [68].
101
Counts
100
Ti
80
60
40
C
N
20
V
Al
0
2
4
6
8
Energy (keV)
Figura 44 – Espectro de energia dispersiva da amostra tratada com um fluxo de
nitrogênio de 0,3 sccm.
Counts
100
Ti
80
60
40
C
20
V
Al
N
N
0
0
2
4
6
8
Energy (keV)
Figura 45 – Espectro de energia dispersiva da amostra tratada com um fluxo de
nitrogênio de 0,5 sccm.
102
Counts
Ti
100
80
60
40
C
20
V
Al
N
0
2
4
6
8
Energy (keV)
Figura 46 – Espectro de energia dispersiva da amostra tratada com um fluxo de
nitrogênio de 0,7 sccm.
Counts
Ti
100
80
60
40
C
20
V
Al
N
0
2
4
6
8
Energy (keV)
|
Figura 47 – Espectro de energia dispersiva da amostra tratada com um fluxo de
nitrogênio de 1,0 sccm.
103
A análise comparativa dos quatro espectros permite confirmar que as amostras
possuem a mesma composição: titânio, alumínio, vanádio e nitrogênio, não permitindo,
entretanto, verificar significativas diferenças em termos de intensidades dos picos de emissão
de cada elemento. Esse resultado pode parecer contraditório em relação ao resultado
anteriormente apresentado sobre a variação da espessura da camada nitretada. Porém, esta
ausência na variação da concentração elementar, pode confirmar a hipótese anteriormente
feita: a faixa branca na micrografia da superfície transversal corresponde à retirada da camada
nitretada pelo esforço mecânico do polimento. O pico de emissão de nitrogênio, assim como o
de carbono, são nestes casos, espúreos ou decorrentes da inserção ocorrida durante a
deposição de filme de carbono usado para melhorar as condições de análise por EDS.
Em conclusão, os resultados apresentados mostraram que a análise por EDS, com
intuito de verificar a espessura da camada nitretada, não é possível, devido a ocorrência do
desprendimento do material de alta dureza do restante do substrato durante o polimento, razão
pela qual se decidiu a não repetir essa caracterização em outros conjuntos de amostras.
4.1.4 – Dureza superficial por nanoindentação
A figura 48 ilustra a distribuição típica de posições indentadas em cada amostra
analisada. Ressalte-se a preocupação em distribuir essas impressões alinhadas em colunas
onde se encontra o filme de nitreto e que o espaçamento médio de uma indentação para outra
foi de 50 µm.
Foram feitas tentativas para medir a dureza também ao longo da seção transversal da
amostra, como no caso das medições com a técnica de EDS, porém, devido ao fato do filme
produzido ser muito fino, as medições feitas não puderam fornecer resultados confiáveis,
mesmo sendo o indentador nanométrico. Uma outra razão que dificulta a análise transversal
104
foi a espessura da amostra como um todo (cerca de 1mm), dificultando a montagem e
polimento adequados, podendo provocar efeitos como os já verificados na análise por EDS.
50 µm
50 µm
Figura 48 – Distribuição de impressão de nanoindentador ao longo da superfície
da camada nitretada.
A nanoindentação é uma técnica útil para realizar medição das propriedades mecânicas
de amostras delgadas com espessuras até da ordem de nanômetros [69]. A figura 49 apresenta
esquematicamente os valores médios da dureza obtidos das medições feitas em inúmeras
indentações para cada amostra tratada, em diferentes condições de fluxo de N2 e sem
tratamento, em função da profundidade de penetração do indentador.
105
22
Fluxo de N
Dureza (GPa)
20
2
f=0,5 sccm
18
Ti6Al4V Puro
Fluxo de N 2 f=0,3 sccm
16
Fluxo de N
Fluxo de N
2
2
f=0,7 sccm
f=1,0 sccm
14
12
10
8
6
4
2
0
0
100
200
300
400
500
600
700
800
Profundidade de penetração (nm)
Figura 49 - Dureza medida na superfície por nano-indentação na amostra original de
Ti6Al4V e nas nitretadas, em diferentes condições de fluxo de N2, em
função da profundidade de penetração do indentador.
A amostra não nitretada apresentou dureza relativamente constante na faixa de 4 GPa,
como era de esperar, para profundidade de penetração até 300 nm, quando foi interrompida a
medição. Já, as amostras nitretadas apresentaram um aumento significativo no valor da dureza
em função do fluxo de N2 utilizado. Porém, apresentaram uma diminuição mais acentuada na
dureza em função da profundidade de indentação.
A amostra nitretada com fluxo de 0,3 sccm foi a que apresentou o maior valor de
dureza próximo à superfície (50 nm da superfície) com 21 GPa e uma diminuição
relativamente menor desse valor em função da profundidade de penetração. Seguindo a
tendência observada nas análises por difração de raios-X e por EDS já apresentadas, as
106
amostras obtidas com nitretação em condições de maiores valores de fluxo de injeção de N2
foram as que apresentaram menores valores de dureza máxima.
O valor máximo de dureza apresentado pela amostra tratada com 0,3 sccm de N2
corresponde a um aumento de aproximadamente 6 vezes em relação ao da amostra original de
Ti6Al4V.
Esse fato comprova a eficiência do processo que utiliza jato de plasma para
nitretação, inclusive em comparação com alguns valores constantes na literatura, como os
apresentados por Königer e colaboradores [70] que também estudaram a formação de nitreto
de titânio em titânio puro, em função do fluxo de nitrogênio, e obtiveram valores de dureza
entre 20 e 25 GPa.
O valor de dureza superficial da amostra está relacionado à estrutura do nitreto de
titânio formado e também quanto à concentração de fases de nitreto na superfície. Nesse
sentido, fica evidente que as amostras tratadas com fluxos de 0,3 e 0,5 sccm são as que
apresentam melhores condições superficiais quanto à formação de camada com melhores
características de dureza.
A diminuição dos valores de dureza em função da profundidade de penetração do
indentador é uma indicação da espessura limitada da camada nitretada.
A análise cuidadosa dos dados constantes da figura 49 pode então indicar a
profundidade relativa de nitretação que se consegue obter para diferentes fluxos de N2. Para
poder melhor visualizar o efeito da profundidade de nitretação construíu-se um gráfico
auxiliar, apresentado na figura 50, onde se tem a dureza da amostra em função do fluxo de N2
para diferentes profundidades de indentação.
107
22
Profundidade
Profundidade
Profundidade
Profundidade
Profundidade
Profundidade
Profundidade
Profundidade
21
20
19
Dureza (GPa)
18
de
de
de
de
de
de
de
de
50 nm
100 nm
150 nm
200 nm
250 nm
300 nm
350 nm
400 nm
17
16
15
14
13
12
11
10
9
8
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
Fluxo de massa de N 2 (sccm)
Figura 50 – Dureza da camada nitretada em função do fluxo de gás utilizado
para diferentes profundidades de penetração do indentador .
As curvas construídas pela interligação de pontos experimentais na figura 50 permitem
pontuar diversos aspectos importantes em termos da dureza da superfície das amostras
analisadas, que são:
•
para todas as profundidades de indentação a condição de 0,3 sccm fornece amostra
de superfície mais dura, indicando que essa é a condição mais favorável para
tratamento quando se quer obter material com maior dureza superficial e também
com camada nitretada mais espessa ;
108
•
para amostra tratada com 0,5 sccm, o valor da dureza máxima a 50 nm de
profundidade foi praticamente idêntico ao da amostra tratada com 0,3 sccm,
porém, para profundidades maiores pode-se perceber o surgimento de queda cada
vez maior, podendo atribuir ao fenômeno a diferença ocorrida na espessura da
camada nitretada formada para as duas condições distintas de nitretação; e
•
mesmo para profundidades de indentação da ordem de 1 µm, mais precisamente
até 800 nm, não se observou a queda no valor da dureza no valor apresentado à
amostra sem tratamento de nitretação, devido provavelmente à composição de
esforços de reação contra indentação apresentada pela camada de nitreto
sobreposto à matriz metálica da liga de titânio.
Levando-se em consideração os pontos discutidos, e também ao fato que a amostra
tratada a 0,3 sccm de fluxo de N2 apresenta valor constante de dureza para profundidades de
indentação até 150 nm, pode-se estimar que a espessura da camada nitretada é de pelo menos
150 nm e que essa camada apresenta uma dureza superficial da ordem de 21GPa. Para
amostra tratada com fluxo de 0,5 sccm pode-se estimar que a espessura da camada nitretada é
de aproximadamente 100 nm.
Para amostras obtidas com fluxos 0,7 e 1,0 sccm, pode-se dizer que a camada formada
não possui nitreto com estrutura cristalográfica adequadamente ordenada ou que os nitretos
formados são partículas pequenas esparsamente distribuídas de maneira a não conferir à
amostra valor de dureza adequada. Além disso, os valores obtidos permitem inferir que a
formação da camada nitretada se limita a uma espessura da ordem de 50 nm.
Resultados condizentes com os apresentados para medição da dureza das amostras
foram obtidos pelas medições de módulo de elasticidade (ε), em compressão, feitas
109
simultaneamente com nanoindentador. Os principais resultados dessa caracterização são
apresentados na figura 51 na forma de gráfico de módulo de elasticidade em função da
profundidade de penetração do indentador para diferentes fluxos de N2 utilizados.
Módulo de elasticidade (GPa)
320
0,3 sccm
0,5 sccm
0,7 sccm
1,0 sccm
Liga de titânio
300
280
260
240
220
200
180
160
140
120
100
0
100
200
300
400
500
600
700
800
Profundidade de contato (nm)
Figura 51 – Módulo de elasticidade medido na superfície por nanoindentação na
amostra original de Ti6Al4V e nas nitretadas em diferentes
condições de
fluxo de N2, em função da profundidade de
penetração do indentador.
A analise das curvas da figura 51 permite observar diversos fatos importantes em
termos das características físicas superficiais das amostras estudadas, que são:
110
•
A liga Ti6Al4V sem tratamento é a que apresenta menor valor de ε em todas as
profundidades analisadas. Além disso, apresenta uma peculiaridade que é o aumento
do módulo na fase inicial do ensaio para posterior estabilização.
•
Todas as amostras nitretadas apresentaram tendências de diminuição no valor do
módulo com o aumento na profundidade da penetração, mostrando a criação por meio
do processo de uma resistência superficial à penetração de objeto, mesmo que este seja
de espessura nanométrica.
•
O módulo de elasticidade superficial da amostra nitretada aumenta monotonicamente
com a diminuição do fluxo de N2, de maneira que a amostra tratada com fluxo de 0,3
sccm tenha apresentado módulo de elasticidade máximo maior que 300 Gpa. Portanto,
maior que o dobro do valor máximo apresentado pela liga original sem tratamento.
•
A variação do módulo de elasticidade, em função da profundidade para amostras
tratadas com fluxo de 0,3 e 0,5 sccm, apresentou duas faixas distintas de deflexões.
Para a amostra de 0,3 sccm, a primeira faixa terminando em 100 nm e, para 0,5
sccm, em 75 nm. Essa deflexão com tendência à pseudo-estabilização no módulo em
função da profundidade do penetrador, pode ser tentativamente associada à formação
de uma camada externa e outra camada de difusão mais interna, formada pela
nitretação iônica, que está associada ao limite da espessura da camada nitretada pela
similaridade do aspecto ε x d
penetração
observada em amostra Ti6Al4V após o pico do
εmáx. Essa proporção leva a conciliar valores de 100 nm e 75 nm como espessuras das
camadas nitretadas formadas nas amostras de 0,3 e 0,5 sccm, respectivamente.
Os resultados apresentados pela medida de nanoindentação permitiram verificar que,
para processos de nitretação utilizando reator de jato de plasma, trabalhar com fluxos baixos é
111
de suma importância para se conseguir um ótimo rendimento, devido ao aumento da energia
dos íons que colidem com o substrato, favorecendo assim o processo de formação de nitretos
de titânio, conforme resultados das medições feitas e apresentados no último segmento de
resultados.
4.1.5 – Tensão superficial (ângulo de contato)
Quando uma quantidade limitada de um líquido é colocada em uma superfície sólida,
o líquido espalhado será contido em forma semi-elíptica, cujo aspecto geométrico do contorno
será uma função dos aspectos de equilíbrio energético da interface de contato entre três
materiais de diferentes características: sólido, líquido e gasoso. O ângulo formado na base da
gota deste líquido em contato com a superfície sólida é denominado de ângulo de contato. É
intuitiva a associação do valor deste ângulo com a molhabilidade do líquido no sólido, no
sentido de prever que, quanto menor o ângulo de contato, maior a molhabilidade e menor a
tensão superficial na interface.
Como neste trabalho pretende-se realizar estudos experimentais de tratamentos
superficiais por nitretação iônica da liga Ti6Al4V, visando melhorar as características
mecânicas e sua compatibilidade biológica superficiais com moléculas protéicas, esperandose com isso melhorar a boa funcionalidade hemodinâmica da peça construída, é de suma
importância que as amostras tratadas não permitam a adesão das células hemácicas, o que se
traduz na menor trombogenicidade do material.
A figura 52 ilustra fotos da gota de solução de NaCl adicionada sobre a liga Ti6Al4V
não tratada, utilizando o método da gota.
112
a
b
Figura 52 – Gota da solução de NaCl, sobre amostra não nitretada.
a) no instante 0 min; b) instante 5 min.
A comparação entre as fotos das figuras 52-a e 52-b mostra que a largura da gota é
menor no instante inicial da deposição da gota, enquanto que sua altura é maior do que a gota
observada após um determinado intervalo de tempo (figura 52-b). Isto indica que a solução
salina para esta amostra específica de Ti6al4V não tratada, deve ter-se melhor espalhado em
função do tempo de duração do ensaio. Esse resultado mostra que a liga de Ti6Al4V
apresenta uma manifestação parcial de uma força molecular de adesão sólido-líquido, que cria
uma energia livre adicional sólido/líquido (γSL) entre duas fases condensadas (conhecida
como energia interfacial) que melhora a molhabilidade do material em função do tempo de
contato com o líquido [63,64].
A figura 53 ilustra fotos das gotas de solução de NaCl adicionada sobre liga nitretada
(TiN) utilizando-se o método da gota.
113
a
b
Figura 53 – Gota da solução d NaCl sobre amostra nitretada com fluxo de N2= 0.3 sccm
a) no instante 0 min; b) instante 5 min.
Como pode ser visto pela comparação dos
aspectos geométricos das figuras 53-a e
53-b, a gota depositada sobre a amostra nitretada não mostra diferença significativa no ângulo
de contato em função do tempo de ensaio. Isso mostra que essa amostra nitretada apresenta
maiores valores de ângulo de contato. Este comportamento resultante da má molhabilidade
que o liquido exerce na amostra tratada, diminuindo a tensão superficial, era esperado e é
positivo para o objetivo da pesquisa. Dentre as condições de tratamento utilizadas nesta etapa,
as amostras que apresentaram maiores ângulos de contato foram aquelas tratadas com um
menor fluxo de nitrogênio, portanto coincidentes com resultados obtidos com a utilização de
outras metodologias.
A tabela 11 mostra resumidamente resultados das medições relativas de ângulos de
contato e da tensão superficial entre líquido e a amostra nitretada utilizando o método da gota,
para diferentes taxas de injeções de gás N 2.
114
Tabela 11 – Resultados das medições do ângulo de contato e do cálculo das tensões
superficiais para cada condição de fluxo de N2
Condições
Tempo (min)
θ (graus)
τ (N/mm)
0,3 sccm
0
91,13
-1,44
5
87,66
2,97
0,5 sccm
0
90,56
-0,71
5
86,46
4,49
0,7 sccm
0
90,41
-5,52
5
86,09
4,69
1,0 sccm
0
90,43
-0,54
5
86,50
4,44
Liga não tratada
0
73,89
20,20
5
65,57
30,11
Torna-se evidente que a amostra não tratada é a que apresenta um comportamento de
molhabilidade e tensão superficial diferente das outras amostras tratadas em qualquer das
condições usadas de fluxo de N2.
Pode-se observar, dos valores da tabela, que o ângulo de contato da amostra não
tratada foi menor do que nas amostras tratadas, como já havia sido apresentado nas figuras 60
e 61.
Kipaldi e colaboradores [71], estudaram o efeito da passivação e esterilização a vapor
seco realizada na superfície de titânio e observando que o valor da tensão superficial sólida
apresentou um pequeno aumento. Realizando esse mesmo tratamento sem a passivação no
titânio, descobriram que o valor da tensão superficial sólida aumentava consideravelmente.
Um aspecto importante da análise dos resultados apresentados é sobre o gradiente de
tensão, ou seja, a diferença dos valores de tensão medidos no instante inicial (t = 0) e no
instante final (t = 5). Pode-se verificar que essas diferenças diminuem com a diminuição do
fluxo, além do fato de ter sido maior o ângulo de contato para as amostras processadas com
0,3 e 0,5 sccm. Esses resultados vêm reforçar os anteriormente apresentados, comprovando
que a nitretação para baixos valores de fluxo produz nitretos superficiais
com melhores
115
características físicas e com maior compatibilidade biológica superficial com soluções salinas.
Portanto, isto confirma a hipótese inicial de que a formação do filme de nitreto aumenta o seu
potencial de aplicação na confecção de válvula cardíaca mecânica.
116
4.2 – Nitretação para diferentes tempos de duração do
processo de nitretação
Para esta etapa de estudo experimental foram realizadas nitretações com diferentes
tempos de duração do processo mantendo-se o fluxo de nitrogênio em 0,3 sccm constante, por
ter sido esta a condição que fornece os melhores resultados apresentados no segmento
precedente.
Os valores dos parâmetros que variaram em função do plasma para cada condição de
tempo de nitretação são apresentados na Tabela 12.
Tabela 12 - Parâmetros do plasma para diferentes condições de tempo de nitretação.
Tempo
(min)
120
90
60
30
Temperatura
(0C)
550
550
550
550
ddp
(V)
815-825
920-980
824-838
873-887
Com a finalidade de aumentar a aceleração dos íons positivos no jato de plasma para
promover o aquecimento da amostra, o alvo foi polarizado negativamente com uma fonte
externa c.c. regulável de 1500 V e 200mA.
Para se obter a temperatura desejada, regulou-se a tensão aplicada ao porta-amostras
em aproximadamente +60V, com o intuito de aumentar a energia cinética dos íons positivos e
possibilitar a colisão dessas partículas com o substrato. Como efeito secundário dessas
colisões, obteve-se a temperatura do substrato de 5500C.
O potencial de descarga foi ajustado várias vezes durante um mesmo tratamento para
gerar a intensidade de corrente de descarga necessária para manter a temperatura constante.
117
Os resultados das análises realizadas em amostras tratadas são apresentados a seguir.
4.2.1 – Difração de Raios-X
Os difratogramas obtidos das amostras tratadas a diferentes tempos de duração do
processo de nitretação são apresentados na figura 54. Uma análise comparativa desses
diagramas com o da amostra sem nitretação permite observar, em primeira instância, a
formação de picos nas regiões de 2θ = 39, 63, 76o. De acordo com as fichas do International
Table of Crystallography [72] esses picos podem ser atribuídos às reflexões dos planos de
δ - Ti2N cúbica e ε - Ti2N tetragonal. De acordo com a premissa de que camadas nitretadas
mais espessas devem ser formadas para tempos mais longos de tratamento, esperava-se que os
picos de difração dos nitretos apresentassem um aumento relativo das suas intensidades com o
aumento do tempo de processamento. Porém, a análise comparativa dos diagramas obtidos
não permitiu afirmar esta tendência, podendo somente afirmar que a amostra tratada por
30 min é a que apresenta menor intensidade relativa do pico de Ti2N, em comparação às
intensidades das amostras tratadas por tempos mais longos.
A variação na intensidade de difração da
estrutura de nitretos de titânio, ε - Ti2N e
δ -TiN, em função do tempo de tratamento foi verificada por Renevier e colaboradores [73],
que estudaram a nitretação de titânio produzida por processo assistido a arco de baixa pressão,
por tempos mais longos 4, 9, 15 e18 horas e concluíram que um maior tempo de nitretação
induz a formação de picos das fases δ-Ti2N cúbica e ε-Ti2N.
118
Tempo de processo = 2,0 horas
(111)
TiN
(220)
(331)
(002) T i2N
T i2 N
T i2N
(111)
T i2N
Intensidade (u.a.)
(101)
T i2N
(303)
T i2N
(222)
TiN
Tempo de processo = 1,5 horas
(100)
T i2 N
(220)
T i2N
(303)
T i2N (222)
TiN
(100)
T i2N
Tempo de processo = 1,0 hora
(220)
T i2N
(225)
T i2N
(222)
TiN
Tempo de processo = 0,5 hora
220
T i2N
222
TiN
0
10
20
30
40
50
60
70
Distância interplanar (2θ)
80
90
Figura 54 – Difratogramas de raios-X das amostras tratadas para diferentes tempos de
processamentos.
4.2.2 – Microscopia Eletrônica de Varredura (MEV)
A figura 55 mostra as micrografias por MEV obtidos das amostras tratadas por 4
diferentes intervalos de tempo.
119
a
b
40 µm
c
40 µm
d
40 µm
40 µm
Figura 55 – Micrografia por MEV da camada nitretada com os tempos
nitretação variados:
a) 120min; b) 90 min; c) 60 min e d) 30min – aumento de 1000 X.
A seqüência das micrografias mostra que quanto maior é a exposição da amostra ao
jato de plasma de nitrogênio, maior é a irregularidade na topografia da superfície. A
micrografia da figura 55-a apresenta superfície com muita irregularidade topográfica mesmo
na região pertencente a um grão, enquanto que a superfície da amostra tratada com menor
tempo de nitretação (figura 55-d), apresenta nitidamente os contornos de grão em relevos e
uma superfície plana no interior de cada grão.
Este aspecto de rugosidade superficial está
associado à ocorrência, em alguma proporção, ao fenômeno de “sputtering” durante o
processo de nitretação que, ao arrancar da superfície os átomos constituintes da liga, produz
120
irregularidade topográfica na superfície. Esse efeito de produção de rugosidade superficial foi
verificado por Tamaki e colaboradores [44], ao realizarem a nitretação por jato de plasma com
descarga em arco. Wilson e colaboradores [74] também verificaram o mesmo efeito em
tratamentos de nitretação a plasma feitos pelos métodos de implantação iônica, PAPVD,
nitrocarbonetação e nitretação a descarga “glow”. Esses pesquisadores inferiram a produção
de rugosidade superficial ao fenômeno de “sputtering” e à ocorrência da inclusão de
nitrogênio na rede original do titânio.
4.2.3 – Dureza por nanoindentação
A figura 56 mostra os resultados obtidos nos ensaios de dureza da superfície, em
função da profundidade de penetração do nanoindentador, para diferentes tempos de
tratamentos de nitretação. Como no caso dos resultados de nanoindentação apresentados
anteriormente, para diferentes fluxos de nitrogênio usados no processo, juntou-se também o
resultado das medições feitas em amostra original de Ti6Al4V.
121
20
Tempo
Tempo
Tempo
Tempo
Titanio
18
Dureza (GPa)
16
de nitretação
de nitretação
de nitretação
de nitretação
puro
30 min
60 min
90 min
120 min
14
12
10
8
6
4
2
200
400
600
800
1000
Profundidade de contato (nm)
Figura 56 – Dureza determinada por nanoindentação em superfícies da liga de
Ti6Al4V original e nitretada por intervalos de tempo variados.
Os pontos experimentais do gráfico permitem verificar que as amostras nitretadas
apresentam um aumento significativo no valor da dureza em função do aumento no tempo de
processamento de nitretação. No conjunto analisado, a amostra nitretada por 120 minutos
apresentou o maior valor de dureza, próximo à superfície (50 nm da superfície), chegando a
19 GPa. Esse resultado mostra evidentemente a formação de nitreto de titânio de alta dureza
na superfície do Ti6Al4V tratado.
Pode-se observar também, na figura 56, que o endurecimento provocado pelo processo
foi de aproximadamente 4 vezes. Além disso, verifica-se, como no caso anterior, a diminuição
monotônica dos valores de dureza em função da profundidade de penetração do indentador,
122
indicando a existência de limites de espessura na camada dura formada na superfície da
amostra.
Considerando que a dureza do nitreto de titânio encontra se na faixa de 17 a 24 GPa,
conforme relatado por Patsalas e colaboradores [76], que investigaram as propriedades
mecânicas do filme de nitreto de titânio, depositado em um alvo, as amostras obtidas neste
experimento apresentaram valores condizentes com a formação de camada nitretada. Porém,
somente para tempos de processamento maiores que 60 minutos, pois com 30 minutos de
tratamento o valor obtido de 7 GPa é praticamente coincidente com o da amostra sem
tratamento.
A figura 57 mostra o efeito da dureza das amostras em função do tempo de processo
utilizado na nitretação para diferentes profundidades de indentação.
18
Dureza (GPa)
16
14
12
10
Profundidade
Profundidade
Profundidade
Profundidade
Profundidade
Profundidade
Profundidade
Profundidade
8
6
de
de
de
de
de
de
de
de
50
100
150
200
250
300
350
400
nm
nm
nm
nm
nm
nm
nm
nm
4
20
40
60
80
100
120
Tempo de processo (min)
Figura 57 – Dureza da camada nitretada em função do tempo de processo para
diferentes profundidades de penetração do indentador.
123
Pela figura 57, pode-se pontuar alguns aspectos importantes em termo da dureza da
superfície das amostras analisadas, que são:
•
para todas as profundidades de indentação a condição de tratamento de 2 horas foi a
que induziu a formação de uma superfície mais dura indicando ser esta a condição
mais favorável para o tratamento, que precise de um valor elevado da dureza
superficial;
•
há uma proporcionalidade da queda da dureza com a diminuição do tempo de
processo de 120 até 30 minutos, podendo-se perceber que o processo de nitretação
depende do tempo de processo para se obter uma camada mais dura e espessa; e
•
no tempo de 30 minutos, pode-se perceber que a dureza não se modificou em função
da profundidade, tornando-se quase constante desde a distancia de 50 nm até 400 nm,
devido provavelmente à formação pobre de nitreto de titânio na superfície da amostra.
Quanto à análise da penetração, ou seja, da espessura da camada dura formada em
cada amostra obtida, pode-se estimar por esta técnica de caracterização que, para tratamentos
com maior duração, ocorrem maiores penetrações do nitrogênio na rede, atingindo
maiores
que
170 nm
valores
para ∆t = 120 minutos. A espessura da camada diminui ao mesmo
tempo em que a própria dureza da camada diminui com a duração mais curta do processo.
Os resultados apresentados mostram a importância do parâmetro tempo de exposição
ao fluxo de plasma de nitrogênio para a formação de camadas de nitretos com características
de dureza apropriadas ao uso em condições de desgastes.
124
A figura 58 reporta os resultados da determinação do módulo de elasticidade das
amostras de Ti6Al4V sem tratamento e nitretadas com diferentes intervalos de tempo, em
Módulo de elasticidade (GPa)
função da profundidade de penetração do indentador.
120 minutos
90 minutos
60 minutos
30 minutos
Liga de Titânio
280
260
240
220
200
180
160
140
120
100
80
0
100
200
300
400
500
600
700
800
900
1000
Profundidade de contato (nm)
Figura 58 – Módulo de elasticidade medida na
superfície por nanoindentação,
na amostra original deTi6Al4V e nas nitretadas com diferentes tempos de
duração do processo, em função da profundidade de penetração do
indentador.
A análise comparativa dos pontos experimentais dessa figura permite verificar um
comportamento semelhante quanto aos módulos de elasticidade em compressão dessas
amostras, em relação às tratadas por diferentes fluxos de nitrogênio. A exceção à regra é a
amostra tratada por 30 minutos que aparentemente apresenta menor valor de ε, mesmo em
125
relação à amostra não tratada. Levando-se em consideração que a mesma amostra apresentou
uma curva de dureza superficial dentro da expectativa, i.é, maior que a amostra sem
tratamento, a determinação do módulo pode ter sido influenciada por erros sistemáticos
produzidos pelo posicionamento inicial não adequado do indentador. Isso deve ter produzido
nos primeiros instantes do experimento, um deslocamento catastrófico do penetrador que
justificaria o resultado discutido.
As amostras tratadas por tempos 120, 90 e 60 minutos apresentaram valores máximos
condizentes com o esperado em função do tempo de processamento. O módulo de elasticidade
aumentou com tempo de processo e diminui com o aumento da penetração do indentador até
se tornar constante e com valores próximos da liga Ti6Al4V não tratada, para profundidades
maiores que aproximadamente 400 nm. Isto implica que as amostras possuem maior rigidez
na região superficial, que diminui nas camadas mais internas, principalmente para amostra
tratada por 2 horas.
4.2.4 – Tensão superficial (ângulo de contato)
Para esse conjunto de experimentos realizou-se o mesmo procedimento para medir os
ângulos formados no contato da solução salina com a superfície sólida. Posteriormente
calculou-se também a tensão superficial das amostras nitretadas para variados tempos de
processamento.
A figura 59 ilustra fotos da gota sobre liga nitretada, utilizando-se o método da gota já
apresentado anteriormente, para análise das amostras nitretadas com diferentes valores de
fluxo de nitrogênio. O resultado do ensaio realizado na amostra original sem nitretação é
apresentado na figura 52 (Página 113).
126
a
b
Figura 59 – Gota da solução de NaCl sobre amostra nitretada com tempo
de 2 horas de processamento.
a) no instante 0 min; b) instante 5 min.
Como pode ser visto na figura 59, esse processo também produz material com
superfície com molhabilidade minimizada, conseqüentemente com baixos valores da tensão
superficial, que favorece a sua aplicação onde são recomendados materiais com capacidade de
repelir líquidos com características polares como é a solução salina.
A tabela 13 mostra o resumo dos resultados obtidos da medida do ângulo de contato e
do cálculo da tensão superficial entre líquido e o material nitretado, por diferentes tempos de
duração.
Tabela 13 – Resultados da medição do ângulo de contato e tensão superficial das amostras
nitretadas por intervalos de tempos distintos.
Condições
Tempo (min)
θ (graus)
γ (N/mm)
120 min
0
95,45
-6,91
5
90,00
0
90 min
0
92,25
-2,86
5
86,46
4,49
60 min
0
91,13
-1,43
5
85,23
6,05
30 min
0
90,55
-0,70
5
86,92
3,91
Liga não tratada
0
73,89
20,20
5
65,57
30,11
127
Os valores da tensão superficial obtidos para os tempos de processamento de 120, 90,
60 e 30 minutos, mostram que as amostras apresentam diminuição na molhabilidade com o
aumento do tempo de tratamento. Tais valores confirmam os resultados anteriormente
apresentados
pelas
nanoindentação,
diferentes
técnicas
de
caracterização
como
Difração
de
raio-X,
MEV, de que maiores tempos de exposição do Ti6Al4V ao jato de plasma
de nitrogênio permite formar camadas de nitretos de titânio de característica cristalográfica
mais adequada para apresentar maior dureza e também menor molhabilidade a solução salina.
Todos esses resultados levam à conclusão da necessidade de se realizarem tratamentos
de nitretação em reatores a jato de plasma com duração pelo menos igual a 2 horas, nas
condições experimentais fixadas para essa etapa do trabalho.
128
4.3 – Nitretação com utilização de diferentes misturas de gases
N2 e H2
Com o intuito de verificar a influência da proporção de gases na mistura N2:H2, bem
como a influência dos fluxos totais diferentes com misturas diferentes de N2:H2 na formação
de camadas de nitreto sobre Ti6Al4V, realizou-se um conjunto de experiências mantendo-se
fixo o tempo de processo em 120 minutos e temperatura entre 530 a 5500C, cujos parâmetros
são apresentados na tabela 14.
Tabela 14 - Parâmetros do plasma para diferentes condições de mistura de gases.
FLUXO DA MISTURA DE GASES = 0,3 sccm
Mistura
Corrente da descarga
(mA)
67 % - 33 %
140
33 % - 67 %
140
FLUXO DA MISTURA DE GASES = 0,5 sccm
Mistura
Corrente da descarga
(mA)
80 % - 20 %
110
20 % - 80 %
130
Tensão da descarga
(V)
815-825
920-980
Tensão da descarga
(V)
824-838
873-887
Neste caso foi necessário aumentar a corrente de descarga, para manter a descarga
auto-sustentada.
Utilizou-se também uma fonte externa c.c. regulável de 1500 V e 200mA com o
objetivo de se obter o controle da temperatura a 5500C. A tensão de descarga foi ajustada por
várias vezes durante um mesmo tratamento para gerar a intensidade de corrente no alvo,
necessária para manter a temperatura constante em valor previamente definido. Mas mesmo
utilizando uma fonte c.c. externa, não foi possível manter a temperatura constante em 5500C
durante todo o processo, com variações na faixa indicada na tabela 14.
Os resultados obtidos das caracterizações realizadas com o uso de diferentes técnicas
em amostras tratadas nessas condições são a seguir apresentados e discutidos.
129
4.3.1 – Difração de Raios-X
Os
difratogramas
de
raios-X
obtidos
das
amostras
nitretadas
em
condições
anteriormente descritas são apresentados na figura 60. A análise desses diagramas permite
verificar que, neste conjunto de experiências, há ocorrência de uma maior predominância de
picos referentes ao titânio-α hexagonal. Os picos de difração referentes às fases de nitretos
ε-Ti2N e δ-TiN aparecem com menor freqüência e com intensidades muito baixas,
significando provavelmente que a camada de nitreto formada deve ser extremamente fina, ou
que houve má formação da camada para as condições de mistura de N2:H2 testadas.
(303)
Ti 2N
Mistura de gás N2:H 2
0,2:0,1 sccm
(101)
Ti2 N
(222)
TiN
a)
Intnesidade (u.a.)
Mistura de gás N2:H 2
0,1:0,2 sccm
(222)
TiN
(101)
Ti 2N
b)
Mistura de gás N2:H 2
0,4:0,1 sccm
(303)
Ti2 N
c)
Mistura de gás N2:H 2
0,1:0,4 sccm
(222)
TiN
(303)
Ti N
2
(222)
TiN
d)
0
10
20
30
40
50
60
70
80
90
Distância interplanar (2θ)
Figura 60 – Difratogramas de raios-X das amostras nitretadas utilizando diferentes
misturas de N2:H2, para diferentes valores de fluxo total de gases injetados (a)
e (b) 0,3 sccm; (c) e (d) 0,5 sccm.
130
É interessante notar que o trabalho realizado por Tamaki e colaboradores [44], por
exemplo, comprovam um notável crescimento de filme de nitreto utilizando a mistura N2:H2
no reator de jato de plasma.
Bekir e colaboradores [54] também observaram, por meio da
técnica de difratometria de raios-X, que as fases δ-TiN e ε -Ti2N apresentam um bom
desenvolvimento na região nitretada com a utilização do processo de jato a plasma. Portanto,
deve-se ter a formação de camadas de nitretos no trabalho realizado, proporcionando um
aumento na dureza superficial do material.
4.3.2 – Dureza por nanoindentação
Como nas outras apresentações, na figura 61 são apresentados os valores de dureza
referentes a amostras tratadas em diferentes condições de mistura de gases, em função da
profundidade de penetração do nanoindentador.
131
18
Mistura 67
Mistura 33
Mistura 80
Mistura 20
Ti6Al4V
Dureza (GPa)
16
14
%
%
%
%
N 2:H 2
/ 33 %
/ 67 %
/ 20 %
/ 80 %
(0,3
(0,3
(0,5
(0,5
sccm)
sccm)
sccm)
sccm)
12
10
8
6
4
2
100
200
300
400
500
600
700
800
Profundidade de penetração (nm)
Figura 61 – Durezas medidas por nanoindentação nas superfícies das amostras de liga de
Ti6Al4V não nitretada e nitretadas em diferentes condições de mistura de
gases N2 : H2 e em diferentes valores de fluxo total da mistura de gases.
Os valores de dureza obtidos foram sensivelmente menores que os conseguidos em
outros conjuntos de tratamentos.
A análise dos resultados mostra que as misturas com porcentagens maiores de
nitrogênio, para ambos os fluxos testados, apresentam uma pequena vantagem sobre as
amostras com maiores proporções de H2. O aumento na dureza, entretanto, destacou-se na
região de 0 a 50 nm de profundidade, caindo rapidamente para valores próximos do
apresentado pela amostra sem tratamento, para profundidades da ordem de 150 a 200 nm.
Observou-se também que não ocorreram diferenças entre os perfis de dureza em
relação às diferentes misturas de gases utilizadas no processo.
Para profundidades de
132
penetração da ordem de 200nm os valores de dureza para diferentes misturas apresentaram-se
praticamente coincidentes.
A figura 62 mostra os valores do módulo de elasticidade obtidos das amostras
nitretadas nas diferentes condições de mistura de N2 : H2, em função da profundidade do
Módulo de elasticiadade (GPa)
indentador.
N
2 6 0
2
/ H
2
m istura 67 / 33 %
m istura 33 / 67 %
m istura 80 / 20 %
2 4 0
m istura 20 / 80 %
liga de titânio
2 2 0
2 0 0
1 8 0
1 6 0
1 4 0
1 2 0
1 0 0
0
1 0 0
2 0 0
3 0 0
4 0 0
5 0 0
6 0 0
7 0 0
8 0 0
Profundidade de contato (nm)
Figura 62 – Módulo de elasticidade determinados por nanoindentação na amostra original
de Ti6Al4V e nas nitretadas, para diferentes condições de misturas de N2 : H2 em
função da profundidade de penetração do indentador .
Pode-se observar que as amostras com maior concentração de N2 produziram maiores
valores do módulo de elasticidade, indicando serem mais duros e rígidos. Em função do
aumento da penetração do indentador sobre a amostra, esse valor de elasticidade diminui até
tornar-se constante chegando próximos aos valores da liga não tratada em profundidades
maiores que 100 nm.
133
Esses resultados indicam que, contrariamente a algumas indicações encontradas na
literatura, a mistura de H2 em N2 pode não produzir um melhoramento nas características do
Ti6Al4V nitretado em um reator a jato de plasma onde a amostra é posicionada no anodo.
4.3.3 – Tensão superficial (ângulo de contato).
Nesta etapa do processo realizou-se o mesmo procedimento para medir os ângulos
formados no contato do líquido com a superfície sólida e para calcular as tensões superficiais
das amostras nitretadas, verificando-se assim a influência da proporção da mistura de gases
N2: H2 nas propriedades superficiais desse material.
A figura 63 ilustra fotos da gota depositada sobre liga nitretada sob condições de
misturas de gases de N2 : H2, utilizando-se o mesmo método da gota anteriormente descrito.
a
b
Figura 63 – Gota de solução de NaCl sobre amostra nitretada – mistura 67 N2 / 33H 2 % .
a) no instante 0 min; b) instante 5 min.
A tabela 15 resume os resultados obtidos da medida do ângulo de contato e tensão
superficial entre a solução salina e as amostras nitretadas utilizando-se o método da gota.
134
Tabela 15 – Resultados da medição do ângulo de contato das amostras tratadas com mistura
de gases N2 : H2 , para diferentes proporções e fluxos totais.
Condições
Tempo (min)
θ (graus)
γ (N/mm)
67 % - 33 %
0
95,56
-7,05
5
90,57
-0,72
33 % - 67 %
0
93,99
-5,06
5
88,82
1,50
80 % - 20 %
0
92,82
-3,58
5
88,24
2,23
20 % - 80 %
0
90,00
0
5
85,42
5,81
Liga não tratada
0
73,89
20,20
5
65,57
30,11
Os valores constantes desta tabela mostram claramente que todas as amostras tratadas
apresentam maiores valores de ângulo de contato, o que significa que todos os processos
desse conjunto de experiências foram eficientes para diminuir a tensão superficial. Dentre as
condições utilizadas e analisadas, as que forneceram os maiores ângulos foram aquelas que
apresentaram maiores concentrações de nitrogênio, em relação à proporção do hidrogênio. É
importante também salientar que os menores valores de tensão superficial foram conseguidos
neste conjunto de experiências, o que indica que nem sempre os melhores valores da dureza
ou a estrutura mais ordenada do nitreto significam que o material tenha menor molhabilidade.
O conjunto dos últimos resultados apresentados é de extrema importância quando se
quer definir o processamento superficial ideal para o material voltado para uma determinada
aplicação.
Quando o parâmetro determinante da aplicabilidade do material for a sua dureza
ou o seu módulo de elasticidade deve-se utilizar o nitrogênio puro como o gás formador de
plasma e do outro lado, quando a molhabilidade for o fator preponderante, misturas adequadas
de nitrogênio e hidrogênio devem ser escolhidas para promover uma nitretação adequada para
esse fim.
135
4.4 – Caracterização do reator de jato de plasma com o
analisador eletrostático de energia
Utilizando o analisador de energia foram levantadas curvas características da corrente
coletada no analisador em função do potencial retardador no jato de plasma.
O analisador de energia de 1,54 cm2 de área foi posicionado axialmente a uma
distância fixa de 5 cm do orifício.
Foram realizadas análises da energia do plasma para diferentes gases como N2, H2, Ar
e da mistura de N2 : H2. Em quase todos os casos, foi mantida constante a corrente de
descarga em 100 mA, exceto para descarga utilizando mistura de N2 : H2 em que é preciso
aumentar a corrente da descarga com a finalidade de sustentar a descarga para esse tipo de
análise.
Os resultados obtidos dessas medições sob a luz das características das amostras
nitretadas são a seguir apresentados e discutidos.
4.4.1 – Medição de íons positivos do gás argônio
A figura 64 apresenta a curva característica de corrente em função da tensão de
desaceleração do analisador para o gás argônio, tendo como parâmetro de variação o fluxo de
massa. Nessa mesma figura é também apresentada a função derivada da corrente de íons, em
relação ao potencial de desaceleração.
136
(a)
I i(µ A)
1,0x10
(b)
F= 1 sccm
-5
-7
1,5x10
Argônio - Íons positivos
1,2x10-7
6,0x10
4,0x10
-6
dii/dφ (u.a.)
8,0x10
-6
F= 2 sccm
-8
9,0x10
-8
6,0x10
1 sccm
3,0x10-8
-6
2 sccm
0,0
0
2,0x10
-6
50
100
150
200
Energia dos íons (eV)
0,0
0
50
100
150
200
Voltagem de desaceleração (V)
Figura 64 – Gráficos de: (a) Corrente de íons (Ii) versus voltagem de desaceleração
(φ), (b) dI / dφ em função da energia dos íons coletados pelo
analisador de energia para diferentes fluxos de Ar.
Dos resultados obtidos, pode-se observar que a corrente de íons coletada decresce com
o aumento do fluxo de gás, e a dispersão da energia dos íons pode ser controlada através do
fluxo de gás. Observa-se também, que a dispersão da energia dos íons pode ser controlada
através do fluxo de gás. A distribuição máxima de partículas encontra-se para energias da
ordem de 70 a 50 eV, para as condições de fluxo de massa de argônio de 1 sccm e 2 sccm,
respectivamente.
Argônio foi utilizado para o processo de limpeza das amostras, assim, foi importante
determinar a distribuição de energia dos íons de argônio, produzida no reator de jato de
plasma.
137
4.4.2 – Medição de íons positivos do gás nitrogênio
Na figura 65 são mostradas as curvas características obtidas com o analisador de
energia para diferentes fluxos de massa de nitrogênio, sendo estas: 0,3; 0,5; 0,7 e 1,0 sccm. As
condições dos fluxos de massa foram as mesmas escolhidas para os processos de nitretação.
Como no caso anterior, foram calculadas as curvas da derivada da corrente em função do
potencial (dI / dφ) e plotadas na figura como gráfico (b).
(a)
2,0x10
1,8x10
1,6x10
1,4x10
1,2x10
1,0x10
(b)
-6
0,3 sccm
2,0x10- 8
Nitrogênio - íons positivo
-6
-6
1,5x10- 8
-6
d ii/dφ(u.a.)
I i (µ Α)
-6
-6
1,0x10- 8
0.3 sccm
0.7 sccm
-9
5,0x10
8,0x10
6,0x10
-7
2,0x10
1.0 sccm
0,0
0
0,7 sccm
4,0x10
0.5 sccm
0,5 sccm
-7
50
100
150
200
Energia dos íons (eV)
-7
-7
1,0 sccm
0,0
0
25
50
75
100 125 150 175 200 225 250 275 300 325 350
Voltagem de desaceleração (V)
Figura 65 – Gráficos de: (a) Corrente de íons (Ii) em função da voltagem de
desaceleração (φ), (b) Derivada da corrente em função do potencial em
função da energia dos íons coletados, para diferentes fluxos de massa de
N2.
Os resultados obtidos mostram novamente que a corrente de íons diminui com o
aumento do fluxo de massa de nitrogênio. Por outro lado, observa-se que nos jatos de plasma
138
de N2 as curvas características mostram-se mais instáveis quando comparadas com as do
argônio. Nota-se que esta instabilidade cresce para fluxos de massa menores.
A figura 66 mostra os valores da corrente máxima de íons coletados no analisador de
energia em função do fluxo de nitrogênio
2,0x10
1,8x10
1,6x10
1,4x10
Ii (µΑ)
1,2x10
1,0x10
8,0x10
6,0x10
4,0x10
2,0x10
-6
Nitrogênio - íons positivos
D= 0,6 mm; I d = 100 mA
-6
-6
-6
-6
-6
-7
-7
-7
-7
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
Fluxo de nitrogênio (sccm)
Figura 66 – Corrente máxima de íons de nitrogênio coletados no analisador
em função do fluxo de nitrogênio.
Pode-se
observar
que,
com
o
aumento
do
fluxo
de
nitrogênio,
diminui
significativamente a corrente de íons.
Apenas um trabalho de Ivanov e colaboradores [76] foi localizado na literatura
especializada,
realizando
experimentos
similares
do
comportamento
da
distribuição
de
139
energia em descarga a arco de nitrogênio em titânio e utilizando um retardador eletrostático
simples. As condições estudadas são as normalmente utilizadas para evaporação a arco com
intuito de formar camadas de nitreto. Os autores perceberam que ocorria uma perda da energia
inicial na descarga a arco gerada pelo aumento dos íons de titânio, quando a pressão do
nitrogênio era aumentada, isto é, a energia cai de 60 a 6 eV, quando a pressão de nitrogênio é
aumentada de 0 para 6 Pa.
Os resultados obtidos indicam nitidamente a existência de uma correlação entre a
energia das partículas que incidem sobre a amostra em função do fluxo de gás escolhido, e
utilizado de maneira a produzir tratamentos superficiais diferenciados, mesmo com a
utilização de um único material como substrato e o mesmo reator com condições diferentes de
injeção do mesmo gás (nitrogênio).
4.4.3 – Medição de número de íons positivos na descarga de mistura de gás N2 e H 2
A corrente de íons positivos coletados em função da voltagem de desaceleração para
plasmas formados no reator de jato de plasma com diferentes proporções de misturas de gás
N2 e H2, é apresentada na figura 67 (a). Na 67 (b) pode-se observar a sua derivada em função
do potencial, também para as mesmas proporções de mistura gasosa.
140
(a)
Ι ι(µΑ)
4,0x10
(b)
-7
N 2/ H 2
1,0 : 0,4 sccm
N 2/ H 2
2,0x10
dii/d φ (u.a.)
3,0x10
1,0 : 1,0 sccm
-7
-7
1,0x10
-8
8,0x10
-9
6,0x10
-9
4,0x10
-9
2,0x10
-9
N2/ H2
1,0 : 0,4 sccm
N 2/ H 2
1,0 : 1,0 sccm
N2/ H2
2,0 : 1,0 sccm
1,0x10
-7
0,0
0
20
40
60
80
100
120
140
160
180
Energia dos íons (eV)
N 2/ H 2
2,0 : 1,0 sccm
0,0
0
50
100
150
200
Voltagem de desaceleração (V)
Figura 67 – (a) Corrente de íons (Ii) em função da voltagem de desaceleração (φ)
(b) Curva da derivada de corrente em função do potencial.
A análise comparativa dessas curvas permite avaliar que, para variação na
concentração em misturas gasosas, pelo menos para as condições estudadas, não induz
modificações consideráveis na dispersão de energia. Observa-se que a dispersão da energia
diminui na ordem de 25 % devido ao incremento no fluxo de N2 na mistura.
A corrente máxima medida é praticamente uma função decrescente do fluxo de massa
total da mistura N2 : H2 , diminuindo sistematicamente com o aumento do fluxo total.
141
5 – CONCLUSÕES
A otimização da característica do reator a jato de plasma existente no Laboratório de
Plasmas e Processos (IEFF-ITA) permitiu melhorar o desempenho de tratamentos de
nitretação iônica de amostras de materiais metálicos, por meio de um melhor entendimento da
influência de cada parâmetro do processo no mecanismo da geração do jato de plasma e sua
interação com o material.
No reator a jato de plasma de baixa intensidade otimizado, onde a expansão do
nitrogênio é produzida através de um orifício de 0,6 mm e pela diferença de pressão entre a
câmara fonte e a câmara de expansão, podem-se melhorar as condições de colisões e a
cinética das reações dos íons variando-se adequadamente os parâmetros do processo. Neste
trabalho foi empregado, como sucesso, um campo magnético axial fraco (250 gauss)
promovendo um aumento na intensidade do jato de plasma incidente na superfície da amostra.
Verificou-se que o jato de plasma caracteriza-se como uma fonte de íons positivos
com energia de algumas dezenas de eV, que depende do tipo de gás e das pressões do gás na
câmara. Podem ser elaboradas as seguintes conclusões:
•
para o caso do argônio, energias que variam de 100 – 200 eV, para fluxo de massa de
2 sccm – 1 sccm respectivamente;
•
para o caso do N2, energias que variam de 100 - 180 eV, para variações do fluxo de
massa de 1,0 sccm – 0,3 sccm, respectivamente;
•
para o caso de mistura de N2 : H2 energia da ordem de 80 eV, praticamente
independente da variação no fluxo de N2.
142
Foi comprovada a possibilidade de nitretar eficientemente a liga Ti6Al4V colocando-a
junto ao anodo do reator a jato de plasma.
A temperatura foi também tida como um parâmetro que influi no ganho da eficiência
do processo. Temperaturas de 5000C a 5500C na amostra em tratamento foram utilizadas para
o presente estudo com sucesso.
As analises de difração de raios-X mostraram o surgimento de duas fases de nitreto na
liga: ε-Ti2N e δ -TiN.
O tempo de exposição e a taxa de fluxo de nitrogênio foram variados e mostraram suas
influências na produção da camada de nitreto na liga de titânio. Porém, a utilização da mistura
de gás N2 com H2 não mostrou ser tão eficiente na sustentação da descarga e, em
conseqüência, na produção da camada nitretada de característica física adequada, apesar de ter
conferido melhoria mais significativa na tensão superficial de contato com solução salina.
Em todas as condições de tratamento utilizadas, a liga Ti6Al4V apresentou camada
nitretada com zona composta de nitretos de estruturas variadas com distribuição ditada pelas
condições utilizadas. As condições de tratamento, empregando um fluxo de nitrogênio
0,3 sccm, produziram uma camada nitretada mais dura enquanto que o tratamento utilizando
misturas de gases é o que menos mostrou eficiência na melhoria da característica mecânica da
liga de Ti6Al4V.
A topografia da superfície mostrou que, com a diminuição do fluxo de N2 de 1,0 para
0,3 sccm, a rugosidade da liga tratada aumenta. Isso se deve provavelmente ao aumento do
caminho livre médio das partículas, aumentando a energia de impacto sobre a superfície da
amostra.
A técnica de nanoindentação é adequada para medir com confiança necessária a
dureza da camada nitretada da liga Ti6Al4V. Determinou-se com a utilização desta técnica
143
que a amostra nitretada sob as condições de fluxo de massa de nitrogênio de 0,3 sccm,
corrente da descarga de 100mA e tempo de processo de 2 horas, apresenta dureza superficial
de 21 GPa, portanto próxima dos valores máximos dos trabalhos publicados[49,50].
Através da técnica da nanoindentação, pode-se estimar as espessuras das camadas
nitretadas em diversas condições de processo. A camada nitretada com alta dureza variou
entre 75 a 150 nm aproximadamente, em função das condições de processo.
No contexto biológico, os resultados apresentados são particularmente interessantes,
pois as amostras tratadas apresentaram valores do ângulo de contato relativamente alto e de
tensão superficial baixos, indicando que o filme de nitreto de titânio, do ponto de vista
biológico, tenha melhorado as características de trombogenicidade.
O presente trabalho, realizado com suficiente cuidado na preparação de amostras,
sistemática rigorosa e adequado protocolo de processamento, amplificados com as diversas
técnicas de caracterizações físico-químicas, permite concluir a viabilidade de aprimorar o
potencial da biofuncionalidade da liga Ti6Al4V, levando a vislumbrar novos experimentos
com as análises da biocompatibilidade do material resultante em futuro próximo.
144
6 – SUGESTÕES PARA TRABALHOS FUTUROS
•
Estudar as mesmas condições de nitretação nesse mesmo reator de jato de plasma,
utilizando fonte pulsada para poder obter um melhor controle da temperatura;
•
Estudar a nitretação sobre as mesmas condições anteriores, mas utilizando outro
material, por exemplo o aço inoxidável;
•
Avaliar o desempenho das camadas nitretadas através de ensaio de desgastes,
correlacionando-se os resultados com a rugosidade superficial das camadas;
•
Estudar a corrosão e oxidação das camadas obtidas nas condições utilizadas neste
trabalho;
•
Nitretar a liga Ti6Al4V sobre as mesmas condições de processo utilizado neste
trabalho, trocando o sistema de jato de plasma simples para jatos de plasma múltiplos no
processo.
145
7- BIBLIOGRAFIA
1. Belangero W.D., Estudo da biocompatibilidade do carbono reforçado com fibra
de carbono na musculatura de rato. Tese de doutorado, Unicamp. 1988.
2. Cohen J., The living host reactions to embedded foreign implants, Section one Metal implants:
Historical
background
and
biological
response
implantation, chapter 6. Biomaterials in Reconstructive Surgery.
to
Edited
by Leonard R. Rubin, M.D., F.A.C.S. 1983.
3. Semlitsch M.,
Classic and
joint. Symposium of
new
titanium alloys
the Institute
of
for production of
Metal & Designing
artificial
with titanium.
University of Bristol. 1986.
4. Barksdale J., Titanium. The Press Company. New York. 1949.
5. Dean R.S., Silkes B., Metallic titanium and its alloys. U.S. Bureau of
Mines
Information Circular. 7381, 38. 1996.
6. Ianno N., Dillon R. O., Ali A., Ahmad A. Thin Solid Film, 275. 1995.
7. Raveh A.,
Materials
of
r.f. plasma nitriding of Ti6Al4V alloy. Materials Science
and Engineering, 167. p155. 1993.
8. Black J., Orthopaedic
Biomaterials
in
Research and Practice. 1st Edition.
Churchill Livingstone, Inc. 1998.
9. Mears D. C., Materials and Orthopaedic Surgery. Williams & Wilkins Co.,
Baltimore, USA. 1979.
10. Pipas N. A. and Langer R., New
challenger in biomaterials. Materials Science,
263. p1715. 1993.
146
11. Zavaglia C.A., Utilização de biomateriais cerâmicos
em próteses.Tese de Livre-
Docência. Unicamp. 1993.
12. Hench L. L. and Wilson J., An
introduction to bioceramics. World Scientific.
London . 1993.
13. Callister W. D. Jr., Materials
Science
and
Engineering. An
introduction.
3rd
Edition, John Wiley & Sons, Inc. 1994.
14. Williams D.F., Biofunctionality and biocompatibility. VCH Publisher Inc., New York.
p 1-27. 1992.
15. Collings
E.
W., The
physical
metallurgy of titanium alloys. Series Editor.
American Society for Metals. 1993.
16. Schackellford F., Introduction to
materials
engineering. 3rd Edition,
science for
Macmillan Plublishing Company. 1990.
17. Abkowitz S., Burk J. J.,
Hiltz R. H. Jr., Titanium
in
industry. D. Van Nostrand
Company, Inc. New York. 1955.
18. Mei P. R. and Silva A. L.C., Aços e ligas especiais. 2a Edição. Eletrometal
S.A.,
Metais Especiais. 1988.
19.
Silver F. Dailon C., Biocompatibility. VCH Publisher Inc., New York. L.B.A. 1989
20. Books, R. Charlie, Heat Treatment, Structure an Properties of Nonferrous Alloys. The
commercial alloy Ti6Al4V. American Society for Metals p 361-376. 1996.
21. WEB, THE ONLINE MATERIALS INFORMATION RESOURCE. Tirado de:
http://Matls.com/SpecificMaterials.asp?bassnum=MTP641&group=General.Mat
acessado em: 12/07/00.
22. Bittencourt J.A., Fundamentals of plasma
physics. Second
Edition.
Co-Edition
Fapesp. São José dos Campos. Brazil. 1985.
147
23. Grill A., Cold plasma
in
materials
fabrication.
From
Fundamentals to
Application. IEEE Press. New Jersey. 1993
24. Chapman B., Glow
discharge
process –
sputtering and plasma etching.
New
York, Wiley International. 1980.
25. Shanin M. M., Ion – molecule interaction in the cathode region of a glow
discharge. Journal of Chemical Physics, 43. n 5, p 1798-1805.1996.
26. Petracone G. F., Descargas elétricas e plasma. Apostila do curso de Laboratório
de
Descargas Elétricas. ITA, IEEF, São José dos Campos. 2000.
27. Urruchi
W. I.,
Desenvolvimento, caracterização e aplicação de uma fonte de
átomos, radiais e
partículas
carregadas. Tese de Doutorado. São José dos Campos,
ITA. Departamento de Física de Plasmas. 1998.
28. Franco A. R. Jr., Nitretação por plasma pulsado do aço AISI 17 – 13. Tese de
Mestrado. PPG-CEM/UFSCar, São Carlos. 1997.
29. Petitjean L. and Ricard A.,
discharge for metal surface
Emission spectroscopy
nitriding.
study of
Journal of Physics D:
N2 : H2 glow
Applied Physics,
17. p. 919-929. 1984.
30. Gusset T. M.,
Cours de
technique
du vide. 1ére
3ére parties, IN2P3-CBRS-USF,
Leurrain la Neuve. Belgique. 1992.
31. Anclrews J. G. and Allen J. E., Proc. Roy. Soc. Lond, 320. p. 459 – 472 . 1971.
32. Hoyaux
unstable
M. F.
and Williams
F. M.,
Fast randomization
phenomena in an
plasma c.c. configuration. Journal of Applied Physics. 38. p.3630 - 3634.
1962.
33. Jacolsen R. A. and Eubank H. P., An investigation into the mechanism occurring in
the discharge of an ion source. Plasma Physics, 15. p. 243-253. 1973.
148
34. Hutchinson I. H., Principles of plasma diagnostics. Cap. 3. p. 50- 84. 1990.
35. Sproul
D. W.
and
Legg K.,
Advanced
surface
engineering.
Tectonics
Publishing Company, Inc. USA. 1997.
36. Alves C. Jr., Nitretação
caracterização
em
plasma pulsado:
equipamento,
preparação
e
das camadas nitretadas. Tese de doutorado. Universidade Federal de
São Carlos. 1995.
37. Alves C. Jr. e Rodrigues J.A., Nitretação iônica de aços em duas etapa. Encontro
Latino Americano sobre Plasmas Frios, 1. Resumo de trabalho, SBV. p.53 Campinas.
1992.
38. Alves C. Jr.,
Castelleti L. C. e Rodrigues J.A.,
Nitretação
por
plasma
em duas
etapas do aço ABNT 316. In Internacional Congress for Surface Finishing / Encontro
Brasileiro de tratamento de superfície. Anais, V.2, p. 779 -786.ABTS
São Paulo.
1992.
39. Kovacs
W. and
Russel W.,
An
introduction
ion
nitriding.
9.
Woburn,
Massachusetts USA. 1990.
40. Grill A., Raveh A. and Ami R., Surface Coating and Technology, 43. p. 745. 1990.
41. Thornton J. A., Fundamental considerations in plasma
Proceedings of an
International
Conference on Ion
surface
treatments.
Nitriding. P. 19-22. Cleveland,
USA. 1986.
42. Edenhofer
B., Physical
and
metallurgical aspects
of
ion nitriding - Part.I - Heat
Treatment of Metals, 1. p. 2328. 1974.
43. Spalvins T.,
Plasma
assisted
surface
coating / Modification
Process:
an
Emerging Technology. Conference on Ion Nitriding. Cleveland, USA. 1986.
149
44. Tamaki,
M.,
Kuwahara H.,
titanium nitride prepare
by
Tomii Y. and
a
d.c. arc
Yamamoto Y., An investigation of
plasma
jet.
Journal
of Materials and
Processing, 6. n.3. 1998.
45. Hudis M., Study of ion-nitriding. Journal of Applied of Physics, 44. p. 1489-1496.
1973.
46. Matsumoto O., Proc. International
Congress – ISIAT’83 and
IPAT’83,
2.
p. 1379 – 1390. 1983.
47. Kobel J., Forshungsbericht des landes. NRW.
N.1555. Westdeucher Varlag, Koln
/ Opladen . 1965.
48. Szalo A. and Willelmi H., HTM, 39. p. 148-151. 1984.
49. Zlatonovic M. and Tomcik B., Proc.Heat Treatment’84, 34. p. 1-34. 1984.
50. Zlatonovic M. and Tomcik B., SPIG’ 84. p. 300-304. 1984.
51. Dieter G.E., Metalurgia mecânica, Segunda Edição. Editora Guanabara Dois. p.334 335. Rio de Janeiro. 1981.
52. Fanchin F. Nitretação por plasma pulsado de aço do tipo SAE 1011: Influência das
características do pulso. Tese de Mestrado. PPG-CEM/UFSCar. p. 25-28. São Carlos.
1997.
53. Oliver W. C. and Pharr G. M., An improved technique for determining hardness and
elastic modulus using load and displacement sensing indentation. Journal of Materials
Research, 17. n. 6. 1992.
54. Bekir S.Y., Ahmet Z. S., Ahmed Z. G. Syed A. M. S., Zaki B. J., Muhammad S.,
Plasma nitriding of Ti6Al4V alloy to improve some tribological properties. Surface
and Coatings Technology, 80. p. 287-292. Saudi Arabia. 1996.
150
55. Jack K. H., Nitriding. Heat treatment of metals. n. 163. p.39-50. London. 1973.
56. Chu
C.L., and Wu S.K., Ion nitriding of titanium aluminides with 25-33 at% Al.
Corrosion
Properties. Surface and Coatings Technology, 78.
p.219-226. Taiwan.
1996.
57. Edwards Vacuum Products Catalogue. 1998.
58. Kdyan H. M., Interpretation of eletrostatic energy analyzer data of
flowing
plasma. Rev. Sci. Instrum, 49. p. 8-10. 1989.
59. Martovitskaya N., Quantitative X-Ray analysis of the nitrided layer in nitriding steel.
Industrial Laboratory, 50. n. 2. p.165-170. 1989.
60. Cullity B. F., X-ray diffraction.
Second Edition. Addison- Wesley. Publishing
Company, Inc. London. 1977.
61. ASM- HANDBOOK. Scanning electron microscopy. The Materials Information
Society, p. 89-102. 1984.
62. Spanow J.T., Cross P. .M. The use of the scanning electron microscopy. Oxford
Pergamon Press. p. 24-28. 1974.
63. Vogler E.A., Graper J.C., Harper G.R., Sugg H.W., Lander L.M., Brittain, W.J.,
Contact
activation of the plasma coagulation cascade.I. Procoagulant surface
chemistry and energy. J. Biomed. Mater. Res., 29, p.1005-1016, 1995.
64. Vogler E.A., Graper J.C., Sugg H.W., Lander L.M., Brittain, W.J., Contact activation
of the plasma coagulation cascade.II. Protein adsorption to procoagulant surfaces. J.
Biomed. Mater. Res., 29, p.1017-1028, 1995.
65. Bobji M. S. and Biswas S. K., Estimation of hardness by nanoindentation of rough
surface. Journal of Materials Research, 13. n 11. 1998.
151
66. Ettaqi S., Hays V., Hantzpergue J. J., Saindrenen G. and Remy J.C., Mechanical,
structure and tribological properties of titanium nitrided by a pulsed laser. Surface and
Coating Technology, 100-101. p.428-432. 1998.
67. Jingshing C., Giioqing Y., Ying S., Haochang P., Dezhang Z., Zhihao Z., Hongjie X.
and Fengynan Y., Investigation
of titanium nitride films deposited at room
temperature by energetic cluster impact.
Materials Science and Engineering, B60.
p. 200-204. 1999.
68. Salgado E. G. C., Estudo da composição em cristais de Hg0,8 Cd0,2Ti obtidos pelo
método Bridgman. Tese de Mestrado. ITA. p. 71. 1996.
69. Tsui T.Y. and Pharr G.M., Substrate effects on nanoindentation mechanical property
measurement
of soft film on hard substrate. Journal Materials Research, 14. n.1.
1999.
70. Köninger A., Gerlach J. W., Wengennmair C., Hammerl C., Hartmam J. and
Rauschenbach B., Mechanical characterization of titanium nitride films formed by low
energy ion beam assisted deposition. Surface and Coating Technology, 84. p.439-442.
1996.
71. Kipaldi D.V, Weimer J.J. and Lemons J.E., Effect of passivation
and dry heat-
sterilization on surface energy and topography of unalloyed titanium implants.
Colloids and Surface A: Physicochemical and Engineering Aspect, 135. p. 89-101.
1998.
72. International Table of Crystallography – ASTM 975 – 84, 766-771, 1984.
73. Renevier N., Collignon P., Michel H. and Czerwice T., Low temperature nitriding of
AISI 316L stainless and titanium in a low-pressure arc discharge. Surface and Coating
Technology, 111. p.128-133. 1999.
152
74. Wilson A.D., Leyland A. and Mattews A., A comparative study of the influence of
plasma treatment PVD coating and ion implantation on the tribological performance of
Ti6Al4V. Surface and Coating Technology, 114. p. 70-80. 1999.
75. Patsala P., Charitidis C. and Logothelidis S., The effect of substrate temperature and
biasing on the mechanical properties and structure of sputtered titanium nitride thin
films. Surface and Coating Technology, 125. p.335-340. 2000.
76. Ivanov T., Ljungerantz H., Hakanson G. and Sundgren J.-E., Ion energy distributions
in reactive an evaporation discharge used for deposited of TiN films. Surface and
Coating Technology, 92. p. 150-156. 1997.
153
FOLHA DE REGISTRO DO DOCUMENTO
1.
CLASSIFICAÇÃO/TIPO
TM
5.
2.
DATA
3.
DOCUMENTO N°
20 Agosto 2001
CTA/ITA-IEF/TM002/2001
4.
N° DE PÁGINAS
153
TÍTULO E SUBTÍTULO:
Modificação de propriedades superficiais de ligas de Ti6Al4V por processo de nitretação a plasma
6.
AUTOR(ES):FERNANDO CRUZ BARBIERI
7. INSTITUIÇÃO(ÕES)/ÓRGÃO(S) INTERNO(S)/DIVISÃO(ÕES):
Instituto Tecnológico De Aeronáutica. Divisão De Ensino Fundamental- ITA / IEF
8.
PALAVRAS-CHAVE SUGERIDAS PELO AUTOR:
Física de Plasma/Nitretação Iônica/ Tratamento Térmico/Biomateriais/ Física/ Válvulas Cardíacas/
Ti6al4v/Ligas de Titânio
9.PALAVRAS-CHAVE RESULTANTES DE INDEXAÇÃO:
Física de plasmas; Tratamento térmico; Tratamento de superfícies; Ligas de titânio; Nitretos;
Bioengenharia; Válvulas cardíacas; Medicina; Física
10.
APRESENTAÇÃO:
X Nacional
Internacional
SÃO JOSÉ DOS CAMPOS, 2001 153 págs.
11.
RESUMO:
O presente trabalho tem como finalidade estudar a melhoria das características superficiais da liga
Ti6Al4V, induzida pelo processo de nitretação iônica. Objetiva-se aumentar a dureza e melhorar as
características de hemocompatibilidade, tendo em vista a sua aplicação futura na confecção de válvula
cardíaca mecânica O processo foi desenvolvido em um reator de jato de plasma de nitrogênio e estudou-se
a influência de parâmetros do processo como fluxo de nitrogênio, tempo de processamento e porcentagem
de N2 na mistura N2 : H2 usada na descarga, nas características físico-químicas de ligas tratadas de
Ti6Al4V. Outros parâmetros, como tensão de descarga, pressão da câmara e temperatura, foram ajustadas
de maneira a poder sustentar a descarga com 100 mA de corrente elétrica. A formação das fases de nitreto
de titânio nas amostras tratadas com diferentes condições pode ser verificada pela análise estrutural feita
com a difração de raios-X. As durezas das camadas nitretadas foram qualitativamente analisadas pela
técnica de nanoindentação, que identificou de maneira semiquantitativa a espessura da camada de maior
dureza formada em cada amostra. A microscopia eletrônica de varredura e espectroscopia de energia
dispersiva de raios-X foram utilizadas para avaliar a variação na textura da superfície da amostra em função
das condições de nitretação iônica. O melhoramento da propriedade superficial, quanto à tensão de
contato que dita a característica da molhabilidade, foi verificado pela técnica da determinação de ângulo
de contato. O estudo permitiu verificar que a diminuição do fluxo de nitrogênio, numa faixa entre 1,0 e 0,3
sccm, assim como o aumento no intervalo de tempo de processamento e concentração de N2 na mistura N2
: H2, aumentam monotonicamente os valores das características mecânicas, como dureza e módulo de
elasticidade do filme nitretado. A análise energética dos íons produzidos na descarga elétrica foi feita com
o analisador de energia construído e colocado na câmara de processamento deste reator. Os resultados
obtidos permitiram inferir que uma das principais causas da melhora na característica da camada nitretada
é o aumento da energia dos íons de nitrogênio incidentes sobre a amostra processada. Um dos principais
e relevantes resultados do presente trabalho foi, sem dúvida, a obtenção de uma liga de titânio nitretada
no anodo de um reator do tipo jato de plasma de baixa intensidade, com dureza amplificada por fator da
ordem de 7 vezes a da amostra original, classificando o processo desenvolvido entre os trabalhos que
apresentaram melhores resultados em nível internacional. Esse jato de plasma de N2 permite concluir sobre
a viabilidade técnica da utilização do reator no melhoramento das características físico-químicas da
superfície de Ti6Al4V, multiplicando-se o potencial a aplicação da liga como biomaterial, mesmo na área de
produção de implantes cardiovasculares.
12.
GRAU DE SIGILO:
(X ) OSTENSIVO
( ) RESERVADO
( ) CONFIDENCIAL
( ) SECRETO