COMUNICAÇÃO TÉCNICA
_____________________________________________________________________________________________________________________________________________________ _________________________________________________
Nº 174284
Pré-tratamento mecânico
Gerhard Ett
Palestra apresentada no Curso de Tratamento de Superfície,
apresentada na Associação Brasileira de Tratamento de Superfície –
ABTS/SINDISUPER, 2016.
A série “Comunicação Técnica” compreende trabalhos elaborados por técnicos do IPT, apresentados em eventos, publicados em revistas especializadas ou quando seu
conteúdo apresentar relevância pública.
___________________________________________________________________________________________________
Instituto de Pesquisas Tecnológicas do Estado de São Paulo
S/A - IPT
Av. Prof. Almeida Prado, 532 | Cidade Universitária ou
Caixa Postal 0141 | CEP 01064-970
São Paulo | SP | Brasil | CEP 05508-901
Tel 11 3767 4374/4000 | Fax 11 3767-4099
www.ipt.br
Curso de Tratamentos de Superfície
Pré-Tratamento Mecânico
Gerhard Ett, Dr. Engº
Apoio:
ABTS - Associação Brasileira de Tratamento de Superfície
SINDISUPER - Sindicato da Indústria de Proteção, Tratamento e Transformação de Superfície de São Paulo
Gerhard Ett
Contatos: Gerhard Ett, Dr. Eng.
Chefe do Laboratório de Engenharia Térmica e Motores do IPT (Instituto de Pesquisas Tecnológicas)
Centro de Tecnologia Mecânica, Naval e Elétrica – CTMNE
[email protected] (11) 3767-4667
1
PRÉ-TRATAMENTO MECÂNICO
Conceitos
Máquinas Operatrizes
Jateamento
Abrasivos
Acabamento, Polimento e Superacabamento
2
PRÉ-TRATAMENTO MECÂNICO
Conceito:
São as operações mecânicas necessárias para
preparar uma peça, às condições ideais, para que
esta receba um acabamento superficial.
3
IMPORTÂNCIA:
Melhor aderência
Melhor acabamento
Maior vida útil
Controle de rugosidade do revestimento (epitaxia)
Evitar a falha no revestimento
4
APLICAÇÕES PRINCIPAIS
Remoção de contaminantes superficiais
Preparação mecânica da superfície (rugosidade)
Controle de espessura final
Remoção de cavacos
5
DEFEITOS E CONTAMINANTES TÍPICOS
ENCONTRADOS SOBRE UMA SUPERFÍCIE
Irregularidade na composição superficial do substrato
como segregações, adições de liga não totalmente
dissolvidas, inclusões da areia de fundição
Dobramentos
Incrustações de grãos (rebolos, lixas, jateamento)
Porosidade, rugosidade inadequada do substrato
Lubrificantes, Óleos, graxas
Produtos de corrosão
Marca de dedos (oleosidade da pele)
6
CUIDADOS DURANTE AS OPERAÇÕES
O controle da temperatura da superfície é vital para
os processos que não englobam a auto-refrigeração.
Uma elevação da temperatura de cerca 200ºC pode
mudar, de forma drástica, o comportamento do
revestimento / substrato.
Em alguns processos são utilizadas altas densidade
de corrente e numa área muito reduzida: danos
locais podem ocorrer aquecimento local /desigual na
peça.
7
JATEAMENTO
8
JATEAMENTO
Consiste na projeção de partículas por ar, gás ou
água sob pressão a velocidade relativamente
elevada visando a remoção de elementos
contaminantes ou obtenção de um acabamento prédeterminado.
Aplicações:
Limpeza, Acabamento, Rebarbação
Gravação, Martelamento (shot-peening)
9
EQUIPAMENTOS DE JATEAMENTO
Podem ser classificados pelos sistemas que utilizam:
Ar comprimido Sucção
Pressão:
Gravidade
Pressão direta
Elevação
Jato líquido
Força centrífuga
10
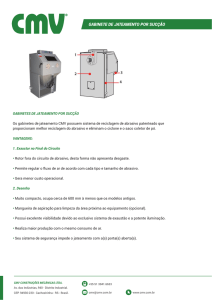
JATEAMENTO POR SUCÇÃO
Zirtec-MODÊLO GSX
11
JATEAMENTO POR SUCÇÃO
vídeo
vídeo
Água + Abrasivo
Fotos:MBA
12
JATEAMENTO POR SUCÇÃO
Vantagens:
• Baixo consumo de ar comprimido
• Equipamento barato
• Opera com suspensões aquosas
Desvantagens:
• Menor eficiência - comparado equipto. de pressão
• Menor velocidade (25m/s).
• Somente para granolumetria menores que 0,5mm
• Uso até pressão de 80 psi - 5,6 bar - 2,5 Kg/cm2.
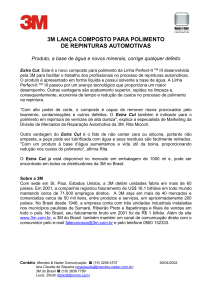
13
SUCÇÃO POR HIDROJATEAMENTO
O propulsor é um liquido (água,
detergente, solvente) que mantém
o abrasivo em suspensão.
Abrasivo não metálico de baixa
densidade, como casca de nozes.
Malha varia de 60 a 5000.
Vantagem: Ação branda sobre
superfícies usinadas de tolerância
bastante estreita.
Pequena alteração dimensional.
14
HIDROJATEAMENTO
Fotos: Hydropressure /Hidrojatonacional
15
HIDROJATEAMENTO
Equipamentos trabalham com água sob alta ou
altíssima pressão, de 2.000psi a 50.000 psi.
Vantagens:
• Água pode ser reciclada em até 90%.
• Não há disposição dos abrasivos utilizados.
• Baixo consumo de água.
Desvantagens:
• Tratamentos de Efluentes, caso utilize Nitrito Sódio
-proteção contra a corrosão da superfície jateada.
• Filtros para reciclagem da água são dispendiosos.
16
JATEAMENTO POR PRESSÃO DIRETA
Vantagens:
•
•
•
•
•
Maior eficiencia na remoção de cascas de oxidação de peças
pesadas e delicadas.
O abrasivo é mantido sob a mesma pressão existente na linha
(5 a 12 bar) e desta forma entra por gravidade.
Reciclagem do abrasivo
Diversas granulametrias e tipos de abrasivos
Velocidade até 45 m/s.
Desvantagem:
O equipamento custa o dobro se comparado ao de Sucção.
Para áreas grandes, com rapidez de remoção/ limpeza
17
JATEAMENTO POR PRESSÃO DIRETA
Fotos: Tecjato
18
JATEAMENTO POR PRESSÃO DIRETA
Fotos: Huan Uei/ Aboytes
19
JATEAMENTO
CARACTERISTICAS
Geometria do grão – arredondada (cortes mais brandos)
ou angular (maior corte, provoca anunciada aspereza)
Dureza do grão
Composição
Forma de fratura
Poder de absorver ou reter líquidos
PARAMETROS
Pressão
Diâmetro do Bico
Distância Bico/substrato
Granulação abrasivo
Velocidade de varredura
Ângulo de incidência (60o)
20
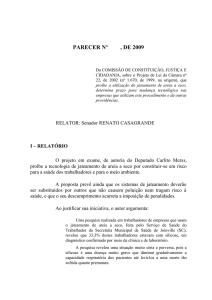
FORÇA CENTRIFUGA – “TURBINAS”
São dispositivos rotativos (1500 a 3000 rpm), providos
de palhetas que aceleram por centrifugação partículas
de abrasivos alimentas continuamente pelo centro.
Vantagens: energicamente muito mais eficientes que as
pistolas de sucção e os bicos de pressão.
Ex. Diâmetro 550 mm, motor 75 cv
arremessa 600 kg/min de granalha de aço.
Abrasivo: granalha de aço até casca de nozes.
Área de aplicação pode ter mais de um metro de
comprimento.
21
FORÇA CENTRIFUGA – “TURBINAS”
22
JATEAMENTO - APLICAÇÕES CONSAGRADAS
Manutenção Automotiva - Cabeçotes, válvulas, virabrequins
Manutenção Ferroviária - peças de motores
Manutenção Naval - Recuperação de antenas de radar
Manutenção Aeronáutica - Turbinas, hélices, trens de pouso
Moldes em geral - Limpeza, penning
Limpeza Hidrômetro - Conexões
Motores Elétricos - Rotores, carcaças, coletores
Eletrônica - Remoção de vernizes em fios, limpeza de
circuitos impressos.
Indústria Têxtil - Limpeza de pinças, de guias fios.
23
ABRASIVOS PARA JATEAMENTO
Abrasivos para jateamento devem:
Garantir o acabamento superficial desejado,
Limpar com rapidez e eficiência,
Não desgastar muito o equipamento,
Ter o menor custo possível.
Produzidos em formatos angulares e esféricos,
naturais puros, sintéticos ou combinados em
diferentes granulometrias e com graus diversos de
dureza.
24
ABRASIVOS PARA JATEAMENTO
1. ÓXIDO DE ALUMÍNIO
É o mais utilizado, encontra-se nas cores cinza e marrom.
Dureza: 9,2 a 9,5 Mohs.
Substitui a areia na limpeza de superfícies a serem
revestidas.
Não é tóxico.
Muito eficiente para limpeza e ancoragem de
revestimentos galvanotécnicos e aspersão térmica.
25
ABRASIVOS PARA JATEAMENTO
2. GRANALHA de AÇO ANGULAR ou ESFÉRICO
Constituído de ferro fundido branco com baixo teor de
cromo ou outros endurecedores ou aço.
Muito durável, porém dispendioso. A poeira é reduzida
em 1/5 em relação a areia e não adere na superfície.
Grande durabilidade -300 a 400 ciclos.
Esferas angulares são mais abrasivas.
Aplicações: Limpeza, acabamento e indispensável no
“shot-peening” (angulares).
26
GRANALHAS DE AÇO - ANGULARES
SAE ASTM
Médio
(mm)
Aplicações
G14 10 a 14
1,7
Fundição pesada. Explo. Base de
turbinas
G16 12 a 16
1,4
Decapagem de chapas acima de 1” Fundição pesada
G25 16 a 25
1,0
Chassis de vagões ferroviários
G50 25 a 50
0,5
Preparação para revestimentos
galvânicos.
27
GRANALHAS DE AÇO - ESFÉRICAS
SAE
ASTM
Médio
(mm)
Aplicações
S660
8 a 12
2,0
Decapagem de peças de grande porte,
bloco de motores para tratores
S550
10 a 14
1,7
Blocos de motores para caminhões,
material ferroviário
S460
12 a16
1,4
Blocos de motores de automóveis
S390
14 a 18
1,2
Aplicação em tubos de paredes grossas
S280
18 a 25
0,9
Balancins de eixos de comando de
válvulas
S170
25 a 40
0,6
Quadros de bicicletas
28
ABRASIVOS PARA JATEAMENTO
3. MICROESFERAS DE VIDRO
Quimicamente neutras, encontrada em malhas muito
finas (aparência de talco - higroscópico)
Acabamento acetinado.
Aplicações: limpeza de moldes, carburadores,
rebarbação de precisão - agulhas hipodérmicas
(esferas de 40 m), “shot-peening” em ferramentas de
corte, gravação, ancoragem ou decoração.
29
ABRASIVOS PARA JATEAMENTO
4.CASCA de NOZES, de CASTANHA do PARÁ, SABUGO
de MILHO, CAROÇO de PESSEGO, etc:
Para peças que não podem sofrer alterações dimensionais,
peças de alta precisão.
Muito empregada para operações de rebarbamento de
plásticos quebradiços – mantém brilho da peça.
30
ABRASIVOS PARA JATEAMENTO
5. AREIA (Cuidado!)
Fácil de obter, barato.
Aderem sobre a superfície. Exige, muitas vezes, a
imersão da peça em soluções contendo fluoretos
ácidos para remover os resíduos silicosos para que
não interfiram na qualidade dos revestimentos.
Causam danos permanentes a saúde (Silicose).
Fragmentam a pressões superiores a 3 a 4 kg/cm2.
Ciclos – 2 a 3 ciclos.
31
Jateamento com Areia - Silicose
A silicose é incurável, porém prevenível!
Sintomas podem surgir em menos de 10 anos.
A maior parte de partículas aspiradas (1-2 μm)
são removidas na expiração e sistema
mucociliar, as retidas causam danos
permanentes ao pulmão.
Além do pulmão lesado, pode haver
insuficiência cardíaca e esta levar a morte.
Prevenção: não uso da areia, ambiente
controlado e o uso de EPI´s.
32
ABRASIVOS PARA JATEAMENTO
6. CASCA DE ARROZ
Substituído pelo hidrojateamento.
Atualmente muito utilizada no tamboreamento.
vídeo
7. PELOTAS DE GÁS CARBONICO (Gelo Seco)
Caro, porém não deixa resíduos.
33
Peneiras
34
Peneiras
OPENING / DESIGNATION
ISO
850 µm
No. 20
20 mesh
125 µm
No. 120
115 mesh
710 µm
No. 25
24 mesh
106 µm
No. 140
150 mesh
600 µm
No. 30
28 mesh
90 µm
No. 170
170 mesh
500 µm
No. 35
32 mesh
75 µm
No. 200
200 mesh
425 µm
No. 40
35 mesh
63 µm
No. 230
250 mesh
No. 45
42 mesh
53 µm
No. 270
270 mesh
45 µm
No. 325
325 mesh
ASTM
TYLER
5.6 mm
No. 3-1/2
3-1/2
mesh
4.75 mm
No. 4
4 mesh
4.00 mm
No. 5
5 mesh
3.35 mm
No. 6
6 mesh
2.80 mm
No. 7
7 mesh
355 µm
2.36 mm
No. 8
8 mesh
300 µm
No. 50
48 mesh
2.00 mm
No. 10
9 mesh
250 µm
No. 60
60 mesh
1.70 mm
No. 12
10 mesh
400 mesh
12 mesh
65 mesh
No. 400
No. 14
No. 70
38 µm
1.40 mm
212 µm
1.18 mm
No. 16
14 mesh
180 µm
No. 80
80 mesh
32 µm
No. 450
450 mesh
1.00 mm
No. 18
16 mesh
150 µm
No. 100
100 mesh
25 µm
No. 500
500 mesh
1 micron = 1 micrometer (µm) = 0.001 millimeter (mm)
35
Alguns exemplos
Tipos de Abrasivos e suas Funções
A
Óxido de Alumínio Comum - cinza ou marrom (96-97%). Desbaste e retificação de Aços
Carbono, sem tratamento térmico, forjados, fundidos, uso geral
AA
Óxido de Alumínio Branco (99%). Aços temperados, cementados, de alta liga utilizados na
construção de ferramentas de corte, etc. dureza de 60/64 Ra.
DA
Óxido de Alumínio Combinado - Mistura proporcional de A + AA. Propriedades intermediárias
aos componentes acima. Aços de média dureza
DR
Óxido de Alumínio Rosa - Propriedades semelhantes ao AA, porém mais friável, indicado para
a afiação de frezas, escariadores, machos, retificação de grandes áreas de contato, em aços
sensíveis ao calor.
C
Carbureto (Carbeto) de Silício Preto - Desbaste e acabamento ferro fundido comum, metais
não ferrosos, materiais não metálicos.
GC
Carbureto de Silício Verde -Retificação e afiação de Widia, vidro, pedras semi-preciosas, etc.
CA
Mistura de A + C. Desbaste de ferro fundido ligado, fabricado só em liga resinóide
RC
Carbureto de Silício combinado Mistura C+G - afiação de ferramentas de metal duro, borracha.
B
Nitreto Cúbico de Boro (CBN) - Lapidação, retificação cambio, usinagem de aço-ferramenta
D
Diamante - Rebolos para lapidação, retificar metal-duro, quartzo, cristal, pedras preciosas,
mármore,granito e materiais cerâmicos.
36
Técnicas de medida de tamanho de partícula
Método de peneiramento – mais comum e barato.
Partículas > 50 micra. Análise granulométrica é feita
através de peneiras de diferentes aberturas, padronizadas
internacionalmente. A série de peneiras normalmente
empregada é do tipo Tyler.
Microscopia Ótica (> 1 mícron) e eletrônica (< 0,001micra)
– caracterização (forma, morfologia, cor, padronização)
Difração a Laser - faixa de medição de 0,05 a 3.000 µm.
(alta densidade e desigual).
Classificação segundo a ASTM:
• Até granulação 220: o grão abrasivo é medido pelo nº de
malhas por polegada linear.
• Acima de 220 - classificados por sedimentação ou
37
ventilação.
VIBROACABAMENTO
(Tamboreamento)
38
VIBROACABAMENTO (TAMBOREAMENTO)
Objetivo:
Acabamento de peças pequenas a médias, junto com
chips na eliminação de rebarbas e cantos ou para
arredondar ou polir.
Aplicações:
Rebarbar, brunir e abrilhantar peças
Ex. jóias, bijuterias, latão, alumínio, plásticos e
instrumentos em geral.
39
VIBROACABAMENTO (TAMBOREAMENTO)
Vantagens:
Alta freqüência das vibrações, entre 1000 e 2000 rpm
propicia um desbaste maior do material, ca. 6 vezes
mais rápido.
Uniformidade e rapidez do acabamento.
Desbastar marcas de usinagem.
Retirar oxidações, depósitos eletrolíticos ou pintura.
40
VIBROACABAMENTO (TAMBOREAMENTO)
Existem 3 fenômenos que ocorrem no vibroacabamento
(tamboreamento)
rebarbação, esmerilhamento e esmagamento.
41
Fatores de Controle para o Vibroacabamento
CHIPS são componentes que favorecem o efeito da
rebarbação ou polimento de peças com geometrias complexas.
42
Fatores de Controle para o Vibroacabamento
Chips - Materiais
Pedras naturais, quartzo.
Cerâmicos perfomados (cônico, triangular, esférico).
Plásticos com abrasivos (acabamento de peças
delicadas como latão, zinco, ferro para niquelação
decorativa).
Porcelanas perfomados (para separação de peças).
Meios metálicos (pino de aço temperado para
brunimento de talhares).
Madeira (polimento de armação de óculos).
Casca de noz (para secagem ou limpeza de peças
tamboreadas, polimento de peças delicadas – armação
43
de óculos).
Fatores de Controle para o Vibroacabamento
Compostos Químicos
Deixam os chips limpos para que mantenham seu
poder cortante,
Decapagem,
Amortecem/ reduzem o impacto - peças.
Melhoram a eficiência do processo
Evitam a corrosão.
44
Fatores de Controle para o Vibroacabamento
Proporção entre meio e peça.
Depende do tipo de peça e do acabamento desejado.
Usual: volume de peças/volume de chips - 1:3.
Ex. Niquelação brilhante para uma peça de Zinco, usa-se
a relação de 1:7 (acabamento).
45
MÁQUINAS VIBRATÓRIAS
46
SISTEMA CONTÍNUO
vídeo
Movimento descrito pela carga
de material em processamento
47
Fonte: Mavi
ESPIRATROM
48
VIBROACABAMENTO (TAMBOREAMENTO)
49
TAMBOR ROTATIVO
FATORES DE CONTROLE
PARAMETROS DO TAMBOR
Chapa de aço com formato octogonal para melhor performance
do deslize da carga, revestido internamente com borracha para
evitar choques das peças com a parede - proteger da ação de
desgaste dos abrasivos.
PARAMETROS DE CARGA
1) Melhor acabamento quando se usa proporção 3:1 Chip/ Peças.
2) Adicionar água até atingir o nível da carga.
3) Adicionar o detergente químico na concentração indicada.
4) Acompanhar o tempo de acordo com o acabamento desejado.
50
TAMBOR ROTATIVO
Material do Tambor
Tempo de operação
Velocidade do Tambor
Altura da carga
Nível de água
Quantidade chips/ peças
51
TAMBOR ROTATIVO - Fatores de controle
ALTURA DE CARGA NO TAMBOR
- Afeta o grau de ataque.
- Nunca inferior a 50% da capacidade da cuba para evitar o
efeito cascata. Usual: 60 a 75%.
NIVEL DE ÁGUA
Reduz as batidas entre as peças. Cuidado c/ peças delicadas.
VELOCIDADE DO TAMBOR
Tambores de diâmetro grande deve girar mais lentamente para
obter o mesmo efeito.
* Diâmetro = 60cm/ 20 rpm - Diâmetro = 40cm / 30 rpm.
TEMPO DE TAMBOREAMENTO
Depende da combinação dos fatores anteriormente citados.
52
TAMBOR ROTATIVO
Tambor rotativo:
Processos de rebarbação, polimento,
brilho e limpeza.
Indicado para peças fundidas, ferrosas,
não ferrosas e plásticas.
Tambor planetário:
Processos de rebarbação e polimento,
em peças de pequeno porte.
Reduz em 1/3 o tempo dos equipamento
tradicionais.
http://www.gvmaquinas.com.br/
53
Jateamento
com gelo seco
Jateamento com gelo seco é um sistema de limpeza
industrial usado para preparar superfícies e remover
contaminantes.
As partículas sólidas de gelo seco são impulsionadas
em alta velocidade para se obter um impacto sobre a
superfície a ser limpa.
Quando ocorre o impacto, as partículas não tóxicas
mudam do estado sólido para o estado gasoso e
assim simplesmente sublimam sem deixar resíduos,
removendo os contaminantes indesejáveis da
superfície, deixando-a limpa, seca e sem danos ao
substrato.
O jateamento de gelo seco pode ser aplicado em
qualquer atividade industrial, substituindo na maioria
das vezes os processos convencionais de limpeza tais
como jateamento com areia, limalhas, vapor,
solventes, água a alta pressão e limpeza normal.
54
Aplicações
Limpeza nas Instalações de Montagem
Remoção das escórias de soldas;
Mantêm um funcionamento suave dos robôs;
Limpeza de ventiladores e exaustores industriais realizada com
os ventiladores em seus lugares;
Segura nas imediações das linhas elétricas, redes de
distribuição de óleo e linhas de adução de ar.
Indústria eletro-eletrônico
Remoção de camadas de pintura;
Limpeza de circuitos eletrônicos;
Manutenção de máquinas e motores
Blocos do motor;
Pistões;
55
Indústria de alimentos
Indústria gráfica
Limpeza de pisos, paredes, equipamentos de ventilação;
Limpeza de peças para manutenção, equipamento de empacotamento,
alimentadores de cola.
Limpeza de cilindros de rotogravura;
Limpeza de peças para manutenção.
Indústria de fundição
Limpeza de moldes e caixas de machos quentes e frios na remoção de resíduos
e desmoldantes;
Limpeza de cuba de misturadores e ganchos de cabides de pintura;
Limpeza de peças para manutenção.
Indústria de pneumáticos / borracha
Moldes de pneus;
Moldes de (vedação) gaxetas;
Moldes de sistemas de vedação;
Limpeza de resíduos de cola e resinas acumuladas nos equipamentos;
Limpeza de circuitos elétricos e painéis de comando.
56
REBOLOS
Principais Características:
1.
Tipo de abrasivo
2.
Granulação (tamanho dos grãos abrasivos)
3.
Dureza da liga (grau)
4.
Estrutura (porosidade / densidade)
5.
Liga (une os grãos abrasivos/ aglomerante/ ligante)
57
REBOLOS
1.Tipo
de Abrasivo
O tipo de abrasivo (naturais/ artificiais, convencionais,
superabrasivos) é indicado, por exemplo, pelas letras
A, C, B ou D:
A – Óxido de Alumínio (Al2O3) – diferentes dureza /tenacidade
C – Carbeto de Silício (SiC)
B – Nitreto Cúbico de Boro (CBN)
D – Diamante
No geral, para a confecção de rebolos utilizam-se
grãos abrasivos obtidos artificialmente, menor custo.
58
REBOLOS - GRANULAÇÃO
2.
Granulação (tamanho do grão abrasivo)
Classificação + comum: Método de Peneiramento.
Por exemplo: Tamanho de grão 80
Obtido através de uma peneira cujo lado tem 1/80 de
polegada (aproximadamente 0,32 mm). Número de
malhas (aberturas) por polegada quadrada.
Quanto maior a numeração, menor o tamanho do grão.
2 mesh (# 2)
6 mesh (# 6)
12 mesh (#
12)
59
REBOLOS
O rebolo (ou disco de retífica) é, basicamente, constituído de um
aglomerado de partículas duras (abrasivas), unidas por um
ligante com forma e dimensões definidas que tem a função de
cortar, desbastar, retificar, afiar, polir, etc. Distinguem-se das
demais ferramentas de corte por serem auto afiáveis.
A eficiência do rebolo está diretamente relacionado com o tipo,
granulação e dureza do abrasivo empregado, o ligante (liga) e a
porosidade existente
A dureza do rebolo depende da liga que segura os grãos abrasivos
(resistência ao arrancamento das partículas abrasivas).
60
REBOLOS
Escolha do Rebolo:
Um bom rebolo deve reter, por longo período, a
capacidade de corte.
Os grãos abrasivos são desagregados da liga quando
começam a perder seu corte, expondo novos grãos a
operação.
A escolha errada de um rebolo ou dos parâmetros de
retífica, resulta em considerável risco de causar trincas
na superfície da peça.
61
REBOLOS
Dureza:
Não tem a ver com a dureza do grão, mas com a força com que a
liga segura os grãos abrasivos (resistência ao arrancamento das
partículas abrasivas).
3.
O grau de dureza correto para uma operação é aquele que solta
os grãos abrasivos a medida em que os mesmos perdem seu
poder de corte e desbaste, expondo continuamente novas arestas.
Quanto + ligante, menos poros, maior superfície ligada = maior
resistência ao arrancamento das partículas abrasivas.
“Rebolos duros” tendem a manter bem a sua forma, mas tendem
a queimar, as partículas abrasivas não se soltam durante o
trabalho, há perda da afiação.
“Rebolos moles” - tendem a perder rapidamente a forma, tem
porém baixa tendência à queima, perdem com maior facilidade as
partículas abrasivas, mantendo a afiação do rebolo.
62
REBOLOS - LIGAÇÃO
5.1 Liga Vitrificada (V) - liga inorgânica (mistura de
feldspato e argila/ materiais cerâmicos)
Característica: Friabilidade no corte e manutenção do
perfil.
Aplicação: trabalhos de precisão, porém não
resiste a grandes impactos.
Velocidade = 33 m/s.
Porosos e podem executar todos tipos de durezas.
Liga não sofre ataque ou reação química pela água,
óleo lubrificante e ácidos.
Baixa sensibilidade à altas temperaturas - estrutura
porosa.
63
REBOLOS - LIGAÇÃO
5.2 Liga Resinóide (B) - liga orgânica (fenol e formol
polimerizada), borracha ou resina natural.
Característica: Resistência a impactos.
Aplicação: desbastes, cortes, rebarbação e tb.
operações de precisão.
Velocidade de 50 a 60 m/s em rebolos normais e de 80
a 100 m/s em rebolos reforçados com tela de fibra de
vidro ou anéis de aço.
Cuidado com óleos lubrificantes, manter pH 7-8.
Baixa porosidade - excelente acabamento superficial.
Elevada sensibilidade à altas temperaturas – deve ser
intensa e constante a refrigeração .
64
REBOLOS - LIGAÇÃO
5.3 Liga Mineral - cimento, magnesita ou silicatos.
Pouco elásticos
Pouco tenazes
5.4 Borracha (R)
Para rebolos transportadores das retificadoras sem
centro (centerless).
Usado em discos de corte refrigerados.
Boa qualidade superficial.
5.5 Metal (M)
Utilizados com Superabrasivos (CBN e Diamante).
65
Identificação de Rebolos
A
RT
38A
60
K
V
T
Face Formato Tipo do Tamanho Dureza Liga Modificação
Abrasivo do grão
de Liga
FACE
FORMATO
66
REBOLOS
67
Lixas
68
LIXAS
Todas as lixas independentemente de sua aplicação
são compostas, basicamente, por:
Costado – papel leve, pesado, a prova d’água, pano,
etc.
Grão abrasivo – óxido de alumínio, carbeto de silício,
etc.
Adesivo
E encontrados nas mais diversas formas: cinta, rolo,
disco, cone, tubos, etc.
69
POLIMENTO
70
POLIMENTO
O polimento é caracterizado pelo atrito entre a peça e o
abrasivo, desde a remoção do metal para obter um
padrão uniforme de riscos cada vez menores, até o
ponto em que os riscos desaparecem.
Não existe um método genérico para polimento, pois o
método escolhido varia muito com as características
mecânicas iniciais do material da peça (dureza e
defeitos).
71
72
POLIMENTO
Tipos de acabamentos:
Especular - nenhum defeito superficial visível,
refletividade máxima.
Brilhante – nenhum defeito superficial visível,
refletividade menor.
Acetinado brilhante – nenhum defeito superficial
visível, porém as linhas direcionais do acabamento
perceptíveis.
73
POLIMENTO – acabamentos
Acetinado normal – nenhum defeito superficial visível,
porém as linhas direcionais do acabamento já são mais
pronunciadas.
Acetinado – Alguns pequenos defeitos superficiais,
linhas do acabamento pronunciadas.
Fosco lustroso – acabamento com algum brilho, sem
linhas visíveis de acabamento mecânico.
Fosco – Acabamento sem brilho e sem linhas visíveis
de acabamento.
74
POLIMENTO
Características dos Abrasivos
Dureza do grão
Tamanho do grão
Capacidade de fraturar-se
Tamanho de partícula de fratura
Forma do grão
Forma de fratura
Capacidade de reter e absorver líquidos
Aderência do abrasivo (ex. lixa)
75
76
POLIMENTO
Abrasivo mais utilizados
Material a polir
Óxido de alumínio fundido Níquel, cromo, aço inox
Óxido de cromo verde
Aço inox, cromo, monel, platina.
Cal de viena
Níquel, latão, metais macios
Sílica e Tripoli
Alumínio, latão, alto brilho
Óxido de ferro “rouge”
Metais preciosos: Ouro, prata.
Carbeto de Silício
Retificação ligas-moles
Pedra pomes (silicato Al)
Dentes, pés,
Diamante (pó/ pasta)
Mármore, ceramicas, granito, etc
77
POLIMENTO
DUREZA DOS ABRASIVOS MAIS UTILIZADOS
ESCALA MOHS
10
9,5 a 9,75
9,2 a 9,5
8a9
7
Diamante - pasta ou pó, em diversas granulações.
Óxido de Alumínio - cinza escuro, branco ou marrom
Carbeto de Silício
Óxido de cromo verde
Sílica e Trípoli
5a6
Pedra pomes (silicato de alumínio)
3a5
Cal de Viena (dolomita)
1
.
78
Métodos de Medição da Dureza
Risco (escala de dureza de MOHS);
Ressalto (método SHORE);
Penetração (BRINNEL, VICKERS, ROCKWELL).
79
Medição de Dureza - Métodos
Dureza
Brinell
HB
Rockwell
HR
Meyer
HM
Vickers
HV
Knoop
HK
Shore
SHORE
Barcol
Barcol
IRHD
IRHD
Materiais
Metais
Metais
Metais
Metais, Cerâmicas
Metais, Cerâmicas
Polímeros, Elastômeros, Borrachas
Alumínio, Borrachas, Couro, Resinas
Borrachas
80
LAPIDAÇÃO
Os tamanhos de grãos variam desde ultrafinos (0,5 a
1,5 micrometros) até extremamente grossos
(20 a 40 micrometros), e o material normalmente
empregado é o diamante policristalino
Pós de lapidação: SiC, Al2O3, B4C e diamante
lapidação ultra-sônica permite lapidar
componentes pequenos com elevadas taxas de
remoção, e a peça é consideravelmente maior
que o possível na lapidação manual
convencional.
81
Tabela para escolha da Pasta Diamantada
Mícron
Aplicação
Cor
0 - 1/2
Polimento Final
Cinza
1-2
Super Polimento
Laranja
0-2
Polimento Espelhado
Vermelho
3-6
Acabamento de Peças
Amarelo
4-8
Lapidação Fina
Azul claro
6-12
Lapidação
Verde
10-20
Semi Acabamento de pedras
Lilás
20-40
Pequenos Desbaste - Aços Cartelos
Azul
40-60
Desbaste Rápido Pré-Polimento
Marrom
36-54
Preparação Dimensional Primeiros Desbastes
Preto
http://www.geolit.com.br/brasil/pasta_diamantadas.shtml
82
DISCOS DE CORTE
Considerações gerais:
Quanto mais delgado o disco de corte, menor
potencia do motor é exigida, proporciona
considerável redução de rebarbas e há uma maior
rapidez da operação de corte.
Com os novos materiais , hoje existentes no
mercado, já é possível ter discos delgados e
resistentes.
O uso de EPI’s é muito importante!
83
DISCOS DE CORTE
borracha
diamantados
84
DISCOS LAMELAS – “FLAP”
Muito empregado na remoção de cordões de solda
e no acabamento da superfície.
Desbastes em geral, nivelamento de superfícies,
remoção de corrosão, revestimentos e lixamentos de
cantos.
Pode ser utilizado em lixadeiras e esmerilhadeiras
elétricas ou pneumáticas de acordo com o diâmetro.
Velocidade ideal de trabalho (RPM):
115 mm = 8.500 e 178 mm = 6.000.
Grãos Abrasivos: # 36 e # 50.
85
DISCOS LAMELAS – “FLAP”
Flap disc – Óxido de Alumínio Zirconado
Durabilidade, excelente para aço inoxidável, Aluminio,
Titânio, Metais ferrosos e não ferrosos, desbaste de
soldas, rebarbação, eliminação de pontos de corrosão.
Flap disc – Óxido de Alumínio
Uso geral para metais ferrosos e não ferrosos como aço,
ferro, cobre, alumínio e latão.
Flap disc – Óxido de Alumínio Zirconado e Cerâmico
Corte rápido e desbaste pesado.
86
DISCOS LAMELAS – “FLAP”
87
DISCOS DE DESBASTE
São ferramentas abrasivas utilizadas em máquinas
portáteis nas operações de:
•
•
•
•
•
•
•
•
Limpeza de superfície antes da solda
Preparação de chanfros para solda
Desbaste em cordões de solda
Rebarbação de peças fundidas
Quebras de canto
Remoção de defeitos superficiais
Remoção de imperfeições em peças fundidas
Preparação superficial para pintura ou revestimento.88
DISCOS DE DESBASTE
Como são submetidos a muitos esforços - irregularidade
da área de contato, quantidade de material removido e
diferenças de pressão - devem ter certa flexibilidade e
capacidade de absorver impactos para evitar sua
ruptura. Geralmente fabricados em liga resinóide
reforçada com tela de fibra de vidro.
Existem discos específicos para Alumínio: Use-o para
evitar que empastem e para não haver queima em
qualquer tipo de Alumínio.
89
DISCOS DE DESBASTE
90
EXTRUDE HONING
91
EXTRUDE-HONING
Abrasivos em uma solução de alta viscosidade
são bombeados através de diâmetros internos.
No geral, peças com diâmetros internos
pequenos ( 5mm) e longas.
Existem equipamentos especializados para
operar com orifícios de 50 μm (0,05mm) a 750
μm (0,75mm) de diâmetro.
Exemplos: Agulhas de seringa, armas de fogo.
Agulha comum: Diâmetro externo: 0,41mm /
Diâmetro interno: 0,20 mm/ Comprimento: 38mm.
92
EXTRUDE-HONING
93
SCHLEPPSCHLEIFEN
ESMERILHAMENTO POR ARRASTE
94
ESMERILHAMENTO POR ARRASTE (SCHLEPPSCHLEIFEN)
A operação de esmerilhamento (ou retificação) por arraste é
destinada a peças frágeis, de alto valor, geometria complexa e/ ou
materiais extremamente duros. Permite utilizar desde a retifica
agressiva e arredondamento de cantos pelo alisamento superficial
até o polimento com alto brilho.
As peças são fixadas em um dispositivo próprio e arrastadas através
de um abrasivo suspenso em líquido. A bacia pode girar, as peças
podem movimentar-se por vários eixos para obter o acabamento
desejado de forma uniforme.
Aplicações: Implantes, Pás de Turbinas, Peças de precisão como
bombas e compressores, peças de metal duro, peças sinterizadas.
95
SCHLEPPSCHLEIFEN
96
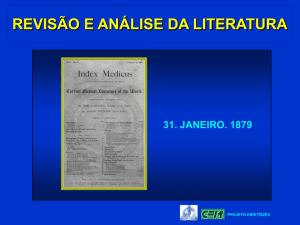
MARTELAMENTO
SHOT PEENING
97
MARTELAMENTO (SHOT PEENING)
Tratamento mecânico superficial a frio para peças metálicas obtido
pelo impacto sucessivo de partículas esféricas, em alta velocidade,
(metálicas ou vidro) sobre uma superfície pelo processo de
jateamento.
`
A estrutura cristalina dos metais é sempre porosa - maior ou menor
grau - e operações como usinagem, repuxo, trefilação, tratamento
térmico, etc. geram micro-tensões elevadas que alteram algumas de
suas propriedades.
Aplicações: ferramentas de corte, estampo, molas planas ou
helicoidais, virabrequins, bielas e peças submetidas a esforços
alternados contínuos ou ao atrito.
• Molas Helicoidais: maior resistência a fadiga 200 a 550%
• Virabrequins: maior vida útil 3000%
• Brocas:maior vida útil 25 a 30%
• Matrizes forjadas: maior vida útil 400 a 800%.
98
MARTELAMENTO (SHOT PEENING)
O Martelamento proporciona:
Maior resistência a fadiga em peças submetidas a esforços
alternados contínuos, como molas e barras de torção;
Maior resistência as oxidação (corrosão), as altas temperaturas,
ao atrito, melhor a condutibilidade elétrica devido a selagem da
microporosidade superficial e eliminação de microfissuras compactação da estrutura cristalina superficial;
Uniformização de tensões em peças de alta responsabilidade,
muitas vezes apenas em áreas restritas;
Controle da rugosidade para retenção de lubrificantes, suavizar
fricções, uniformizar superfícies, fixar desmoldantes etc.
99
MARTELAMENTO
100
SUPERACABAMENTO
101
SUPERACABAMENTO
102
SUPERACABAMENTO
103
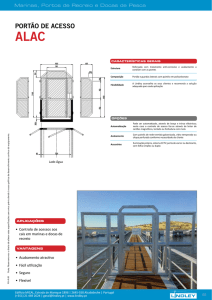
HONING
104
HONING (BRUNIMENTO)
Muito utilizada após a retífica para
cilindros e camisas de motores de
combustão interna ou cilindros de
bombas de pistão.
Na operação inicial com granulação
mais grossa se cria riscos cruzados
e entre os riscos com abrasivos mais
finos se produz platôs para suportar
a carga.
105
HONING (BRUNIMENTO)
Trabalha-se com baixa velocidade
de corte. Velocidade simultâneo de
rotação e translação da ferramenta
com a peça FIXA.
FERRAMENTAS:
óxido de alumínio, carbeto de
silício, nitreto de boro ou diamante.
Vantagem:
As marcas da usinagem cruzados
e oblíquos em relação ao eixo da
peça facilitam a lubrificação.
106
HONING (BRUNIMENTO)
107
HONING (BRUNIMENTO)
108
HONING (BRUNIMENTO)
109
ULTRASOM
110
ULTRASOM
São transdutores ultrassônicos,
feitos de materiais piezoelétricos,
que, na passagem de energia
elétrica, geram ondas ultrasônicas,
criando vibrações e calor intenso.
As peças são posicionadas em
cestos e imersas em soluções
desengraxantes.
Na limpeza por imersão com
ultrassom ocorrem 02 ações de
limpeza: uma ação química
desengraxante do banho químico e
outra mecânica da onda
ultrassonora.
Ref: http://www.fisa.com
http://www.setecsom.com.br
111
ULTRASOM
COMO AGE
Provocam a cavitação, ou seja, a formação de
bolhas, contendo quantidades variáveis de gás ou
vapor, no meio líquido.
O colapso (implosão) dessas bolhas libera energia
que pode romper as ligações da molécula da água,
provocando o aparecimento de radicais livres H+ e
OH-, altamente reativos e, como conseqüência,
promovendo a limpeza, por vários fatores, de
materiais nos quais, na maioria das vezes, o acesso
seria impossível, dentro de poros.
112
ULTRASOM
APLICAÇÕES
Limpeza de resíduos de usinagem,
Remoção de resíduos de borracha incrustados em
moldes de injeção,
Remoção de oleosidades de peças,
Resíduos de massa de polir em conexões, sem
afetar as dimensões das peças.
113
ULTRASOM - Curiosidades
Ultrasom de Alta Intensidade
A implosão dessas pequenas bolhas gera um calor
local intenso, formando um ponto de calor no meio
do líquido frio que atinge 5.000o C, a uma pressão
de 1.000 atmosferas e com duração de um
bilionésimo de segundo. Apenas para comparação,
esses valores correspondem à temperatura da
superfície do Sol, à pressão do fundo do oceano e
ao tempo de vida de um relâmpago.
O ultrasom consiste em ondas sonoras com uma
freqüência acima de 18.000 ciclos por segundo,
muito acima da capacidade do ouvido do ser
humano.
Ref: Suslick e Arul Dhas - American Chemical Society.
114
ULTRASOM
115
CONSIDERAÇÕES FINAIS
Muitos problemas com o revestimento aplicado
podem ser evitados se houver uma maior
atenção ao pré-tratamento mecânico.
2. A combinação dos tratamento mecânico e
químicos permitem, muitas vezes, acelerar o
processo de acabamento resultando num melhor
acabamento e na redução de custos.
1.
3.
Um poro ou dobramento na base resultarão em
falhas no revestimento, a curto ou longo prazo.
4.
Nenhum revestimento poderá oferecer um ótimo
desempenho sobre uma superfície preparada de
forma inadequada, resultando em perda de
tempo e de material.
116
REFERENCIAS BIBILOGRÁFICAS
Blastibrás, J. Walter Ltda.
Norton Ltda.
Cascadura Industrial S.A.
Electrocell Ind e Com Ltda
Superfinishing – Supfina.
Nagel – Large serie Honing Tools
Centro de processamento de Pós – CCP/ IPEN.
Construções Mecânicas CMV Ltda.
Microfinishing Systems 3 M
GV Industria de Máquinas e Equipamentos Ltda.
Matemática prática para Mecânicos – cx. Borel, et al. Ed.
Hemus
Manual de Britagem – Fabrica de Aços Paulista S.A .
117
MAIORES INFORMAÇÕES
Cabines de Jateamento
http://www.ancoblast.hpg.ig.com.br
http://www.cmv-online.com.br/
http://www.pan-abrasives.com
Saúde
http://conselho.saude.gov.br/docs/Reco%20004%20%202002.doc
Jateamento com Gelo Seco
http://www.aga.com.br/Web/Web2000/BR/WPP.nsf/pages/aplic_p
c_cryo
Jateamento criogênico
http://www.cryomatic.com
Tamboreamento
http://www.mavi.com.br/brasil/brasil.htm
Chips
http://vibrochips.com.br/default.asp
Acabamento
http://olga-sa.com.br
Abrasivos
http://www.sinaesp.com.br/associadas.asp
118
Obrigado!
Contatos:
Gerhard Ett
Contatos: Gerhard Ett, Dr. Eng.
Chefe do Laboratório de Engenharia Térmica e Motores do IPT (Instituto de Pesquisas Tecnológicas)
Centro de Tecnologia Mecânica, Naval e Elétrica – CTMNE
[email protected] (11) 3767-4667
119