8º Congresso Brasileiro de Engenharia de Fabricação
18 a 22 de maio de 2015, Salvador, Bahia, Brasil
Copyright © 2015 ABCM
ANÁLISE DO COMPORTAMENTO NÃO GAUSSIANO DOS RESULTADOS
DE RUGOSIDADE MÉDIA ARITMÉTICA RA
Miguel Eduardo Ordoñez Mosquera, [email protected]
Antonio Piratelli-Filho, [email protected]
Universidade de Brasilia, Faculdade de Tecnologia, Depto. Engenharia Mecânica,70910-900, Brasilia,DF,Brazil.
Rosenda Valdés Arencibia, [email protected]
Universidade Federal de Uberlândia, Faculdade de Engenharia Mecânica, Uberlândia, MG,Brazil.
Resumo: A fabricação de peças mecânicas gera irregularidades nas superfícies das peças, devido às vibrações da
máquina-ferramenta e à deflexão elástica da superfície, dentre outras causas, apresentando uma influência decisiva
no funcionamento do conjunto mecânico. A textura da superfície é de grande importância, definindo a capacidade de
desgaste, a lubrificação, a resistência à fadiga e a aparência externa de uma peça. A avaliação da rugosidade é
baseada no perfil de rugosidade obtido com instrumentos, sendo usualmente utilizados os parâmetros rugosidade
média aritmética (Ra), rugosidade máxima (Rz) e rugosidade média quadrática (Rq). O parâmetro Ra é o mais
utilizado e os valores determinados sobre uma mesma superfície são tratados como apresentando uma distribuição
normal de probabilidade. Porém, isto nem sempre ocorre e deve ser considerado no cálculo da incerteza de medição.
Este trabalho apresenta um estudo dos resultados da medição do parâmetro de rugosidade Ra cujos valores têm uma
distribuição de probabilidade não gaussiana ou não normal. Utilizando um rugosímetro digital com contato marca
Mitutoyo modelo SJ-201P, foram feitas 1120 medições da rugosidade e o parâmetro Ra foi determinado em uma
superfície plana de um desempeno, sendo esta dividida em 16 seções e tomando 70 medições em cada uma. Em uma
superfície de forma livre foram obtidos 1800 valores de Ra de uma pá de turbina, que foi dividida em 36 seções e cada
seção foram efetuadas 50 medições. Os resultados foram analisados mediante o emprego dos gráficos de
probabilidade normal e do teste Kolmogorov-Smirnov usando o programa Matlab e foi observado o comportamento
não normal dos dados, sendo que a distribuição que mais se aproximou foi a log-normal. A identificação da
distribuição de probabilidade deste parâmetro sugeriu a utilização da simulação de Monte Carlo (ISO GUM
Suplemento) para calcular a incerteza de medição.
Palavras-chave: Rugosidade média aritmética (Ra), Incerteza de medição, distribuição de probabilidade .
1. INTRODUÇÃO
A fabricação de peças mecânicas gera irregularidades nas superfícies destas peças, motivadas pelas vibrações da
máquina-ferramenta, deflexão da peça, traços de corte de ferramentas nas arestas, dentre outras fontes. Essas alterações
têm uma influência decisiva na adequação da peça à aplicação projetada (Dobes et al., 2014). Isto significa que a
superfície não é perfeitamente lisa, apresentando desvios macrogeométricos e microgeométricos, mesmo com os
avanços tecnológicos observados nas últimas décadas visando reduzir essas falhas (Drozda et al., 1983; Shaw, 1984).
As irregularidades macrogeométricas correspondem aos erros de forma, os quais estão associados às mudanças no
tamanho da peça e desvios geométricos como paralelismo entre as superfícies, retitude, conicidade, circularidade e
cilindricidade, podendo ser medidos com instrumentos convencionais (Jang et al., 1996). As irregularidades
microgeométricas correspondem às ondulações e à rugosidade, sendo que a primeira pode ser causada pela flexão da
peça durante a usinagem, a falta de homogeneidade do material, tensão residual, distorção pelo tratamento térmico,
vibração, etc, e a segunda causada pela ferramenta utilizada para a usinagem (Agostinho et al., 1977).
A rugosidade pode ser expressa por parâmetros obtidos a partir do perfil da superfície obtido por uma medição.
Estes parâmetros são geralmente determinados a partir de perfis filtrados, podendo ser classificados em parâmetros de
amplitude, parâmetros de espaçamento e parâmetros híbridos (Whitehouse, 2003).
Os parâmetros de amplitude são determinados pelas alturas dos picos, profundidades dos vales ou os dois, sem
considerar o espaçamento entre as irregularidades ao longo da superfície. Dentre estes, encontra-se o parâmetro
rugosidade média aritmética (Ra), a rugosidade máxima (Rz) e a rugosidade média quadrática (Rq). O parâmetro Ra é o
mais utilizado na indústria e consiste na média aritmética das elevações do perfil em relação à linha média. Seu valor
corresponde à média das áreas determinadas pelo perfil de rugosidade, sendo determinado pela integral dos valores
absolutos das amplitudes do perfil de rugosidade ao longo do comprimento de amostragem adotado. O parâmetro Ra
tem dependência do cut-off ou comprimentos de amostragem, de forma que serão obtidos maiores valores de Ra, quanto
maiores forem os valores dos cut-offs. A Equação (1) mostra como pode ser expresso o parâmetro Ra, onde Z(x)
representa as elevações do perfil de rugosidade em função do deslocamento x na superfície da peça e do comprimento
de amostragem l.
8º Congresso Brasileiro de Engenharia de Fabricação
18 a 22 de maio de 2015, Salvador, Bahia, Brasil
Copyright © 2015 ABCM
∫|
|
(1)
Os parâmetros de rugosidade como qualquer resultado da medição de uma grandeza física, tem que ser expressos
mediante alguma indicação quantitativa que represente a qualidade do resultado, de forma que aqueles que o utilizam
possam avaliar sua confiabilidade. Sem essa indicação, resultados de medição não podem ser comparados, seja entre
eles mesmos ou com valores de referência fornecidos numa especificação ou numa norma. Assim, a incerteza na
medição tem um papel importante no controle da qualidade em uma peça medida e deve ser determinada. O método
mais empregado e aceito para calcular a incerteza em uma medição é apresentado no documento Guia para a Expressão
da Incerteza de Medição (GUM) (JCGM, 2008). Este documento apresenta um procedimento geral aplicando a “lei de
propagação da incerteza”. O procedimento contém limitações relacionadas à complexidade do modelo matemático na
medição da rugosidade. Outra limitação é a suposição da normalidade da distribuição do mensurando. De acordo com a
recomendação do GUM, a distribuição de probabilidade do mensurando é considerada como normal ou gaussiana, e as
incertezas padrão combinada uc(y) e incerteza expandida U devem ser estimadas, sendo a expandida determinada como
o produto do fator de abrangência k pela a incerteza padrão combinada uc(y), sendo muito utilizado um fator de
abrangência k=2, o qual corresponde a uma probabilidade de abrangência de 95,45 %. Outro método proposto pela ISO
é o GUM Suplemento, também conhecido como Simulação de Monte Carlo, onde as variáveis que influenciam a
incerteza são simuladas com suas respectivas distribuições de probabilidade (JCGM 101, 2008).
2. METODOLOGIA
Para a coleta de dados, foi utilizado um Rugosímetro digital Mitutoyo modelo SJ-201P. O instrumento pode aplicar
filtros digitais 2CR, PC75 e Gaussiano, determinando os parâmetros Ra, Rq e Rz em cada medição. Possui curso de
350 µm no eixo Z e de 12,5 mm no X; a velocidade de medição de avanço é de 0,25 e 0,5 mm/s e de retorno de 0,8
mm/s, a resolução/faixa de medição de 0,4 µm/350 µm, 0,1 µm/100 µm, 0,05 µm/50 µm e 0,01 µm/10 µm; Os valores
de cut-off podem ser escolhidos dentre 0,25, 0,8 e 2,5 mm, sendo utilizado o cut-off de 0,8 mm nos ensaios realizados;
o apalpador tem uma ponta de diamante, com raio de 5 µm e força de medição de 4 mN (0,4 gf); o método de detecção
é indutivo, com saída de dados por comunicação RS-232C para conexão com computador.
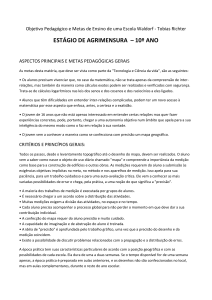
As peças utilizadas para a medição de rugosidade foram um desempeno de ferro fundido com superfície plana,
mostrado na Fig. (1a), e uma pá de turbina hidráulica fabricada em epóxi com fibra de vidro e apresentando uma
superfície de forma livre, mostrada na Fig. (1b). A estratégia utilizada para a medição do parâmetro de rugosidade Ra
foi dividir cada uma destas superfícies em seções de menor tamanho. A superfície plana do desempeno foi dividida em
16 seções e a superfície de forma livre da pá de turbina foi dividida em 36 seções. Assim, cada seção do desempeno foi
medida 70 vezes, totalizando 1120 medições do parâmetro Ra, enquanto que cada seção da pá da turbina foi medida 50
vezes, totalizando 1800 valores de Ra.
(a)
(b)
Figura 1. Peças utilizadas para a medição de Rugosidade (a) Desempeno, (b) Turbina Pá.
Os resultados foram analisados com o programa Matlab, fazendo histogramas para cada superfície e usando o
comando normplot para verificar se os dados Ra apresentam distribuição normal. O teste Kolmogorov-Smirnov (KS)
foi aplicado para verificar a normalidade dos valores, determinando o parâmetro P-valor da probabilidade de que os
dados apresentam distribuição normal.
8º Congresso Brasileiro de Engenharia de Fabricação
18 a 22 de maio de 2015, Salvador, Bahia, Brasil
Copyright © 2015 ABCM
3. RESULTADOS E DISCUSSÕES
3.1. Dados obtidos do parâmetro Ra para a superfície plana do desempeno.
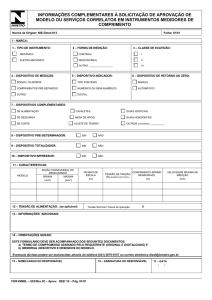
Com os dados obtidos pelo rugosímetro foi estudada a normalidade do parâmetro de rugosidade Ra da mesa
desempeno, mediante o programa Matlab foi obtido um histograma com os 1120 dados, a Fig. (2) mostra o histograma
para parâmetro Ra. Foi obtida uma média de 0,58 µm e desvio padrão de 0,14 µm, sendo que a distribuição apresentou
um desvio em relação à normal.
31
26
Frequência [%]
22
17
13
8
4
0
0
0,2
0,4
0,6
Ra [µm]
0,8
1,0
1,2
Figura 2. Histograma dos valores de Ra para o desempeno.
A verificação da normalidade foi feita através de um gráfico de probabilidade normal, conforme mostrado na Fig.
(3). Nesta figura, pode-se observar que os dados apresentam um desvio em relação à uma linha reta esperada quando os
dados apresentam normalidade, indicando assim o desvio a normalidade. Aplicando o teste Kolmogorov-Smirnov (KS),
foi determinado um P-valor de 4,0x10-18, confirmando que estes dados de parâmetro Ra não apresentam uma
distribuição normal. Pelo aspecto visual mostrado no histograma, observa-se o aspecto aproximando de uma
distribuição log-normal para estes dados.
0,999
0,997
0,990
0,980
Probabilidade
0,950
0,900
0,750
0,500
Distr.Normal
Valores de Ra
0,250
0,100
0,050
0,020
0,010
0,003
0,001
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
Ra [µm]
Figura 3. Gráfico de probabilidade normal de Ra medido no desempeno.
1,2
8º Congresso Brasileiro de Engenharia de Fabricação
18 a 22 de maio de 2015, Salvador, Bahia, Brasil
Copyright © 2015 ABCM
O estudo da normalidade das subáreas específicas tomadas sobre o desempeno foi feito e as subáreas selecionadas
foram a primeira (vértice) e uma do centro. A distribuição dos valores de Ra obtidos no vértice apresentou uma média
de 0,57 µm e desvio padrão de 0,15 µm. A Fig. (4) mostra o gráfico de probabilidade normal para os valores medidos
nesta primeira subárea, mostrando que os valores extremos têm um desvio com respeito à reta que representa a
distribuição normal, revelando assim a não normalidade da distribuição. O teste KS determinou P-valor de 0,013 e
confirmou o resultado desta análise anterior.
0,99
0,98
0,95
Probabilidade
0,90
0,75
Distr. Normal
Valores Ra
0,50
0,25
0,10
0,05
0,02
0.01
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
1,2
Ra [µm]
Figura 4. Gráfico de probabilidade normal de Ra para primeira área do desempeno.
Para a subárea do centro, foi construído o gráfico da probabilidade normal com os valores de Ra, mostrado na Fig.
(5). Foi determinada uma média de 0,60 µm e um desvio padrão de 0,15 µm. Uma tendência foi observada nestes
dados, confirmando que os valores não apresentam distribuição normal, pois ocorrem desvios nas extremidades em
relação à linha reta e o P-valor do teste KS foi de 0,007.
0,990
0,980
0,950
Probabilidade
0,900
0,750
0,500
Distr.Normal
Valores Ra
0,250
0,100
0,050
0,020
0,010
0,4
0,5
0,6
0,7
0,8
0,9
Ra [µm]
Figura 5. Gráfico de probabilidade normal de Ra para a área no centro do desempeno.
A distribuição das médias de Ra nas 16 subáreas resultou numa média de 0,58 µm e desvio padrão de 0,03 µm. O
gráfico de probabilidade normal para estas médias está mostrado na Fig.(6). Nesta figura, pode-se observar que o
comportamento das médias segue uma distribuição normal, o que foi confirmado pelo teste de KS com P-valor de
0,0313.
8º Congresso Brasileiro de Engenharia de Fabricação
18 a 22 de maio de 2015, Salvador, Bahia, Brasil
Copyright © 2015 ABCM
0,980
0,950
0,900
Probabilidade
0,750
0,500
Distr. Normal
Valores Medias de Ra
0,250
0,100
0,050
0,020
0,54
0,56
0,58
0,60
0,62
0,64
Ra [µm]
0,54
0,56
0,58
0,60
0,62
Figura 6. Gráfico de probabilidade normal das médias de Ra nas subáreas do desempeno.
3.2. Dados obtidos do parâmetro Ra para a superfície de forma livre Pá de turbina.
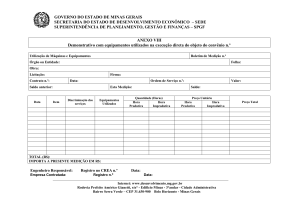
Uma análise análoga foi feita com os resultados da medição de Ra da pá da turbina hidráulica. Com 1800 valores
determinados, foi construído o histograma mostrado na Fig.(7), com os dados apresentando uma média de 0,96 µm e
desvio padrão de 1,01 µm. Embora os valores desta superfície sejam bem maiores que os do desempenho, o
comportamento relativo a tendência foi também detectado de forma mais clara no histograma. O teste do gráfico de
probabilidade normal mostrado na Fig.(8) apresenta esta tendência acentuada e permite verificar a não normalidade dos
dados, confirmada pelo P-valor do teste KS, de 5,9x10-243.
33
28
Frequência [%]
22
17
11
5
0
0
2
4
6
8
10
Ra [µm ]
Figura 7. Histograma para Ra para a Pá de turbina.
12
14
8º Congresso Brasileiro de Engenharia de Fabricação
18 a 22 de maio de 2015, Salvador, Bahia, Brasil
Copyright © 2015 ABCM
Probabilidade
0,999
0,997
0,990
0,980
0,950
0,900
Distr. Normal
Valores Ra
0,750
0,500
0,250
0,100
0,050
0,020
0,010
0,003
0,001
0
2
4
6
8
10
12
14
Ra [µm]
Figura 8. Gráfico de probabilidade normal de Ra para a Pá de Turbina.
As subáreas da superfície de forma livre foram também estudadas e analisadas, sendo apresentadas uma subárea do
vértice e uma do centro. Foi observado que os valores de rugosidade Ra para a subárea do vértice da Pá de turbina tem
uma média de 0,81 µm e desvio padrão de 0,17 µm. A Fig. (9) mostra o gráfico de probabilidade normal, onde os
valores no extremo superior (direita) têm um desvio com respeito à reta que representa a normalidade. A aplicação do
teste KS permitiu determinar P-valor igual a 0,056, evidenciando a não normalidade neste local da superfície.
0,990
0,980
0,950
Probabilidade
0,900
0,750
0,500
Distr. Normal
Valores Ra
0,250
0,100
0,050
0,020
0,010
0,5
0,6
0,7
0,8
Ra [µm]
0,9
1,0
1,1
Figura 9. Gráfico de probabilidade normal para Ra na Primeira área da Superfície da Pá de Turbina.
Uma outra subárea, agora no centro da pá, foi analisada e foram obtidos os valores da média de 0,46 µm e um
desvio padrão de 0,23 µm. A análise da normalidade foi feita e está apresentada na Fig.(10), onde pode-se observar
desvio em relação à normal, confirmado pelo teste KS com um valor de 0,0016.
8º Congresso Brasileiro de Engenharia de Fabricação
18 a 22 de maio de 2015, Salvador, Bahia, Brasil
Copyright © 2015 ABCM
0,990
0,980
0,950
Probabilidade
0,900
0,750
0,500
Distr. normal
Valores Ra
0,250
0,100
0,050
0,020
0,010
0,2
0,3
0,4
0,5
0,6
0,7
Ra [ µm ]
0,8
0,9
1,0
1,1
Figura 10. Gráfico de probabilidade normal de Ra para área central da superfície da Pá de Turbina.
A distribuição das médias das 36 subáreas da pá da turbina hidráulica foi analisada, sendo que a média das médias
de Ra foi de 0,96 µm e o desvio padrão das médias foi de 0,71 µm. A Fig. (11) apresenta o gráfico de probabilidade
normal, onde pode ser observado um desvio da normalidade devido à presença de pontos que se distanciam da linha reta
de referência. Esta tendência foi confirmada pelo teste KS, com P-valor foi de 2,0x10-6.
0,990
0,980
0,950
Probabilidade
0,900
0,750
Distr. Normal
Valores Medios de Ra
0,500
0,250
0,100
0,050
0,020
0,010
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
Ra [µm ]
Figura 11. Gráfico de probabilidade normal das médias de Ra, obtidas nas subáreas da Pá de Turbina.
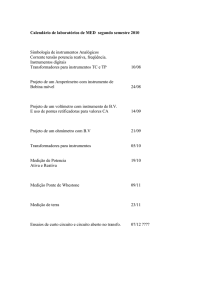
Os quatro pontos à direita no gráfico da Fig.(11) apresentaram valores extremos, bem superiores aos valores obtidos
nas outras subáreas da pá. Uma análise do gráfico poderia sugerir que estes dados sejam tratados como outliers e assim
poderiam ser excluídos, de forma que os demais apresentem uma distribuição gaussiana. Entretanto, estes valores foram
associados a erros do processo de fabricação e assim não podem ser retirados. A Fig. (12) mostra as localizações destas
áreas, próximas à aresta lateral direita. Esta peça foi fabricada por um processo de moldagem manual, o que justifica os
defeitos presentes.
8º Congresso Brasileiro de Engenharia de Fabricação
18 a 22 de maio de 2015, Salvador, Bahia, Brasil
Copyright © 2015 ABCM
Figura 12. Localização das subáreas da pá da turbina onde ocorreram valores extremos de Ra
4. CONCLUSÃO
Um estudo da normalidade dos resultados da medição do parâmetro de rugosidade média aritmética Ra foi
realizado para verificar o comportamento dos dados usados para determinar a incerteza de medição. Duas superfícies
foram empregadas, uma plana de desempeno de ferro fundido e uma de forma livre da pá de turbina hidráulica. As
estatísticas descritivas como média e desvio padrão foram determinadas para caracterizar cada uma, sendo aplicado dois
testes para verificar a normalidade dos dados, o do gráfico de probabilidade normal e o Kolmogorov-Smirnov (KS). Foi
ainda verificado se a subdivisão da superfície em áreas menores proporciona um resultado diferente em relação à
medição direta de toda a superfície.
Para a superfície plana do desempeno, foram obtidos os valores da média igual a 0,58 µm e desvio padrão de 0,14
µm. O histograma com os valores de Ra mostrou uma tendência de não normalidade, confirmada pelos testes realizados
no gráfico de probabilidade normal (pontos das extremidades da distribuição se afastaram da tendência de reta
esperado) e KS (valor muito pequeno de P-valor, igual a 4,025x10-18). O estudo das áreas subdivididas mostrou
comportamento semelhante dentro de cada subárea, sendo que nas duas estudadas foram obtidos P-valores de 0,013 e
0,007, evidenciando comportamento não normal ou gaussiano. Entretanto, como se esperava do teorema do limite
central, a distribuição de médias das subáreas apresentou uma distribuição normal, sugerindo assim a divisão da área
total em subáreas para determinar as médias dos parâmetros e assim estimar a incerteza baseado em dados com
distribuição normal.
Para a superfície de forma livre da pá da turbina hidráulica, os valores de Ra apresentaram uma média de 0,96 µm
e um desvio padrão de 1,01 µm. O histograma revelou uma tendência nos dados, sendo que os testes do gráfico de
probabilidade normal (pontos afastados da reta nas extremidades) e KS (P-valor de 5,9x10-243) indicaram que os dados
não apresentam distribuição normal. O mesmo estudo foi feito para as subáreas desta superfície e foi encontrado o
mesmo comportamento, sendo nas extremidades e no centro obtidos P-valores de 0,0056 e 0,0016.
O aspecto visual observado nos histogramas sugere que os dados devem apresentar uma distribuição log-normal,
porém isto deve ser confirmado em trabalhos futuros, antes da determinação da incerteza de medição pelo método do
GUM ou do GUM suplemento. A aplicação de uma transformação de variável é sugerida para normalizar os valores
antes do cálculo da incerteza. Outra possibilidade é trabalhar com as médias das subáreas, cuja distribuição é
geralmente normal ou gaussiana, mas deve ser dada atenção ao processo de fabricação utilizado e à presença de defeitos
localizados que resultem em não normalidade da distribuição de médias.
8º Congresso Brasileiro de Engenharia de Fabricação
18 a 22 de maio de 2015, Salvador, Bahia, Brasil
Copyright © 2015 ABCM
5. REFERÊNCIAS
Agostinho, O.L., Rodrigues, A.C., Lirani, J. 1977. “Tolerâncias, ajustes, desvios e análise de dimensões”. Edgard
Blucher, 295 p.
Dobes, J., Silveira, J.E., Arencíbia, R.V. 2014. “Fontes de erro na medição da rugosidade”. Twelfth Laccei Latin
American And Caribbean Conference For Engineering And Technology (Laccei’2014), Guayaquil, Ecuador.
Jang, D. Y., Cho, Y., Kim, H. G., Hsia, A. 1996. “Study Of The Correlation Between Surface Roughness And Cutting
Vibrations To Develop An On-Line Roughness Measuring Technique In Hand Turning”. Int. J. Mach. Tools
Manufacture, V. 36, N. 4.
JCGM 100. 2008. “GUM - Guide to the expression of uncertainty in measurements”. Geneva: International
Organization for Standardization – ISO; 131 p.
JCGM 101. 2008. “Evaluation of measurement data – Supplement 1 to the "Guide to the expression of uncertainty in
measurement" – Propagation of distributions using a Monte Carlo method”. Geneva: International Organization for
Standardization – ISO; 82 p.
Shaw, M. C. 1984. “Metal Cutting Principles”, Oxford Science Publication, New York, 594 p.
Vim 2008, 2009 Vocabulário Internacional de Metrologia – Conceitos Fundamentais e Gerais e Termos Associados. 1ª
Edição Brasileira do Vim, Inmetro, Rio De Janeiro.
Whitehouse, D.J. 2003, “Handbook of Surface and Nanometrology”. 1st Ed. Bristol: Ipp Publisher, 1128 p.
6. AGRADECIMENTOS
Os autores agradecem ao Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq) e à Coordenação de
Aperfeiçoamento de Pessoal (Capes) pelo apoio financeiro na execução do trabalho.
7. DIREITOS AUTORAIS
Os autores são os únicos responsáveis pelo conteúdo do material impresso incluídos no seu trabalho.
8º Congresso Brasileiro de Engenharia de Fabricação
18 a 22 de maio de 2015, Salvador, Bahia, Brasil
Copyright © 2015 ABCM
ANALYSIS OF NON GAUSSIAN BEHAVIOR APPLIED TO ARITHMETIC
ROUGHNESS RA MEASUREMENT
Miguel Eduardo Ordoñez Mosquera, [email protected]
Antonio Piratelli-Filho, [email protected]
Universidade de Brasilia, Faculdade de Tecnologia, Depto. Engenharia Mecânica,70910-900, Brasilia,DF,Brazil.
Rosenda Valdés Arencibia, [email protected]
Universidade Federal de Uberlândia, Faculdade de Engenharia Mecânica, Uberlândia, MG,Brazil.
Abstract Manufactured mechanical parts presents irregularities on surfaces associated to vibrations of the machine
tool and elastic deflection of the surface, among other causes, having consequences in mechanical assemblies. The
surface texture is of great importance since it is related to the wear ability, the lubrication characteristics, the fatigue
resistance and the appearance. The assessment is based on the roughness surface profile obtained with roughness
measuring instruments and the parameters commonly determined are the arithmetic mean roughness (Ra), the
maximum roughness (Rz) and the mean square roughness (Rq). The Ra is the most used and the values determined in
given surface are considered as having a normal probability distribution. However, this is not always obtained and the
probability distribution must be considered in the calculation of measurement uncertainty. This paper presents a study
of the results of measurement of roughness Ra whose values have a distribution of non-Gaussian or not normal
probability. Using a digital surface roughness tester Mitutoyo SJ-201P, the Ra parameter was measured 1120 times
on: i) a standard flat surface of a reference table, divided in 16 sections with 70 measurements at each one; ii) a
freeform surface of a turbine runner, taking 1800 Ra values, divided in 36 sections with 50 measurements at each one.
The results were analyzed using Matlab software to verify the behavior of the data distribution, applying normal
probability plots and Kolmogorov-Smirnov tests. Non-normal distribution was found in these samples and new
investigation is suggested to verify the normality of roughness in different manufacturing process.
Keywords: arithmetic mean roughness (Ra), Measurement uncertainty, probability distribution.