2016
EMBALAGEM MELHOR. MUNDO MELHOR!
2
PROCESSOS DE LAMINAÇÃO
E
ADESIVOS PARA
EMBALAGENS FLEXÍVEIS
3
• Adriano Osni Vieira
– 1990 – 2010 -> Canguru Embalagens
• Supervisor de impressão, laminação e melhoria contínua
– 2010 – 2016 -> COIM Brasil
• Gerente de Negócios NOVACOTE
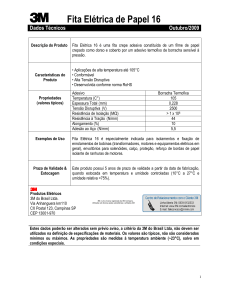
Definição de adesivo
Base química dos adesivos com e sem
solvente em geral é poliuretânica.
Poliuretano é um polímero obtido através
da reação entre um grupo químico
“poliol” e um grupo “isocianato”.
Isocianato
Grupo Funcional: (NCO)
OCN – R’ – NCO
Poliol
Grupo Funcional: (OH)
OH – R’ – OH
Tipos de Isocianatos
Aromático
Alifático
Poliuretano
nOH
R
Poliol
OH +nOCN
R'
Isocianato
NCO
C
N
O
H
R'
N
C
H
O
O
R
O
n
Prepolímero
Polimerização do poliuretano por poliol
bifuncional.
Polimerização e ligações cruzadas do
poliuretano por poliol trifuncional.
Ligação cruzada
Configuração final das ligações de
polimerização de um poliuretano.
Processos de Laminação
• Laminação Via Seca (base solvente)
• Laminação Solventless
Laminação Via Seca (base solvente)
Laminação Solventless
TECNOLOGIAS
Adesivos Laminação
• ADESIVO BASE SOLVENTE
• ADESIVO BASE ÁLCOOL
• ADESIVO BASE ÁGUA
• ADESIVO SEM SOLVENTE
Escala de Performance Solventfree
• Alta Performance
• Média- Alta Performance
• Média Performance
• Performance Standard
Base Solvente
• Altíssima Performance
• Média-Alta Performance
• Média Performance
• Performance Standard
VANTAGENS E DESVANTAGENS
Laminação base solvente
VANTAGENS
DESVANTAGENS
Adesão inicial rápida (green-tack)
Solvente residual
Alta força de adesão final
Alto consumo de energia
Alta resistência química
Emissão de poluentes
Excelente resistência mecânica
(solventes)
Maior custo final aplicado
Laminação Solventless
VANTAGENS
Ecologicamente correto
Sem odor residual
Menor custo final aplicado
Alta Velocidade de
laminação
Menor consumo de energia.
DESVANTAGENS
Necessidade de excelente controle de
processo
Baixa força de adesão inicial
Cuidados especiais durante a cura.
RETENÇÃO DE SOLVENTE
Combinação de temperatura + fluxo de ar da estufa +
velocidade de laminação + gramatura do adesivo;
Se a viscosidade do adesivo estiver muito alta, forma “casca”
na superfície do adesivo dificultando liberação do solvente;
Utilizar sempre um gradiente de temperatura na estufa de
secagem (Da entrada para a saída da estufa)
COMO CONTROLAR AS VARIAVEIS
•
•
•
•
•
•
Gramatura.
Percentual de adesivo catalisador.
Temperatura (estrutura).
Maquina.
Materiais.
Tensionamento.
Problemas
Técnico / Estético.
• Delaminação
• Variação de gramatura
• Telescopagem
• Blush
• Bolhas de Laminação
• Blocagem ou Colagem do Material
• Rugas Transversais no Material
Filmes de Terceiros
•
•
•
•
•
•
Especifico para o produto a ser envasado.
Qualidade.
Procedência. ( fornecedor)
Identificação do fabricante.
Tempo de estocagem.
Poliéster / Bopp (metalizados).
TEMPO EM ESTOQUE
Tratamento Superficial
Comportamento de um líquido sobre um sólido.
Sem molhabilidade
Bajamolhabilidade
mojabilidad
Baixa
Completamente
mojable
Ótima
molhabilidade
MOLHABILIDADE
ENERGIA SUPERFICIAL LIVRE (dinas/cm)
CURA DOS ADESIVOS
•
•
•
•
CURA DOS ADESIVOS
REAÇÃO DE ISOCIANATOS COM POLIÓIS
REAÇÃO DE ISOCIANATOS COM UMIDADE
INFLUÊNCIA DA TEMPERATURA E UMIDADE
PROPROÇÃO DE MISTURA ADEQUADA
TEMPO DE CURA
TEMPO DE CURA: Tempo necessário para completar a
reação de polimerização total
* TEMPO PARA:
- CORTE e SOLDA: 24 a 48h;
- Resistência Térmica: 5 dias ( mínimo )
- Resistência Química: 7 dias
Reações e interações com:
• Álcool Etílico
• Água
Reatividade do adesivo com Álcool Etílico
•
•
•
•
Reduz estabilidade térmica e química
Plastifica o adesivo
Termina a cadeia do polímero
Solventes retidos em tintas podem gerar
problemas de adesão.
IMPORTANTE – O Nível de “Álcool Retido” nas tintas
proveniente do processo de Impressão
NÃO deve ultrapassar 10,0 mg/m².
Reatividade do adesivo com Água
• Acelera a reatividade do adesivo.
• Diminui o “pot life” do adesivo.
• Aumento de viscosidade.
• Pode formar poliuréia.
IMPORTANTE – Uréia formada interfere na
selabilidade do filme.
DOSADOR
EFEITO ANTI-SEALING
• Depois da laminação, se houver NCO livre, este migra para a
superfície do filme;
• Os aditivos dos filmes agem como “transportadores” deste
NCO
• NCO reage com H20 formando poliuréia (termofixo) que evita a
selagem dos filmes;
• Ocorre devido a erros na proporção de mistura aumentando a
quantidade de NCO livre.
VARIAÇÃO DE GRAMATURA
• Nível de adesivo muito alto nos Rolos R1 e R2 .
• Temperatura do conjunto de transferência
Muito alta ou baixa.
• Misturador de adesivo desligado.
• Adesivo seco (curado) nas laterais dos rolos R1 e R 2.
• R1 e R2 sem girar durante longo periodo
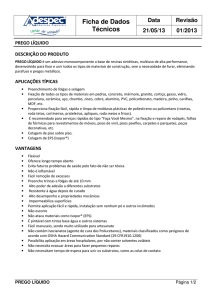
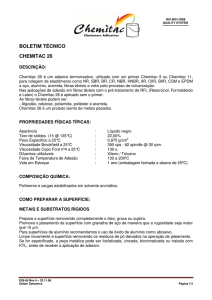
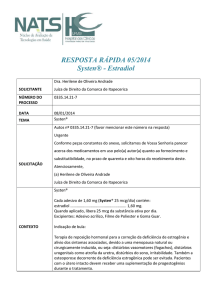
Pot-Life
Viscosidade [cps]
POT LIFE SF 5410 CA 5510
4000
3000
2000
1000
0
15
20
25
30
35
Tempo [minutos]
40
VARIAÇÃO DE GRAMATURA
• Latões e reservatórios de adesivo com
temperaturas muita alta ou baixa.
• Paradas de Maquinas prolongadas para troca
de bobinas ou outros motivos.
• Ajuste de gramatura durante o processo.
• Camisa com adesivo cristalizado na superfície.
TEMPERATURAS
•
•
•
•
Latões de adesivo e catalisador.
Reservatórios de adesivo e catalisador.
Mangueira.
Conjunto de aplicação.
• Sempre observando a Temperatura ambiente.
Bolhas de Laminação
•
Viscosidade do adesivo fora do
processo
•
Aplicador,laminador com porosidade,
•
Adesivo seco nas laterais
•
Filme com tratamento fraco, inferior a 38
dinas/cm
danificado ou sujo
•
Rolaria ou camisa suja.
• Nível de adesivo muito alto entre
R1 e R2.
• Tinta com solvente e retardador
retido.
• Camisa danificada /marmorização.
•
Filme com excesso de agente deslizante
•
Baixa aplicação do adesivo
•
Nip com baixa temperatura.
•
Falta de pressão no nip.
•
Nip com diâmetro muito pequeno.
Bolhas de Laminação
• Alta velocidade da laminadora / depende estrutura
• Temperatura calandra baixa
• Temperatura alta do adesivo
• Falta de tensão no material em que está aplicando o
adesivo.
• Dureza do nip.
Bolhas de Laminação
•
•
Viscosidade do adesivo fora do
•
Adesivo seco nas laterais
processo
•
Filme com tratamento fraco, inferior a
Aplicador,laminador com porosidade,
danificado ou sujo
•
•
Rolaria ou camisa suja.
38 dinas/cm
•
deslizante
Nível de adesivo muito alto entre R1 e
R2.
Filme com excesso de agente
•
•
Tinta com solvente e retardador retido. •
•
Camisa danificada /marmorização.
Baixa aplicação do adesivo
Nip com baixa temperatura.
•
Falta de pressão no nip.
•
Nip com diâmetro muito pequeno.
Rolo Nip
• Ativa a reação entre os dois componentes.
• Ajuda na transferência do adesivo do substrato primário para o
secundário.
• Melhora a adesão final e aspecto do laminado.
• Dureza do rolo: 90 Shore A.
• Pressão do rolo:
Filme x Filme: 3-4 bar
PET Impresso /Alumínio: 4-6 bar
• Temperaturas do rolo:
Filme x Filme: 40-65 °C
PET Impresso /Alumínio: 60-80 °C
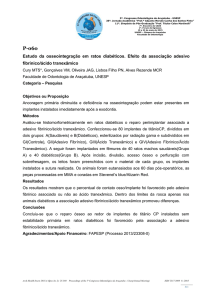
Rolo Nip
Pressão = Força por área do Nip.
A mesma força porém uma área de contato maior significa menos pressão.
A borracha do cilindro laminador não deve ser demasiadamente suave.
(Recomenda-se 90 Shore A).
Efeito de um cilindro de pressão
muito suave.
Rolo de borracha com
dureza 90 Shore A
Rolo de borracha com
dureza de 65 Shore A
Delaminação
• Baixa tensão superficial no filme laminado. (tratamento).
• Aplicação do adesivo sobre a tinta flexográfica úmida com
muito solvente retido.
• Máquina variando gramatura em diferentes velocidades.
• Gramatura baixa.
• Poliéster e Bopp metalizado muito tempo estocado.
Delaminação
• Falta de adesivo na máquina.
• Viscosidade muito alta.
• Rolo de borracha ovalizado ou baixa pressão no rolo de
borracha.
• Abertura dos rolos / desalinhados.
• Cabeçote com problema.
Tipos de Módulos Falhas
Falha de Adesão
O adesivo se
separa do filme
Falha de Coesão
A tinta se parte
Falha de Coesão
O adesivo se
parte
Transferência de Tinta
ou Metalizado
A tinta ou o
metalizado se
separam do filme
Tipos de Módulos Falhas
Falha de adesão
Tipos de Módulos Falhas
Falha de coesão das tintas
Tipos de Módulos Falhas
Transferencia de Tintas / Metalizado
Telescopagem
• Gramatura alta do adesivo
• Excesso de tensão no
rebobinamento
• Caroço acentuado em uma
das laterais da bobina.
• Excesso de temperatura no
nip.
• Paradas prolongadas.
• Diferença de velocidade entre o
cilindro aplicador e a Calandra.
• Diferença de pressão no
compactador (atravessado).
• Bobina cônica.
Blocagem ou Colagem
• Rebaixo do rolo de borracha muito rente as bordas do material ou
quase da largura do material
• Filme estreito, ou seja, ambos tem praticamente a mesma largura.
• Altura do rebaixo do rolo de borracha impróprio.
• Muita tensão/pressão no rebobinador.
• Excesso de temperatura NiP ( TEMP x Espessura x Estrutura).
• Muita pressão no Compactador.( PE + PE )
Rugas Transversais
• Tensão muito diferente entre os materiais.
• Movimentação da bobina antes da cura.
• Excesso de freios.
• Excesso de temperatura / estrutura.
• Baixa gramatura
• Compactador
Tensionamento
• Tensionamento ideal por estruturaa
• Embobinamento / tensao / CoF
• Compactador
• Taper
Blush
• Baixa Gramatura
• Filme de forro/capa com manchas da extrusão
• Manchas no filme impresso por solvente retido.
• Excesso de deslizante no filme.
Carga de Adesivo
Qual sua Importância?
•
•
•
•
•
Carga de tinta (chapado,reticulas)
Cores .
Impressão externo ou interna.
Resistência térmica.
Resistência química e mecânica.
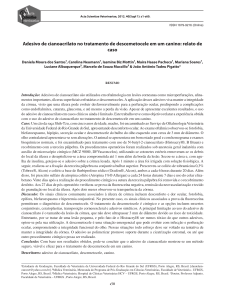
FORMAÇÃO DE BOLHAS
Gramatura ideal para cada caso é muito importante
adesivo
Pontos
sem laminar
Tinta
PET
1. Carga adesivo
2. Tinta – carga granulometria
Problemas
Aparencia
Análise de gramatura
Gramatura Ideal
* Laminação sem tinta = 1,2 – 1,4g/m2
Ex.: PE + PE
• Laminação com tinta = 1,7 – 2,0 g/m2
• Depende da carga tinta pôr m2 e produto a ser envasado
* Laminação com Alumínio = 2,0 - 3,5 g/m2
• Laminação papel filme = 3,5 - 5 g/m2
• Depende da superfície do papel
ATOMATADOS SF 5415 /CA 5500
Café
MOLHO BRANCO SF 5415 / CA 5500
ALTA- PERFORMANCE SF 5415 / CA 5500
FLOW PACK
• Toalhas umedecidas
Flow Pack
DEMAQUILANTES
FLOW PACK
• Lenço Umedecidos
Uso das Ferramentas Corretas
Leva à Embalagem Correta
STAND UP POUCH
SOLDA VERTICAL
VÁLVULAS
4 SOLDAS E FUNDO COLADO
69
PAPEL + PELBD
Patrocinadores
Apoio
Juntem se a nós!
www.clubedaembalagem.com.br
www.institutodeembalagens.com.br
55 11 2854 7770
www.twitter.com/ClubeEmbalagem
www.facebook.com/pages/Clube-da-Embalagem