Imperfeições cristalinas
Podem ser de três tipos: pontuais, em linha e de superfície. Estão
presentes na rede cristalina e exercem papel fundamental nas propriedades
dos materiais.
Pontuais: vazios, átomos intersticiais e átomos substitucionais.
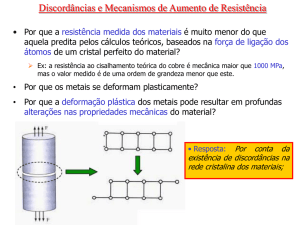
A presença de vazios (defeitos pontuais) pode interferir na difusão
atômica, enquanto a presença de discordâncias (defeitos em linha), pode
ser a explicação para a diferença entre o limite de escoamento teórico e o
real.
Para
os
processos
de
conformação,
os
defeitos
em
linha
(discordâncias) do tipo cunha e hélice são os mais importantes por estarem
relacionados com o mecanismo de deformação plástica.
O controle da densidade de discordâncias no material por
conformação mecânica e tratamento térmico, é uma importante maneira de
controlar as propriedades dos materiais. O estudo dessas discordâncias é
efetuado com o auxílio de um microscópio eletrônico de transmissão
(TEM).
Discordância em cunha – pode ser descrita como a inserção de um
plano atômico extra na rede cristalina. A extremidade deste “meio
plano” é a linha de discordância.
O vetor de Burgers, que descreve a direção do escorregamento é
perpendicular à linha de discordância.
Discordância em hélice – neste caso, o empilhamento ocorreu de
forma semelhante a uma espiral. O vetor de Burgers é paralelo à linha
de discordância em hélice.
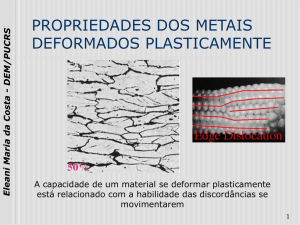
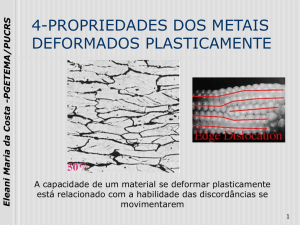
Deformação plástica
Em baixa temperatura, OS MECANISMOS DE DEFORMAÇÃO
PLÁSTICA são:
1) movimento de discordâncias e 2) maclação
A aplicação de uma força de cisalhamento pode resultar na
movimentação da discordância, produzindo um “degrau” na superfície ou
no contorno de grão, cuja profundidade é de uma distância atômica (alguns
Ǻngstrons)
Fenômenos do escorregamento
O escorregamento de planos atômicos é o processo pelo qual uma
discordância produz deformação plástica em um material.
Quando a força de cisalhamento age na direção do vetor de Burgers, a
discordância movimenta-se. Este movimento ocorre em um plano e direção
mais densos. Este é o motivo para que materiais com diferentes estruturas
cristalinas, apresentem propriedades mecânicas distintas.
O escorregamento de planos é o responsável pelo “empescoçamento”
do corpo de prova de tração.
CFC Muitos planos de escorregamentos (12) Alta compactação
CCC Muitos planos de escorregamentos (48)
Pouca
compactação
HCP Poucos planos de escorregamentos (3) Alta compactação
Seqüência do escorregamento de planos: mais denso e menos denso.
Escorregamento do plano mais denso em uma célula HC.
Movimento de uma discordância do tipo mista (Cunha+Hélice).
MACLAÇÃO
As maclas são um tipo de defeito de superfície e podem ser causadas
por tensões térmicas ou mecânicas e são mais comuns em materiais com
estrutura CFC, tais como o cobre. Essas tensões podem causar uma
reorientação da microestrutura entre dois planos “espelhos”, resultando em
uma orientação mais propícia para o escorregamento de planos.
Influência dos contornos de grão
A maioria dos metais apresenta-se na forma policristalina, isto é, sua
microestrutura consiste de muitas regiões cristalinas pequenas (grãos), cada
uma com uma orientação cristalográfica distinta.
Considerando a interface entre dois grãos, se a diferença nas
orientações resultar em um ângulo pequeno, o contorno pode ser
considerado como um arranjo de discordâncias em cunha.
Um alto ângulo na diferença entre as orientações cristalinas no
contorno de grão, pode apresentar tensões locais devido a problemas com a
acomodação dos átomos nestas regiões. Neste caso, o contorno de grão agirá
como uma barreira à movimentação das discordâncias.
Um tamanho de grão pequeno produz muitos contornos e as
discordâncias podem mover-se apenas por uma curta distância antes de
encontrar outro contorno. Assim, em baixas temperaturas, é possível dizer
que a redução do contorno de grão promove um aumento do limite de
escoamento do material.
Trabalho a frio
O trabalho a frio acaba por aumentar o limite de escoamento do
material devido ao encruamento. Este processamento eleva a densidade de
discordâncias de 105 – 106 cm-2 (cm/cm3), existente em um cristal recozido,
para algo em torno de 1010 – 1012 cm-2.
A presença de outras discordâncias, contornos de grão ou de
precipitados pode agir como obstáculos ao movimento de uma discordância,
resultando em um aumento da resistência. Por outro lado, a ductilidade do
material é reduzida.
Encruamento
A resposta de diferentes materiais à deformação plástica depende de
sua estrutura cristalina. O coeficiente de encruamento n é definido pela
equação:
K n
na qual, corresponde à tensão real, à deformação real e K é o coeficiente
de resistência característico do material.
Para um metal HCP, n é baixo (pouca eficiência no encruamento),
Para um metal CCC, n é maior,
Para um metal CFC, n é máximo (indicando metais como Al e Cu, que
podem ser significativamente encruados)
Recozimento
O aquecimento do metal laminado a frio, chamado de recozimento,
reverte o efeito de perda da dutilidade e aumento da resistência imposta pelo
processo. O recozimento ocorre em três estágios com o aumento da
temperatura: recuperação, recristalização e crescimento dos grãos.
Recuperação – com pouca energia térmica, a alta densidade de
discordâncias pode mover-se para acomodar a tensão residual
armazenada, formando uma estrutura de subgrãos poligonizados, que
concentram os defeitos da rede cristalina em uma pequena parte do
volume do grão. Isto aumenta a dutilidade sem diminuir muito a
resistência.
Recristalização – Nucleação e crescimento de novos grãos iniciados
nos contornos de grão pré-existentes, e que demanda uma maior
energia. Estes novos grãos são pequenos, equiaxiais, têm baixa
densidade de discordâncias e possuem orientações aleatórias.
O metal recristalizado apresenta baixa resistência e alta dutilidade.
Crescimento de grão – Em altas temperaturas, os grãos crescem,
consumindo os menores. Isto reduz a resistência e a tenacidade e é
geralmente indesejável.
Na fabricação de metais, vários ciclos de trabalho (processamento) e
recozimento podem ser usados. O recozimento “amolece” o metal para que
possa ser deformado.
Trabalho a quente
A laminação e o forjamento a quente deformam metais em
temperaturas elevadas que podem ser acima da temperatura de
recristalização.
É um importante processo de fabricação, pois permite uma enorme
deformação plástica. O motivo é a contínua recristalização que ocorre a
medida que a peça é deformada, prevenindo o aumento da resistência e a
redução da ductilidade características da laminação a frio.
O controle dimensional é dificultado no trabalho a quente. Entretanto,
os estágios finais de fabricação são conduzidos em temperaturas mais
baixas.
O controle da taxa de deformação, da temperatura de trabalho e da
taxa de resfriamento após a deformação pode reter alguns dos efeitos da
deformação, tais como, orientação preferencial dos grãos, estrutura refinada
e densidade de discordâncias controlada.
A laminação a quente controlada produz metais com excelentes
combinações de propriedades.
Velocidade de deformação
A velocidade na qual a deformação é aplicada a um material pode ter
uma importante influência na tensão de escoamento. O aumento da
velocidade de deformação aumenta a tensão de escoamento.