Automação
• Uso de mecanismos e seus sistemas de
controle visando aumentar a capacidade
humana
Vantagens:
•
•
•
•
•
•
Repetibilidade / qualidade
Tarefas insalubres
Rapidez / produtividade
Redução de custos
Sistemas interligados / informação / ERP
Aspecto ambiental
Desafio:
• Inserir o homem no contexto da automação
sem traumatismo, sem desemprego , saldo
positivo
• Transformar a estrutura da força de
trabalho:
–
–
–
–
Qualitativamente
Exige treinamento
Qualificação da mão de obra
Melhoria das condições de trabalho.
Tipos de Automação
• Domestica / bancaria / administrativa
– Informatização /banco de dados / financeiro
• Automação da manufatura
Ex. Industria automobilística (produção em
lotes)
• Automação de processos (processos
contínuos)
Ex. Industria química, siderúrgica, etc
Principio da Automação
Integração entre três sistemas;
SENSORES
• Sensores
• Controladores
• Atuadores
CONTROLADORES
ATUADORES
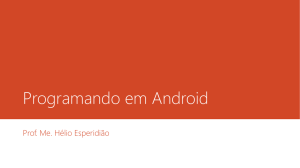
Sensores
São equipamentos que transmitem aos
controladores as condições do processo
• Tipos
Analógicos (transdutores), digitais (posição)
• Aplicações
Grandezas diversas (temperatura, pressão,
vazão) movimento, aproximação, etc)
Ilustração
Princípio
Mecânico
Magnético
Indutivo
Óptico
Capacitivo
Ultrasonico
Vantagens
- Capacidade para maiores
correntes
- Baixo Preço
- Não requer contato físico
- Espaço Reduzido
- Monitoramento preciso de
êmbolos magnético de cilindros
- Não requer contato físico
- Vida útili elevada;
- Boa repetibilidade
- Fácil Instalação
- Bom tempo de resposta
- Não requer contao físico
- Sensível a todos os tipos de
materiais
- Vida útil elevada
- Boa repetibilidade
Distâncias sensoras consideráveis
- Bom tempo de resposta
- Nào requer contato físico
- Detecta conteúdo de recipientes
- Pode detectar materiais não
metálicos
- Não requer contato físico
- Detecta todos materiais inclusive
transparentes
- Alta precisão
- Ambientes agressíveis
Desvantagens
- Requer um contato físico
(sujeito a desgaste)
- Tempo de Resposta Lento
- Baixa Repetibilidade
- Detecção somente de materiais
magnéticos
- Distâncias pequenas
Aplicações
- Intertravamento em geral
- Detecção em atuadores
pneumáticos
- Distâncias limitadas
- Máquinas em geral
- Somente para materiais metálicos - Detecção de peças metálicas
- As lentes estão sujeitas a
contaminação
- Distâncias sensoras afetadas por
cores ou reflexão
- Empacotamento
- Manipulação de material
- Detecção de partes móveis
- Muito sensível a variações e
mudanças de ambientes
- Medição de nível
- Detecção de presença
- Controle de nível de sólidos a
granel
- Anti colisões
- Medição de nível
- Comunicações rompidas
- Detecção de folhas duplas
- Sensível a temperatura
SENSORES ELETRÔNICOS
+
Sensor Indutivo
-
SENSOR INDUTIVO
SIEN
SIEH
SIES
SIEW
Distâncias normal
Distâncias
Formato Retangular
Sensor AC de 2 fios;
de Detecção (0,8 a
superiores Detecção
ou quadrado
Cabo ou Conector
15mm);
(4 a 7mm);
Sensor DC com
Montagem Faceada
Sensor DC com 3fios
Sensor DC com 3fios
3fios;
ou Saliente
Cabo ou conector -
Cabo ou conector -
Cabo ou Conector;
Diâmetros de M12,
Montagem Faceada e
Montagem somente
Distância Sensora de
M18, M30
Saliente
Faceada
0,8 a 15mm
Diâmetros de 4mm,
Diâmetros de M12 e
6,5mm M5, M8, M12,
M18
M18, M30
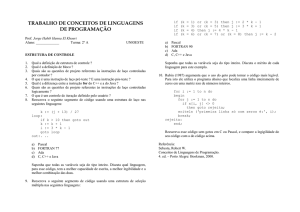
SENSOR CAPACITIVO
+
-
Sensor Capacitivo
CAPACITOR
+
+
+
+
+
-
+
-
+
-
-
-
-
CAPACITÂNCIA
CAPACIDADE DE ARMAZENAR CARGAS
+
+
DISTÂNCIA ENTRE AS PLACAS
ÁREA DAS PLACAS
+
+
-
+
-
+
-
-
-
TIPO DE DIELÉTRICO
SENSOR CAPACITIVO
ÁREA
DISTÂNCIA
DIELÉTRICO
SENSOR Óptico
+
-
+
-
SENSOR ÓPTICO
REFLEXÃ
O
e
r
SENSOR ÓPTICO
BARREIRA DE LUZ
r
e
SENSOR ÓPTICO
Segurança de áreas
Sensor Ultra-sônico
+
-
Sensor Ultra-sônico
Definição dos Termos utilizados
Saída
Alimentação
Digital
Entrada Corrente Alternada
Elétrico
Eletrônico
+
NF
+
NA
-
PNP
Entrada Corrente Contínua
-
NPN
Analógica
V
I
Tensão
t
Corrente
t
Reed
Ampola de
vidro
É constituído de dois contatos elétricos
Êmbolo
Magnético
dentro de uma ampola de vidro com gás
inerte e esses contatos se fecham mediante
a presença de um campo magnético.
Contato
Reed Switch
Apresenta uma corrente de comutação
de até 500mA, podendo assim atuar
diretamente em cargas maiores;
Economicamente mais viável que o
Séries:
SME; SMEO
eletrônico
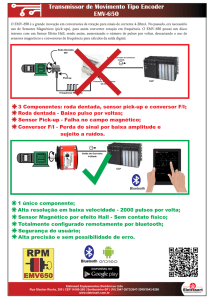
Eletrônico - Contactless
Oscilador
Detector
Saída Eletrônica
PNP
É composto por um oscilador que altera
o fluxo de corrente quando aproximado de
um campo magnético resultando na
comutação;
Êmbolo
Magnético
Apresentam uma corrente de comutação
de 100mA e são geralmente utilizados para
emissão de sinal para microcontroladores;
Apresenta vida útil superior ao Reed e
evita problemas tais como contato colado e
Desacionado
Séries:
SMT; SMTO
Acionado
Desacionado
interferências indutivas e capacitivas
Pneumático
Contato Reed
Saída Pneumática
O sensor pneumático é composto por
uma válvula 3/2 vias NF que é acionada
quando se aproxima de um campo
magnético;
Ao comutar, um sinal pneumático é
emitido;
Êmbolo Magnético
Utilizados
para sistemas totalmente
pneumático, ambientes explosivos e solda;
Séries:
SMPO
Comparativo entre os princípios
de funcionamento
Princípio de
Funcionamento
Modelos
Vantagens
Desvantagens
Aplicação
- Cola contato
- Problemas de repetibilidade
- Sensível a campo magnético
Detecção de êmbolo magnético nas condições convencionais
elevado
- Baixa imunidade a capacitância e
impedância
SME
SMEO
- Menor Custo
- Suporta maiores correntes
Contactless
SMT
SMTO
- Melhor Repetibilidade;
- Melhor imunidade a efeitos
indutivos e capacitivos
- Maior custo;
- Maior vida útil;
- Imune a transientes
elétricos;
- Tecnologia mais
empregada no mercado
Detecção de êmbolo magnético nas condições convencionais
Preferido para interfacear com CLP devido as vantagens
apresentadas;
Pneumático
SMPO
-
-
Em circuitos totalmente pneumáticos;
Ambientes Explosivos;
SMH
Grande precisão de
posicionamento;
Imune a descargas
eletroestáticas;
Imune a transientes
Elétricos;
Robusto
- Custo muito alto;
- Em algumas situações, soluções
simplificadas poderão substituí-lo
Na Festo, desenvolvido para a precisão de posicionamento de
naturalmente;
abertura e fechamento de garras;
- Necessita de um conversor (outro
produto) para utilização;
Reed
Hall
Emite um sinal elétrico ou eletrônico
Pressostato
quando a pressão atinge um valor
previamente ajustado;
PEV1/4-B
Possui modelos para pressão e/ou
PENM5
vácuo e com ou sem indicação;
Séries:
PEVW-KL
SDE1
SDE5
PEV; PENV; PEN-M5; SDE5; SDE1
Gera um sinal elétrico analógico, de
Transmissor
corrente ou tensão, proporcional ao
valor de pressão a que são submetidos;
Possui modelos para pressão ou
SDE
vácuo e com ou sem indicação;
Séries:
PENVA-W
SDE1
SDE-1; SDE; PENV-A
Mecânicos
Também chamados de chaves de
finais de cursos ou limit switches,
emitem um sinal elétrico (ou
pneumático) quando há um contato
S-3-BE
Saída Elétrica
físico entre o objeto a ser detectado e o
mecanismo de detecção
S-3-PK-3-B
Saída Pneumática
S-3-E
Saída Elétrica
Séries:
S,
É utilizado como um detector sem contato direto.
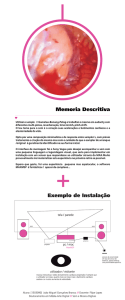
Pneumáticos
Possui basicamnte dois modelos:
Por Reflexão:
O bico do sensor é alimentado por uma pressão na
entrada P e quando o fluxo de escape de ar é
RFL-4
Por Reflexão
RML-5
perturbado, emite um sinal pneumático na saída A. Esta
Por Reflexão
distância de 0,1 a 0,2mm
Por Barreira
Utilizado para distâncias sensoras de até 100mm, tanto
Séries:
SFL
Por Barreira
RFL-4, RML-5, SFL
o bico emissor quanto o receptor são alimentados e
emitem na saída A um sinal pneumático. Quando este
fluxo é interrompido por alguma peça, por exemplo, a
saída A cai para 0 bar.
Características do Produto e Condições de
Aplicação:
-Ambientes sujos;
-Ambientes de escuridão total;
-É utilizado como um detector sem contato
físico
-Imune a interferência de campo magnético;
-Ideal para ambientes explosivos e lógicas
puramente pneumática;
-Detecta todos os tipos de materiais;
Sn = Distância Sensora Nominal (Nominal Swittching Distance):
Valor característico da distância, nenhuma tolerância ou desvio
resultantes de temperatura ou tensão são considerados.
Su max
Sr max
Sn
Sr min
Su min
+20%
+10%
-10%
-20%
Sr = Distância Sensora Real (Real Switching Distance): É a
medição realizada nas condições ideais – tensão nominal e
temperatura ambiente. Esta medição possui um desvio de +/- 10% de
Sn
Sa
Su = Distância Sensora Útil (Useful Switching Distance): É a
distância obtida nas condições de trabalho não nominais. Esta
medição apresenta um desvio de + ou – 20% de Sn
Sa = Distância Sensora Assegurada ( Assured Switching
Distance): Mostra a distância garantida de acionamento do sensor
Curva de Resposta (Response Curve): Esta curva define a área útil
em que um determinado móvel ao invadi-la, será reconhecido pelo
sensor. Esta curva varia para cada modelo de sensor.
Montagem Faceada (Flush ou Shielded): Este tipo de construção
apresenta um metal que envolve a bobina do sensor e faz com que o
campo magnético gerado pelo oscilador, seja direcionado para frente
e não detecte lateralmente.
Montagem Saliente (Non Flush ou Unshielded): Não possui o
metal, sendo assim, não direciona o campo magnético e permite
detecções laterais.
Fator de Correção (Correction Factors): Quando o material a ser
detectado não é ferroso, deve-se aplicar um fator de correção para a
distância sensoras. Estes valores são tabelados.
Cabos
Reto
Angular
2,5...5,0 ... 10...m
4 pinos
3 pinos
(pt)
Sinal A
(1)
(mr)
24V
(br)
Sinal B
(pt)
Sinal A
(2)(4)
(2)
(3)
(1)
(az)
0V
(mr)
24V
(3)
(az)
0V
Atuadores
• São os equipamentos que tem ação no
processo, normalmente com movimento ou
controle de uma grandeza
• Nos atuadores são utilizados, cilindros
pneumáticos, motores, cilindros hidráulicos
ou válvulas de controle e acionamentos
dedicados
Atuadores
LINEAR
CILINDRO
ROTATIVO
MOTOR
ANGULAR
MOTOR/CILINDRO
Variáveis Controladas
Sentido de movimento
Válvula direcional
Velocidade
Válvula Controladora de Fluxo
Força
Válvula de Pressão
CIRCUITO BÁSICO
4
2
3
5
1
TIPOS DE ACIONAMENTO
ROLETE
BOTÃO
SOLENÓIDE
PILOTO
5/2 VIAS
PNEUMÁTICO
ELÉTRICO
MANUAL
MECÂNICO
MOLA
SOLENOIDE
Simbologia
Y
VÁLVULAS DIRECIONAIS
SIMPLES
SOLENÓIDE
DUPLO
SOLENÓIDE
CIRCUITO BÁSICO
4
2
3
5
1
ELEMENTOS DE
PROCESSAMENTO DE SINAL
INTERFACE SAÍDA / CARGA
RELÊ
A
B
1
13
2
23
3
31
3
4
41
1
4
14
2
42
24
32
Funcionamento
K1
K1 K1 K1
K1
A
13
23 31
41
B
14
24 32
42
Controladores
• Equipamento programável que em função
de uma lógica pré definida toma as decisões
e aciona os atuadores
• Pode ser implementado através de um
microcontrolador ou um circuito dedicado
• Atualmente um controlador muito usado é o
CLP (controlador lógico programável)
CLP
(patente allen bradley)
• Controlador Lógico Programável
• Equipamento com hardware e software
compatível com aplicações industriais
(definição ABNT)
• Também é considerado como um
computador pois seu hardware é muito
semelhante
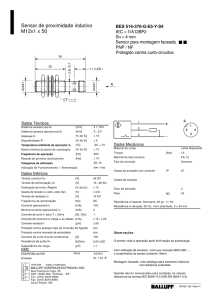
Histórico dos CP´s
• Introduzidos em controle industrial, no início da
década de 60, para substituir painéis de controle a
relés.
• CP’s foram desenvolvidos para serem
reprogramados, quando as alterações de controle
eram necessárias, sem modificações em hardware,
sendo então equipamentos reutilizáveis.
• Os CP’s passaram a ser usados primeiramente na
indústria automobilística e, a partir daí, nos outros
segmentos industriais.
Histórico dos CP´s
PLC SIEMENS família Simatic S7-400
Hardware do CLP
• Possui interfaces de entrada e saída para
receber sinais dos sensores e acionar os
atuadores
• Possui uma CPU (microprocessador) que
recebe os dados, processa-os segundo um
programa e envia para a saída
Hardware do CLP
• A entrada de dados e feita por módulos de entrada
por meio de dispositivos ligados no campo, que
podem ser sensores ou botões de comando, por
exemplo.
• A saída de dados, por sua vez, é realizada por
meio dos módulos de saída que comandam no
campo solenóides, contatores, válvulas e
sinalizadores, por exemplo.
Configuração básica do CLP
CPU
• A unidade central de processamento é, na
realidade,
o
“cérebro”
do
controlador
programável. Todas as decisões para o controle de
uma máquina ou processo são formados na UCP.
• A CPU pode ser controlada por
microprocessadores de uso comercial do tipo Z80,
8085, 6800, 9900 ou por um microcontrolador do
tipo 8031, 8051 ou 8032.
Memórias
• Circuitos eletrônicos que são capazes de
armazenar informações através de sinais
elétricos.
• Tipos:
– RAM
– ROM
Memória RAM
• Random Access Memory (Memória de
acesso aleatório)
• Memória volátil (perde as informações com
a falta de energia)
• Leitura e gravação extremamente rápidas.
• Dois tipos: RAM estática e RAM dinâmica.
Memória ROM
• Read Only Memory (memória somente de
leitura)
• Não volátil (não perde as informações na
falta de energia)
• Mais lenta que uma memória RAM.
• Confiabilidade no armazenamento de
programas.
Tipos de memória ROM
• ROM mascara:
– Gravada na fábrica (não pode ser apagada)
• EPROM:
– Gravada eletricamente e apagada com luz ultra violeta.
• EEPROM ou E2PROM:
– Gravada e apagada eletricamente
• Flash EPROM:
– Gravada e apagada eletricamente com grande
velocidade.
Memórias
• O sistema de memória é uma parte importante no
controlador programável porque armazena todas
as instruções do programa e os dados necessários
para executá-las. Ele se divide em cinco áreas
principais:
• Memória executiva e sistema
• Memória de status dos módulos de entrada e saída
(memória imagem)
• Memória de dados e usuário
Norma IEC 61131
• Cada fabricante a seu critério (ou do cliente)
desenvolvia uma linguagem de
programação para os controladores
programáveis, normalmente baseada no
padrão inicial de diagrama de relés
• A norma IEC 61131 foi criada para
padronizar as linguagens de programação
para controladores programáveis
Norma IEC 61131
• A norma IEC 61131-3 determina 5 linguagens:
2 textuais e 3 gráficas
• Textuais : STL (Statement List)
ST (Structured Text)
• Gráficas:
LAD (Ladder Diagram)
FBD (Function Block Diagram)
SFC (Sequential Function Chart)
STL (Statement List)
• Determina uma lista contínua de comandos
correspondentes as funções de controle
dispostos numa seqüência correspondente a
ordem de execução.
• As funções (comandos) são seguidas de
operandos que representam elementos de
entrada, saída, auxiliares (Bit)ou elementos
de dados (Byte, Word, Int, Real, etc.)
STL (Statement List)
ST (Structured Text)
• Representação de alto nível, a forma do
texto não tem relação direta com a
seqüência de execução.
• Possibilita a estruturação do programa com
processamentos numéricos, operadores de
comparação, comandos If, Case, For,
While, Else, Repeat, Exit, etc
ST (Structured Text)
• Por exemplo, se A, B, C e D são variáveis
do tipo INT (Inteiro), correspondendo aos
valores 1, 2, 3 e 4, portanto:
A+B-C*ABS(D) resulta –9
((1+2)-(3*4)= -9)
(A+B-C)*ABS(D) resulta em 0 .
((1+2-3)*4=0)
• Portanto a sintaxe do texto determina o
resultado.
ST (Structured Text)
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
511
COMMON
OL_TOL_1%
\!TOLERANCIA P/PESAGEM MAT.1 OLEO
512
COMMON
OL_TOL_2%
\!TOLERANCIA P/PESAGEM MAT.2 OLEO
513
COMMON
OL_TOL_3%
\!TOLERANCIA P/PESAGEM MAT.3 OLEO
514
COMMON
BOR_MAT_1% \!PESO REAL PESADO DA BORRACHA MATERIAL 1(MANTA OU FARDO)
515
COMMON
BOR_MAT_2% \!PESO REAL PESADO DA BORRACHA MATERIAL 2(FARDO)
516
COMMON
BOR_MAT_3% \!PESO REAL PESADO DA BORRACHA MATERIAL 3(FARDO)
517
COMMON
BOR_MAT_4% \!PESO REAL PESADO DA BORRACHA MATERIAL 4(FARDO)
518
COMMON
BOR_MAT_5% \!PESO REAL PESADO DA BORRACHA MATERIAL 5(PIGMENTOS)
520
COMMON
LOAD_RECEIPT_OK@ \!MASDA-NOVA RECEITA DE PESOS CONFIRMADA-INICIAR PESAGENS
521
COMMON
LOAD_RECIPE@ \!MASDA-FOI CHAMADA NOVA RECEITA DE PESOS (AINDA NAO
CONFIRMADA)
522
COMMON
CANCELA_PESAGEM@ \!MASDA- CANCELA PESAGEM DE PO E OLEO
523
COMMON
RES_CNT@
\!RESETA CONTADOR DE CARGAS EXECUTADAS NO BANBURY
524
COMMON
INICICLO@
\!INICIOU-SE O CICLO DE MISTURA DO BANBURY
999
!
*** INICIALIZACAO DAS BALANCAS ***
1005
VARR_BAL_OK@ = FALSE
1012
OL_BAUD_RATE% = 9600
1014
PO_BAUD_RATE% = 9600
1016
BOR_BAUD_RATE% = 9600
1030
OL_LINK_CONF% = 0FFH
\!REQUISITA CONFIG. LINK (OLEO)
1032
PO_LINK_CONF% = 0FFH
\!REQUISITA CONFIG. LINK (PO PRETO)
1034
BOR_LINK_CONF% = 0FFH
\!REQUISITA CONFIG. LINK (BORRACHA)
1040
DELAY 1 TICKS
1045
BALANCA_ERR@ = TRUE
1050
IF NOT OL_LINK_STATUS@ THEN GOTO 1040
1052
IF NOT PO_LINK_STATUS@ THEN GOTO 1040
1054
IF NOT BOR_LINK_STATUS@ THEN GOTO 1040
1060
OL_OLD_MSG_NO% = -1
\!P/CHECAR DADO ANTERIOR (OLEO)
1061
PO_OLD_MSG_NO% = -1
\!P/CHECAR DADO ANTERIOR (PO PRETO)
1062
BOR_OLD_MSG_NO% = -1
\!P/CHECAR DADO ANTERIOR (BORRACHA)
1075
BALANCA_ERR@ = FALSE
ST (Structured Text)
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
5297
5298
5299
5300
5301
5302
5303
5306
5310
5311
5315
5320
5325
5327
5330
6010
6012
6014
6015
6050
6051
6052
6054
6070
6071
6072
6073
6080
6081
!*******************************************************************
!************* LOGICA DE PESAGEM AUTOMATICA DE PO PRETO ************
!*******************************************************************
IF DES_B_PO@ = TRUE AND PO_INDICATED_WT! < 50 THEN CONTA_PO@ = FALSE
IF RES_CNT@ = TRUE THEN Y%=0
IF EX_CARGA% > 0 THEN CONTA_CARGA_PO@ = TRUE
IF CONTA_CARGA_PO@ = TRUE AND EX_CARGA% = 0 THEN Y% = 0
IF CONTA_CARGA_PO@ = TRUE AND EX_CARGA% = 0 THEN CONTA_CARGA_PO@ = FALSE
IF Y% > (EX_CARGA% + 2) THEN Y% = (EX_CARGA% + 2)
IF Y% < EX_CARGA% THEN Y% = EX_CARGA%
IF BALAN_PO_OK@ = TRUE AND SIN_PO_VM@ = TRUE AND INICICLO@ = FALSE THEN Y% = (EX_CARGA% +2)
IF CONTA_PO@ = TRUE THEN GOTO 5330
IF PO_INDICATED_WT! > (PESO_PO! / 2) AND USANDO_PO@ = TRUE THEN CONTA_PO@ = TRUE
IF CONTA_PO@ = TRUE THEN Y% = Y% + 1
IF Y% >= CARGA_M% AND DES_B_PO@ = TRUE THEN RESET_PO@ =TRUE
IF RESET_PO@ = TRUE AND SIN_PO_VM@ = TRUE THEN INICIO_PO@ = FALSE
IF RESET_PO@ = TRUE AND SIN_PO_VM@ = TRUE THEN LIB_PESAR_PO@ = FALSE
! IF RESET_PO@ = TRUE AND SIN_PO_VM@ = TRUE THEN Y% = 0
IF Y% < CARGA_M% THEN RESET_PO@ = FALSE
IF PO2_OLD! > 0 THEN PO_TOL_FINAL% = PO_TOL_2%
IF PO2_OLD! > 0 THEN GOTO 6054
IF PO1_OLD! > 0 THEN PO_TOL_FINAL% = PO_TOL_1%
IF PO_TOL_FINAL% = 0 THEN PO_TOL_FINAL% = TOL_PO%
!PO_MAT3_M% = PO_MAT3_S%
PO_INDICATED_WT! = PO_INDICADO%
IF PO_INDICATED_WT! < 10 AND RELE_BAL_PO@ = TRUE THEN AUX_RELE_PO@ = TRUE
IF RELE_BAL_PO@ = FALSE THEN AUX_RELE_PO@ = FALSE
IF DES_B_PO@ = TRUE THEN C% = 0
IF D%=5 THEN TMR_PO%=TMR_PO%+1
LAD (Ladder Diagram)
• Linguagem gráfica, permite uma análise do
funcionamento do programa a partir da
lógica de contatos (diagrama de relés)
• Criada para facilitar a migração dos antigos
painéis controlados por relés para o controle
programável.
• Permite a inclusão de blocos funcionais de
elementos SFC, FBD, etc.
LAD (Ladder Diagram)
LAD (Ladder Diagram)
FBD (Function Block Diagram)
• Linguagem gráfica, similar a blocos de
portas lógicas.
• Permite também o uso de blocos de
instruções aritméticas, comparação,etc.
• Pode ser combinado com blocos de controle
de programação de alto nível.
FBD (Function Block Diagram)
SFC (Sequential Function Chart)
• É uma descrição adequada principalmente
para o controle de SED.
• Caracterizado por steps (passos, condições)
transitions (transições,eventos) e actions
(ações),
• Foi desenvolvido com base nas Redes de
Petri e suas derivações que são técnicas para
a representação efetiva das especificações
de funcionamento de sistemas.
SFC (Sequential Function Chart)
Transitionsconditions
Actions
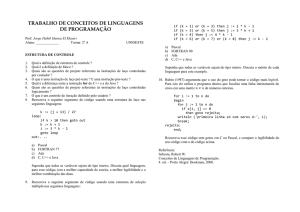
Ciclo de varredura (scan)
Após a leitura das
entradas, o estado das
mesmas será
armazenado na tabela
imagem de entrada, e
durante a execução do
programa o estado das
saídas será armazenado
na tabela imagem de
saída.
INICIALIZAÇÃO
VERIFICA DADOS
DE ENTRADA
PROCESSAMENTO
(EXECUÇÃO DO
PROGRAMA)
ATUALIZA DADOS
DE SAÍDA
Terminal de Programação
• O terminal de programação é um periférico
que é conectado temporariamente no CLP.
Ele contém um teclado através do qual os
dados ou instruções são introduzidos e
depois codificados em linguagem de
máquina para que possam ser entendidos
pelo processador do CLP.
Terminal de Programação
O terminal de programação executa as
seguintes funções:
– Introdução de um novo programa.
– Modificações de instruções já executadas.
– Monitoração do conteúdo dos endereços de
memória.
Terminal de Programação
• O TP pode ser simplesmente um terminal portátil
com um teclado com poucas instruções e um
display que fornece as indicações dos dados ou
instruções e das posições de memória, ou um
terminal mais sofisticado com um teclado
alfanumérico com teclas de funções avançadas e
um monitor tipo TRC através do qual são
apresentadas as informações sobre as condições de
processo.
Terminal de Programação
• O monitor também é capaz de mostrar
mensagens de erro e sugestões para o
usuário de forma a orientá-lo na
programação e análise de possíveis
problemas.
Terminal de Programação
• Hoje, os CLPs utilizam como terminal de
programação
e
monitoração
um
microcomputador PC-XT/AT. Estes CLPs
são acompanhados de um disquete de
programa que estabelece a comunicação
entre o PC e o CP. Nestes CLPs é possível
armazenar os programas em discos.
Terminal de Programação
• Se for necessário o terminal de
programação
poderá
operar
permanentemente conectado ao CLP.
Todavia, a vantagem de conectá-lo
temporariamente está no fato de que um
único TP pode servir a vários CLPs.
Módulos de Entrada
• Os módulos de entrada são circuitos de
interface entre os sinais gerados pelos
elementos de campos e os sinais que devem
ser enviados à UCP. Eles são constituídos
por cartões modulares que fazem a
conversão de diversas grandezas em níveis
lógicos compatíveis com a UCP.
• Podem ser digitais ou analógicos
Módulos de saída
• Os módulos de saída são circuitos de interface
entre os sinais gerados pelo processador e os sinais
que devem acionar ou controlar os dispositivos de
campo
• Eles são montados em cartões modulares cuja
entrada é conectada a um barramento no qual são
gerados sinais de dados, endereços, controle a
alimentação.
• Podem ser digitais ou analógicos
Princípio de Funcionamento
• Ao ser energizado, o CP cumpre uma rotina
de inicialização gravada em seu sistema
operacional. Essa rotina realiza as seguintes
tarefas:
– Limpeza das memórias imagens.
– Teste da memória RAM.
– Teste de executabilidade do programa.
Princípio de Funcionamento
• Após a execução dessas rotinas, a UCP passa a
fazer uma varredura constante, ou seja, uma
leitura seqüencial das instruções, em “loop”.
(Ciclicamente).
• A primeira varredura passa pelas entradas para
verificar seus estados lógicos e armazenar esses
dados. Após ter verificado o estado lógico da
última entrada, ela atualiza a tabela-imagem de
entrada com esses dados. A varredura das entradas
normalmente gira em torno de 2ms.
Princípio de funcionamento
• Uma vez gravados os estados lógicos das entradas
na respectiva tabela-imagem, o microprocessador
inicia a execução do programa de acordo com as
instruções gravadas.
• Após o processamento do programa, o
microprocessador armazena os dados na tabelaimagem da saída. Após a atualização da tabelaimagem, o microprocessador transfere esses dados
para o módulo de saída a fim de ligar ou desligar
os elementos que se encontram no campo.
Princípio de funcionamento
• O tempo de processamento das instruções
depende da quantidade de passos do
programa, podendo variar entre 1 e 80ms.
• Após a transferência dos dados da tabelaimagem da saída, o ciclo do CP termina e a
varredura é reiniciada.
Resumo
CARTÃO DE
ENTRADA
VERIFICA DADOS
DE ENTRADA
+24Vcc
PROGRAMA
E000.0
E0000.1
E
0
0.
0
E
0
0.
1
E
0
0.
2
E
0
0.
3
E
0
0.
4
E
0
0.
5
E
0
0
6
E
0
0.
7
S
3
2.
0
S
3
2.
1
S
3
2.
2
S
3
2.
3
S
3
2.
4
S
3
2.
5
S
3
2.
6
S
3
2.
7
S0032.0
CARTÃO DE
SAÍDA
+24Vcc
ATUALIZA DADOS
DE SAÍDA
Watch Dog Timer
• Os CPs contêm uma proteção para garantir
que o ciclo seja executado em menos de
200ms. Se o controlador não executar o
ciclo em menos de 200ms por algum erro de
programação, ele se desliga e reseta as
saídas. Essa proteção se chama time watch
dog (cão de guarda do tempo).