UNIVERSIDADE DO PLANALTO CATARINENSE
DEPARTAMENTO DE CIÊNCIAS EXATAS E TECNOLÓGICAS
CURSO DE INFORMÁTICA
(BACHARELADO)
SISTEMA DE AQUISIÇÃO DE DADOS DE UM PROCESSO
INDUSTRIAL
JORGE LUIS MACHADO
LAGES, NOVEMBRO DE 2006.
UNIVERSIDADE DO PLANALTO CATARINENSE
DEPARTAMENTO DE CIÊNCIAS EXATAS E TECNOLÓGICAS
CURSO DE INFORMÁTICA
(BACHARELADO)
SISTEMA DE AQUISIÇÃO DE DADOS DE UM PROCESSO
INDUSTRIAL
Relatório do Trabalho de Conclusão de
Curso submetido à Universidade do
Planalto Catarinense para obtenção dos
créditos de disciplina com nome
equivalente no curso de Informática Bacharelado.
JORGE LUIS MACHADO
Orientador: Prof. Carlos Roberto da Silva
Filho, M. Sc.
LAGES, NOVEMBRO DE 2006.
iii
SISTEMA DE AQUISIÇÃO DE DADOS DE UM PROCESSO INDUSTRIAL
JORGE LUIS MACHADO
ESTE RELATÓRIO, DO TRABALHO DE CONCLUSÃO DE CURSO, FOI
JULGADO ADEQUADO PARA OBTENÇÃO DOS CRÉDITOS DA
DISCIPLINA DE TRABALHO DE CONCLUSÃO DE CURSO DO VIII
SEMESTRE, OBRIGATÓRIA PARA OBTENÇÃO DO TÍTULO DE:
BACHAREL EM INFORMÁTICA
Prof. Carlos Roberto da Silva Filho, M. Sc. Esp.
Orientador
BANCA EXAMINADORA:
Prof. Douglas Nazareno Debiazi Vargas,
M.Sc.
Prof. Marconi Januário, Esp.
Prof. Angelo Augusto Frozza, Esp.
Supervisor de TCC
Prof. Wilson Castello Branco Neto
Coordenador de Curso
Lages, 10 de Novembro de 2006.
iv
Dedico este trabalho primeiramente a
Deus, à minha família e a todas as pessoas
que contribuíram de forma direta ou
indireta para que se tornasse possível à
concretização deste. Aos meus colegas que
ao longo desta jornada me incentivaram
para que nos percalços não desistisse e
chegasse ao final, cumprindo meu objetivo.
v
Agradeço ao Prof. Carlos Roberto da Silva
Filho, pela sua eficiente orientação durante
o desenvolvimento dos trabalhos. E
também aos colegas que me auxiliaram nas
duvidas pertinentes ao desenvolvimento do
mesmo.
vi
Deus tem seu altar no seio da criação, e
também o tem em cada coração humano.
(Raumsol)
SUMÁRIO
LISTA DE FIGURAS ................................................................................................. IX
LISTA DE SIGLAS ................................................................................................... XII
RESUMO .................................................................................................................. XIII
ABSTRACT ............................................................................................................. XIV
1 INTRODUÇÃO................................................................................................................ 1
1.1 Apresentação ............................................................................................................. 1
1.2 Descrição do problema .............................................................................................. 3
1.3 Justificativa ................................................................................................................ 3
1.4 Objetivo geral ............................................................................................................ 4
1.5 Objetivos específicos ................................................................................................. 4
1.6 Metodologia ............................................................................................................... 5
2 DISPOSITIVOS DO SISTEMA ................................................................................ 7
2.1 Motor elétrico de indução trifásico............................................................................ 7
2.2 Inversor de freqüência ............................................................................................... 9
2.3 Encoder ...................................................................................................................... 9
2.3.1 Sensor incremental angular ............................................................................................ 10
2.3.2 Encoder incremental linear ............................................................................................. 11
2.3.3 Encoder absoluto ............................................................................................................. 12
2.4 Sensores ópticos ...................................................................................................... 14
2.4.1 Sensor óptico por retrorreflexão ..................................................................................... 16
2.4.2 Sensor óptico por transmissão ........................................................................................ 17
2.5 Controladores lógico programáveis (CLPs) ............................................................ 17
2.6 Sistema supervisório ................................................................................................ 20
2.7 Banco de dados ........................................................................................................ 24
2.8 Conclusão ................................................................................................................ 27
3 SISTEMA INTEGRADO DE AQUISIÇÃO DE DADOS ..................................... 28
3.1 Aquisição de dados .................................................................................................. 28
3.2 Integração do programa de controle com o sistema de supervisão. ........................ 32
3.3 Integração do banco de dados com o sistema de supervisão ................................... 35
3.4 Conclusão ................................................................................................................ 40
4 CONSIDERAÇÕES FINAIS ............................................................................................ 41
REFERÊNCIAS BIBLIOGRÁFICAS ...................................................................... 43
ANEXOS....................................................................................................................... 45
LISTA DE FIGURAS
FIGURA 1 - Representação de uma típica estrutura de encoder de contato.
(Fonte: Thomazini e Albuquerque, 2005). ................................................... 10
FIGURA 2 - Representação de uma típica estrutura de encoder angular incremental.
(Fonte: Thomazini e Albuquerque, 2005). ................................................... 11
FIGURA 3 - Detalhe de um encoder óptico angular absoluto.
(Fonte: Thomazini e Albuquerque, 2005). ................................................... 13
FIGURA 4 - Detalhe de um encoder óptico angular absoluto dos tipos binário e Gray.
(Fonte: Thomazini e Albuquerque, 2005). ................................................... 13
FIGURA 5 - Encoder absoluto multirrevolução utilizado pela IFM Electronics.
(Fonte: Thomazini e Albuquerque, 2005). ................................................... 14
FIGURA 6 - Princípio de funcionamento dos sensores ópticos.
(Fonte: Thomazini e Albuquerque, 2005). ................................................... 15
FIGURA 7 - Sensor óptico pó retrorreflexão.
(Fonte: Thomazini e Albuquerque, 2005). ................................................... 16
FIGURA 8 - Sensor óptico por transmissão.
(Fonte: Thomazini e Albuquerque, 2005). ................................................... 17
FIGURA 9 - Trecho de programas nas quatro linguagens.
(Fonte: Silveira, 1998). ................................................................................... 20
FIGURA 10 - Tela de configuração da ferramenta organizer.
(Fonte: Elipse, 2005). ...................................................................................... 22
FIGURA 11 - Tela do supervisório desenvolvido com o SCADA. ..................................... 24
FIGURA 12 - Foto da esteira que foi utilizada no trabalho. .............................................. 29
FIGURA 13 - Motor de indução trifásico. ............................................................................ 29
FIGURA 14 - Sensor óptico retrorreflexivo. ........................................................................ 30
FIGURA 15 - Encoder montado no protótipo. .................................................................... 30
FIGURA 16 - Inversor de freqüência utilizado no protótipo. ............................................ 31
FIGURA 17 - CLP do fabricante Moeller. ........................................................................... 31
FIGURA 18 - Exemplo de programação utilizando a linguagem Ladder. ........................ 32
FIGURA 19 - Exemplo da tela de programação, utilizando o editor POU do fabricante
Moeller. ............................................................................................................ 33
FIGURA 20 - Tela gráfica do Elipse SCADA. ..................................................................... 33
FIGURA 21 - Tela do projeto da esteira Compilado e pronto para ser enviado ao CLP.35
FIGURA 22 - Tabela criada no access para gravar as informações relativas a esteira. .. 36
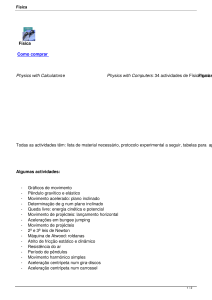
FIGURA 23 - Descrição da tag sensor. ................................................................................. 37
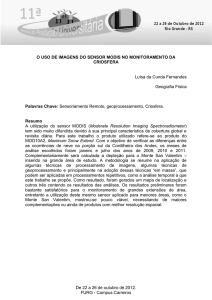
FIGURA 24 - Descrição da tag encoder. ............................................................................... 38
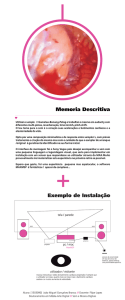
FIGURA 25 - Processo desligado. ......................................................................................... 38
FIGURA 26 - Processo ligado posição intermediaria. ......................................................... 39
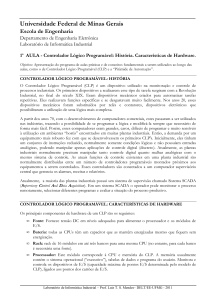
FIGURA 27 - Peça sobre o sensor gravando dados. ............................................................ 39
FIGURA 28 - Final do processo de gravação. ...................................................................... 40
LISTA DE QUADROS
QUADRO 1 - Exemplo de endereçamento do CLP. ............................................................ 32
QUADRO 2 - Script criado na tag sensor para gravar os dados no banco de dados. ...... 36
LISTA DE SIGLAS
CA
CEP
CLP
CPU
DAO
DDE
LED
ODBC
RPM
RST
SCADA
SGDB
SQL
NA
NF
PRO
PC
- Corrente Alternada
- Controle Estatístico de Processo
- Controlador Lógico Programável
- Central Process Unit
- Data Access Objects
- Dynamic Data Exchange
- Ligth Emitting Diode
- Open DataBase Connectivity
- Rotação por Minuto
- Reset Geral do Seqüenciador
- Supervisory Control And Data Acquisition
- Sistema de Gerenciamento de Banco de Dados
- Structured Query Language
- Normalmente Aberto
- Normalmente Fechado
- Profissional
- Personal Computer
RESUMO
Este trabalho pretende trazer uma contribuição para as empresas, com relação à coleta
de dados e supervisão de chão de fábrica em tempo real para a manufatura discreta, de
modo a possibilitar a integração com as ferramentas de gestão industrial, com o
objetivo de superar o processo do apontamento manual e da digitação dos dados.
Nesse sentido, o presente texto aponta as tendências da automação, sugerindo uma
orientação para as empresas interessadas na definição inicial de aquisição de sistemas
de automação e de gestão da produção, indicando como pode ser realizada a integração
entre a coleta automática de dados do chão de fábrica e a gestão da produção a partir
de CLP e sistemas SCADA. Além disso, apontar-se-ão os benefícios que a gestão
poderá obter a partir de dados mais precisos e atualizados, recebidos de um ambiente
de coleta automática com a utilização de sistema SCADA, que é o elo inicial de
ligação dos sistemas de integração proposto.
Palavras chave: Sistema Supervisório, Gestão da Produção, Integração em Tempo
Real.
ABSTRACT
This work intends to bring the contribution goes the companies, with relationship to
the collection of it dates and supervision of factory ground in real team it goes the
discreet manufacture, in way to facilitate the integration with the tools of industrial
administration, with the objective of overcoming the process of manual the notices and
of the fingering of the it dates. In that sense, the present text aims the tendencies of the
automation, suggesting an orientation goes the companies interested in the initial
definition of acquisition of automation systems and of administration of the
production, indicating the the integration can be accomplished between the automatic
collection of it dates of the factory ground and the administration of the production
starting from CLP and systems SCADA. Besides, the benefits will be pointed that the
administration can obtain starting from more precise and up-to-date data, receiving of
an atmosphere of automatic collection with the system use SCADA, that is the initial
link of connection of the proposed integration systems.
Keywords: supervisory system, Administration of the Production, Integration Real in
Team.
1 INTRODUÇÃO
1.1 Apresentação
O uso da automação industrial está crescendo e expandindo para pequenas
empresas, pois os custos dos equipamentos estão se tornando cada vez mais acessíveis.
Os processos mais empregados na indústria são os sistemas de seleção baseados na
qualidade da produção. Neste caso, o produto passa por uma inspeção que determina
se o produto atingiu os padrões de qualidade para ser vendido no mercado.
Processo é uma ação que evolui de forma progressiva e constitui uma série
de ações que são controladas a fim de alcançar um determinado resultado ou atingir
uma meta (OGATA, 2000).
Em muitas industrias a informação é vital para a tomada de decisão. Dentre
os vários tipos de decisão numa linha de produção industrial, existem aquelas
relacionadas ao gerenciamento da produção. Neste caso, a responsabilidade da
produção fica a cargo de gerentes, supervisores ou engenheiros de produção. Entre as
informações necessárias na tomada de decisão sobre a linha de produção esta a
quantidade de matéria prima, insumos, equipamentos e ferramentas empregados na
linha.
Um exemplo deste tipo de sistema foi desenvolvido por FERRAZ JUNIOR
(2005), composto de dois sistemas que podem atuar simultaneamente durante o
processo de torneamento de uma peça: Um sistema de supervisão e outro de
monitoramento. O sistema de supervisão permite o acompanhamento remoto e em
tempo real das informações tecnológicas do torno, do processo e da produção. O
sistema de monitoramento possibilita o acompanhamento e a compensação automática
2
dos desgastes, tanto na ferramenta como nas peças produzidas.
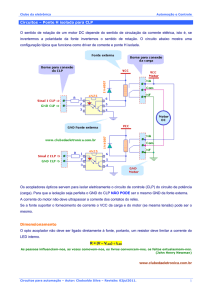
Os sistemas de controle nas indústrias empregam geralmente dispositivos
conhecidos como Controladores Lógicos Programáveis (CLP). Tais dispositivos
possuem todo o programa de controle e a integração dos dispositivos sensores e
atuadores do processo. Toda a informação necessária para o controle de um processo é
definida no programa de controle contido na memória do CLP.
Como aplicação deste tipo de sistema, pode-se citar o trabalho desenvolvido
por CANSADO (2003), no qual propõe o controle climático automatizado de uma
estufa de plantas. O sistema funciona com um Controlador Lógico Programável (CLP)
ligado a sensores e atuadores dentro do ambiente a ser controlado e um computador
pessoal com um sistema supervisório, ligado remotamente através de modems e uma
linha telefônica em outro ponto qualquer. Este sistema permite uma monitoração
constante do CLP, bem como a sua reprogramação remotamente (CANSADO, 2003).
O armazenamento dos dados de produção são normalmente inseridos em
banco de dados da produção, passando por sistemas de supervisão e controle. Os
sistemas de supervisão são aplicados para acompanhar o desempenho do processo
durante sua operação. Como exemplo de aplicação, pode-se citar o sistema de
supervisão do controle de nível e temperatura de um reservatório, conforme AGUIAR
(2005). Esta aplicação tem por objetivo a construção de um sistema de controle de
nível e temperatura de um reservatório, cuja aplicação se destina a processos que
requerem fornecimento de líquidos em temperatura constante, mesmo com variação de
vazão. Para isso, foi utilizado dois reservatórios, um principal e outro auxiliar,
equipados com sensores de nível e temperatura. Além disso, os reservatórios são
dotados de aquecedores e bomba, instrumentos que manipulam, respectivamente, a
temperatura e o nível do fluído de acordo com a lógica implementada em um
Controlador Lógico Programável (CLP). Um banco de dados guarda as informações
obtidas automaticamente através dos sensores (AGUIAR, 2005).
No caso do sistema proposto neste trabalho, pretende-se obter uma interação
entre um sistema de controle e supervisão e o armazenamento dos dados do processo
em um banco de dados. Neste caso, o trabalho não vai abordar tópicos relacionados
3
aos tipos de banco de dados, suas vantagens e desvantagens, mas sim, como são feitos
a interação destes sistemas com o banco de dados escolhido.
O restante do trabalho esta compreendido em dispositivos do sistema como:
motor elétrico de indução trifásico, inversor de freqüência, encoder, sensores ópticos,
CLPs, sistemas supervisório e banco de dados. Já, no capítulo 3, aborda-se o sistema
integrado de aquisição de dados, incluindo: aquisição de dados; integração do
programa de controle com o sistema de supervisão e integração do banco de dados
com o sistema de supervisão.
1.2 Descrição do problema
Um sistema de controle manual, além de ser caro não é confiável. O
processo de anotar os dados da produção e depois digitar para armazenar em um banco
de dados, possibilita que erros sejam cometidos durante o processo.
Outro problema é a disponibilização de funcionários para realizar uma tarefa
que poderia ser automatizada.
Também como problema poderemos colocar o tempo de atualização das
informações no banco de dados, pois até que seja feita a atualização os dados não são
verdadeiros. O que poderia ser evitado com a automação do processo, onde a
atualização iria acontecer em tempo real.
1.3 Justificativa
Os sistemas de aquisição de dados vêm sendo empregados em vários setores
da indústria. O armazenamento de dados do processo produtivo permite o
gerenciamento do processo como um todo no nível gerencial. A gerência do processo
produtivo é essencial em grandes indústrias (MARDEGAN, 2003). A importância da
coleta automática de dados no chão da fábrica permite uma melhoria na precisão e
4
controle dos dados por meio de sistemas de monitoramento e supervisão e, assim,
começa a ser encarada como uma forma de aumentar a competitividade das empresas.
Sistemas gerenciadores de banco de dados (SGBD) possuem inúmeras
aplicações, como no cadastro e registro de funcionários, dados de folhas de
pagamento, controle de estoque, entre outras. Neste trabalho, o SGBD serve para
armazenar os dados obtidos diretamente dos sensores. Não existe uma preocupação
inicial com relação ao tipo de banco de dados e suas vantagens, desvantagens, mas
sim, mostrar como é feita a integração dos sistemas.
O sistema de aquisição e armazenagem dos dados de forma automatizada
agiliza o processo e evita erros que possam comprometer o seu bom andamento no
chão da fábrica.
1.4 Objetivo geral
O objetivo geral do trabalho é desenvolver um sistema de aquisição de dados
de um processo industrial, mais especificamente de uma esteira transportadora e a
inclusão dos dados coletados em um pequeno banco de dados.
1.5 Objetivos específicos
-
Construir o sistema de controle de uma esteira transportadora e sistema
supervisório.
-
Implementar o sistema de conexão entre o controlador lógico programável
(CLP) com o sistema supervisório e o banco de dados (access).
-
Permitir que os dados coletados sejam gravados e armazenados no banco
de dados (access) para que sejam obtidas informações do processo.
5
1.6 Metodologia
O trabalho iniciou com uma revisão bibliográfica sobre aplicações de CLPs
na indústria, em especial em sistemas de controle de esteiras transportadoras. Na
revisão bibliográfica, foi definido também o conceito dos componentes envolvidos no
controle de aquisição de dados de processos industriais e da esteira transportadora.
Entre estes componentes pode-se citar: CLP, inversor de freqüência, motor de indução
trifásico, sensores, encoders e sistemas de supervisão. Após as especificações e
análises destes componentes, os mesmos foram descritos no capítulo dois, detalhando
seus conceitos, suas finalidades para o trabalho e como integram o conjunto do sistema
de controle. As características dos componentes foram indispensáveis para o
desenvolvimento do sistema. Estas referências eram buscadas através de pesquisas de
monografias através da internet e também em livros da biblioteca local.
Posteriormente, foram iniciados o processo de testes de programação com os
dispositivos envolvidos, considerando a integração dos mesmos no programa de
controle. Para tal, foi identificada às características do ambiente de desenvolvimento
do sistema de controle, considerando o software de programação do programa de
controle e do programa de monitoramento.
Por fim, foi iniciado o desenvolvimento do sistema para geração das
configurações a serem programadas (parametrizadas) no inversor de freqüência.
Identificar uma freqüência ideal de parametrização do inversor no controle da
velocidade de rotação do motor de avanço da esteira. Este parâmetro determina o valor
numérico que foi inserido no programa de controle para parametrização da freqüência
do inversor de freqüência.
Uma vez determinados tais parâmetros, foi implementado o sistema de
controle global no Controlador Lógico Programável (CLP), em linguagem Ladder,
para aquisição de dados do processo. Logo após os testes do programa de controle, foi
iniciada a marcação dos endereços de memória do CLP para leitura dos dados do
processo pelo sistema de aquisição de dados. Tendo a determinação dos endereços de
memória utilizados, o sistema supervisório pode ler os dados do processo e, portanto,
neste ponto, iniciou o desenvolvimento do sistema de aquisição de dados e
6
armazenamento dos dados no banco de dados.
O banco de dados que foi utilizado é uma ferramenta existente no mercado,
apenas para identificar a possibilidade de armazenamento das informações do
processo. Não foi avaliada neste trabalho a característica gerencial e nem mesmo as
vantagens e desvantagens da escolha de uma ferramenta de gerenciamento de banco de
dados em relação às outras. O objetivo foi armazenar as informações, num primeiro
momento.
Por isso, foi utilizado o banco de dados que no momento tínhamos em mãos,
ele é uma ferramenta da Microsoft chamado Access. Isto, não quer dizer que não
possam ser utilizados outros.
7
2 DISPOSITIVOS DO SISTEMA
Neste capítulo são abordados os seguintes assuntos, como alguns conceitos
dos dispositivos que compõem o sistema. Estes dispositivos são motor elétrico de
indução trifásico, inversor de freqüência, encoder, sensores ópticos, controladores
lógicos programáveis (CLPs), sistemas supervisório e banco de dados. Com o avanço
das tecnologias e o custo mais acessível dos equipamentos a industrial cada vez mais
utiliza a automação na sua produção. Neste capítulo é mostrado um conceito mais
apurado dos dispositivos utilizados para construção do protótipo.
2.1 Motor elétrico de indução trifásico
O motor elétrico é uma máquina que transforma energia elétrica em energia
mecânica de utilização (MAMEDE, 1995).
De acordo com MAMEDE (1995), os motores de corrente alternada (CA),
são aqueles acionados através de uma fonte de corrente alternada e são utilizados na
maioria das aplicações industriais.
Os motores trifásicos são aqueles alimentados por um sistema trifásico a três
fios, em que as tensões estão defasadas de 120º elétricos. Podem ser do tipo indução
ou síncrono (SIMONE, 2003).
Os motores de indução são constituídos de duas partes básicas: estator é
formado por três elementos: carcaça, núcleo e enrolamento. O rotor também é
constituído de três elementos básicos: o eixo, núcleo e enrolamento. As correntes
rotóricas são geradas eletromagneticamente pelo estator, único elemento do motor
ligado a linha de alimentação (SIMONE, 2003).
8
Ainda segundo SIMONE (2003), uma característica que distingue os motores
de indução é que eles são máquinas com excitação única. Embora tais máquinas sejam
equipadas tanto com um enrolamento de campo como com um enrolamento de
armadura, em condições normais de utilização a fonte de energia é conectada a um
único enrolamento, o enrolamento de campo. A freqüência da corrente induzida no
condutor é ditada pela velocidade do rotor na qual esta colocada; contudo, a relação
entre a velocidade do rotor e a freqüência da corrente de armadura é tal que dá uma
distribuição ampère-condutor resultante que é estacionária em relação à distribuição do
campo (SIMONE, 2003).
Como resultado, a máquina de indução com excitação única é capaz de
produzir torque a qualquer velocidade abaixo da velocidade síncrona. Por esta razão, a
máquina de indução é classificada como uma máquina assíncrona. Sendo o motor de
indução uma máquina com excitação única, é necessário que tanto a corrente de
magnetização como a componente de potência da corrente circulem na mesma rede.
Normalmente, o valor da corrente de magnetização para os motores de indução
trifásico fica entre 25% e 40% da corrente nominal (SIMONE, 2003).
Na maioria das aplicações industriais, a característica de velocidade
essencialmente constante do motor de indução com rotor de gaiola é desejável.
Contudo, existem algumas (por exemplo, transportadoras, guindastes e elevadores)
onde a possibilidade de controlar a velocidade é um fator extraordinário. Qualquer
controle que seja possível deve ser exercido através do estator. Uma possibilidade de
controle da velocidade é alterar a freqüência da rede. A medida que a freqüência da
rede é elevada ou reduzida, a velocidade síncrona também aumenta ou diminui, o que
proporciona um controle satisfatório. Contudo, o sério defeito deste procedimento é
que uma fonte de freqüência variável não esta normalmente disponível. Outro modo de
controle da velocidade é mudar o número de pólos. O número de pólos pode ser
alterado através do arranjo físico do enrolamento. O terceiro método de controle de
velocidade envolve a redução da tensão da rede aplicada. Ajustes de velocidade em
motores de indução com rotor de gaiola são difíceis de obter e, além disso, são caros.
Este motor funciona melhor com cargas de velocidade constante (MAMEDE, 1995).
9
Segundo MAMEDE, (1995) em motores de indução de rotor enrolado o
controle de velocidade é mais fácil, por causa do acesso aos terminais do rotor.
Evidentemente, o ajuste da velocidade pelos três métodos já indicados se aplica com
igual validade ao motor de rotor enrolado. Neste Caso, também pode ser adicionados
mais alguns métodos de controle de velocidade como, aumento da reatância total do
rotor por fase, aumento da resistência total do rotor por fase e injeção de tensões
adequadas nos terminais do rotor.
2.2 Inversor de freqüência
O inversor de freqüência tem como função regular a velocidade de motores
elétricos de indução, mantendo seu torque. A velocidade de rotação de um motor de
corrente alternada depende da freqüência de alimentação. Quanto maior a freqüência,
maior a rotação e vice-versa. A equação que rege esta característica é a seguinte, de
acordo com (CAPELLI, 2002):
N
120 f
, onde:
P
N - é a rotação em RPM (rotações por minuto);
f - é a freqüência da rede em Hertz (Hz);
P - é o número de pólos do motor.
Considerando que o número de pólos de um motor de indução de corrente
alternada seja determinado na sua fabricação, a variação da freqüência de alimentação
no motor será proporcional a variação da velocidade de rotação. Sendo assim,
conforme CAPELLI (2002), um inversor de freqüência pode ser considerado como
uma fonte de tensão alternada de freqüência variável.
2.3 Encoder
De acordo com THOMAZINI E ALBUQUERQUE (2005), encoders são
dispositivos que convertem um deslocamento linear ou angular em um trem de pulsos,
e ainda podem ser interpretados como um byte.
10
Há dois tipos de encoder: o incremental e o absoluto. Os encoders
incrementais indicam o deslocamento somente em relação a um ponto inicial de
referência. Já os encoders absolutos medem o deslocamento em relação a um ponto de
referência interno do dispositivo. Esse tipo de sensor representa o deslocamento em
incrementos codificados discretamente. Os encoders têm uma linha de aplicações
práticas como: controle numérico de máquinas operatrizes, impressoras, plotters ,
controle de posição de disco de computador, servomecanismos, displays digitais,
controle de posições remotas, controle de posições de radar (THOMAZINI E
ALBUQUERQUE, 2005).
2.3.1 Sensor incremental angular
Os encoders incrementais angulares podem ser fabricados com base em dois
princípios diferentes: com condução elétrica ou por transmissão de luz.
Os encoders baseados na condução elétrica apresentam estrias condutoras
depositadas sobre a superfície de um disco isolante acoplado ao equipamento que esta
sendo monitorado. As estrias são eletricamente conectadas no verso do disco, sobre o
qual é mantido um potencial elétrico. O contato dos pinos nas estrias faz com que o
circuito seja ligado, tornando a saída igual a 0 V e quando o pino esta entre as estrias, a
saída fica alta (THOMAZINI E ALBUQUERQUE, 2005).
FIGURA 1 - Representação de uma típica estrutura de encoder de contato.
(Fonte: Thomazini e Albuquerque, 2005).
11
Os encoders baseado no principio da transmissão de luz funcionam
basicamente da mesma forma que os sensores de condução elétrica. Neste caso, furos
no disco representam o elemento condutor. Quando o emissor e o receptor de luz se
encontram alinhados com os furos do disco, há a mudança do estado do sinal elétrico
na saida.
Num encoder incremental óptico as aberturas ou furos no disco substituem
as estrias e a unidade sensitiva consiste em um par de leds (fototransistor), isto elimina
o contato elétrico do encoder de contato e evita o desgaste mecanico dos contatos que
limita o tempo de vida do encoder (THOMAZINI E ALBUQUERQUE, 2005).
FIGURA 2 - Representação de uma típica estrutura de encoder angular incremental.
(Fonte: Thomazini e Albuquerque, 2005).
2.3.2 Encoder incremental linear
Encoders lineares sentem e digitalizam mudanças de posição linear para
medida de posição e realimentação do sistema de controle. Tecnologias de encoders
incluem encoders ópticos usados em escalas lineares, sensor de magnetoestrictivo,
tecnologia indutiva que mede o campo de elementos ferromagnéticos como bolas de
aço, e conversão de movimento linear, para movimento rotativo por coroa e pinha,
para encoders rotativos de vários tipos.
12
Encoders lineares absolutos criam um único sinal de posição que esta
disponível em qualquer lugar ao longo da peça. A posição exata será lida depois do
ciclo de tarefas do controle. Encoders incrementais não geram um único sinal. O
encoder é zerado depois do desligamento e confia em outro interruptor ou encoder
para referência inicial (THOMAZINI E ALBUQUERQUE, 2005).
Especificações de desempenho importantes para encoders lineares incluem
alcance de medida linear, contas por distância e linhas por distância. O alcance de
medida linear é simplesmente à distância de viagem que pode ser codificada.
Contagem por distância determina o incremento mínimo da posição linear que pode
ser determinado. Linhas por distância se referem às marcas atuais ou outros elementos
físicos do elemento linear móvel que é codificado. Podem ser especificadas contas ou
linhas, mas elas não são as mesmas. Por exemplo, em sistemas de quadratura, uma
linha é associada com quatro contagens ou pulsações (THOMAZINI E
ALBUQUERQUE, 2005).
2.3.3 Encoder absoluto
Um padrão de disco de encoder absoluto convencional consiste em uma série
de trilhas com incrementos concêntricos com o numero de ciclos por revolução que
dobra em cada trilha de raio crescente. Cada trilha tem seu próprio fotodetector, e são
organizadas de forma a ler todos os detectores, gerando um byte, normalmente no
código Gray. Por exemplo, um encoder com 12 trilhas gera 4.096 bytes por revolução.
O princípio de funcionamento de encoder absoluto e de um encoder
incremental é bastante similar, ou seja, ambos utilizam o princípio das janelas
transparentes e opacas, com estas interrompendo um feixe de luz e transformando
pulsos luminosos em elétricos. Com incrementais existem técnicas para aumentar a
resolução além do número de trilhas, mas ainda são requeridas muitas trilhas para alta
resolução de codificação. os encoders absolutos são classificados em encoders para
várias voltas e uma única volta. O encoder de uma única volta sempre reinicializa os
códigos gerados para cada volta que o mesmo girar, enquanto o de múltiplas
revoluções reinicializa o código gerado após várias voltas. (ZACCARON, 2003).
13
FIGURA 3 - Detalhe de um encoder óptico angular absoluto.
(Fonte: Thomazini e Albuquerque, 2005).
A detecção de uma trilha em um encoder absoluto é significativamente mais
complexa e cara que um encoder incremental, e todos os canais da trilha devem
funcionar em conjunto para evitar falsa informação da
posição. Porem, tem a
vantagem de fornecer a informação de posição imediatamente em inicio do processo,
sem um procedimento de inicialização. Este tipo de encoder armazena seus dados de
posição no disco com o padrão do código. É facilmente conectado aos controladores
baseados em microprocessador e em displays, entretanto uma conversão Gray-binária
é necessária em alguns sistemas de controle (THOMAZINI E ALBUQUERQUE,
2005).
FIGURA 4 - Detalhe de um encoder óptico angular absoluto dos tipos binário e Gray.
(Fonte: Thomazini e Albuquerque, 2005).
14
Os encoders multirrevolução não detectam somente a sua posiçao, mas
também em que volta ele está.
FIGURA 5 - Encoder absoluto multirrevolução utilizado pela IFM Electronics.
(Fonte: Thomazini e Albuquerque, 2005).
A posição dentro de uma revolução é obtida da mesma maneira que no
encoder incremental. Conforme mostra a figura 5.
Para distinguir o número de revoluções, são colocados ímãs permanentes no
disco que são detectados por um sensor hall.
2.4
Sensores ópticos
Deacordo com THOMAZINI E ALBUQUERQUE (2005), os sensores
ópticos são componentes eletrônicos de sinalização e comando que executam detecção
de qualquer material sem que haja contato mecânico entre eles.
O princípio de funcionamento do sensor óptico baseia-se na existência de um
emissor e um receptor. A luz gerada pelo emissor deve atingir o receptor com
intensidade suficiente para fazer com que o sensor comute sua saída.
O sinal de luz gerado pelo emissor do sensor óptico é modulado numa
determinada frequência, ou seja, o emissor gera um sinal com um certo numero de
lampejos por segundo. O receptor do sinal do sensor é acoplado a um filtro que
15
somente considera sinais com a mesma frequência do emissor. Essa característica é
empregada no sensor óptico para minimizar os efeitos de possíveis interferências
causadas por outras fontes luminosas que não o emissor (TOMAZINI E
ALBUQUERQUE, 2005).
FIGURA 6 - Princípio de funcionamento dos sensores ópticos.
(Fonte: Thomazini e Albuquerque, 2005).
Oscilador: gera um sinal elétrico modulado e envia ao emissor.
Emissor: Transforma o sinal elétrico vindo do oscilador em um feixe
de luz pulsante (modulado), sendo executada a emissão do sinal.
Receptor: Converte o sinal de luz pulsante (modulado) em um sinal
elétrico modulado.
Pré-Amplificador: ajusta o sinal elétrico modulado vindo do receptor
a níveis compatíveis com o circuito eletrônico do sensor.
Analisador de frequência: compara a frequência do sinal recebido
pelo receptor com a frequência do sinal gerado pelo emissor,
considerando apenas os sinais que sejam compatíveis.
Discriminador: compara o nível do sinal recebido do analisador de
frequência com níveis preestabelecidos, definindo o estado do sensor.
Estágio de saída: recebe o sinal do discriminador e comuta a carga.
LED: indicador de estado, sendo acionado pelo discriminador.
Fonte de alimentação: a alimentação do circuito do sensor é feita por
um regulador interno.
16
2.4.1 Sensor óptico por retrorreflexão
Segundo THOMAZINI E ALBUQUERQUE (2005), neste tipo de sensor o
emissor e o receptor também estão montados no mesmo corpo. Um feixe de luz é
estabelecido entre o emissor e o receptor por intermédio do refletor. O sensor é ativado
quando o objeto interrompe o feixe de luz.
O objeto detectado pode deixar passar uma baixa intensidade luminosa desde
que o limiar de detecção seja atingido, ele também pode refletir a luz de maneira direta
ou difusa, desde que não seja detectada pelo receptor do sensor com intensidade
suficiente para aciona-lo. Por esta razão, objetos muito transparentes, claros ou
brilhantes podem eventualmente não ser detectados por esse tipo de sensor
(THOMAZINI E ALBUQUERQUE, 2005).
O sensor de retrorreflexão possui distância de acionamento totalmente
dependente das características do refletor, sendo as condições desse acessório as
seguintes: limpeza, dimensão instalação e características construtivas vitais para o
perfeito acionamento do conjunto, como podemos observar na figura 7.
Uma falha no emissor desse tipo de sensor faz com que ele interprete como
se o objeto estivesse presente.
FIGURA 7 - Sensor óptico pó retrorreflexão.
(Fonte: Thomazini e Albuquerque, 2005).
17
2.4.2 Sensor óptico por transmissão
Ainda segundo THOMAZINI E ALBUQUERQUE (2005), o sensor óptico
de detecção por barreira de luz, ou transmissivo, possui o emissor e o receptor
montados em dispositivos separados. Ao serem alinhados os dois componentes criam
entre si uma barreira de luz. A presença de um objeto interrompendo essa barreira faz
com que o sensor seja ativado. Conforme mostra a figura 8.
FIGURA 8 - Sensor óptico por transmissão.
(Fonte: Thomazini e Albuquerque, 2005).
2.5 Controladores lógico programáveis (CLPs)
Conforme SILVEIRA (1998), a primeira experiência de um controle de
lógica que permitisse a programação por recursos de software foi realizada em 1968,
na divisão de hidramáticos da General Motors Corporation. Aliado ao uso de
dispositivos periféricos, capazes de realizar operações de entrada e saída, um
minicomputador com sua capacidade de programação pode obter vantagens técnicas
de controle que suplantaram o custo que tal implementação representou na época.
18
Iniciava-se a era dos controladores de lógica programável.
Essa primeira geração de CLP, como poderia ser denominada, recebeu
sensíveis melhorias com o advento dos microprocessadores ocorrido durante os anos
70. Assim, não se tornava necessário o uso de computadores de grande porte,
tornando-o uma unidade isolada. Foram adicionados ainda recursos importantes, tais
como: interfaces de operação e programação facilitadas ao usuário, instruções de
aritmética e de manipulação de dados poderosas, recursos de comunicação por meio de
redes de CLP, possibilidades de configuração específica a cada finalidade por meio de
módulos intercambiáveis, dentre outras inúmeras vantagens encontradas nos modelos
comerciais que estão atualmente disponíveis (SILVEIRA, 1998).
No Brasil, porém, é na década de 80, que o CLP veio a proliferar na
indústria, primeiramente pela absorção de tecnologias utilizadas na matriz das
multinacionais. Atualmente, com a crescente redução no custo do CLP, observando-se
o incremento de sua utilização nas indústrias em geral, independente de seu porte ou
ramo de atividades.
Devido à ampla gama de equipamentos e sistemas disponíveis para controle
industrial, aliada à crescente capacidade de recursos que o CLP vem agregando, existe
a possibilidade de confundir outros equipamentos com ele. Para evitar tal equívoco,
devem-se observar as três características básicas, que servem de referência para
identificar um equipamento de controle industrial como sendo um controlador lógico
programável (SILVEIRA, 1998):
- O equipamento deve executar uma rotina cíclica de operação enquanto
em funcionamento;
- A forma básica de programação deve ser realizada a partir de uma
linguagem oriunda dos diagramas elétricos de relés;
- O produto deve ser projetado para operação em ambiente industrial
sujeito a condições ambientais adversas.
Um CLP é basicamente composto por dois elementos principais, um é a CPU
e a outra é as interfaces para os sinais de entrada e saída.
O princípio fundamental de funcionamento de CLP é a execução por parte da
19
CPU de um programa, conhecido como “executivo” e de responsabilidade do
fabricante, que realiza ciclicamente as ações de leitura das entradas, execução do
programa de controle do usuário e atualização das saídas (SILVEIRA, 1998).
Segundo SILVEIRA (1998), os processadores utilizados nos CLPs podem
ser classificados, a prióri, pelo tamanho da informação que podem manipular. Valores
como 8 bits, 16 bits ou 32 bits são os mais encontrados na atualidade. Outro valor
relevante em um processador é a sua velocidade de operação (clock), nos CLPs, em
geral, não necessita ser tão grande. Outro fator importante levado em consideração é o
conjunto de instruções de programação disponíveis e também a quantidade de
memória e dispositivos de entrada e saída que podem ser endereçados.
O termo programável do CLP implica numa seqüência de instruções, o
programa, em que deve estar armazenada e disponível em algum local. Tal região é
denominada sistema de memória.
O sistema de entrada e saída vai realizar a conexão física entre a CPU e o
mundo externo por meio de vários tipos de circuitos de interfaceamento.
Entradas e saídas discretas, são os sinais mais comumente encontrados em
sistemas automatizados com CLP. Neste tipo de interface, a informação consiste em
um único bit cujo estado pode apresentar duas possíveis situações: ligado ou desligado
(SILVEIRA, 1998).
Entradas e saídas numéricas tem como diferença marcante em relação aos
sinais discretos é que mais de um bit deverá ser manipulado, seja pela conversão do
sinal analógico, seja pelo tratamento de dispositivos multibits, como é o caso do
acionamento de motores de passo, ou o acendimento de displays.
As linguagens de programação predominante nos PLCs disponíveis
atualmente são (SILVEIRA,1998): diagramas de contatos, blocos funcionais,
mnemônicos booleanos, parâmetros idiomáticos.
Apesar de a maioria das instruções de programação poder ser representada
em qualquer tipo de linguagem, há certas particularidades que apenas cada um dos
tipos irá fornecer, como é o caso, por exemplo, dos saltos de instruções, chamadas de
sub-rotinas e processamento aritmético, dentre outras (SILVEIRA, 1998).
20
Um diagrama de contatos (linguagem ladder) é a forma mais clara de
apresentar uma lógica de controle aos técnicos e engenheiros eletricistas, uma vez que
a própria representação dos contatos NA, NF e relés lhes são familiar. Já o diagrama
de bloco funcional tem muita semelhança com os diagramas lógicos utilizados pelos
eletrônicos em seus diagramas de portas digitais. Os mnemônicos booleanos têm uma
forma mais condizente com o modo como os processadores operam e, portanto, a
maneira mais racional de programar um CLP Parâmetros idiomáticos, além de
linguagens computacionais como C e pascal, são exemplos já encontrados. Na figura 9
temos um modelo de utilização das quatro linguagens (SILVEIRA, 1998).
FIGURA 9 - Trecho de programas nas quatro linguagens.
(Fonte: Silveira, 1998).
2.6 Sistema supervisório
Os sistemas supervisórios são softwares aplicativos que permitem que sejam
monitoradas e rastreadas informações do processo produtivo. Essas informações
podem ser visualizadas por intermédio de quatro sinóticos animados com indicações
instantâneas das variáveis de processo (vazão, temperatura, pressão, volume, etc)
(SILVA E TAVARES, 2001). Esses dados são prevenientes do controle do CLP,
podendo os sistemas supervisórios gerenciar processos de qualquer tamanho ou
natureza. Estes sistemas auxiliam no processo de implantação da qualidade e de
movimentação de informações para gerenciamento e diretrizes. A escolha de um
software de supervisão é muito importante na estratégia de automação de uma
21
empresa. Atualmente os sistemas supervisórios podem ter uma arquitetura aberta,
ligados em rede, de forma a permitir que o fluxo de dados do processo ultrapasse o
limite das paredes da empresa e percorra o mundo através dos meios de comunicação
existentes (SILVA E TAVARES, 2001).
Com a automação na indústria houve a necessidade de um sistema que fosse
capaz de acompanhar o processo automatizado e retornar, através de mensagens,
alarmes, etc. qualquer irregularidade que viesse a ocorrer no processo. O perfeito
controle deste processo garante que o sistema automatizado seja confiável. Dessa
forma surgiu os sistemas supervisórios, dentre eles o SCADA, o qual, tem a função de
transferir dados recebidos do CLP diretamente para o sistema, seja ele, a tela de um
computador ou uma rede de alarme.
Um software bastante conhecido na industria com a finalidade de supervisão
é o Elipse SCADA, o qual tem uma linguagem exclusiva e de fácil manuseio para que
possa ser utilizado neste meu trabalho, como uma ferramenta que transforme os dados
obtidos automaticamente através de sensores e os armazene em um banco de dados.
Proporcionando dessa forma, a agilização de todo o processo de controle (SILVA E
TAVARES, 2001).
Este software é bastante utilizado para o desenvolvimento de sistemas torna
o gerenciamento rápido e eficiente.de supervisão e controle de processo.
Todo o gerenciamento do chão da fábrica pode ser feito com o uso deste
sistema de supervisão, o qual aliado a um banco de dados
A proposta para o meu trabalho foi desenvolver um protótipo de
automatização de uma linha de produção em que os dados colhidos no chão da fabrica,
sejam gravados em um banco de dados. Para isso utilizei o sistema SCADA em
parceria com o banco de dados da Microsoft denominado Access e também com o
software S40 que é de propriedade do fabricante do CLP. A configuração do sistema
será executada através de uma árvore de aplicativo. A ferramenta de configuração será
a árvore hierárquica chamada de organizer, Conforme mostra a figura 10.
22
FIGURA 10 - Tela de configuração da ferramenta organizer.
(Fonte: Elipse, 2005).
Estes softwares são interligados entre si, fornecendo diversas informações
relevantes ao controle do processo em tempo real (ELIPSE, 2005).
Para o desenvolvimento do sistema supervisório foi utilizado o elipse
SCADA. Esse supervisório me permitiu além de acompanhar o status do processo,
também intervir no funcionamento do processo, alterando parametros.
As tarefas do processo podem ser alteradas de acordo com a necessidade de
atender aos objetivos do supervisório, como o controle de temperatura, vazão,
velocidade. Essas informações poderão ser mostradas na tela através de gráficos,
animações e números (ELIPSE, 2005).
O elipse SCADA possue quatro versões. Foi abordado neste trabalho
somente a versão, a qual, atende as necessidades para a realização do trabalho
proposto.
A versão que possibilitou trabalhar com a troca de informações no banco de
dados é a versão profissional (PRO). Essa versão apresenta as seguintes características
23
(ELIPSE, 2005):
Funções de monitoramento e controle;
Comunicação com CLPs e outros equipamentos via drivers, inclusive em blocos;
Criação de interfaces através de objetos;
Importação de imagens de editores gráficos;
Alarmes;
Servidor e cliente DDE;
Controle de acessos através de listas de usuários;
Programação e automação de processos através de sua exclusiva linguagem de
programação baseada em scripts;
Servidor para aplicações remotas.
Históricos;
Receitas;
Relatórios;
CEP (Controle Estatístico de Processo);
Novos objetos para interface;
Log de alarmes em disco;
Suporte a Open Database Connectivity (ODBC);
Suporte a Data Access Objects (DAO);
Executa como cliente de aplicações remotas;
Aplicação em rede.
A automação através do CLP/SCADA/PC permite a coleta de dados em
tempo real do processo de produção, possuindo, também, interfaces para a
transferência dos dados para os sistemas administrativos da empresa.
O software de supervisão (SCADA) tem como objetivo principal o
monitoramento do chão de fábrica, através de uma base de dados em tempo real, ou
seja, a função principal do SCADA é mostrar o que esta ocorrendo no chão da fábrica
naquele exato momento (MARTINS E BREMER,2002).
Para MARTINS E BREMER (2002), os sistemas SCADA oferecem funções
24
importantes no monitoramento de problemas, como parada de máquinas por problemas
mecânicos ou falta de matéria prima, comumente chamados de motivos de parada da
produção. Ou seja, a produção pode apresentar gargalos influenciados por um processo
lento ou por máquinas que sempre estão com algum problema (MARTINS E
BREMER, 2002).
FIGURA 11 - Tela do supervisório desenvolvido com o SCADA.
2.7 Banco de dados
Banco de dados são o conjunto de informações compostas de arquivos,
registros e campos, inseridas em um mesmo local. Estes elementos permitem a
manipulação do volume de informações, permitindo atribuir relações específicas entre
cada uma delas (KORTH, SILBERSCHATZ e SUDARSHAN, 1999). De acordo com
DATE, (2000), um banco de dados é um sistema computadorizado de armazenamento
de registros, que pode ser comparado a um armário de arquivamento. Em outras
palavras, um repositório ou recipiente para uma coleção de arquivos de dados
computadorizados.
Segundo MASLAKOSKI & BUTCHER, (2000), esses arquivos são
25
organizados de uma maneira altamente eficiente e podem armazenar grandes
quantidades de informações, as quais podem ser manipuladas e recuperadas quando
necessário. A interação e a relação entre cada informação permitem o manuseio,
alteração, atualização ou qualquer outra ação de forma dinâmica e pratica. Os arquivos
constituem-se em conjuntos de registros interdependentes ou não. Geralmente
provenientes de uma mesma natureza (KORTH, SILBERSCHATZ e SUDARSHAN,
1999). A tecnologia aplicada aos métodos de armazenamento de informações vem
crescendo e gerando um impacto cada vez maior no uso de computadores, em qualquer
área em que os mesmos podem ser aplicados.
Um “banco de dados” pode ser definido como um conjunto de “dados”
devidamente relacionados. Por “dados” podemos compreender como “fatos
conhecidos” que podem ser armazenados e que possuem um significado implícito.
Porém, o significado do termo “banco de dados” é mais restrito que simplesmente a
definição dada acima. Um banco de dados é uma coleção lógica coerente de dados
com um significado inerente; uma disposição desordenada dos dados não pode ser
referenciada como um banco de dados (KORTH, SILBERSCHATZ e SUDARSHAN,
1999).
Dado: É o valor do campo quando é armazenado no Banco de Dados. Ex. O valor
do campo "nome do funcionário" para quem está fazendo a entrada de dados.
Banco de Dados: Representa o arquivo físico de dados, armazenado em
dispositivos periféricos, onde estão armazenados os dados de diversos sistemas,
para consulta e atualização pelo usuário.
Tabelas Lógicas: Representam as estruturas de armazenamento de dados
(arquivos) dos sistemas.
Conteúdo do campo: É o valor do campo armazenado no Banco de Dados. Ex. O
valor do campo "nome do funcionário" sem estar, momentaneamente, sendo
utilizado.
Informação: É o valor que este campo representa para as atividades da empresa.
Ex. Resposta a uma consulta. Qual os nomes dos funcionários localizados no Rio
de Janeiro?
26
Como exemplo, podemos pegar o conjunto de fichas dos funcionários de
uma empresa, que é caracterizado como arquivo. Por sua vez os registros são formados
pelo conjunto de campos no qual são inseridos dados sobre algo ou alguém. Por
exemplo, as fichas de cada funcionário, os campos são os itens onde são inseridas
determinadas informações. Ao conjunto de campos é dada a denominação de registro
(KORTH, SILBERSCHATZ e SUDARSHAN, 1999).
Além dos diversos bancos de dados, existem sistemas que permitem a troca
de informação entre diferentes bancos de dados. Um destes programas foi projetado
pela Microsoft e é conhecido por Open DataBase Connectivity (ODBC). O ODBC foi
projetado para permitir às aplicações Windows, acesso múltiplo de dados, através de
um método simples, sem considerar os diversos formatos dos arquivos. Outra
característica é a de prover diversos meios de acesso para a informação contida no
próprio ODBC e simplificar o acesso de forma que o usuário não tenha necessidade de
um alto grau de conhecimento técnico para poder ter acesso a diferentes bancos de
dados (VIDAL, 1996).
Uma característica importante da abordagem Banco de Dados é que o SGBD
mantém não somente os dados em si, mas também a forma como os mesmos são
armazenados, contendo uma descrição completa do banco de dados. Estas informações
são armazenadas no catálogo do SGBD, o qual contém informações como a estrutura
de cada arquivo, o tipo e o formato de armazenamento de cada tipo de dado, restrições,
etc. A informação armazenada no catálogo é chamada de “Meta Dados”. No
processamento tradicional de arquivos, o programa que irá manipular os dados deve
conter este tipo de informação, ficando limitado a manipular as informações que o
mesmo conhece. Utilizando a abordagem banco de dados, a aplicação pode manipular
diversas bases de dados diferentes (DATE, 2000).
O SGBD deve permitir que cada usuário visualize os dados de forma
diferente daquela existente previamente no banco de dados. Ele deve gerenciar
completamente a integridade referencial definida em seu esquema, sem precisar em
tempo algum, do auxílio do programa aplicativo. Um sistema de banco de dados é
aquele em que os dados são definidos para o SGBD, através da DDL (linguagem de
27
definição de dados). Fisicamente estão armazenados em um único local, sendo o
acesso realizado apenas através do SGBD. Nos programas de aplicação, é necessário
apenas definir os campos que serão utilizados pelo programa.
Um banco de dados deve garantir segurança para que em casos de falhas
(queda de energia, por exemplo) as transações sejam efetuadas por completo ou
canceladas, preservando com isso a integridade dos dados.
A criação de um banco de dados no access é realizada a partir de tabelas.
Através das tabelas é possível, a criação da estrutura do arquivo, com os devidos
campos necessários e a realização de inserções, alterações, consultas e remoções de
dados. O complexo do banco de dados é determinado através de uma ou mais tabelas,
dependendo do seu propósito. Um banco de dados projetado corretamente contém
todos os vínculos necessários para permitir que registros sejam relacionados entre
tabelas diferentes.
As tabelas podem ser definidas como sendo um conjunto de
informações sobre tópicos específicos. O aplicativo permite a inserção de dados sem
duplicação. Suponhamos que determinado cliente ter comprado seis produtos de uma
empresa. Não haverá necessidade de inserir o mesmo cliente seis vezes, desta forma se
evita erros na entrada de dados. Os dados são dispostos na tabela por linhas e colunas,
sendo as linhas os registros e as colunas os campos (DATE, 2000).
2.8 Conclusão
Este capítulo foi fundamental para a construção do protótipo, nele foram
apresentados os dispositivos do projeto, suas definições, características e utilizações
dentro da industria. A escolha correta dos dispositivos influenciam em uma automação
confiável e segura. Os dispositivos tratados aqui atendem as expectativas no
desenvolvimento do trabalho, pois são eles responsáveis pela aquisição automática dos
dados da produção.
28
3 SISTEMA INTEGRADO DE AQUISIÇÃO DE DADOS
Neste capítulo é descrito todo o funcionamento do protótipo de aquisição de
dados, bem como o seu processamento e armazenagem no banco de dados. Simulando
assim, um sistema existente na indústria. Neste capítulo foram mostradas, as
utilizações dos dispositivos anteriormente descritos para implementação do trabalho, e
quais suas ações dentro do mesmo.
3.1 Aquisição de dados
Os dados que foram coletados através da esteira automatizada, simulando o
processo da indústria e armazenados no banco de dados, foram obtidos por
dispositivos que trabalhando em conjunto, obtiveram as informações da linha de
produção. Simulando a linha de produção real da indústria, com a utilização de uma
esteira para transporte da peça até os sensores que identificam a presença da peça. Esta
esteira será controlada pelo CLP em conjunto com o inversor de frequência. No CLP
foram gravados parâmetros de: controle da velocidade da esteira, sentido de rotação do
motor, acionamento dos sensores.
Os dispositivos responsáveis pela captação dos dados no processo são
descritos a seguir:
Esteira: Este dispositivo é bastante utilizado na indústria. Ela será provida de
dispositivos como um motor de indução, sensores retrorreflexivos, encoder. É o
componente responsável pelo transporte do material até os sensores para obtenção
das informações que são armazenadas no banco de dados no final do processo. Na
figura 12, tem a foto da esteira utilizada no trabalho.
29
FIGURA 12 - Foto da esteira que foi utilizada no trabalho.
Motor de indução: Este dispositivo é acionado através de uma corrente
elétrica alternada. É o elemento responsável pela realização do trabalho. Para
realização de trabalhos mecânicos, geralmente, a indústria tem como fonte de força e
movimento os motores elétricos. Eles são usados em larga escala nos processos
produtivos industriais, mas em especial para realização de tarefas mecânicas.
Certamente existem outros elementos capazes de gerar movimentos, em especial, os
dispositivos eletro-pneumáticos e eletro-hidráulicos, os motores elétricos são muito
importantes na geração de movimento mecânico.
Neste projeto o motor elétrico de indução é responsável pela movimentação
e parada da correia de transporte. É comandado pelo inversor de freqüência que por
sua vez é controlado pelo CLP. Na figura 12, temos a foto do motor de indução.
FIGURA 13 - Motor de indução trifásico.
Sensor óptico retrorreflexivo: Este sensor é responsável por detectar a peça na
esteira. Quando uma peça passa em frente ao sensor o feixe é desviado e envia um
pulso de nível alto a entrada do CLP, o qual, foi programado para detectar a
presença da peça sobre o sensor. Este sensor em conjunto com o encoder vai
30
determinar também o comprimento desta peça. Na figura 14 é mostrada a foto do
sensor.
FIGURA 14 - Sensor óptico retrorreflexivo.
Encoder: Responsável por gerar pulsos e os enviar ao CLP. É através destes pulsos
que o CLP controla a posição da esteira, sua velocidade, sentido de rotação e
também o comprimento da peça. Na figura 15 é mostrado o encoder montado no
protótipo.
FIGURA 15 - Encoder montado no protótipo.
Inversor de freqüência: Responsável pelo acionamento estático do motor de
indução a uma velocidade variável constante. O simples uso de inversores de
frequência para variação da velocidade de motores já implica em reduzir o
consumo de energia elétrica, já que, ao se reduzir à velocidade, reduz-se também a
tensão do motor e o consumo de energia. Para que um inversor funcione de forma
correta, não basta que ele seja instalado corretamente. É necessário que ele “saiba”
em que condição vai operar. As condições de operação do inversor são fornecidas
através da parametrização, que consiste em ajustar determinados valores que
31
permitam uma operação satisfatória para uma certa aplicação. Abaixo temos a foto
do inversor utilizado no trabalho.
FIGURA 16 - Inversor de freqüência utilizado no protótipo.
Controlador lógico programável (CLP): Este dispositivo é responsável por toda a
lógica de controle e também pela comunicação com o inversor, sensores e sistema
supervisório. Os sinais de entrada e saída dos CLPs podem ser digitais ou
analógicos. Os sinais dos sensores são aplicados às entradas do controlador e a
cada ciclo (varredura) todos esses sinais são lidos e transferidos para a unidade de
memória interna denominada, memória imagem de entrada. Estes sinais são
associados entre si e aos sinais internos. Ao término do ciclo de varredura, os
resultados são transferidos à memória imagem de saída e então aplicados aos
terminais de saída. A figura 17 mostra a foto do CLP do fabricante Moeller usado
para a montagem do protótipo.
FIGURA 17 - CLP do fabricante Moeller.
32
3.2 Integração do programa de controle com o sistema de supervisão.
O processador do CLP opera com uma série de instruções e dados
codificados de uma forma binária. A linguagem adotada pela maioria dos fabricantes é
a linguagem Ladder. Esta linguagem consiste em um diagrama de contatos o que torna
ela simples de ser utilizada. Na figura 18, tem um exemplo de como é feita a
programação utilizando esta linguagem.
FIGURA 18 - Exemplo de programação utilizando a linguagem Ladder.
No trabalho foi utilizado o sucosoft S40 V4.20 do fabricante Moeller, que é
um editor POU, onde é escrito todo o programa do CLP. É nele também que o
programa é compilado. Na compilação do programa, este gera um arquivo executável
que é transferido para o CLP através do cabo serial entre o PC e o CLP. Após esta
transferência o CLP assume o controle dos dispositivos não sendo mais necessária à
utilização do PC. O PC somente será utilizado para podermos ter acesso ao software
supervisor. Na figura 19, temos a tela do editor POU. É no editor POU onde declaro as
variáveis que são utilizadas no sistema. Estas variáveis tem como padrão nome, tipo e
endereço. O endereço é constituído de uma letra inicial seguido por dígitos. Esta letra
indica se a variável é de entrada, saída ou armazenamento na memória do CLP. O
quadro 1, mostra o exemplo de endereço de entrada, saída e memória.
QUADRO 1 - Exemplo de endereçamento do CLP.
Endereço
i0.0.0
q0.0.0
m0.0.0
Letra
i = entrada
q = saída
m = memória
0.0.0
número do CLP
número do CLP
número do CLP
33
FIGURA 19 - Exemplo da tela de programação, utilizando o editor POU do fabricante
Moeller.
O sistema de supervisão utilizado é o Elipse SCADA. Este supervisório me
permite a monitoração em tempo real, bem como intervir no processo mecanizado do
sistema. Na figura 20, é mostrado a tela principal do Elipse SCADA. O sistema Elipse
me permite trabalhar com telas gráficas, o que facilita a sua utilização na supervisão
do processo.
FIGURA 20 - Tela gráfica do Elipse SCADA.
34
Todas as informações relativas à esteira e que são apresentadas pelo Elipse
SCADA são providas pelo sensor em conjunto com o encoder que fazem a coleta dos
dados automaticamente. O Elipse SCADA transforma esses dados em informações
visuais, para consulta instantânea ou grava no banco de dados, ficando disponíveis
para consultas futuras. Outra vantagem do sistema SCADA no desenvolvimento do
trabalho é o fato de poder monitorar os problemas que ocorrem no processo, como
parada de maquina por problemas mecânicos como também por falta de matériaprima.
FAVARETTO (2001), apresenta uma solução denominado sistema de
monitoramento, supervisão e diagnóstico da produção, composta dos seguintes
módulos funcionais (FAVARETTO, 2001):
Monitoramento da produção: faz o sensoriamento e a coleta dos dados em
tempo real dos dados da produção.
Supervisão da produção: analisa os dados coletados.
Repositório de informações da produção: armazena as informações da
produção.
Diagnóstico da produção: trata as informações tecnológicas.
Na figura 21, pode ser visto a tela de desenvolvimento com o projeto pronto
para ser compilado e enviado ao CLP. Podemos observar que foram utilizadas as
seguintes variáveis:
ent_dig1;
ent_dig2;
freq1;
freq2;
contador1;
msetpoint_esteira;
temporizador1;
msensor;
mencoder;
35
distancia;
encoder
As variáveis ent_dig1, ent_dig2, freq1 e freq2 é que indicam ao inversor qual
o sentido de rotação do motor e também sua velocidade. A velocidade em que o motor
vai girar já foi pré-estabelecida no inversor.
Após a partida do motor pelo CLP através do inversor, a peça em cima da
esteira se desloca até o sensor óptico e este é obstruído, começa então a contagem dos
pulsos do encoder que vai determinar o tamanho da peça do inicio da obstrução até o
final da obstrução. Os pulsos do encoder é que determinam também a parada da esteira
em ponto pré-estabelecido através das variáveis contador e encoder.
FIGURA 21 - Tela do projeto da esteira Compilado e pronto para ser enviado ao CLP.
3.3 Integração do banco de dados com o sistema de supervisão
Foram criados uma tabela no banco de dados da Microsoft (access) com os
seguintes campos:
36
Peça: neste campo é armazenada a quantidade de peças que passam pelo sensor
óptico.
Distância: neste campo é armazenado o tamanho da peça que passou pelo sensor
óptico.
Na figura 22, temos a tela da tabela criada no access para gravação das
informações. Outros campos podem ser criados para armazenar outras informações.
Como exemplo, pode ser diferenciado o tipo da peça que passou pelo sensor através do
seu tamanho.
FIGURA 22 - Tabela criada no access para gravar as informações relativas a esteira.
Para o processo de gravação de dados nestes campos foi criado um script no
Elipse SCADA. No quadro 2, é mostrado como ficou este script.
QUADRO 2 - Script criado na tag sensor para gravar os dados no banco de dados.
IF sensor = = 1
PECA = sensor
DISTANCIA = encoder
TABELA = AddRecord( )
ENDIF
Se o sensor for igual a 1 o campo PECA incrementa um registro com o valor
37
do sensor e o campo DISTANCIA recebe os pulsos do encoder. Estes valores são
gravados na TABELA e finaliza o script.
Na figura 23, é mostrado como foi desenvolvido este script na tag sensor.
FIGURA 23 - Descrição da tag sensor.
Os objetos da interface estão relacionados a uma tag. Na figura 24, é
mostrado como esta sendo relacionado a tag encoder dentro do sistema. Uma tag é
uma área de memória onde são armazenados dados de controle.
A interface do sistema supervisório é composta por 6 objetos gráficos. São
estes objetos responsáveis pelo monitoramento e controle da correia. São eles, um
botão liga/desliga que aciona o motor dando inicio ao processo de movimentação da
esteira. Fazem parte também outros 3 objetos de acompanhamento dos dados que são
gravados no banco de dados. O primeiro objeto esta relacionada com a distância da
esteira, que é a quantidade máxima de pulsos do encoder que a esteira percorre e
mantenha a peça sobre a correia sem derruba-la. A posição da esteira mostra quantos
pulsos foram mandados pelo encoder, mostrando assim em qual posição a peça se
encontra sobre a esteira. Paralelo a isto também tem um objeto gráfico que mostra em
forma de barra a posição da esteira.
38
FIGURA 24 - Descrição da tag encoder.
Por ultimo temos o desenho da esteira a qual simula o movimento da peça
sobre a correia. Nas figuras 25, 26, 27 Temos as interfaces simulando do início ao final
do processo a esteira.
FIGURA 25 - Processo desligado.
Na figura 25, pode-se observar que a chave esta desligada, a gravação de
39
dados esta em espera, a distância máxima que a esteira percorre é 700 pulsos e a
posição da esteira esta zerada.
FIGURA 26 - Processo ligado posição intermediaria.
FIGURA 27 - Peça sobre o sensor gravando dados.
A figura 27 mostra a peça sobre o sensor e esta gravando dados. Na figura 28
mostra a peça no final do processo, onde já passou pelo sensor gravou dados e vai
40
reiniciar o processo.
FIGURA 28 - Final do processo de gravação.
3.4 Conclusão
Neste capítulo foram apresentadas todas as fases de funcionamento do
protótipo, desde a aquisição dos dados com a coleta na esteira, como também a
parametrização dos dispositivos controladores. Apesar das dificuldades na
parametrização e interligação de cada componente no sistema, onde foram obedecidas
todas as características e limitações das diferentes tecnologias utilizadas, foram
alcançados os objetivos que foram propostos no início do trabalho. Mostrou o sistema
Elipse SCADA e sua importância na indústria para o controle de processos.
Tendo o trabalho como objetivo principal à armazenagem dos dados de uma
produção industrial em um banco de dados (access), foi o sistema Elipse SCADA um
dos principais componentes para alcançar este objetivo. Pois sua utilização nos permite
criar um sistema supervisório que capta os dados e os transmite para gravar em um
banco de dados (access).
41
4 CONSIDERAÇÕES FINAIS
O principal objetivo deste trabalho foi o de simular uma produção industrial
com todos os seus dispositivos de controle e aquisição de dados funcionando
simultaneamente e fornecendo informações deste processo para gravação automática
em um banco de dados
O problema consistiu em simular todo o processo, desde a captação dos
dados até a gravação no banco de dados. As dificuldades foram surgindo à medida que
o trabalho ia se desenvolvendo, mas com a ajuda do orientador estas dificuldades
puderam ser superadas e o objetivo inicial alcançado.
Foram utilizados para montagem e testes do funcionamento, os
equipamentos disponíveis na própria universidade. Devido a uma ampla quantidade de
fabricantes destes equipamentos foi necessário aprofundar-se nos conhecimentos
teóricos destes equipamentos, para obter o êxito conseguido na elaboração do projeto e
alcance dos objetivos.
Foi utilizada uma esteira, totalmente automatizada e controlada para a
captação dos dados da produção. O controle do funcionamento da esteira foi feito por
um CLP juntamente com um inversor de freqüência parametrizado para tal função. O
CLP foi responsável pela integração do sistema, onde recebia sinais digitais como
entrada e de acordo com a implementação em seu programa de controle, atuava nas
saídas do processo. O estudo do CLP dentro do trabalho foi muito importante para o
aprendizado, pois sendo o CLP um dos principais dispositivos utilizados pela
industria, proporcionou o conhecimento prático de um sistema de produção industrial.
A gravação dos dados da produção industrial em um banco de dados abre
uma gama de oportunidades de trabalhos paralelos em pesquisa acadêmica, já que a
42
indústria cada vez mais investe na melhoria da qualidade final dos seus produtos, na
diminuição dos custos da produção, quantidade de produtos fabricados e
gerenciamento dos dados da produção. O processo de aquisição de dados automática
traz vários resultados positivos na produção industrial como agilidade e confiabilidade
das informações.
Como sugestão de trabalhos futuros podem ser desenvolvidos projetos com
algumas melhorias, estas melhorias poderiam ser: reconhecimento da peça através da
imagem, utilizando banco de dados mais robustos e uma câmera, poderia ser feita a
diferenciação do tipo de peça que passa na esteira. Pode se pensar em acesso ao banco
de dados remotamente. Também pode ser desenvolvido para outros fins que não o
industrial, outros tipos de controle, como condomínios no controle de elevadores, ou
seja, horários de pico de utilização do elevador, controle de velocidade do elevador
para economia de energia.
REFERÊNCIAS BIBLIOGRÁFICAS
OGATA, K. Engenharia de Controle Moderno. 3. ed. Rio de Janeiro: Livros
Técnicos e Científicos, 2000. 813 p.
PAZOS, F. Automação de Sistemas e Robótica. Rio de Janeiro: Axcel Books, 2002.
377 p.
SIMONE, G. A. Máquinas de indução trifásicas. 9. ed. Tatuapé: Érica, 2003. 328 p
CAPELLI, A. Mecatrônica Industrial. São Paulo: Saber, 2002.
DATE, C. J. Introdução a Sistemas de Banco de Dados. 4. ed. Rio de Janeiro:
Campus, 2000.
ELIPSE Softwares. Elipse SCADA. Site que apresenta o funcionamento do software.
Disponível em: <http://www.elipse.com.br>. Acesso em: 23 set. 2005.
FERRAZ JÚNIOR, F. Desenvolvimento de um sistema de monitoramento e
supervisão para o processo de torneamento. 78 f. 2002. Dissertação (Mestrado em
Engenharia Mecânica) – Escola de Engenharia de São Carlos, Universidade de São
Paulo, São Carlos.
CANSADO, J. C. A. Agrilogic sistema para experimentação de controle climático
de casas de vegetação. 118 f. 2003. Dissertação (Mestrado em Engenharia de
Computação) – Departamento de Engenharia de Computação, Escola Politécnica da
Universidade de São Paulo, São Paulo.
MARDEGAN, R. Os benefícios da coleta automática de dados do chão-de-fábrica
para o processo de negócio. 08 f. 2003. Dissertação – (Núcleo de Manufatura
Avançada) – Escola de Engenharia de São Carlos, Universidade de São Paulo, São
Carlos.
KORTH, H. F.; SILBERCHATZ, A.; SUDARSHAN, S. Sistemas de Bancos de
Dados. 3. ed. São Paulo: Makron Books, 1999.
MAMEDE, J. F. Instalações Elétricas Industriais. São Paulo: LTC, 1995.
SILVEIRA, P. R.; SANTOS, W. Automação e Controle Discreto. 2. ed. Tatuapé:
Érica, 1998.
44
VIDAL, M. Uma visão Geral sobre ODBC. 1996. Texto que trata sobre banco de
dados. Disponível em: <http://www.pr.gov.br/batebyte/edicoes/1996/bb53/odbc.htm>.
Acesso em: 19 set. 2005.
THOMAZINI, D.; ALBUQUERQUE, P. U. B. Sensores Industriais – Fundamentos
e Aplicações. São Paulo: Érica, 2005.
ZACCARON, A. W. Controle de posição de uma esteira. 2003. 114 f. Trabalho de
Conclusão de Curso (Bacharel em Informática) – Departamento de Ciências Exatas e
Tecnológicas, Universidade do Planalto Catarinense, Lages.
SILVA, A. A. & TAVARES, L. A. Sistemas de gestão integrada de manutenção.
2001. Palestra apresentada no seminário de planejamento e controle da manutenção
promovido pela TECEM – Tecnologia Empresarial Ltda. Belo Horizonte.
MARTINS,V. & BREMER,C.F. Proposta de uma Ferramenta de Integração entre
Sistema ERP-SCADA. 2002. Caso Prático, XXII Encontro Nacional de Engenharia
de produção. Curitiba-Pr.
FAVARETTO, F. Uma contribuição ao processo de gestão da produção pelo uso
da coleta automática de dados de chão de fábrica. 2001. Tese de Doutorado do
Programa de Pós-Graduação em Engenharia Mecânica, USP, São Carlos.
AGUIAR, P. R. P. Construção de um sistema de controle de nível e temperatura
de um reservatório. 2005. 53 f. Trabalho de Conclusão de Curso (Engenharia
Elétrica) – Departamento de Engenharia Elétrica, Universidade Federal do Espírito
Santo, Vitória – ES.
45
ANEXOS
Programação do sistema
VAR
ent_dig1 AT %q0.0.0.0.2: bool;
ent_dig2 AT %q0.0.0.0.3: bool;
freq1 AT %q0.0.0.0.4:
bool;
freq2 AT %q0.0.0.0.5:
bool;
encoder AT %i0.0.0.0.0: bool;
contador1:
ctu;
sensor_optico AT %i0.0.0.1.7: bool;
msensor AT %m0.0.0.0.0: bool;
mencoder AT %mw0.0.0.10: int;
chave AT %i0.0.0.1.6:
bool;
b_liga AT %m0.0.0.0.1:
bool;
contador2:
ctu;
msetpoint_esteira AT %mw0.0.0.20: int;
temporizador1: ton;
END_VAR
LDN
chave
R
ent_dig1
R
ent_dig2
R
freq1
R
freq2
LD chave
AND
b_liga
S
ent_dig2
S
freq1
46
LD encoder
ST contador1.cu
CAL
contador1(
CU := ,
RESET := ,
PV := msetpoint_esteira
|
:= Q,
:= CV
)
LD sensor_optico
ST contador1.reset
LD contador1.q
R ent_dig2
R freq1
LD contador1.q
47
ST temporizador1.in
CAL
temporizador1(
IN := ,
PT := t#5s
|
contador1.reset := Q,
:= ET
)
LD sensor_optico
ST msensor
LD contador1.cv
ST mencoder
ST distancia