Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
Projeto de iniciação científica
RECICLAGEM DO ALUMÍNIO
UTILIZADO EM AULAS
NO LabMat-FEI
Relatório Final
Bolsista: Jonathas Alberto Ribeiro Abdou
e-mail: [email protected]
Orientador: Prof. Dr. Rodrigo Magnabosco
Departamento de Engenharia Mecânica - FEI
e-mail: [email protected]
Data da entrega do relatório
19/12/2002
1
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
I.Objetivos
Este projeto procura definir os procedimentos aplicados para a classificação de
matérias primas e sucatas de alumínio no Laboratório de Materiais do Centro
universitário da FEI, além de verificar a possibilidade de refusão e laminação a frio de
ligas Al-Cu. Pretende-se também analisar o método de obtenção de corpos-de-prova
de tração por fundição de ligas Al-Si, e indicar as açôes necessárias para obtê-los.
2
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
II.Revisão bibliográfica
II.1.Introdução
O início da produção industrial do alumínio e suas ligas é bastante recente. Em
1882 este metal ainda era uma raridade, com produção global de 2 t. Em 1900, a
produção mundial de alumínio era de 6.700 t, em 1916, pouco mais de 100.000 t. Já
em 1939, a produção atingiu 700.000 t e alcançou, em 1943, a marca de quase 2
milhões de toneladas. Ao longo da década de 80, o consumo de alumínio cresceu de
maneira mais acentuada que sua produção industrial. Para suprir a necessidade de
alumínio, a reciclagem tornou-se algo indispensável. Isso, o crescimento no volume da
sucata de alumínio e a mobilização mundial em prol da preservação das reservas
naturais levou a um aumento significativo da indústria de reciclagem. Além disso, o
processo de obtenção de alumínio secundário exige apenas 5% de energia gasta para
obter alumínio primário.[1]
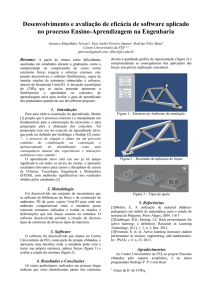
No Brasil, a reciclagem do alumínio iniciou-se em 1991, e desde então, seu
índice cresceu assustadoramente. Para que se tenha uma melhor idéia, só no ano de
2000, o Brasil reciclou 78% (vide figura.II.1) das 10 bilhões de latas de alumínio
produzidas. A coleta das latas é realizada por mais de 150 mil pessoas, movimentando
mais de US$ 135 milhões por ano, levando a grande maioria viver hoje
exclusivamente
da
coleta.
Igualmente,
a
cadeia
de
reciclagem
do
alumínio
(reciclagem, recuperação e transporte) também envolve um grande montante de
empresas, aproximadamente cinco mil. O ciclo da lata de alumínio, entre a produção e
o retorno aos centros de reciclagem, leva em média 42 dias, reduzindo o impacto sobre
3
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
Figura.II.1 -
Extraído em 21/08/2002 [3]
o meio ambiente.[2]
Depois do ferro, o alumínio é o material mais utilizado na fabricação de peças.
Este aumento se deve ao grande campo de aplicação deste metal, em virtude de suas
características. O alumínio e suas ligas têm grande importância técnica devido à sua
baixa densidade (2,6 a 2,8 g/cm³), elevada relação resistência/peso, elevada resistência
à corrosão, endurecibilidade de muitas ligas e bom acabamento superficial.[1]
Os maiores campos de sua aplicação são hoje a indústria de transportes
(automóveis, aviões, vagões), construção civil, engenharia mecânica e eletrotécnica
em geral, e a indústria de embalagens [2]. A usinagem das ligas trabalhadas oferece
várias vantagens importantes, incluindo velocidade de corte quase ilimitada, baixas
forças de corte, excelente acabamento, bom controle dimensional e longa vida da
ferramenta.[1]
4
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
II.2. Obtenção do alumínio
O método mais importante e rentável para a obtenção do alumínio é o processo
Hall-Heroult (em homenagem à Charles Hall, de Ohio, e Paul Heroult, da França, que
desenvolveram o processo em 1886), de eletrólise a partir de óxido de alumínio
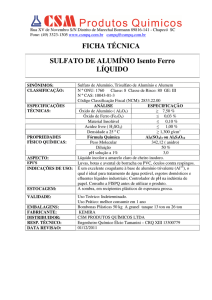
fundido. O óxido de alumínio é na maioria dos casos, obtido da bauxita (Figura.II.2)
através do processo Bayer. Este é um método seletivo de extração e partição
hidrometalúrgica muito eficiente. O principio do processo é a extração de hidróxido de
alumínio da bauxita, num tratamento em autoclave com solução de hidróxido de sódio
(NaOH) a temperatura média de 160°C. A seguir, ocorre a separação de resíduos
sólidos após o resfriamento da suspensão, a retirada de hidróxido de alumínio da
solução, agora supersaturada, através da cristalização e devolução da solução de
hidróxido de sódio após a separação do hidróxido cristalizado. O hidróxido obtido é
transformado termicamente para óxido.[1,4,5]
A obtenção do alumínio primário para metalurgia, pelo processo Hall-Heroult,
trata da eletrólise do óxido de alumínio em temperaturas de 950°C a 980°C. O óxido
de alumínio é dissolvido em criolita fundida, e através do emprego de um anodo dáse a decomposição química do óxido de alumínio. [1]
II.3. Processamento das ligas de alumínio
O alumínio metálico obtido na redução (alumínio primário) é carregado nos
fornos de refusão no estado líquido ou sólido, e são adicionados elementos de liga
(cobre, magnésio, silício, zinco, manganês, etc.), sucata selecionada e refinadores de
grão, elaborando-se o que se domine liga. Esta é vazada na forma de lingotes, placas,
5
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
Figura.II.2 – Transformação do Alumínio [1]
6
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
tarugos ou vergalhão Properzi, conforme a aplicação final do material. A partir desse
ponto é possível fazer uma distinção entre ligas fundidas, cujos produtos finais são
obtidos a partir do vazamento e solidificação do metal líquido em um molde com a
forma da peça, e ligas trabalháveis, nas quais os produtos finais são obtidos pela
transformação mecânica de um semi-acabado (placa, tarugo, vergalhão, ou barra).[1]
Os processos de conformação mais comuns são a laminação, extrusão,
forjamento, e trefilação[1]:
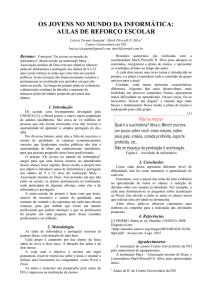
• Na laminação, uma placa com 300 a 400mm de espessura passa entre dois
cilindros de aço rotativos, cuja abertura é menor que sua dimensão inicial,
como ilustra a Figura.II.3.(a). Essa placa é reduzida na sua espessura
(aumentando o seu comprimento) em uma seqüência de passes, podendo
ser laminada à quente, por volta de 400°C, a partir da espessura da placa até
4 a 6 mm. A partir daí é feita a redução em temperatura ambiente,
atingindo-se espessuras de até 0,2 mm na linha de laminação a frio.
• Na extrusão, um tarugo é aquecido a aproximadamente 500°C, carregado
dentro do recipiente de uma prensa de grande capacidade (da ordem de
milhares de toneladas-força) e forçando contra um disco de aço, no qual é
cortada uma abertura com a forma do perfil, como pode-se ver na
figura.II.3(b). O metal escoa por essa abertura, o que gera uma peça de até
50m de comprimento, com a seção transversal do perfil.
7
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
(a)
(b)
Figura.II.3.(a) Ilustração do processo de conformação por laminação[6].(b) Ilustração do processo de
conformação por extrusão[7].
8
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
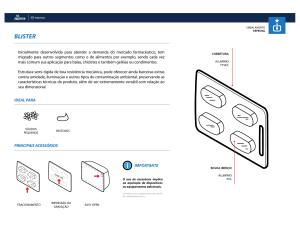
• No
forjamento,
um
bloco,
tarugo
ou
perfil
são
aquecidos
a
aproximadamente 500°C e comprimidos contra uma matriz bipartida, na
qual foi escavada a forma da peça em negativo, como segue na
figura.II.4.(a). O metal escoa, preenchendo a cavidade formada pelo
ferramental, tomando a forma da peça, como mostra a figura.II.4.(b).
(a)
(b)
Figura.II.4.(a) Foto de uma prensa de 40.000 ton[8]. (b) Pistões de alumínio forjados[8].
• Na trefilação, o arame, vergalhão, tubo ou barra (produzidos por extrusão
ou laminação) é tracionado a frio, passando por uma fieira, cuja abertura
tem seção transversal menor do que da peça (vide figura.II.5). Com isso
conseguem-se arames ou tubos mais finos do que os que podem ser
conseguidos por extrusão e com melhor precisão dimensional.
9
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
(a)
(b)
Figura.II.5.(a) Desenho esquemático da trefilação de arames[ 9]. (b) Foto de uma trefiladora [10]
II.4. Classificação do alumínio e suas ligas
As ligas de alumínio possuem, além do metal de base, muitos outros elementos
considerados como componentes da liga ou como impurezas. Os principais são o
cobre, silício, magnésio, zinco e manganês que determinam as características da liga.
Adições de cromo, níquel, vanádio, boro, prata, chumbo, bismuto, zircônio e lítio
conferem propriedades especiais às ligas básicas, como resistência à corrosão sob
tensão, controle de recristalização ou usinabilidade. Outros elementos como ferro,
10
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
titânio, sódio, estrôncio e antimônio são considerados impurezas cuja presença deve
ser controlada. Dependendo do grupo de ligas, um elemento que é considerado como
benéfico em uma liga poderá ser deletério em outra, e vice-versa. [1]
O alumínio e suas ligas são divididos basicamente em dois grupos: Ligas para
tratamento mecânicoe ligas para fundição.
II.4.1. Ligas para tratamento mecânico
Estas ligas são aquelas que são sujeitas a deformação (trabalhado a quente ou a
frio, em processos de extrusão, forjamento ou trefilação) a fim de transformar o lingote
de alumínio na forma desejada .[11]
Através da Aluminum Association (AA), estabeleceu-se um sistema numérico
de 4 dígitos para designar ligas de alumínio trabalháveis, que é adotado praticamente
no mundo todo, inclusive no Brasil. O primeiro dos 4 dígitos indica o grupo de
elementos que determinam as características da liga, conforme está indicado na
Tabela.II.1. [1]
Tabela.II.1- Designação das Ligas de Alumínio Trabalháveis.
Série
Componente Majoritário da Liga
1xxx
Alumínio
2xxx
Cobre
3xxx
Manganês
4xxx
Silício
5xxx
Magnésio
6xxx
Magnésio e Silício
7xxx
Magnésio e Zinco
8xxx
Outros
11
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
Suas principais características estão listadas abaixo:
• Série 1xxx. Alumínio com 99.00% ou mais de pureza com muitas aplicações,
especialmente nos campos
da elétrica e da química. É caracterizado pela
excelente resistência à corrosão, alta condutividade térmica e elétrica, baixa
resistência mecânica e excelente usinabilidade [11]
• Série 2xxx. O cobre é o principal elemento desta liga, tendo também o
magnésio como um segundo adicional. Ela não tem tanta resistência corrosiva
quanto as outras ligas. No entanto, as ligas 2xxx são usadas para rodas de
caminhões e aeronaves e fuselagem de aeronaves .[11]
• Série 3xxx. O manganês é o componente majoritário desta liga. Ela pertence
ao grupo de ligas não tratáveis termicamente, mas possui uma resistência
mecânica em média 20% maior do que as ligas 1xxx, dada de sua porcentagem
de manganês (por volta de 1.5%) .[11]
• Série 4xxx. O silício é o principal elemento desta liga. A porcentagem de
silício pode ser de até 12% causando queda no seu ponto de fusão. Por esta
razão este tipo de liga é usado para soldas.[11]
• Série 5xxx. Tem o magnésio como componente majoritário. Possui boas
características para solda, e boa resistência à corrosão, inclusive em atmosfera
marítima. Devida a esta característica esta liga pode ser usada em casco de
navios e barcos.[11]
• Série
6xxx.
As
ligas
da
série
6xxx
possuem
silício
e
magnésio
aproximadamente nas proporções de formação de Mg2 Si, o que a torna
termicamente tratável. Ela não é tão resistente quanto as ligas 2xxx e 7xxx,
12
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
mas possui boa resistência à corrosão, média resistência mecânica e pode ser
usada para soldas. [11]
• Série 7xxx. O zinco pode variar de 1 a 8%, já que é o componente principal da
liga. Uma vez que é adicionada uma pequena porcentagem de magnésio,
resulta a possibilidade de tratamento térmico, que promove uma melhor
combinação de resistência mecânica, resistência à corrosão e tenacidade à
fratura.[11]
• Série 8xxx. As ligas 8xxx possuem uma grande variedade de elementos em
sua composição, mas freqüentemente caracteriza-se por possui de 2.4 à 2.8%
de lítio.
Tem como aplicação o desenvolvimento de estrutura de aviões e
aeronaves espaciais.[11]
II.4.2 Ligas para fundição
As ligas de alumínio para fundição são as mais versáteis dentre todas as mais
comuns ligas fundidas. Como materiais fundidos, as ligas de alumínio possuem as
seguintes características favoráveis: [12]
• Boa fluidez para o preenchimento de seções finas.
• Estabilidade química.
• Baixo ponto de fusão em relação àqueles requeridos por muitos outros metais.
• Rápida transferência de calor do alumínio fundido para o molde, promovendo
menores ciclos de fundição.
13
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
• O hidrogênio é o único gás com apreciável solubilidade no alumínio e suas ligas, e
a solubilidade do hidrogênio no alumínio pode ser facilmente controlada por
métodos de processamento.
Geralmente as ligas de alumínio fundidas são produzidas por molde para
fundição sob pressão, areia seca e areia verde. Dificilmente as ligas de alumínio são
fundidas à vácuo, baixa pressão e centrifugação.[12]
A Aluminum Association estabeleceu um sistema de três dígitos seguidos por
um valor decimal. As ligas xxx.0 representam, em todos os casos, a composição
química limite para fundição. As xxx.1 e as xxx.2 representam a composição química
para lingotes. Muitas classificações da AA incluem uma letra como prefixo, referindose à porcentagem de impureza encontrada na liga. As famílias das ligas fundidas estão
a seguir [12,13]:
1xx.x – Liga com pureza de no mínimo 99,0% de alumínio.[13]
2xx.x – Este tipo de liga possui o cobre como componente majoritário, mas outro
componente da liga pode ser especificado.[13]
3xx.x – São as ligas que possuem o silício como componente principal. No
entanto, outros componentes, como o magnésio e o cobre, são
especificados. A série 3xx.x representa aproximadamente 90% de todas
as ligas fundidas produzidas.[12]
4xx.x – Ligas em que o silício é o principal elemento.[12]
5xx.x – Ligas que possuem o magnésio como componente principal.[12]
6xx.x – Não são utilizadas comercialmente.[13]
14
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
7xx.x – Este tipo de liga possui o zinco como componente principal. Geralmente
há a adição de cobre, magnésio, cromo, manganês, ou combinação destes
elementos na liga.[12]
8xx.x – Possui o estanho como elemento principal da liga.[12]
9xx.x – Não são utilizadas comercialmente.[13]
As ligas de alumínio para fundição também são conhecidas como ligas de
alumínio-silício, notação que diz respeito ao alto teor de silício, que pode chegar a até
23% nas ligas para fundição.[14]
O alto teor de silício nas ligas de alumínio diminui o ponto de fusão, aumenta a
resistência à corrosão e diminui a ductilidade. Por outro lado, estas ligas são de difícil
usinagem, recomendando-se o uso de ferramentas de carbureto de tungstênio com
grande ângulo de corte e trabalhando à baixa velocidade com fluídos refrigerantes e
lubrificantes adequados.[14]
II.5. Tratamentos térmicos e termomecânicos
De um modo geral tratamentos térmicos e termomecânicos são uma condição
ou estado produzido no metal ou liga por processos térmicos, ou mecânicos, e que
produzem estruturas e propriedades mecânicas características. O sistema de
nomenclatura de tratamentos térmicos se baseia em letras, e as subdivisões destas são
indicadas por um ou mais números, que especificam as operações básicas que o
material deve sofrer. As designações básicas são [1]:
15
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
• F (como fabricadas) – aplica-se a produtos laminados à frio, à quente ou
sobre os quais não se exerce nenhum controle sobre suas condições de
processo. Não há garantia de propriedades mecânicas. [1,15]
• O ( recozido ) – aplica-se aos produtos que são recozidos para que sejam
obtidos o máximo amolecimento e a máxima conformabilidade do
material.[1]
• W (solubilizado) – Têmpera instável aplicada somente em ligas que
envelhecem naturalmente após a solubilização. Esta designação é específica
somente quando o período do envelhecimento natural está indicado. Por
exemplo: W 1/2h. [16]
• H (encruado) - Aplica-se às ligas não tratáveis termicamente, em que o
aumento de resistência é obtido por deformação mecânica. Será sempre
seguido por um ou mais dígitos.[1]
• T (tratados termicamente) – aplicável as ligas tratáveis termicamente,
gerando propriedades mecânicas estáveis diferentes de “F” ou “O”,
podendo ou não ter encruamento adicional. Será sempre seguido de um ou
mais dígitos. [1]
Vale citar que todas as têmperas são aplicáveis às ligas fundidas, exceto a
têmpera H, já que esta precisa de trabalho mecânico (encruamento) para ser realizada.
As têmperas H e T apresentam subdivisões conforme mostrado a seguir.
16
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
II.5.1. Têmperas “H”
O primeiro dígito que se segue a letra H indica combinação das seguintes
operações básicas:
• H1x - Apenas Encruada. As propriedades mecânicas conseguidas exclusivamente por encruamento, sem nenhum tratamento suplementar. O dígito que segue H1
indica o grau de encruamento. [1,15]
• H2x – Encruada e Recozida Parcialmente. As propriedades mecânicas são
aumentadas mais do que o nível desejado e depois diminuídas por recozimento
parcial. O dígito após H2, indica o grau de encruamento restante depois que o
produto foi parcialmente recozido.[1,15]
• H3x – Estabilizada Após Encruamento. Algumas ligas amolecem com o passar
do tempo, após terem sido encruadas ( principalmente as do grupo 5xxx). Esse
amolecimento pode ser acelerado e estabilizado por tratamento térmico após o
encruamento. O dígito após H3, indica o grau de encruamento restante depois do
produto ter sido estabilizado.[1,15]
Grau de deformação aplicado ao material é especificado pelo segundo dígito após
a letra H, que comumente é[1]:
• Hx2 – ¼ duro
• Hx4 – ½ duro
• Hx6 – ¾ duro
• Hx8 – duro (diz-se de um material que sofreu aproximadamente 75% de
deformação a frio após ter sido plenamente recozido).
17
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
II.5.2. Têmperas T
O “T” é sempre seguido de um ou mais dígitos. Um período de envelhecimento
natural pode ocorrer entre ou após as operações listadas e o controle desse período é
exercido quando é metalurgicamente importante. Números de 1 a 10 indicam
seqüências específicas de tratamentos (um asterisco mostra quais são as têmperas mais
aplicadas em produção)[1,16]:
• T1(*) - Resfriado de um processo de conformação a temperatura elevada e
envelhecimento naturalmente a uma condição estável. Aplica-se a produtos que
não foram trabalhados a frio depois de um resfriamento de uma elevada
temperatura do processo de conformação.[16]
• T2 - Resfriado de um processo de conformação em temperatura elevada,
encruado e envelhecido naturalmente a uma condição estável. Aplica-se à
produtos trabalhados à frio a fim de aumentar a dureza depois de um resfriamento
à uma elevada temperatura do processo de conformação.[16]
• T3(*) - Solubilizado, encruado e envelhecido naturalmente a uma condição
estável. Aplica-se à produtos trabalhados à frio a fim de fornecer maior dureza ao
material após tratamento térmico de solubilização.[16]
• T4(*) – Solubilizado e envelhecido naturalmente a uma condição estável.
Aplica-se à produtos que não foram trabalhados à frio depois de tratamento
térmico de solubilização.[16]
• T5(*) – Resfriado de um processo de conformação em temperatura elevada e
envelhecido artificialmente. Aplica-se a produtos que não foram trabalhados à
frio depois de um resfriamento de uma elevada temperatura do processo de
18
Laboratório de Materiais do Centro Universitário da FEI
http://www.fei.edu.br/mecanica/me541/LabMat.htm
conformação, fundição ou extrusão e para aqueles que tiveram sua propriedades
mecânicas substancialmente mudadas por precipitação em tratamento térmico.[15]
• T6(*) – Solubilizado e envelhecido artificialmente. Aplica-se à produtos que não
foram trabalhados à frio após tratamento térmico de solubilização.[16]
• T7 – Solubilizado e estabilizado (superenvelhecido). Aplica-se a produtos que
são estabilizados após tratamento térmico de solubilização a fim de levá-los além
do ponto de máxima dureza a fim de promover o controle de algumas
características especiais.[16]
• T8(*) – Solubilizado, encruado e envelhecido artificialmente. Aplica-se à
produtos trabalhados à frio a fim de fornecer maior dureza.[16]
• T9(*) – Solubilizado, envelhecido artificialmente e encruado. Aplica-se à
produtos trabalhados à frio a fim de fornecer maior dureza especialmente após de
haverem sido precipitados por tratamento térmico.[15]
• T10 – Resfriado de um processo de conformação em temperatura elevada,
envelhecido artificialmente e encruado.
Aplica-se à produtos trabalhados à frio
a fim de fornecer maior dureza após um resfriamento de um processo de trabalho à
quente.[15]
Na norma ANSI H 35.1 poderão ser encontradas maiores informações sobre
nomenclatura de têmperas. [1]
19