UFSJ – UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL-REI
62
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA
MECÂNICA
MARCUS VENICIUS TAVARES MACHADO
EFEITO DA ADIÇÃO DE TERRAS RARAS NA LIGA ZK60 FUNDIDA
NO ESTADO SEMI-SÓLIDO POR MEIO
TRATAMENTO TÉRMICO T6
SÃO JOÃO DEL-REI, 26 de março de 2015.
Marcus Venicius Tavares Machado
EFEITO DA ADIÇÃO DE TERRAS RARAS NA LIGA ZK60 FUNDIDA
NO ESTADO SEMI-SÓLIDO POR MEIO
TRATAMENTO TÉRMICO T6
Dissertação
apresentada
ao
Curso
de
Mestrado da Universidade Federal de São
João Del-Rei, como requisito para a obtenção
do titulo de Mestre em Engenharia Mecânica.
Área de Concentração: Materiais e Processos
de Fabricação.
Orientador: Prof.Dr. Antônio Luiz Ribeiro
Sabariz.
SÃO JOÃO DEL-REI, 26 de março de 2015.
DEDICATÓRIA
Dedico
este
trabalho
a
minha
querida esposa que sempre esteve
presente em todos os momentos
me apoiando e incentivando.
AGRADECIMENTOS
Gostaria de agradecer de forma especial a Deus pela minha existência e a
todas as pessoas que direta e indiretamente participaram em mais esta conquista de
minha vida.
Desejo agradecer ao meu professor e orientador Prof.Dr. Antônio Luiz Ribeiro
Sabariz, pela valiosa ajuda durante esta jornada. Não posso deixar também de
agradecer ao Prof.Dr. Haroldo Cavalcanti Pinto e o doutorando Erenilton Pereira da
Silva ambos da USP-EESC pela grande ajuda nesta e outras etapas. Um obrigado a
todos os professores que me acompanharam nesta jornada.
Um agradecimento muito especial a empresa RIMA pelos lingotes cedidos
para a realização deste trabalho.
A CAPES pelo apoio financeiro.
A UFSJ, pela infraestrutura.
O meu muito obrigado é direcionado ao Sr. Francisco e ao Sr. Emilio, pela
ajuda e simpatia prestada durante as longas jornadas desprendidas nos laboratórios,
não podendo esquecer os bolsista do Grupo Pet: Henrique, Victor, Marina, Ana,
Pedro, Francis, Lucas, Stephanie e outros que de forma direta sempre estiveram
presentes neste trabalho.
Não posso esquecer o meu grande agradecimento para minha família,
principalmente a minha esposa, Márcia, que sempre apoiou, e acreditou em meu
sucesso.
Agradeço também a todos os meus colegas de curso, principalmente Rogério
e Sandro que sempre me apoiaram nas horas difíceis.
A todos que contribuíram neste trabalho, o meu sincero reconhecimento.
Muito obrigado.
EPÍGRAFE
“Jamais considere seus estudos
como uma obrigação, mas como
uma oportunidade invejável para
aprender a conhecer a influência
libertadora da beleza do reino do
espírito, para seu próprio prazer
pessoal
e
para
proveito
da
comunidade à qual seu futuro
trabalho pertencer”.
Albert Einstein (1879-1955)
RESUMO
O magnésio e suas ligas tem adquirido importância cada vez mais
significativa como material estrutural de peso leve despertando um interesse pela
indústria uma vez que oferece a melhor relação peso/resistência entre os metais. Os
campos mais conhecidos de sua aplicação consistem na construção de veículos, na
indústria aeronáutica, manipulação industrial (automatização) e tecnologia de
comunicação. Em particular, a indústria automobilística tem crescentemente
ampliado a utilização de ligas de magnésio na produção de peças que vão desde
caixas de câmbio até aros de rodas. As principais razões para este desenvolvimento
são: mudanças na legislação ambiental, às exigências de cliente, e objetivos
corporativos que requerem veículos mais leves diminuindo o consumo de
combustível. O presente trabalho tem como objetivo realizar um estudo da liga de
magnésio ZK60 com adição de mischmetal 1,5% em peso e sem adição, analisando
e comparando a influência do tratamento térmico T6, composto de solubilização
seguido de envelhecimento artificial, com relação à propriedade mecânica de micro
dureza Vickers. Dessa forma, a liga estudada foi fundida por tixofundição com
resfriamento controlado em água a temperatura ambiente. Nos corpos de prova
extraídos dos lingotes foram submetidos ao tratamento térmico T6, análise estrutural
de microestrutura e caracterização mecânica através do ensaio de micro dureza
Vickers. Neste trabalho, estudou-se o uso da fundição sob agitação mecânica no
estado semi-sólido para a obtenção da liga de Mg ZK60 modificada com a adição de
1.5% em peso de MISCHMETAL. O resultado da fundição demonstra que o
processo permite obter tarugos com composição química homogênea, livres de
rechupe, defeitos e oxidação interna. A microestrutura da liga como fundida consiste
de uma matriz de grãos globulares de forma heterogênea com α-Mg reforçada por
distintos precipitados dos tipos Mg-Zn, Mg-Zn-RE e Mg-RE* nos contornos de grão.
Verificou-se a propriedade mecânica de micro dureza Vickers, comparando os
resultados das ligas, como fundida com as tratadas termicamente, por T6, com e
sem adições de Terras Raras RE*, apresentando assim aumento na dureza após
tratamento térmico. *RE (Rare Earth)
Palavras-chave: Magnésio, Terras Raras, Fundição, Semi-sólidos,T6.
ABSTRACT
Magnesium and its alloys has gained importance increasingly significant as
light weight structural material awakening an interest in industry as it offers the best
weight/resistance between metals. The most popular fields of application are the
construction of vehicles, in the aircraft industry, industrial engineering (automation)
and communication technology. In particular, the auto industry has increasingly
expanded the use of magnesium alloys in the production of pieces ranging from gear
boxes to wheel rims. The main reasons for this development are: changes in
environmental legislation, to customer requirements and business objectives that
require lighter vehicles decreasing fuel consumption. This work aims to realize a ZK60 magnesium alloy study with addition of mischmetal 1.5% by weight and no added
by analyzing and comparing the influence of the heat treatment T6, compound
solubilization followed by artificial aging, with respect the mechanical properties of
micro Vickers hardness. The studied alloy was tixocasted with controlled cooling with
water at room temperature. The specimens extracted from the ingot were subjected
to heat treatment T6 structural analysis of microstructure and mechanical
characterization by means of the micro Vickers hardness test. In this work, the use of
mechanical stirring casting was studied in a semi-solid state to obtain Mg ZK60 alloy
modified with the addition of 1.5% by weight mischmetal. The results demonstrate
that this casting process engender ingots with homogeneous chemical composition,
free of pipes, blowholes and internal oxidation. The microstructure of the alloy as cast
consists of a globular grain matrix heterogeneously with α-Mg reinforced by
precipitates of different Mg-Zn, Mg-Zn-Mg-RE* and Mg-RE* types at grain
boundaries. Furthermore, the mechanical properties of micro Vickers hardness by
comparing the results of the alloys as cast with heat treated by T6 with and without
addition of rare earth, an increase in hardness after heat treatment.
Earth)
Keywords: Magnesium, Rare Earth, casting, semi-solid, T6.
RE* (Rare
SUMÁRIO
1.
INTRODUÇÃO............................................................................................................ 17
1.1. Objetivos ................................................................................................................................. 18
1.2. Justificativa ............................................................................................................................. 19
2.
REVISÃO DE LITERATURA ...................................................................................... 20
2.1.
O magnésio ........................................................................................................................... 20
2.2.
Demanda por magnésio........................................................................................................ 20
2.3.
Ocorrências Naturais ........................................................................................................... 24
2.4.
Processos de obtenção ....................................................................................................... 25
2.5.
Principais características .................................................................................................... 27
2.6.
Propriedades físicas e químicas do magnésio ................................................................. 28
2.7.
Propriedades mecânicas Gerais do magnésio ................................................................. 29
2.7.1. Propriedades estáticas de ligas de magnésio forjadas. .............................................. 30
2.8. Influência da Corrosão ............................................................................................................ 31
2.9.
Vantagens e desvantagens do uso do magnésio ............................................................. 31
2.10.
Utilização do magnésio ...................................................................................................... 35
2.11.
Ligas de magnésio .............................................................................................................. 35
2.11.1. Principais elementos de liga ......................................................................................... 35
2.11.2. Classificação e nomenclatura das ligas de magnésio ............................................... 38
2.12. Processos de fundição do magnésio ................................................................................. 41
2.12.1. Tixofundição ................................................................................................................... 42
2.13. Propriedades mecânicas das ligas de magnésio ............................................................. 45
2.13.1 Propriedade mecânica de micro dureza Vickers .......................................................... 47
2.14. Tratamentos térmicos .......................................................................................................... 48
2.14.1.
Solubilização ................................................................................................................ 49
2.14.2. Têmpera............................................................................................................................ 50
2.14.3 Envelhecimento ................................................................................................................ 51
2.15. Caracterização liga ZK60+2,5%RE ...................................................................................... 52
2.15.1. Calorimetria Diferencial Exploratória (DSC) ................................................................ 53
2.15.2.
Microestrutura ............................................................................................................. 54
3. MATERIAIS E METÓDOS ............................................................................................... 57
3.1.
Materiais ................................................................................................................................. 57
3.2.
Tratamentos térmicos ........................................................................................................... 60
3.3.
Microestrutura ....................................................................................................................... 62
3.3.1. Preparação metalógrafica ............................................................................................... 62
3.3.2. Caracterização da microestrutura .................................................................................. 64
3.3.3. Ensaio mecânico .............................................................................................................. 64
3.4.
Tratamento estatístico .......................................................................................................... 65
4. RESULTADOS E DISCUSSÕES .................................................................................... 66
4.1.
Procedimentos de fundição ................................................................................................. 66
4.2
Composição química dos tarugos fundidos ....................................................................... 67
4.3.
Microestruturas como fundida ............................................................................................ 67
4.3.1. Microestrutura com adição de mischmetal, como fundida ........................................ 68
4.3.2. Microestrutura sem adição de mischmetal, como fundida ........................................ 70
4.4. Tratamento térmico T6 ........................................................................................................... 73
4.5. Propriedades mecânicas ....................................................................................................... 74
5. CONCLUSÃO ................................................................................................................. 80
6. TRABALHOS FUTUROS................................................................................................ 81
7. REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................... 82
LISTA DE TABELAS
Tabela 1 - Mercado mundial de magnésio (mil t) período 2005 a 2008 .............................................. 21
Tabela 2 - Mercado mundial de magnésio (t) ano 2008 ...................................................................... 21
Tabela 3 - Mercado mundial de magnésio - período 1998 a 2008 ....................................................... 22
Tabela 4 - Taxa anual de crescimento do mercado brasileiro .............................................................. 23
Tabela 5 - Segmentos do mercado brasileiro de magnésio ano de 2008. ............................................ 23
Tabela 6 - Evolução do magnésio metálico na China ............................................................................ 27
Tabela 7 - Propriedades físicas e químicas do magnésio puro ............................................................. 28
Tabela 8 - Valores de resistência a tração e compressão de ligas de magnésio extrudadas e forjadas 30
Tabela 9 - Aplicações estruturais. Adaptado (K.U. KAINER 2003) ......................................................... 32
Tabela 10 - Principais elementos de liga para o magnésio e seus efeitos. Adaptado (BROOKS, 1982 e
DIEGO CUNHA MALAGUETA, 2003) ...................................................................................................... 37
Tabela 11 - Classificação dos elementos de liga (ASTM - 1990) ........................................................... 39
Tabela 12 - Classificação das ligas de magnésio (ASTM-1990) ............................................................. 39
Tabela 13 - Condição do tratamento térmico mecânico (ASTM-1990) ................................................ 40
Tabela 14 - Especificação composição química liga ZK60 (ASTM- 2009) .............................................. 41
Tabela 15 – Tratamentos térmico de solubilização e envelhecimento ................................................ 62
Tabela 16 - Composição química do tarugo fundido com mischmetal ................................................. 67
Tabela 17 - Composição química do tarugo fundido sem mischmetal. ................................................ 67
Tabela 18 - Condições dos processos .................................................................................................... 76
Tabela 19 - Análise da variância, dados Anova pelo Software Minitab ................................................ 77
LISTA DE FIGURAS
Figura 1 - Mercado mundial de magnésio (t) - ano 2008 ...................................................................... 22
Figura 3 - Peças de automóveis: a) volante de direção e b) alojamento e caixas de comando.
(Volkswagen AG) (K.U. Kainer 2003) ..................................................................................................... 33
Figura 4 - Tampa da caixa de velocidade forjado para helicóptero, ZK60-T6, 1020x445mm, 44kg. .... 34
Figura 5 - Peças automotivas projetadas em ligas de magnésio. Portas de carros lateral e ................ 34
Figura 6 - Outras aplicações das ligas de magnésio como motosserras e notebook. ........................... 34
Figura 7 - Proporções das aplicações metalúrgicas do magnésio em 1997. Adaptado ........................ 35
Figura 8 - Processo ilustrado de Tixofundição. Adaptado (K.U. KAINER 2003) ..................................... 42
Figura 9 - Composição típica em função da temperatura, mostrada pelo diagrama de fases Mg/Al
para tixofundição da liga AZ91. Adaptado (K.U. KAINER 2003) ............................................................ 43
Figura 10 - Dentritas e globulares formações em ligas de Mg e Al. ...................................................... 45
Figura 11 - Indentador, cálculo da micro dureza Vickers. Adaptado (SMITH,W.F.,2012) ..................... 47
Figura 12 - Exemplo da medição das diagonais d1 e d2 dos ensaios de micro dureza Vickers. ........... 48
Figura 13 - Adaptado ( CALLISTER 2014 e SMITH 2012)........................................................................ 49
Figura 14 - Curva esquemática de envelhecimento. Adaptado (SMITH W.F., 2012, McGraw-hill) ...... 52
Figura 15 - Curva de aquecimento e resfriamento a 2 K/min. da liga ZK60+2,5%RE no ensaio de ...... 54
Figura 16 - Como fundida, imagens por MEV, eletrons retroespalhados BSE. ADAPTADO (SILVA,
Erenilton Pereira, USP-EESC 2012). ....................................................................................................... 55
Figura 17 - Mapeamento por EDS da distribuição de Zn, Ce e La nos precipitados observados. ......... 56
Figura 18 - Apresenta o tarugo quadrado após corte, com trincas, rechupes e porosidades. ............. 57
Figura 19 - Apresenta tarugo quadrado após corte, com trincas e rechupe. ....................................... 58
Figura 20 - Apresenta tarugo redondo após corte, isento de defeitos. ............................................... 58
Figura 21 - Sistema binário Mg/Zn. Adaptado (FRIEDRICH MORDIKE 2006) ........................................ 59
Figura 22 - Forno resistivo ..................................................................................................................... 60
Figura 23 - Tarugo 124 mm de diâmetro por 245 mm de altura .......................................................... 60
Figura 24- Forno de tratamento térmico. ............................................................................................. 61
Figura 25 - Embutimento ...................................................................................................................... 63
Figura 26 – Lixamento
Figura 27 - Polimento................................................... 63
Figura 28 - Limpeza Ultrassônica........................................................................................................... 63
Figura 29 - Medidor de micro dureza Vickers ....................................................................................... 64
Figura 30 - Imagens a e b ZK60+1,5%MM, como fundida, MO, grãos de tamanhos heterogêneos .... 68
Figura 31 - Imagens a, b e c. liga ZK60+1,5% MM, como fundida, obtido por MEV. ............................ 69
Figura 32 - Mapeamento com EDS, imagens a e b, apresentando percentual em massa da micro..... 69
Figura 33 - Mapeamento com EDS, imagens a, b, e c, apresentando micro análise química,.............. 70
Figura 34 – Imagens a e b liga ZK60 sem MM, como fundida, MO, grãos de tamanhos ...................... 71
Figura 35 - Imagens a, b e c liga ZK60 sem MM, como fundida, MEV. ................................................. 72
Figura 36 - Mapeamento com EDS, imagens a e b, apresentando percentual em massa da ............... 72
Figura 37 - Mapeamento com EDS, imagens a, b e c apresentando micro análise química................. 73
Figura 38 - Envelhecimento por 12 horas após solubilização à 400°C por 24 horas ............................ 74
Figura 39 - Envelhecimento por 12 horas após solubilização à 350°C por 24 horas ............................ 75
Figura 40 - Envelhecimento por 12 horas após solubilização à 250°C por 24 horas ............................ 75
Figura 41 - Dados de micro dureza Vickers para Minitab ..................................................................... 78
LISTA DE ABREVEATURAS E SIMBOLOS
A
Área da pirâmide de base quadrada
ABM
Associação Brasileira de Metalurgia
ASM
American Society for Materials
ASTM
American Society for Testing and Materials
AZ31
Liga de magnésio com 3% de Alumínio e 1% de Zinco
AZ61
Liga de magnésio com 6% de Alumínio e 1% de Zinco
AZ80
Liga de magnésio com 8% de Alumínio e 0,43% máximo de Zinco
AZ91
Liga de magnésio com 9% de Alumínio e 1% de Zinco
BSE
Elétrons retroespalhados
d
Valor médio das diagonais
DSC
Calorimetria diferencial exploratória
EDS
Espectroscopia de Energia Dispersiva de raio-x
EESC
Escola de Engenharia de São Carlos
F
Força
HCP
Hexagonal Compacta
HV
Micro dureza Vickers
IF
Instituto Federal
MET
Microscópio Eletrônico de Transmissão
MEV
Microscópio Eletrônico de Varredura
MG
2
[mm ]
[mm]
[Kgf]
Minas Gerais
MM
Mischmetal, composto de Terras Raras (Lantânio, Cério, Neodímio e Praseodímio)
MO
Microscópio Ótico
RE
Rare Earth, Terras Raras
T1
Temperatura de solubilização a 400ºC
T2
Temperatura de solubilização a 350ºC
T3
Temperatura de solubilização a 250ºC
T4
Temperatura de envelhecimento a 150ºC
T5
Temperatura de envelhecimento a 200ºC
T6
Temperatura de envelhecimento a 250ºC
USP
Universidade Estadual de São Paulo
WE43
Liga de magnésio com 4% de Ítrio e 3% de Terras Raras
WE54
Liga de magnésio com 5% de Ítrio e 4% de Terras Raras
ZK30
Liga de magnésio com 3% de Zinco e 0.43% máximo de Zircônio
ZK60
Liga de magnésio com 6% de Zinco e 0,43% máximo de Zircônio
σc
Limite de Resistência a Compressão
[MPa]
σe
Limite de Escoamento
[MPa]
σu
Limite de Resistência a Tração
[MPa]
1.
INTRODUÇÃO
As ligas de magnésio podem ser consideradas como materiais metálicos do
futuro, o consumo de peças fundidas neste material tem aumentado 25% por ano e
esta taxa de crescimento tende a se manter constante, pois as indústrias de
automóvel, computadores, ferramentas e eletrônicos estão aproveitando as
propriedades vantajosas do magnésio tais como: elevada relação de resistência e
baixo peso, boas propriedades de amortecimento, resistência contra deformação e
boa blindagem eletromagnética.
Como se tem focado na última década a economia de recursos energéticos,
as grandes empresas objetivam alcançar entre outras soluções a redução dos pesos
dos componentes mecânicos, o que se permite uma economia de combustível,
aumento no desempenho das máquinas e redução de emissão de poluentes.
Cada vez mais as ligas ferrosas estão sendo substituídas por novos materiais
tais como, a liga de magnésio, compostos poliméricos, fibras compósitas e ligas não
ferrosas de baixa densidade. Dentre os metais chamados de Liga Leve, os mais
presentes são as ligas de Alumínio, ligas de Titânio, e mais recentemente as ligas de
Magnésio.
A demanda pelo potencial de produção do magnésio não é preocupante, já
que é o oitavo elemento mais comum do mundo e o sexto entre os metais,
representando aproximadamente 2% da superfície da terra. O elemento magnésio
pode ser obtido por eletrólise do cloreto de magnésio fundido, o qual é obtido da
água de poços salinos ou do mar, e também pode ser produzido pela redução direta
de um minério com um agente redutor adequado, como é o caso da dolomita
reduzida pelo ferro silício.
A indústria aeronáutica comercial e militar empregou ligas de Mg
consideravelmente a nível estrutural nas décadas de 1950 a 1970, mas seu uso nas
décadas seguintes foi limitado devido a problemas de corrosão. Atualmente, a fim de
17
aprimorar o desempenho desta nova classe de materiais leves para construção
mecânica, pesquisadores têm se empenhado em todo o mundo no desenvolvimento
de novas ligas, visando inserir novamente a sua utilização.
Ligas de Mg-Zn-Zr do tipo ZK representam uma matriz de máxima resistência
mecânica dentre todas as ligas de Mg. Além disso, estudos recentes têm
demonstrado que a adição de terras raras (RE) melhora a resistência à corrosão e à
oxidação (devido à formação de filmes de óxidos densos a partir dos elementos
terras raras em solução sólida), um estudo aprofundado de ligas do tipo ZK com
adições distintas de elementos RE pode resultar em alternativas para uma retomada
do uso de materiais à base de Mg a onde busca-se uma redução mais significativa
de peso estrutural.
A produção em escala laboratorial da liga ZK60 (Mg-6%Zn-1%Zr) modificada
com a adição de 1,5% em peso de mischmetal, que é uma mistura de elementos RE
com custo mais acessível, através de processo de fundição de precisão em estado
semi-sólido, bem como o estudo do impacto do tratamento térmico T6 na
microestrutura e nas propriedades mecânicas do material.
Este trabalho foi realizado por meio de uma parceria entre a Universidade
Federal de São João Del Rei (UFSJ) e a Escola de Engenharia de Materiais de São
Carlos pertencente à Universidade Estadual do Estado de São Paulo (USP), que
permitiu o uso de seu laboratório de fundição, para obtenção dos lingotes das ligas
de magnésio ZK60 com e sem adição de mischmetal.
1.1.
Objetivos
O objetivo é a caracterização da liga ZK60 - modificada com adição de 1,5%
em peso michsmetal fundido pelo processo de Tixofundição, com os ensaios de :
micro dureza Vickers HV, Microscopia Ótica(MO), Microscopia Eletrônica de
Varredura(MEV), Espectroscopia de Dispersão de Energia (EDS) acoplada ao MEV.
Comparando os resultados obtidos da liga ZK60 como fundidas, com e sem adição
de MM, seguido do tratamento térmico T6. Variando as temperaturas: solubilização
18
nas faixas de 250ºC, 350ºC e 400ºC e as temperaturas de envelhecimento nas
faixas de 150ºC, 200ºC e 250ºC.
1.2.
Justificativa
Atualmente é crescente a procura por materiais que contribuam para reduzir
as emissões de CO₂, causando com isso menor poluição e menor ataque à camada
de ozônio. Aproximadamente 23% das emissões de CO₂ tem origem no setor de
transportes. Assim uma importante estratégia para a sustentabilidade deste setor
consiste em atuar na redução do peso de estruturas automotivas e aeroespaciais,
fato que implica não apenas na diminuição da emissão de poluentes, mas também
das despesas com a energia consumida (WATARAI, H., (2006) SCIENCE &
TECHNOLOGY TRENDS, 18, PP. 84-97).
Neste sentido, uma crescente demanda por materiais à base de magnésio
(Mg) justifica-se devido à sua baixa densidade (2/3 do alumínio), fácil usinabilidade,
boa resistência mecânica específica se comparado com os demais materiais
metálicos e elevado potencial de reciclagem (FRIEDRICH, H.E., MORDLIKE B.L.,
MAGNESIUM
TECHNOLOGY.
APPLICATIONS,
(2006)
SPRINGER-VERLAG
BERLIN HEIDELBERG).
O magnésio é um material ainda pouco explorado, com grande potencial para
a sua aplicabilidade, como materiais de alto desempenho (K.U.KAINER 2003).
A liga ZK60, modificada com adição de Mischmetal representa uma importante
matriz para o desenvolvimento de materiais com aplicação em estrutura aeronáutica
e componentes mecânicos (motores de carros e etc.). A adição de Mischmetal
(terras raras) 1,5% em peso virá formar intermetálicos de elevado ponto de fusão e
estabilidade termoquímica, aumento da resistência mecânica a temperatura
ambiente e melhoria na propriedade de corrosão. (E.P.SILVA, 2012, FUNDIÇÃO NO
ESTADO SEMI-SÓLIDO DE LIGA ULTRA LEVE DE MAGNÉSIO ZK60 COM
ADIÇÃO DE TERRAS RARAS).
19
2.
REVISÃO DE LITERATURA
2.1.
O magnésio
O magnésio é um elemento químico de símbolo Mg de número atômico 12
(12 prótons e 12 elétrons), com massa atômica 24 u; metal alcalino-terroso sólido
nas condições ambientais, pertencente ao grupo (ou família) 2 (anteriormente
chamada 2A). É o sexto elemento entre os metais em abundância constituindo em
torno de 2% da crosta terrestre, sendo o terceiro mais abundante na água do mar
(K.U.KAINER 2003).
2.2.
Demanda por magnésio
Historicamente o primeiro uso de magnésio pela indústria automobilística
ocorreu com a Volkswagen Beetle em 1930, usando uma caixa de transmissão em
magnésio fundido. Com o uso de magnésio fundido em vez de ferro fundido houve
uma redução de peso de 50 Kg, passando assim o peso do componente para 17 kg.
Um dos destaques para o uso do magnésio na indústria automobilística se dá em
razão da economia de combustível, para isto a redução de peso morto no veículo é
grande importância. As ligas de magnésio mostram-se uma alternativa viável e de
futuro, com uma redução de peso em relação a ligas de alumínio na ordem de 33%
e de 75% em relação ao ferro fundido e aços.
O uso do magnésio foi extensivo durante a Primeira (1914-1918) e Segunda
(1939-1945) Guerra Mundial, principalmente em artefatos militares. Em 1944, o
consumo alcançou 280.000 t/ano, mas após a guerra reduziu para 10.000 t/ano e
em 1998 com o renovado interesse e novas legislações ambientais, o consumo
aumentou para 360.000 t/ano a um preço de US$ 3,6 dólares por quilo (MORDIKE E
EBERT 2001).
Conforme a Tabela 1, a taxa anual de produção de magnésio vem crescendo
durante este período a uma taxa de 7,41% aa, sendo que as maiores taxas de
20
crescimento concentram principalmente nos segmentos de die casting e ligas de
alumínio.
Tabela 1 Mercado mundial de magnésio (mil t) período 2005 a 2008
Mundo
China
Total
Mundo
China
Total
Mundo
China
Total
2008
Total
Die
Casting/Gravi
dade/Confor
mação
Ligas de
Alumínio
Dessulfuração
Outros
TOTAL
2007
China
Segmento
2006
Mundo
2005
168,2
25,9
194,1
172,8
51,0
223,8
181,9
92,0
273,9
189,3
68,5
257,8
168,9
30,1
199,0
173,0
41,0
214,0
182,1
65,0
247,1
210,7
45,0
255,7
73,5
19,2
92,7
83,1
28,0
111,1
85,5
30,0
115,5
87,9
10,0
97,9
37,9
30,3
68,2
32,6
36,0
69,2
39,5
76,0
115,5
40,5
34,5
75,0
448,4
105,5
553,9
461,5
156,6
618,1
489,0
263,0
752,0
528,4
158,0
686,4
Tabela 1. Adaptado (ABM – 11º Seminário de metais não ferrosos – SP – Setembro 2009)
A China apresenta-se com uma taxa de crescimento médio anual de consumo
de 14,4%, ultrapassou o consumo Americano e torna-se o maior consumidor
mundial de magnésio, respondendo por 23% da demanda total.
O magnésio vem sendo utilizado em diversos segmentos como apresentado
Tabela 2 e Figura 1
Tabela 2 - Mercado mundial de magnésio (t) - ano de 2008
Segmento
Die Casting/Gravidade/Conformados
Ligas de Alumínio
Dessulfuração
Redução Metálica
Nodularização
Outras
Total
Quantidade
257.779
255.704
97.885
35.000
11.985
28.000
686.353
%
37,56
37,26
14,26
5,10
1,75
4,07
100,00
Adaptada (ABM 11º - Seminário de metais não ferrosos - SP- setembro/2009).
21
Figura 1 - Mercado mundial de magnésio (t) - ano 2008
Adaptada (ABM 11º - Seminário de metais não ferrosos - SP- setembro/2009).
Conforme a Tabela 3. apresenta uma taxa média de crescimento anual de
11,6%, no mercado automobilístico concentra-se mais de 80% das aplicações das
ligas de magnésio, em seguida vem o segmento 3C (Computação, Comunicação e
Consumo) vem apresentando significativamente taxas de crescimento nos últimos
anos.
Tabela 3 - Mercado mundial de magnésio - período 1998 a 2008
Tabela 3 – Adaptada (ABM 11º- Seminário de metais não ferrosos – SP – Setembro/2009).
22
O mercado brasileiro de magnésio para o período 1998/2008, a taxa média de
crescimento nos últimos 10 anos foi de 7,97% aa, como mostra a Tabela 4, superior
a média mundial, no mesmo período que foi de 5,54% aa.
Tabela 4 - Taxa anual de crescimento do mercado brasileiro
Segmento
1998 (t)
2008 (t)
Die Casting
Ligas de Alumínio
Dessulfuração
Nodulização
Outros
TOTAL
6310
1960
1641
880
80
10871
9538
7524
3525
2285
529
23401
Taxa Anual
Crescimento (%)
4,22
14,4
7,95
10,01
20,97
7,97
Adaptado (ABM – 11º Seminário de metais não ferrosos – SP – setembro/2009).
Os segmentos die casting, ligas de alumínio e dessulfuração respondem por
quase 90% de todo o mercado brasileiro, o consumo médio de magnésio na
indústria automobilística brasileira é de apenas 2,74 kg/veículo contra uma média
mundial de 4,4 kg/veículo, como Tabela 5 e Figura 2, (ABM – 11º Seminário de
metais não ferrosos - SP - setembro 2009).
Tabela 5 - Segmentos do mercado brasileiro de magnésio ano de 2008.
Segmento
Quantidade (t)
(%)
Die Casting
Ligas de Alumínio
Dessulfuração
Nodulização
Outros
TOTAL
9538
7524
3525
2285
529
23.401
40,76
32,15
15,06
9,76
2,27
100,00
Adaptado (ABM – 11º Seminário de metais não ferrosos – SP – setembro/2009).
23
Figura 2 - Segmento do mercado brasileiro de magnésio ano de 2008
Adaptado (ABM – 11º Seminário de metais não ferrosos – SP – setembro 2009).
2.3.
Ocorrências Naturais
O magnésio é encontrado na natureza em forma de sais, carbonatos, sulfetos,
óxidos e cloretos (água do mar).
Os mais importantes minerais estão listados abaixo:
Magnesita: MgCo3 (27% Mg)
Dolomita: MgCo3. CaCo3 (13% Mg)
Carnalita: MgCl2.KCl.6H2o (8% Mg)
Brucita: Mg(OH)2
É o sexto elemento entre os metais em abundância, constituindo cerca de 2%
da crosta terrestre e o terceiro mais abundante dissolvido nas águas dos mares e
oceanos, sendo o magnésio constituinte de 0,13% das mesmas. Calculado em
metal, isso representa aproximadamente 1,1 Kg por metro cúbico. Portanto, não há
limitações quanto ao fornecimento de material bruto. Em estado puro, é o mais leve
dos metais conhecidos (ROCHA 1999).
24
2.4.
Processos de obtenção
O magnésio metálico é obtido através de dois caminhos: térmico e eletrolítico.
Nos processos térmicos, o magnésio apresenta pureza de produto mais elevada por
ser obtido na forma inicial de vapor. Estes processos utilizam como fontes
alternativas a dolomita e a Magnesita. Os processos eletrolíticos têm como
vantagem de ser contínuos e apresentam menores custos de produção e menor
consumo de energia total. Utilizam como fonte cloreto de magnésio, que pode ser
proveniente da cloração da Magnesita, água do mar e salmouras concentradas
como as águas-mães das salinas (FIERN 1998).
Para extração eletrolítica de magnésio são necessários aproximadamente
15.000 kWh por tonelada de metal, uma quantidade comparável com a energia
necessária para produção da mesma quantidade de alumínio (Street 1986). Nesse
processo, o metal é obtido pela eletrólise do cloreto de magnésio (MgCl 2), método
que já foi empregado por Robert Bunsen, obtendo-o de salmouras e água do mar,
sendo também possível usar como matérias-primas magnesita, dolomita e águas
salina naturais. A extração do magnésio da água do mar responde pela maior parte
de sua produção industrial com um rendimento em torno de 80%. O magnésio é
precipitado como hidróxido – Mg(OH)2 – pela adição de óxido de cálcio (CaO). Em
seguida, o hidróxido é filtrado com ácido clorídrico produzindo o cloreto de magnésio
(MgCl2). Este, depois de seco e misturado com outros sais (para diminuir seu ponto
de fusão), é fundido a uma redução eletrolítica.
O processo silicotérmico ou ferrosilícico emprega como matéria-prima a
dolomita. O mineral ferrosilícico, liga de ferro e silício, é misturado à dolomita
calcinada e prensado em pequenos tijolos, que são postos numa retorta de aço,
submetidos ao vácuo e aquecidos a 1200ºC. Por esse processo, extrai-se o
magnésio em formas de cristais, que se funde.
O outro processo consiste na redução térmica do óxido de magnésio (MgO)
por ferro-silício derivado das minas de carbonetos. Recentemente vem sendo
25
estudada a possibilidade da produção de magnésio atravéz da eletrólise do cloreto
anidrido de magnésio (MgCl2) derivado do minério (SCHAEFER 2007).
A produção mundial de magnésio sofreu uma grande modificação nos últimos
15 anos, com a migração de 90% da capacidade instalada muldialmente para a
China. Das 21 empresas produtoras de magnésio não chinesas que operavam no
período de 1990 a 2005, somente cinco continuam operando atualmente, com
capacidade instalada conjunta de apenas 160.000 ton/ano, equivalente a apenas
12% da capacidade instalada mundial. A capacidade instalada mundial para
produção de magnésio atingiu em 2008, 1,3 milhões de toneladas, mas o fator de
utilização desta capacidade foi de somente de 50% em 2008. Em 2008 a produção
mundial de magnésio apresentou uma redução de 9% em relação ao ano anterior o
primeiro recuo registrado na produção do metal em uma década, crise de 2008.
O governo chinês, concede incentivos para o crescimento e modernização a
industria de magnésio. Existe na China uma cadeia formada por empresas,
Universidades e Centro de Pesquisa trabalhando em conjunto para melhorar
processos e desenvolver novos produtos e tecnologias para a industria de
magnésio. Evolução da produção de magnésio metálico na China, conforme Tabela
6.
Após concentrar quase 90% da capacidade instalada mundial do metal, a
China tem planos estratégicos para agregar valor a industria de magnésio deixando
de ser um exportador de matéria-prima para ser um exportador de produtos
manufaturados de magnésio.(ABM – 11º Seminário de metais não ferrosos – SP –
Setembro/2009).
26
Tabela 6 - Evolução do magnésio metálico na China
Adaptado (ABM 11º- Seminário de metais não ferrosos – SP – Setembro/2009).
No Brasil, há jazidas de Magnesita (MgCO3) no Ceará (Orós e Cariús) e na
Bahia (Brumado). Junto com o potássio, é encontrado em abundância na bacia
salífera de Sergipe, grandes reservas de dolomita existem no Paraná e em São
Paulo (SCHAEFER 2007).
A RIMA Industrial com capacidade instalada de 22.000 t/ano é o único
produtor de magnésio metálico, ligas de magnésio e magnésio em pó na America
Latina, operando há mais de 30 anos em um processo silicotérmico de elevada
eficiência. Possui planos de continuar crescendo sua produção de magnésio de
maneira modular, atendendo as necessidades do mercado nacional (ABM 11º SEMINÁRIO DE METAIS NÃO FERROSOS – SP – setembro/2009).
2.5.
Principais características
O magnésio é um metal bastante resistente e leve, aproximadamente 30%
mais leve do que o alumínio. Possui coloração prateada, perdendo seu brilho
quando exposto ao ar. Quando pulverizado e exposto ao ar, se inflama produzindo
uma chama branca intensa, rica em raios ultravioleta. O magnésio é um grande
agente redutor e reage com vários ácidos, produzindo hidrogênio, não é atacado por
bases e só a quente desloca o hidrogênio da água. Reage rapidamente, com
27
liberação de calor, em contato com o ar ou água, motivo pelo qual deve ser
manipulado com precaução. O fogo produzido pelo magnésio, portanto, não deve
ser contido através do uso de água (K.U. KAINER 2003).
2.6.
Propriedades físicas e químicas do magnésio
O magnésio possui propriedades singulares que ainda precisam ser melhor
estudadas e podem abrir caminhos para importantes mercados relacionados a
aplicações estruturais. As ligas de magnésio apresentam uma excelente relação
resistência/peso entre os metais e combinam excelentes propriedades físicas e
químicas.
Algumas das propriedades físicas e químicas do magnésio são mostradas na
Tabela 7 (ASSOCIATION 2015), (ELEMENTS 2015), (ELEKTRON 2015).
Tabela 7 - Propriedades físicas e químicas do magnésio puro
Propriedades
Valor
Massa atômica
Cor
Densidade (temperatura ambiente)
Densidade (temperatura de fusão)
Temperatura de fusão
Temperatura de ebulição
Estrutura cristalina
Calor de fusão
Coeficiente de expansão linear
Contração (sólido/líquido)
Capacidade calorífica (20ºC)
Condutividade térmica (20ºC)
Módulo de elasticidade
Elongação na fratura
Condutividade elétrica (IACS)
Pressão de vapor
24,31
Cinza prateado
1,74 g/cm³
1,58 g/cm³
650 ºC ± 5ºC
1107 ºC ± 10ºC
HCP
370 KJ / Kg ± 15
-6 -1
26 10 K
4,2%
-1
1,05 KJ . (kg K)
155 W . (K m)-1
45 GPa
1 – 12%
38%
360 Pa a 650ºC
28
2.7.
Propriedades mecânicas Gerais do magnésio
O magnésio é fornecido em várias composições incluindo metal como pureza
comercial (99,8% min.), ligas para fundição e para confecção de produtos
trabalhados. Normalmente composições diferentes são usadas para fundição em
relação às ligas trabalhadas.
Substancialmente, o magnésio puro não encontra uso prático em projetos de
engenharia e aplicações estruturais. O limite de escoamento do metal puro fundido é
de aproximadamente 20 MPa, com tensão limite de resistência de 20 MPa,
alongamento de 6% e dureza Brinell de 30 MPa.
Ligado adequadamente fornece materiais com uma ampla faixa de
propriedades mecânicas, sendo as mesmas determinadas de acordo com os
procedimentos da ASTM.
As ligas possuem dureza suficiente para aplicações estruturais, exceto
aquelas que envolvam abrasão severa. Embora haja uma grande variação de
dureza entre as ligas, a sua resistência à abrasão varia apenas de 15 a 20%.
Outra característica interessante nas ligas é a sua excelente capacidade de
amortecimento, se comparada a outros metais. A capacidade de amortecimento
pode ser uma propriedade interessante na seleção de materiais tanto para indústria
aeronáutica, como para equipamentos eletrônicos, uma vez que a capacidade de
alto amortecimento não somente reduz as vibrações causadas pela deformação
plástica, como também reduz vibrações causadas pela deformação elástica, o que
pode causar ruído.
A resistência à fadiga é outro importante fator que deve ser considerado para
as ligas de magnésio, as curvas para estas ligas tendem a um nível de menor
número de ciclos quando comparadas às ligas de alumínio. O mecanismo de
iniciação das trincas de fadiga é relacionado ao escorregamento na orientação
preferencial dos grãos e à frequente existência de micro poros. No magnésio puro, a
29
orientação da trinca é influenciada pelo deslizamento no contorno de grão
(fenômeno de fluência). Poros superficiais, rugosidade elevada e corrosão são
fatores mais importantes para a redução da vida em fadiga do que composição
química ou tratamento térmico. Essa grande diferença pode muito bem ser
entendida em uma comparação entre produtos fundidos e usinados, uma vez que os
produtos
usinados
possuem
um
acabamento
superficial
mais
refinado
e
consequentemente, uma maior vida em fadiga. O trabalho a frio cria uma
deformação plástica superficial que gera uma tensão compressiva residual que
aumenta a vida em fadiga.
Exceto em aplicações em temperaturas elevadas tem-se registrado caso de
falha por fadiga em ligas de magnésio fundido. Em geral, essas falhas têm origem
em projetos inadequados que geram concentração de tensões. (Nonferrous 2015).
2.7.1. Propriedades estáticas de ligas de magnésio forjadas.
A tabela 8, apresenta valores de tração e compressão para ligas de magnésio
extrudadas e forjadas. O comportamento das ligas de magnésio em baixas
temperaturas é bom em comparação com os aços carbonos, não apresentam fratura
frágil até -200ºC.
Tabela 8 - Valores de resistência a tração e compressão de ligas de magnésio extrudadas e forjadas
Tensão
Liga
M2
AZ 31
AZ 61
AZ 80
ZK 30
ZK 60
WE 43
WE 54
Compressão
Estado
F
F
F
F
T6
T6
T6
T6
σe
(MPa)
180
180
220
240
240
280
170
190
σu
(MPa)
250
250
300
340
290
320
260
260
A
(%)
4
14
12
10
14
12
12
10
σc
(Mpa)
110
110
130
145
190
230
165
180
Adaptação (K.U. KAINER, 2003)
30
2.8. Influência da Corrosão
O magnésio é um elemento altamente reativo, possui um forte fator
eletronegativo, sendo facilmente oxidado. Há também a formação de uma camada
passivadora de MgO, para o caso de chapas quando em contato com o ar. Com
contato em meios aquosos, desestabiliza esse filme gerando a formação de uma
película de Mg(OH)2 que não oferece proteção ao material.
A taxa de corrosão das ligas de magnésio tende a ser maior com aumento da
umidade no ambiente. Cloretos e sulfetos que se formam na superfície impedem a
formação da camada protetora e permitem a corrosão por pit. O magnésio é
rapidamente atacado por minerais ácidos exceto ácidos hidrofluorídricos.
Um grande problema que ocorre com o magnésio é a sua alta
susceptibilidade à corrosão galvânica, já que ele é o mais anódico de todos os
materiais estruturais. Especialmente em ligas de magnésio, impurezas do tipo ferro,
níquel e cobre são altamente indesejáveis diminuindo em muito à resistência a
corrosão do produto. A facilidade à corrosão da superfície das ligas convencionais
tem sido diminuída significativamente com a introdução das ligas de alta-pureza, HP,
onde há redução a níveis críticos de Fe, Ni e Cu, mas falta ainda a propriedade de
passivação, ou seja, a habilidade de criar uma película protetora aderente na
superfície (BROOKS 1982).
2.9.
Vantagens e desvantagens do uso do magnésio
Conforme já mencionado, o magnésio é o mais leve dos metais utilizados
como materiais estruturais. É esta propriedade que atrai as indústrias para substituir
materiais mais densos, não só: aços, ferro fundido e ligas a base de cobre, mas
também ligas de alumínio por ligas de magnésio.
Um resumo das vantagens e limitações de suas aplicações está descrito na
Tabela 9.
31
Tabela 9 - Aplicações estruturais. Adaptado (K.U. KAINER 2003)
Perfil característico das ligas de magnésio
Vantagens (+)
Menor densidade de todos os materiais
estruturais Metálicos.
- Alta resistência específica
- Boa fluidez e adequação para o
processo die casting.
- Fácil usinagem com altas velocidades
de corte
- Boa soldabilidade sob proteção de
gases inertes
- Prontamente disponível
Quando comparado com plástico:
- Melhores propriedades mecânicas.
- Melhor condutividade térmica e elétrica.
- Reciclável.
- Resistente ao envelhecimento.
Desvantagens (-)
- Poucas ligas otimizadas.
- Apenas algumas ligas trabalhadas
- Baixa ductilidade e dureza em
temperaturas ambientes.
- Alta resistência mecânica e fluência
limitada sob altas temperaturas.
- Alta reatividade química.
- Conceito de reciclagem disponível não
compreensível.
- Notáveis barreiras em relação à
combustibilidade, comportamento à
corrosão e manuseio.
- Número limitado de fornecedores, sem
estabilidade e preços baixos.
- Em algumas aplicações resistência à
corrosão limitada.
- Baixo módulo de elasticidade.
As ligas de magnésio foram utilizadas na Primeira e na Segunda Guerra
Mundial, mas a partir daí foram usada somente em alguns setores da indústria
nuclear, metalúrgica e aeronáutica militar, com interesse diminuído (MORDIKE E
EBERT 2001).
O crescimento do uso de magnésio na indústria automotiva se deve a soma
de diversos fatores:
Interesse por parte das montadoras pela diminuição do peso dos
veículos para:
- Melhorar a eficiência no consumo de combustível.
- Diminuir índices de emissão de gases poluentes para satisfazer a
nova legislação, mais restrita, que limita a emissão dos mesmos,
motivada pela crescente preocupação mundial com o aquecimento
32
global.
- Melhor dirigibilidade na condução dos veículos.
Substituição de numerosos componentes de aço e alumínio por ligas
de magnésio.
Tendência em evitar o uso de plásticos, os quais são de difícil
reciclagem.
As figuras 3, 4, 5 e 6, a seguir mostram exemplos de aplicações das ligas de
magnésio na indústria.
a)
b)
Figura 2 - Peças de automóveis: a) volante de direção e b) alojamento e caixas de
comando. (Volkswagen AG) (K.U. Kainer 2003)
33
Figura 3 - Tampa da caixa de velocidade forjado para helicóptero, ZK60-T6, 1020x445mm, 44kg.
Adaptado (K.U. KAINER 2003)
Figura 4 - Peças automotivas projetadas em ligas de magnésio. Portas de carros lateral e
armação de assentos. Adaptado (R. Fink 2003).
Figura 5 - Outras aplicações das ligas de magnésio como motosserras e notebook.
Adaptado (K.U. KAINER 2003)
34
2.10.
Utilização do magnésio
O maior uso do magnésio na indústria metalúrgica está na produção de ligas
de alumínio, tendo esse um papel importante no aumento da resistência à corrosão
dessas ligas. As principais utilizações do magnésio na indústria estão representadas
no gráfico da Figura 5 abaixo (MORDIKE E ELBERT, 2001).
Figura 6 - Proporções das aplicações metalúrgicas do magnésio em 1997. Adaptado
(MORDIKE E EBERT 2001)
2.11.
Ligas de magnésio
2.11.1. Principais elementos de liga
Com advento das ligas de magnésio, um enorme esforço tem sido realizado
para melhorar as propriedades do magnésio puro com adição de elementos de liga.
O principal mecanismo para melhorar as propriedades mecânicas é por
endurecimento por precipitação ou endurecimento por solução-sólida. O magnésio
forma fases intermetálicas com muitos elementos de liga e a estabilidade da fase
aumenta com a eletronegatividade do outro elemento (BROOKS 1982).
35
Os elementos de liga utilizados nas ligas de magnésio os mais comuns são o
alumínio, zircônio, zinco, manganês, terras raras, cálcio, berílio, silício, prata e tório.
Estes são adicionados ao magnésio a fim de se obter ligas com melhores
características mecânicas para uso estrutural.
As ligas de magnésio são passíveis de endurecimento por solução sólida,
encruamento, refino de grão e precipitação (Brooks 1982).
Um grande número das ligas comerciais são estáveis em temperatura
ambiente e apresentam boa combinação de propriedades mecânicas, resistente a
corrosão e fundibilidade. No entanto, em temperaturas elevadas acima de 120ºC
apresentam baixa resistência a fluência e diminuem a resistência mecânica, logo
esta liga não são indicadas para as aplicações em que a peça aqueça acima de
120ºC em serviço, como afirma Zhang, Couture e Luo (1998). Elementos de liga tais
como terras raras, tório e ítrio conferem às ligas de magnésio melhor resistência em
temperaturas acima de 120ºC (ROKHLIN 2003).
As terras raras são adições feitas através de quatro elementos de liga o
Cério(Ce), o Lantânio (La), o Neodímio (Ne) e o Praseodímio (Pr), chamado de
mischmetal, melhoram as condições de resistência mecânica a temperaturas
elevadas.
Não
apresenta
problemas
com
microporosidades
e
trincas
de
solidificação, provavelmente por ter um pequeno intervalo de solidificação destas
ligas (LU, WANG et al. 1999; WANG, WANG et al. 2003).
O zinco é adicionado para melhorar a resistência à temperatura ambiente por
meio do endurecimento em solução sólida, eleva a fluidez da liga e em alto níveis de
zinco, acima de 2%, pode causar fratura a quente (SAKKINEN 1994).
O zircônio é adicionado como agente de refino de grão, como consequência
melhores propriedades mecânicas, normalmente usadas em ligas contendo zinco,
terras raras e tório. (MORDIKE, 2001).
36
O silício aumenta a resistência à fluência pela formação da fase Mg 2Si
(SAKKINEN 1994).
O manganês adicionado a liga de magnésio é benéfico contra a corrosão
(Sakkinen 1994), tem afinidade com o ferro que é altamente nocivo a liga de
magnésio com relação as taxas de corrosão.
O cálcio reage com o alumínio e forma a fase Al2Ca. Esta fase é desejada nas
ligas para aplicações em altas temperaturas, pois tem alto ponto de fusão
(SAKKINEN 1994).
O berílio está presente em percentuais menores iguais a 10 ppm, não altera
as propriedades mecânicas, mas reduz a oxidação das ligas (SAKKINEN 1994).
O alumínio é o principal elemento de liga adicionado às ligas de magnésio,
aumentando a fluidez da liga, a resistência mecânica em temperaturas ambientes e
a ductilidade. As ligas comerciais de magnésio contêm quantidades que variam
entre 2 a 11% de alumínio (SAKKINEN 1994).
A tabela 10 apresenta os principais elementos de liga em magnésio e seus
efeitos.
Tabela 10 - Principais elementos de liga para o magnésio e seus efeitos. Adaptado
(BROOKS, 1982 e DIEGO CUNHA MALAGUETA, 2003)
Elemento
de Liga
Alumínio
Zinco
Efeito
Desde os anos 20 o alumínio se tornou o principal elemento de liga por aumentar
significativamente o limite de resistência através da formação da Mg17Al12. O alumínio
aumenta a fundibilidade principalmente em ligas para fundição sobre pressão. Aumenta
também a faixa de solidificação facilitando a fundição. Quando presente em teores
maiores que 6% em peso, torna a liga tratável termicamente, porém ligas comerciais
dificilmente ultrapassam 10% de Alumínio.
É o segundo elemento de liga mais importante para o magnésio. Usualmente
utilizado em conjunto com o alumínio para aumentar a resistência à temperatura
ambiente, entretanto, quando adicionado em teores acima de 1% em peso reduz a
ductibilidade a quente em ligas de magnésio contendo de 7 a 10% de alumínio. Em
conjunto com zircônio e terras raras produz endurecimento por precipitação. O zinco
auxilia na diminuição do efeito deletério do ferro e níquel sobre a resistência a corrosão.
37
Continuação Tabela 10
Terras
Raras
Silício
Prata
Tório
Cálcio
Berílio
Manganês
Zircônio
Ítrio
Estanho
Terras raras aumentam a resistência à altas temperaturas. Geram precipitados na
região de contornos de grãos aumentando a resistência à fluência. Também diminuem
a formação de trincas e porosidades em fundidos por diminuírem a faixa de temperatura
de solidificação. As ligas de magnésio com terras raras têm sido amplamente estudadas
nos últimos anos visando o melhoramento das propriedades mecânicas em solicitações
a altas temperaturas como materiais estruturais na industria automobilística e
aeroespacial.
Aumenta a fluidez do banho aumentando a fundibilidade, porém, diminui a
resistência à corrosão com ferro presente.
Facilita o tratamento de envelhecimento
Aumenta a resistência à fluência em temperaturas até 370ºC e melhora a
soldabilidade de ligas contendo zinco
É adicionado imediatamente antes do vazamento em fundidos para redução de
oxidação da liga. Atua também como redutor da oxidação no tratamento térmico. Age
ainda como refinador de grão.
Apresenta pequena solubilidade porém, adições na ordem de 0,001% em peso,
diminuem a tendência à oxidação superficial durante processos de fusão. Pode
promover o crescimento de grão em ligas fundidas em areia
Adições de manganês não afetam a resistência máxima porem, resulta um pequeno
aumento na tensão de escoamento. A função principal é aumentar à resistência em
água do mar em ligas Mg-Al e Mg-Al-Zn por combinar-se com ferro e outros metais
pesados
O zircônio tem o efeito de refinador de grão em ligas de magnésio. Acredita-se que a
proximidade do parâmetro de rede do zircônio com magnésio permite que precipitados
ricos em zircônio formados durante a solidificação, atuem como local de nucleação
heterogênea para o magnésio.
Apresenta solubilidade de até de até 12,4% em peso com magnésio. È adicionado
em conjunto com outras terras raras para aumentar a resistência à fluência em
temperaturas até 300º.
Quando utilizado em conjunto com alumínio, aumenta a ductilidade da liga e facilita o
forjamento, pois diminui a tendência a trincas a quente.
O ferro, cobre e níquel – diminuem drasticamente a resistência à corrosão.
São tidos como impurezas da liga (K.U. KAINER 2003).
2.11.2. Classificação e nomenclatura das ligas de magnésio
O sistema de designação das ligas de magnésio comumente adotado é da
ASTM (American Society of Testting of Materials), que utiliza um conjunto de
números alfanuméricos, sendo que as primeiras letras indicam os principais
elementos de liga encontrados e os números a percentagem em peso arredondada
destes elementos na liga. A terceira parte indica a variação do tipo de liga
primeiramente descrito, enquanto a quarta parte indica a condição estrutural e o
tratamento recebido.
38
A tabela 11 corresponde ao conjunto inicial de letras da classificação das ligas
de magnésio, cada letra corresponde a um elemento de liga, conforme norma ASTM
-1990.
Tabela 11 - Classificação dos elementos de liga (ASTM - 1990)
Letra
Elemento de
liga
Letra
Elemento de liga
A
B
Alumínio
Bismuto
M
N
Manganês
Níquel
C
Cobre
P
Chumbo
D
E
Cádmio
Terras Raras
Q
R
Prata
Cromo
F
Ferro
S
Silício
G
Magnésio
T
Estanho
H
Tório
W
Ítrio
K
Zircônio
Y
Antimônio
L
Lítio
Z
Zinco
As ligas com o mesmo teor de elementos de ligas majoritários são
diferenciadas por letras situadas após o primeiro conjunto de letras e números com
relação a uma designação e ordem de registro, seja por grau de pureza, resistência
a corrosão e ou outros, mostrado na Tabela 12, segundo a norma ASTM-1990.
Tabela 12 - Classificação das ligas de magnésio (ASTM-1990)
Letras
Designação
A
primeira liga registrada na ASTM
B
segunda liga registrada na ASTM
C
terceira liga registrada na ASTM
D
liga de alta pureza
E
liga de alta resistência a corrosão
X1
liga não registrada na ASTM
39
A Tabela 13 mostra a quarta parte da classificação que indica o tipo de tratamento
térmico mecânico.
Tabela 13 - Condição do tratamento térmico mecânico (ASTM-1990)
Símbolo
Condição
F
Não tratado
O
Recozido
H10 e H11
Levemente encruado
H23, H24 e H26
Encruado e parcialmente recozido
T4
Tratamento térmico de solubilização
T5
Envelhecimento artificialmente
T6
Tratamento térmico de solubilização e envelhecimento artificialmente
Tratamento térmico de solubilização, trabalho a frio e envelhecimento
T8
artificialmente
Exemplo de uma liga de magnésio com a classificação e nomenclatura
conforme norma ASTM-1990.
Liga ZK60 A – T6, onde:
Z – Elemento de liga majoritário (zinco);
K – Elemento de liga majoritário (zircônio);
6 – Percentual do elemento de liga majoritário zinco (6% de zinco);
0 – Percentual do elemento de liga majoritário zircônio (0,45 min. de
zircônio)
A – Primeira liga registrada na ASTM;
T6 – Tratamento térmico de solubilização e envelhecimento artificial;
O restante do presente corresponde ao magnésio;
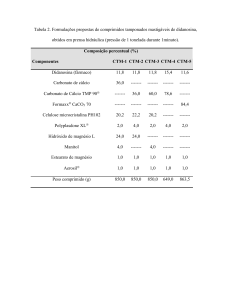
A Tabela 14 mostra especificação da composição química da liga ZK60,
conforme norma ASTM B93/B93M-09.
40
Tabela 14 - Especificação composição química liga ZK60 (ASTM- 2009)
Mg
Zn
Ce
La
Nd
Pr
Zr
Outros
Min.
Rest.
5,7
-
-
-
-
0,3
-
Max.
Rest.
6,3
-
-
-
-
1,0
0,3
2.12. Processos de fundição do magnésio
O magnésio pode ser fundido por vários processos, incluindo fundição sob
pressão, fundição em molde permanente, fundição em areia, fundição em cera
perdida. O tipo de processo e o método de fabricação utilizado em uma mesma liga
interferem nas propriedades finais do fundido, logo é relevante ressaltar a
importância do processo utilizado na fusão da liga.
O processo que prevalece na fundição do magnésio é o processo de fundição
sob alta pressão, também chamado de fundição sob pressão. Durante este
processo, o molde é apertado por forças hidráulicas, sendo rapidamente preenchido
pelo metal fundido. O metal solidifica com uma elevada taxa de resfriamento (1001000 ºC/s) resultando em material de grão fino (K.U. KAINER 2003).
No processo de fundição sob pressão (ou Die Casting) são usados dois tipos
de equipamentos de fundição sob pressão, câmara quente e câmara fria. Na
fundição em matriz com câmara quente, é mantido um reservatório de metal líquido
no interior de um forno que faz parte do equipamento. O sistema de bombeamento é
imerso no metal líquido, o qual é impelido pela bomba para a cavidade do molde. Na
fundição em matriz com câmara fria, o metal é fundido em um forno e após, uma
concha transfere o metal líquido até a injetora, onde um pistão é inserido na matriz
injetando o metal para dentro da cavidade do molde. Embora estes dois tipos de
máquinas sejam normalmente usadas, as máquinas de câmara fria são quase
sempre preferidas, pois pode ser usada uma maior pressão de injeção. As máquinas
de câmara quente utilizam pressões de 0,2 a 3 kg/mm 2, enquanto que máquinas de
câmara fria utilizam pressões consideravelmente maiores, entre 3 a 11 kg/mm 2. No
41
entanto para o magnésio ainda é mais indicado o processo de câmara quente, já
que o magnésio em contato com o oxigênio oxida facilmente, podendo entrar em
combustão (K.U. KAINER 2003).
2.12.1. Tixofundição
Novas tecnologias de processo estão tornando altamente viáveis a produção
em grande escalas de peças de magnésio, entre elas a tixofundição. Este processo,
ilustrado na Figura 8, denominado tixofundição é patenteado pela empresa norteamericana Thixomat e caracteriza-se pela fundição por injeção de alta velocidade de
ligas metálicas que possuem característica tixotrópicas, ou seja, materiais que se
tornam mais líquido quando submetidos à agitação mecânica ou centrifugação. Por
apresentarem características tixotrópicas, as ligas de magnésio podem facilmente
ser fundidas pelo processo de tixofundição. O funcionamento da máquina de
tixofundição é muito similar ao de uma máquina de injeção de plástico, com a
diferença de que a alimentação no canhão é feita com ligas de metal fragmentado,
em vez de granulado de plático (HUSKY 2004).
Figura 7 - Processo ilustrado de Tixofundição. Adaptado (K.U. KAINER 2003)
O procedimento adequado para tixofundição é a realização da agitação do
banho no estado liquido até uma temperatura próxima da temperatura de fusão em
que a proporção de liquido de fase sólida é de aproximadamente de 30-40%
conforme Figura 9. (K.U.KAINER 2003).
42
,
Figura 8 - Composição típica em função da temperatura, mostrada pelo diagrama de fases Mg/Al
para tixofundição da liga AZ91. Adaptado (K.U. KAINER 2003)
As peças das ligas de alumínio e magnésio fundidas pelo método tradicional
apresentam imperfeições que possibilitam o seu uso nos sistemas de suspensão,
mais isso não ocorre com a fundição das ligas por semi-sólidos. O processo melhora
as propriedades mecânicas do metal, tornando-o mais resistente. A multinacional
Magneti Marelli Sistema Automotivo é a única empresa no Brasil a empregar a
tixofundição para a produção industrial, em sua fábrica de Hortolândia, interior de
São Paulo, a unidade Controle Motor tem uma linha de fundição de alumínio em
estado semi-sólido. Na Magneti são fabricadas galerias de combustível para motores
de automóveis e motocicletas, para o mercado nacional e para exportação. O
componente, possui elevado compromisso com segurança veicular, devido a
condução de combustível sob pressão. A utilização de fundição de alumínio semisólido se justifica porque atende às exigências de baixo teor de microtrincas e
porosidade, aliado à elevada capacidade de moldagem de geometria complexas.
43
A pasta tixotrópica, que pode ser das ligas magnésio ou alumínio em estado
semipastoso utilizada na tixofundição, é uma mistura do mesmo material nos
estados sólido e líquido, que é obtida a partir de controles rigorosos do processo.
Nesse estado o material pode ser manuseado quando em repouso e sem pressão
aplicada, no entanto, ao ser injetado, adquire estado semelhante ao liquido, a liga
continua sólido, mas tem uma fluidez de escoamento como fosse líquido.
Esse comportamento do metal semi-sólido deve-se a alterações em sua
estrutura, no preparo para a tixofundição, as ligas são controladas para adquirir uma
estrutura formada por grãos esféricos, conforme Figura 8, diferentes das ligas
convencionais, em que a estrutura é por colunas. É essa configuração interna
globular que confere à liga, quando atinge a temperatura de conformação, “a
consistência de manteiga”.
No estado semi-sólido, as ligas adquirem uma viscosidade semelhante à do
mel, esta característica confere vantagens para o uso da tixofundição, entre as quais
a elevada capacidade de moldagem de componentes com geometria complexa e
que exijam baixa quantidade de defeitos, como: trincas e porosidades.
As peças tixofundidas são obtidas em condições de acabamento que
dispensam a usinagem normalmente aplicada a peças fundidas, além disso, é um
meio de fabricação bastante econômico quando comparado com os processos
tradicionais, por utilizar baixas temperaturas de transformação, pois os ciclos de
moldagem das ligas semi-sólidos são menores do que os apresentados com o
material na fase líquida.
A fundição de semi-sólido é indica, para componentes de seções descontínua
e ricas em detalhes de dimensões reduzidas e curvaturas de raio reduzido, dentre as
aplicações, exemplificadas, há a fabricação de chassis de filmadora e câmeras
fotográficas, componentes para as industrias automobilística e aeroespacial e toda
uma infinidade de peças obtidas em ciclos reduzidos e com baixo consumo de
energia (Revista do alumínio.Edição10; Primeiro Trimestre 2007; Título: Fundição
do Futuro).
44
A Figura 10, apresenta esquematicamente a morfologia de como se
apresenta a microestrutura dos grãos com e sem agitação do banho metálico na
condição de semi-sólidos.
Sem agitação
Com Agitação
Fundido
Dendritas (α)
Globulares (α)
Figura 9 - Dentritas e globulares formações em ligas de Mg e Al.
Adaptado (K.U. KAINER 2003)
2.13. Propriedades mecânicas das ligas de magnésio
A estrutura cristalográfica do magnésio puro é a hexagonal compacta. Em
aplicação de engenharia, é comum o uso de ligas para conferir um aumento da
resistência mecânica, quando a liga é exigida mecanicamente em temperatura
ambiente a mesma apresenta pequena deformação até a fratura, sendo esta uma
característica típica de ligas frágeis. Quanto a metalurgia física, as ligas de
magnésio apresentam uma tendência favorável ao empacotamento com outros
átomos favorecendo a formação de soluções sólidas, já que o diâmetro atômico do
magnésio é da ordem de 0,320hm, tornando diversos átomos favoráveis ao
empacotamento (BROOKS 1982).
As ligas de magnésio possuem uma excelente capacidade de amortecimento
comparada a outros metais. A capacidade de amortecimento pode ser uma
propriedade interessante na seleção de materiais para indústria aeronáutica e
automobilística como também para peças de equipamentos eletrônicos. Alto
amortecimento não somente reduz as vibrações causadas pela deformação plástica,
mas reduzirá vibrações causadas pela deformação elástica, o que pode causar ruído
(Brooks 1982). Dai o seu uso em almas de volante de automóveis.
45
Os produtos fabricados com as ligas de magnésio possuem propriedades
mecânicas e ductilidade variada. Isso se deve aos diferentes elementos de liga bem
como o fato de muitas das ligas serem tratadas termicamente. Outros fatores que
influenciam as propriedades mecânicas se devem essencialmente aos parâmetros
adotados durante o processo, tais como: temperatura, velocidade de resfriamento e
taxa de deformação entre outros, inerentes desde o processo de fusão até o destino
final da peça.
Uma das propriedades que mais atrai o uso do magnésio é a sua baixa
densidade, sendo possível construir estruturas mais leves com as mesmas
características mecânicas de materiais estruturais já sendo usado em grandes
escalas.
As ligas de magnésio possuem uma condução térmica, difusividade e uma
condutividade elétrica relativamente alta, importante quando o aterramento é
requerido, bem como não são ferromagnéticas, sendo ideal para a utilização em
peças que requerem um bloqueio contra as ondas eletromagnéticas (BROOKS
1982).
O magnésio possui dureza suficiente para algumas aplicações estruturais,
exceto aquelas que envolvam abrasão severa. Embora haja uma grande variação de
dureza entre as ligas de magnésio, a sua resistência abrasão varia apenas de 15 a
20% (BROOKS 1982).
O valor do módulo de elasticidade (E) do magnésio e suas ligas é de 45Gpa a
temperatura ambiente, e o módulo de cisalhamento (G) é de 16,5 Gpa, com um
coeficiente de Poisson de 0,35.
A grande influência na variação das propriedades se deve a orientação
estrutural do material, devido a essa orientação preferencial da rede cristalina, as
ligas de magnésio podem apresentar diferentes respostas a ensaios mecânicos
realizados, pois a orientação de ensaios em relação a estrutura do produto é de
grande importância (BROOKS 1982).
46
2.13.1 Propriedade mecânica de micro dureza Vickers
Com indentador de forma de pirâmide de diamante com base quadrangular e
ângulo de 136º, Figura 11 e a Figura 12 abaixo mostra a impressão na amostra.
Para a obtenção do valor de micro dureza Vickers (de designação HV) e recorre-se
a seguinte fórmula:
Figura 10 - Indentador, cálculo da micro dureza Vickers. Adaptado (SMITH,W.F.,2012)
Sendo d o valor médio das diagonais impressa na amostra (mm), e F a carga
aplicada (kgf). (SMITH, W.F., 2012, e http://www,globalst.com.br/bvg/en_mec/13.pdf.,
visualizado em 20/01/2015).
47
Figura 11 - Exemplo da medição das diagonais d1 e d2 dos ensaios de micro dureza Vickers.
Adaptado (SMITH W.F., 2012 e http//www.globalst.com.br/bgv/en_mec/13 pdf,
visualizado em 20/01/2015).
2.14. Tratamentos térmicos
O magnésio e suas ligas podem ser tratados de modo a obter a combinação
de propriedades mecânicas e físicas desejadas. Os tratamentos térmicos baseiamse na variação das solubilidades dos elementos microestruturais. Como a
solubilidade dos elementos aumenta com o aumento da temperatura até à
temperatura
de
solidus,
podemos
controlar
a
solidificação
e
posterior
envelhecimento de forma a controlar a formação e distribuição das fases
precipitadas que influenciam as propriedades do material.
( Ma, S., A Methodology to Predict the Effects of Quench Rates on Mechanical
Properties of Cast Aluminum Society for Metals.; Zolotorevsky, V.S., N.A. Belov, e
M.V. Glazoff, Casting Aluminum Alloys. 2007, Elsevier).
O objetivo do endurecimento por precipitação é o de promover a formação de
uma dispersão, densa e fina, de partículas de precipitados numa matriz de metal
deformável. As partículas dos precipitados atuam como obstáculos ao movimento
48
dos deslocamentos e, como consequência, aumentam a resistência mecânica da
liga tratada termicamente. O processo de endurecimento por precipitação pode ser
explicado recorrendo ao diagrama de fases dos elementos de liga. Para que uma
liga de composição X-Z possa ser endurecida por precipitação é condição
necessária que a composição da liga permita um tratamento num campo monofásico
e que a solubilidade do elemento Z na solução sólida diminua com a diminuição de
temperatura (CALLISTER 2014 e SMITH 2012).
O processo de endurecimento por precipitação envolve três passos, sendo
eles o tratamento térmico de solubilização, a têmpera e o envelhecimento, como
Temperatura
apresentado na Figura 13 (CALLISTER 2014 e SMITH 2012).
Temperatura de solubização
Temperatura Solvus
Tempera
Envelhecimento
o
Tempo, t
Figura 12 - Adaptado ( CALLISTER 2014 e SMITH 2012)
No caso das ligas usadas em fundição injetada, é necessário um cuidado
especial em relação aos tempos e temperaturas utilizados, pois o aumento da
temperatura de forma a acelerar o processo de difusão e posterior precipitação, leva
à formação de excessivas porosidades e distorções ( SMITH 2012.).
2.14.1.
Solubilização
Como o próprio nome indica trata-se de um tratamento que tem a finalidade
de solubilizar os elementos que compõem a liga, isto é, dissolver as fases
49
intermetálicas e permitir a formação de uma solução sólida com elementos que
serão responsáveis pelo endurecimento. A amostra a ser solubilizada é aquecida e
mantida a uma temperatura entre as linhas de solvus e de solidus, até que se forme
uma solução sólida de composição uniforme. No que toca ao tempo e temperatura
de solubilização, existe um limite de tempo findo o qual a dissolução dos elementos
atinge o valor de equilíbrio e a partir do qual não há qualquer vantagem em
prolongar a duração da solubilização. Já com a temperatura, no caso de esta ser
exagerada pode levar à fusão incipiente da liga, levando a uma perda significativa de
propriedades mecânicas. Pelo contrário, temperaturas ou tempos de solubilização
insuficientes não asseguram a dissolução dos elementos endurecedores, levando a
endurecimento final inferior (CALLISTER 2014 e SMITH 2012).
2.14.2. Têmpera
Na têmpera a amostra é rapidamente resfriada, normalmente até à
temperatura ambiente, sendo em geral usada água como meio de resfriamento. O
resfriamento rápido impede a difusão dos elementos dissolvidos e respectiva
precipitação num estado grosseiro e de equilíbrio, apresentando-se assim em
solução solida sobressaturada (SMITH 2012).
Em certas ligas tratáveis termicamente, se a velocidade de resfriamento da
peça fundida no molde for suficientemente rápida, pode obter-se uma liga no estado
de solução sólida sobressaturada, sem necessidade de outros meios de
resfriamento. Deste modo, as etapas de solubilização e têmpera podem ser
eliminadas no endurecimento por precipitação, sendo apenas necessário fazer o
envelhecimento após remoção da peça do molde. Um bom exemplo de aplicação
deste tipo de tratamento térmico é a produção de pistões de automóveis
endurecidos por precipitação. A designação deste tratamento térmico é T5.
(CALLISTER 2014 e http://pt.scribd.com/doc/52068030/ALUMINIO-E-SUAS-LIGAS.,
visualizado 20/01/2015).
50
2.14.3 Envelhecimento
O envelhecimento é a ultima etapa do processo de endurecimento por
precipitação e consiste na precipitação controlada do soluto, formando precipitados
finamente dispersos na matriz. Os precipitados finos na liga impedem o movimento
dos deslocamentos durante a deformação, forçando os deslocamentos das
partículas de precipitados ou a rodeá-las. Restringindo o movimento dos
deslocamentos durante a deformação, aumenta-se a resistência mecânica
(CALLISTER 2014 e SMITH 2012). Ou seja, após a etapa de resfriamento rápido, o
estado de solução solida sobressaturada que é relativamente instável tende a
passar para um estado de menor energia através da precipitação de fases
metaestáveis ou de equilíbrio. Para descrever as fases que se formam nesta liga é
necessário estudar os diagramas da mesma, tendo em consideração que o zinco e o
mischmetal são o elemento endurecedor da liga em estudo (CALLISTER 2014 e
SMITH 2012.)
Se o envelhecimento for realizado por longos períodos e/ou a altas
temperaturas, os precipitados se juntam aumentando o espaçamento entre
partículas. Com o crescimento os precipitados tornam-se incoerentes (fase β). A liga
sobre-envelhece e fica menos resistente, em comparação com o ponto de
envelhecimento máximo (CALLISTER 2014 e SMITH 2012.)
Estes fenômenos são analisados através de curvas de envelhecimento como
a da Figura 14 onde a formação e crescimento dos precipitados são relacionados
com a resistência mecânica.
51
Figura 13 - Curva esquemática de envelhecimento. Adaptado (SMITH W.F., 2012, McGraw-hill)
Este envelhecimento quando à temperatura ambiente designa-se por
envelhecimento natural, com o uso de temperaturas elevadas designa-se por
envelhecimento artificial, sendo que a maior parte das ligas requer este tipo de
envelhecimento (SMITH, 2012). Os tratamentos de envelhecimento da liga estudada
são sugeridos entre os 150ºC, 200ºC e 250ºC para um de tempo de 12 horas.
A dispersão de precipitados de Mg-Zn, Mg-Zr-RE e Mg-RE apenas pode ser
identificada no TEM (Microscopia Eletrônica de Transmissão). No entanto, mesmo
no TEM não se consegue detectar as fases em forma de agulhas em fases muito
precoces do envelhecimento (http://pt.scribd.com/doc/47456292/Aluminio-e-suasLigas. Visualizado em 20/01/2015).
2.15. Caracterização liga ZK60+2,5%RE
A liga foi obtida através de processo de fundição sob agitação mecânica no
estado semi-sólido, utilizando-se um forno resistivo munido de batedor. O tarugo
após fundido, a uma temperatura de 440ºC, estando completamente sólido, foi
52
retirado do forno fusão e resfriado em água a temperatura ambiente. (SILVA,
Erenilton Pereira; USP-EESC, 2012).
2.15.1. Calorimetria Diferencial Exploratória (DSC)
A Figura 15 mostra as curvas de aquecimento e resfriamento obtidas por
Calorimetria Diferencial Exploratória (DSC). A curva de aquecimento revela
primeiramente que a temperatura liquidus da liga é de 620ºC, mostrando que a
adição de terras raras causa a diminuição da temperatura liquidus da liga ZK60, que
é de 635°C. Além disso, é visível que a liga apresenta distintos tipos de precipitado.
No intervalo de 325 a 370°C a dissolução de três fases diferentes é detectada. As
temperaturas de 335°C e 344°C coincidem com os pontos de fusão dos precipitados
Mg7Zn3 e MgZn. O terceiro pico observado a 366°C sugere a formação de um
composto ternário Mg-Zn-RE. Além dos precipitados contendo Zn de baixo ponto de
fusão, observou-se ainda um pico endotérmico junto à temperatura solidus de início
de fusão. Este pico a 506°C indica a dissolução de precipitados do tipo MgxREy.
O comportamento no resfriamento não é totalmente idêntico aquele
observado no aquecimento. Não ocorrem no resfriamento todos os picos
exotérmicos de formação de precipitados correspondentes aos endotérmicos de
dissolução no aquecimento. O pico exotérmico a 490°C também é mais estreito e
melhor definido, possibilitando ainda uma determinação mais precisa da temperatura
solidus da liga, que corresponde a 440°C. Estas diferenças sugerem que as taxas de
resfriamento empregadas na solidificação da liga, mesmo que conduzida a forno
fechado, e principalmente na têmpera final do tarugo em água produzem
precipitados metaestáveis nos intervalos de temperatura de 500°C e 350°C. Em
condições de equilíbrio formam-se apenas um precipitado do tipo MgxREy a 490°C e
MgZn a 340°C (SILVA, Erenilton Pereira, USP-EESC, 2012).
53
Figura 14 - Curva de aquecimento e resfriamento a 2 K/min. da liga ZK60+2,5%RE no ensaio de
calorimetria Diferencial de Varredura (DSC). Adaptado ( Silva, Erenilton Pereira,
(USP-EESC 2012).
2.15.2.
Microestrutura
A Figura 16 ilustra a microestrutura da liga ZK60-2.5%RE como fundida. O
batimento mecânico durante a solidificação produz uma microestrutura homogênea
formada por uma matriz de grãos globulares da fase α-Mg reforçada por uma
extensa rede de precipitados ao longo dos contornos de grão, oriundos da
segregação preferencial do Zn e dos elementos RE na fase líquida durante o
intervalo de solidificação. O tamanho médio de grão é de 150µm e duas morfologias
distintas de precipitados são observadas: uma lisa e outra lamelar.
54
Figura 15 - Como fundida, imagens por MEV, eletrons retroespalhados BSE. ADAPTADO (SILVA,
Erenilton Pereira, USP-EESC 2012).
EDS, Figura 16, micro análise química, revelam que os precipitados com
morfologia lamelar são formados apenas por Zn e Mg, já os formados por morfologia
lisa contêm Ce e La, que representam os principais terras raras presentes no
mischmetal, além de Zn e Mg, como apresenta a Figura 17.
55
Figura 16 - Mapeamento por EDS da distribuição de Zn, Ce e La nos precipitados observados.
Adaptado (Silva, Erenilton Pereira, USP-EESC 2012)
56
3. MATERIAIS E METÓDOS
3.1.
Materiais
Iniciamos nossos estudos com uma parceria com USP-EESC, juntamente
com apoio do Prof. Dr. Haroldo Cavalcanti Pinto e do doutorando Erenilton Pereira
da Silva.
Em virtude de alguns problemas de processo que refletia na qualidade do
tarugo obtido, tivemos que fazer três experimentos variando alguns parâmetros de
processo, acarretando um longo tempo de idas e vindas, a USP-EESC, no total de 3
vezes, ida 1 Figura 18 e ida 2 Figura 19, tarugos apresentando altos graus de
defeitos de fundição e trincas.
Finalmente, na última ida a USP-EESC, Figura 20, setembro 2014,
conseguiu um tarugo de excelente qualidade, isento de defeitos de fundição, trincas
e oxidação.
Porosidades
Rechupe
Trinca
Figura 17 - Apresenta o tarugo quadrado após corte, com trincas, rechupes e porosidades.
57
Rechupe
Trinca
s
Figura 18 - Apresenta tarugo quadrado após corte, com trincas e rechupe.
.
Figura 19 - Apresenta tarugo redondo após corte, isento de defeitos.
A formação de trincas localizadas nas partes externas do lingote quadrado são
originadas dos cantos vivos presentes, onde inicia-se a solidificação que resfriam
rapidamente não deixando o metal contrair durante a mudança de fase liquido para
sólido, sendo o valor da contração para as ligas de magnésio de 4,2%. Enquanto
que para os formatos redondos a contração ocorre de forma livre, evitando desta
forma a formação de trincas. Após alguns experimentos, chegou-se a conclusão que
o melhor resultado foi apresentado pelo tarugo de formato redondo, como
demonstrado através do resultado obtido.
58
A liga ZK60-1,5%RE foi obtida utilizando as seguintes matérias primas:
magnésio metálico, liga de adição Zirmax (Mg-33,3%Zr), zinco eletrolítico e
mischmetal (55% Ce, 24%La, 15%Nd, 4%Pr). Para obtenção das temperaturas
solidus e liquidus, baseou-se no intervalo de solidificação do sistema binário Mg-Zn
conforme Figura 21.
Especificado conforme ASTM
Figura 20 - Sistema binário Mg/Zn. Adaptado (FRIEDRICH MORDIKE 2006)
As ligas foram obtidas pelo processo de fundição sob agitação mecânica no
estado semi-sólido, utilizando-se um forno resistivo munido de batedor, conforme a
Figura 22. A atmosfera foi protegida com argônio a uma vazão de 15 L/min.,
mantendo-se ainda uma pressão absoluta de aproximadamente 0,75 bar. O cadinho
e o batedor foram confeccionados de aço SAE 1020. As dimensões finais do tarugo
foram de 124 mm de diâmetro e 245 mm de altura, que representa cerca de 40% do
volume do cadinho, conforme Figura 23.
59
Figura 21 - Forno resistivo
Figura 22 - Tarugo 124 mm de diâmetro por 245 mm de altura
3.2.
Tratamentos térmicos
O magnésio e suas ligas podem ser tratados de modo a obter a combinação
de propriedades mecânicas e físicas desejadas. Os tratamentos térmicos baseiam60
se na variação das solubilidades dos elementos microestruturais. Como a
solubilidade dos elementos aumenta com o aumento da temperatura até a
temperatura de solidus (sistema binário Mg-Zn), podemos controlar a solubilização e
posterior envelhecimento de forma a controlar a formação e distribuição das fases
precipitadas que influenciam as propriedades dos materiais.
O objetivo do endurecimento por precipitação é promover a formação de uma
dispersão, densa e fina, de partículas de precipitados numa matriz de metal
deformável. As partículas dos precipitados atuam como obstáculos ao movimento
das discordâncias e, como consequência, aumentam a resistência mecânica da liga
tratada termicamente. O tratamento térmico escolhido foi o T6, que foi realizado no
forno modelo ANALÓGICA tipo NA-1100-TM, do laboratório de ensaios mecânicos,
UFSJ, Figura 24, com a proteção da atmosfera com argônio com uma vazão de 10
L/min. e uma pressão absoluta de 1,25 bar.
Figura 23- Forno de tratamento térmico.
61
Os tratamentos térmicos foram realizados, conforme descrito na Tabela 15.
Tabela 15 – Tratamentos térmico de solubilização e envelhecimento
AMOSTRA
3A
3A
3A
3B
3B
3B
3C
3C
3C
SOLUBILIZAÇÃO
4A
4A
4A
4B
4B
4B
4C
4C
4C
Tabela 15.
3.3.
ENVELHECIMENTO
400ºC.
24 horas
150ºC/200ºC/250ºC
12 horas
350ºC
24 horas
150ºC/200ºC /250ºC
12 horas
250ºC
24 horas
150ºC/200ºC/250ºC
12 horas
3 - sem RE e 4 - com RE
Microestrutura
3.3.1. Preparação metalógrafica
Os corpos de provas foram retirados em pequenos tamanhos devido a
necessidade e a facilidade para se fazer o embutimento a frio com massa plástica
automotiva, Figura 25, lixamento seguido a série das lixas 80, 120, 220, 240, 320,
400, 500, 600, 1000, 1200, 1500 e 2000, girando a 90º Figura 26, polimento em
pano específico com alumina de 1µ, Figura 27, limpeza com ultrassom em álcool
etílico 99º, Figura 28 e ataque químico com nital 3,5% por 1 minuto. Para uma
melhor nitidez de uma análise microestrutural é recomendável usar como ataque
químico o picral, solução constituída de ácido pícrico com álcool etílico.
62
Figura 24 - Embutimento
Figura 25 – Lixamento
Figura 26 - Polimento
Figura 27 - Limpeza Ultrassônica
63
3.3.2. Caracterização da microestrutura
A caracterização microestrutural das amostras foi efetuada com recursos à
microscopia ótica (MO) e à microscopia eletrônica de varredura (MEV).
Recorreu-se à espectroscopia de dispersão de energias (EDS) acoplada ao
MEV para a identificação dos elementos químicos presentes nas fases das
amostras.
3.3.3. Ensaio mecânico
A avaliação da liga como fundida e os efeitos dos tratamentos térmicos nas
propriedades foram realizados por meio do ensaio mecânico de micro dureza
Vickers, com carga de 1,96 N durante 20 segundos.
O equipamento usado foi Mitutoyo modelo MVK GI, do laboratório
metalográfico, UFSJ, conforme Figura 29.
Figura 28 - Medidor de micro dureza Vickers
Os ensaios foram realizados segundo a norma ISO 6507-1:2005, com
indentador de forma de pirâmide de diamante com base quadrangular e ângulo de
136º.
64
3.4.
Tratamento estatístico
Os fatores experimentais investigados foram o tipo de liga com e sem adição
de mischmetal como fundida (2), Temperaturas solubilização T1, T2 e T3 com e
sem mischmetal (3) e Temperaturas de envelhecimento T4, T5 e T6 com e sem
adição de mischmetal (3).
Os níveis experimentais dos fatores investigados concede um planejamento
correspondendo a 2+32+32 = 20 condições experimentais com 3 réplicas para cada
experimento.
A resposta checada foi a microdureza Vickers (HV) com a utilização da
ferramenta ANOVA, auxiliado com Software Minitab.
65
4.
4.1.
RESULTADOS E DISCUSSÕES
Procedimentos de fundição
Devido a grande diferença de ponto de fusão e densidade entre o magnésio e
as demais matérias-primas, além de o magnésio ser considerado combustível
quando em contato com o ar atmosférico a temperaturas acima de 100°C, foi
necessário a realização de diversas corridas preliminares visando otimizar os
parâmetros de fundição da liga no estado semi-sólido, temperatura máxima para
aquecimento da carga, pressão na atmosfera de proteção, vazão de argônio,
vaporização do Zn eletrolítico, velocidade e tempos de batimento, além da
temperatura para remoção do batedor, o procedimento considerado ideal consistiu
em: aquecer inicialmente a carga metálica até 820°C e mantê-la por 20 min. sob
agitação mecânica, visando a fusão mischmetal e a sua incorporação no banho
fundido. A velocidade de rotação do agitador foi fixada em 600 rpm para todos os
períodos de batimento. Em seguida, a temperatura foi reduzida sob constante
agitação mecânica até 760°C e mantida nesta temperatura por 1 h. Este longo
estágio de batimento a temperatura ainda suficientemente elevada mostrou-se
importante para a dissolução das partículas de Zr e sua incorporação de forma mais
homogênea no banho líquido, a redução de temperatura para homogeneização da
liga também contribui para reduzir as perdas de Zn, que apresenta elevada pressão
parcial de vapor devido a seu baixo ponto de fusão (420°C). A seguir, a temperatura
foi reduzida sob batimento constante até 630°C, temperatura na qual o agitador
mecânico é retirado do metal semissólido. Segundo o diagrama de fase binário MgZn, a 630°C ocorre uma fração sólida de aproximadamente 50% para 6% em peso
de Zn. A remoção do batedor a temperaturas abaixo de 630°C e consequentemente
com a presença de frações de sólido mais elevadas compromete seriamente a
integridade dos tarugos. Finalmente, o tarugo é retirado do forno a 630°C no estado
de semissólido seguido de resfriamento controlado em água na temperatura
ambiente até a sua completa solidificação.
66
4.2
Composição química dos tarugos fundidos
As Composições químicas dos tarugos fundidos foram obtidas no ensaio por
fluorescência FRX no IF Sudeste MG, campus de Juiz de Fora, instrumento EDX8000, conforme Tabela 16 e Tabela 17.
Tabela 16 - Composição química do tarugo fundido com mischmetal
Mg
Zn
Ce
La
Nd
Mn
Pr
Zr
92,717
5,757
0,517
0,299
0,167
0,140
0,070
0,312
Tabela 17 - Composição química do tarugo fundido sem mischmetal.
Mg
Zn
Al
Mn
Fe
Cu
Pr
Zr
93,135
6,280
0,085
0,094
0,041
0,014
-
0,351
Os resultados obtidos estão de acordo com a especificação ASTM, já
mencionada (Referência bibliográfica, página 37).
4.3.
Microestruturas como fundida
O batimento mecânico durante a solidificação produz uma microestrutura
homogênea formada por uma matriz de grãos globulares da fase a α-Mg,
apresentando grãos de tamanho médio de 100µm de forma heterogênea, reforçada
por uma extensa rede de precipitados ao longo dos contornos de grão, oriundos da
segregação preferencial do Zn e dos elementos RE na fase líquida durante o
intervalo de solidificação.
67
4.3.1. Microestrutura com adição de mischmetal, como fundida
As microestruturas apresentadas nas figuras 30, 31, e 32, indicam tipo de
grão (MO), precipitados de contorno de grão (MO e MEV) e microanálise química
(EDS).
Precipitado
s
a)
b)
Figura 29 - Imagens a e b ZK60+1,5%MM, como fundida, MO, grãos de tamanhos heterogêneos
e precipitados de contorno de grão.
As morfologias dos precipitados uma lisa e outra lamelar aparecem na
imagem do MEV Figura 31.
a)
b)
68
c)
Figura 30 - Imagens a, b e c. liga ZK60+1,5% MM, como fundida, obtido por MEV.
a)
b)
)
Figura 31 - Mapeamento com EDS, imagens a e b, apresentando percentual em massa da micro
análise química da liga ZK+1,5% química MM, como fundida.
O EDS, Figura 31, com uma micro análise química, revelam precipitados com
morfologia lamelar são formados por Zn e Mg, os de morfologia lisa contém Ce e La,
que apresentam os principais terras raras presentes no mischmetal, alem de Zn e
Mg. Conforme as Figuras 32 e 33.
69
a)
b)
c)
Figura 32 - Mapeamento com EDS, imagens a, b, e c, apresentando micro análise química,
liga ZK60+1,5% MM, como fundida.
Na micro análise química por espectroscopia de energia dispersiva, EDS, na
figura 33 b, revela que as cores indicadas representam respectivamente os
elementos químicos: magnésio Mg (abóbora), zinco Zn (verde claro), oxigênio O
(azul marinho), cério Ce (grená), lantânio La (verde claro), Praseodímio Pr (verde) e
zircônio Zr (vermelho).
4.3.2. Microestrutura sem adição de mischmetal, como fundida
As microestruturas apresentadas nas figuras 34, 35 e 36, indicam tipo de grão
(MO), precipitados de contorno de grão (MO e MEV) e microanálise química (EDS).
70
Precipitados
a)
b)
200 µm
20 µm
Figura 33 – Imagens a e b liga ZK60 sem MM, como fundida, MO, grãos de tamanhos
heterogêneos e precipitados de contorno de grão.
A morfologia dos precipitados em forma lamelar, Mg e Zn, aparecem na
imagem do MEV, conforme Figura 35.
a)
b)
71
c)
Figura 34 - Imagens a, b e c liga ZK60 sem MM, como fundida, MEV.
a)
b)
Figura 35 - Mapeamento com EDS, imagens a e b, apresentando percentual em massa da
micro análise química da liga ZK60 sem MM, como fundida.
72
a)
b)
c)
)
Figura 36 - Mapeamento com EDS, imagens a, b e c apresentando micro análise química
liga ZK60 sem MM, como fundida.
Na micro análise química por espectroscopia de energia dispersiva, EDS na
figura 37 b, revela que as cores indicadas representam respectivamente os
elementos químicos: magnésio Mg (vermelho), zinco Zn (verde claro), oxigênio O
(azul marinho).
4.4.
Tratamento térmico T6
Com o tratamento térmico T6, obtêm-se melhores propriedades mecânicas
das ligas através da redistribuição das fases precipitadas, a comparação dos
resultados obtidos com os da amostra como fundida estão demonstrados pelos
gráficos no parágrafo 4.5. O controle e distribuição das fases são conseguidos
através das variações de temperatura nas etapas de solubilização, têmpera e
73
posterior envelhecimento que pode ser comprovado mediante os resultados de
micro dureza que aumentaram após o tratamento térmico T6.
4.5.
Propriedades mecânicas
Demonstração dos resultados obtidos das propriedades mecânicas de micro
dureza Vickers, média, conforme: Figura 38, Figura 39, e Figura 40.
O melhor resultado é o da figura 38, com o tratamento térmico de solubilização
a 400°C por 24 horas seguido de envelhecimento a 200°C e 250°C, apresentando
um aumento da dureza de 30% para a liga sem MM e de 8% para a liga com MM,
quando comparada com as ligas com e sem MM como fundidas.
Como Fundida
Figura 37 - Envelhecimento por 12 horas após solubilização à 400°C por 24 horas
74
COMO FUNDIDA
Figura 38 - Envelhecimento por 12 horas após solubilização à 350°C por 24 horas
Como
COMOFundida
FUNDIDA
Figura 39 - Envelhecimento por 12 horas após solubilização à 250°C por 24 horas
75
A análise estatística dos resultados de micro dureza Vickers foram realizados
com a utilização da ferramenta ANOVA, auxiliado com Software Minitab, com os
dados obtidos nas medições de todas as amostras. As varáveis para cada processo
foram identificadas conforme Tabela 18 perfazendo um total de 20 processos
diferentes com 3 replicas para cada, gerando desta forma 60 condições
experimentais.
Tabela 18 - Condições dos processos
PROCESSOS
Fund./com
Fund./sem
Proc.1*
Proc.2
Proc.3*
Proc.4
Proc.5*
Proc.6
Proc.7*
Proc.8
Proc.9*
Proc.10
Proc.11*
Proc.12
Proc.13*
Proc.14
Proc.15*
Proc.16
Proc.17*
Proc.18
CONDIÇÕES
Como fundida, com MM
Como fundida, sem MM
Solubilizado a 400ºC/24h e envelhecido a 150ºC/12h, com MM
Solubilizado a 400ºC/24h e envelhecido a 150ºC/12h, sem MM
Solubilizado a 400ºC/24h e envelhecido a 200ºC/12h,com MM
Solubilizado a 400ºC/24h e envelhecido a 200ºC/12h, sem MM
Solubilizado a 400ºC/24h e envelhecido a 250ºC/12h, com MM
Solubilizado a 400ºC/24h e envelhecido a 250ºC/12h, sem MM
Solubilizado a 350ºC/24h e envelhecido a 150ºC/12h, com MM
Solubilizado a 350ºC/24h e envelhecido a 150ºC/12h,sem MM
Solubilizado a 350ºC/24h e envelhecido a 200ºC/12h, com MM
Solubilizado a 350ºC/24h e envelhecido a 200ºC/12h, sem MM
Solubilizado a 350ºC/24h e envelhecido a 250ºC/12h, com MM
Solubilizado a 350ºC/24h e envelhecido a 250ºC/12h, sem MM
Solubilizado a 250ºC/24h e envelhecido a 150ºC/12h, com MM
Solubilizado a 250ºC/24h e envelhecido a 150ºC/12h, sem MM
Solubilizado a 250ºC/24h e envelhecido a 200ºC/12h, com MM
Solubilizado a 250ºC/24h e envelhecido a 200ºC/12h, sem MM
Solubilizado a 250ºC/24h e envelhecido a 250ºC/12h, com MM
Solubilizado a 250ºC/24h e envelhecido a 250ºC/12h, sem MM
A tabela a seguir, Tabela 19, o SSTotal é a soma dos quadrados de todos os
valores de durezas medido, o SSA é a soma dos quadrados das medidas de dureza
para todos os processos, SSerro é o erro embutido na soma total, o GL é o grau de
liberdade para cada variável, MSS é a media da soma dos quadrados, Fcal é o valor
calculado e Ftab é o valor tabelado para a distribuição de Fisher de acordo com o
76
nível de confiabilidade e os graus de liberdade da variável e do erro. A análise de
variância com nível de confiabilidade de 95% mostrar que o tratamento térmico T6
tem influência na dureza.
Tabela 19 - Análise da variância, dados Anova pelo Software Minitab
SSA
SSerro
SSTotal
SS
1787,6
770,5
2558,1
GL
19
40
59
MSS
94,1
19,3
-
Fcal
4,88
-
Ftab
1,85
-
Conclusão
Influencia
-
Na tabela 19 como foi encontrado Fcal > Ftab, conclui-se que o tratamento
térmico T6 influência na micro dureza Vickers(HV).
Dados inseridos no Software Minitab, para análise da variância pela Anova,
Figura 41.
77
Figura 40 - Dados de micro dureza Vickers para Minitab
Abaixo são apresentados os resultados obtidos através do Software Minitab.
78
A análise da variância com a metodologia Anova pelo Software Minitab revela
que os melhores tratamentos térmicos são para os processo 3*, 4 e 5*, pois trata-se
de solubilização a 400ªC e envelhecimento a 200ºC e 250ºC com e sem adição de
mischmetal.
79
5.
CONCLUSÃO
Com o estudo do efeito da adição de terras raras, 1,5% em peso na liga de
magnésio ZK-60 fundida no estado semi-sólido por meio do tratamento térmico T6 e
ensaios realizados, é possível obter as seguintes conclusões.
Obteve-se tarugos fundidos com composição química homogênea, livres de
rechupes, defeitos e oxidação interna. A microestrutura bruta de solidificação é
caracterizada por uma matriz de grãos globulares de αMg reforçada por uma rede
de precipitados dos tipos MgZn, MgZnRE e MgRE situados nos contornos de grão.
Após vários tratamentos térmicos T6, seguido de ensaio de micro dureza HV, revela
que a melhor opção é a solubilização de 24 horas a 400ºC seguido de
envelhecimento de 12 horas a 200ºC e 250ºC, para a liga ZK-60 com e sem adição
de RE, que possibilitou um aumento percentual na dureza de 30% para a liga sem
RE e de 8,5% com RE na temperatura ambiente, quando comparada no estado de
como fundida, que é justificado pela precipitação de partículas nanométricas
dispersas de forma homogênea no interior dos grãos.
80
6.
TRABALHOS FUTUROS
Como trabalhos futuros, uma vez que não foram possíveis de realizar no
decorrer deste trabalho, sugiro.
1 - Ensaios de tração para diferentes tratamentos térmicos, de forma obter o
restante de informações dos efeitos dos tratamentos térmicos aplicados nas
propriedades.
2 - Estudo do envelhecimento utilizando diferentes patamares de temperaturas, onde
objetiva obter tempos menores de tratamentos térmicos, associado a melhores
resultados de resistência a tração e ductibilidade.
3 - Repetir os mesmos ciclos de tratamentos térmicos e ensaios realizados neste
trabalho, em uma liga com adição de 2,5%RE, que apresenta fases intermetálicas
de RE maior que com 1,5%RE.
4 - Ensaio comparativo de resistência a corrosão da liga ZK60, como fundida, com e
sem adição de 1,5%RE.
5 – Ensaio de fluência comparativo da liga ZK60, como fundida com e sem adição
de 1,5%RE.
81
7.
REFERÊNCIAS BIBLIOGRÁFICAS
ABM Associação Brasileira de Metalurgia; 11º Seminário de metais não ferrosos –
SP – Setembro 2009.
ASM Metals Handbook; Properties and Selection nonferrous Alloy and special
purpose materials. V02, 10th edition, 1992.
ASM Metals Handbook; Forming and Forging. V.14, 10th Edition, 1999. Association,
I. M. (2015). “Magnesium – Physical Properties.” International Magnesium
Association, Último acesso 19/01/2015. Disponível em:
http://www.intlmag.org/physical.html.
ASTM – B557 (2003) e B93/B93M-09 . Standard Test Methods of tesion Wrought
and Cast Aluminum and Magnesium-Alloy Products.
AVEDESIAN, M.M.; BAKER, H.; Magnesium alloy, ASM International, Ohio USA,
1999.
BARBOSA, C.; Metais não Ferrosos e suas ligas, Microestrutura, Propriedades e
Aplicações. Editora E-Papers, Rio de Janeiro, 1ª edição, 2014, PP 413-423.
BROOKS, C. R. (1982). “Heat treatment, Structure and Properties of Non-ferrous
Alloy”.
CALLISTER, W.; Fundamentos da Ciência e Engenharia de Materiais - Uma
Abordagem Integrada - 4ª Edição LTC, 2014.
DAYU SHU, QIANG CHEN, ZUDE ZHAO, ZHIXIANG ZHAO, YANBIN WANGA,
BAOGUO YUAN. Microstructure development and tensile mechanical
properties of Mg–Zn–RE– Zr magnesium alloy. Materials and Design 40
488–496–2012.
82
DIEGO CUNHA MALAGUETA, H. V. d. M. (2003). “ O Desafio da Reciclagem de
Plásticos Automotivos.” Ultimo acesso: 12/01/2015. Disponível em:
http://www.cetem.gov.br/publicaçao/serie_anais_XI_jic_2003/07_Diego_Cunha_JIC_2003.pdf
ELEKTRON, M. (2015). “Service & Innovation in Magnesium.”Ultimo acesso em:
19/01/2015. Disponível em:http://www.magnesium-elektron.com/about
magnesium.asp?ID=1.
ELEMENTS, W. (2015). “Magnesium. Último acesso: 19/01/2015”. Disponível em:
http://www.webelements.com/webelements/elements/text/Mg/index.html.
FERRI, THIAGO VIEIRA; Caracterização Mecânica da liga de Magnésio ZAXL05413
para aplicação no processo de injeção sob Pressão. 140P. Dissertação
(Mestrado em Engenharia). Escola de Engenharia Metalúrgica e de Materiais,
Universidade Federal do Rio Grande Sul – UFRG – 2008.
FIERN. (1998). “PLANO DIRETOR DE IMPLANTAÇÃO DO PÓLO GÁZ-SALSUMÁRIO EXECUTIVO.” Último acesso: 19/02/2015. Disponível em:
ttphs://www.google.com.br/?gws_rd=ssl#q=FIERN.+(1998)+%22PLANO+DIRETOR+
DE+IMPLANTA%C3%87%C3%83O+DO+POLO+G%C3%81S-SAL-SUM%C3%.
FRIEDRICH, H. E.; MODIKE, B. L.; Magnesium Technology Metallurgy, Design data,
Aplications. (Springer, Berlin) - 2006.
HU YAO-BO, WANG JING-FENG, GAO SHAN, ZHAO LIANG, LIANG HAO, PAN
FUSHENG Effects of Y on mechanical properties and damping capacity of
ZK60 magnesium alloys .Trans. Nonferrous Met. Soc Chine 20 s366.
HUSKY (2004). Thixomolding. Fundição e Serviços: 50-58.
http://pt.scribd.com/doc/52068030/ALUMINIO-E-SUAS-LIGAS., Visualizado em
20/01/2015.
83
http://www,globalst.com.br/bvg/en_mec/13.pdf., Visualizado em 20/01/2015.
JING SANG, YUANYUAN LI, ZHIXIN KANG , XIAOMING LAI. Fabrication of
hydrophobic/super-hydrophobic nanofilms on magnesium alloys by polymer
plating. Thin Solid Films 520 800–806 – 2011.
JOURNAL ELSEVIER, 2011, Y.P. REN, Y. GUO, D. CHEN, S. LI, W.L. PEI, G.W.
QIN.
K. U. KAINER, F. v. B. (2003). Magnesium Alloy and Technology. The Current State
Of Technology and Potential for further Development of Magnesium
Applications.
LU, Y., Q. WANG, et al. (1999). “Effects of rare earths on the microstructure,
properties and fracture behavior of Mg-Al alloys.” Materials Science and
Engineering A 278(1-2): 66-76.
Ma, S., A Methodology to Predict the Effects of Quench Rates on Mechanical
Properties of Cast Aluminum Society for Metals.
MORDIKE, B. L. AND T. EBERT (2001). “Magnesium: properties -- applications –
potential.” Materials Science and Engineering A 302(1): 37-54.
NONFERROUS, K. t. M. (2015). “Magnesium and Magnesium Alloy.” Ultimo acesso
em 11/01/2015. Disponível em: http://www.key-tononferrous.com/dejault.aspx?ID=CheckArticle&NM=138.
PÉREZ-PRADO, M.T.; RUANO, O. A.; Texture evolution during annealing of
Magnesium
AZ-31 alloy. Scripta Materialia 46 149-155 - 2002.
84
PINTO, HAROLDO CAVALCANTI; Desenvolvimento para o processo de Tixofundição, liga de magnésio ZK-60-RE, Fundação de Amparo à Pesquisa do Estado
de São Paulo, FAPESP-2011.
PÉREZ-PRADO, M.T.; RUANO, O. A.; Texture evolution during annealing of
Magnesium AZ-31 alloy. Scripta Materialia 46 149-155 – 2002.
REVISTA DO ALUMÍNIO, 1º trimestre 2007, título a FUNDIÇÃO DO FUTURO.
R. FINK, O. F., SCHORNDORF (2003). Die Casting Magnesium. Weinheim, WILEYVCH Verlag GmbH & Co. KG aA.
ROCHA, W.X. (1999). “Grupo IIA – Metais Alcalinos- terrosos Berílio,
Magnésio, Cálcio, Estroncio, Bário.”Quimica 2000. Ultimo acesso:
20/02/2015,Disponível em:
http://www.oocities.org/vienna/choir/9201/grupo_IIA.htm
ROKHLIN, L. L. (2003). Magnesium Alloy Containing Rare Earth Metals –Structure
and Properties. London, Taylor & Francis.
SAKKINEN, J. D. (1994). “Physical metallurgy of magnesium die cast alloy.”
Society of Automotive Engineers – SAE. Technical Papers 940779; 71-82.
SCHAEFER, S. (2015). “Metais alcalinos terrosos – Magnésio. ¨” Tabela Periódica
online. Último acesso 18/01/2015 Disponível em:
http://www.tabela.oxigenio.com/metais_alcalinos_terrosos/elementos_quimico_magn
ésio.htm.
SILVA, ERENILTON PEREIRA; Fundição no estado semi-sólido de liga ultra leve
de magnésio ZK60 com adição de terras raras. USP-EESC.
SMITH, W.F., Fundamentos de Engenharia e Ciência dos Materiais, 2012, McGrawHill:).
85
STREET, A.C. (1986). The Diecasting Book, Great Britain, Portcullis Press
Limited.
SWIOSTEK, J.; GOKEN, J.; LETZIG, D.; KANIER, K.U.; Hydrostatic extrusion of
Commercial magnesium alloy a100°C and its influence on grain refinement
and mechanical properties. Materials Science and Engineering A 424, pg.
223-229, 2006.
TAKUDA, H.; Fujimoto, H.; Hatta, N.; Modeling on Flow stress of Mg- Al-Zn Alloys at
elevated temperatures,
WANG, Y., Q. WANG. et al. (2003). “Effects of Zn and RE additions on the
solidification behavior of Mg-9Al magnésium alloy.” Materials Science and
Engineering A 342(1-2): 178-182.
WATARI, H. (2006). Trend of rescarch and development for magnesium alloysreducing the weigth of structural materials in motor vehicles. Science and
Technology trends, 18,84-97
ZHANG, Z., A. Couture, et al. (1998). “An investigation of the properties o Mg-Zn-Al
alloys.”Scripta Materalia 39(1):45-53.
ZOLOTOREVSKY, V.S., N.A. BELOV, e M.V. GLAZOFF, Casting Aluminum Alloys.
2007, Elsevier.
86