ORLANDO ERNESTO JORQUERA CORTÉS
AVALIAÇÃO TÉCNICA DA UTILIZAÇÃO DE H2S NO
TRATAMENTO DE EFLUENTES LÍQUIDOS ÁCIDOS
CONTENDO
METAIS PESADOS
Dissertação apresentada ao Curso de pós-graduação em
Gerenciamento e Tecnologia Ambiental no Processo
Produtivo, Escola Politécnica, Universidade Federal da
Bahia, como requisito parcial para obtenção do grau de
Mestre.
Orientador: Prof. Dr. Pablo Rodrigo Fica Piras
Salvador
2005
C831a Cortés, Orlando Ernesto Jorquera
Avaliação técnica da utilização de H2S no tratamento de
efluentes líquidos ácidos contendo metais pesados. / Orlando
Ernesto Jorquera Cortés. – Salvador, 2005.
105 p.; il.
Orientador: Dr. Pablo Rodrigo Fica Piras
Dissertação (Mestrado em Gerenciamento e Tecnologias
Ambientais no Processo Produtivo). – Universidade Federal da
Bahia. Escola Politécnica, 2005.
1. Biotecnologia – Indústria – Aspectos ambientais. 2. Resíduos
industriais – Aspectos ambientais. 3. Metais pesados. I.
Universidade Federal da Bahia. Escola Politécnica II. Piras, Pablo
Rodrigo Fica. III. Título.
CDD 660.6
2
3
4
A
minha mãe Maria Eugenia por tanto carinho, paciência, e apoio; meu avô Carlos que
sempre tenho em minhas lembranças, meu pai Orlando, meus irmãos Rodrigo e Paula, meu
sobrinho Vicente, meus sogros e minha esposa Duda.
5
AGRADECIMENTOS
À Suzete, pela sorte de a ter conhecido. Seu apoio e carinho.
Ao Asher por seus conselhos, brincadeiras e por entregar uma visão especial do como nos
comportar com nosso meio ambiente.
Aos meus companheiros de projeto, Alexandre, Johab, Mônica, Ana Carolina, Christiane e
Katyuska.
Aos meus companheiros do TECLIM, Ligia, Linda, Jaqueline e Eliana, pela sua amizade e
carinho.
À minha esposa Duda pelo carinho e muita paciência.
Aos meus sogros Eduardo e Siomara por seu apoio e carinho.
Aos meus amigos de aventuras submarinas, especialmente Edinilso
Aos meus amigos de aventuras no caminho da aceitação do outro como legítimo outro na
convivência humana (Aikido).
Aos meus amigos Eric e Loreto pelo seu apoio, idéias e maluquices
Ao Ernesto Raizer, pela disponibilização do trabalho ainda não publicado e pela orientação
desta dissertação.
Ao Julio pela sua amizade e aventuras intelectuais que enriquecem a alma.
Ao Pablo pelo seu apoio e contribuição no desenvolvimento desse trabalho
E, finalmente, à minha família que sempre me apóia, não importando o lugar do planeta
onde me encontre.
A todos, muito obrigado.
6
De los cerros abruptos, de la
altura verde, saldrá el cobre de
Chile, la cosecha más dura de
mi pueblo, la corola
incendiada, irradiando la vida
y no la muerte, propagando la
espiga y no la sangre, dando a
todos los pueblos nuestro amor
desenterrado, nuestra montaña
verde que al contacto de la
vida y el viento se transforma
en corazón sangrante, en
piedra roja.
Pablo Neruda
7
RESUMO
Este trabalho teve como objetivo principal o estudo da viabilidade técnica de implementação
de um processo para a produção de H2S por bactérias redutoras de sulfato (BRS), a ser
utilizado na precipitação de metais pesados, contidos em efluentes industriais líquidos
ácidos, provenientes do sistema de lavagem de gases de uma planta de obtenção de cobre
blister.
Os efluentes ácidos gerados foram caracterizados, permitindo identificar a composição e
concentração dos efluentes gerados em cada operação unitária do sistema de lavagem de
gás da Unidade de Ácido Sulfúrico (UAS).
Particular ênfase e atenção dedicaram-se ao desenvolvimento de uma tecnologia para a
geração biológica de H2S e sua utilização na precipitação de metais pesados, através de
bactérias redutoras de sulfato em um reator do tipo gas-lift, permitindo estabelecer a
viabilidade técnica deste processo. O processo foi modelado matematicamente, e avaliou-se
o comportamento dinâmico do sistema mediante os balanços de massa do sistema de
geração e tratamento dos efluentes. Os resultados indicaram que o melhor substrato para
cultivar as bactérias é enxofre como doador de elétrons e etanol como fonte de energia. O
bioprocesso possibilita a remoção dos metais pesados permitindo um ganho econômico e
ambiental com a disposição dos sulfetos gerados, os quais podem ser comercializados como
concentrados de zinco e cobre. Os modelos indicaram que o reator chega ao seu estado
estacionário com aproximadamente 8 meses de operação, gerando o H2S necessário para as
necessidades da planta. Um biorreator em escala de laboratório foi construído e na sua
caracterização física foram confirmados os valores teóricos descritos na literatura. Devido à
baixa taxa de crescimento especifica dos microorganismos sulfato-redutores, não foi
possível avaliar a biogeração de H2S no escopo deste trabalho. No entanto, com a adição de
Na2S foi simulada a remoção de metais e caracterizados os sulfetos produzidos.
Palavras- chave: Produção biológica de H2S; bactérias redutoras de sulfato; recuperação
de metais pesados; efluentes ácidos industriais, modelagem de bioprocessos.
8
Abstract
This work had as objective main the study of the technical viability of implementation of a
biotechnological process for H2S production, by the sulfate reducing bacteria (SRB) that
was used in the heavy metal precipitation contained in acid industrial liquid effluent, from
the washing system gases in a blister copper smelting plant.
The acid effluent had been characterized, allowing identify to the generated composition
and concentration of the effluent generated in each unit operation of the system of gases
washing from Sulfuric Acid Unit (SAU).
Particular emphasis and attention had dedicated the development to technology for the
biological generation of H2S and its use in the heavy metal precipitation, through sulfate
reducing bacteria in a gas-lift reactor, allowing establishing the viability technique of this
process. The process was mathematically modeled, and evaluated the dynamic behavior of
the system based in mass balance of the generation system and treatment of the effluent.
The results had indicated that the best substratum to cultivate the bacteria is sulfur as
electron donor and ethanol as energy source. The bioprocess make possible the removal of
heavy metal allowing a economic and environmental profit with the disposal of the sulfate
generated, which can be commercialized as concentrated of zinc and cooper. The models
had indicated that the reactor approximately stationary arrives state with 8 months of
operation, having generated the necessary H2S for the petitions of the plant. The bioreactor
in laboratory scale was constructed and in its physical characterization the described
theoretical values in literature had been confirmed. Due to low growth tax specifies of the
sulphate-reducing microorganisms, was not possible to evaluate the bio-generation of H2S
in this work. However, with the addition of Na2S the metal removal was simulated and
characterized the sulfide produced.
Keywords: Biological production of H2S; reducing sulfate bacteria; heavy metals recovery;
effluent acid; industrials, modeling of bioprocess.
9
LISTA DE FIGURAS
Figura 1: Esquema do processo de eletrodiálise.
22
Figura 2: Solubilidade dos sulfetos metálicos (mg/L) v /s pH (EPA, 1981).
27
Figura 3: Solubilidade dos hidróxidos metálicos (mg/L) versus pH (EPA, 1981).
27
Figura 4: Unidade de lavagem de gás da planta de produção de ácido sulfúrico (UAS). 32
Figura 5: Fluxograma de processo indicando as diferentes operações unitárias relacionadas
ao processo de lavagem dos gases provenientes do forno da fundição.
33
Figura 6: Fluxograma do processo de fundição, indicando a lavagem de gás e a proposta de
tratamento dos efluentes gerados.
34
Figura 7: Pontos de amostragem na unidade de ácido sulfúrico (UAS).
38
Figura 8: Partes do biorreator tipo gas- lift.
45
Figura 9: Esquema da malha de controle para o biorreator proposto.
49
Figura 10: Interfase gráfica desenvolvida no Elipse Scada
50
Figura 11: Esquema do sistema de controle CLP-computador-biorreator.
50
Figura 12: Foto do biorreator em escala de laboratório.
51
Figura 13: Sistema de controle (CLP) e interface gráfica.
52
10
Figura 14: Diagrama de blocos indicando os dois sistemas principais para a produção de
H2S e precipitação dos metais pesados, sendo F= vazão dos efluentes e Fg = vazão de gás.
53
Figura 15: Vazão das diferentes correntes que entram no sistema de tratamento de efluentes
(UTE) na Caraiba Metais. S.A.
58
Figura 16: Imagem dos efluentes obtidos nos pontos P1, P3, P5 y P6 respectivamente.
59
Figura 17: Concentração em mg /l versus ponto de amostragem na unidade de lavagem de
gás da UAS.
61
Figura 18: Carga (kg/h) dos metais em função de cada ponto de amostragem e sua
comparação com o histórico.
62
Figura 19: Hold-up v/s velocidade superficial do gás no riser (m/s)
67
Figura 20: Correlação entre hold-up experimental e hold-up teórico descrito por Gavrilescu
(1999), para o biorreator contendo a solução de cultivo.
68
Figura 21 : Esquema do processo a ser simulado.
74
Figura 22: Gráficos de biomassa, substratos e produção de H2S versus tempo baseados nos
modelos dinâmicos e considerando o modelo descrito por Rizer Neto.
80
11
LISTA DE TABELAS
Tabela 1: Tecnologias para remoção dos metais pesados (Eccles, H., 1999).
24
Tabela 2: Concentração dos metais pesados que entram na UTE.
56
Tabela 3: Carga dos metais pesados (kg/h) que sai das diferentes unidades e que entram na
unidade de tratamento de efluentes (UTE). Refere-se a outros efluentes os efluentes
provenientes da granulação, desmineralização, ladfill,eletrolise e piso fundição.
57
Tabela 4: Aporte relativo em % dos metais que entram na UTE, calculado referente á carga
total.
57
Tabela 5: Concentração dos metais pesados presentes nos distintos efluentes que são
gerados no sistema de lavagem de gás na UAS.
60
Tabela 6: Carga expressada em kg/h para cada operação unitária.
61
Tabela 7: Preço dos metais com relação ao efluente da UAS, cotizados na bolsa de metais
de Londres.
63
Tabela 8: Preço dos metais com relação ao efluente do lavador, cotizados na bolsa de
metais de Londres.
64
Tabela 9: Preço dos metais com relação ao efluente do ácido negro, cotados na bolsa de
metais de Londres
65
Tabela 10: Preço dos metais com relação ao efluente da laminação que entram na UTE
cotados na bolsa de metais de Londres
65
12
Tabela 11: Preço dos metais com relação ao efluente da mistura dos outros efluentes que
entram na UTE sem considerar a UAS, ácido negro, laminação e o Lavador, cotizados na
bolsa de metais de Londres.
66
Tabela 12: Correlaciones teóricas, parâmetros geométricos e experimentais.
67
Tabela 13: Concentração de H2S em kg H2S /ano necessários para a precipitação dos
principais metais pesados
70
Tabela 14: Balanços de massa dinâmicos do sistema de produção de H2S.
71
Tabela 15: Balanços de massa em estado estacionário do sistema.
73
Tabela 16: Parâmetros cinéticos de projeto.
77
Tabela 17 : Rendimentos teóricos considerados usando metanol como fonte de elétrons
(equação 83).
78
Tabela 18: Valores obtidos a partir dos balanços de massa e um efluente a tratar de 32 m3/h.
78
Tabela 19: Valores obtidos a partir dos balanços de massa na fase gasosa.
79
Tabela 20: Dimensionamento dos equipamentos do processo.
79
Tabela 21: Eficiência de remoção dos sulfetos metálicos com H2S a um pH<1 no efluente
gerado na unidade de lavagem da UAS (sai do TQ-1105). O Zn pode ser precipitado
seletivamente, aumentado o pH do efluente ate pH=5.
81
13
LISTA DE ABREVIATURAS E SIGLAS
UAS
Unidade de ácido sulfúrico
UTE
Unidade de tratamento de efluentes
Cyt7, Cyt 3
Citocromo 7, citocromo C3
ORP
Potencial de oxido redução
CLP
Controlador lógico programável.
TQ
Tanque
SENAI
Serviço Nacional de Aprendizagem Industrial
BRS
Bactérias redutoras de sulfato
14
LISTA DE SÍMBOLOS
Símbolo
Definição
Unidade SI
A
área
m2
D
taxa de diluição
(D=F/V) h-1
D
diâmetro
m
Dr
diâmetro interno (riser)
m
Dw
diâmetro externo (downcomer)
m
F
fluxo volumétrico (gases e líquidos)
m3/h
hl
profundidade de um líquido
m
h, ht
altura total
m
Ks
coeficiente de saturação, (Monod)
kg/m3 (g/l)
m
massa
kg, t
p
pressão
psig
Y x /s
taxa específica de produção
kmol/(m3*dia)
MM
massa molecular
g/gmol
Q, Qg, Ql
vazão (gases, líquido)
R
constante universal dos gases
8314 J/(K*mol)
Ri
taxa de produção ou consumo
mol/(m3 h)
Re
numero de Reinolds
S
concentração de substrato
kg/m3
T
temperatura
K, ºC
t
tempo
s
V
volume
m3
v
velocidade
m/s
X
concentração de biomassa
kg/m3
µ
taxa específica de crescimento
h-1
µmax
taxa específica máxima de crescimento
h-1
τ
tempo de residência
h
νsgr
Velocidade superficial do gás no riser
m/s
m3/h
Símbolos gregos
15
SUMARIO
1.
INTRODUÇÃO.
19
2.
FUNDAMENTOS TEÓRICOS.
21
2.1.
Antecedentes.
21
2.1.1. Processo físico – químico.
21
2.1.2. Processos biológicos. Bactérias redutoras de sulfato.
24
2.1.3. Produção biológica de H2S: Fundamentos bioquímicos.
28
2.2.
29
Descrição do produto.
2.2.1. Propriedades físico-químicas do H2S.
29
2.2.2. Toxicologia.
30
2.3.
Modelo de estudo.
30
2.4.
Justificativa.
34
2.5.
Objetivos e projeções.
35
3.
MATERIAIS E MÉTODOS
37
3.1.
Caracterização dos efluentes.
37
3.1.1. Caracterização dos efluentes ácidos do processo pirometalúrgico
de produção de cobre blister.
37
3.1.2. Caracterização dos efluentes da unidade de lavagem de gás da UAS.
37
3.2.
Desenvolvimento de diagramas de bloco.
39
3.3.
Balanços de massa.
39
3.4.
Cinética de crescimento bacteriano.
42
3.5.
Dimensionamento de equipamentos
43
3.6.
Projeto do biorreator gas-lift.
44
3.6.1. Equações de projeto.
44
3.6.2. Sistema de controle
49
3.7.
Diagrama de blocos
52
3.8.
Caracterização do biorreator gas-lift.
54
3.9.
Médio de cultivo e bactéria utilizada.
54
16
3.10. Ensaios com Na2S para precipitação dos sulfetos metálicos
55
3.11. Modelagem matemática.
55
4.
RESULTADOS
56
4.1.
Estudo e caracterização do processo de geração de efluentes ácidos com
metais pesados.
56
4.1.1. Caracterização dos efluentes totais.
56
4.1.1.1. Aporte relativo de metais pesados na UTE.
56
4.1.1.2. Fluxo mássico de efluentes que entram na Unidade de
Tratamento de Efluentes (UTE).
58
4.1.1.3. Caracterização e segregação dos efluentes gerados na unidade de
lavagem de gás da UAS.
59
4.2.
Revalorização e reuso de efluentes na unidade de lavagem de gás da UAS.
62
4.3.
Preço dos metais
63
4.4.
Caracterização do biorreator
66
4.4.1. hold-up e velocidade superficial do gás no riser.
66
4.5.
68
Elementos para o dimensionamento do biorreator.
4.5.1. Exigências para o bioprocesso
68
4.5.2. Biomassa máxima e taxa de produção do produto.
70
4.5.3. Volume do biorreator
70
4.5.4. Modelos dinâmicos.
71
4.5.5. Modelo em estado estacionário
72
4.5.6. Biorreator gas-lift.
73
4.5.7. Reator de precipitação (contator gás –líquido).
74
4.5.8. Comparação econômica das possíveis reações químicas.
75
4.5.9. Parâmetros cinéticos e balanços em estado estacionário.
77
4.5.10. Modelagem matemática
79
4.6.
80
Ensaios de laboratório.
4.6.1. Crescimento de bactérias redutoras de sulfato no biorreator.
80
4.6.2. Tratamento de efluente ácido da unidade de lavagem de gás da
UAS com Na2S.
81
17
5.
DISCUSSÃO E CONCLUSÕES
82
5.1.
Caracterização de efluentes
82
5.2.
Modelagem matemática
83
5.3.
Modo de operação da planta de H2S
84
5.4.
Estudos em escala de laboratório
84
5.5.
Precipitação dos metais pesados.
85
5.6.
Conclusões.
85
5.7.
Sugestões
86
6.
REFERENCIAS
87
7.
APÊNDICE.
93
7.1.
Desenho do biorreator tipo gas-lift.
93
7.2.
Equações de desenho: cálculo, valores experimentais e teóricos.
95
7.3.
Fluxograma de recuperação e custo dos metais
96
7.4.
Custo para venda de concentrado (sulfeto metálico) da UAS e do lavador.
97
7.5.
Custo para venda do concentrado (sulfeto metálico) da mistura dos
efluentes menores.
98
7.6.
Desenho metabólico da bactéria Desulfovibrio desulfuricans.
99
7.7.
Custos e comparação do uso de sulfeto de sódio e sulfeto de hidrogênio.
100
7.8.
Listagem do programa
101
18
1
Introdução
A indústria metalúrgica caracteriza-se pelo processamento de grandes quantidades
de minérios com baixa concentração no metal de interesse. Conseqüentemente, é também
uma grande geradora de resíduos sólidos, líquidos e gasosos.
No processo de produção do cobre, por exemplo, o minério está normalmente
associado ao ferro, em forma de sulfetos, além de outros elementos metálicos muito
prejudiciais ao meio ambiente como o arsênio, cádmio, entre outros.
Esses resíduos, especialmente aqueles que contem metais pesados, são rapidamente
absorvidos na biosfera, causando sérios danos ambientais, quando descartados sem
tratamento.
Os principais efluentes de metalúrgicas que contém esses metais são as drenagens
das minas e a solução resultante da lavagem dos gases dos processos pirometalúrgicos.
Os efluentes ácidos de uma fundição de cobre são reconhecidos mundialmente
como causadores de sérios problemas ambientais. Em alguns processos metalúrgicos do
cobre, no processo de lavagem de gases, após a fundição desse metal, são gerados
aproximadamente 60% dos efluentes ácidos que são enviados para a planta de tratamento
de efluentes. Nessa planta os efluentes ácidos são misturados e tratados com um leite de
cal para aumentar o pH e, conseqüentemente, precipitar alguns metais pesados na forma
de hidróxidos metálicos. Esse processo gera grandes quantidades de lama de gesso
contaminada com metais pesados, necessitando ser disposta em um aterro especial,
formando, no momento, parte importante do passivo ambiental da empresa.
19
Dessas constatações surgem as seguintes perguntas:
Pode-se implementar um sistema biotecnológico, utilizando conceitos de tecnologia
limpa, com a finalidade de precipitação seletiva dos metais pesados
em efluentes
segregados?
Pode-se valorizar os efluentes tratados reusando-os e recuperando os metais de
valor comercial?
Este trabalho tem por objetivo apresentar as várias alternativas tecnológicas de
segregação desses metais e, em especial, concentrar-se nos processos de produção de gás
sulfídrico ou H2S (proveniente da produção biotecnológica ou da aplicação de Na2S), para
utilizá-lo na precipitação dos metais componentes do efluente industrial na forma de
sulfetos.
20
2
Fundamentos teóricos
2.1. Antecedentes
Um grande número de indústrias (metalúrgica, produção de circuitos eletrônicos,
processamento de aço, química fina e produção farmacêutica) descarta uma variedade de
metais tóxicos no meio ambiente com o conseqüente dano ambiental.
Diferentes métodos têm sido descritos para o tratamento de efluentes ácidos
contendo metais pesados, mas poucos são aplicados em escala comercial. Dentre eles,
destacam-se os seguintes:
2.1.1 Processos físicos -químicos
O mais amplamente utilizado é o processo de neutralização com leite de cal
(suspensão aquosa de CaO) ou outros compostos alcalinos (Lens, et al., 1998; Luptakova,
A. et al. 2003). Caracteriza-se principalmente pela precipitação dos metais nos respectivos
hidróxidos insolúveis.
Consiste em misturar o efluente ácido com óxido de cálcio (CaO), gerando sulfato
de cálcio (CaSO4, gesso) mais os hidróxidos dos metais pesados (M(OH)α α ≥ 2), sendo
esses últimos insolúveis em valores elevados de pH (pH≥7), como é descrito na seguinte
equação:
MSO4 + CaO + H 2 O → CaSO4 + M (OH ) 2
(1)
Podem-se citar outros processos de tratamento de efluentes contendo metais
pesados entre eles estão:
21
Eletrodiálise (Pilat, B.V., 2003, Perry, et al., 1999).
Consiste em permear o efluente através de uma membrana seletiva para cátions e
ânions sob a ação de um campo elétrico. Neste caso, os íons são transportados e
concentrados na corrente de salmoura (figura 1).
Figura 1: Esquema do processo de eletrodiálise (Perry, et al., 1999).
Adsorção seguida de flotação, para recuperação de íons metálicos (Matis, K.A., et
al., 2002, Perry, et al., 1999).
Inicialmente o efluente é colocado em contato com um material adsorvente
(hidroxiapatita, zeólita, goetita, hidrotalcita etc), e em seguida esta fase sólida é separada
utilizando o processo de flotação, que consiste na fluidização e separação destas partículas
sólidas.
A flotação pode ser feita utilizando ar disperso como ar dissolvido e apresenta
vantagens econômicas pelo seu baixo investimento inicial, sendo utilizada comumente na
água de lavagem de processos minerais.
Troca iônica (Curcovic, L.,et al., 1997).
O processo consiste na troca de íons, especificamente a substituição dos cátions
presentes na matriz do mineral. A estrutura de um silicato de alumínio é composta por SiO4e AlO4-. Os cátions Al3+ e Si3+ precipitam Cd, Zn e Mn presentes em um efluente
22
contaminado. Os silicatos apesar de inócuos são eficientes na remoção de metais pesados
em efluentes industriais. O poder de troca iônica dos silicatos de alumínio é uma
propriedade natural e com seletividade maior para o chumbo, cádmio, zinco e cobre.
A seguinte equação (1) descreve o processo clássico de troca catiônica:
M +2 + 2 NaR ⇔ MR2 + 2 Na +
(2)
Sendo R o sitio aniônico estacionário.
Adsorção seqüencial (Yabe, M.J.S., et al., 2003) .
Consiste no uso de material absorvente como sílica, carvão ativado e
alumina. Normalmente utilizado como sistema de tratamento de polimento, pois sua
eficiência é limitada à baixas concentrações de metais pesados (faixa <10 ppm).
Extração com solventes (Zhuang,Y., et al., 2000, Perry, et al. 1999).
Processo usado desde 1950, consiste no uso de duas fases imiscíveis, usualmente
uma fase orgânica, que tem um extractante, e uma fase aquosa, que contém o metal. As
duas fases misturadas geram uma emulsão que proporciona uma área interfacial para a
transferência de massa. Como resultado os íons metálicos são transferidos da fase aquosa
para a fase orgânica, onde é purificada. A equação geral que descreve o processo é a
seguinte:
nHR( org ) + M (naq+ ) ⇔ MRn ( org ) + nH (+aq )
(3)
A tabela (1) apresenta um resumo das diferentes tecnologias de recuperação e
remoção dos metais pesados com suas respectivas características e limitações. Nota-se que
o menor custo de tratamento (investimento e operacional) é o processo que utiliza a
precipitação com hidróxidos e sulfeto, sendo este último mais vantajoso por apresentar
seletividade variada em função do valor do pH.
23
Tabela 1: Tecnologias para remoção dos metais pesados.
Tecnologia
pH
Adsorção (CAG)
Tolerância
limitada
Tolerante
Moderada Não Tolera
Não
Moderada Não Tolera
Troca iônica
Tolerância
limitada
Membrana
Tolerância
limitada
Tolerante
Eletroquímica
Precipitação
(hidróxido)
Precipitação
(sulfeto)
Extração com
solvente
Seletividade
metal
Capital
3
US$/m
Operação
3
US$/m
<10
500
0,02-0,05
Pode ser
condicionado
>10
Sem dados
0,13
Resina pode Não Tolera
ser seletiva
Não
<100
100
0,05-0,25
Moderada Não Tolera
Não
>10
12,5
0,013-0,05
Não seletiva Tolerante
Tolerante
>10
12,5
0,003-0,013
Tolerância
limitada
Seletividade Tolerante
limitada ao
pH
Tolerante
>10
12,5
0,003-0,013
Alguns
sistemas
tolerantes
Solvente Não Tolera
seletivo aos
metais
Não
>100
CAG: carvão ativado granulado.
Influência
de sólidos
suspensos
Tolerância à Concentração
presença de
limite (mg/l)
matéria
orgânica
Sem dados Sem dados
(Eccles, H., 1999)
2.1.2. Processos biológicos: Bactérias redutoras de sulfato.
Os processos biológicos têm por característica principal a realização de reações
químicas complexas, que normalmente não acontecem à temperatura e pressão ambientais,
em contraste com os processos químicos que precisam de energia, pressão e catalisadores
para realizar a reação. Eles utilizam macromoléculas (enzimas) que são capazes de diminuir
a energia de ativação da reação, gerando um produto com uma eficiência de 100% sem
geração de resíduos. Essa característica faz dos processos biológicos sistemas
“tecnologicamente” limpos.
24
Processos biológicos utilizando bactérias redutoras de sulfato (BRS), especialmente
Desulfovibrio desulfuricans, têm sido descritos como tratamentos eficientes e
economicamente viáveis (Herrera et al., 1997; Cork et al., 1978; Eccles H., 1999), sendo de
interesse industrial, tanto por suas aplicações em processos de descontaminação ambiental
como na produção de enxofre ou compostos de enxofre de alto valor comercial.
As BRS são microorganismos quimiolitotróficos anaeróbios estritos, que podem ser
divididos em quatro grupos: bactérias gram-negativas mesofílicas, bactérias gram-positivas
formadoras de esporos, bactérias termofílicas, e arqueaobacterias. Elas se caracterizam por
“respirar” sulfato e utilizar hidrogênio como fonte de energia, gerando rapidamente H2S
(Bandziong, et al., 1978; Krekeler D., et al., 1995; Cipionka H., et al., 1998). A espécie
típica de BRS, representada por Desulfovibrio desulfuricans, podendo reduzir sulfato
autotroficamente (ausência de fonte de carbono orgânico) com hidrogênio e
heterotroficamente usando lactato como doador de elétrons (Chang et al., 2000; Nagpal et
al., 2000,Cipionka et al., 1986; Badziong et al., 1978).
O processo utiliza sulfato ou enxofre como receptor de elétrons, hidrogênio (ou
etanol, lactato) como fonte de energia e CO2 (ou etanol, lactato) como fonte de carbono,
gerando como produto o sulfeto de hidrogênio (H2S), H2O e biomassa (equações 4,5,6,7 e
8), sendo as reações estequiométricas descritas como:
rio desulfuricans
H 2 SO 4 + 4H 2 ⎯Desulfovib
⎯⎯⎯
⎯⎯⎯
⎯→ H 2 S + 4H 2 O
(4)
Desulfovibrio desulfuricans
H 2 SO 4 + 2C 2 H 5 OH ⎯⎯
⎯⎯⎯⎯⎯
⎯→ 2CH 3 COOH + H 2 S + 2H 2 O
(5)
Desulfovibrio desulfuricans
2C 3 H 5 O 3 Na + MgSO 4 ⎯⎯
⎯⎯⎯⎯⎯
⎯→ 2CH 3 COONa + MgCO3 + H 2 S + H 2 O
(6)
Desulfovibrio desulfuricans
4H 2 SO 4 + 2C 2 H 5 OH + 4H 2 ⎯⎯
⎯⎯⎯⎯⎯
⎯→ 4H 2 S + 3H 2 CO 3 + CO 2 + 7H 2 O
(7)
Desulfovibrio desulfuricans
6S + C 2 H 5 OH + 3H 2 O ⎯⎯
⎯⎯⎯⎯⎯
⎯→ 6H 2 S + 2CO2
(8)
25
Estas reações ocorrem em pH 7,0 e 30°C em anaerobiose, sendo as de interesse
industrial as equações 7 e 8 (Nagpal, et al., 2000; Boonstra J., et al., 2003; Buisman, et al.,
2003).
No meio ambiente natural, as bactérias redutoras de sulfato concorrem com as
bactérias metanogênicas por substratos comuns que são hidrogênio, formiato e acetato. Esta
característica justifica a utilização de culturas mistas na redução de sulfato e produção de
H2S em biorreatores (Oude Elferink S.J.W.H. et al., 1994), desde que as condições
favoráveis às BRS sejam estabelecidas. Em sistemas reais, a proporção entre sulfato e
carbono é a que origina a prevalência das metanogênicas ou as sulfetogênicas (exclusão
biocompetitiva).
O H2S, produto do metabolismo das BRS, pode reagir com os metais pesados
presentes no efluente, formando sulfetos insolúveis. A produção de sulfeto metálico se dá
mediante a seguinte reação (equação 9) e sem a utilização de outro insumo no processo.
H 2 S + M +2 + A − → MS + H 2 A
(9)
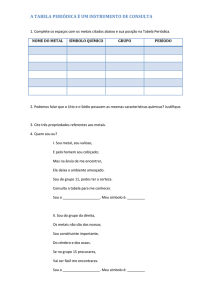
Independentemente da origem (biológica ou não) do íon sulfeto, a sua utilização
para precipitar os metais pesados, se comparada à precipitação com leite de cal, apresenta
as seguintes vantagens: a) a solubilidade dos sulfetos é muito menor do que a dos
correspondentes hidróxidos (Figuras 2 e 3), b) os sulfetos podem ser precipitados
seletivamente, c) existe a possibilidade de recuperação dos metais de interesse comercial a
partir dos sulfetos metálicos e d) apresenta uma alta reatividade sob uma ampla faixa de
pH ( Foucher, S., et al., 2001; Glombitza, F., 2001).
26
Figura 2: Solubilidade dos sulfetos metálicos (mg/l) v /s pH (EPA, 1981).
Figura 3: Solubilidade dos hidróxidos metálicos (mg/l) versus pH (EPA, 1981).
27
A solubilidade dos sulfetos metálicos diminui à medida que se aumenta o pH, sendo
possível a sua precipitação seletiva, precipitando antes os com produto de solubilidade
(Kps) mais baixos, como são As2S3, Bi2S3, CuS, em pH <4 e os com Kps mais altos (ZnS,
NiS etc) em pH > 5,0. Em comparação, os hidróxidos são insolúveis em pH mais elevados
do que aqueles observados para os sulfetos.
Em estudos prévios para um sistema de biogênese de H2S, têm sido estimados
parâmetros cinéticos de crescimento bacteriano e rendimentos em escala de laboratório e
piloto (Jorquera et al., 2004, Herrera et al., 1991; Van Houten et al., 1994, 1995; Okabe et
al., 1992). Com esses dados pode-se desenvolver e projetar um sistema de redução de
sulfato e geração de H2S, utilizando-se um biorreator do tipo gas-lift (Gavrilescu M. and
Tudose R.Z., 1998 e 1999; Truex, et al., 2000).
O sistema biológico descrito tem como objetivo final a produção de H2S, que será
utilizado na precipitação dos metais pesados presentes nos efluentes contaminados.
2.1.3. Produção biológica de H2S: Fundamentos bioquímicos.
As bactérias redutoras de sulfato, representadas geralmente por Desulfovibrio
desulfuricans,
apresentam características bioquímicas particulares. Segundo as vias
metabólicas (ver apêndice 7.6), para a geração de sulfeto de hidrogênio (H2S) a principal
fonte de energia (doador de elétrons) é o hidrogênio. Vias alternativas, utilizando
compostos orgânicos, usam a oxidação deles e os elétrons para produzir hidrogênio via
hidrogenases presentes no citoplasma (hidrogenase –Fe). Por exemplo, para o metanol, ele
é transformado em CO2 liberando prótons e elétrons que são utilizados na geração de
hidrogênio no citoplasma. O hidrogênio sai do citoplasma para o espaço periplásmico e
interage com a hidrogenase presente na membrana plasmática (hidrogenase Ni-Fe) gerando
novamente elétrons e prótons. Os elétrons são transferidos pelo citocromo c3 a diferentes
enzimas de oxidorredução (adenosina fosfossulfato redutase; desulfoviridina, tritionato
redutase, tiosulfato redutase) permitindo a redução do sulfato até sulfeto ou de enxofre até
sulfeto, que sai da célula como sulfeto de hidrogênio. Os prótons formados geram um
gradiente eletroquímico permitindo gerar ATP via ATPase. No caso do enxofre como
substrato e etanol (como fonte de energia) ele é transformado até chegar a piruvato que
28
entra no ciclo dos ácidos tricarboxílicos. Os elétrons são transferidos para moléculas
redutoras que finalmente os transferem ao sulfito via ferredoxina, gerando H2S, (KEGG
Metabolic Pathway, www.Kegg.com ; Choi, et al., 1994).
Como fonte de carbono muitas BRS fixam CO2 utilizando uma via alternativa (rota
do monóxido de carbono desidrogenase).
A eficiência do processo vai depender de vários fatores, dentre eles a transferência
gás-líquido para o caso do hidrogênio, da disponibilidade da fonte de elétrons como
orgânicos e sua transformação até hidrogênio e a eficiência das diferentes rotas
metabólicas.
2.2 Descrição do produto.
O produto é o gás H2S, resultante do metabolismo bacteriano, gerado em um
processo biotecnológico, para ser utilizado na precipitação dos metais pesado presente nos
efluentes descritos anteriormente, gerando os sulfetos metálicos correspondentes.
2.1.1. Propriedades físico-químicas do H2S
O H2S apresenta as seguintes características físico–químicas (Gas properties, 2003).
Aparência: gás sem cor.
MM= 34,08 g/mol
Odor: Repulsivo semelhante a ovos podres.
Ponto de ebulição: -60 °C
Pressão de vapor: 394,0 psia (37,8°C)
(Densidade do vapor (Ar = 1): 1,176 15,6 °C)
Solubilidade em água: baixa.
(Densidade (H2O = 1): 0,79 15,6 °C)
Ponto de ignição: Gás inflamável a temperatura e pressão ambiente.
29
2.2.2. Toxicologia
O H2S quando inalado entra na circulação diretamente através de membranas
alvéolo capilar onde é dissociado em íons HS-. H2S livre interage reversívelmente com
metalo-proteínas, proteínas que têm disulfitos e thio-S-metil-tranferase formando sulfitos
metálicos. Os íons HS- interagem com numerosas enzimas e outras macromoléculas,
incluindo hemoglobina e mioglobina. Sulfohemoglobina pode ser gerada em suficiente
quantidade para contribuir à toxicidade aguda. O alvo crítico de HS- é a citocromo oxidase,
particularmente citocromo-C oxidase, resultando em uma inibição da utilização do oxigênio
celular, ácidose metabólica secundária em um metabolismo anaeróbico e anóxia citotóxica.
H2S é um inibidor mais potente da citocromo–C oxidase que o cianeto, tendo um
mecanismo celular diferente. Devido ao anteriormente dito, o controle de emissão de H2S
tem que ser cuidadoso em uma planta de produção, evitando qualquer operação unitária
aberta e tendo mecanismos que neutralizem seu efeito transformando-o em outro produto
como sulfeto de sódio (Chaturvedi, et al., 2001).
2.3. Modelo de estudo
Para este projeto utilizou-se o efluente gerado em uma planta de produção de cobre
blister (Caraíba Metais S.A.), especificamente aquele proveniente do sistema de lavagem
de gases, que apresenta como principal característica elevada acidez e elevado conteúdo de
metais pesados.
O processo de lavagem de gases (principalmente SO2 e SO3) consiste em um
sistema onde os gases do forno de fundição são resfriados e lavados com uma corrente de
água ácida, gerando efluentes ácidos com presença de metais pesados como arsênio,
chumbo, cádmio etc. Sua absorção em fase líquida (lavagem de gases dos processos
pirometalúrgicos) gera os seguintes ácidos:
SO 2 + H 2 O ⎯
⎯→ H 2 SO 3
ácido sulfuroso
(10)
SO 3 + H 2 O ⎯
⎯→ H 2 SO 4
ácido sulfúrico
(11)
30
Os efluentes ácidos gerados são misturados e enviados a uma unidade de tratamento
de efluentes (UTE), onde esse efluente é tratado, posteriormente, com leite de cal (CaO)
precipitando os metais pela elevação do pH, gerando uma lama de gesso (sulfato de cálcio),
contaminada com os hidróxidos dos metais, que é disposta em um aterro especial.
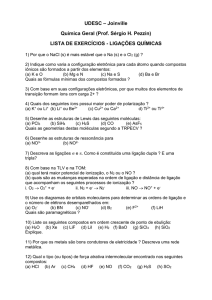
Unidade de lavagem de gás da UAS
A planta de ácido sulfúrico tem como finalidade a produção de ácido sulfúrico com
concentração de 98,56 % através do aproveitamento do SO2 contido nos gases provenientes
do forno Flash e Conversores da fundição. A lavagem dos gases consiste em retirar dos
gases as partículas sólidas e baixar a temperatura dos mesmos, visando atender as
necessidades do processo para obtenção do ácido sulfúrico.
Os gases provenientes da Unidade Pirometalúrgica, contendo SO2, SO3, O2, CO2,
partículas sólidas e outros, com uma temperatura próxima de 350 °C, são introduzidos na
torre de resfriamento onde são resfriados através de uma corrente circulante de água ácida
(torre T-1101). A corrente circulante retira as impurezas contidas nos gases sendo levada
por gravidade do fundo da torre T-1101, para o tanque de lama (TQ-1105), onde, após a
sedimentação da lama, é bombeada ao topo da torre de resfriamento, fechando o circuito.
O excesso de líquido vai para outro tanque (TQ-1101) em uma operação similar. Os gases
resfriados (60 °C), e saturados, passam por um separador de gotículas (E-1105). Eles
seguem para a torre de lavagem (T-1102), onde são resfriados (30 °C) de modo a condensar
o excesso de vapor contido no mesmo. O excesso de água condensada é transferido por
gravidade para o tanque de lama (TQ-1105). O SO3 original, contido no gases, reage com o
vapor da água e é removido por precipitadores eletrostáticos E-1101 (A,B,C,D,E,F) onde
segue para o tanque de “neutralização” (TQ-1101),(Figura 4). Finalmente o gás limpo é
enviado para o tanque de secagem.
31
Torre de lavagem
Torre de
resfriamento
Precipitadores
eletrostáticos
Gases provenientes do
forno da fundição
Tanque
1105
Tanque
1101
Torre de esgotamento
Figura 4: Unidade de lavagem de gás da planta de produção de ácido sulfúrico (UAS) na
Caraíba Metais S.A.
Fluxograma de processo
O seguinte diagrama mostra a Unidade de lavagem de gás da UAS, com seus
diferentes componentes já descritos anteriormente.
32
Figura 5: Fluxograma de processo indicando as diferentes operações unitárias relacionadas
ao processo de lavagem dos gases provenientes do forno da fundição.
O fluxograma de processo tem os seguintes componentes:
Tubulações: 1,2,3,4,5,6,7.
Tanques: TQ-1105 anexo, TQ-1105, TQ-1106, TQ-1101.
Torres: T-1101 (torre de resfriamento), E-1105 (torre de esgotamento de lama), T-1102
(torre de lavagem).
Trocadores de calor: P-1109.
Precipitadores: E-1101
Pontos de amostragem: P1, P2, P3, P4, P5, P6.
O uso de um sistema para precipitar os metais em uma etapa prévia à UTE tem
interesse ambiental e econômico. Uma alternativa, após o tratamento com H2S, é a geração
de um efluente ácido sem metais pesados, contendo ácido sulfúrico (H2SO4), que possa ser
reutilizado na geração de mais ácido na unidade de ácido sulfúrico (UAS). Os metais
33
podem ser recuperados e comercializados e o efluente recirculado e reutilizado, diminuindo
o consumo de água de processo, como se apresenta no seguinte esquema (figura 6).
Figura 6: Fluxograma do processo de fundição indicando a lavagem de gás e a proposta de
tratamento dos efluentes gerados.
2.4. Justificativa.
Existe uma necessidade das indústrias de processos disporem seus subprodutos ou
resíduos industriais. A deposição de sulfato, especificamente de ácido sulfúrico, e de
recaptura de metais pesados, é de interesse para vários setores industriais, especialmente
para os setores químico e metalúrgico. É também de importância fundamental para a
sustentabilidade dos processos produtivos das indústrias a geração de produtos de maior
34
valor comercial e menor impacto ambiental, utilizando processos onde são aplicados os
conceitos de produção mais limpa.
A redução de sulfato por bactérias é de interesse, pois se trata de uma tecnologia
limpa, que utiliza organismos vivos para a transformação de um substrato de baixo valor
comercial (S e H2SO4) em um de alto valor, como é H2S, que pode ser utilizado para
precipitar metais pesados nos efluentes ácidos.
2.5. Objetivos e projeções
a) Objetivo geral
O objetivo desse trabalho é: a) mostrar a eficiência do uso de H2S e b) desenvolver
um processo biotecnológico, tecnologicamente limpo, para a produção de H2S, usado na
precipitação de metais pesados, presentes em efluentes industriais líquidos ácidos,
provenientes do sistema de lavagem de gases de uma unidade de produção de cobre blister.
b)Objetivos específicos:
a) Caracterizar os efluentes ácidos.
Identificar a composição e concentração dos efluentes gerados em cada operação
unitária do sistema de lavagem de gás da UAS.
b) Desenvolver tecnologia limpa para gerar H2S biologicamente.
O desenvolvimento desse objetivo permitiu estabelecer a viabilidade técnica
da seleção do processo biotecnológico para a produção de H2S, e sua utilização na
precipitação de metais pesados.
c) Avaliar o reuso de efluentes.
Permitiu a valorização dos efluentes gerados no sistema de lavagem em
outro processo dadas suas características físico-químicas e de sua composição.
d) Elaborar o projeto conceitual do processo de produção de H2S.
35
Tem-se que definir uma seqüência eficaz de operações unitárias em nível de
projeto conceitual que permita produzir H2S, dimensionando os principais
elementos do processo.
e) Modelagem matemática segundo os balanços de massa.
Avaliar o comportamento dinâmico do sistema segundo os balanços de massa do
sistema de geração e tratamento dos efluentes.
c) Projeções
O presente trabalho permitirá a elaboração de um projeto conceitual da produção
microbiana de H2S, permitindo dispor de alternativas de processo para a recuperação de
metais pesados em solução sobre à base de características particulares, especialmente com
maiores detalhes sobre a cinética dos microorganismos utilizados, para assim dispor de
informações para o adequado dimensionamento dos equipamentos necessários nas
diferentes operações unitárias, entre outros.
O presente trabalho permitirá o refinamento do modelo para a geração bacteriana de
H2S, esclarecendo o comportamento cinético e a aplicabilidade desta tecnologia a sistemas
reais.
36
3
Materiais e Métodos
3.1.Caracterização dos efluentes
3.1.1. Caracterização dos efluentes ácidos do processo pirometalúrgico
de produção de cobre blister.
A caracterização dos efluentes que entram na UTE (efluentes provenientes do
sistema de lavagem da UAS, Lavador e outros) foi feita pela Caraíba Metais. S.A. durante o
período de Dezembro de 1999 a Janeiro de 2000. Os dados foram fornecidos mediante
tabela de dados e planilhas.
3.1.2. Caracterização do efluente ácido da unidade de lavagem de gás da
UAS.
Segundo os dados da caracterização geral dos efluentes, anteriormente citados,
colocou-se como objetivo a caracterização do efluente gerado no sistema de lavagem dos
gases da UAS. Este foi feito pela Caraíba Metais S.A. e a Escola Politécnica da UFBA,
seguindo um plano de amostragem durante o período de um mês.
A caracterização dos efluentes gerados na UAS permitiu conhecer se esses podem
ser reutilizados ou tratados em separado, com o objetivo de diminuir a quantidade de metais
pesados que é enviada para a UTE.
37
a) Plano de Amostragem na Unidade de Ácido Sulfúrico (UAS)
As amostras da unidade de lavagem de gás da UAS (unidade de ácido sulfúrico)
foram coletadas nas quantidades e freqüências necessárias para sua caracterização e testes.
No sistema de lavagem de gás da UAS identificaram-se 6 pontos de amostragem,
para sua caracterização e possíveis tratamentos ou reutilização, os quais estão indicados na
figura 7.
Figura 7: Pontos de amostragem na unidade de ácido sulfúrico (UAS).
P1: efluente da torre umidificadora
P2: efluente do separador de ácido.
P3: efluente da torre de lavagem, amostrado na bomba de recirculação dos trocadores de
calor.
P4: efluente dos precipitadores eletrostáticos.
P5: efluente do tanque TQ-1101.
P6: efluente do tanque TQ-1105.
38
As amostras coletadas foram enviadas para laboratórios de análises químicas,
UFBA e SENAI para serem analisadas quanto ao conteúdo de metais pesados e fluoreto,
mediante a técnica de espectrometria de absorção atômica e eletrodo de íon seletivo,
respectivamente.
Tomaram-se 1000 ml de cada ponto durante um período de trabalho (8 horas), até
completar os 6 pontos por dia: 4 amostras por ponto durante um período de tempo de um
mês.
b)Re-valoração e reuso de efluentes
Segundo os dados obtidos na caracterização dos efluentes gerados na UAS, avaliouse a possibilidade de re-valoração e reuso deles, em outros processos que requeiram água,
dependendo de suas características e compatibilidade.
3.2. Desenvolvimento de diagramas de bloco.
Desenvolveram-se diagramas de bloco com as operações unitárias principais, para
aplicação dos dados nos respectivos balanços de massa, e estimativas do consumo de
substrato, volume do reator (segundo as necessidades de H2S), rendimentos, vazão de gás,
vazão de líquido, carga, entre outros, para atingir as necessidades do H2S para o tratamento
do efluente gerado na UAS.
3.3. Balanços de massa.
Os balanços realizados foram baseados nos modelos matemáticos que governam as
operações unitárias relacionadas a cada processo assim como em modelos cinéticos que
representam o crescimento de bactérias redutoras de sulfato em biorreatores (Van Houtem,
et al., 1994, Lyndersen, et al.,1994; Perry, et al., 1999). Os balanços nos permitiram
estimar, em estado estacionário, parâmetros de projeto do biorreator assim como, em
sistema dinâmico, a evolução temporal do desenvolvimento das bactérias.
As seguintes considerações foram feitas:
a) Fases gasosa e líquida são idealmente misturadas.
39
b) O volume no reator é constante.
c) O líquido que passa através do reator possui composição constante.
d) A resistência de transferência de massa no lado gasoso é desprezível.
e) A taxa de diluição (D) tem que ser mais baixa que a velocidade específica de
crescimento (Ellermeyer, S.et al., 2003). Sendo D:
D=
F
V
(12)
Com as considerações assumidas tem-se que:
dX
= RX = µ X
dt
(13)
dS
1
= RS = − X µ X
dt
YS
(14)
dH 2
= RH 2 = −Y XH 2 µ X
dt
(15)
dP
= RP = Y XP µ X
dt
(16)
Sendo R a taxa de produção ou consumo; X, a concentração de biomassa; µ ,
velocidade específica de crescimento dos microorganismos e YSX , o rendimento. O
rendimento segue a seguinte expressão.
YSX
dX
= dt
dS
−
dt
(17)
Em termos gerais, os balanços de massa para a fase líquida e fase gasosa são (Van
Houtem, et al., 1995):
40
Balanço de massa para o componente j na fase líquida do reator.
V
dC j , L s
dt
= QL C jL e − QL C jL s + k L a (
C jG s
m
− C j L s )V + R jV
(18)
Balanço de massa para o componente j na fase gasosa do reator.
V
dC j ,G s
dt
= QG C jG e − QG C jG s − k L a(
C jG s
m
− C j L s )V + R jV
(19)
Sendo m o coeficiente de solubilidade gás-líquido; k L a , coeficiente de transferência de
massa gás-líquido; V, volume do reator; QG , vazão de gás; Q L , vazão de líquido.
O coeficiente de solubilidade segundo a lei de Henry corresponde a:
C jG
C jL
= H C = Constante de Henry= m
(20)
C JG = Concentração da fase gasosa (mol / m 3 )
C jL = Concentração de saturação na fase líquida (mol / m 3 )
Sendo expresso em l/mol °K como:
HC =
H
RT
(21)
41
3.4. Cinética de crescimento bacteriano.
Com relação à cinética de redução de sulfato e de enxofre tem-se que:
a) O crescimento da biomassa é, de acordo com a cinética de Monod, expressa
como um modelo hiperbólico retangular:
µ=
µ max S
Ks + S
= µ Monod
(22)
onde,
µ : taxa específica de crescimento dos microorganismos, h-1
µ max : taxa específica máxima de crescimento dos microorganismos, h-1
K s : coeficiente de saturação.
As funções vitais dos microorganismos visam a manutenção de seu sistema
(autopoiesis), a otimização de reações bioquímicas dentro da célula , usando eficientemente
as fontes de nutrientes, maximizando o uso da energia e crescendo tão rapidamente quanto
possível. A taxa de diluição influencia essas reações e o crescimento celular, visto que
determina o tempo de contato entre o microorganismo e o substrato, ao contrário, as
funções vitais não são alteradas.
Em condições limites, em presença ou ausência de nutrientes, os microorganismos
não são capazes de se reproduzir, ainda que com uma taxa de diluição (D) adequada. Em
condições desfavoráveis de taxas de diluição, os microorganismos continuam realizando
todas as reações que compõem o seu metabolismo para a manutenção do sistema (Raizer
Neto, comunicação pessoal).
Baseado no que foi mencionado anteriormente, assumiu-se que a velocidade
especifica de crescimento pode ser relacionada com a seguinte expressão:
µ ap = αµ Monod
(23)
sendo:
42
µ ap = velocidade aparente
Alfa é uma constante adimensional que leva em conta a contribuição da
concentração de biomassa, concentração inicial de substrato e taxa de diluição
( α ( X , S o, D) ). No caso particular de α = 1 , temos que:
µ ap = µ Monod = D em estado estacionário.
Em geral, α tem a seguinte expressão:
α = β + γ ln
DS 0
X
(24)
Sendo β e γ coeficiente experimentais;
µ Monod =
µ ap
DS
β + γ ln 0
X
(25)
b) A formação de produto está diretamente associada à produção de biomassa.
c) O consumo de substrato para manutenção celular é incorporado nos rendimentos
de biomassa YSX .
3.5. Dimensionamento de equipamentos
O dimensionamento dos equipamentos está associado às principais operações
propostas no projeto conceitual da planta biotecnológica. Sustenta-se na realização dos
balanços de massa, cinética e equações de desenho para ditos equipamentos. Cabe dizer que
o reator é o equipamento mais complexo do sistema. Selecionou-se o modo de operação
contínua do processo.
43
3.6. Projeto do biorreator gas-lift
O biorreator foi projetado utilizando Autocad® como ferramenta de desenho e
montado segundo o esquema (ver apêndice 7.1). As tampas de aço inox 316 foram
construídas pelo CETEM, segundo o desenho apresentado. As tubulações de aço inox 316
foram compradas na Swagelok®. Válvulas solenóides Asca, sensores de pH e ORP da
Marconi. Bomba peristáltica Masterflex, tubulação de plástico Masterflex. O controle do
processo foi feito com um controlador lógico programável (CLP) fornecido pela Altus® . A
interfase gráfica que permitiu a comunicação com o CLP e aquisição de dados foi fornecida
pela Elipse Scada ®. A programação foi feita com o software Mastertools fornecido pela
Altus®.
3.6.1. Equações de projeto.
O biorreator gas-lift foi baseado nos trabalhos publicados por Gavrilescu, M. and
Tudose, R. Z., (1999) e montado como descrito em 3.6.
A figura 8 mostra as partes do biorreator constituído principalmente por dois tubos
concêntricos, onde o gás entra pela parte central, causando uma mudança de densidade no
líquido. A mudança de densidade permite a circulação do líquido no reator.
44
Nível
Líquido
hs
Riser
Downcomer
ht
hB
Dw
Dr
Figura 8: Partes do biorreator tipo gas- lift.
Principalmente considerou-se que:
¾ A velocidade volumétrica do líquido é a mesma nas regiões do riser e
downcomer (sistema fechado, não há entrada nem saída de líquido).
¾ Padrão de fluxo turbulento na área do riser.
¾ O diâmetro do riser ao downcomer mantêm a seguinte relação:
D w = 2 (Dr )
(26)
Relação obtida considerando que o numero de Reynolds está descrito pela seguinte
equação (Perry, 1999):
Re =
ρυD
µ
(27)
Sendo: υ = velocidade volumétrica do líquido; ρ = Densidade do líquido; D = Diâmetro
característico; µ = viscosidade do líquido; R= número de Reynolds.
45
O numero de Reynolds no tubo central ou riser é:
Re r =
ρυ r Dr
µ
(28)
ρυ a De
µ
(29)
R na região anular ou downcomer é:
Re a =
Sendo De= diâmetro equivalente, definido como o diâmetro de um tubo que tem o
mesmo número de Reynolds para a região dada (neste caso a anular). É definido como uma
função da área seccional (A) e do perímetro de gotejamento Pw.
De =
4A
Pw
(30)
Têm se:
⎛ πD 2 πD 2
4⎜⎜ w − r
4
4
De = ⎝
(πDw + πDr )
De =
⎞
⎟
⎟
⎠
(31)
(Dw − Dr )(Dw + Dr )
= ( D w − Dr )
( D w + Dr )
Re a =
ρυ a (Dw − Dr )
µ
(32)
(33)
A fração dos dois números de Reynolds é
ρυ r Dr
µ
Re r
=
ρυ a (Dw − Dr )
Re a
(34)
υ r Dr
Re r
=
Re a υ a (Dw − Dr )
(35)
µ
46
Considerando que a velocidade volumétrica do líquido é a mesma nas duas regiões e
as velocidades lineares são função da área seccional, temos que as áreas do draft tube e do
área anular são iguais, então :
2
Ar = π
Dr
4
Aa = π
Dw
D
−π r
4
4
(36)
2
2
(37)
Ar = Aa temos que
D w = 2 ( Dr )
(38)
Os números de Reynolds ficam:
Rr
= 1 + 2 = 2,41
Ra
(39)
A turbulência hidráulica no tubo central ou riser é mais alta que na região anular,
sendo o estresse relacionado em um padrão de fluxo normal, mais alto para uma taxa de
entrada de gás que para um padrão de fluxo reverso (Herrera L., 1982).
¾ Segundo Gavrilescu, et al., 1998, as correlações para cada hold-up parcial
são:
Hold-up no riser ε GR = 8 x10 −3 ⋅ G a
0.21
⋅ Fr
0.82
⋅ B −0.19 ⋅ Y −0.43 ⋅ T −0.10 ⋅ R −0.17 (40)
Hold-up no downcomer ε GD = 2.35 x10 −3 ⋅ G a
Hold-up separação ε GS = 61.3 x10 −3 ⋅ G a
Hold-up total
0.13
0.20
⋅ Fr
⋅ Fr
0.94
0.74
⋅ B 0.41 ⋅ Y −1.14 ⋅ T −0.54 ⋅ R −0.24 (41)
⋅ B −0.36 ⋅ Y −1.25 ⋅ T −0.28 ⋅ R −0.25
ε GT = 3 ⋅ Fr 1.2 ⋅ B −0.13 ⋅ Y −0.20 ⋅ T −0.6 ⋅ R −0.16
(42)
(43)
47
Com:
ν sgr
Numero de Froude
Fr =
Numero de Galilei
Ga =
Fração espacial parte baixa
B=
hB
Dr
(46)
Fração espacial parte alta
T=
hs
+1
Dr
(47)
Resistência ao fluxo no downcomer
Fração separador de gás
Y=
(44)
gDr
gρ L2 Dr3
(45)
η L2
R=
Ad
Ar
(48)
hs + D r
Ds
(49)
¾ O volume total do reator é representado por:
Vt = π rw ht
2
(50)
Sendo ht a altura total; rw o raio do downcomer.
¾ O volume do líquido está representado por:
Vl = π rw2 hl
(51)
48
3.6.2. Sistema de controle
O controle do biorreator visou manter constantes as variáveis como:
temperatura, pH e
pressão e monitorar ORP (potencial redox). O sistema de
controle é esquematizado na figura 9.
Figura 9: Esquema da malha de controle para o biorreator proposto.
Os pontos de ajuste foram os seguintes: Pressão = 0,5 psi, pH= 7,0 e temperatura=
30 °C.
O controle foi feito mediante um controlador lógico programável (CLP) conectado
aos sensores de pH, potencial redox, temperatura e pressão mediante transdutores com
saída de 0-10 V; e aos atuadores de controle (válvulas solenóides e aquecedor). Uma
interface gráfica foi configurada no supervisório Elipse Scada® , para acompanhar e
controlar o processo (figura 10). A comunicação CLP computador foi feita mediante a porta
49
RS-232 do CLP e a entrada USB do computador, utilizando o software MasterTools
(figura 11).
Figura 10: Interface gráfica configurada no supervisório Elipse Scada.
Transdutor 0-10V
RS-232
Bio
Reator
CLP
Computador
USB
Entradas analógicas
Figura 11: Esquema do sistema de controle CLP-computador-biorreator.
50
Construiu-se um reator em escala de laboratório (figura 12 e 13) segundo o descrito
neste capítulo.
Manômetro
Válvula solenóide
Biorreator
Transdutor de pressão
Sensores de pH, Eh,
Temperatura
Transdutor de pH e ORP
Sensor de temperatura
Bomba peristáltica
Figura 12: Foto do biorreator em escala de laboratório.
51
Computador e
programa com
a interface
gráfica.
CLP
(controlador
lógico
programável)
Figura 13: Sistema de controle (CLP) e interface gráfica.
O sistema em escala de laboratório operou a 30 °C em uma faixa de pressão de 0,5 a 1 psi.
O fluxo de gás nitrogênio foi mantido constante e re-circulado para garantir a anaerobiose.
O potencial redox foi, em média, de -300 mV, medido com eletrodo combinado. O reator
foi inoculado com Desulfotomaculum sp., com o meio de cultivo conforme o descrito em
materiais e métodos, seção 3.9.
3.7. Diagrama de blocos
O processo contempla duas etapas, a produção de H2S e a precipitação dos metais
pesados. Cada uma das etapas está associada aos seguintes equipamentos de processos:
biorreator de produção e reator de precipitação. Não serão considerados cálculos de
bombas, tubulações e outros equipamentos por sair do escopo do presente trabalho.
O seguinte diagrama (figura 14) de bloco mostra os diferentes sistemas e seus
respectivos fluxos.
52
Figura 14: Diagrama de blocos indicando os dois sistemas principais para a produção de
H2S e precipitação dos metais pesados, sendo F= vazão dos efluentes e Fg = vazão de gás.
F1= vazão substrato 1 (enxofre) ; F2= vazão substrato 2 (etanol).
O diagrama de blocos apresenta a produção biológica de H2S. O gás é produzido
pelo biorreator e é passado a um contator gás-líquido onde ocorre a precipitação dos metais.
O gás de transporte é nitrogênio, o processo consome H2S e CO2 e o nitrogênio é reciclado
como gás de transporte. O excesso de gás (fenômeno eventual) é tratado com um lavador de
gás com soda cáustica (NaOH) que captura o H2S resultando em NaHS que é agregado no
contator gás-líquido novamente. Uma alternativa de captura do excesso de H2S é a sua
oxidação com outro tipo de bactérias até formação de enxofre elementar.
A linha verde de gás indica o processo com re-circulação de nitrogênio para retirada de H2S
do biorreator.
53
3.8. Caracterização do biorreator gas-lift
Hold-up
O reator foi caracterizado quanto ao seu hold-up ( ) ou percentagem de gás
nitrogênio contido na fase líquida, utilizando a seguinte equação (Ghirardini, M., et al.,
1992):
ε=
V g − Vl
Vg
=
2πrhg − 2πrhl
2πrhg
=
hg − hl
hg
(52)
Velocidade superficial do gás
A velocidade superficial do gás no riser foi estimada usando a seguinte equação
(Gavrilescu, M, 1999):
ν SGR =
QG
AR
(53)
Sendo: QG = Vazão de gás estimado mediante um rotâmetro e AR a área da seção
transversal do riser.
Estimativa da vazão de gás para regime homogêneo (Krishna R., et al., 2000).
Se fez uma curva de hold-up versus velocidade superficial do gás no tubo central.
Baseado no setor onde a tendência da curva é linear, escolheu-se a vazão de gás que gera
essa tendência, permitindo um regime homogêneo de fluxo das borbulhas.
3.9. Meio de cultivo e bactéria utilizada.
Utilizou-se a bactéria redutora de sulfato Desulfotomaculum sp fornecida pelo Dr.
Paulo Almeida (ICS, UFBA) para avaliar a operação do reator e condições reais. O meio de
cultivo consistiu em uma mistura de sais como indicado a seguir:
Soluçao A: Na2SO4 3,00 g; KH2PO4 0,20 g; NH4Cl 0,30 g; NaCl 7,00 g; MgCl2 x 6 H2O
1,30 g; KCl 0,50 g; CaCl2 x 2 H2O 0,15 g; Resazurina 1,00 mg; água destilada 870,00 mL.
Solução B: Elementos traços SL-10 1,00 mL.
54
Solução C: NaHCO3 5,00 g; água destilada 100,00 mL.
Solução D: Solução de vitaminas 10,00 mL.
Elementos traços SL-10: HCl (25%; 7,7 M)10,00 ml; FeCl2 x 4 H2O 1,50 g; ZnCl2 70,00
mg; MnCl2 x 4 H2O 100,00 mg; H3BO3 6,00 mg; CoCl2 x 6 H2O 190,00 mg; CuCl2 x 2
H2O 2,00 mg; NiCl2 x 6 H2O 24,00 mg; Na2MoO4 x 2 H2O 36,00 mg; água destilada
990,00 mL.
Vitaminas: Biotina 2 mg; Ácido Fólico 2 mg; Piridoxina-HCl 10 mg; Tiamina-HCl x 2
H2O 5 mg; Riboflavina 5 mg; Ácido Nicotínico 5 mg
D-Ca-pantothenate 5 mg; Vitamina B12 0,10 mg; ácido para amino benzóico 5 mg;
Água destilada 1000 mL
Misturam-se as soluções A, B, C e D nos volumeis indicados para cada uma delas.
Coloca-se a solução final em contato com nitrogênio para garantir a ausência de oxigênio.
3.10. Ensaios com Na2S para precipitação dos sulfetos metálicos
Dada a baixa velocidade de crescimento das bactérias e pequena produção de H2S,
ensaios com sulfeto de sódio (80 g/L) foram feitos com o efluente proveniente do sistema
de lavagem da UAS. Colocou-se o efluente num erlenmeyer (100 mL) e agitou-se
magneticamente durante 1 hora, agregando o sulfeto de sódio até não observar mais reação.
Filtrou-se a solução analisando o líquido quanto ao conteúdo de metais pesados por
espectrometria de absorção atômica. Estes ensaios tiveram o propósito de fornecer
antecipadamente uma concentração aproximada dos precipitados que poderiam se obter
com o processo biológico.
3.11.Modelagem matemática.
Segundo os balanços de massa, estudou-se o comportamento dinâmico do sistema
de produção biológica de H2S. Foi utilizada a metodologia de integração de equações
diferenciais ordinárias segundo o algoritmo ODE 45 baseado em Runge-Kutta,
modificando diferentes parâmetros numéricos de forma a otimizar a integração (Sevella, et
al.; 2000). Utiliza-se Matlab
®
como ferramenta computacional. As listagens das rotinas
são apresentadas no apêndice (7.8).
55
4
Resultados
4.1 Estudo e caracterização do processo de geração de efluentes ácidos com
metais pesados
4.1.1. Caracterização dos efluentes totais
4.1.1.1. Aporte relativo de metais pesados na UTE.
A tabela seguinte (tabela 2) indica a concentração dos metais pesados nos diferentes
efluentes gerados que entram na unidade de tratamento de efluente (UTE), indicando a
concentração dos metais em ppm (mg/L) e a vazão (m3/h) (fonte: relatório interno da
Caraíba Metais, S.A.).
Tabela 2: Concentração dos metais pesados que entram na UTE.
Efluente
Água ácida (UAS) Aterro Desmineralização Eletrólise Piso fundição Granulação Laminação Lavador
m3/h
28,8
0,2
%
24,66
0,17
Elemento Concentração (mg/L)
As
1691
2,5
Ba
5
2,5
Bi
234
5
Ca
32 447,53
Cd
128
0,5
Co
2
1
Cr
1
0,5
Cu
532
3,86
Fe
137
0,72
Hg
24
0,5
K
44 22,67
Mg
13
0,38
Mn
1
0,5
Na
61 13,51
Ni
185
1,25
Pb
386
2,5
Sb
17
2,5
Se
50
5
Sn
50
5
Si
25
3,78
Te
25
2,5
Zn
706
0,47
Ácido Negro Total
1,11
0,95
5,11
4,38
0,39
0,33
2,02
1,73
33,23
28,45
45,5
38,96
0,44
0,38
2,5
2,5
5
39,31
0,5
1
0,5
0,88
1,4
0,5
22,28
0,17
0,5
238,42
1,25
2,55
2,5
5
5
54,82
2,5
0,36
27,15
2,57
5
36,48
0,5
1
0,5
61,78
8,06
0,5
4,04
2,13
0,5
4,8
41,86
2,7
2,65
5,9
5
13,44
2,88
2,14
15,52
2,74
7,07
69,84
2,14
1
0,77
766,4
444,39
0,52
5,08
38,31
3,13
2,65
4,18
10,4
2,5
5
5,37
6,74
2,91
38,94
3,56
2,55
5
497,48
0,5
1
0,5
1,8
45
0,5
44,97
7,76
0,53
55,19
1,25
3,83
2,5
5
5,01
14,82
2,52
7,71
2,94
2,51
5
8,24
0,5
1
0,5
276,07
2,96
0,5
2,99
2,19
0,5
2,19
1,25
4,43
2,5
5
5
7,18
2,5
2,25
23,53
2,69
9,69
123,89
4,06
0,98
0,63
50,49
97,62
0,5
15,71
562,42
0,63
9,72
1,25
123,32
3,34
4,85
5,87
36,28
2,57
559,39
10500
50
50
78
10
20
14
9730
970
27
172
92
15
187
7310
25
203
100
100
50
50
92,3
116,8
As
Ba
Bi
Ca
Cd
Co
Cr
Cu
Fe
Hg
K
Mg
Mn
Na
Ni
Pb
Sb
Se
Sn
Si
Te
Zn
56
Pode-se observar que a água ácida, efluente proveniente da UAS, apresenta altas
concentrações de metais pesados principalmente de As, Cd, Cu, Ni, Pb e Zn. Um aporte
importante em Cu, Ni, Zn e Pb são provenientes dos efluentes gerados no lavador
(scrubber), laminação e ácido negro da eletrolise.
Fazendo uma análise da tabela 2 e considerando a vazão de cada efluente,
construíram-se as tabelas 3 e 4, que mostram a carga total expressada em kg/h e o aporte
relativo em % de cada efluente (calculado referente à carga total) que entra na UTE .
Tabela 3: Carga dos metais pesados (kg/h) que sai das diferentes unidades e que entram na
unidade de tratamento de efluentes (UTE). Refere-se a outros efluentes os efluentes
provenientes da granulação, desmineralização, aterro, eletrólise e piso da fundição.
Água ácida (UAS)
Carga kg/h
As
48,70
Cd
3,69
Cu
15,32
Ni
5,33
Pb
11,12
Zn
20,33
F(Paques)
15,35
Vazão
28,80
Outros Efluentes
Lavador
0,16
0,01
0,62
0,22
0,03
0,04
0,84
8,83
1,07
0,18
2,30
0,06
5,61
25,45
0,91
45,50
Ácido negro
4,62
0,00
4,28
3,22
0,01
0,09
0,01
0,44
Laminação
0,10
0,02
9,17
0,04
0,15
0,07
33,23
Tabela 4: Aporte relativo, em %, dos metais que entram na UTE, calculado referente á
carga total.
As
Cd
Cu
Ni
Pb
Zn
FMedia %
Água ácida (UAS)
Aporte %
89,12
94,59
48,34
60,12
65,72
44,26
89,71
67,03
Outros efluentes
Aporte %
0,28
0,13
1,96
2,48
0,17
0,09
4,92
0,85
Lavador Ácido negro
Aporte % Aporte %
1,96
8,45
4,74
0,11
7,25
13,51
0,64
36,29
33,17
0,07
55,40
0,09
5,32
0,05
17,19
9,75
Laminação
Aporte %
0,18
3,33
28,95
0,47
0,87
8,60
Pode-se observar nas tabelas 4 e 5 que o principal aporte de metais pesados é dado
pelos efluentes gerados na UAS (67% do aporte), na unidade do Lavador (Scrubber) (17 %)
57
e o Ácido negro (9%), justificando uma maior atenção nesses efluentes para a
caracterização, tratamento e possibilidades de reuso. Também, segundo as análises de
fluoreto realizadas
pela Paques ® para Caraíba Metais S.A., a maior quantidade de
fluoretos está presente no efluente do sistema de lavagem da UAS.
4.1.1.2. Fluxo mássico de efluentes que entram na Unidade de Tratamento de
Efluentes (UTE)
O seguinte esquema (figura 15) apresenta os diferentes efluentes que entram na
UTE em m3/h. Cabe destacar que a UAS, o efluente proveniente do Lavador e da laminação
representam 90 % da vazão, sendo a participação de cada um de 24%, 38 % e 28 %,
respectivamente (fonte: relatório interno do projeto AGUAIBA).
Figura 15: Vazões das diferentes correntes que entram no sistema de tratamento de
efluentes (UTE) na Caraíba Metais. S.A.
58
4.1.1.3.Caracterização e segregação dos efluentes gerados na unidade de
lavagem de gás da UAS.
Foram amostrados os pontos (P1, P3, P4, P5 e P6) descritos anteriormente na metodologia
na unidade de lavagem de gás da UAS. O ponto P2 não foi possível ser amostrado dado à
falta de um ponto de captação do efluente. Na figura 16 podem-se observar as
características dos efluentes quanto ao seu aspecto e cor antes e após a filtração em papel
(Filtrak N° 391). Pode-se observar que a presença de sólidos suspensos mascara um
efluente contendo metais pesados dissolvidos, provavelmente cobre e níquel. O ponto P4 é
similar em aspecto ao ponto P3.
P1
P3
P5
P6
Figura 16: Imagem dos efluentes obtidos nos pontos P1, P3, P5 e P6, respectivamente.
A tabela seguinte (tabela 5) apresenta as características de cada efluente segundo o
plano de amostragem. Os dados representam o valor médio de duas amostras. Os metais a
serem analisados foram escolhidos segundo sua concentração, aporte relativo, toxicidade e
interesse comercial.
59
Tabela 5: Concentração dos metais pesados presentes nos diferentes efluentes que são
gerados no sistema de lavagem de gás na UAS.
Característica P1
P3
P4
P5
P6
Histórico (P6) Norma
*1
*2
28,8
<1
6a9
Sem dados
0,5
nd
nd
Nd
nd
Vazão (m3/h) nd
<1
<1
<1
<1
<1
pH
12,3
2,1
11,8 11,0
Sólidos
suspensos
totais (g/l)
Elementos
(mg/l)
366
118
92
260 96,5
500
1,4
F1775
494
975 1483 1123 1691
0,05
As
393
207
139,5 342,5 164,5 128
0,01
Cd
265,6
60,7
32,5 263,5 197,2 532
0,5
Cu
170,6
192,9 209,8 225,3 243,25 185
0,025
Ni
131
120,5 108 112 101
386
0,05
Pb
459,7
238,95 171,4 420,4 192,8 706
5
Zn
nd: não determinado. *1: Caraíba, s/d, relatório interno. *2: CONAMA, 1986, Normas.
Considerando os sólidos suspensos, e um efluente com uma vazão de 28,8 m3/h,
tem-se que a carga anual de sólidos corresponde a 2700 ton/ano que representa em torno de
2% do aporte total dos sólidos enviados para a UTE. Pode-se observar que os valores das
concentrações do efluente final (P6, TQ-1105) são próximos aos valores do histórico
apresentado na tabela 6. Esses valores podem flutuar dependendo da eficiência de operação
dos precipitadores eletrostáticos na saída do forno flash e de outras operações unitárias.
O aporte expresso como carga pode ser observado na tabela 6. Por não ter dados
sobre a vazão de cada efluente, fez-se necessária uma estimativa daqueles valores
considerando o fluxograma de processo e a estimativa feita pelos operadores da planta.
Estimou-se que o aporte da torre umidificadora é de 80%, restando cerca de 20 % para as
outras (P3 e P4), sendo a vazão final de 23,04 m3/h para P1 e de 2,88 m3/h para P3 e P4,
respectivamente.
60
Tabela 6: Carga expressa em kg/h para cada operação unitária.
Cd
3
Cu
Ni
Zn
As
Pb
F
P1 (23,04 m /h)
9,05
6,11
3,93
10,59
40,89
3,01
8,43
P3 (2,88 m3/h)
0,59
0,17
0,55
0,68
1,42
0,34
0,33
P4 (2,88 m3/h)
0,40
0,09
0,60
0,49
2,80
0,31
0,26
As figuras 17 e 18 mostram a concentração e a carga dos metais, em cada ponto
amostrado e sua comparação com o histórico do ponto 6.
2000
Concentração em mg/l (ppm)
1800
1600
Cd
1400
Cu
1200
Ni
1000
Zn
800
As
Pb
600
F
400
200
0
P1
P3
P4
P5
P6
Histórico P6
Ponto de amostragem e histórico
Figura 17: Concentração em mg /L versus ponto de amostragem na unidade de lavagem de
gás da UAS.
Observa-se no gráfico que as concentrações e a distribuição dos diferentes metais
são similares em cada ponto, apresentando menor concentração nos pontos P3 e P4.
Uma análise do aporte como carga mostra que o ponto P1 é o que mais contribui
quanto aos metais e fluoreto no efluente final (saída do TQ-1105), explicado pela vazão do
efluente (figura 18). O ponto P5 é similar ao ponto P1 já que é um tanque (TQ1101) onde
se misturam os efluentes provenientes dos pontos P1, P2 e P3, logo são enviados ao tanque
61
TQ-1105 (P6), onde têm uma nova mistura agora com efluentes provenientes de água de
chuva entre outros.
45
Carga em kg/l
40
35
Cd
30
Cu
Ni
25
Zn
20
As
15
Pb
10
F
5
0
P1 (23,04 m3/h)
P3 (2,88 m3/h)
P4 (2,88 m3/h)
P5 (23,04 m3/h)
P6 (23,04m3/h) Histórico P6 (32,2
m3/h)
Ponto de amostragem e histórico
Figura 18: Carga (kg/h) dos metais em função de cada ponto de amostragem e sua
comparação com o histórico.
4.2 Revalorização e reuso de efluentes na unidade de lavagem de gás da UAS.
Considerando que as correntes segregadas apresentam quantidades de metais
pesados (em concentrações) consideráveis a serem utilizadas em outros processos e uma
carga de ácido elevada, o reuso direto deles é inviável em outro processo da planta. Propõese para ela um tratamento que será focalizado na saída total dos efluentes, já que as
concentrações são similares em cada ponto de amostragem, sendo a diferença representada
só pela vazão.
62
4.3. Preço dos metais (referência mercado de metais na bolsa de Londres, (London metal
Exchange, http://www.lme.co.uk/nickel.asp e Metal Price, https://www.metalprices.com/).
A carga anual de metais despejada é resultado de correntes com grandes vazões, o
que origina quantidades que, se recuperadas, neste caso como sulfetos metálicos,
redundariam em valores significativos. Em geral, o preço de compra dos concentrados
metálicos (que são geralmente minerais com alto conteúdo de enxofre) está baseado no
porcentual do metal de interesse nesse concentrado. Como referência, na tabela 7 são
apresentados os valores para os metais de interesse, obtidos do preço de venda na bolsa de
Londres para o efluente tratado do sistema de lavagem da UAS, gerando os sulfetos
metálicos respectivos (concentrado metálico).
Tabela 7: Preço dos metais com relação ao efluente da UAS, cotados na bolsa de metais de
Londres
UAS
Metal
Cu
Ni
Pb
Zn
Total
US$
Preço (kg)
3,00
14,30
0,81
1,00
Concentração
mg/L
500
210
386
706
Preço
US$/t
3000
14300
812
1000
Quantidade
t/ano
141
59
109
199
1133
Ganho final
US$/ano
423108
847062
88410
199143
1557723
No total, pode-se observar uma perda de aproximadamente US$ 1,500.000 ou R$
4.500.000,00. Considerando somente a recuperação após purificação de Cu, Ni e Zn
precipitando-os seletivamente, teria um “retorno” de, aproximadamente, US$1,000.000 ou
R$ 3.000.000,00.Como sulfetos metálicos (MS) a recuperação segue a seguinte expressão relativa na
mistura dos sulfetos metálicos obtidos.
As32 Bi4 Cu 9 Pb7 SeS 43 obtidos em pH<1
Zn 40 Ni10 Fe8 Cd 7 S 32 obtidos em pH~5
63
Relações obtidas como:
%doMetal =
Quantidade diaria do metal em Kg x 100
Quiantidade total de sulfeto metalico em Kg
Vendido como concentrado de Zn, teria-se um ganho de US$ 200,000.00; como
concentrado de Ni teria-se um ganho de US$ 800,000.00 ou R$ 2.400.000,00.Para o efluente gerado no lavador de gases a tabela seguinte apresenta os preços dos
metais recuperados da precipitação como sulfetos metálicos.
Tabela 8: Preço dos metais com relação ao efluente do lavador, cotados na bolsa de metais
de Londres
Lavador
Preço metais
Metal
Cu
Ni
Pb
Zn
Total
US$
Preço (kg)
3,00
14,30
0,81
1,00
Concentração
mg/L
50,49
1,25
123,32
559,39
Preço
US$/t
3000
14300
812
1000
Quantidade Ganho final
(t/ano)
US$/ano
10,13
30385
0,25
3586
24,74
20088
112,22
112216
289,80
166275
Se considerarmos os metais obtidos como sulfeto segundo a expressão:
Zn 43 Pb9 Fe7 Cu 3 AsS 31 pH~4
Temos que: teria 3,4 % de Cu e 43 % de Zn, produto que pode ser reciclado num
forno para produção de Zn recuperando-o com um ganho de US$ 112,000.00 ou R$
336.000,00.Para o efluente proveniente do ácido negro tem-se que:
64
Tabela 9: Preço dos metais com relação ao efluente do ácido negro, cotados na bolsa de
metais de Londres.
Ácido negro
Preço metais US$
concentração
Metal
Preço (kg)
mg/L
Cu
3,00
9730
Ni
14,30
7310
Pb
0,81
25
Zn
1,00
92
Total
Preço
US$/t
3000
14300
812
1000
Quantidade Ganho final
t/ano
US$/ano
85,23
255704
64,04
915709
0,22
178
0,81
806
150,30
1172397
Se considerarmos os metais obtidos como sulfeto segundo a expressão:
As 28 Cu 26 S 44
Ni56 Fe7 S 35
Na separação dos sulfetos temos que: teria 60 % de Ni , produto que pode ser vendido
como concentrado metálico, com um ganho de US$ 900,000.00 ou R$ 2.700.000,00.Tabela 10: Preço dos metais com relação ao efluente da laminação que entram na UTE
cotados na bolsa de metais de Londres
Laminação
Preço metais
Metal
Cu
Ni
Pb
Zn
Total
US$
Preço (kg)
3
14,3
0,812
1
Concentraçao
mg/L
276,07
1,25
4,43
2,25
Preço
US$/t
3000
14300
812
1000
Quantidade Ganho final
ton/ano
US$/ano
79,81
239419
0,36
5167
1,28
1040
0,65
650
82,10
246277
Se considerarmos os metais obtidos como sulfeto segundo a expressão:
Cu 60 S 33
Temos que: teria 60 % de Cu , produto que pode ser reciclado no forno para
produção de Cu recuperando-o com um ganho de US$ 200,000.00 ou R$ 600.000,00
Para os outros efluentes têm-se os seguintes dados.
65
Tabela 11: Preço dos metais com relação ao efluente da mistura dos outros efluentes que
entram na UTE sem considerar a UAS, ácido negro, laminação e o Lavador, cotados na
bolsa de metais de Londres
Mistura outros
US$
Metal
Preço (kg)
Cu
3,00
Ni
14,30
Pb
0,81
Zn
1,00
Total
Concentração
mg/L
101,00
12,21
3,54
3,70
Preço
US$/t
3000,00
14300,00
812,00
1000,00
Quantidade
t/ano
12,48
1,51
0,44
0,46
21,09
Ganho final
US$/ano
37425
21566
355
457
59804
Se considerarmos a seguinte expressão Cu 39 Fe7 Ni 4 As3 Se2 BiPbSbTeZnS 34 , os
metais obtidos como sulfeto, teria 39 % de Cu. O produto pode ser enviado de novo ao
forno de fundição da planta com uma recuperação de US$ 37,000.00 ou R$ 81.000,00.4.4. Caracterização do biorreator
4.4.1. Hold-up e velocidade superficial do gás no riser.
O gráfico seguinte (figura 19) apresenta a caracterização do reator quanto ao seu
hold-up ou fração de gás retido na coluna de líquido e da velocidade superficial do gás
(vsgr) no riser, calculados segundo materiais e métodos. Em regime homogêneo a tendência
do hold-up v/s ν SGR é ser linear, segundo Krishna, et al., 2000. Considerando uma vazão de
1 L/min deu um hold-up de 0,000379 o que se corrobora com as correlações teóricas (figura
20) descritas por Gavrilescu (1999) (ver materiais e métodos, seção 4.2) para o projeto de
reatores gas-lift (tabela 12).
66
Hold-up (e)
Hold-up v/s velocidade superficial do gas no
riser
0,04
0,035
0,03
0,025
0,02
0,015
0,01
0,005
0
0,000000
0,005000
0,010000
0,015000
vsgr (m/s)
Figura 19: Hold-up v/s velocidade superficial do gás no riser (m/s)
Tabela 12: Correlações teóricas, parâmetros geométricos e experimentais.
Correlações teóricas adimensionais
ε GR (Hold-up riser)
ε GD (Hold-up downcomer)
ε GS (Hold-up separação)
ε GT (Hold-up total)
ε exp (Hold-up experimental)
Fr (Numerode Froude)
Ga (Numero de Galilei)
Rer (Reinolds riser)
Rea (Reinolds anular)
B (Fração espacial baixa)
R (Resistência fluxo)
T (Fração espacial alta)
Y (Fração separador de gás)
Valor
0,0139
0,0023
0,01418
0,01027
0,01487
0,00913
5,37x108
3920
1636
0,357
1
1,357
0,957
67
Hold-up teórico v/s experimental
y = 0,75x - 0,0016
R2 = 0,983
0,03
ε teórico
0,025
0,02
0,015
0,01
0,005
0
0
0,005
0,01
0,015
0,02
0,025
0,03
0,035
0,04
ε experimental
Figura 20: Correlação entre hold-up experimental e hold-up teórico descrito por
Gavrilescu (1999), para o biorreator contendo a solução de cultivo.
4.5. Elementos para o dimensionamento do biorreator.
4.5.1. Exigências para o bioprocesso.
Considera-se um efluente proveniente do sistema de lavagem de gás da UAS que
apresenta as seguintes características:
1) Volume a ser tratado de 32 m3 /h.
2) Temperatura de 30 C°.
3) H2SO4 20 %.
4) Concentração de metais pesados segundo a tabela 3.
Considerando uma concentração de As de 2 g/L, aproximadamente, se tem a seguinte
reação:
As 2 ( SO4 ) 3 + 3H 2 S → As 2 S 3 + 3H 2 SO4 (54)
As 2 ( SO4 ) 5 + 5 H 2 S → As 2 S 5 + 5 H 2 SO4 (55)
Por cada mol de sulfato arsenioso ou arsênico são necessários 3 ou 5 moles de
sulfeto de hidrogênio, respectivamente.
68
Como as MM respectivas são:
g
mol
g
1mol As 2 ( SO4 ) 5 = 629,84
mol
g
1mol H 2 S = 34,06
mol
e considerando que o As está no estado de oxidação mais elevado, se precisaria de
1mol As 2 ( SO4 ) 3 = 437,84
116601 kg de H2S/ano, calculado segundo a seguinte expressão:
629,84 g As 2 ( SO4 ) 5
=
5 mol H 2 S
54450
g
h
X
X= 432,25 mol H2S /h = 10374 mol H2S/dia = 14722 g H2S /h.
Considerando que o tempo de operação para a planta é de 330 dias por ano,
pensando em uma parada da planta anual de 1 mês, têm-se:
X = 14722
gH 2 S 24h 330d
kg H 2 S
x
x
= 116601,68
h
d
ano
ano
Considerando os outros metais têm-se as seguintes reações de interesse.
CdSO4
CuSO4
NiSO4
PbSO4
ZnSO4
+ H2S
+ H2S
+ H 2S
+ H2S
+ H2S
→ CdS + H 2 SO4 (56)
→ CuS + H 2 SO4 (57)
→ NiS + H 2 SO4 (58)
→ PbS + H 2 SO4 (59)
→ ZnS + H 2 SO4 (60)
A tabela seguinte apresenta a concentração necessária de H2S para a precipitação
dos metais como sulfeto metálico.
69
Tabela 13: Concentração de H2S em kg H2S /ano necessários para a precipitação dos
principais metais pesados
Composto
M
Carga de
Concentração de H2S
necessária para
contaminante no
precipitação
efluente que sai
(kg H2S/ano)
da UAS (TQ1105) kg/h
208,41
4,12
5333
CdSO4
65,5
17,13
70548
CuSO4
124,2
5,95
12923
NiSO4
263
12,43
12749
PbSO4
161,38
22,73
37994
ZnSO4
139547
TOTAL
4.5.2. Biomassa máxima e taxa de produção de produto.
Será considerada uma biomassa máxima para o modelo proposto de 1 g/l, baseada
nos dados da literatura para sistemas anaeróbicos (Herrera, et al.1991).
A taxa de produção de produto será considerada como constante segundo os dados
apresentados por van Houten, (1994), seguindo a expressão:
Taxa de produção de H 2 S = 0,2
mol
= µXY XH 2 S (van Houten, 1994)
L dia
4.5.3.Volume do biorreator
Para o cálculo do volume utilizou-se a seguinte expressão.
Volume =
Re querimento
Taxa de produção
(61)
270000 ⎡ kg ⎤
⎡ ton ⎤
270⎢
⎥
739,7 x1000
365 ⎢⎣ dia ⎥⎦
⎣ ano ⎦ =
V =
=
= 108000 L = 108 m 3
6,8
⎡ mol ⎤
1 ⎡ mol g kg ⎤
0,2⎢
0,2 x34 x
⎢
⎥
⎥
1000 ⎣ L dia mol g ⎦
⎣ L dia ⎦
Com o processo operando de forma contínua, a quantidade necessária de H2S para
precipitar os metais é: 139546+116601=256147 kg de H2S/ano.
70
4.5.4. Modelos dinâmicos.
Os modelos dinâmicos para o biorreator estão baseados nos balanços de massa para
cada componente, descritos na seção 3.3 de materiais e métodos e nos diagrama de blocos.
São apresentados na seguinte tabela.
Tabela 14: Balanços de massa dinâmicos do sistema de produção de H2S.
Equação dinâmica
Biomassa
Substrato
H2S fase líquida
H2S fase gasosa
V
V
+
V
dX
= F1 X 0 + F2 X 0 − F3 X + µ ap XV (62)
dt
V
µ XV
dS
= F1 S 0 S − F3 S S −
(63)
dt
YSX
µ ap XV
d [ H 2 S ]l
1
= − F3 [ H 2 S ] sail l + k L a([ H 2 S ] g − [ H 2 S ]l )V +
(64)
dt
m
YHX2 S
d[H 2 S ]g
dt
= Fg 2 [ H 2 S ]0 g − Fg 3 [ H 2 S ] g − k L a([ H 2 S ] g
1
− [ H 2 S ]l )V
m
µ ap XV
(65)
YHX2 S
Em condições de pH=7,0 e 20 °C o H2S apresenta propriedades de equilíbrio
características dos gases. Em particular para um pH =7,0 a concentração de H2S na fase
líquida é igual à concentração na fase gasosa.
Para o caso do reator de precipitação temos que o modelo segue as seguintes
expressões:
Reação química de precipitação:
k1
H 2 S + MSO4 → MS + H 2 SO4
k −1
(66)
Onde:
dM
= k −1 [ H 2 SO4 ] − k1 [ MSO4 ][ H 2 S ]
dt
(67)
71
No reator de precipitação temos que o balanço dinâmico da concentração do metal
segue a seguinte expressão:
V
dM
= F7 M 0 − F8 M + fica no reator
dt
Sendo F7=F8,
dM
= D2 ( M 0 − M ) + k−1[ H 2 SO4 ] − k1[ MSO4 ][ H 2 S ]
dt
(68)
Os balanços para o H2S que entra no tanque de precipitação segue a seguinte
expressão:
Vd [ H 2 S ]l
= F2 [ H 2 S ]entra − F2 [ H 2 S ]sai + kla ([ H 2 S ]int erface − [ H 2 S ]l )V
dt
d [ H 2 S ]Vconsumo
−
dt
(69)
d [ H 2 S ]l
= kla ([ H 2 S ]int erface − [ H 2 S ]l ) − kconsumo [ H 2 S ]
dt
(70)
4.5.5. Modelo em estado estacionário
Para os modelos em estado estacionário assume-se que:
1) A mistura é perfeita : X2 =X
2) Em estado estacionário :
d( )
=0
dt
3) Xo = 0;
A tabela seguinte mostra as equações que representam o estado estacionário do
sistema.
72
Tabela 15: Balanços de massa em estado estacionário do sistema.
Equação estado estacionário
F
F1
F
X 0 + 2 X 0 − 3 X + µ ap X = 0
V
V
V
F3
= µ ap = D
V
µ ap X
F
F1
S 0S − 3 S S =
V
V
YSX
Biomassa
Substrato
H2S fase líquida
0=−
µ ap X
F3
1
[ H 2 S ] sai l + k L a([ H 2 S ] g − [ H 2 S ]l ) + X
V
m
YH 2 S
(71)
(72)
(73)
Considerando que a concentração de H2S na fase gás e igual que na fase
liquida a pH=7,0 temos que:
0=−
H2S fase gás
0=
µ ap X
F3
1
[ H 2 S ] sai l + k L a([ H 2 S ]l − [ H 2 S ]l ) + X
V
m
YH 2 S
Fg 2
V
[ H 2 S ]0 g −
Fg 3
V
Subtraindo têm-se: −
1
− [ H 2 S ]l )
m
µ ap X
Fg 3
−
[H 2 S ]g = − X
V
YH 2 S
[ H 2 S ] g − k L a([ H 2 S ] g
F3
[ H 2 S ] sai L
V
(74)
(75)
(76)
Para o reator de precipitação em estado estacionário temos que:
D2 ( M 0 − M ) = −k −1[ H 2 SO4 ] + k1[ MSO4 ][ H 2 S ]
(77)
4.5.6. Biorreator gas- lift
Os modelos contemplam a utilização de um biorreator gas-lift em uma configuração
contínua, como se mostra na figura 16. Ele foi escolhido por permitir uma maior
transferência de massa gás-líquido e recirculação do líquido sem ter partes móveis. Na
figura 21 apresenta-se o reator com a unidade principal indicando as entradas e as saídas
(gás e líquida). O gases que sai contém H2S e N2, sendo re-circulado passando por um
processo de retenção do gás H2S com sulfato do metal. Para a modelagem foi considerado
que a vazão de entrada de gás nitrogênio é constante.
73
N2
Figura 21 : Esquema do processo a ser simulado.
4.5.7. Reator de precipitação (contator gás –líquido) .
O volume do reator de precipitação foi estimado segundo o tempo de residência
hidráulica do efluente no reator.
V =τ *F
(78)
onde,
τ : tempo de residência no reator de precipitação, h
V : volume do reator, m3
F : fluxo volumétrico ao tratar, m3/h
74
Considerando uma vazão de 32,2 m3/h e um tempo de residência hidráulico de 1
hora temos que o volume do reator de precipitação será de 32,2 m3.
4.5.8.Comparação econômica das possíveis reações químicas.
Considerando as seguintes reações químicas, associam-se custos de forma a obter a
melhor relação custo-beneficio, para os substratos analisados. Considerou-se a potencial
recuperação e venda dos sulfetos metálicos.
As reações estequiométricas para produção de H2S, utilizando diferentes fontes de
energia e substratos, são:
Processo 1
rio desulfuricans
H 2 SO 4 + 4H 2 ⎯Desulfovib
⎯⎯⎯
⎯⎯⎯
⎯→ H 2 S + 4H 2 O
MSO4 + H 2 S → MS + H 2 SO4
_________________________________________
(79)
MSO4 + 4 H 2 → MS + 4 H 2 O
Processo 2
Desulfovibrio desulfuricans
4H 2 SO 4 + 2C 2 H 5 OH + 4H 2 ⎯⎯
⎯⎯⎯⎯⎯
⎯→ 4H 2 S + 3H 2 CO 3 + CO 2 + 7H 2 O
4MSO4 + 4 H 2 S → 4MS + 4 H 2 SO4
_______________________________________________________________
(80)
4MSO4 + 2C 2 H 5 OH + 4 H 2 → 4MS + 3H 2 CO3 + CO2 + 7 H 2 O
Processo 3
Desulfovibrio desulfuricans
6S + C 2 H 5 OH + 3H 2 O ⎯⎯
⎯⎯⎯⎯⎯
⎯→ 6H 2 S + 2CO2
6MSO4 + 6 H 2 S → 6MS + 6 H 2 SO4
_______________________________________________
6MSO4 + 6S + C 2 H 5 OH + 3H 2 O → 6MS + 6 H 2 SO4 + 2CO2
(81)
75
Processo 4
Desulfovibrio desulfuricans
2C 3 H 5 O 3 Na + MgSO 4 ⎯⎯
⎯⎯⎯⎯⎯
⎯→ 2CH 3 COONa + MgCO 3 + H 2 S + H 2 O
MSO4 + H 2 S → MS + H 2 SO4
(82)
________________________________________________________________
MSO4 + 2C3 H 5 O3 Na + M g SO4 → 2CH 3COONa + MS + MgCO3 + H 2 SO4 + H 2 O
Processo 5
Desulfovibrio desulfuricans
H 2 SO 4 + 2C 2 H 5 OH ⎯⎯
⎯⎯⎯⎯⎯
⎯→ 2CH 3 COOH + H 2 S + 2H 2 O
MSO4 + H 2 S → MS + H 2 SO4
(83)
_______________________________________________________
MSO4 + 2C 2 H 5 OH → MS + 2CH 3COOH + 4 H 2 O
No apêndice (7.4 e 7.5) se mostram as tabelas com os cálculos dos processos
considerando só as reações químicas. O melhor custo-beneficio é obtido na utilização de
enxofre como substrato e etanol como fonte de energia (processo 3). Nesse caso, o cálculo
foi feito considerando como base a produção de uma tonelada de H2S.
Calcula-se a massa segundo a equação seguinte:
massa (
moles
t ) MM = massa (t )
g
(84)
massa (
moles
1(t )
1
t) =
=
= 0,029
g
MM H 2 S 32
(85)
Têm-se os coeficientes estequiométricos da reação e calcula-se a massa
(
moles
t ) para os outros componentes da reação como segue:
g
moles H 2 S
moles CO2
=
moles
x
massa (
t)
g
com x = 0,009 (
(86)
moles
t ) para o caso do CO2.
g
Calcula-se a massa em toneladas segundo a equação 84 para cada composto.
76
Considerando o preço de cada composto no mercado, o cálculo do custo de cada
composto por tonelada de H2S produzido segue a seguinte expressão:
Custo = preço composto x massa(t )
(87)
4.5.9. Parâmetros cinéticos e balanços em estado estacionário.
A tabela seguinte apresenta os parâmetros cinéticos e de desenho do bio- processo
de geração de H2S pela bactéria Desulfovibrio desulfuricans utilizando enxofre como
substrato e etanol como fonte de energia, baseados nos dados da literatura e estimado
mediante os balanços de massa.
Tabela 16: Parâmetros cinéticos de projeto.
Equipamento
Biorreator
Reator
precipitação
Parâmetros de desenho
Taxa de crescimento especifica
máxima (µ)
Rendimento de biomassa em função
do substrato YSX
Rendimento de biomassa em função
X
de substrato (etanol) YEtOH
Coeficiente de transferência de massa
gás-líquido Kla Nitrogênio
Valor /Unidades
0,00141 h-1
0,03384 dia-1
0,062 g/g
K saturação
Biomassa inicial X0
Substrato inicial S0
1,09 g/l
0,01 g/l
200 g/l enxofre
985 g/l etanol
7,0
30 °C
1 h (ref)
pH
Temperatura
de Tempo de residência
Volume
Altura
Diâmetro
0,0015g/g
0,58 s-1
(Jorquera O, et al. 2003)
32 m3
3m
2m
77
Os rendimentos para crescimento em etanol e enxofre são descritos na seguinte
tabela.
Tabela 17: Rendimentos teóricos considerados, usando etanol como fonte de elétrons
(equação 83).
Rendimento Y
YSCH 3CH 2OH
0,167
Ref
Teórico
YSX
0,062
Teórico
YHCH2 S3CH 2OH
0,167
Teórico
1
Teórico
0,062
Teórico
0,21
Pfenning,N., et al.1976
YSH 2 S
YHX2 S =
X
S
H 2S
S
Y
Y
X
CH 3CH 2OH
Y
=
YSX
YSCH 3CH 2OH
Segundo o diagrama de bloco descrito, os dados cinéticos, os balanços em estado
estacionário e as necessidades de H2S para precipitar os metais pesados são apresentados na
seguinte tabela:
Tabela 18: Valores obtidos a partir dos balanços de massa e um efluente a tratar de 32
m3/h.
Fase liquida
Fluxo total m3/h
S kg/m3
X kg/m3
Fluxo masico S Kg/ h
Fluxo masico X kg/h
Fluxo total m3/h
S kg/m3
X kg/m3
Fluxo masico S Kg/h
F1
F2
F3
F3(etoh)
F7
F8
F9
0,12
0,01
0,13
0,13 32,20 40,73 5,00
200,00 980,00 174,55
42,99
4,35
2,36 14,00
0,00
0,00
1,00
0,00
0,00
0,00 0,00
24,95
5,98 22,84
5,63 140,04 140,04 70,02
0,00
0,00
0,13
0,00
0,00
0,00 0,00
F10
27,20
0,00
0,00
Para a fase gasosa tem se:
78
Tabela 19: Valores obtidos a partir dos balanços de massa na fase gasosa.
Fase gasosa
Fluxo total m3/h
Fluxo em ton/h
S kg/m3
X kg/m3
Fluxo masico S Kg/h
Fg1
Fg2
Fg3
Fg4
2166,24 1969,31 1969,31 984,66
0,00
0,00
0,00
0,00
0,0135
0,00
26,51
0,00
O dimensionamento dos equipamentos, baseado nas equações de projeto, é descrito na
seguinte tabela:
Tabela 20: Dimensionamento dos equipamentos do processo.
Geometria
Descrição
Equipamentos
Unidade
Biorreator
Reator
de
precipitação
V (Volume)
m3
102,9
32
Dw (Diâmetro reator)
m
4,13
2
Dr (diâmetro tubo interno)
m
2,917
Ht (altura total)
m
7,7
3
4.5.10. Modelagem matemática
Considerando o modelo cinético de
Monod modificado, descrito por Raizer Neto
(comunicação pessoal) para crescimento de microorganismos e os parâmetros de vazão,
velocidade específica de crescimento, rendimentos e concentração de substrato que entra
no reator, geram-se os seguintes gráficos para o modelo.
79
Figura 22: Gráficos de biomassa, substratos e produção de H2S versus tempo baseados nos
modelos dinâmicos e considerando o modelo descrito por Raizer Neto.
A biomassa chega a um estado estacionário depois de 6000 horas, com consumo de
substrato e etanol na geração de H2S. O modelo permite explicar a fase lag do crescimento
dos microorganismos, assim como o crescimento com taxas de diluição maiores que a
velocidade específica de crescimento, atingindo, também, as exigências (0,2 g/L de H2S)
para precipitar os metais pesados.
4.6. Ensaios de laboratório.
4.6.1. Crescimento de bactérias redutoras de sulfato no biorreator
Ensaios em escala de laboratório foram feitos para avaliar a produção de H2S. Dada
a baixa taxa de crescimento dos microorganismos e por problemas de contaminação com
outras bactérias não foi possível atingir tal objetivo.
80
4.6.2. Tratamento de efluente ácido da unidade de lavagem de gás da
UAS com Na2S.
Segundo as características dos efluentes, trabalhou-se com o principal efluente que
contém a maior carga de metais pesados, efluente gerado nos sistema de lavagem de gases
(TQ-1105). Precipitaram-se os metais com Na2S para o efluente gerado na UAS
(proveniente do TQ-1105) resultando em uma alta percentagem de remoção (>90%, com
exceção do Zn) dos metais pesados, essa tendência
pode-se observar na tabela 21.
Trabalhou-se com Na2S já que a taxa de crescimento dos microorganismos foi muito baixa
para a avaliação da precipitação dos metais com H2S produzido biotecnologicamente. A
reação do Na2S se descreve na seguinte equação sendo equivalente ao uso de H2S.
Na s S + H 2 SO4 → H 2 S + Na 2 SO4
MSO4 + H 2 S → MS + H 2 SO4
_________________________
Na 2 S + MSO4 → MS + N 2 SO4
(88)
Tabela 21: Eficiência de remoção dos sulfetos metálicos com H2S a um pH<1 no efluente
gerado na unidade de lavagem da UAS (sai do TQ-1105). O Zn pode ser precipitado
seletivamente, aumentado o pH do efluente até pH=5.
Metal
As
Cu
Cd
Pb
Ni
Zn
Concentração
(mg/l)
1262
361,3
294
96
271
328,6
Concentração
Eficiência
de
depois
da remoção (%)
precipitação(mg/l)
1,67
99,87
0,036
99,99
0,315
99,89
2,56
97,33
0,587
99,78
103,38
68,53
O sistema proposto para a recuperação dos sulfetos seletivamente, gerando um
efluente com ácido sulfúrico que pode ser reutilizado na UAS como produto. Os outros
efluentes que entram na UTE já não tem a carga de ácido proveniente da UAS e o custo
(como CaO) do tratamento dele baixa em comparação ao tratamento de todos os efluentes
misturados.
81
5
Discussão e Conclusões
5.1. Caracterização de efluentes.
A caracterização dos efluentes totais que entram na UTE mostrou que o maior
aporte, em termos de carga, está presente no efluente proveniente da UAS (67 %), seguido
do lavador (17%) e do ácido negro (9,7%), justificando a prioridade de atenção a este
efluente (UAS) nas possibilidades de tratamento.
A caracterização dos efluentes que compõem a UAS apresenta características
similares quanto à concentração, acidez e composição dos metais pesados. Um maior aporte
como carga é observado na unidade umidificadora devido a sua maior vazão. Como a
diferencia es só na vazão o tratamento desse efluente teria que ser feito nas correntes
misturadas.
Foi apresentada a possível geração dos sulfetos metálicos para os efluentes que
entram na UTE. Os sulfetos gerados têm características similares no conteúdo de Zn e Cu.
O efluente da UAS e o Lavador gerariam principalmente sulfetos de zinco que pode ser
vendido como concentrado de zinco. O efluente ácido negro, apresenta uma quantidade
considerável de Ni e Cu.
Os efluentes da laminação e mistura dos outras correntes
gerariam principalmente sulfeto de cobre, que pode ser recuperado por seu envio
novamente para o forno da fundição.
Considerando as reações químicas para a geração biológica de H2S com diferentes
substratos e fontes de energia, chegou-se a determinar que a melhor relação custo-benefício
dá-se com enxofre como substrato e etanol como fonte de energia, tanto para o efluente
gerado na UAS e Lavador como para os outros efluentes. O custo do tratamento da UAS e
Lavador é de US$ 143 por tonelada de H2S produzido, com um ganho de US$ 408 por
82
tonelada de sulfeto de zinco produzido, se este último for vendido como concentrado. O
tratamento das outras correntes gera sulfeto de cobre com um ganho de US$ 387 por
tonelada de sulfeto de cobre produzido, que retornaria ao forno da fundição. Uma
alternativa é o uso do próprio efluente, a ser tratado, como substrato. Essa alternativa
implica um tratamento inicial do efluente, tirando os metais pesados principalmente
arsênio, para logo entrar no reator onde o sulfato é transformado ate H2S num ciclo
fechado, gerando um efluente com uma baixa concentração de sulfato.
O uso de sulfeto de sódio para a geração do H2S no seio da solução, é uma outra,
alternativa o que poderia ser implementado como uma medida de curto prazo para o
tratamento dos efluentes segregados, diminuindo o consumo de leite de cal na UTE e os
custos associados a esse processo . Usando H2S bio- gerado temos custos ainda menores de
tratamento, considerando só insumos de processo.
Por outro lado, os sólidos suspensos presentes no efluente da UAS representam da
ordem de 2 % da carga total enviada a UTE. Uma alternativa seria a filtração na fonte e
retornar os sólidos ao forno da fundição recuperando parte do cobre ainda presente neles.
5.2 Modelagem matemática
O modelo clássico de Monod e os parâmetros cinéticos estimados, segundo o
sistema modelado, não permitem explicar satisfatoriamente a geração da biomassa já que
esta não chega a um estado estacionário. Também não explicaria a fase lag de crescimento
bacteriano com os parâmetros aplicados. O modelo descrito por Raizer Neto (comunicação
pessoal) permite explicar satisfactoriamente o descrito anteriormente. Comparando os
dados obtidos em estado estacionário com o sistema dinâmico na fase estacionaria, se
chegou aos mesmos valores de concentração. Os modelos em estado estacionário
concordam com o estado estacionário do sistema dinâmico.
Os modelos indicaram que depois de 6000 horas se tem um estado estacionário do
sistema, gerando 0,15 g/ L h, de H2S, no modelo descrito por Raizer Neto.
83
5.3. Modo de operação da planta de H2S
A planta operaria segundo o modelo apresentado no fluxograma do apêndice 7.3. O
biorreator com um volume de 100 m3 geraria H2S que seria enviado a um contator gáslíquido para a precipitação dos metais pesados no efluente gerado no sistema de lavagem de
gás da UAS. O efluente tratado geraria os sulfetos de Cu e Bi, em uma primeira etapa,
segundo o tempo de residência hidráulico e o potencial redox da solução, recuperando os
sulfetos desses metais. Em uma segunda etapa precipitariam principalmente arsênio,
cádmio, chumbo e uma fração de zinco. O efluente ácido resultante é composto
principalmente de ácido sulfúrico que pode ser reutilizado na UAS. O tratamento dos
efluentes da UAS, assim como do lavador, ácido negro, laminação e outros, permitiria
reduzir quase 100 % a carga dos metais que entram na UTE, reutilizando cerca de 25% da
vazão total como efluente ácido (proveniente da UAS e ácido negro da eletrolise) para sua
concentração na planta de ácido sulfúrico e da ordem de 75 % (os outros efluentes), como
água de processo.
5.4. Estudos em escala de laboratório
A caracterização do reator projetado correlacionou-se com as expressões teóricas
descritas por Gavrilescu (1999) em seus trabalhos de modelagem de biorreatores gas-lift,
corroborando-o. Trabalhou-se na região linear na curva de hold-up vs. velocidade
superficial do gás, o que garante um padrão de fluxo homogêneo. Os números de Reinolds
indicam que o padrão de fluxo chega a ser turbulento (considerando fluxo turbulento
valores de Re>2000) para a vazão de gás que entra, sendo maior na região do riser que no
downcomer.
No tempo de desenvolvimento da presente dissertação não foi possível
estudar o crescimento bacteriano e avaliar a taxa de produção de H2S dada à baixa taxa de
velocidade de crescimento do microorganismo, que segundo os modelos chegaria a um
estado estacionário em aproximadamente 8 meses, pelo qual se tratou o efluente
proveniente da UAS com Na2S para verificar a eficácia do tratamento com H2S e ver os
efeitos na precipitação dos metais pesados.
84
5.5. Precipitação dos metais pesados.
Dada a impossibilidade de gerar H2S por problemas de baixa taxa de crescimento e
contaminação com outros microorganismos, usou-se N2S para avaliar de forma análoga a
precipitação dos metais presentes no efluente. O sulfeto de sódio ao reagir com ácido gera
H2S o qual em contato com o metal pesado gera o respectivo sulfeto metálico. Os metais
precipitados com Na2S podem ser disponibilizados como sulfetos e reutilizados para a
recuperação de Zn ou Cu.
A precipitação dos metais pesados provenientes do sistema de lavagem de gás da
UAS com Na2S permitiu avaliar a percentagem de efetividade do processo, sendo de 99 %
para os metais mais tóxicos como As e Cd e gerando uma pequena quantidade de material
sólido comparado com a quantidade de sólidos gerados no tratamento com leite de cal.
5.6. Conclusões
¾ A caracterização dos efluentes permitiu a escolha do tratamento adequado
para a redução dos contaminantes, valorizando o efluente em termos de reuso
em outros processos e reduzindo seu impacto ambiental.
¾ A segregação dos efluentes é primordial para essa caracterização, obtendo
com isso tratamentos compatíveis aos teores de contaminantes contidos.
¾ A caracterização dos efluentes que entram na UTE indica que o maior aporte
de metais pesados como carga, concentra-se na UAS.
¾ Os sulfetos gerados no tratamento com H2S poderão ser re-utilizados como
concentrado do metal, seja para venda ou re-processando o cobre. O sulfeto do
arsênio pode ser disposto em sistemas especiais de armazenamento para uma
futura aplicação.
¾ O processo apresentado indica que a geração de H2S biotecnologicamente, é
de maneira limpa e segura.
¾ O H2S utilizado gerará os sulfetos metálicos em um volume muito menor que
o volume de lama de gesso, gerado atualmente, podendo ser obtidos
85
seletivamente e dispostos segundo variadas alternativas: venda no mercado ou
recirculação do sulfeto de Cu recuperado no forno da fundição.
¾ A modelagem dinâmica do sistema permitiu explicar os dados obtidos no
sistema em estado estacionário para o processo proposto, chegando a um
estado estacionário em 6000 h, com uma produção de H2S segundo as
exigências.
¾ O biorreator projetado, tipo gas-lift, correlaciona-se com os valores teóricos
descritos na literatura para esse tipo de reator, confirmando os parâmetros
geométricos do projeto.
¾ Segundo a literatura e os resultados apresentados, o uso de H2S gerado
biotecnológicamente é a melhor tecnologia disponível com vantagens
econômicas para o tratamento de efluentes com alta carga de metais pesados e
alto conteúdo de acidez.
5.7 Sugestões
O trabalho apresentado descreve um processo de tecnologia biológica para o
tratamento de efluentes contaminados com metais pesados. Sugere-se a realização dos
seguintes itens para futuros trabalhos no tema:
¾ Estudo do sistema em escala de laboratório, o que permitirá avaliar a viabilidade
técnica e operabilidade do biorreator, caracterizado-o e possibilitando estudar seu
controle.
¾ Estudo do crescimento de bactérias redutoras de sulfato (BRS) no reator montado.
¾ Estudo da cinética de crescimento e rendimentos das BRS para produção de H2S.
¾ Estudo do sistema de controle apropriado para o trabalho com H2S gerado no
biorreator.
¾ Estudo da efetividade de remoção dos metais pesados usando H2S nos diferentes
efluentes que entram na UTE.
¾ Estudo de sistema de sedimentação e separação dos sulfetos metálicos gerados.
¾ Disposição segura e reaproveitamento adequado para os sulfetos metálicos gerados.
86
6
Referencias
Badziong, W., Thauer, R.K. and Zeikus, J.G. (1978). “Isolation and characterization of
Desulfovibrio growing on hydrogen plus sulfate as the sole energy source”. Arch.
Microbiol. 116: 41-49.
Boonstra, J., Picavet, M., Dijkman, H., and Buisman, C., (2003), “Efficient treatment of
complex wastewaters at Umicore Precius Metal using biotechnology”, Environment and
sustainable Development, II, 263-273.
Buisman, C.J.N., Dijkman, H., (2003),”Process for the treatment of waste water
containing heavy metals”, Patent No.: US6,630,071 B1.
Buisman, C.J.N., (1999), “ Process for the treatment of gases”, Patent number: US
5,976,868 A.
Chaturvedi A.K., Smith D., Canfield D., (2001), “A fatality caused by accidental
production of hydrogen sulfide”, Forensic Science International, 123, 211-214.
Chang, I.S., Shin, P.K., Kim, B.H., (2000), “Biological Treatment of Acid Mine
Drainage Under Sulphate Reducing Conditions With Solid Waste Material as
Substrate”, Wat. Res., 34, 1269-1277.
87
Choi, S-C. Chase, T., and Bartha, R., (1994),”Metabolic Pathways Leading to Mercury
Methylation
in
Desulfovibrio
desulfuricans
LS”,
Applied
and
Environmental
Microbiology, 4072-4077.
Cipionka, H., Pffening N., (1986), “Growth Yield of Desulfovibrio orientis with
hydrogen in Chemostat Cultures”. Archives of Microbiology. 143: 396-399.
Cipionka, H., Smock, A.M., Bottcher, M.E., (1998), “A combined pathway of súlfur
compound disproportionations in Desulfovibrio desulfuricans”, FEMS microbiology
letters, 166, 181-186.
CONAMA, 1986, Resolução CONAMA Nº 20.
Cork, D.J., Cusanovish, M.A., “Sulfate descomposition: A microbial Process
Metallurgical Application of Bacteria Leaching and related Microbial Phenomena. In:
L.E.Mun, A.E.Arma, J.A. Brierly, Ed. New York: Academic Press, 1978.
Curcovic, L., Cerjan-Stefanovic,S., Filipan, T., (1997),” Metal ion Exchange by natural
and modified Zeolites”, Wat.Res., 31, 1379-1382.
Eccles, H.,(1999),” Treatment of metal-contaminated wasted: why select a biological
process?”, Tibtech, 17, 462-465.
Ellermeyer, S., Hendrix, J., Ghoochan, N., (2003), “A theorical and empirical
investigation of delayed growth response in the continuous culture of bacteria”,
Journal of Theoretical Biology, 222, 485-494.
Foucher,S., Battaglia-Brounet, F., Ignatiadis, I., Morin, D. (2001), “Treatment by
sulphate-reducing bacteria of Chessy acid-mine drainage and metals recovery”,
Chemical Engineering Science, 56, 1639-1645.
88
Gas properties, 2003, http://www.airliquide.com/.
Gavrilescu,M. and Tudose, R.Z., (1998),” Concentric-tube airlift bioreactors, Part I:
Effects of geometry on gas hodup” , Bioprocess Engineering, 19, 37-44.
Gavrilescu,M. and Tudose, R.Z., (1998),” Concentric-tube airlift bioreactors, Part II:
Effects of geometry on liquid circulation” , Bioprocess Engineering, 19, 103-109.
Gavrilescu,M. and Tudose, R.Z., (1998), “Concentric-tube airlift bioreactors, Part III:
Effects of geometry on mass transfer” , Bioprocess Engineering, 19, 175-178.
Gavrilescu,M. and Tudose, R.Z., (1999), “Modelling mixing parameters in concentric-
tube airlift bioreactors, Part I: Mixing time”, Bioprocess Engineering, 20, 423-428.
Gavrilescu,M. and Tudose, R.Z., (1999), “Modelling mixing parameters in concentric-
tube airlift bioreactors, Part II: Axial dispersion”, Bioprocess Engineering, 20, 491-497.
Ghirardini M., Donati G., Rivetti F., (1992), “Gas lift Reactors: Hydrodynamics, mass
transfer and scale up”, Chemical Engineering Science, 47: 9-11.
Glombitza, F.,(2001),”Treatment of acid lignite mine flooding water by means of
microbial sulphate reduction”, Waste Management, 197-203.
Herrera L., (1982), Defensa de Tesis doctoral: "The production of Trichoderma reesei
cellulase in an airlift reactor", Universidad de Gales, U.K.
Herrera L., Hernández J., Bravo L., Romo L., Vera L., (1997), “Biological Process for
Sulfate and Metals Abatement from Mine Effluents”, Environ. Toxicol. Water Qual., 12,
101-107.
Herrera L., Hernandez, J., Ruiz P., and Gantenbein, S., (1991), “Desulfovibrio
desulfuricans Growth Kinetics”, Environ. Toxicol. Water Qual.: An International Journal,
6, 225-237.
89
Jorquera O., Dantas, L.A., Kiperstok, A., (2003), “Desenvolvimento de um processo
biotecnologico para remoção de metais de um efluente industrial ácido proveniente da
industria do cobre”., Tecbahia, 18, 89-99.
KEGG, Metabolic pathway, www.kegg.com
Krekeler, D., Cypionka, H., (1995),” The preferred electron acceptor od Desulfovibrio
desulfuricans CSN ”, FEMS microbiology ecology, 17, 271-278.
Krishna, R., Dreher A.J., Urseanu M.I., (2000), “Influence of alcohol addition on gas
hold-up in bubble columns: development a scale up model”, Int. Comm. Heat Mass
Transfer, 27: 465-472.
Lens, P.N.L., Visser, A., Janssen, J.H.A., Hulshoff Pol, L.W., Lettinga, G.,
(1998),”Biotechnological Treatment of Sulfate-Rich Wastewaters”, Critical Reviews in
Environmental Science and Technology, 28, 41-88.
London metal Exchange, 2003 http://www.lme.co.uk.
Lyndersen, B.K., D’elia, N.A., Nelson, K.L., “Bioprocess Engineering: Systems,
Equipment and Facilities”, John Wiley & Sons, Inc., New York, 1994.
Luptakova, http://www.tuke.sk/hf/konferencie/after-konf/luptakoval199-204.pdf, 2003.
Matis, K.A., Zouboulis, A.I., Lazaridis, N.K., Hancock, I.C., (2002), “Sorptive flotation
for metal íons recovery”, Int.J.Miner.Process, 1616,1-10.
Metals Price, 2003, https://www.metalprices.com/
90
Nagpal S, Chuichulcherm S, Livingston A, Peeva L, (2000), “Ethanol utilization by
sulfate-reducing bacteria: an experimental and modeling study”, Biotechnol. Bioeng.,5,
533-43.
Okabe, S., Nielsen, P., Characklis, W., (1992), “Factor affecting Microbial Sulfate
Reduction by Desulfovibrio desulfuricans in continuos Culture: Limiting Nutrients
and Sulfide Concentration”, Biotechnol. Bioeng. 40: 725-734.
Oude Elferink, S.J.W.H., Visser, A., Hulshoff, L.W., Stam, A.J.M., (1994), “ Sulfate
reducion in methanogenic bioreactors”, FEMS Microbiology Reviews, 15, 119-136.
Perry, R.H., Green, D.W., Ackers, D.E., Maloney, J.O., Perry’s Chemical Engineers
Handbook, McGraw-Hill Companies, Inc., 7th ed. 1999.
Pfenning N, Biebl H., (1976), “Desulfuromonas acetoxidans gen.nov. and sp. Nov., a new
anaerobic, sulfur bacterium”, Arch. Microbiol., 110, 3-12.
Pilat, B.V., (2003), “Industrial aplication of electrodialysis reversal systems”,
Desalination, 158, 87-89.
Sevella, B., Bertalan, G., (2000), “Development of MATLAB based bioprocess
simulation tool”, Bioprocess Engineering, 23, 621-626.
Truex., M., Peyton B., Toth, J., (2002), “ Methods for producing hydrogen (BI) sulfide
and/or removing metals”, Patent No.: US6,387,669 B1.
Van Houten R.T., Pol L.W. and Lettinga G., (1994), “ Biological Sulphate Reduction
Using Gas lift Reactors Fed with Hydrogen and Carbon Dioxide as Energy and
Carbon Source”, Biotechnology and Bioengineering, 44, 586-594.
91
Van Houten R.T., Oude Elferink, S.J.W.H., van Hamel, S.E., Hulshoff Pol, L.W., Lettinga,
G., (1995), “Sulphate Reduction by Aggregates of Sulphate Reducing Batceria and
Homo-Acetogenic Bacteria in a Lab-Scale Gas-Lift Reactor”, Bioresource Technology,
54, 73-79.
Yabe, M.J.S., Oliveira, E., (2003), “Heavy metals removal in industrial effluents by
sequential adsorbent treatment”, Advances in Environmental Research, 7, 263-272.
Zhuang Y., Siemon A., Ireland N., Johnson G. ,(2000),”pH Measurement and Control in
Solvent
Extraction
using
Column
Contactors”,
Hydromet.
http://www.wmt.com.au/research-papers.htm
92
7
Apêndice
7.1. Desenho do biorreator tipo gas lift.
93
94
7.2. Equações de desenho: cálculo, valores experimentais e teóricos.
Cálculo
Dr
Ds=Dw
hl (líquido)
hB
hs
hl
ht
V reactor
V líquido
Rr
Ra
Qg
Ar
Aw
R=Aw/Ar
vsgr
Pi
Vvol líquido r
Vvol líquido a
ρL
De
n
Rr/Ra
hold-up
g
Fr
Sh
Sh
DL
Kla
Ga
hL
B
T
Y
εGR
εGD
εGS
εGT
0,056
0,07938
0,3
0,02
0,02
0,3
0,4
0,001979575
0,001484682
3920
1636,6
1,66667E-05
0,002463009
0,00248593
1,00930625
0,006766792
3,141592654
0,07
0,07
1000
0,02338
1
2,395209581
9,8
0,00913431
7,10827E-07
24253,83041
2250
0,51
537135794,8
0,00179
0,357142857
1,357142857
0,957420005
0,013909172
0,002363795
0,014186148
0,010271248
Unidades
m
m
m
m
m
m
m
m3
m3
turbulento
m3/s
m2
m2
m/s
m/s
m/s
kg/m3
cp
m/s2
m2/s
s-1
Pa*s
95
7.3. Fluxograma de recuperação e custo dos metais.
7.4. Custo para venda de concentrado (sulfeto metálico) da UAS e do lavador.
7.5. Custo para venda do concentrado (sulfeto metálico) da mistura dos
efluentes menores.
98
7.6.Desenho metabólico da bactéria Desulfovibrio desulfuricans (KEGG
metabolic pathway).
99
7.7. Custos e comparação do uso de sulfeto de sódio e sulfeto de hidrogênio.
100
7.8. Listagem do programa
Parâmetros
global mumax Ks p muap So Se Kla
%MODELO ERNESTO RIZER
F(1)=0.124750;%m3/h afluente com S
F(2)=0.0061; %m3/h vazão que leva etanol e nutrientes
F(3)=F(1)+F(2);
So=200;
Se=980;
Fg(1)=36; %m3/h
V=94;%m3 volume do reator
%F(4)=0.1; %m3/h vazão de gás
p(1)=F(1)/V;
p(2)= F(2)/V;%200*F(1)/F(3);% So, concentraçao de sulfato g/l na alimentaçao
p(3)=F(3)/V;
p(4)=0.062;%(p(2)-y(2))/y(1);% rendimento de celulas por sulfato consumido Yxs
p(5)=0.21; % rendimento biomassa por etanol consumido
%p(6)=0.00001; %concetracao de H2S gas
p(7)=2.53; %solubilidade do H2S
p(8)=0.0049; %rendimento de H2S
Kla=0.52*60; %1/s
p(9)=Fg(1)/V; % fluxo de gas dividido pelo volume do gas do reator
mumax=0.00141; %h-1 velocidade de crescimento maxima em estado estacionario
Ks=1.46; %constante de monod sulfato kg/m3
%Ks2=0.6;%constante de inibicao de h2s
tspan=[0,3500];% tempo em horas
y0=[0.1;200;980;0.00001;0.00001];
options = odeset('RelTol',1e-4,'AbsTol',[1e-4]);
[T,Y] = ode45('enxofretanol',tspan,y0);
101
figure (1);
subplot(3.4,3,1)
plot(T,Y(:,1),'-')
title(['Biomassa']);
%xlabel('tempo t(h)');
ylabel('Concentraçao g/l');
%axis([tspan(1) tspan(end) 0 10]);
figure(1);
subplot(3.4,3,2)
plot(T,Y(:,2),'-')
title(['Enxofre']);
%xlabel('tempo t(h)');
%ylabel('Concentraçao g/l');
%axis([tspan(1) tspan(end) 100 200]);
figure(1);
subplot(3.4,3,3)
plot(T,Y(:,3),'-')
title(['etanol']);
%xlabel('tempo t(h)');
%ylabel('Concentraçao g/l');
%axis([tspan(1) tspan(end) 10 980]);
figure(1);
subplot(3.2,3,4)
plot(T,Y(:,4),'-')
title(['H2S líquido']);
xlabel('tempo h');
ylabel('concentracao g/l');
102
figure (1);
subplot(3.2,3,5)
plot(T,Y(:,5),'-')
title(['H2S gas']);
xlabel('Tempo h');
%ylabel('Concentracao');
%figure (1);
%subplot(3.2,3,6)
%plot(Y(:,4),Y(:,5),'-')
%title(['H2S líquido-gas']);
%xlabel('H2S líquido');
%ylabel('H2S gas');
%figure (1);
%subplot(3,3,7)
%plot(Y(:,1),Y(:,2),'-')
%title(['biomassa-substrato']);
%xlabel('biomassa');
%ylabel('substratoConcentracao');
%figure (1);
%subplot(3,3,8)
%plotyy(T,Y(:,1),T,Y(:,2),'plot')
%title(['Biomassa-substrato']);
%xlabel('Tempo h');
%ylabel('Concentracao');
103
%figure (1);
%subplot(3,3,9)
%plotyy(T,Y(:,4),T,Y(:,5),'plot')
%title(['H2S líquido-gas']);
%xlabel('Tempo h');
%ylabel('Concentracao');
Equações diferenciais
function dy=enxofretanol(t,y)
% modelo de gas lift Modelo Ernesto Raizer
global mumax Ks p muap So Se Kla
mumonod=mumax*y(2)/(Ks+y(2));%*(y(3)/(Ks2+y(3)));
%mumonod=mumax*(1-y(4)/Ks2)/(1+Ks/y(2));
beta=0.9994;
gamma=0.3449;
alpha=beta+gamma*log((p(1)*So/y(1)));
muap=alpha*mumonod;
dy=zeros(5,1);
%Biomassa
dy(1)=-p(3)*y(1)+muap*y(1);% mol/m3 biomassa mas inibiçao mas morte mas
recirculaçao
% Substrato sulfato
dy(2)=p(1)*So-p(3)*y(2)-(muap*y(1)/p(4));% substrato
104
%substrato etanol
dy(3)=p(2)*Se-p(3)*y(3)- (muap*y(1)/p(5)); % g/l etanol
% H2S líquido
dy(4)=-p(2)*y(4)+Kla*(y(5)*p(7)-y(4))+muap*y(1)/p(8);
%H2S gas
dy(5)=-p(9)*y(5)+ muap*y(1)/p(8);
105