DESENVOLVIMENTO DE UM LUBRIFIC ANTE BIODEGRADÁVEL A PARTIR DE
ÉSTERES DO BIODIESEL DA MAMONA
José André Cavalcanti da Silva
DISSERTAÇÃO SUBMETIDA AO CORPO DOCENTE DA COORDENAÇÃO DOS
PROGRAMAS DE PÓS-GRADUAÇÃO DE ENGENHARIA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS
PARA A OBTENÇÃO DO GRAU DE MESTRE EM CIÊNCIAS EM ENGENHARIA
QUÍMICA.
Aprovada por:
______________________________________________
Prof. Alberto Cláudio Habert, Ph.D.
______________________________________________
Profª. Denise Maria Guimarães Freire, D.Sc.
______________________________________________
Prof. Tito Lívio Moitinho Alves, D.Sc.
______________________________________________
Drª. Maria Adelina Santos Araújo, D.Sc.
______________________________________________
Drª. Juliana Vaz Bevilaqua, D.Sc.
RIO DE JANEIRO, RJ – BRASIL
SETEMBRO DE 2006
1
Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.
SILVA, JOSÉ ANDRÉ CAVALCANTI DA
Desenvolvimento de um Lubrificante
Biodegradável a partir de Ésteres do Biodiesel da Mamona [Rio de Janeiro] 2006
V, 73 p. 29,7 cm (COPPE/UFRJ, M. Sc.,
Engenharia Química, 2006)
Dissertação – Universidade Federal do
Rio de Janeiro, COPPE
1. Biolubrificantes
2. Transesterificação
3. Catálise Química
I. COPPE/UFRJ
II. Título (série)
2
Agradecimentos
Agradeço a Deus a oportunidade de realização deste sonho. Toda iluminação e
clareza de idéias a mim concedidas durante este período de intenso e prazeroso
trabalho.
Aos meus pais, Ângela e Roberto, pelo apoio, mesmo à distância, e incentivo à
realização deste projeto, sobretudo no período antecedente ao mesmo.
À Francine, cuja dedicação, amor, carinho e, acima de tudo, compreensão, ajudaramme de forma decisiva na conclusão deste trabalho. Sem esquecer as discussões
técnicas, pois sou casado com uma engenheira química.
Aos meus tios, Plácido, Leda e Zita, e a minha avó Pizinha, cuja incansável dedicação
continuam me ajudando a realizar um número cada vez maior de sonhos.
À Vânia e Adelina, duas grandes incentivadoras e facilitadoras deste meu sonho e
sem o apoio das quais o mesmo não seria possível. Além da amizade e conselhos que
me auxiliam continuamente no meu desenvolvimento.
Ao meu amigo Luiz Fernando pela compreensão da minha falta de tempo para outras
atividades em certos períodos e pelas “dicas” de comportamento e relacionamento tão
importantes ao meu desenvolvimento profissional.
À Érika e Magali, cujos ensaios e reações realizadas contribuíram muito para o
sucesso deste projeto. A ajuda de vocês foi e é decisiva para o desenvolvimento deste
desafio.
Aos colegas da LPE, em especial à Marly, Paulo Eduardo, Batata, Margareth, Diego,
Guilherme, Ulisses, Letícia, Adelci, Nei, Flávio, Daniele, Marquinhos, Anie, PC, Jorge e
Danilo, pelos ensaios realizados cujos resultados foram decisivos as minhas
conclusões. E pela participação direta ou indiretamente em algumas etapas deste
projeto.
À Jussara e Carla, pelo apoio operacional e administrativo, e pela paciência para com
as minhas “super” urgências nas compras de material.
À gerência de química, em especial à Sônia e Naira (RMN), Fátima e Rose (GC) e
Flávio e Marcele (HPLC), pelas análises que serviram de base para as conclusões
desta tese.
Aos colegas Khalil e Vidal, pelo suprimento inesgotável de Biodiesel, e pelas
discussões técnicas altamente enriquecedoras.
À gerência de HPE pelas discussões e realizações de alguns ensaios.
Aos colegas da gerência BTA, Juliana e Mônica, pelo fornecimento de lipases e de
material técnico sobre as mesmas.
Aos professores Habert, Denise e Tito, pelas discussões altamente construtivas, pelas
sugestões na elaboração de relatórios e seminários, pelas formas de fazer correções
e, acima de tudo, pela excelente orientação a mim dispensada.
A Petrobras, pelo investimento e apoio na realização deste projeto de vida
3
Resumo da Dissertação apresentada à COPPE/UFRJ como parte dos requisitos
necessários para a obtenção do grau de Mestre em Ciências (M. Sc.)
DESENVOLVIMENTO DE UM LUBRIFIC ANTE BIODEGRADÁVEL A PARTIR DE
ÉSTERES DO BIODIESEL DA MAMONA
José André Cavalcanti da Silva
Setembro/2006
Orientadores: Alberto Cláudio Habert
Denise Maria Guimarães Freire
Programa: Engenharia Química
Milhões de toneladas de lubrificantes são liberadas no meio ambiente através
de vazamentos, descartes inadequados, emulsões óleo-água, gases de exaustão de
componentes, etc. Alguns são resistentes à biodegradação, representando uma
ameaça ao meio ambiente. Uma das soluções para modificar esta situação é a
substituição dos óleos minerais por lubrificantes sintéticos biodegradáveis (Ésteres).
Assim, neste trabalho, investigou-se a obtenção, por catálise química, de lubrificantes
básicos sintéticos, utilizando-se como matéria-prima o biodiesel da mamona
(ricinoleato de etila). Foram estudadas as influências das variáveis de processo
(catalisador, temperatura, concentração de biodiesel, tempo de reação) em reatores
de vidro (50mL), sob vácuo e temperatura controlada. Os produtos e a conversão do
substrato das reações de transesterificação foram determinados por cromatografia
gasosa acoplada a MS, cromatografia líquida (HPLC) e Ressonância Magnética
Nuclear (RMN). Nas melhores condições reacionais foram encontrados rendimentos
da ordem de 78% e um produto com as seguintes propriedades lubrificantes e físicoquímicas: Viscosidade a 40°C: 287,2 cSt; Viscosidade a 100°C: 26,13 cSt; Índice de
Viscosidade: 119 e IAT (Índice de acidez total): 0,35 mg KOH/g. Estes resultados
indicaram a viabilidade da rota proposta, com o catalisador químico a base de
estanho, na obtenção de lubrificantes sintéticos biodegradáveis.
4
Abstract of Dissertation presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Master of Science (M. Sc.)
DEVELOPMENT OF A BIODEGRADABLE LUBRICANT FROM CASTOR BIODIESEL
ESTERS
José André Cavalcanti da Silva
September/2006
Advisors:
Alberto Cláudio Habert
Denise Maria Guimarães Freire
Department: Chemical Engineering
Millions of tons of lubricants are disposed of in the environment through
leakages, exhausted gases, inadequate disposal, water-oil emulsions, etc. Some of
them are resistant to biodegradation, representing an environmental threat. One
solution to modify this situation is the replacement of the mineral oils by biodegradable
synthetic lubricants (Esters). Thus, in this work, it was investigated the production,
through chemical catalysis, of synthetic base oils using Castor Biodiesel (Ricinoleic
Acid Ethyl Ester) as raw material. It was studied the influence of the process variables
(catalyst, temperature, biodiesel concentration, residence time) in glass reactors (50
mL) under vacuum and controlled temperature. The products and the substratum
conversion of the transesterification reactions were determined by gas chromatography
connected to MS, liquid chromatography (HPLC) and Nuclear Magnetic Ressonance
(NMR). From the best reaction conditions, it were obtained products with good yields
(nearly 78%) and the following properties: Viscosity at 40°C: 287,2 cSt; Viscosity at
100°C: 26,13 cSt; Viscosity Index: 119; and TAN (Total Acid Number): 0,35 mgKOH/g.
These results indicated the feasibility of the proposed process route, with the tin
chemical catalyst, for the production of synthetic biodegradable lubricants.
5
ÍNDICE GERAL
1.
INTRODUÇÃO...................................................................................................... 9
2.
REVISÃO BIBLIOGRÁFICA............................................................................... 11
2.1.
A Mamona e seus Derivados ......................................................................... 11
2.2.
Óleos Básicos................................................................................................. 13
2.2.1.
Biolubrificantes ....................................................................................... 16
2.2.2.
Ésteres.................................................................................................... 20
2.3.
Síntese de Ésteres Biolubrificantes ............................................................... 22
2.4.
Propriedades dos Biolubrificantes .................................................................. 29
2.5.
Quimiluminescência........................................................................................ 31
3.
OBJETIVOS........................................................................................................ 35
4.
METODOLOGIA ................................................................................................. 36
4.1.
Materiais ......................................................................................................... 36
4.2.
Aparelhagem e Condições Reacionais .......................................................... 38
4.3.
Metodologia Analítica ..................................................................................... 39
4.3.1.
Viscosidade Cinemática - ASTM D 445................................................. 39
4.3.2.
Índice de Viscosidade – ASTM D 2270.................................................. 39
4.3.3.
Ponto de Fluidez – ASTM D 97 .............................................................. 40
4.3.4.
Índice de Acidez Total (IAT) – ASTM D 664 .......................................... 41
4.3.5.
Estabilidade à oxidação pela Bomba Rotatória – ASTM D 2272 .......... 42
4.3.6.
Estabilidade à oxidação por Quimiluminescência ................................. 42
4.3.7.
Determinação de Elementos Metálicos.................................................. 43
4.3.8.
Ressonância Magnética Nuclear (RMN) ................................................ 44
4.3.9.
Cromatografia Líquida de Alta Performance (HPLC) ............................ 44
4.3.10. Cromatografia Gasosa (GC) .................................................................. 45
5.
RESULTADOS.................................................................................................... 47
5.1.
Seleção do Catalisador .................................................................................. 47
5.2.
Estudo da Influência de Variáveis .................................................................. 47
5.3.
Reações com Amberlyst 15............................................................................ 49
5.4.
Reações com Liocat 119................................................................................ 52
5.5.
Reações com Metilato de Sódio..................................................................... 64
5.5.1.
Biodiesel de Mamona (Ricinoleato de etila)........................................... 64
5.5.2.
Biodiesel Metílico de Soja ...................................................................... 66
5.6.
Reações com Outros Catalisadores .............................................................. 69
6.
CONCLUSÕES................................................................................................... 71
7.
RECOMENDAÇÕES PARA TRABALHOS FUTUROS ..................................... 72
8.
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................... 73
9.
ANEXO 1 ............................................................................................................ 76
10.
ANEXO 2 ............................................................................................................ 78
6
ÍNDICE DE TABELAS
Tabela 1: Características Físico-Químicas Típicas do Óleo de Mamona. .................... 12
Tabela 2: Classificação API dos óleos básicos............................................................. 15
Tabela 3: Propriedades típicas da resina Amberlyst 15 em sua forma ácida (SigmaAldrich) .................................................................................................................... 36
Tabela 4: Propriedades típicas do Liocat 119 (Miracema-Nuodex) .............................. 37
Tabela 5: Propriedades típicas do Metilato de sódio (Sigma-Aldrich) .......................... 37
Tabela 6: Propriedades típicas do Ácido p-toluenosulfônico (Sigma-Aldrich) .............. 37
Tabela 7: Propriedades físico-químicas do Ricinoleato de etila.................................... 48
Tabela 8: Reações realizadas com Amberlyst 15. ........................................................ 49
Tabela 9: Propriedades físico-químicas do produto reacional com Amberlyst 15. ....... 50
Tabela 10: Propriedades Físico-químicas do produto Hatcol 2938. ............................. 52
Tabela 11: Condições utilizadas nas reações catalisadas pelo Liocat 119. ................. 53
Tabela 12: Propriedades físico-químicas com Liocat 119............................................. 54
Tabela 13: Condições utilizadas nas reações 6, 9 e 24, catalisadas pelo Liocat 119. . 55
Tabela 14: IAT das reações 6, 9 e 24, catalisadas pelo Liocat 119.............................. 56
Tabela 15: Reações realizadas com Metilato de Sódio como Catalisador................... 64
Tabela 16: Propriedades físico-químicas com Metilato de sódio .................................. 65
Tabela 17: Reação realizada com metilato de sódio como catalisador e biodiesel de
soja.......................................................................................................................... 68
Tabela 18: Propriedades físico-químicas com Metilato de sódio e biodiesel de soja... 68
Tabela 19: Reações realizadas com NaOH e ácido p-toluenosulfônico. ...................... 70
Tabela 20: Propriedades físico-químicas com NaOH e ácido p-toluenosulfônico........ 70
7
ÍNDICE DE FIGURAS
Figura 1: Estrutura molecular do Óleo de Mamona (Ricinus Communis)..................... 12
Figura 2: Estrutura da composição dos óleos minerais................................................. 14
Figura 3: Estrutura típica de um óleo vegetal e seus pontos críticos de instabilidade. 19
Figura 4: Esquema da reação de esterificação de um ácido carboxílico e um álcool. . 22
Figura 5: Mecanismo de uma reação de esterificação.................................................. 22
Figura 6: Reação de Transesterificação de um éster com um álcool........................... 23
Figura 7: Estruturas Moleculares de Ésteres de Poliol.................................................. 24
Figura 8: Reator batelada de transesterificação (Raisio Groupe) ................................. 28
Figura 9: Aparato utilizado nas reações de transesterificação...................................... 38
Figura 10: Equipamentos para medição da viscosidade cinemática. ........................... 39
Figura 11: Equipamento para medição do ponto de fluidez.......................................... 41
Figura 12: Equipamento para determinação do IAT. ..................................................... 41
Figura 13: Esquema do Equipamento Bomba Rotatória. .............................................. 42
Figura 14: Equipamento Quimiluminógrafo Modelo CL-400. ........................................ 43
Figura 15: Espectrômetro de emissão Spectroil............................................................ 43
Figura 16: Reação de transesterificação do ricinoleato de etila com TMP em presença
de catalisador.......................................................................................................... 48
Figura 17: % Conversão da reação catalisada por Amberlyst 15 em função da razão
molar ricinoleato de etila:TMP. ............................................................................... 50
Figura 18: Funil de Separação contendo o Produto da lavagem com NaHCO3. .......... 51
Figura 19: Gráfico % Conversão x Pressão com Liocat 119......................................... 54
Figura 20: Curva Cinética da Reação 24 com Liocat 119. ............................................ 56
Figura 21: Dímero do Ricinoleato de etila (Estolide). .................................................... 58
Figura 22: Espectro de RMN da reação n°9. ................................................................. 59
Figura 23: Espectro de RMN da reação n°6. ................................................................. 59
Figura 24: Espectro de RMN da reação n°11. ............................................................... 60
Figura 25: Cromatograma do Ricinoleato de etila antes do controle reacional. ........... 61
Figura 26: Cromatograma do Ricinoleato de etila após o controle reacional. .............. 61
Figura 27: Espectro de quimiluminescência do Hatcol 2938......................................... 62
Figura 28: Espectro de quimiluminescência do produto da reação 9. .......................... 63
Figura 29: Espectro de quimiluminescência do produto da reação 28. ........................ 63
Figura 30: Estrutura Química representativa do óleo de soja. ...................................... 67
Figura 31: Espectro de RMN da reação nº 18. .............................................................. 68
8
1. INTRODUÇÃO
Os primeiros óleos lubrificantes conhecidos utilizados pelos seres humanos
foram os óleos de origem animal e vegetal. No século XIX, triglicerídeos naturais foram
gradualmente substituídos por lubrificantes derivados do petróleo, denominados óleos
minerais. Estes últimos, por sua vez, estão sendo gradualmente substituídos por óleos
sintéticos (obtidos através de reações químicas) devido aos padrões de qualidade
cada vez mais rigorosos, nem sempre alcançados pelos óleos minerais convencionais,
e às necessidades mais restritas, impostas por considerações ambientais.
O mercado mundial de lubrificantes acabados é da ordem de 38.000.000
toneladas (WHITBY, 2005). Dentro deste, o mercado norte americano contribui com
cerca de 9,5 milhões de toneladas, dos quais 32% são descartados no meio ambiente
e apenas 5% são formados por produtos biodegradáveis (LAL e CARRICK, 1993). Por
outro lado, o mercado europeu de lubrificantes biodegradáveis é três vezes maior que
o norte americano, concentrando-se principalmente na Alemanha e nos países
escandinavos.
A oleoquímica, no que diz respeito ao desenvolvimento de lubrificantes de
origem vegetal, representa um dos principais elementos que constituem o grande
desafio representado pela química dos bioprodutos. Todas as tecnologias necessárias
para esmagamento das sementes, refino do óleo, fracionamento, e transformação
química já estão disponíveis e conhecidas, devido ao fato de serem as mesmas
utilizadas em tecnologia dos alimentos. Geralmente, o sistema industrial é organizado
de tal forma que quatro unidades de processamento (esmagamento, refino,
fracionamento e transformação química) são conduzidas de forma independente. Este
tipo de organização permite um grande grau de flexibilidade e uma maior economia de
escala. É justamente na etapa de transformação química que se localizam os maiores
desafios para a produção de lubrificantes biodegradáveis.
Os lubrificantes, de uma forma geral, devem apresentar certas propriedades
físico-químicas dentro de determinadas especificações, como por exemplo:
Viscosidade, índice de acidez, corros ividade, ponto de fluidez, etc. No caso dos
biolubrificantes, geralmente representados por ésteres orgânicos, as estabilidades
oxidativa, térmica e hidrolítica são essenciais, sendo a primeira uma das propriedades
mais importantes no desenvolvimento de um lubrificante biodegradável. Entretanto, à
medida que se sintetiza uma molécula altamente resistente à oxidação, com as duplas
ligações removidas ou protegidas por impedimentos estéricos, deve-se levar em
consideração que a ação dos microorganismos responsáveis pela sua biodegradação
também será dificultada. Assim, o grande desafio reside no fato de se tentar encontrar
9
um meio termo, ou seja, uma molécula que tenha alta resistência à oxidação e seja
biodegradável.
O desenvolvimento deste trabalho tem como grande motivação a crescente
valorização da biomassa como matéria-prima no Brasil. A escolha do ricinoleato de
etila como reagente de partida se fez em função do já existente e desenvolvido
programa de produção de biodiesel a partir do óleo de mamona. A oferta deste
produto justificou o seu uso como matéria-prima.
Deste modo, o objetivo deste trabalho foi estudar uma nova rota de
transesterificação do ricinoleato de etila (biodiesel do óleo de mamona) com o álcool
trimetilolpropano (TMP) com o objetivo de se obter um biolubrificante ainda inédito no
mercado.
Como objetivos específicos, podem-se destacar:
a) A determinação das melhores condições operacionais para a
transesterificação do ricinoleato de etila com TMP;
b) Estudo de quatro diferentes catalisadores: Resina de troca iônica
Amberlyst 15 (heterogêneo) e di-laurato de di-butilestanho, metilato de
sódio e ácido p-toluenosulfônico (homogêneos);
c) Estudo de técnicas para remoção de resíduos de catalisador do produto
final;
d) Estudo de processos para separação de fases e purificação do produto
final.
Para isto, estudou-se neste trabalho a influência de algumas variáveis no
processo, tais como temperatura, pressão, tipo de catalisador, razão molar dos
reagentes e tempo de reação.
Finalmente, procurou-se caracterizar o biolubrificante produzido no tocante as
suas principais propriedades físico-químicas.
10
2. REVISÃO BIBLIOGRÁFICA
2.1.
A Mamona e seus Derivados
Segundo AZEVEDO e LIMA (2001), a mamona (Ricinus communis) ou rícino é
um arbusto de cujo fruto se extrai um óleo de excelentes propriedades, de largo uso
industrial. Conhecido desde a Antiguidade por suas propriedades medicinais e como
azeite para iluminação, deixou, no século XX, de ter na farmacopéia sua grande
utilidade. Nos nossos dias, os grandes consumidores são as indústrias químicas e de
lubrificantes.
A mamona foi trazida para o Brasil pelos portugueses, com a finalidade de
utilizar seu óleo para iluminação e lubrificação de eixos de carroças. O clima tropical,
predominante em nosso país, facilitou o seu alastramento. Desta forma, hoje se pode
encontrar a mamona em quase toda a extensão territorial do país, como se fosse uma
planta nativa, e em culturas destinadas à produção de óleo.
A mamona é uma planta especial, originária de clima tropical, com elevada
capacidade de resistência à seca. Da industrialização das suas sementes se obtém,
como produto principal, o óleo (47%) e, como subproduto, a torta de mamona que
pode ser utilizada como fertilizante na agricultura.
O óleo de mamona, também conhecido no Brasil como óleo de rícino, ou,
internacionalmente, como Castor Oil, é singular na natureza, possuindo propriedades
químicas e físicas únicas, como densidade, viscosidade, solubilidade em álcool e
lubricidade, superiores a todos os outros óleos vegetais. O mesmo possui uma enorme
versatilidade química dentro do ramo industrial, podendo ser utilizado em rotas de
síntese para uma grande variedade de produtos. A partir deste óleo, pode-se obter o
diesel vegetal, biodiesel, que substitui o óleo diesel derivado do petróleo no uso como
combustível. Ademais, este óleo possui em sua composição o ácido ricinoléico (90%)
que apresenta a peculiaridade de possuir uma hidroxila no carbono 12, além de ter
uma dupla ligação estrategicamente posicionada no carbono 9 de sua cadeia de 18
carbonos, conforme ilustrado na Figura 1.
11
OH
O
O
O
O
O
O
OH
Figura 1: Estrutura molecular do Óleo de Mamona (Ricinus Communis).
A Tabela 1 apresenta as principais características físico-químicas deste óleo.
Tabela 1: Características Físico-Químicas Típicas do Óleo de Mamona.
Propriedade
Valor
Índice de Iodo
84-88
Viscosidade a 100°C
20,00 cSt
IV (Índice de Viscosidade)
90
Ponto de Fusão
-23°C
Teor de Ácido Ricinoléico
90%
Teor de Ácido Linoléico
4,2%
Estabilidade à oxidação pela bomba
rotatória
25 Mín.
Considerando-se a utilização do óleo de mamona na formulação de óleos
lubrificantes, vale ressaltar que este possui um maior poder de solubilização de
aditivos utilizados nas formulações dos lubrificantes acabados, quando comparado aos
óleos minerais. O óleo de mamona apresenta ainda uma alta viscosidade e um baixo
ponto de fluidez, entretanto o seu índice de Viscosidade (IV) é inferior ao de outros
óleos vegetais. Esta propriedade reflete a variação da viscosidade de uma substância
com a temperatura, sendo que quanto menor o IV, maior será esta variação.
O óleo de mamona vem sendo usado para a fabricação de mais de 800
produtos, com destaque para vidros à prova de bala, lentes de contato, batons, sabões
metálicos, lubrificantes especiais para motores e reatores de elevada rotação,
plásticos de elevada resistência, poliuretanas, entre outros. Além disso, suas
12
características únicas conferem lubricidade, da mesma forma que o enxofre, ao diesel
mineral, sendo assim um óleo especial e com mercado garantido no mundo moderno.
A Índia, a China e o Brasil são, nesta ordem, os principais produtores mundiais
da mamona e do seu óleo. A Alemanha e a Tailândia aparecem como os maiores
importadores mundiais das sementes de mamona (94%), enquanto os EUA aparecem
como os principais importadores do óleo destas sementes .
No Brasil, a Bahia responde por 85% da produção de mamona, sendo este
estado, juntamente com Minas Gerais, os locais onde estão instaladas as principais
empresas que fazem a extração de óleo. O Brasil conta com uma capacidade
instalada de 160 mil toneladas/ano de bagas de mamona. Como o consumo interno de
óleo de mamona é relativamente pequeno, entre 10 e 15 mil toneladas/ano, existe um
excedente exportável da ordem de 45 a 50 mil toneladas.
2.2.
Óleos Básicos
O termo óleo se refere a uma ampla variedade de materiais líquidos com
diferentes propriedades utilizados, comumente, na moderna tecnologia. Entre estes
líquidos se destacam os óleos lubrificantes. Os óleos básicos são os constituintes de
maior proporção na formulação dos óleos lubrificantes e são obtidos, em geral, através
do processamento do petróleo. Eles podem ser classificados, primariamente, como
minerais ou sintéticos, em função da fonte ou do processo pelo qual são produzidos
(LASTRES, 2003). Os primeiros óleos lubrificantes conhecidos utilizados pelos seres
humanos foram os óleos de base animal e vegetal. No século XIX, os triglicerídeos
naturais foram gradualmente substituídos por lubrificantes derivados do petróleo,
denominados óleos minerais. Em diversas aplicações dos óleos lubrificantes, os
padrões de qualidade exigidos, cada vez mais rigorosos, nem sempre podem ser
alcançados com o uso dos óleos minerais convencionais. Assim sendo, rotas
alternativas de produção de óleos minerais vêm sendo desenvolvidas para a obtenção
de produtos com maior durabilidade e menor impacto ambiental. Os óleos vegetais
são mais baratos do que os minerais, além de serem obtidos de fontes renováveis.
Os óleos minerais são obtidos através da destilação e do refino do petróleo,
sendo classificados como parafínicos ou naftênicos, dependendo do tipo de
hidrocarboneto predominante em sua composição. Estes possuem em média 20 a 50
átomos de carbono por molécula e estas podem ser de cadeias parafínicas (alcanos
lineares ou ramificados), naftênicas (cicloalcanos com cadeias laterais) ou aromáticas
(principalmente alquil benzenos), conforme ilustrado na Figura 2.
13
Tipo de Óleo
Tipo de cadeias de carbono
Parafínicos
Naftênicos
Aromáticos
Figura 2: Estrutura da composição dos óleos minerais.
Os óleos básicos parafínicos apresentam alto ponto de fluidez e elevado índice
de viscosidade. Em seu processo de produção, a etapa de desparafinação é
indispensável e o produto, mesmo desparafinado, ainda precisa ser aditivado com um
abaixador de ponto de fluidez para evitar o crescimento dos cristais de parafinas em
baixas temperaturas e reduzir a temperatura de escoamento do produto.
Já os óleos de características naftênicas apresentam teores relativamente mais
altos (do que os parafínicos) de carbonos em cadeias cíclicas (naftênicas). O corte de
um cru naftênico apresenta teores muito baixos de parafinas lineares e não precisa ser
desparafinado. Seu ponto de fluidez pode chegar a -51 °C (óleo básico NH-10). Por
outro lado apresenta valores baixos de IV, o que torna difícil a sua aplicação na
formulação de óleos para motores, sendo mais utilizados nas formulações de óleos de
corte, óleos para amortecedores e como óleo isolante para transformadores elétricos.
Os óleos de característica aromática encontram aplicações como óleos extensores na
indústria de borracha.
Os óleos básic os minerais podem ser também classificados pelo tipo de
processo de obtenção. O mais tradicional é a extração por solventes, chamado de
processo convencional, no qual compostos indesejáveis como os aromáticos e os
compostos contendo heteroátomos, como o nitrogênio e o enxofre são removidos,
aumentando-se o índice de viscosidade e melhorando-se a estabilidade dos produtos.
Este processo também inclui etapas de desparafinação, utilizada para enquadrar o
ponto de fluidez, e de hidroacabamento para o enquadramento final do produto nas
14
especificações. O processo, chamado de não convencional, inclui etapas mais severas
de hidrocraqueamento, onde as moléculas são craqueadas e saturadas obtendo-se
produtos de elevada estabilidade e índice de viscosidade.
Por outro lado, os óleos básicos sintéticos são produzidos através de reações
químicas, onde se busca obter produtos com propriedades adequadas às funções
lubrificantes. Cerca de 80% do mercado mundial de lubrificantes sintéticos é composto
por: Polialfaolefinas (45%), Ésteres Orgânicos (25%) e Poliglicóis (10%) (MURPHY,
2002). Dentre os básicos sintéticos empregados o de maior uso é a polialfaolefina e,
em geral, os básicos sintéticos têm como vantagens sobre os básicos minerais, maior
estabilidade térmica e à oxidação, melhores propriedades a baixas temperaturas e
menor volatilidade. Em contrapartida, os básicos minerais são muito mais baratos do
que os sintéticos.
Nas aplicações em que se necessita que o produto apresente um elevado nível
de biodegradabilidade, este requisito só pode ser atingido através do uso de bases
sintéticas de origem vegetal.
Com relação aos óleos automotivos, o American Petroleum Institute, API,
classifica os óleos básicos em cinco categorias, conforme ilustrado na Tabela 2.
Tabela 2: Classificação API dos óleos básicos.
1
CATEGORIA
SATURADOS ( )
GRUPO I
< 90
GRUPO II
GRUPO III
2
3
ENXOFRE, %P ( )
ÍND. VISCOSIDADE ( )
e / ou
> 0,03
80 - 120
> 90
e
< 0,03
80 - 120
> 90
e
< 0,03
> 120
GRUPO IV
POLI-ALFAOLEFINAS (PAO)
GRUPO V
OUTROS ÓLEOS BÁSICOS NÃO INCLUÍDOS NOS GRUPOS I, II, III e IV
(1) ASTM D 2007
2
( ) ASTM D 2622 ou ASTM D 4294 ou ASTM D 4927 ou ASTM D 3120
3
( ) ASTM D 2270
O desempenho dos lubrificantes é avaliado por sua habilidade de reduzir o
atrito, resistir à oxidação, minimizar a formação de depósitos, e de impedir a corrosão
e o desgaste. A maioria dos problemas associados aos lubrificantes está relacionada à
degradação do óleo e a sua contaminação com os subprodutos da combustão no
cárter (automotivos). Desse modo, as causas principais do mau funcionamento do
motor devido à qualidade do lubrificante se traduzem em formação de depósito,
aumento de viscosidade, consumo elevado, aprisionamento de peças, corrosão e
desgaste.
15
A formação de depósitos ocorre quando o poder detergente/dispersante do
óleo lubrificante não é suficiente para manter os contaminantes em suspensão. Já o
espessamento do óleo é, em geral, resultante da oxidação do lubrificante e do
acúmulo dos materiais insolúveis. A viscosidade aumenta devido à polimerização de
compostos oxigenados e à manutenção em suspensão de produtos insolúveis,
derivados de queima irregular de combustíveis O teor de enxofre presente no óleo
diesel pode causar corrosão e desgaste corrosivo de cilindros e anéis, em função do
ataque de ácidos do enxofre ou de ácidos orgânicos às superfícies ferrosas. Este tipo
do desgaste é controlado pela utilização de lubrificantes com uma boa reserva
alcalina.
Para minimizar tais inconvenientes, os óleos lubrificantes são obtidos através
da mistura de óleos básicos e aditivos com funções antioxidante, antidesgaste,
detergente/dispersante, dentre outras.
Deste modo, projetar um lubrificante para
executar estas funções é uma tarefa complexa, envolvendo uma avaliação cuidadosa
das propriedades do óleo básico e dos aditivos que serão empregados.
2.2.1. Biolubrificantes
O mercado mundial de lubrificantes acabados é da ordem de 38.000.000
toneladas/ano (WHITBY, 2005). Sendo que o mercado norte americano contribui com
cerca de 9,5 milhões de toneladas, dos quais 32% são descartados no meio ambiente
(LAL e CARRICK, 1993). Por outro lado, o mercado europeu de lubrificantes
biodegradáveis é de 172.000 toneladas/ano, concentrando-se na Alemanha e nos
países escandinavos (WHITBY, 2006). Na Alemanha, dos 1,3 milhões de toneladas de
lubrificantes que compõem o seu mercado, 53% são coletados como óleo usado, o
que equivale a 100% de coleta de todo o óleo usado nas mais diversas aplicações.
Estes são reciclados ou utilizados como fonte de energia térmica. O restante é perdido
para o meio ambiente como o resultado de vazamentos, aplicações com perda total ou
de sistemas específicos. Apenas 5% de todos os lubrificantes que compõem o
mercado alemão são biodegradáveis (WAGNER et al, 2001). Para se ter um aumento
neste mercado, a aceitação e a confiança nos lubrificantes rapidamente
biodegradáveis devem ser aumentadas e o seu preço deve ser reduzido.
Aproximadamente 13% (Europa) e 32% (EUA) de todos os lubrificantes
comercializados retornam ao meio ambiente modificados em propriedades e aparência
(BARTZ, 1998). Estes são usados em contatos de fricção com perda total,
aproximadamente 40.000 t./ano na Alemanha, assim como em sistemas de circulação,
16
os quais não são coletados nem dispostos. Além disso, os lubrificantes oriundos de
vazamentos e as quantidades remanescentes em filtros e recipientes devem também
ser levados em consideração. Desta forma, o meio ambiente, na Alemanha, está
exposto a cerca de 150.000 toneladas/ano, baseado nos 13% anteriormente citados.
Um cálculo baseado no consumo atual de lubrificantes na Alemanha e nas taxas de
descarte para os diferentes tipos de lubrificantes resulta em cerca de 250.000
toneladas/ano. Incluindo a quantidade não definida (vazamentos, etc.), a quantidade
de lubrificantes descartadas no meio ambiente na Alemanha pode chegar a 300.000
toneladas/ano. Levando-se em conta a fatia do mercado global de consumo de
lubrificantes representada pela Alemanha, assim como o fato de que em várias partes
do mundo as taxas de coleta e reciclagem de lubrificantes usados são menores do que
na Europa, a quantidade total de lubrificantes retornando ao meio ambiente é da
ordem 12 milhões de toneladas/ano.
Apenas 10-50% dos lubrificantes utilizados no mercado mundial são reciclados
(KOLWZAN e GRYGLEWICZ, 2003). O restante, que representa milhões de
toneladas, é irreversivelmente liberado no meio ambiente através de vazamentos,
emulsões óleo-água, gás de exaustão de componentes, etc. Alguns destes são
carcinogênicos e resistentes à biodegradação, representando uma séria ameaça ao
meio ambiente. Uma das soluções para modificar esta situação é a substituição dos
óleos minerais por lubrificantes sintéticos biodegradáveis
Nas últimas décadas se tem observado uma tendência mundial de crescente
preocupação com o impacto ao meio ambiente resultante do uso de derivados de
petróleo. Embora apenas cerca de 1% de todo o petróleo consumido seja usado na
formulação de lubrificantes, grande parte desses produtos é jogada no meio ambiente
sem nenhum tratamento e essa preocupação tem motivado o desenvolvimento de
lubrificantes biodegradáveis. Dominar essa tecnologia é de grande importância para o
País, especialmente para a conquista de mercados externos, cada vez mais exigindo
produtos compatíveis com o meio ambiente.
O potencial poluidor do óleo mineral é extremamente preocupante. Apenas 1
litro de óleo mineral é capaz de tornar impróprio para o consumo 1 milhão de litros de
água (RAVASIO et al, 2002). No caso dos motores 2 tempos (principal aplicação,
atualmente, dos biolubrificantes), o mecanismo de lubrificação resulta na liberação de
óleo não queimado, junto com gás de exaustão, criando a possibilidade de poluição
ambiental. Em particular, quando motores náuticos são utilizados em rios, lagos ou
oceanos, o óleo não queimado no gás de exaustão é liberado na água, podendo
causar poluição da mesma. Tratores, máquinas agrícolas, moto-serras e outros
17
equipamentos florestais também podem poluir florestas e rios devido ao óleo
parcialmente queimado, o qual é liberado.
Medidas para redução do impacto sobre o meio ambiente, o que significa
eliminar ou ao menos reduzir os problemas causados pelo contato de lubrificantes com
o meio ambiente, em geral, são iniciadas ou favorecidas pelas seguintes forças
motrizes: Fatos ambientais, consciência pública, diretrizes e regulamentações
governamentais, globalização dos mercados e incentivos econômicos.
Um biolubrificante significa um lubrificante que é biodegradável. Por sua vez,
uma substância ser biodegradável significa que a mesma tem a capacidade
comprovada de ser decomposta, em um intervalo de até 1 ano, através de processos
biológicos naturais em terra carbonácea, água ou dióxido de carbono (WHITBY, 2005).
Em termos gerais, biodegradabilidade significa a tendência de um lubrificante
ser metabolizado por microrganismos em até 1 ano. Quando ela é completa, significa
que o lubrificante retornou essencialmente à natureza, e quando é dita parcial, indica
que um ou mais componentes do lubrificante não é degradável.
Alguns dos lubrificantes rapidamente biodegradáveis são baseados em óleos
vegetais puros, não modificados (WAGNER et al, 2001) que apresentam uma
biodegradabilidade em torno de 99% (CEC L-33-A-93) (BIROVÁ et al, 2002). Na
Europa, predominam os óleos de girassol e de canola que são ésteres de glicerina e
ácidos graxos de cadeia longa (triglicerídeos). Os componentes ácidos graxos são
específicos de cada planta, sendo por isso variáveis. Os ácidos graxos encontrados
nos óleos vegetais naturais diferem em tamanho de cadeia e em número de duplas
ligações. Além disso, grupos funcionais podem estar presentes. Triglicerídeos naturais
são muito rapidamente biodegradáveis e bastante eficientes como lubrificantes.
Entretanto, as suas estabilidades térmica, hidrolítica e oxidativa são limitadas. Assim,
óleos vegetais puros somente são utilizados em aplicações com baixa exigência
térmica, tais como desmoldagem e óleos de moto-serras. A razão das instabilidades
térmica e oxidativa dos óleos vegetais são as duplas ligações na parte do ácido graxo
e o grupo ß-CH no componente alcoólico (Figura 3).
Duplas ligações são
especialmente reativas e reagem imediatamente com o oxigênio do ar, enquanto o
átomo de hidrogênio ß é facilmente eliminado da estrutura da molécula. Isto leva à
quebra do éster em olefinas e ácidos. Um ponto fraco adicional dos ésteres naturais é
a sua tendência de sofrer hidrólise em presença de água. Uma melhoria das
estabilidades térmica, oxidativa e hidrolítica dos óleos vegetais pode ser atingida por
modificações químicas. As mais importantes modificações dizem respeito ao grupo
carboxílico dos ácidos graxos, respondendo por aproximadamente 90% das reações
18
oleoquímicas, enquanto reações da cadeia de ácido graxo respondem por menos de
10%.
O
a
Pontos
Críticos
O
O
b
O
g
O
O
Figura 3: Estrutura típica de um óleo vegetal e seus pontos críticos de
instabilidade.
Os ésteres, substâncias similares em termos de estrutura química aos
triglicerídeos naturais, são excelentes substitutos para óleos minerais, os quais
possuem apenas 20% de biodegradabilidade (CEC-L-33-A-93). Os ésteres orgânicos
vêm despertando um crescente interesse na indústria de básicos lubrificantes e suas
vantagens quando comparados aos básicos minerais são (LAL e CARRICK, 1993):
•
Baixa toxicidade;
•
Maior biodegradabilidade;
•
Obtidos de fontes renováveis;
•
Alto ponto de fulgor;
•
Baixa volatilidade;
•
Alto poder de solvência para aditivos;
•
Maior valor agregado: Um lubrificante formulado com éster sintético
custa de 8 a 15 vezes o valor de um lubrificante formulado com básicos
minerais;
•
Boa lubricidade (em função da polaridade da sua molécula);
•
Alto índice de viscosidade (IV), devido às duplas ligações e à
linearidade da molécula;
•
Propriedades anti-corrosivas.
No entanto, as principais desvantagens de muitos destes compostos são:
19
•
Instabilidade à oxidação;
•
Instabilidade hidrolítica;
•
Propriedades a baixas temperaturas.
Estas desvantagens podem ser superadas com o uso de aditivos, mas a
biodegradabilidade, a toxicidade e o preço poderão ser comprometidos. Desta forma, a
síntese química destes compostos se mostra como a melhor alternativa para que
estas desvantagens sejam eliminadas.
Os aditivos tradicionalmente empregados como agentes antioxidante,
antidesgaste, anticorrosivo, etc., são pouco biodegradáveis. No entanto, os fabricantes
de tais aditivos já disponibilizam produtos com elevado grau de biodegradabilidade.
Nas aplicações dos óleos biodegradáveis, além da seleção de matérias primas,
é necessário o estabelecimento de requisitos de qualidade, testes para avaliação de
desempenho e critérios de aprovação.
Na indústria de básicos sintéticos (precursores dos lubrificantes), grande parte
da energia é consumida nas etapas de reação, separação, concentração e purificação
de seus produtos. Por esta razão, um considerável esforço tem sido dedicado na
melhoria dos processos de reação e separação existentes e no desenvolvimento de
novas tecnologias, menos demandantes em energia, como por exemplo, a utilização
de lipases como catalisadores e os processos de separação com membranas.
2.2.2. Ésteres
Os ésteres orgânicos encontram uma grande variedade de aplicações na
indústria de lubrificantes, tendo em vista a crescente preocupação com aspectos de
saúde ocupacional e meio ambiente, além de benefícios como melhores desempenhos
dos produtos: Serras elétricas, fluidos de perfuração, equipamentos de indústrias
alimentícias, fluidos hidráulicos, motores de barcos, tratores, equipamentos agrícolas,
motores 2 tempos, fluidos de corte, óleos de refrigeração, etc (ERHAN e
ASADAUSKAS, 2000).
Os ésteres são utilizados como lubrificantes desde o início do século XIX, na
forma de ésteres naturais contidos em banha de porco e óleo de baleia (WHITBY,
1998). Durante a 2ª Guerra Mundial, um grande número de fluidos sintéticos foi
desenvolvido, destacando-se entre estes, os ésteres de álcoois e ácidos de cadeia
longa, os quais ofereciam excelentes propriedades lubrificantes a baixas temperaturas.
20
Atualmente, os ésteres representam apenas 0,8% do mercado de lubrificantes
no mundo. No entanto, enquanto o consumo global de lubrificantes vem se mantendo
estagnado, o de óleos sintéticos vem crescendo cerca de 10% ao ano. O crescente
consumo de ésteres se justifica por razões de desempenho destes produtos e também
por mudanças nas legislações ambientais de vários países da comunidade européia,
sobretudo na Alemanha.
Os ésteres têm um baixo impacto sobre o meio ambiente e a sua
metabolização passa pelas etapas da hidrólise dos ésteres, beta-oxidação de
hidrocarbonetos de cadeia longa e ataque de oxigenases em núcleos aromáticos. As
principais características que reduzem ou dificultam a metabolização microbiana ou
degradabilidade são:
•
A posição e o grau de ramificação (os quais reduzem a beta-oxidação);
•
O grau de saturação da molécula;
•
O aumento no peso molecular do éster.
O efeito direto do grupamento éster nas propriedades físicas de um lubrificante
é a diminuição de sua volatilidade e o aumento do seu ponto de fulgor. Isto ocorre
devido ao forte momento dipolo (forças de London) que mantém as moléculas do éster
unidas. A presença do grupamento éster também afeta outras propriedades, tais
como: estabilidades térmica e hidrolítica, solvência, lubricidade e biodegradabilidade.
Além disso, os ésteres, principalmente de poliálcoois, como Trimetilolpropano (TMP),
formam uma camada unimolecular na superfície do metal, protegendo-o contra o
desgaste. Esta camada se forma em função dos átomos de oxigênio presentes nas
moléculas destes ésteres.
As propriedades físico-químicas mais importantes dos ésteres são viscosidade,
índice de viscosidade (IV), ponto de fluidez, lubricidade, estabilidades térmica e
hidrolítica e solvência.
Os principais tipos de ésteres utilizados como biolubrificantes são: Diésteres,
ftalatos, trimetilatos, C36 dimeratos e ésteres de poliol. Os ésteres de poliol são
formados a partir de polióis com um átomo de carbono quaternário (neopentilalcóois),
como, por exemplo, trimetilolpropano, neopentilglicol e pentaeritritol. Esta classe de
produtos oferece extraordinária estabilidade devido à ausência de um hidrogênio
secundário na posição ß e à presença de um átomo central de carbono quaternário
(WAGNER et al, 2001). As principais aplicações dos ésteres são: óleo de motor, óleo
de motor 2 tempos, óleo de compressor, óleos de refrigeração, lubrificantes para
aviação e fluidos hidráulicos.
21
2.3.
Síntese de Ésteres Biolubrificantes
Segundo SOLOMONS (1983), os ácidos carboxílicos reagem com os álcoois
formando ésteres, através de uma reação de condensação conhecida como
esterificação (Figura 4). Esta reação é catalisada por ácidos e o equilíbrio é alcançado
em poucas horas, quando um álcool e um ácido são aquecidos sob refluxo com uma
pequena quantidade de ácido sulfúrico concentrado ou com cloreto de hidrogênio.
Uma vez que a constante do equilíbrio controla a quantidade do éster formado, o uso
de um excesso, seja do ácido carboxílico ou do álcool, aumenta o rendimento em
éster. O componente a ser escolhido para uso em excesso dependerá da sua
disponibilidade e do custo. O rendimento de uma reação de esterificação também
pode ser aumentado através da remoção de um dos produtos da mistura reacional, a
água, na medida em que ela é formada.
O
O
+
R
C
+
OH
R'
H
OH
R
C
+
OR'
H2O
Figura 4: Esquema da reação de e sterificação de um ácido carboxílico e um
álcool.
O mecanismo típico de reações de esterificação é o de substituição nucleofílica
em carbono acila, conforme ilustrado na Figura 5.
H
O
R
O
+ H+
C
O
H
R
C
- H+
O
H
+ R'
OH
- R'
OH
H
O
R
C
OH
H
O
R'
H
O
H
R
C
O
O
R'
H
O
R
+ H+
C
- H+
O
R'
O
R
+ H2O
C
O
R'
- H2O
H
Figura 5: Mecanismo de uma reação de esterificação
22
Quando se acompanha a reação no sentido horário, tem-se o caminho para a
esterificação de um ácido carboxílico, catalisada por ácido. Se, entretanto, focalizamse as etapas inversas, observa-se o mecanismo da hidrólise de um éster, catalisada
por ácido. O resultado obtido depende das condições escolhidas para a reação.
Quando se deseja esterificar um ácido, usa-se um excesso do álcool e, se possível,
promove-se a remoção da água, na medida em que ela é formada. Se, entretanto, o
objetivo é a hidrólise, usa-se um grande excesso de água no meio reacional.
Os fatores estéricos afetam fortemente as velocidades de reação das hidrólises
de ésteres catalisadas por ácidos. A presença de grupos volumosos perto do centro de
reação, seja no componente alcoólico
ou
no
componente
ácido,
retarda
acentuadamente a reação.
Os ésteres também podem ser sintetizados por reações de transesterificação
(Figura 6). Neste processo, o equilíbrio é deslocado para a direita, permitindo que o
álcool, de baixo ponto de ebulição, seja destilado da mistura reagente. O mecanismo
da transesterificação é semelhante ao da esterificação catalisada por ácido (ou de
uma hidrólise de um éster catalisada por ácido).
O
R
O
H+
C
O
R'
+
R''
OH
R
+
C
O
R'
OH
R''
Figura 6: Reação de Transesterificação de um éster com um álcool.
O ricinoleato de etila, obtido a partir de uma reação de transesterificação do
óleo de mamona com etanol, é o principal constituinte do biodiesel. A
transesterificação
deste
composto
com
álcoois
superiores
(Figura
7):
Trimetilolpropano, Pentaeritritol ou Neo-pentilglicol, possibilita a obtenção de ésteres
de poliol, importantes precursores de óleos básicos sintéticos.
23
O
O
O
O
O
C17H33O
CH2
O
O
O
O
OC 17H 33
C17 H33 O
O
C17 H33 O
CH2
O
O
C17 H33 O
C 17 H33 O
C17 H33 O
O
O
Éster do Trimetilolpropano
Éster do Pentaeritritol
O
O
H3C
C17H33O
CH3
O
C17 H33O
O
Éster do Neo Pentilglicol
Figura 7: Estruturas Moleculares de Ésteres de Poliol.
Quanto maior o grau de ramificação da molécula deste produto, melhor a
fluidez à baixa temperatura, maior a estabilidade hidrolítica e menor o IV. O oposto se
verifica em relação à linearidade. No caso de duplas ligações, quanto maior a
saturação, melhor a estabilidade à oxidação e pior a fluidez (WAGNER et al, 2001).
Básicos sintéticos obtidos a partir destes mesmos álcoois superiores, mas com outros
óleos vegetais, podem ser facilmente encontrados no mercado, com excelente
desempenho, como, por exemplo, o produto da empresa norte americana Hatco
denominado Hatcol 2938.
Para se aumentar o rendimento das reações de transesterificação, deve-se
promover o deslocamento do equilíbrio da reação para o sentido dos produtos. Isto
pode ser conseguido submetendo-se a mistura reacional a um forte vácuo, que será
responsável pela remoção do álcool à medida que este se forma, deslocando o
equilíbrio da reação em direção à formação de produtos.
Catalisadores químicos ou enzimáticos podem ser utilizados na síntese de
ésteres biolubrificantes. A catálise química ocorre em elevadas temperaturas (>
150°C), empregando-se catalisadores químicos do tipo homogêneo ou heterogêneo de
natureza ácida ou básica (ABREU et al, 2004). Os catalisadores homogêneos típicos
de caráter ácido empregados são ácido p-toluenosulfônico, ácido fosfórico e ácido
sulfúrico, enquanto os de caráter básico são soda cáustica, etóxido de sódio e
24
metóxido de sódio. Os catalisadores heterogêneos mais utilizados são oxalato de
estanho ou resinas catiônicas trocadoras.
BONDIOLI et al (2003) realizou a reação de esterificação entre ácido caprílico e
TMP, utilizando um catalisador a base de estanho (SnO) a 150°C. A conversão obtida,
em 5 horas de reação, foi de 99%, sendo necessária a remoção contínua da água
produzida.
BONDIOLI (2004) relatou o uso de resinas de troca iônica fortemente ácidas
como catalisadores em reações de esterificação e de transesterificação. No caso das
reações de esterificação, a presença de água tem um papel fundamental no
desempenho do catalisador. Se por um lado se deve remover a água produzida com o
objetivo de se aumentar o rendimento da reação, por outro lado, a água tem um efeito
positivo na promoção da dissociação dos fortes grupos ácidos da resina. Deste modo,
uma resina completamente seca não apresenta nenhuma atividade catalítica, devido à
impossibilidade de dissociação dos grupos sulfônicos.
Um outro fator limitante é a difusão dos reagentes no interior da resina.
Materiais graxos têm uma viscosidade alta, sendo isto um fator limitante para a
catálise com resinas de troca iônica. No caso de ser necessária uma elevada
eficiência catalítica, resinas de troca iônica que possuam um grau limitado de
“crosslinking” devem ser escolhidas. Resinas em pó são mais ativas na promoção de
reações de esterificação do que em esferas.
Para a síntese de ésteres, deve-se utilizar apenas resinas de troca iônica
ácido-sulfônicas. Resinas de troca iônica fortemente básicas também são atrativas
para reações de transesterificação, no entanto, as mesmas têm uma estabilidade
muito limitada quando aquecidas a temperaturas superiores a 40°C, e são
neutralizadas por pequenas concentrações de ácidos graxos. Um outro fator negativo
é a formação de glicerina durante a reação de transesterificação, o qual pode
impermeabilizar a resina.
Apesar destes efeitos negativos, resinas de troca iônica, quando utilizadas
como catalisadores heterogêneos, apresentam as seguintes vantagens operacionais:
•
São ácidos ou bases sólidos e, no caso de um processo em batelada,
podem ser facilmente separadas do sistema no final da reação;
•
Pode-se preparar o leito catalítico por empacotamento e, desta forma,
ter-se um processo contínuo com maiores produtividade e eficiência
catalítica;
25
•
As resinas de troca iônica podem ser regeneradas, o que torna os
custos do processo menores, quando comparados ao uso de
catalisadores ácidos ou alcalinos;
•
Devido a sua ação de peneira molecular, há uma maior seletividade no
processo com resinas;
•
Resinas de troca iônica são menos corrosivas do que os ácidos e bases
geralmente empregados.
A síntese de ésteres biolubrificantes pode ser realizada com eficiência
utilizando tanto catalisadores de natureza química como biológica (lipases).
Entretanto, parâmetros de escolha do catalisador devem estar baseados no
conhecimento das limitações de cada um deles. Deste modo, apesar da via química
apresentar como principal vantagem o custo bastante inferior quando comparada à via
enzimática, devido à maior disponibilidade do catalisador em grandes quantidades e
com custo reduzido, a mesma apresenta uma série de desvantagens, como por
exemplo:
•
Baixa seletividade do catalisador, propiciando uma série de reações
paralelas indesejáveis;
•
Corrosão, sobretudo quando se usa como catalisadores o ácido
sulfúrico e o hidróxido de sódio;
•
Conversão no produto de interesse relativamente baixa (em média
40%), principalmente com os catalisadores complexos metálicos;
•
Formação de espuma (Catalisadores básicos);
•
Praticamente nenhuma atividade catalítica perante álcoois superiores
de cadeia longa (H2SO4 e NaOH);
•
Condições mais severas de operação e maior consumo energético, em
função da necessidade de temperaturas elevadas.
Em relação à catálise enzimática, esta ocorre em temperaturas mais brandas
(60°C), utilizando as lipases, triacil éster hidrolases (glicerol éster hidrolases, E.C.
3.1.1.3) para este fim. As lipases normalmente catalisam a hidrólise de ésteres de
glicerol em interfaces lipídeo/água (DOSSAT et al, 2002). Entretanto, em sistemas
aquo restritos, por exemplo, solventes, as lipases também catalisam a síntese destes
ésteres. Desta forma, elas vêm sendo empregadas na modificação de gorduras e
óleos, em sistemas aquo restritos com ou sem a presença de solventes orgânicos.
26
Lipases obtidas de diversos microrganismos vêm sendo estudadas nas reações de
transesterificação de óleos vegetais, entre eles: Candida rugosa, Chromobacterium
viscosum, Rhizomucor miehei, Pseudomonas fluorescens e Candida Antarctica.
Dentre estas, as mais utilizadas são a Rhizomucor miehei (Imobilizada em resina
aniônica macroporosa – Lipozyme) e a Candida rugosa, utilizada em pó. Em trabalhos
realizados com óleo de girassol, a utilização da lipase de Candida rugosa apresentou
um maior rendimento na reação de transesterificação, além de ter um custo inferior ao
da lipase de Rhizomucor miehei (CASTRO et al, 2004).
As reações de transesterificação por via enzimática podem ocorrer com ou sem
a presença de solventes orgânicos. Outra variável interessante nestes tipos de
reações é a quantidade de álcool adicionada. Um excesso de álcool desloca o
equilíbrio da reação favorecendo a produção do éster. Entretanto, dados da literatura
mostram que um excesso muito grande (superior a 1:6, éster:álcool) ocasiona uma
inibição na atividade enzimática.
Outra característica interessante destas reações é verificada quando se realiza
transesterificações diretamente dos óleos vegetais. Estas reações têm como
subproduto a glicerina, a qual, segundo alguns autores, pode se adsorver na superfície
da enzima, inativando-a (Dossat et al, 2002).
Todos os estudos envolvendo estas lipases se baseiam nos óleos de girassol,
soja e canola, enquanto que a literatura envolvendo o óleo de mamona é muito mais
escassa.
Por outro lado, a via enzimática apresenta algumas vantagens, como por
exemplo:
•
Alta seletividade das enzimas;
•
Rendimentos elevados na conversão dos ésteres;
•
Condições mais brandas de reação, evitando a degradação dos
reagentes e produtos;
•
Menor consumo energético, em função das temperaturas
reduzidas;
•
Biodegradabilidade do catalisador;
•
Facilidade de recuperação do catalisador enzimático (DOSSAT
et al, 2002).
Como desvantagem desta via, cita-se o elevado custo do processo em escala
industrial, em função do custo elevado das enzimas. No entanto, o desenvolvimento
27
de biocatalisadores mais robustos através de técnicas de biologia molecular ou
imobilização de enzimas pode tornar este processo industrialmente competitivo dentro
de alguns anos.
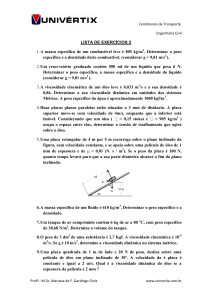
As reações de síntese de ésteres biolubrificantes podem ser conduzidas tanto
em reatores em batelada, quanto em reatores contínuos (leito fixo ou leito fluidizado).
Entretanto, por razões de simplicidade de processo, a batelada ainda é a escolha
majoritária. Um exemplo ilustrativo de um reator de transesterificação em batelada da
Raisio Groupe se encontra ilustrado na figura 8.
Figura 8: Reator batelada de transesterificação (Raisio Groupe )
LÄMSA (1995) estudou e desenvolveu novos métodos e processos para a
produção de ésteres de óleos vegetais, matérias-primas para a fabricação de
lubrificantes
biodegradáveis,
utilizando
tanto
catalisadores
químicos
quanto
enzimáticos . Inicialmente foi sintetizado o 2-etil-1-hexiléster de óleo de canola, a partir
do 2-etil-1-hexanol e do óleo de canola, variando-se o catalisador (hidróxido de sódio,
hidróxido de potássio, metóxido de sódio, etóxido de sódio e ácido sulfúrico), a razão
molar óleo:álcool (1:3 a 1:6), a temperatura (80 a 120°C) e a pressão (2,0 a 10,6 MPa).
As condições ótimas estabelecidas foram: Razão molar (1:5), 0,5% de
catalisador alcalino (metóxido de sódio), temperatura de 80 a 105°C e 2,7MPa de
pressão. A conversão do óleo de canola obtida foi de 97,6% em 5 horas de reação.
28
Neste trabalho não foram empregadas técnicas quimiométricas, mas sim uma análise
individual do comportamento de cada variável.
A síntese descrita acima também foi estudada utilizando-se a lipase de
Candida rugosa como catalisador, obtendo-se conversões de 87% em 5 horas de
reação. As melhores condições reacionais foram: razão molar óleo:álcool (1:2,8),
concentração de lipase (3,4%), água adicionada (1,0%) e temperatura de 37°C.
LÄMSA (1995) também sintetizou um éster metílico de óleo de canola
(biodiesel), reagindo óleo de canola com metanol (em excesso) a 60°C, utilizando
0,5% de catalisador alcalino. Após 4 horas de reação, a conversão foi de 97%,
havendo a separação da glicerina formada e a destilação do excesso de álcool.
O mesmo autor ainda promoveu a reação entre o éster metílico do óleo de
canola com o trimetilolpropano (TMP). Esta reação de transesterificação seguiu a
mesma estratégia de análise individual do comportamento de cada variável envolvida
no processo. Inicialmente se estudou o tipo e a quantidade de catalisador empregado,
sendo o metilato de sódio (0,7%) o que apresentou melhor conversão. Em seguida se
avaliou a razão molar éster:TMP, sendo estabelecido o valor de 3,2:1 (pequeno
excesso do éster). Por fim, estudou-se a temperatura e a pressão, as quais têm um
forte efeito na conversão. Foram estabelecidos os valores de 85-110ºC e 3,3 MPa
para uma conversão de 98,9%, obtida em 2,5 horas de reação.
Por fim, o autor promoveu a síntese do éster metílico de canola através de
catálise enzimática. Os rendimentos com o uso de lipases foram elevados, porém o
tempo de reação foi extremamente alto (em média 46 horas).
2.4.
Propriedades dos Biolubrificantes
As principais propriedades de um óleo lubrificante, que são requisitos básic os
para o bom desempenho do mesmo, serão descritas a seguir:
a) Viscosidade: A viscosidade dos óleos lubrificantes é a propriedade mais
importante desses fluidos, pois está relacionada diretamente à formação da
película que irá proteger as superfícies metálicas dos diversos ataques. Em
essência, a viscosidade de um fluido é a sua resistência ao escoamento, a qual
é função da força necessária para haver deslizamento entre suas camadas
internas de moléculas. Para os biolubrificantes não há um valor pré-definido,
entretanto, por razões de mercado, a faixa de 8 a 15 cSt a 100°C é a que
encontra um maior número de aplicações;
29
b) Índice de Viscosidade: Índice de viscosidade é um número adimensional
arbitrário utilizado para caracterizar a variação da viscosidade cinemática de
um produto derivado do petróleo com a temperatura. Um elevado índice de
viscosidade significa uma pequena diminuição da viscosidade de um produto
com o aumento da temperatura. Normalmente, o valor do índice de viscosidade
é determinado através de cálculos (descritos no método ASTM D2270) que
levam em consideração as viscosidades do produto a 40°C e a 100°C. Óleos
com valores de IV superiores a 130 encontram uma grande diversidade de
aplicações;
c) Ponto de fluidez: Este ensaio foi por muito tempo o único utilizado para avaliar
o comportamento dos óleos lubrificantes quando submetidos a baixas
temperaturas. Após aquecimento preliminar, a amostra é resfriada a uma
velocidade especificada e observada em intervalos de 3ºC para avaliar as
características do escoamento. A menor temperatura na qual se observa
movimento no óleo é reportada como o Ponto de Fluidez. Quanto mais baixo,
melhor o óleo básico, sendo valores inferiores a –36°C de grande utilidade.
Alguns abaixadores de ponto de fluidez podem ser utilizados na formulação de
biolubrificantes, no entanto estes são menos eficientes do que quando
utilizados em conjunto com óleos minerais;
d) Corrosividade: Os biolubrificantes, assim como os lubrificantes minerais não
devem ser corrosivos. Por isso, devem apresentar resultado de 1B (máximo)
no teste ASTM D130, o qual consiste em se observar a corrosão de uma placa
de cobre após a mesma ser retirada de uma estufa onde permaneceu por 3
horas imersa na amostra de lubrificante, com temperatura controlada de 150°C.
Os valores desde 1A até 1B, etc., são atribuídos com base em uma
comparação com padrões pré-existentes;
e) Índice de Acidez (IAT): Este ensaio tem como objetivo medir a acidez do óleo
lubrificante, em geral, decorrente dos processos de oxidação, da queima dos
combustíveis e de alguns aditivos. Neste ensaio uma amostra com massa
conhecida é previamente misturada com solvente de titulação e titulada em
KOH em meio alcoólico. Determina-se a massa de KOH por massa de amostra
para a titulação. São desejáveis valores inferiores a 0,5 mgKOH/g, uma vez
30
que valores mais elevados de IAT contribuem para aumentar os efeitos de
corrosão;
f) Biodegradabilidade:
Muitos
óleos
vegetais
e
ésteres
sintéticos
são
inerentemente biodegradáveis. Isto significa que eles são não persistentes e
sofrem modificações físicas e químicas como resultado da sua reação com
biota, a qual conduz
à remoção de características ambientalmente
desfavoráveis. As características negativas incluem imiscibilidade com água,
eco toxicidade, bioacumulação em organismos vivos e ação biocida contra tais
organismos. Para certas aplicações, os lubrificantes devem ser prontamente
biodegradáveis. Os testes CEC L-33-T-82 e STURM modificado são dois dos
mais amplamente utilizados para medir biodegradabilidade em lubrificantes. O
biolubrificante para ser considerado biodegradável deve apresentar um
resultado superior a 67% no teste CEC;
g) Estabilidade à oxidação: A maioria dos óleos vegetais são insaturados e
tendem a ser menos estáveis à oxidação do que os óleos minerais. Pequenas
quantidades de antioxidantes (0,1 – 0,2%) são efetivas em formulações com
óleos minerais. Óleos vegetais, entretanto, podem necessitar uma grande
quantidade de antioxidantes (1 – 5%) para prevenir a sua deterioração
oxidativa. O ensaio mais utilizado para se medir esta estabilidade à oxidação
em óleos lubrificantes é a bomba rotatória (RPVOT – ASTM D2272), o qual
será descrito com mais detalhes no capítulo “Metodologia”. Um bom
biolubrificante deve apresentar valores de tempo de oxidação superiores a 180
minutos. Um outro ensaio útil para análise da estabilidade à oxidação de
lubrificantes é a quimiluminescência, que será descrita com mais detalhes a
seguir.
2.5.
Quimiluminescência
Segundo ARAÚJO e CRAVO (1999), a quimiluminescência (QL) é a emissão
de luz produzida durante certas reações químicas. Embora a quimiluminescência seja
observada em reações exotérmicas, que envolvem grande variação de energia livre,
este não é um efeito térmico, mas o resultado da formação de moléculas
eletronicamente excitadas, que emitem fótons de luz quando decaem ao seu estado
fundamental.
31
As reações de oxidação de hidrocarbonetos produzem baixos níveis de
luminescência, mas com o uso de detectores sensíveis, como por exemplo, as células
fotomultiplicadoras, pode-se alcançar sinais adequados de intensidade.
Segundo SPLINERS e HEDENBURG (1985), a quimiluminescência (QL) é
emitida nas primeiras etapas de oxidação de hidrocarbonetos, quando radicais
peróxido ou radicais formados durante a decomposição de hidroperóxidos se
recombinam. Usando-se um esquema básico das reações de auto-oxidação, as
seguintes etapas podem ser consideradas para análise do mecanismo de emissão
luminosa:
•
Sob condições de alta temperatura, formam -se radicais livres derivados
de hidrocarbonetos.
RH ? R·
•
(1)
Em seguida, sob atmosfera de oxigênio, a oxidação tem início, gerando
prontamente radicais peróxido.
R· + O2 ? RO2·
•
(2)
Esta reação pode ser seguida pela formação de hidroperóxidos e de
novos radicais livres.
RO2· + RH ? ROOH + R·
•
(3)
A reação em cadeia pode ser terminada por recombinações de dois
radicais hidrocarboneto ou radical hidrocarboneto – radical peróxido.
Entretanto,
a
reação
R· + R· ? RR
(4)
RO2· + R· ? RO2R
(5)
com
maior
tendência
de
ocorrer
é
a
recombinação/desproporcionação de radicais peróxido.
RO2· + RO 2· ? Produtos
(6)
Esta interação entre radicais alquil-peróxi é considerada como a principal razão
para se observar QL durante a auto-oxidação de compostos orgânicos em fase líquida.
32
A reação 6 praticamente não requer energia de ativação e é altamente exotérmica (4580 kcal/mol), o suficiente para gerar emissão de luz na região visível do espectro. Na
presença de excesso de oxigênio, as reações 4 e 5 não devem ser significativas. A
reação 3 ocorre com menor intensidade por requerer alguma energia de ativação. A
cinética depende então das reações 1, 3 e 6.
Segundo ARAÚJO e CRAVO (1999), diversos autores acreditam que a etapa 6
ocorra através da formação de uma cetona excitada, que se relaxa para o estado de
baixa energia (ground), emitindo um fóton (reações 7 e 8).
RO 2. + RO2.
R'CR"* + ROH + O2
(7)
O
R'CR"*
O
R'CR" + hν
(8)
O
ZLAKTEVICH (1987) considera também que a emissão pode ser proveniente
de um rearranjo de moléculas de hidroperóxido (reação 9).
R-CH2-OOH
R'CR"* + H2 O + O2
(9)
O
Somente um fóton é emitido para cada 108 a 1010 terminações, uma vez que a
maior parte dos relaxamentos ocorre por outros caminhos (liberação de calor,
cruzamento entre sistemas, emissão luminosa). A eficiência pode ser melhorada pela
adição de ”aceptores” de energia, que são substâncias que possuem eficiência
quântica maior para emissão de luz. A intensidade de quimiluminescência, medida em
fótons por unidade de tempo, é proporcional ao quadrado da concentração de radical
peróxido [RO2·].
IVANOV e KALITCHIN (1992) afirmam que, durante a oxidação de uma fração
de óleo, a temperaturas elevadas, outros emissores também podem ser formados. A
presença de compostos de enxofre do óleo e também dos aditivos (ditiofosfato de
zinco e sulfonatos) abre a possibilidade de outros estados excitados serem formados.
As seguintes reações geradoras de emissores podem ocorrer:
33
•
Sulfurados + hidroperóxido de cumeno ?
emissão observada.
Possíveis emissores: Formaldeído ou dióxido de enxofre excitado;
•
Ozônio + mercaptanas ?
emissão observada. Possível emissor:
Dióxido de enxofre;
•
Policíclicos aromáticos ?
endoperóxidos ?
geração de oxigênio
“singlet” por calor, e este vai a “triplet”. Emite luz;
•
Nitrogênio em estruturas cíclicas (indóis): Oxidação de indóis por
hidroperóxidos, seguido do mesmo caminho anterior.
IVANOV e KALITCHIN (1992) afirmam ainda que a quimiluminescência em
temperaturas elevadas, especialmente a chamada “burst”, deve ser considerada como
um resultado da auto-oxidação e respectiva recombinação de RO2·, sendo também
influenciada pela presença de compostos heterocíclicos sulfurados, oxigenados e
nitrogenados e por reações destes com hidroperóxidos.
Segundo WEEKS et al (1988), os critérios para projeto de uma aparelhagem de
QL para testes de estabilidade à oxidação de lubrificantes e combustíveis mais
importantes são:
•
Capacidade de trabalho a altas temperaturas – Sensibilidade de
detecção e controle de temperatura;
•
Capacidade de trabalho com filmes finos de amostras;
•
Controle preciso da atmosfera de reação – Introdução da amostra,
introdução, vazão e dinâmica do fluxo de gases;
•
Versatilidade para condições de testes.
34
3. OBJETIVOS
No desenvolvimento deste trabalho, buscou-se a otimização da reação de
transesterificação do ricinoleato de etila com TMP, utilizando como catalisadores a
resina de troca iônica Amberlyst 15, o di-laurato de di-butilestanho, o metilato de sódio
e o ácido p-toluenosulfônico.
As variáveis mais importantes foram estudadas individualmente, com base nos
estudos levantados na pesquisa bibliográfica.
Como objetivos específicos, podem-se destacar:
a) A determinação das melhores condições operacionais para a
transesterificação do ricinoleato de etila com TMP;
b) Estudo de quatro diferentes catalisadores: Resina de troca iônica
Amberlyst 15 (heterogêneo) e di-laurato de di-butilestanho, metilato de
sódio e ácido p-toluenosulfônico (homogêneos);
c) Estudo de técnicas para remoção de resíduos de catalisador do produto
final;
d) Estudo de processos para separação de fases e purificação do produto
final.
35
4. METODOLOGIA
Os ensaios foram realizados nos laboratórios da gerência de lubrificantes e
produtos especiais (LPE) do Cenpes, Petrobras.
4.1.
Materiais
Os reagentes utilizados foram o ricinoleato de etila com 88% de pureza,
gentilmente cedido pela gerência de Hidrorrefino e Processos Especiais (HPE) do
Cenpes – Petrobras, e o álcool trimetilolpropano (TMP) (Sigma-Aldrich) com 98% de
pureza. Como catalisadores, utilizou-se: A resina de troca iônica Amberlyst 15 (SigmaAldrich), o di-laurato de di-butilestanho (Liocat 119), gentilmente cedido pela empresa
Miracema-Nuodex, o ácido p-toluenosulfônico (Sigma-Aldrich), com pureza de 98,5%,
e o Metilato de sódio, gentilmente cedido pela gerência de Hidrorrefino e Processos
Especiais (HPE) do Cenpes – Petrobras. As características físico-químicas dos
catalisadores, fornecidas pelos fabricantes, estão nas Tabelas 3, 4, 5 e 6.
Tabela 3: Propriedades típicas da resina Amberlyst 15 em sua forma ácida
(Sigma-Aldrich)
Propriedades
Funcionalidade
Valores
Àcido Sulfônico (Fortemente ácida)
Temperatura Máxima de Operação, °C
120
Teor de Umidade, %
<3
Área Superficial, m 2/g
45
Porosidade, %
32
Capacidade de Troca Iônica, meq/mL;meq/g
Teor de Finos (< 0,300 mm), %
Diâmetro Médio de Poro, ?
1,8;4,7
1,0 máx.
250
36
Tabela 4: Propriedades típicas do Liocat 119 (Miracema-Nuodex)
Propriedades
Valores
Fórmula
Teor de Estanho, %
13 - 15
Viscosidade Gardner a 25°C
B máx.
Cor Gardner
4 máx.
Peso Específico a 25°C
0,98 – 1,05
Umidade (Karl Fischer), %
0,8 máx.
Cinzas, %
12,5 mín.
Aspecto
Líquido transparente amarelo
Tabela 5: Propriedades típicas do Metilato de sódio (Sigma-Aldrich)
Propriedades
Fórmula
Valores
NaOCH3
Densidade de Vapor (vs Ar)
1,1
Pressão de Vapor a 20ºC, mm de Hg
50
Pureza, %
95
Forma
Pó
Temperatura de Auto-ignição, ºF
851
Tabela 6: Propriedades típicas do Ácido p-toluenosulfônico (Sigma-Aldrich)
Propriedades
Valores
Fórmula
Densidade de Vapor (vs Ar)
5,9
Pureza, %
98
Forma
Pó
Ponto de Fusão, °C
103-106
37
4.2.
Aparelhagem e Condições Reacionais
A maior parte das reações foi realizada em um reator de vidro (balão de 3
bocas) de 50 mL de capacidade. O balão foi imerso em um banho de silicone sobre
uma placa de aquecimento e agitação magnética da marca Fisatom, conforme
ilustrado na Figura 9. As saídas do balão foram conectadas a um condensador de
refluxo e a rolhas de vidro, a fim de evitar perdas por evaporação. A temperatura do
meio reacional foi monitorada com um termômetro imerso no banho de silicone. Com o
objetivo de remover o etanol produzido na reação, todo o sistema foi colocado sob
vácuo de 0,01 bar, proporcionado pela bomba de diafragma MZ 2C da Vacuubrand
(Figura 9). Algumas reações foram realizadas à pressão atmosférica. O etanol
formado foi recolhido com um auxílio de um trap com gelo seco.
Figura 9: Aparato utilizado nas reações de transesterificação.
O ricinoleato de etila (60-64 mmol, 19,56-20,86g) e o TMP (20-30 mmol, 2,684,02g) eram adicionados ao balão. Aguardava-se, então, que a temperatura do
sistema atingisse o valor desejado, da reação, para então se adicionar o catalisador
(0,5% p.p.). A partir deste momento, a agitação era iniciada e a bomba de vácuo
ligada (quando necessário). O tempo total de reação era de 7 horas e a cada hora era
retirada uma alíquota de cerca de 0,5 mL para análises químicas.
Após a reação, a mistura era resfriada e lavada (neutralizada) com água ácida
ou alcalina, dependendo do catalisador, seca com sulfato de sódio anidro e
centrifugada.
A conversão do reagente (ricinoleato de etila) em produtos foi calculada com
base no desaparecimento do mesmo, acompanhado através de cromatografia líquida
(HPLC) e ressonância magnética nuclear (RMN).
38
Procedeu-se, ainda, a hidrogenação de alguns produtos. Para tal, utilizou-se
59g do produto dissolvido em 100 mL de acetato de etila, para evitar solidificação do
mesmo. Em seguida, adicionou-se a mistura em um reator Parr, juntamente com 200
mg de paládio. Submeteu-se então o reator a uma pressão de 50 psi
(aproximadamente 3,5 kgf/cm2).
4.3.
Metodologia Analítica
4.3.1. Viscosidade Cinemática - ASTM D 445
Para a realização do ensaio de viscosidade, coloca-se um volume fixo de
amostra em um tubo viscosimétrico calibrado, e este em um banho com temperatura
especificada e rigorosamente controlada, conforme ilustrado na Figura 10.
Em
seguida, determina-se o tempo para que o volume da amostra escoe sob gravidade
através do capilar do viscosímetro. A viscosidade cinemática é obtida pelo produto do
tempo de escoamento medido pela constante de calibração do viscosímetro.
Figura 10: Equipamentos para medição da viscosidade cinemática.
4.3.2. Índice de Viscosidade – ASTM D 2270
O Índice de viscosidade (IV) é um número arbitrário adimensional utilizado para
caracterizar a variação da viscosidade cinemática de um produto derivado do petróleo
com a temperatura. Um elevado índice de viscosidade significa uma pequena
diminuição da viscosidade de um produto com o aumento da temperatura.
Normalmente, o valor do índice de viscosidade é determinado através de cálculos que
39
levam em consideração as viscosidades do produto a 40°C e a 100°C. Estes cálculos
estão descritos na norma ASTM D2270. Em resumo, existem dois procedimentos A,
para valores de IV até e inclusive 100, e B, para valores maiores que 100. Ambos os
procedimentos se baseiam na medição prévia das viscosidades a 40°C e a 100°C da
amostra.
Pelo procedimento A, calcula-se o IV pela fórmula:
IV = [(L-U)/(L-H)] x 100
(1)
Onde L e H são parâmetros que podem ser extraídos de uma tabela, dependendo do
valor da viscosidade a 100ºC da amostra, ou podem ser calculados, e U é a
viscosidade cinemática a 40°C da amostra.
Pelo procedimento B, calcula-se o IV pela fórmula:
IV = [((antilog N)-1)/0,00715] + 100
(2)
N = (log H – log U)/log Y
(3)
Onde L e H são parâmetros que podem ser extraídos de uma tabela, dependendo do
valor da viscosidade a 100ºC da amostra, ou podem ser calculados, e U é a
viscosidade cinemática a 40°C da amostra.
Neste trabalho, foi utilizado o programa “CALTUDO”, desenvolvido em
VisualBasic, o qual fornece o IV de um lubrificante a partir das suas viscosidades a 40
e 100°C.
4.3.3. Ponto de Fluidez – ASTM D 97
Este ensaio foi por muito tempo o único utilizado para avaliar o comportamento
dos óleos lubrificantes quando submetidos a baixas temperaturas. Após aquecimento
preliminar, a amostra é resfriada a uma velocidade especificada e observada em
intervalos de 3ºC para avaliar as características do escoamento (Figura 11). A menor
temperatura na qual se observa movimento no óleo é reportada como o Ponto de
Fluidez.
40
Figura 11: Equipamento para medição do ponto de fluidez.
4.3.4. Índice de Acidez Total (IAT) – ASTM D 664
Este ensaio tem como objetivo medir a acidez do óleo lubrificante decorrente
dos processos de oxidação, da queima dos combustíveis e de alguns aditivos. Neste
ensaio uma amostra com massa conhecida é previamente misturada com solvente de
titulação e titulada em KOH em meio alcoólico (Figura 12). Determina-se a massa de
KOH por massa de amostra para a titulação.
O resultado é bastante utilizado para indicar o estado dos óleos lubrificantes
usados e para definir os períodos de troca de óleo.
Figura 12: Equipamento para determinação do IAT.
41
4.3.5. Estabilidade à oxidação pela Bomba Rotatória (RPVOT) – ASTM D 2272
Neste ensaio, um recipiente de aço, contendo a amostra de óleo e um
catalisador metálico padronizado (Cobre), é pressurizado com oxigênio (90 psi). Em
seguida, o recipiente é mantido em um banho de silicone a 150°C. O tempo
necessário para o consumo de oxigênio equivalente a uma redução na pressão de 25
psi é medido. Quanto maior este tempo, mais resistente à oxidação é o óleo (Figura
13).
Figura 13: Esquema do Equipamento Bomba Rotatória.
4.3.6. Estabilidade à oxidação por Quimiluminescência
O método desenvolvido para os biolubrificantes consiste em se injetar no
equipamento (CL-400) (Figura 14) uma amostra (10 µL) do éster puro, sem aditivos, a
uma temperatura de 160°C. Em seguida, calcula-se o tempo de indução da amostra,
tempo necessário à ocorrência do pico de intensidade máxima. O ensaio é realizado
em atmosfera de oxigênio e tem como maior vantagem um baixo consumo de
amostra.
42
Figura 14: Equipamento Quimiluminógrafo Modelo CL-400.
4.3.7. Determinação de Elementos Metá licos
Este ensaio é realizado no equipamento Spectroil (Figura 15), o qual consiste
em um espectrômetro de emissão equipado com eletrodos.
O eletrodo cilíndrico é um componente utilizado para formar o gap analítico.
Através deste gap (distância) a amostra de óleo será analisada. Uma descarga de
corrente alternada ocorrerá entre o eletrodo cilíndrico e o eletrodo disco provocando a
vaporização da amostra de óleo e a emissão de luz pelos componentes metálicos
presentes na mesma. Este é o princípio da técnica de emissão por arco elétrico.
Este ensaio é importante para a determinação de teores de elementos
metálicos, oriundos dos catalisadores, presentes nas amostras de biolubrificantes.
Tais teores são indesejados em função da biodegradabilidade e do teor de cinzas
deste produtos.
Figura 15: Espectrômetro de emissão Spectroil.
43
4.3.8. Ressonância Magnética Nuclear (RMN)
As análises por RMN de
13
C foram realizadas no equipamento Varian INOVA –
300 (7,1 T de campo magnético), na concentração de aproximadamente 40% em
CDCl3 em tubos de 5 mm o.d. As condições experimentais quantitativas utilizadas
estão descritas a seguir:
13
C
Freqüência: 75,4 MHz
Janela Espectral: 16,5 kHz
Tempo de Aquisição: 1,8 s
Pulso: 14,5 µs (90°)
Intervalo entre Pulsos: 10,0 s
Núcleo Desacoplado: 1H
Modo do Desacoplador: “Gated”
Número de Transientes: >4000
Para o cálculo do percentual de conversão de ricinoleato de etila via RMN, foi
considerado um peso molecular médio do monoglicerídeo, do diglicerídeo e do
triglicerídeo, respectivamente à reação de 1, 2 ou 3 moles de ricinoleato de etila com
TMP. Este cálculo só foi possível assumindo-se a ausência de TMP livre, resultado
confirmado por HPLC, e também uma pequena formação do triglicerídeo.
A intensidade dos picos em um espectro de RMN é proporcional ao n° de
carbonos presentes na amostra. Através do cálculo das áreas destes picos, pode-se
calcular a distribuição percentual molar dos compostos presentes na mistura reacional.
De posse de seus pesos moleculares, calcula-se a composição mássica.
4.3.9. Cromatografia Líquida de Alta Performance (HPLC)
As análises de cromatografia líquida foram realizadas no equipamento Waters
2695, com as seguintes condições:
Bomba e Injetor: Waters 2695 – Alliance Separations Module
Detetor: Evaporation Light Scattering Detector – ELSD 2000ES – Alltech
Condições de detector:
Temperatura de tubo: 30°C
Fluxo de N2: 1,5 L/min
Ganho: 1
Sistema de aquisição de dados: Empower Software Waters
44
Coluna: Spheri-5 Cyano 5µm 250 x 4.6mm
Fase móvel: A- Hexano
B- 99,6 % THF + 0,4% Ácido Acético
Time (min)
Fluxo (ml/min)
%A
%B
0–5
1,0
90
10
5 – 18
1,0
40
60
18 – 20
1,0
90
10
20 – 30
1,0
90
10
Calibração:
Padrões de Poliestireno.
As amostras foram diluídas em 90% Hexano / 10% THF e filtradas por membrana de
0,45 µm.
Volume de injeção: 20,0 µL
Tempo de corrida: 30 min.
Nestas condições, o tempo de retenção do ricinoleato de etila é de 30 minutos.
O cálculo do percentual de conversão do ricinoleato de etila foi realizado com
base nos cromatogramas obtidos no citado equipamento. Após a integração dos picos,
foram calculadas as áreas correspondentes a cada pico (componente). Foi atribuído o
valor de 100% para a soma das áreas, e à área correspondente ao ricinoleato foi
atribuído o seu percentual.
%X=
Ar
x 100
At
Onde: Ar = Área do pico referente ao ricinoleato de etila;
At = Área total de todos os picos referentes a todos os compostos presentes no
produto final.
Desta forma, acompanhando a redução da área do ricinoleato nas alíquotas
retiradas de hora em hora da reação, foi possível calcular a sua conversão. Não foi
utilizada uma curva de calibração em função da não existência de um padrão do
produto obtido no mercado.
4.3.10.
Cromatografia Gasosa (GC)
As análises de cromatografia gasosa foram realizadas no equipamento Agilent
6890, nas seguintes condições:
Injetor: on-column
Detector: FID
Coluna: HP-5HT 30m x 0,25mm x 0,1µm
45
Temperatura do injetor: track oven (acompanha a temperatura do forno)
Condições do forno:
Temperatura inicial: 50ºC (1 min)
Rampa 1: 15ºC/min – 180ºC (0 min)
Rampa 2: 7 ºC/min – 230ºC (0 min)
Rampa 3: 20ºC/min – 380ºC (10min)
Temperatura do detector: 380ºC
Fluxo: 3mL/min
Nestas condições, o tempo de retenção do ricinoleato de etila é de 11 minutos.
46
5. RESULTADOS
5.1.
Seleção do Catalisador
Foram testados quatro catalisadores, um de natureza heterogênea, a resina de
troca iônica Amberlyst 15, e três de natureza homogênea, o di-laurato de dibutilestanho, o metilato de sódio e o ácido p-toluenosulfônico.
A resina de troca iônica Amberlyst 15 foi escolhida neste trabalho porque
apresenta uma estrutura macroporosa aliada a uma acidez, o que garantiu uma
atividade catalítica elevada em reações de esterificação de ácido oléico em trabalhos
anteriores (FIGUEIREDO, 2004). Esta resina foi designada para aplicações não
aquosas, uma vez que suas elevadas porosidade e área superficial expõem mais
grupos iônicos em um sistema não aquoso do que uma resina tipo gel.
O catalisador di-laurato de di-butilestanho foi utilizado neste trabalho com base
no emprego de catalisadores a base de estanho verificado em trabalhos anteriores
(BONDIOLI, 2003 e 2004). Este catalisador, cujo nome comercial é Liocat 119, foi
gentilmente cedido pela empresa Miracema-Nuodex, sediada em Campinas, SP.
Os catalisadores metilato de sódio e ácido p-toluenosulfônico também foram
utilizados com base em trabalhos anteriores (LÄMSA, 1995).
5.2.
Estudo da Influência de Variáveis
Foram realizadas ao todo 31 reações, entre as quais oito foram exploratórias,
com o objetivo de se investigar quais variáveis de processo apresentavam maior
influência sobre o rendimento da reação e sobre as propriedades do produto.
A figura 16 ilustra a reação de transesterificação do ricinoleato de etila com o
TMP, em presença de catalisador, realizada neste trabalho.
47
O
3
OH
+
OEt
OH
OH
OH
Ricinoleato de etila
Trimetilolpropano
Catalisador
O
O
3 C2 H5OH
+
Etanol
O
C17H33 O
C H2
O
O
C 17H 3 3O
C 1 7H 33 O
O
Biolubrificante
(Triacilpropano)
Figura 16: Reação de transesterificação do ricinoleato de etila com TMP em
presença de catalisador.
As seguintes variáveis foram estudadas para os diferentes catalisadores:
•
Temperatura: 85°C, 120°C, 170°C e 230°C;
•
Pressão: Atmosférica e vácuo de 0,01 bar;
•
Tempo de reação: 5 e 7 horas;
•
Razão molar (ricinoleato de etila:TMP): 10,5:1; 9,6:1; 4,5:1; 3,5:1; 3:1
(estequiométrica) e 3:1,5.
Realizou-se um controle operacional (ensaio em branco) a 170°C e durante 7
horas, com o objetivo de se verificar o grau de conversão obtido na ausência do
catalisador. O resultado foi a não formação de produtos, evidenciando a não
ocorrência de reação.
As propriedades físico-químicas do ricinoleato de etila estão na Tabela 7.
Tabela 7: Propriedades físico-químicas do Ricinoleato de etila.
Produto
Ricinoleato de etila
Viscosidade
Viscosidade
40°C (cSt)
100°C (cSt)
14,00
3,110
IV
69
Fluidez
IAT
RPVOT
Sn
(ºC)
(mgKOH/g)
(Min.)
(ppm)
-30
0,53
52:00
<0,1
48
5.3.
Reações com Amberlyst 15
Com esta resina como catalisador heterogêneo foram realizadas 9 reações, na
temperatura de 120°C e com 0,01 bar de pressão, conforme descrito na Tabela 8. A
temperatura escolhida foi de 120°C em razão de esta ser o limite operacional da
Amberlyst 15. Foi ainda realizado um controle operacional (reação branco) apenas
com ricinoleato de etila e Amberlyst para se verificar a acidez do produto. O mesmo
apresentou um IAT de 14,0 mgKOH/g, proveniente da natureza ácida do catalisador.
Com uma etapa de lavagem eficiente, reduz-se esta acidez, como será mencionado
posteriormente.
Tabela 8: Reações realizadas com Amberlyst 15.
Reação Nº
Razão Molar (Ricinoleato :TMP)
Tempo (horas)
Conversão (%)
1
10,5:1
4
*
2
10,5:1
4
*
4
10,5:1
7
67
5
9:1
5
63
10
4,5:1
5
70
22
3,2:1
7
-
23
3,2:1
5
-
29
3:1,5
5
-
30
3:1
5
48
- Ensaios não realizados por quantidade insuficiente de amostra.
* Produto sólido.
Os resultados destas reações em termos de propriedades físico-químicas estão
apresentados na Tabela 9.
49
Tabela 9: Propriedades físico-químicas do produto reacional com Amberlyst 15.
Reação
Viscosidade
Viscosidade
Nº
40°C (cSt)
100°C (cSt)
1
*
*
2
*
4
IV
Fluidez
CL-400
IAT
RPVOT
Sn
(ºC)
(Min.)
(mgKOH/g)
(Min.)
(ppm)
*
*
*
*
*
*
*
*
*
*
*
*
*
13,80
3,684
164
-
-
-
-
< 0,1
5
113,3
11,30
83
-
-
-
-
< 0,1
10
20,94
4,467
127
-27
0
0,60
-
< 0,1
22
26,68
4,115
0
-
-
-
-
< 0,1
23
360,1
44,34
181
-39
-
-
-
< 0,1
29
40,30
5,595
63
-24
-
-
-
< 0,1
30
19,81
4,702
125
-27
-
-
-
< 0,1
- Ensaios não realizados por quantidade insuficiente de amostra.
* Produto sólido.
Durante a realização dos experimentos, foram retiradas alíquotas de hora em
hora para se verificar o tempo ótimo da reação (tempo de máxima conversão). Pelos
poucos resultados de conversão, pode-se concluir que o tempo de 7 horas foi o que
apresentou maior rendimento para razões molares similares. A reação 10 apresentou
uma conversão maior, embora com 5 horas, em função do excesso menor de
ricinoleato de etila utilizado, conforme ilustrado pela figura 17.
Conversão x Razão Molar Biodiesel:TMP
80
70
60
Conversão (%)
50
40
Reação
30
Reação
10
Reação
5
Reação
4
3:1
4,5:1
9:1
10,5:1
30
20
10
0
Razão Molar Biodiesel:TMP
Figura 17: % Conversão da reação catalisada por Amberlyst 15 em função da
razão molar ricinoleato de etila:TMP.
50
Pode-se concluir pelos resultados acima que há a necessidade de um excesso
de um dos reagentes, ricinoleato de etila ou TMP, para se atingir um maior rendimento
no processo. Optou-se pelo excesso de ricinoleato de etila em função do custo deste
insumo ser menor que o do TMP. Assim mesmo, na reação 29 foi utilizado um
pequeno excesso de TMP, o que não resultou em uma melhora de qualidade no
produto final.
Nas reações 1 e 2, na etapa de lavagem e neutralização com NaOH, houve
uma reação de saponificação, solidificando o produto formado. Em função disto não foi
possível realizar as análises do mesmo.
LÄMSA (1995) estudou a etapa de lavagem e neutralização do produto da
reação e concluiu que a mesma deve ser realizada com água morna (60°C) e solução
diluída de HCl ou NaOH, dependendo da natureza do catalisador utilizado. Entretanto,
neste trabalho, a lavagem com água morna resultou na formação de uma emulsão
extremamente difícil de ser rompida, enquanto a neutralização com NaOH levou à
saponificação do produto. Desta forma, foi testada uma etapa única de lavagem e
neutralização com solução saturada de NaHCO3 10% (Figura 18).
Figura 18: Funil de Separação contendo o Produto da lavagem com NaHCO3.
Os resultados obtidos permitiram a caracterização do produto formado nas
reações subseqüentes, devido à formação de emulsões mais fáceis de serem
rompidas e à ausência de reações de saponificação. Este fato pode ser explicado
através do fenômeno que ocorre quando se adiciona à água uma solução aquosa de
eletrólito. Neste caso, a tensão superficial aumenta com a concentração do soluto,
51
indicando que se torna mais difícil o aumento da área superficial, ou seja, que ocorra a
migração de moléculas do seio da solução para a superfície. Nesta situação, o
comportamento da tensão superficial reflete as interações entre as moléculas da fase
condensada, assim como entre estas e a fase adjacente. No caso de eletrólitos, o
aumento da tensão superficial pode ser compreendido considerando-se que a
solvatação dos íons do eletrólito por moléculas de água envolve forças moleculares
ainda mais intensas que as envolvidas na formação de pontes de hidrogênio, havendo
necessidade de se realizar um maior trabalho para a migração de moléculas de água
para a região interfacial (SALIM et al, 2000). Desta forma, com o aumento da tensão
interfacial entre as fases aquosa e orgânica (biolubrificante), a emulsão que se forma é
rapidamente separada por decantação e centrifugação, constituindo uma etapa de
lavagem mais efetiva.
O produto da reação 10 apresentou valores de viscosidade próximos ao
produto comercial Hatcol 2938 (Tabela 10), o qual se constitui em um éster de TMP
que não é derivado do óleo de mamona.
Tabela 10: Propriedades Físico-químicas do produto Hatcol 2938.
Hatcol
2938
Reação
10
Viscosidade
Viscosidade
40°C (cSt)
100°C (cSt)
19,52
4,376
20,94
4,467
IV
Fluidez
IAT
RPVOT
CL-400
Sn
(°C)
(mgKOH/g)
(min.)
(min.)
(ppm)
137
-60
0,40
360
90
< 0,1
127
-27
0,60
-
0
<0,1
- Ensaio não realizado por quantidade insuficiente de amostra.
O produto da reação 10 apresentou uma estabilidade à oxidação baixa,
conforme pode ser verificado no ensaio de quimiluminescência (CL-400), cujo valor foi
inferior a 0,1 minutos, comparado aos 90 minutos obtidos pelo produto Hatcol 2938.
5.4.
Reações com Liocat 119
Com este catalisador homogêneo a base de estanho (Di-laurato de di-
butilestanho) foram realizadas 12 reações, conforme descritas na Tabela 11.
52
Tabela 11: Condições utilizadas nas reações catalisadas pelo Liocat 119.
Reação Nº
Razão Molar
Temperatura
(Ricinoleato:TMP)
(°C)
6
10,5:1
170
7
10,5:1
8
Pressão
Tempo
Conversão
(horas)
(%)
0,01 bar
5
70
260
0,01 bar
2
**
10,5:1
170
atmosférica
7
58
9
4,5:1
170
0,01 bar
7
77
11
*
170
0,01 bar
5
-
13
4,5:1
170
0,01 bar
5
-
14
4,5:1
230
atmosférica
7
-
24
3,2:1
170
0,01 bar
5
75
25
3,2:1
230
atmosférica
5
**
26
3,2:1
170
atmosférica
7
61
27
3:1,5
230
atmosférica
7
-
28
3:1,5
170
0,01 bar
7
-
- Ensaios não realizados por quantidade insuficiente de amostra.
* A reação n°11 foi um controle operacional (ensaio em branco) entre Ricinoleato de
etila e Liocat 119 apenas.
** Os produtos das reações nº7 e n°25 sofreram uma polimerização, em função da
elevada temperatura, ficando no estado sólido.
Os resultados destas reações em termos de propriedades físico-químicas e
conversão estão apresentados na Tabela 12. Percebe-se uma grande dispersão nos
valores de viscosidade dos produtos das reações. Isto ocorre em função das reações
de mono, di e tri-substituição na molécula do TMP. Quanto maior a proporção de trisubstituição, maior a viscosidade e menor o ponto de fluidez, em função do número
maior de ramificações na molécula do biolubrificante (triacilpropano).
53
Tabela 12: Propriedades físico-químicas com Liocat 119
Reação
Viscosidade
Viscosidade
Nº
40°C (cSt)
100°C (cSt)
6
57,26
8,617
7
**
8
IV
Fluidez
CL-400
IAT
RPVOT
Sn
(ºC)
(Min.)
(mgKOH/g)
(Min.)
(ppm)
125
-30
-
2,31
-
-
**
**
**
**
**
**
**
25,21
4,547
88
-
-
2,29
-
-
9
287,2
26,13
119
-39
42
0,35
43
700
11
50,05
8,620
150
-
0
0,80
-
675
13
45,08
6,579
96
-27
-
0,76
43
673
14
163,2
17,54
117
-39
5
-
-
476
24
209,0
19,24
104
-39
0
0,39
-
652
25
**
**
**
**
**
**
**
**
26
36,20
5,000
34
-27
-
-
-
-
27
234,8
22,18
115
-39
-
-
-
-
28
76,22
7,793
50
-27
18
-
-
-
- Ensaios não realizados por quantidade insuficiente de amostra
** Os produtos das reações nº7 e n°25 sofreram uma polimerização, em função da
elevada temperatura, ficando no estado sólido.
Apesar da recomendação do fabricante (Miracema-Nuodex) da temperatura
ótima de utilização do Liocat 119 ser de 230°C, verificou-se que, a esta temperatura,
ocorre a formação de um produto sólido (reações 7 e 25). A figura 19 apresenta o
efeito da utilização de vácuo na conversão, para duas razões molares distintas 10,5:1
e 3,2:1.
Conversão x Pressão
90
80
70
Conversão (%)
60
50
40
Reação 6
10,5:1
Reação 8
10,5:1
0,01 bar
Atm.
Reação 24
3,2:1
Reação 26
3,2:1
0,01 bar
Atm.
30
20
10
0
Pressão
Figura 19: Gráfico % Conversão x Pressão com Liocat 119.
54
Pode-se concluir que a utilização do vácuo na reação foi benéfica para as
reações realizadas com diferentes razões molares. Os rendimentos e a qualidade do
produto obtido, em termos de viscosidade, índice de viscosidade e ponto de fluidez,
foram melhores quando da utilização de vácuo (0,01 bar).
A tabela 13 apresenta o efeito da razão molar dos reagentes em termos do
excesso de ricinoleato de etila na conversão da reação.
Tabela 13: Condições utilizadas nas reações 6, 9 e 24, catalisadas pelo Liocat
119.
Reação Nº
Razão Molar
Temperatura
(Ricinoleato:TMP)
(°C)
6
10,5:1
170
9
4,5:1
24
3,2:1
Pressão
Tempo
Conversão
(horas)
(%)
0,01 bar
5
70
170
0,01 bar
7
77
170
0,01 bar
5
75
Pode-se observar que a utilização de excesso de ricinoleato no meio reacional
acima de 4,5:1 não causou um efeito positivo no aumento da conversão,
provavelmente em função de reações paralelas entre moléculas de ricinoleato ou de
inibição da reação de transesterificação, provocada pelo excesso do mesmo.
O tempo ótimo de reação foi determinado através da análise por HPLC das
alíquotas que eram retiradas de hora em hora do meio reacional. Como pode ser visto
nos cromatogramas da reação 24 (Anexo 1) e na figura 20, havia um aumento de
conversão (calculada pela área de cada pico) a cada hora, até um valor
aproximadamente constante a partir da 5ª hora. Desta forma, estabeleceu-se 5 horas
como o tempo ótimo para estas reações.
55
Conversão x Tempo
Reação 24
100
90
80
Conversão (%)
70
60
50
40
30
20
10
0
0
1
2
3
4
5
6
7
8
Tempo (h)
Figura 20: Curva Cinética da Reação 24 com Liocat 119.
A tabela 14 apresenta o IAT para as reações que apresentaram o maior
percentual de conversão para diferentes razões molares ricinoleato de etila:TMP.
Tabela 14: IAT das reações 6, 9 e 24, catalisadas pelo Liocat 119.
Reação Nº
Razão Molar (Ricinoleato:TMP)
Conversão (%)
IAT (mgKOH/g)
6
10,5:1
70
2,31
9
4,5:1
77
0,35
24
3,2:1
75
0,39
Pode-se observar na tabela anterior que o produto da reação n°6 apresentou
um valor de IAT elevado (2,31 mgKOH/g). Esta acidez é decorrente do catalisador
Liocat 119. Na etapa de lavagem com NaHCO3 ocorre a remoção desta acidez, no
entanto, nesta reação, devido ao grande excesso de ricinoleato de etila, houve a
formação de uma emulsão difícil de ser rompida, o que tornou a lavagem menos
efetiva. Esta dificuldade de separação das fases, ou rompimento da emulsão, é tanto
maior quanto maior for o excesso de ricinoleato de etila utilizado, pois depende do teor
de ácidos graxos livres presentes. Já nas reações 9 e 24, houve uma diminuição no
valor de IAT. Isto ocorreu, muito provavelmente, devido ao fato de a menor quantidade
de ricinoleato de etila diminuir a presença de ricinoleato de etila residual misturado
junto ao produto da reação, o qual forma uma emulsão difícil de ser rompida quando
56
da extração com solução de NaHCO3. Pelo contrário, a ausência desse ricinoleato de
etila residual contribui para a formação de uma emulsão fácil de ser separada, o que
torna a lavagem com NaHCO3 mais eficiente. Assim, obtém-se uma redução no valor
do IAT do produto final. Além disso, a maior quantidade de TMP evita a presença dos
ácidos carboxílicos livres originalmente presentes no ricinoleato de etila.
Um aspecto comum a todas as reações que utilizam o Liocat 119 como
catalisador é o teor de estanho elevado (em média aproximadamente 650 ppm). Esse
valor elevado pode ser devido à presença de estanho no catalisador, o qual não foi
efetivamente removido na etapa de extração e lavagem, podendo comprometer a
biodegradabilidade do lubrificante final, o teor de cinzas, além de atuar como
catalisador na oxidação do mesmo. Algumas técnicas para remoção de Sn estão
sendo estudadas, entre as quais lavagens com soluções de fluoreto de sódio e água
oxigenada (BONDIOLI et al, 2003). Esses autores afirmam que o teor de estanho,
proveniente do catalisador SnO, o qual se encontra solúvel, na forma de sabões de
estanho e ácidos graxos, após o tratamento com estas soluções deve atingir valores
da ordem de 3 ppm. No entanto, os resultados obtidos com esta estratégia não foram
tão efetivos, pois com uma solução de água oxigenada 10%, reduziu-se o teor de
estanho da reação 9 de 700 para 495 ppm. Aplicando–se uma solução de fluoreto de
sódio, este teor atingiu o valor de 392 ppm.
As reações 9 e 24 foram as que apresentaram maiores taxas de conversão do
ricinoleato de etila (77% e 75%).
O produto da reação n°9, em termos de fluidez, atingiu um valor aceitável e
bem mais baixo do que o dos óleos minerais puros (não aditivados). Já no ensaio de
estabilidade à oxidação (RPVOT), o valor atingido (43 minutos) ainda se encontra
muito aquém dos ésteres sintéticos comercialmente disponíveis (aproximadamente
300 minutos). Esse resultado pode ser atribuído à presença de Sn oriundo do
catalisador no produto final. Esta hipótese foi confirmada ao se realizar o ensaio
RPVOT com uma amostra de referência (Hatcol 2938) contaminada com 700 ppm de
Sn. O tempo de oxidação da amostra de referência foi reduzido de 360 minutos para
apenas 57 minutos.
Em termos de conversão, a reação n°6 apresentou um rendimento molar de
70%, sendo 17,7% em termos de mono, di e triglicerídeos (éster biolubrificante). No
entanto, a reação entre duas moléculas de ricinoleato de etila levou à formação de um
dímero do ricinoleato de etila, conforme mostra a Figura 21, com rendimento molar de
52,2%. A presença deste dímero pode contribuir para as propriedades lubrificantes da
mistura como um todo.
57
O
OEt
O
OH
O
Figura 21: Dímero do Ricinoleato de etila (Estolide).
Na reação n°9 se observou uma conversão total de 77%, com um rendimento
molar de 27,4% em termos de mono, di e triglicerídeos (biolubrificante), de 49,6% do
dímero e uma redução na presença de ricinoleato de etila não reagido para 23%. Esta
reação foi mais eficiente em termos de formação do biolubrificante, propiciando uma
menor formação do dímero. Esta reação foi repetida a 230°C (reação n°14),
temperatura ótima recomendada pelo fabricante do catalisador. O produto obtido não
diferiu muito do produzido a 170°C, com este último propiciando uma maior economia
de energia. O produto desta reação foi destilado a vácuo, no entanto houve uma
decomposição das frações obtidas, o que inviabilizou uma caracterização via RMN.
Nas figuras 22 e 23 estão representados, respectivamente, os espec tros de
RMN das reações n°9 (Razão molar ricinoleato:TMP = 4,5:1) e n°6 (Razão molar
ricinoleato:TMP = 10,5:1). Esta análise foi realizada com o intuito de caracterizar
quimicamente os produtos obtidos.
58
Figura 22: Espectro de RMN da reação n°9.
Figura 23: Espectro de RMN da reação n°6.
59
Com base na análise deste espectro (Figura 23), combinada aos espectros de
RMN de 1 3C simulados (de estruturas de monoglicerídeos, diglicerídeos e triglicerídeos
esperadas para a reação proposta), pode-se inferir que a mistura reacional é
composta por:
•
Carbonilas características de ricinoleato de etila a 174 ppm;
•
Carbonilas características de glicerídeos (produto da reação do ricinoleato
de etila com TMP) a 171 ppm;
•
Pico a 74 ppm (característico de C-O quando há esterificação na hidroxila
do C-12 da cadeia do ricinoleato de etila), provável produto da reação entre
duas moléculas de ricinoleato de etila.
Realizou-se ainda um controle reacional (ensaio em branco) a 170°C contendo
apenas ricinoleato de etila e catalisador a base de estanho (reação n°11) para se
investigar se haveria a formação do dímero ou algum outro tipo de reação entre as
moléculas de ricinoleato de etila (Figura 24). Obteve-se um produto levemente mais
viscoso, com IAT de 0,80 mg KOH/g. No entanto, não foi observada a formação do
dímero.
Figura 24: Espectro de RMN da reação n°11.
60
Realizou-se também um controle reacional (ensaio em branco) só com
ricinoleato de etila puro, a 170ºC, sem TMP nem catalisador, para se investigar a
possível decomposição do mesmo em função das elevadas temperaturas. Após
análise por cromatografia gasosa (Figuras 25 e 26), verificou-se que não houve
alteração no ricinoleato de etila avaliado (os cromatogramas foram idênticos).
Figura 25: Cromatograma do Ricinoleato de etila antes do controle reacional.
Figura 26: Cromatograma do Ricinoleato de etila após o controle reacional.
61
Desta forma, chegou-se à conclusão de que o dímero estolide do ricinoleato de
etila se formou nas reações catalisadas pelo Liocat 119, e que a presença do mesmo
não era prejudicial às propriedades lubrificantes do produto final como um todo.
Em função da pequena quantidade de produto gerada em cada reação
(aproximadamente 20g), não foi possível realizar os ensaios de estabilidade à
oxidação pelo método da bomba rotatória para todos os produtos das reações. No
entanto, a partir do desenvolvimento de uma metodologia para análise de ésteres por
quimiluminescência, foi possível obter algumas estimativas da estabilidade à oxidação
de alguns produtos. Os espectros de visualização para cálculo do tempo de indução
dos produtos Hatcol 2938 e reações n°9 e 28 se encontram nas Figuras 27, 28 e 29,
respectivamente. O tempo de indução é calculado subtraindo-se o tempo do primeiro
pico de intensidade máxima do tempo inicial. Nas figuras, o tempo referente a este 1°
pico se encontra destacado.
Espectro de Quimiluminescência Hatcol 2938
180
2500
170
160
150
2000
Temperatura
120
Intensidade
110
1500
100
90
80
1000
70
Intensidade (mV)
130
60
50
40
500
30
20
10
00:24
23:32
22:41
21:49
20:58
20:06
19:15
18:23
17:32
16:40
15:49
14:57
14:06
13:14
12:23
11:31
10:40
09:48
08:57
08:05
07:14
06:22
05:31
04:39
03:48
02:56
02:05
01:13
0
00:22
0
00:00
Temperatura (°C)
140
Tempo decorrido (h)
Figura 27: Espectro de quimiluminescência do Hatcol 2938.
62
Espectro de Quimiluminescência da Reação N° 9
180
20000
170
160
150
140
15000
130
110
100
90
10000
80
70
Intensidade (mV)
Temperatura (°C)
120
Temperatura
Intensidade
60
50
5000
40
30
20
10
17:46
17:14
16:42
16:10
15:38
15:06
14:34
14:02
13:30
12:58
12:26
11:54
11:22
10:50
10:18
09:46
09:14
08:42
08:10
07:38
07:06
06:34
06:02
05:30
04:58
04:26
03:54
03:22
02:50
02:18
01:46
01:14
00:42
00:17
0
00:00
0
Tempo decorrido (h)
Figura 28: Espectro de quimiluminescência do produto da reação 9.
Espectro de Quimiluminescência da Reação N°28
180
20000
170
160
150
140
15000
130
110
100
90
10000
80
70
Intensidade (mV)
Temperatura (°C)
120
Temperatura
Intensidade
60
50
5000
40
30
20
10
04:25
04:18
04:11
04:04
03:57
03:50
03:43
03:36
03:29
03:22
03:15
03:08
03:01
02:54
02:47
02:40
02:26
02:33
02:12
02:19
02:05
01:58
01:51
01:44
01:37
01:30
01:23
01:16
01:09
01:02
00:55
00:48
00:41
00:34
00:27
00:20
00:18
00:13
00:07
0
00:00
0
Tempo decorrido (h)
Figura 29: Espectro de quimiluminescência do produto da reação 28.
Os valores obtidos nos gráficos das figuras 28 e 29, cerca de 45 e 18 minutos
de tempo de indução, respectivamente, evidenciam a baixa resistência à oxidação dos
produtos analisados pelo método do CL-400. Já o produto Hatcol 2938, apresentou um
63
tempo de indução de aproximadamente 200 minutos, com uma maior resistência à
oxidação.
Com o objetivo de melhorar a estabilidade à oxidação do produto, procedeu-se
a hidrogenação da reação 24. Para tal, utilizou-se 59g do produto dissolvido em 100
mL de acetato de etila, para evitar solidificação do mesmo. Em seguida, adicionou-se
a mistura em um reator Parr, juntamente com 200 mg de paládio. Submeteu-se então
o reator a uma pressão de 50 psi (aproximadamente 3,5 kgf/cm 2). Após a
hidrogenação, o produto não sofreu alterações quanto a sua estabilidade à oxidação.
Entretanto, estes resultados não forma conclusivos, uma vez que a pressão aplicada
ao sistema não foi suficiente.
5.5.
Reações com Metilato de Sódio
A grande vantagem do metilato de sódio como catalisador é a de que ele se
incorpora no produto, sendo seu excesso removido facilmente com solução de HCl
1:1. Além disso, pelo fato de não conter metais pesados, como estanho, em sua
composição, não acarreta problemas como teor de cinzas elevado e instabilidade
térmica, hidrolítica e oxidativa no produto final.
Com este catalisador foram avaliados dois tipos de biodiesel: Mamona e soja.
5.5.1. Biodiesel de Mamona (Ricinoleato de etila)
O catalisador homogêneo metilato de sódio foi utilizado nas 6 reações descritas
na Tabela 15.
Tabela 15: Reações realizadas com Metilato de Sódio como Catalisador.
Reação Nº
Razão Molar (Ricinoleato de
Temperatura (°C)
Pressão
etila:TMP)
Tempo
(horas)
15
9,6:1
120
0,01 bar
7
16
9,6:1
85
0,01 bar
7
17
4,5:1
120
0,01 bar
7
19
3,2:1
120
0,01 bar
7
20
3,2:1
85
0,01 bar
7
21
3:1,5
120
0,01 bar
7
64
Os resultados destas reações em termos de propriedades físico-químicas e
conversão estão apresentados na Tabela 16.
Tabela 16: Propriedades físico-químicas com Metilato de sódio
Reação
Viscosidade
Viscosidade
IV
Fluidez
CL-400
IAT
RPVOT
Sn
Nº
40°C (cSt)
100°C (cSt)
(ºC)
(Min.)
(mgKOH/g)
(Min.)
(ppm)
15
*
*
*
*
*
*
*
*
16
21,16
3,889
54
-24
-
-
-
< 0,1
17
47,61
6,208
66
-24
-
-
-
< 0,1
19
120,0
11,46
78
-33
-
-
-
< 0,1
20
53,92
7,261
92
-24
-
-
-
< 0,1
21
212,6
14,88
55
-36
-
-
-
< 0,1
- Ensaios não realizados por quantidade insuficiente de amostra
* O produto da reação nº15 se apresentou sólido.
Como pode ser observado nos resultados da tabela anterior, os produtos
obtidos não apresentaram uma qualidade satisfatória no que diz respeito ao IV. O
produto da reação n°15 se tornou sólido, provavelmente devido a uma reação de
saponificação. O mesmo se observou em todas as outras cinco reações. No entanto,
nestas últimas, durante a etapa de lavagem com solução de HCl 1:1, houve a
dissolução do produto sólido.
Esta solidificação contraria a literatura (LÄMSA, 1995), a qual afirma que as
reações de transesterificação com metilato de sódio apresentam elevadas taxas de
conversão e raras reações paralelas.
A competição entre reações de transesterificação e de saponificação é
geralmente influenciada pela natureza do catalisador e por duas condições
experimentais: A temperatura e a presença de umidade (BONDIOLI, 2004). É
geralmente aceito que quanto maior a temperatura da reação, maior será o impacto da
saponificação. Na prática, cada reação de transesterificação é um compromisso entre
a taxa de reação e as perdas causadas pelos efeitos da saponificação. O
monitoramento da água em reagentes de partida é uma prática industrial comum, mas
algumas vezes não é suficiente. A avaliação do impacto da água deve ser realizada
em trabalhos futuros levando em conta não apenas a umidade do álcool e do éster,
mas também a umidade do ar.
Há alguns fatos menos conhecidos no que diz respeito a alcoolatos de sódio e
potássio. Estes catalisadores são amplamente utilizados, apesar do seu elevado
preço, devido a sua elevada atividade catalítica em reações de transesterificação e
sua baixa tendência para reação de saponificação. Metilato de sódio, o catalisador
65
mais utilizado, é comercializado como um pó branco, ou devido a sua elevada
higroscopicidade, como uma solução 30% m/m em metanol.
O metilato de sódio reage com a água de acordo com a reação:
CH3ONa + H2O ? CH3OH + NaOH
De acordo com esta reação, a concentração total de base forte expressa como
mol/kg não muda, mas um catalisador com baixa atividade de saponificação é
convertido em um reagente com alta atividade de saponificação. A situação é
complicada pela impossibilidade do monitoramento do teor de água por meio da
titulação de Karl Fischer, pois a água não está presente na amostra, mas se encontra
aderida ao NaOH. Uma solução interessante e prática para este problema é
representada pela adição de ácido orgânico anidro sólido (como ácido oxálico, ácido
salicílico e ftalato de potássio e hidrogênio) em excesso em relação aos equivalentes
alcalinos. O ácido orgânico reage com o metilato produzindo metanol e com NaOH
produzindo água, a qual pode ser facilmente avaliada por meio da titulação de Karl
Fischer.
Desta forma, analisando os resultados obtidos nas reações com metilato de
sódio, procedeu-se uma investigação sobre as razões das reações de saponificação
observadas. A análise do ricinoleato de etila utilizado não apontou a presença de
umidade, assim como no TMP que era grau analítico (P.A.). Desta maneira concluiuse que a umidade presente pode ser decorrente do próprio catalisador (metilato de
sódio), presente no mesmo ou absorvida durante a sua manipulação. Uma medida a
ser tomada em trabalhos futuros é se pré-tratar o ricinoleato de etila com sulfato de
sódio anidro e se tomar o máximo cuidado no armazenamento e na manipulação do
metilato, para se evitar a absorção de umidade pelo mesmo.
Além da hipótese da presença de água, uma outra hipótese para a reação de
saponificação decorre da presença de ácidos graxos livres mis turados ao ricinoleato
de etila. Estes ácidos graxos livres podem reagir com o NaOH liberado pelo
catalisador, ocasionando a saponificação.
5.5.2. Biodiesel Metílico de Soja
Procurando-se compreender melhor a formação do dímero estolide quando da
reação com o catalisador Liocat 119, resolveu-se utilizar como reagente de partida, ao
invés do ricinoleato de etila, o biodiesel metílico de soja. Para tal, procedeu-se a
reação nº18. Diferentemente da mamona, o óleo de soja tem em sua composição
66
como ácidos graxos majoritários os ácidos linoléico e oléico, conforme apresentado na
figura 30.
O
HO
O
O
O
O
Figura 30: Estrutura Química representativa do óleo de soja.
Com se pode observar na figura anterior, não há no óleo de soja a presença de
hidroxilas (OH) livres, como no óleo de mamona. Consequentemente em seu biodiesel
também não há hidroxilas. Desta forma, o dímero observado nas reações com
ricinoleato de etila não se forma com o biodiesel de soja, pois não há hidroxilas que
possibilitem a ligação entre duas moléculas deste biodiesel. De fato, isto foi
comprovado por meio de RMN (Figura 31) após a realização da reação 18. Neste
espectro não se observa pico a 74 ppm (característico de C-O quando há esterificação
na hidroxila do C-12 da cadeia do ricinoleato de etila), evidenciando a não formação
de produto da reação entre duas moléculas de biodiesel.
67
Figura 31: Espectro de RMN da reação nº 18.
As condições reacionais empregadas no experimento 18 estão descritas na
Tabela 17.
Tabela 17: Reação realizada com metilato de sódio como catalisador e biodiesel
de soja.
Reação
Razão Molar
Nº
(Biodiesel:TMP)
18
3,2:1
Catalisador
Temperatura
Pressão
Tempo
(°C)
Metilato de Sódio
(horas)
120
0,01 bar
7
Os resultados destas reações em termos de propriedades físico-químicas e
conversão estão apresentados na Tabela 18.
Tabela 18: Propriedades físico-químicas com Metilato de sódio e biodiesel de
soja
Rea-
Viscosidade
Viscosidade
ção
40°C (cSt)
100°C (cSt)
21,05
5,669
IV
Conver-
Fluidez
CL-400
IAT
RPVOT
Sn
são (%)
(ºC)
(Min.)
(mgKOH/g)
(Min.)
(ppm)
77
-
-
-
-
<0,1
Nº
18
235
- Ensaios não realizados por quantidade insuficiente de amostra
68
Analisando-se os cromatogramas de HPLC (Anexo 2) das alíquotas retiradas a
cada hora desta reação, pode-se constatar que a conversão aumenta até a 1ª hora de
reação, permanecendo constante nas 7 outras horas subseqüentes.
A utilização do biodiesel metílico de soja neste experimento se deveu à não
obtenção de um biodiesel de soja etílico. O metílico tem a vantagem de propiciar uma
taxa de conversão mais elevada em função da maior volatilidade do metanol formado.
No entanto, tem a desvantagem de produzir um composto tóxico, além do que a sua
obtenção é mais difícil, pois utiliza metanol. Neste trabalho se procurou utilizar
biodiesel etílico devido à maior disponibilidade de etanol no Brasil e a sua não
toxicidade.
O produto desta reação (18) também apresentou excelentes valores de
viscosidade e IV e não apresentou problemas de saponificação. A ausência de
saponificação levou a se levantar mais uma hipótese: A hidroxila livre do ricinoleato de
etila pode estar reagindo com o metilato de sódio, favorecendo a reação de
saponificação, o que não ocorre no biodiesel de soja devido à ausência de hidroxilas
livres.
Assim como na reação n°24, também se realizou a hidrogenação do produto da
reação n°18, em um reator Parr, com o objetivo de se aumentar a estabilidade à
oxidação. Dissolveu-se o produto em acetato de etila para evitar solidificação e
adicionou-se 200 mg de paládio como catalisador. Aplicou-se uma pressão de 50 psi.
O produto sofreu uma solidificação quase imediata.
5.6.
Reações com Outros Catalisadores
Com base em dados da literatura, realizou-se duas reações adicionais com os
seguintes catalisadores: NaOH e ácido p-toluenosulfônico. O NaOH é o catalisador
mais barato e com maior disponibilidade, e está descrito na literatura para reações de
esterificação e de transesterificação. Já o ácido p-toluenosulfônico apresentou bons
resultados em alguns trabalhos (LÄMSA, 1995).
Com estes catalisadores homogêneos foram realizadas 2 reações, descritas na
Tabela 19.
69
Tabela 19: Reações realizadas com NaOH e ácido p-toluenosulfônico.
Reação
Razão Molar
Nº
(Ricinoleato de
Catalisador
Temperatura
Pressão
Tempo
(°C)
(horas)
etila:TMP)
3
10,5:1
NaOH
160
0,01 bar
7
30
3,2:1
Ácido p-toluenosulfônico
120
0,01 bar
7
Os resultados destas reações em termos de propriedades físico-químicas e de
conversão estão apresentados na Tabela 20.
Tabela 20: Propriedades físico-químicas com NaOH e ácido p-toluenosulfônico
Reação
Viscosidade
Viscosidade
Nº
40°C (cSt)
100°C (cSt)
3
*
*
30
29,97
4,740
IV
Conver-
Fluidez
CL-400
IAT
RPVOT
Sn
são (%)
(ºC)
(Min.)
(mgKOH/g)
(Min.)
(ppm)
*
*
*
*
*
*
*
100
52
-24
**
0,23
-
< 0,1
- Ensaios não realizados por quantidade insuficiente de amostra
* O produto da reação nº3 se apresentou sólido.
** Equipamento com problema.
Como nas reações com metilato de sódio, a reação n°3 também apresentou
um produto sólido, decorrente de uma reação de saponificação.
Já a reação n°30 se mostrou bastante promissora, com valores baixos de IAT e
estanho. No entanto a conversão obtida foi relativamente baixa (52%), assim como o
valor do IV. Estas propriedades podem ser otimizadas alterando-se tempo,
temperatura e razão molar dos reagentes em reações posteriores.
70
6. CONCLUSÕES
O presente trabalho consistiu na realização de uma série de reações de
transesterificação entre ricinoleato de etila e trimetilolpropano (TMP), empregando-se
quatro
catalisadores:
A
resina
Amberlyst
15
(heterogêneo),
di-laurato
de
dibutilestanho, metilato de sódio e ácido p-toluenosulfônico (homogêneos).
Os resultados obtidos com estas reações apontam para a viabilidade da
obtenção do biolubrificante pela rota proposta, a qual consiste em uma metodologia
inédita na literatura.
A adoção de excesso de ricinoleato de etila ou de TMP contribui para o
aumento do rendimento da reação de obtenção do biolubrificante, devendo a escolha,
se baseada em aspectos econômicos, rec air sobre o excesso de ricinoleato de etila.
A catálise química se mostrou não seletiva para as reações com ricinoleato de
etila, devido à formação do dímero estolide através da hidroxila da molécula. Os
catalisadores Liocat 119, Amberlyst e ácido p-toluenosulfônico se mostraram mais
eficientes, obtendo-se produtos com melhores propriedades lubrificantes, e evitando a
reação de saponificação, a qual foi observada nas reações com o catalisador metilato
de sódio.
O biodiesel de soja é mais compatível com o catalisador metilato de sódio, em
função de não ter OH disponível em sua molécula.
O estanho, presente no catalisador Liocat 119, deixa resíduos no produto final,
contribuindo com o processo de oxidação do mesmo.
A técnica de quimiluminescência para avaliação da estabilidade à oxidação dos
ésteres se mostrou útil no desenvolvimento deste trabalho, com a vantagem de utilizar
uma menor quantidade de amostra quando comparada à bomba rotatória.
A obtenção do triacilpropano (biolubrificante) pela via química proposta,
caracteriza-se por ser economicamente viável e tecnicamente simples de ser
realizada.
A reação 24, com o catalisador Liocat 119, gerou um produto que pode ser
classificado como um biolubrificante em função das suas propriedades físico-químicas,
restando ajustes no tocante à estabilidade à oxidação. Este é um processo que, com
mais alguns ajustes em termos de variáveis, pode representar uma fonte confiável e
econômica de obtenção de lubrificantes a partir de matérias primas renováveis.
71
7. RECOMENDAÇÕES PARA TRABALHOS FUTUROS
Como sugestões para trabalhos futuros, podem se destacar:
1. O catalisador a ser utilizado deve ser estudado detalhadamente, com o
objetivo de se evitar reações paralelas indesejadas, como, por exemplo,
a saponificação e a formação de dímeros. Existe uma extensa gama
dos mesmos descritos na literatura para uso em reações similares, com
outros óleos vegetais;
2. Estudo de técnicas para remoção dos resíduos de metais pesados (ex.:
estanho) oriundos dos catalisadores presentes nos biolubrificantes;
3. Estudo da utilização de outros álcoois, como pentaeritritol e neopentilglicol, com o objetivo de se obter biolubrificantes com graus de
viscosidade diferentes;
4. Estudo de aditivos antioxidantes biodegradáveis;
5. Elaboração de um estudo quimiométrico, através de planejamentos
fatoriais, para, com base no apresentado nesta dissertação, estudar o
efeito de cada variável, bem como suas interações, envolvida no
processo.
6. Desenvolvimento e utilização de membranas de pervaporação para
remoção do álcool formado nas reações de transesterificação, ao invés
da tradicional aplicação de vácuo;
7. Utilização de catalisadores enzimáticos (lipases) para realização de
reações de transesterificação entre Ricinoleato de etila e TMP;
8. Realização de testes de biodegradabilidade com os produtos obtidos.
72
8. REFERÊNCIAS BIBLIOGRÁFICAS
ABREU, F. R., LIMA, D. G., HAMÚ, E. H. et al., 2004, “Utilization of Metal Complexes
as Catalysts in the Transesterification of Brazilian Vegetable Oils with Different
Alcohols”, Journal of Molecular Catalysis A: Chemical, v. 209, pp. 29-33.
ARAÚJO, M. A. S., CRAVO, M. C. C., 1999, Implantação do Quimiluminógrafo CL-400
no SELUB para Avaliação da Estabilidade à Oxidação de Óleos Lubrificantes,
Petrobras/Cenpes/LPE.
AZEVEDO, D. M. P., LIMA, E. F., 2001, O Agronegócio da Mamona no Brasil, 21ª ed.,
Brasília, Embrapa.
BARTZ, W. J., 1998 “Lubricant and the Environment”, Tribology International, v. 31, pp.
35-47.
BIROVÁ, A., PAVLOVICOVÁ, A., CVENGROS, J., 2002, “Lubricating Oils Base from
Chemically Modified Vegetable Oils”, Journal of Synthetic Lubrication, v.18, n. 18-4, pp.
292-299.
BONDIOLI, P., DELLA BELLA, L., MANGLAVITI, A., 2003, “Synthesis of Biolubricants
with High Viscosity and High Oxidation Stability”, OCL, v. 10, pp. 150-154.
BONDIOLI, P., 2004, “The Preparation of Fatty Acid Esters by Means of Catalytic
Reactions”, Topics in Catalysis, v.27, n. 1-4 (Feb), pp. 77-81.
CASTRO, H. F., MENDES, A. A., SANTOS, J. C. et al, 2004, “Modification of Oils and
Fats by Biotransformation”, Química Nova, v. 27, n. 1, pp. 146-156.
DOSSAT, V., COMBES, D., MARTY, A., 2002, “Lipase-Catalysed Transesterification of
High Oleic Sunflower Oil”, Enzyme and Microbial Technology, v. 30, pp. 90-94.
ERHAN, S. Z., ASADAUSKAS, S., 2000, “Lubricant Basestocks from Vegetable Oils”,
Industrial Crops and Products, v. 11, pp. 277-282.
73
FIGUEIREDO, K. C. S., 2004, Estudo da Esterificação Catalítica de Ácidos Orgânicos
Assistida por Pervaporação, Dissertação de M. Sc., COPPE/UFRJ, Rio de Janeiro, RJ,
Brasil.
IVANOV, S. K., KALITCHIN, Z. D., 1992, “The Use of Chemiluminescence in
Determining the Thermal and Oxidative Stability of Motor Oils”, Lubrication Science, v.
4, n. 2, pp. 135-153.
KOLWZAN, B., GRYGLEWICZ, S., 2003, “Synthesis and Biodegradability of Some
Adipic and Sebacic Esters”, Journal of Synthetic Lubrication, v.20, n. 20-2, pp. 99-107.
LAL, K., CARRICK, V., 1993, “Performance Testing of Lubricants Based on High Oleic
Vegetable Oils”, Journal of Synthetic Lubrication, n.11-3, pp. 189-206.
LÄMSA, M., 1995, Environmentally Friendly Products Based on Vegetable Oils. Tese
de D.Sc., Helsinki University of Technology, Helsinki, Finlândia.
LASTRES, L. F. M., 2003, Lubrificantes e Lubrificação em Motores de Combustão
Interna, Petrobras/Cenpes/LPE.
MURPHY, W. R., BLAIN, D. A., GALIANO-ROTH, A. S., 2002, “Benefits of Synthetic
Lubricants in Industrial Applications”, J. Synthetic Lubrication, v. 18, n. 18-4 (Jan), pp.
301-325.
RAVASIO, N., ZACCHERIA, F., GARGANO, M. et al, 2002, “Environmental Friendly
Lubricants Through Selective Hydrogenation of Rapeseed Oil over Supported Copper
Catalysts”, App. Cat. A: Gen., v. 233, pp. 1-6.
SALIM, V. M., BORGES, C. P., ALVES, T. L. M., 2000, Apostila de Fenômenos
Interfaciais, Cap. 2, pp. 1-46.
SOLOMONS, T. W. G., 1983, Química Orgânica, 1ª ed., Rio de Janeiro, LTC.
SPLINERS, I. J., HEDENBURG, J. F., 1985, “Chemiluminescence in Autoxidation of
Hydrocarbons. A Method for Fingerprints and Evaluation of Oxidative Stability”, Ind.
Eng. Chem. Prod. Res. Dev , v. 24, pp. 442-447.
74
WAGNER, H., LUTHER, R., MANG, T., 2001, “Lubricant Base Fluids Based on
Renewable Raw Materials. Their Catalytic Manufacture and Modification”, Applied
Catalysis A: General, v. 221, pp. 429-442.
WEEKS, S., LAWSON, R., PEI, P. et al, 1988, “Chemiluminescence Instrumentation
for Fuel and Lubricant Oxidation Studies”, In: Proceedings of the 43rd STLE Annual
Meeting, May.
WHITBY, R. D., 1998, “Synthetic and VHVI-Based Lubricants Applications, Markets
and Price-Performance Competition”, Apostila de Curso, Rio de Janeiro, Mar.
WHITBY, R. D., 2005, “Understanding the Global Lubricants Business – Regional
Markets, Economic Issues and Profitability”, Apostila de Curso, Oxford, Jun.
WHITBY, R. D., 2006, “Bio-Lubricants: Applications and Prospects”, In: Proceedings of
the 15th International Colloquium Tribology, v.1, pp. 150, Ostfildern, Jan.
ZLAKTEVICH, L., 1987, “New Chemiluminescence Apparatus and Method for
Evaluation of Thermal Oxidative Stability of Lubricants”, Lubrication Enginnering, v. 44,
n. 6, pp. 544-552.
75
9. ANEXO 1
Cromatogramas de HPLC da reação 24.
220,00
200,00
180,00
160,00
mV
140,00
120,00
100,00
80,00
60,00
40,00
20,00
0,00
0,00
5,00
10,00
15,00
20,00
25,00
Minutes
30,00
35,00
40,00
45,00
50,00
40,00
45,00
50,00
Reação 24 – 1 hora (Pico de Ricinoleato de etila)
160,00
140,00
120,00
mV
100,00
80,00
60,00
40,00
20,00
0,00
5,00
10,00
15,00
20,00
25,00
Minutes
30,00
35,00
Reação 24 – 7 horas (Pico de Ricinoleato de etila reduzido)
76
220,00
200,00
180,00
160,00
mV
140,00
120,00
100,00
80,00
60,00
40,00
20,00
0,00
0,00
5,00
10,00
15,00
20,00
25,00
Minutes
30,00
35,00
40,00
45,00
50,00
Gráfico comparativo da conversão por hora da reação 24 (Gráfico lilás – 5 horas).
Com base na área dos picos destes cromatogramas, foram efetuados os
cálculos das conversões do ricinoleato de etila na reação 24, a cada hora. Pode-se
observar nos mesmos, uma redução na área (intensidade) dos picos relativos ao
ricinoleato de etila (30:00 minutos) à medida que a reação avança.
77
10. ANEXO 2
Cromatograma de HPLC da reação N° 18.
500,00
450,00
400,00
350,00
mV
300,00
250,00
200,00
150,00
100,00
50,00
0,00
0,00
5,00
10,00
15,00
20,00
25,00
Minutes
30,00
35,00
40,00
45,00
50,00
Cromatograma comparativo da conversão por hora da reação 18 (Gráfico verde –
ricinoleato de etila; Demais gráficos: Horas de reação).
Observa-se neste cromatograma a redução da área do pico referente ao
ricinoleato de etila (verde) à medida que a reação avança.
78
Livros Grátis
( http://www.livrosgratis.com.br )
Milhares de Livros para Download:
Baixar livros de Administração
Baixar livros de Agronomia
Baixar livros de Arquitetura
Baixar livros de Artes
Baixar livros de Astronomia
Baixar livros de Biologia Geral
Baixar livros de Ciência da Computação
Baixar livros de Ciência da Informação
Baixar livros de Ciência Política
Baixar livros de Ciências da Saúde
Baixar livros de Comunicação
Baixar livros do Conselho Nacional de Educação - CNE
Baixar livros de Defesa civil
Baixar livros de Direito
Baixar livros de Direitos humanos
Baixar livros de Economia
Baixar livros de Economia Doméstica
Baixar livros de Educação
Baixar livros de Educação - Trânsito
Baixar livros de Educação Física
Baixar livros de Engenharia Aeroespacial
Baixar livros de Farmácia
Baixar livros de Filosofia
Baixar livros de Física
Baixar livros de Geociências
Baixar livros de Geografia
Baixar livros de História
Baixar livros de Línguas
Baixar livros de Literatura
Baixar livros de Literatura de Cordel
Baixar livros de Literatura Infantil
Baixar livros de Matemática
Baixar livros de Medicina
Baixar livros de Medicina Veterinária
Baixar livros de Meio Ambiente
Baixar livros de Meteorologia
Baixar Monografias e TCC
Baixar livros Multidisciplinar
Baixar livros de Música
Baixar livros de Psicologia
Baixar livros de Química
Baixar livros de Saúde Coletiva
Baixar livros de Serviço Social
Baixar livros de Sociologia
Baixar livros de Teologia
Baixar livros de Trabalho
Baixar livros de Turismo