Artigo Original
riginal
Article
Eletrodeposição de Ligas Metálicas Nobres para Fabricação
de Jóias/ eOJóias
Folheadas
Eletrodeposição de Ligas Metálicas Nobres para Fabricação de Jóias e Jóias
Folheadas
Electrodeposition of Noble Metallic Alloys for Production of Jewels and Leafed Jewels
Alexandre Lisboaa; Claudia Smaniotto Barinb*
Resumo
A eletrodeposição tem por objetivo melhorar a superfície de um substrato, onde a camada eletroformada terá varias funções, como aumentar
a dureza, evitar ataques ao metal base (corrosão), melhorar a condutibilidade e resistência e, também é utilizada para fins decorativos. Neste
segmento temos as indústrias de jóias e jóias folheadas. A proposta deste trabalho é conhecer o processo eletroquímico utilizado por essas
indústrias. Serão avaliados os metais nobres, suas ligas, suas características e aplicações, como também serão conhecidos os substratos
utilizados e o preparo que antecede o processo de eletrodeposição.
Palavras-chave: Ligas nobres. Eletrodeposição. Jóias folheadas.
Abstract
The aim of electroformed layer will have several uses such as increase the hardness, avoid attacks to the metal base (corrosion), and improve
resistance and conductivity as well as decorative purposes. There are in this segment the jewel and leafed jewels industries. The proposal of
this paper is to study the electrochemical process applied by these industries. It will be evaluated the noble metals, its alloys characteristics
and applications as well as will be known the substratum used and preparation that foregoes the electrodeposition.
Key words: Noble alloys. Electrodeposition. Leafed jewels.
a
Discente do curso de Química Industrial - Universidade Norte do Paraná
(UNOPAR).
b
Doutora em Química - Universidade de São Paulo (USP).
Docente da Universidade Norte do Paraná (UNOPAR). E-mail:
[email protected].
* Endereço para correspondência: PR, 218 – Km. 1 - CEP 86702-000 –
Arapongas - PR.
1 Introdução
Muitos objetos metálicos são submetidos às técnicas de
tratamento de superfície antes de serem comercializados. Os
propósitos desses tratamentos são os mais diversos, seja com
finalidade decorativa ou para prevenção da corrosão.
O tratamento de superfície é aplicado em utensílios
domésticos (talheres, abridores de latas, saca-rolhas, bandejas,
etc.); artigos de escritório (clipes, tesouras, grampos, cilindros
de foto copiadora etc.); artigos cirúrgicos e odontológicos
(espátulas ou utensílios cirúrgicos); na arquitetura e
construção civil (torneiras, porta-toalhas, maçanetas,
esquadrias, parafusos etc.); nas indústrias automobilísticas,
naval e aeronáutica (pára-choques, engrenagens, chassis,
frisos, adornos, etc.); na vida social (jóias, bijuterias, fivelas de
cintos, parte de calçados etc.) ou na obtenção de subcamadas
para posteriores deposições de outros metais (WATANABE;
LIMA-NETO, 2007).
O conceito de eletrodeposição de metais é empregado para
definir a redução eletrolítica de um dado elemento, inicialmente
na forma iônica, na superfície de um substrato metálico ou
de natureza condu­tora, como resultado da migração de íons
do metal de interesse em solução aquosa, sob a ação de uma
corrente elétrica. Na eletrodeposição, utiliza-se uma célula
eletrolítica contendo um eletrólito, constituído de sais iônicos
do metal a ser depositado, também conhecido como banho. Os
banhos mais utilizados em eletrodeposição são os inorgânicos,
como os de cobre, cromo, estanho, níquel, zinco, bem como
os de metais nobres (ouro, prata, ródio, platina, etc.) e ligas
metálicas (SILVA; AFONSO; SOBRAL, 2008).
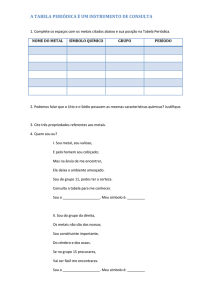
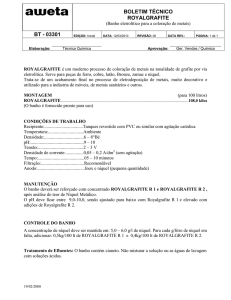
A eletrodeposição de metais envolve a formação de uma
nova fase-eletroquímica e o seu crescimento, na qual as
principais etapas são fenômenos interfaciais, tais como: o
transporte de massa da/para a superfície e do/para o “bulk”; a
transferência de elétrons e a adsorção (ad-átomos e impurezas),
ativação de núcleos (ou nucleação); subsequente crescimento
de cristais controlado pelos fenômenos interfaciais citados;
interação de centros de crescimento - o efeito da sobreposição;
crescimento de multicamadas (BOCKRIS; RAZUMNEY,
1967), conforme pode ser visualizado na figura 1.
A possibilidade de deposição simultânea de dois ou
mais metais a partir de uma solução aquosa é a base para
a eletrodeposição de ligas. Liga é o produto resultante da
incorporação de um ou mais elementos (metálicos ou não) a
um metal, efetuado com o objetivo de modificar alguma de suas
propriedades ou atribuir-lhe propriedades novas. As propriedades
de ligas eletrodepositadas são de particular interesse, pois a
maior parte das ligas possui propriedades características mais
interessantes para dadas aplicações do que os eletrodepósitos de
seus constituintes (SANTANA; PRASAD; SANTANA, 2003).
LISBOA, A.; BARIN, C. S. / UNOPAR Cient. Exatas Tecnol., Londrina, v. 8, n. 1, p. 27-33, Nov. 2009
27
Eletrodeposição de Ligas Metálicas Nobres para Fabricação de Jóias e Jóias Folheadas
íon metálico
solvatado
transporte de
massa por difusão
⊝
superfície
eletródica
⊝
transferência de elétrons
⊝
⊝
difusão na superfície
eletródica
aglomerados
⊝
⊝
nucleação
⊝
⊝
centros de
crescimento
Interação dos centros de
crescimento (sobreposição)
⊝
• Niveladores: são aditivos cuja função é atenuar as
microirregularidades (rugosidades) presentes no substrato;
• Abrilhantadores: são aditivos cuja função é dar brilho aos
depósitos;
• Agentes tensoativos: são aqueles cuja função é diminuir a
tensão superficial na interface cátodo/banho de modo a evitar
a formação de poros devido ao gás hidrogênio;
• Refinadores de grãos: são aqueles que têm a função de
diminuir o tamanho de grão do eletrodepósito;
• Endurecedores: são aditivos que têm a propriedade de
aumentar a dureza dos depósitos, etc.
⊝
crescimento de
multicamadas
⊝
⊝
Figura 1: Algumas das etapas envolvidas no processo de
eletrodeposição
28
As ligas eletrodepositadas são estruturalmente similares
às obtidas termicamente, consistindo de um depósito sólido,
denso, coerente e macroscopicamente homogêneo.
Existem vários processos de deposição, dependendo
do sistema eletroquímico e das propriedades do depósito.
Entre as principais técnicas estão a deposição galvanostática,
potenciostática, deposição espontânea (electroless) e
deposição pulsada. Para todas as técnicas o tempo de
deposição é que controla a espessura do depósito.
Segundo Munford (1998) a eletrodeposição é uma técnica
de deposição que demonstra participar ativamente da evolução
do conhecimento científico e apresentar respostas a diversas
necessidades tecnológicas da sociedade.
A eletrodeposição é um dos métodos mais importantes
para a produção comercial de revestimentos metálicos. No
processo decorativo os banhos mais empregados na preparação
são os de cobre e níquel, com posterior aplicação do metal
nobre, exemplo: ouro, prata, platina e ródio (MACEDO,
2006). Assim, a eletrodeposição de metais preciosos tem
importante fator de desenvolvimento nas indústrias, seja
em componentes elétricos e eletrônicos como também nas
aplicações decorativas como jóias, bijuterias, armações de
óculos, metais sanitários e artigos para decoração em geral. O
setor de bijuterias e folheados produz peças de metal, em geral
ligas de zinco e estanho recobertas por camadas de metais
nobres, como a prata e o ouro (SANTOS; YAMANAKA;
PACHECO, 2005).
A camada eletrodepositada tem por finalidade a aparência
estética da peça ou a resistência à abrasão, corrosão, entre
outros, servindo de barreira física para uma superfície metálica,
denominada substrato, e o meio corrosivo (SANTANA;
PRASAD; SANTANA, 2003).
Muitos fatores influenciam o tipo de depósito formado:
densidade de corrente; concentração dos íons (CMez+);
agitação; temperatura; pH; outros cátions e ânions; agentes
complexantes; inibidores e tipo de substrato.
Os aditivos utilizados em soluções eletrolíticas para
a deposição de metais podem modificar profundamente
as características dos depósitos (OLIVEIRA; TORRESI;
TORRESI, 2000). Entre os principais tipos de aditivos
encontram-se:
A atuação de um aditivo envolve normalmente mais de uma
função, como por exemplo, a de diminuir a tensão superficial,
mas também refinar o grão e/ou dar brilho ao eletrodepósito.
LISBOA, A.; BARIN, C. S. / UNOPAR Cient. Exatas Tecnol., Londrina, v. 8, n. 1, p. 27-33, Nov. 2009
Eletrodeposição de Ligas Metálicas Nobres para Fabricação de Jóias e Jóias Folheadas
2 Substratos para a Produção de Bijuterias e Folheados
Dentre os principais substratos utilizados para a
galvanoplastia de bijuterias e folheados, temos:
• Latão: metal amarelo constituído de uma liga de zinco e cobre,
na proporção de 40% de zinco e 60% de cobre, podendo
variar de acordo com a finalidade da peça. Seu ponto de fusão
é geralmente acima de 1000ºC;
• Zamak: metal cinza claro, muito empregado na fabricação de
acessórios para calçados, bolsas, roupas, mas pouco usado na
fabricação de bijuterias. É constituído de uma liga de zinco,
cobre e alumínio numa proporção de 95% de zinco, 3% de
cobre e 2 % de zinco. Sofre corrosão em meio ácido. Seu
ponto de fusão está entre 420 a 450ºC;
• Baixa fusão: também conhecida como liga 88, é um metal
cinza mole, constituído de 88% estanho, 10% chumbo e 2%
antimônio. É muito utilizado para bijuterias, por seu baixo
custo. Seu ponto de fusão esta entre 270 a 300ºC;
• ABS: Material plástico metalizado por cobre ou níquel.
Após a confecção das peças por uma injetora, tem-se o
início do processo com a metalização química em tanques
sequenciais de limpeza, ativação e cobreamento químico.
Usa-se um catalisador a base de paládio para promover a
deposição química na superfície do plástico, posteriormente
a peça segue para um banho eletrolítico para promover um
espessamento do depósito.
3 Tratamento da Superfície para a Eletrodeposição
Todo o processo galvânico é antecedido por um processo
de limpeza da superfície do material, que tem por finalidade
remover as sujidades ou materiais estranhos à superfície. Esse
processo pode ser físico/mecânico, químico ou eletroquímico.
Entre os processos mecânicos, temos o lixamento e o polimento
em máquinas politrizes, vibroacabamento e tamboreamento.
O processo químico é bem mais complexo. Antes de o
material receber a eletrodeposição, ele deve passar por esse
processo, também conhecido como pré-tratamento.
O pré-tratamento consiste geralmente num sistema de
tanques onde as peças são submersas em soluções que irão
remover a sujidade, embora existam sistemas por aplicação
por pistolas e vapor. Esses tanques são chamados de
desengraxantes.
Os desengraxantes são utilizados de acordo com a
superfície a ser limpa, sujidade a ser removida, grau de
limpeza desejado, qualidade da água, custo da limpeza e o
método de aplicação.
D’Amaro (2004) afirma que a preparação do substrato é
um dos fatores essenciais do processo de eletrodeposição e
que interfere diretamente no resultado final da peça. Além
disto, segundo o autor, substratos tratados para melhorar a
resistência à corrosão podem não atingir as expectativas ou
especificações devido ao substrato não haver sido preparado
de forma adequada.
As sujidades encontradas na superfície são variadas.
Podem ser sólidas como pigmentos, abrasivos, partículas
metálicas entre outras, mas geralmente são de natureza oleosa,
como graxa, óleos protetivos e lubrificantes utilizados nos
processos de estamparia, além dos compostos utilizados para
evitar oxidação do material e pastas utilizadas no polimento.
De modo generalizado os desengraxantes são soluções
constituídas por substâncias que atuarão na superfície metálica
promovendo as seguintes reações (D’AMARO, 2004):
• Dissolução: dissolve a sujidade no desengraxante;
• Molhagem: adição de produtos que reduzem a tensão
superficial, facilitando a penetração da solução na sujidade,
permitindo a ação dos componentes do desengraxante;
• Saponificação: reações entre os compostos alcalinos
(presentes nos desengraxantes) e os óleos animais e vegetais
presentes na superfície metálica;
• Emulsificação: solubilização de óleos minerais em meio
aquoso por produtos orgânicos que contêm em uma
extremidade um radical hidrofílico e em outra um hidrofóbico,
ligando assim parte da molécula na água e outra parte no óleo,
promovendo a limpeza da superfície;
• Sequestrantes ou quelantes: são produtos que atraem e
formam complexos com os metais dissolvidos, a fim de que
eles não interfiram no processo de desengraxe, depositandose na superfície limpa;
• Defloculação: partículas coloidais carregadas eletricamente
em suspensão. Na solução atraem partículas de sujidade de
carga elétrica oposta. Quando a força de atração entre as
partículas coloidais e a sujidade for maior que a força de
atração entre a sujidade e a superfície, estas serão removidas
da superfície e irão ficar em suspensão na solução do
desengraxante.
Além da limpeza química o substrato pode receber o
polimento ou desengraxe eletrolítico. Este polimento consiste
na aplicação de corrente elétrica ao substrato a ser preparado
com a finalidade de ajudar na remoção das sujidades leves e
camadas de óxidos superficiais. A remoção se dá pela formação
de hidrogênio (H2) na superfície do cátodo e oxigênio (O2) na
superfície do ânodo. Este processo promove uma “limpeza
fina”, permitindo uma melhor deposição, isenta de manchas e
com boa aderência. O polimento ou desengraxante eletrolítico
pode ser tanto catódico quanto anódico.
No desengraxante anódico, os substratos a serem
polidos ou desengraxados são ligados como ânodos nos
banhos de eletrodeposição, ou seja, no pólo positivo. Além
da ação química da própria solução, a limpeza é promovida
mecanicamente com o desprendimento do oxigênio na
superfície da peça, que ajudará a retirar a sujidade da
superfície. No desengraxante catódico, as peças são ligadas
no cátodo (pólo negativo), promovendo a mesma ação do
desengraxante anódico, porém o catódico tem mais eficiência
pelo motivo de haver o dobro de hidrogênio em relação ao
oxigênio, como mostram as equações abaixo:
H2O
→
2H­+ + ½ O2 + 2e- (ânodo)
2 H2O + 2 e- →
LISBOA, A.; BARIN, C. S. / UNOPAR Cient. Exatas Tecnol., Londrina, v. 8, n. 1, p. 27-33, Nov. 2009
(1)
H2 + 2OH- (cátodo) (2)
29
Eletrodeposição de Ligas Metálicas Nobres para Fabricação de Jóias e Jóias Folheadas
4 Metais Nobres e as Indústrias de Folheados
Os metais nobres têm uma posição especial entre os metais.
Com exceção da prata, eles não oxidam quando expostos à
atmosfera. Devido às suas excelentes propriedades físicas e
químicas tem importante papel na galvanoplastia.
Embora os processos de galvanoplastia tenham como foco
principal proteger a superfície de substratos metálicos contra
oxidações causadas por agentes agressivos, o processo pode,
por outro lado, visar apenas o aspecto estético e decorativo do
substrato (BOSCO et al., 2003).
Nas indústrias de folheados, que compreendem as
bijuterias e semijóias, os principais banhos de deposição
são: ouro (douração), prata (prateação), níquel (niquelação)
e ródio (responsável pela tonalidade branca do ouro branco).
Atualmente estão sendo aplicados outros metais nobres, como
paládio e platina, embora, numa pequena proporção.
A deposição de metais puros é exceção, na galvanoplastia
de metais nobres, ela só ocorre quando peças muito pequenas
precisam ser recobertas. Eles não se prestam ao processo
eletrolítico e são recobertos por processos químicos de
imersão que necessitam de uma pré-camada de níquel químico
(AZEVEDO, 2004).
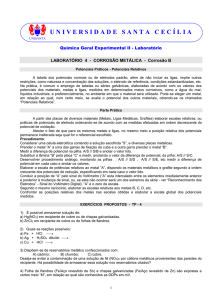
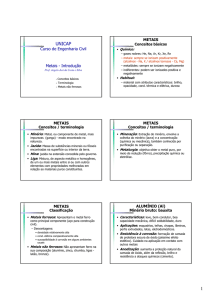
No caso específico das indústrias de bijuterias, as etapas
de deposição são aplicadas conforme mostra o fluxograma 1,
apresentado a seguir:
Banho de
Ródio
Peça
Bruta
Banho
de Cobre
Banho de
Níquel
Banho de
Pré-prata
Banho
de Prata
Banho de
Pré-Ouro
Banho
de Ouro
Banho
de Cor
Fluxograma: Etapas da eletrodeposição aplicada à indústria de bijuterias
Para que a deposição catódica ocorra de maneira eficiente é
necessário que haja afinidade entre o metal que irá ser recoberto
e o metal a ser depositado, isto explica a sequência acima.
Algumas das etapas do processo ocorrem em meio ácido,
outras em meio alcalino sendo que no primeiro, a deposição
apresenta maior brilho porque favorece a formação de uma
camada mais lisa. Um inconveniente do meio ácido é que na
interface entre o metal recoberto e o metal depositado podem
ocorrer reações paralelas de oxi-redução durante o processo, fator
este que dificulta a aderência adequada (BOSCO et. al., 2003).
A deposição em solução alcalina não apresenta este
inconveniente, mas tende a formar camadas mais opacas
devido ao fato dessas camadas serem compostas por cristais
maiores (BOSCO et. al., 2003). Por isso, são adicionados
abrilhantadores aos banhos alcalinos, sendo que estes têm
como função melhorar a aparência do depósito.
5 Eletrodeposição de Ligas de Ouro
O ouro é o principal componente das ligas de metais
preciosos. Ele contribui para a resistência à corrosão da liga,
pois apresenta a maior inércia frente às agressões de natureza
corrosiva (SANTOS et al., 2002).
Várias ligas de ouro são utilizadas na indústria de jóias e
semi-jóias. As ligas de ouro apresentam grande aplicabilidade,
melhoram a dureza e contribuem para variações coloração
(SÜSS et al., 1979).
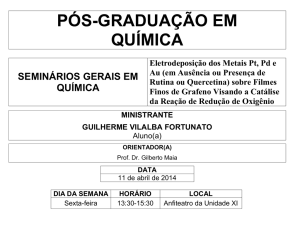
Dentre os metais nobres, o ouro é o metal que possui mais
tipos de ligas, sendo elas conhecidas como Quilates (K), estes
são uma comparação entre a porcentagem de ouro e a pureza,
como pode ser observado na tabela 1.
Tabela 1: Classificação das ligas de ouro em quilates
Pureza
30
Kilates
% de Au
Aplicação
Características
999,99
24
100
Lastros e investimentos
916,66
22
91,6
Moedas, jóias,
banhos de Cor Final
Possui cor característica,
maleabilidade e ductilidade
Melhor liga contra embasamento,
é usado para definir a cor das jóias
750,18
18
75
Jóias da Europa e Brasil
Melhor liga comercial
585
14
58,5
Jóias da América do Norte
Jóias eletroformadas
375
9
37,5
Jóias do Reino Unido
Jóias eletroformadas
LISBOA, A.; BARIN, C. S. / UNOPAR Cient. Exatas Tecnol., Londrina, v. 8, n. 1, p. 27-33, Nov. 2009
Eletrodeposição de Ligas Metálicas Nobres para Fabricação de Jóias e Jóias Folheadas
Pela tabela pode-se observar que as jóias confeccionadas
possuem diferentes padrões de pureza, sendo as brasileiras
e européias as de pureza mais elevadas. Outra observação
importante, para as indústrias de jóias folheadas, se deve
à liga 18K onde, nos banhos é utilizada a liga numa
proporção de 75/19/6%, sendo a liga composta por Au/Cu/
Cd respectivamente. Esta utilização de metais não nobres
representa uma economia de 25% de ouro no percentual
utilizado, mas também altera o peso específico da liga,
passando de 19,3g/cm3 (24K) para 15,5 g/cm3 (18K).
Somando o percentual economizado e a redução do peso
específico, obtém-se uma vantagem em torno de 43% no
custo final do depósito, considerando a mesma espessura e
área coberta (SANTOS, 2006).
A característica principal das ligas de ouro, para uso
em jóias folheadas, é a alteração da sua cor. Esta alteração
é associada ao elemento presente na liga, conforme pode ser
observado na tabela 2:
Tabela 2: Colorações das ligas de ouro em função da composição
Metal
Cobre
Níquel
Cobalto
Cádmio
Prata
Bismuto
Paládio
Índio
Cor apresentada
ligas de amarelo para avermelhado, através de
vermelho-pálido
ligas de amarelo para branco, através de amarelopálido
ligas de amarelo para verde, através de alaranjado
ligas de amarelo para verde
ligas de amarelo para verde
ligas de amarelo para violeta
ligas de amarelo para amarelo-claro
ligas de amarelo para azul-celeste
Fonte: Foldes (1973)
A douração apresenta grande interesse, principalmente
na fabricação de objetos de fantasia, de metais comuns e não
nobres, pois, devido ao banho, o seu aspecto e valor melhoram
consideravelmente. A douração geralmente é feita a partir de
banhos de cianetos quentes. Mas existem também os banhos
frios, que são poucos utilizados (SHAIKHZADEH, 2007).
Nas indústrias de jóias folheadas, os banhos de deposição
de ouro são classificados em pré-ouro, ouro (folheação) e
cor final. Os banhos de pré-ouro e cor final são os chamados
banhos de deposição rápida e camada baixa. O banho de préouro fornece a base de ancoragem para que camadas mais
espessas de ouro sejam depositadas. Sua espessura não excede
os 0,2 mícrons (SANTOS; YAMANAKA; PACHECO, 2005).
Esse banho fornece um depósito de ouro 24K, que tem várias
funções como: proteger o banho de folheação, assegurar a
perfeita aderência da camada principal, melhorar a penetração
e distribuição da camada posterior.
O banho seguinte, chamado de banho de ouro ou folheação,
fornece camadas acima dos 0,2 mícrons e inferiores a 10
mícrons. Geralmente a camada é de 18 K, composta por 75%
de Au, 19% Cu, 6% Cd, possui uma tonalidade amarelo-rosada
com uma dureza de aproximadamente 300HV (Vickers).
O último banho é o chamado banho de cor-final. Neste
banho entram sais de cádmio, cobre, prata ou cobalto que
fornecem cores que vão desde o amarelo ao verde (SANTOS;
YAMANAKA; PACHECO, 2005). A liga deste banho varia
de 20 aos 23K dependendo da cor desejada. É aplicado não
só em jóias folheadas (bijuterias e semijóias), mas também
em jóias, pois a aplicação desse banho evita o embasamento
da superfície.
A prata é colocada na liga como substituto ao ouro e, em
concentrações adequadas, aumenta a dureza e a resistência à
tração. A prata é um agente importante para neutralizar a cor
vermelha provocada pelo cobre, realçando a cor amarela do
ouro (SANTOS et al., 2002).
A ação do paládio é semelhante à da platina nas
propriedades físicas e mecânicas das ligas. Entretanto, tende
a elevar o ponto de fusão mais rapidamente do que a mesma
adição de platina. Se adicionado em torno de 10%, o paládio
elimina completamente a cor amarela do ouro, branqueando a
liga (SANTOS et al., 2002).
Todos os banhos de ouro utilizam ânodos de inox que são
inertes ao processo.
6 Eletrodeposição de Ligas de Prata
A prata é um metal nobre que se encontra frequentemente
em estado nativo combinada com o ouro, estanho, cobre e a
platina. É um metal de cor branca e fácil polimento, possui
a maior condutividade elétrica e calorífica e uma grande
capacidade de reflexão de luz, sendo ainda consideravelmente
macia quando pura (PRAUS; TURICOVA; VALASKOVA,
2008). Possui resistência à água, ao ácido clorídrico e sulfúrico
diluídos a frio, à maioria dos ácidos orgânicos, bases fortes e
a quase todas as soluções salinas.
A prata é estável no ar e água puros, mas muda de cor
sob ação de ozônio, sulfeto de hidrogênio ou ar com enxofre
(GOEDERT; ROLDO; 2006).
A prata possui menos ligas que o ouro, mas nem por isso
ela deixa de ter sua importância, sendo o metal nobre de maior
uso industrial, notadamente nas peças de contato.
O cobre, o zinco, a platina e o paládio podem ser
adicionados às ligas de prata para alterar as suas propriedades.
Para melhorar a dureza da prata são adicionados metais para
formar ligas duras, fortes e pouco propensas à fadiga.
Na sua liga com o cobre (92,5% de prata e 7,5% de cobre),
adquire maior dureza e resistência, porém torna-se mais
suscetível à oxidação.
A prata deposita-se de forma uniforme a partir de eletrólito
com alta polarização elétrica. Geralmente, a prata é utilizada
nas soluções em forma de complexos. Embora a prata
forme complexos com uma série de ligantes, os complexos
cianídricos são os mais utilizados.
Precedente à prateação recomenda-se o processo de préprateação para assegurar a perfeita aderência do depósito e
LISBOA, A.; BARIN, C. S. / UNOPAR Cient. Exatas Tecnol., Londrina, v. 8, n. 1, p. 27-33, Nov. 2009
31
Eletrodeposição de Ligas Metálicas Nobres para Fabricação de Jóias e Jóias Folheadas
evitar as contaminações por transferência. Os banhos de préprateação contêm baixo teor de prata e relativamente alto teor
de cianeto livre. A pré-prateação do aço geralmente é feita em
duas etapas: a primeira, em solução contendo, além da prata,
cobre, e a segunda, na solução convencional de pré-prateação.
Além de assegurar a boa aderência da prata do metalbase, a pré-prateação melhora a penetração e a distribuição da
camada principal.
7 Eletrodeposição dos Metais do Grupo da Platina
Os demais metais nobres são chamados de metais do grupo
da platina, que abrange a platina, o paládio, o ródio, o rutênio,
o ósmio e o irídio não possuem muitas ligas. Nas indústrias de
jóias folheadas estão sendo utilizados em pequena proporção
os metais ródio, o paládio e a platina.
A platina é o metal mais duro utilizado pelos joalheiros,
podendo ser usado nos trabalhos mais delicados e compostos
de pedras. É um dos metais que menos reações químicas sofre
com o passar do tempo (RIBEIRO, 2002).
O ródio é um metal branco acinzentado de excepcional
resistência química, além de possuir elevada dureza, entre 800
a 900 vickers (HV). Sua aplicação vai desde as indústrias de
jóias folheadas, fabricação de aparelhos óticos, armações de
óculos e até na eletrotécnica.
O ródio pode ser depositado diretamente sobre prata,
ouro, cobre, níquel e suas ligas. Sobre estanho, chumbo,
zinco, cádmio, alumínio e ferro, deve-se utilizar uma camada
intermediária com alguns desses metais já citados, mas
preferencialmente sobre ouro e níquel, pois esses depósitos
apresentam maior resistência à corrosão.
As camadas de ródio são obtidas a partir de soluções
fortemente ácidas, geralmente a base de ácido sulfúrico.
São empregados aditivos junto ao eletrólito para diminuir
a codeposição de hidrogênio e a tendência à formação de
fissura. Também é aplicado sobre peças de pratas para evitar
o embasamento.
O paládio, um metal do grupo da platina, foi usado
primeiramente para a jóia quando a platina foi declarada
como um metal estratégico e reservada para o uso das forças
armadas (RIBEIRO, 2002).
Como membro dos metais do grupo das platinas, o
paládio compartilha muito dos atributos da primeira. É raro,
hipoalergênico, de branco naturalmente brilhante, durável,
de baixa densidade e puro. A baixa densidade significa que
formas e volumes maiores e mais opulentos podem ser criados
com o mesmo peso, permitindo uma grande flexibilidade no
design. É ideal para brincos, colares e outras peças da moda
onde a platina é muito pesada.
O paládio é geralmente usado na joalharia em uma liga
950, feita de 95% de paládio e 5% de rutênio, juntamente com
mínimas quantidades de prata e gálio.
32
8 Eletroformação de Jóias
A manufatura de jóias tem longa tradição e tem sido
desenvolvido novo método para a produção de jóias
industrialmente. Existem quatro métodos importantes para
a manufatura de jóias (ARNET; SANTOS, 1997): produção
manual; produção por fundição; produção por estamparia;
produção por eletroformação.
A eletroformação é uma técnica recente, a primeira patente
para fabricação de jóias foi registrada em 1980 na Alemanha.
A técnica consiste na deposição eletrolítica sobre um molde,
geralmente de cera, onde no final do processo o molde é
removido, ficando apenas a jóia oca (KUHN; LEWIS, 1988).
Dentre as principais vantagens deste processo temos:
• Pouco peso, tornando a jóia mais leve e confortável ao uso,
principalmente brincos;
• O processo permite a reprodução de pequenos detalhes;
• Utiliza menos etapas de produção, não utilizando muita mão
de obra;
• Não ocorrem perdas do metal precioso durante a fabricação;
• Podem ser obtidas diferentes ligas de ouro, os mais usuais
são: 8, 9, 14, 18 e 24K;
• Atende aos requisitos de fineza e conformidade do mercado.
Antigamente a eletroformação era uma etapa complexa
e longa. Os eletrólitos eram operados de 60 a 80ºC, que
exigiam moldes feitos de ligas de baixa fusão. Hoje os banhos
podem ser operados a temperaturas que variam de 38°C a
45ºC, permitindo o uso de moldes de cera. Essas melhorias
implicam em processos menos complexos e mais rápidos.
Uma peça eletroformada já pode ser produzida em 14 horas.
Para moldes de cera, são fundidos fios metálicos nas peças
e estas serão recobertas com tinta à base de prata ou grafite
para torná-las eletricamente condutivas. Após a secagem da
tinta, as peças são imersas no banho de eletroformação para a
deposição metálica, quando a espessura desejada é alcançada,
as peças são removidas e lavadas. Para remoção da cera,
pequenos furos são feitos nas peças e a cera é facilmente
removida com o uso de solventes.
Os eletrólitos de eletroformação, diferentemente
dos eletrólitos convencionais, são operados com uso de
computadores, que monitoram a densidade de corrente,
pH, e teor dos metais durante a fabricação. Os banhos são
geralmente à base de cianeto, que depositam ligas de ourocobre-cádmio, variando na quilatagem e coloração. Outro
processo cianídrico usa a liga ouro-prata, que possibilita a
variação na quilatagem de 8 à 18K, são banhos mais rápidos e
de um controle mais fácil.
Esse processo permite também a fabricação de jóias de
24K, com variação de 99 a 99,9%, a diferença neste processo
é que a peça de ouro 24K é mais dura que o ouro fundido.
A eletroformação produz camadas de que variam de 0,1 a
0,2 mm de espessura. No caso do ouro 24K a espessura pode
chegar a 0,25 mm (CORTI, 2003).
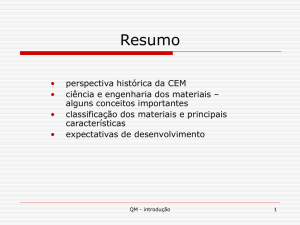
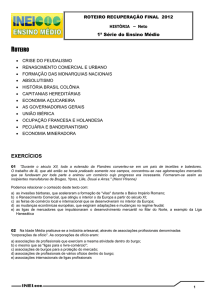
A eletroformação é um processo de eletrodeposição, assim
como o banho, ou seja, a peça é o catodo imerso em uma
LISBOA, A.; BARIN, C. S. / UNOPAR Cient. Exatas Tecnol., Londrina, v. 8, n. 1, p. 27-33, Nov. 2009
Eletrodeposição de Ligas Metálicas Nobres para Fabricação de Jóias e Jóias Folheadas
solução, onde está presente o metal a ser depositado, quando
se aplica a corrente elétrica o metal presente na solução
migra em direção ao catodo, fixando-se no mesmo. A figura 2
apresenta o esquema do sistema de eletroformação.
Tratamento de Superfíci, n. 136, p. 38, Mar. 2004.
FOLDES, P.A. Galvanotécnica Prática. São Paulo: USP, 1973.
FOWLE, K. Electroforming on beads. Jewerly Artist Magazine.
Disponível em:
<http://www.jewelryartistmagazine.com/stepbystep/oct00jj.
cfm>. Acesso em: 6 mar. 2009.
Fonte: Fowle (2009)
Figura 2: Esquema do sistema de eleformação de jóias
O processo de eletroformação ocorre da seguinte forma:
• Obtenção da matriz (pode ser uma peça em cera, metalina ou
qualquer material que possa ser removido após o processo,
através de calor ou ataque químico sem prejuízo para o
material externo);
• Revestimento da matriz com material eletrocondutivo (no
caso cera e materiais que não conduzem eletricidade);
• Eletroformação (Banhos) (1ª camada de ouro, 2ª camada fina
de cobre para proteger a peça na retirada da matriz);
• Retirada da matriz (fazendo-se um pequeno furo no
eletroforme, e aplicando-se calor ou imergindo em ácido
nítrico (no caso do ouro), remove-se o interno, seja por
corrosão ou pelo derretimento dele);
• Fechamento da peça (fechando-se o furo que permitia a
retirada do interno);
• Acabamento da peça (lixa, polimento, soldagem de pinos,
etc.).
9 Considerações Finais
As técnicas eletroquímicas de deposição apresentam
grande aplicabilidade na indústria de jóias e bijuterias,
possibilitando a obtenção de recobrimentos variados com
características diferenciadas que melhoram a resistência e
aspecto das peças.
A deposição de ligas metálicas de metais nobres possibilita
a obtenção de artigos de joalheria de menor custo e maior
durabilidade. Técnicas modernas como a eletroformação
permitem ainda a produção de peças mais leves e de réplicas.
Referências
ARNET, E.; SANTOS, W.A.T. A jóia produzida através da
eletroformação de ouro. 08/1997.
AZEVEDO, M. Tratamento de superfície. Revista Química e
Derivados, n. 427, Jun. 2004
BOCKRIS, J. O. M.; RAZUMNEY, G. A. Fundamental Aspects
of Electrocrystallization; Plenum Press; New York, 1967. BOSCO, A.A. et.al. Efluentes derivados dos processos de
galvanoplastia. In: III FÓRUM DE ESTUDOS CONTÁBEIS.
Rio Claro. Anais... Rio Claro, 2003.
CORTI, C.W. The shape of the Future, recent developments in
electroforming. AJM., p. 51, 2003,
D’AMARO, J.C. Cuidados na preparação de superfícies. Revista
GOEDERT, G.; ROLDO, L.. Seleção e caracterização de ligas
de prata para a indústria joalheira CBECIMat - CONGRESSO
BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS
MATERIAIS, 17., 2006. Foz do Iguaçu. Anais... Foz do Iguaçu.
Disponível em:
<http://www.metallum.com.br/17cbecimat/
resumos/17Cbecimat-302-012.pdf > Acesso em: 03 mar. 2009.
KUHN, A.T.; LEWIS, L.V.. The electroforming of gold and its
alloys. Gold Buletin. v. 21, n. 1, p.17-23, 1988.
MACEDO, M. Comparação dos cálculos teóricos com os
cálculos práticos e sistematização do processo galvânico de
ouro 18K. Santa Bárbara do Oeste: Universidade Metodista de
Piracicaba, 2006.
MUNFORD, L.M. Eletrodeposição de filmes finos de cobalto em
silício tipo n-monocristalino. Florianópolis: UFSC, 1998.
OLIVEIRA, S.C.; TORRESI, R.M.; TORRESI, S.I. Córdoba de.
Uma visão das tendências e perspectivas em eletrocromismo:
a busca de novos materiais e desenhos mais simples. Química
Nova, v. 23, n.1, p. 79-87, 2000.
PRAUS, P.; TURICOVA, M.; VALASKOVA, M. Study of silver
adsorption on montmorillonite. J. Braz. Chem. Soc. v.19, n.3, p.
549-556, 2008.
RIBEIRO, C.C. Facetas das jóias. Belém: SECTAM.PPTA, 2002.
SANTANA, R. A.C.; PRASAD, S.; SANTANA, F.S.M.
Revestimento eletrolítico com uma liga amorfa de Ni-W-B,
resistente à corrosão e ao desgaste. Ecletica Química. v. 28, n. 1,
p. 69-76, 2003.
SANTOS, M.L. et al. Estudo microestrutural e resistência à
corrosão de uma liga de Au soldada a laser, empregada em prótese
sobre implantes. Ecletica Química, v. 2, 2002. Disponível em:
<http://www.scielo.br/scielo.php?script=sci_arttext&pid=>.
SANTOS, M.S.; YAMANAKA, H.T.; PACHECO, C.E.M. São
Paulo: CETESB, 2005. 54 p. Disponível em: <http://www.cetesb.
sp.gov.br>. Acesso em: 2 mar. 2007.
SANTOS, W.A.T. Influencias das condições operacionais em
banhos de douração. Revista Tratamento de Superfície, n. 135,
p. 6. jan. 2006.
Shaikhzadeh, B. Prata, ouro e platina. Disponível em:
<http://www.elétrica.ufpr.br/piazza/materiais/BadiShaikhzadeh.
pdf>. Acesso em: 10 mar. 2007
SILVA, A.I.F.; AFONSO, J.C.; SOBRAL, L.G S.Avaliação do
efeito da concentração de carbonato na eletrodeposição de cobre
sobre discos de aço-carbono. Química Nova, v. 31, n. 7, p.18431850, 2008.
SÜSS, R. et al. Hard gold alloys. Gold Bulletin, v.11, n. 4, 1979.
WATANABE, R.H.; LIMA-NETO, B.S.. Desenvolvimento
de banhos eletrolíticos para tratamentos de superfícies usando
compostos bem definidos de metais de transição. Revista
Analytica, n. 31, p.72-77, 2007.
LISBOA, A.; BARIN, C. S. / UNOPAR Cient. Exatas Tecnol., Londrina, v. 8, n. 1, p. 27-33, Nov. 2009
33