INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE
SÃO PAULO
CAMPUS SÃO JOSÉ DOS CAMPOS
Allan Cesar Seiji Yamamoto
Caio Felipe Drago da Silva
João Marcio de Oliveira Ribeiro
Marcelo Rezende do Nascimento
Rômulo Augusto Cesare
Esteira Seletora e Contadora de Objetos Metálicos
Trabalho de Conclusão de Curso
apresentado ao Instituto Federal de
Educação, Ciência e Tecnologia de São
Paulo – Campus São José dos Campos,
como exigência para obtenção do Título
de Técnico em Automação Industrial sob
a orientação do Professor Cláudio Luis
dos Santos e Co-orientação do Rômulo
de Campos Gosmes.
São José dos Campos
2014
i
Aos pais, amigos e professores.
Toda a brandura,
Dedicamos
ii
Agradecimentos
Primeiramente a Deus por sempre nos proporcionar força para que
realizase – mos este trabalho.
Aos nossos pais e amigos, por seus incentivos, preocupações e idéias
construtivas que ajudaram a constituir todo o trabalho.
Ao IFSP-Instituto Federal de Educação Ciência e Tecnologia de São
Paulo campus São José dos Campos/PETROBRAS, seu corpo docente, direção,
setor administrativo.
Ao Prof. Cláudio Luis Santos, nosso orientador, por sempre estar
empenhado e motivado a nos ajudar perante todas as dificuldades presentes em
torno do projeto. Também pela orientação, correção e revisão do trabalho teórico,
pois, a todo o momento nos proporcionou grandes idéias de crescimento pessoal e
profissional.
À Prof.ª Vania Battestin por todo seu apoio didático e profissional na
construção desta monografia.
Aos técnicos de bancada Danilo e Everson, por auxiliar-nos em diversos
testes realizados no laboratório e na adaptação dos componentes utilizados em
nosso projeto.
Ao prof. André Luiz Mendes Moura por todo o auxilio e orientação em
métodos de desenvolvimento para solução de problemas eletrônicos e mecânicos.
Contudo, todos aqueles que sempre acreditaram em nossa capacidade de
realização e de comprometimento, obrigado!
iii
“O êxito da vida não se mede pelo caminho
que você conquistou, mas sim
pelas dificuldades que superou no caminho”.
Abraham Lincoln
iv
SUMÁRIO
LISTA DE FIGURAS ................................................................................................... vi
LISTA DE ABREVIATURAS E SÍMBOLOS ................................................................ vii
RESUMO.................................................................................................................. viii
ABSTRACT ................................................................................................................ ix
1. INTRODUÇÃO ..................................................................................................... 1
2. OBJETIVO.............................................................................................................. 2
3. REVISÃO BIBLIOGRÁFICA .................................................................................... 3
3.1. CLP ............................................................................................................... 3
3.2. Sensor indutivo ................................................................................................. 4
3.3. Motor de passo ................................................................................................. 5
3.4. Sensor óptico .................................................................................................... 6
3.5. Driver ULN 2003 ............................................................................................... 7
3.6. TIP 31C ............................................................................................................. 8
3.7. Robô ................................................................................................................. 8
4. MATERIAIS E MÉTODOS ....................................................................................... 9
4.1. Materiais ........................................................................................................... 9
4.2. Métodos .......................................................................................................... 10
4.2.1. Construção da esteira .............................................................................. 10
4.2.2. Acionamento do motor de passo com Driver ULN 2003 ........................... 13
4.2.3. Acionamento do motor de passo pelo TIP31C ......................................... 15
4.2.4. Confecção artesanal do circuito na placa de fenolite ............................... 17
4.2.1. Acoplamento dos equipamentos no projeto ............................................. 23
5. RESULTADOS E DISCUSSÕES ........................................................................... 26
6. SUGESTÕES PARA TRABALHOS FUTUROS ..................................................... 27
7. REFERÊNCIAS BIBLIOGRÁFICAS ...................................................................... 28
Anexo 2- Programação de lata pequena e grande do robô.. ..................................... 33
v
LISTA DE FIGURAS
Figura 1
.....................................................................................3
Figura 2
.....................................................................................5
Figura 3
.....................................................................................6
Figura 4
.....................................................................................7
Figura 5
.....................................................................................8
Figura 6
.....................................................................................10
Figura 7
.....................................................................................11
Figura 8
.....................................................................................11
Figura 9
.....................................................................................12
Figura 10
.....................................................................................12
Figura 11
.....................................................................................13
Figura 12
.....................................................................................14
Figura 13
.....................................................................................15
Figura 14
.....................................................................................16
Figura 15
.....................................................................................17
Figura 16
.....................................................................................18
Figura 17
.....................................................................................19
Figura 18
.....................................................................................19
Figura 19
.....................................................................................20
Figura 20
.....................................................................................21
Figura 21
.....................................................................................22
Figura 22
.....................................................................................22
Figura 23
.....................................................................................23
Figura 24
.....................................................................................25
vi
LISTA DE ABREVIATURAS E SÍMBOLOS
CLP
Controlador Lógico Programável
DC
Direct current (Corrente contínua)
CC
Corrente contínua
I/O
Input/Output (Entrada/Saída)
GND
Ground (Terra)
V
Tensão
S
Sensor
NEMA
(National Electrical Manufacturers Association)
MDF
(Medium Density Fiberboard - Fibra de Média Densidade)
NA
Normalmente Aberto
NF
Normalmente Fechado
Ω
Ohms
β
Ganho
ω
Velocidade ângular
vest
Velocidade da esteira
vm
Velocidade do motor
Hz
Frequência
vii
RESUMO
Esta monografia apresenta o projeto de um sistema de controle de uma
esteira seletora de latas a partir de uma seleção de tamanho no início que é
controlada através do hardware CLP (Controlador Logico Programável). Logo,
quando os sensores indutivos, pela combinação de acionamentos detectarem que a
lata transportada está de acordo com o tipo desejado, o processo continuará
normalmente e após
a passagem da tal pela detecção será
realizada
simultaneamente a contagem do produto e depois ele será armazenado em um
compartimento específico. Porém, caso haja uma lata fora do padrão adotado no
início, os sensores irão detecta-la, logo, a esteira irá parar e a retirada será realizada
pelo braço robótico.
Palavras chave: CLP, controle, esteira e seleção.
viii
ABSTRACT
This monograph presents the design of a control system of a treadmill
selector cans from a size selection at the beginning which is controlled via hardware
PLC (Programmable Logic Controller). Therefore, when the inductive sensors,
actuators detected by the combination of the can is transported in accordance with
the desired type, the process continues normally and after the passage of such
detection will be performed simultaneously by counting the product and then it is
stored in a specific compartment. However, if there is a can off the standard adopted
earlier, sensors will detect it, so the treadmill will stop and the withdrawal will be
performed by the robotic arm.
Keywords: PLC, control, track and selection.
ix
1. INTRODUÇÃO
As esteiras transportadoras são equipamentos comuns encontrados nas
indústrias. Em todos os tipos de operações de montagem, de microeletrônicos à
indústria automotiva, as esteiras transportadoras, sejam elétricas ou não, suspensas
ou no chão, são literalmente a espinha dorsal do sistema de produção, pois agilizam
e evitam a necessidade de funcionários realizando essa tarefa.
Será possível efetuar o controle da esteira através da utilização de um
CLP para a programação, onde serão tomadas as decisões cabíveis, como
contagem e separação das latas.
Neste projeto serão apresentados dispositivos eletrônicos (sensores,
transistores), eletromecânicos (motor de passo) e mecânicos (rolamentos, polias,
correia, eixos).
Para que a esteira execute as tarefas desejadas, será utilizada a
linguagem de programação Ladder usada para desenvolver o código no CLP.
1
2. OBJETIVO
O objetivo é projetar uma esteira que transporte, selecione e conte latas,
sendo que, a triagem é feita por meio de um sistema lógico constituído de dois
sensores indutivos controlados por um CLP e que seja feita a remoção das latas
rejeitadas por meio de um manipulador robótico.
2
3. REVISÃO BIBLIOGRÁFICA
3.1. CLP
O Controlador Lógico Programável (CLP) ou pela sigla de expressão
inglesa PLC (Programmable logic controller), é um equipamentos que através de
uma de suas linguagens, no caso a usada é a neste trabalho Ladder, programa
microprocessadores que basicamente controlam no geral toda a parte de comandos
elétricos através de suas Entradas (I) e Saídas (Q). (Apostila Bit9 CLP140IF, 2012).
"Aparelho eletrônico digital que utiliza uma memória programável para o
armazenamento interno de instruções para implementação de funções
específicas, tais como lógica, seqilenciamento. temporização, contagem e
aritmética para controlar, através de módulos de entradas e saídas, vários
tipos de máquinas ou processos. Um computador digital que é utilizado para
desempenhar as funções de um controlador programável é considerado
dentro deste escopo. Estão excluídas as chaves ambores e outros tipos de
seqilenciadores mecânicos” (NEMA - ICS3, parte ICS3-304, 1978).
Abaixo se encontra a Figura 1, onde mostra a composição física do CLP140IF
utilizado em nosso projeto:
Figura 1 - CLP140IF (Manual do Usuário, 2012).
3
3.2. Sensor indutivo
Os sensores de proximidade indutiva são empregados nas aplicações em
locais que necessitem um nível de vedação e robustez como, por exemplo: óleos em
geral e vibrações. Este dispositivo tem como princípio a abertura ou fechamento de
seus chaveamentos elétricos internos quando acionado a partir da permeabilidade
magnética emitida pelo produto que se aproxima do sensor, mas, não o toca. Os
contatos variam de acordo com o modelo, podendo ter contatos NA. As modificações
do comportamento do oscilador são demoduladas e interpretadas pelo trigger de
modo a obter-se uma saída de sinais high-low, ou seja, uma onda quadrada bem
definida, capaz de excitar um circuito de potência, tal como um transistor ou um
efetuar um chaveamento sobre bobinas de relés, pequenos contatores, ou mesmo
circuitos lógicos. (Normalmente aberto) que fecha contato quando o sensor é
acionado, e NF (Normalmente fechado) que abre quando o sensor é acionado
(WEG, 2014).
“Os sensores de proximidade indutivos são dispositivos eletrônicos
capazes de detectar a presença ou aproximação de elementos metálicos
diversos. Esta detecção ocorre sem o contato físico entre o sensor e o
elemento detectado. Estes sensores são totalmente vedados, com
invólucros robustos, não possuem partes móveis, o que aumenta em muito
sua vida útil. Possuem características de velocidade e confiabilidade
superiores aos equipamentos eletromecânicos equivalentes. São
largamente empregados na indústria, em máquinas, injetoras de plástico,
linhas transportadoras, etc” (Novus, 2009).
4
Abaixo se encontra a Figura 2, onde mostra a composição física do
sensor indutivo utilizado em nosso projeto:
Figura 2 - Sensor indutivo (Novus, 2009).
3.3. Motor de passo
Segundo Brites e Santos (2008), os Motores de Passo são dispositivos
eletromecânicos que convertem pulsos elétricos em movimentos mecânicos que
geram variações angulares discretas. O rotor ou eixo de um motor de passo é
rotacionado em pequenos incrementos angulares, denominados “passos”, quando
pulsos elétricos são aplicados em uma determinada sequencia nos terminais deste.
A rotação de tais motores é diretamente relacionada aos impulsos elétricos que são
recebidos, bem como a sequencia a qual tais pulsos são aplicados reflete
diretamente na direção a qual o motor gira. A velocidade que o rotor gira é dada pela
frequência de pulsos recebidos e o tamanho do ângulo rotacionado é diretamente
relacionado com o número de pulsos aplicados. A energização de uma e somente
uma bobina de cada vez produz um pequeno deslocamento no rotor.
5
Abaixo se encontra a Figura 3, onde mostra a composição física do Motor
de passo utilizado em nosso projeto:
Figura 3 - Motor de passo (Neoyoma, 2013).
3.4. Sensor óptico
Este dispositivo tem como princípio o mesmo do indutivo, a abertura ou
fechamento de seus contatos internos quando acionado, porém, a partir do bloqueio
de luz emitido pelo próprio. Os contatos variam de acordo com o modelo, podendo
ter contatos NA (Normalmente aberto) que fecha contato quando o sensor é
acionado, e NF (Normalmente fechado) que abre quando o sensor é acionado.
(Alves, 2008).
6
Abaixo se encontra a Figura 4, onde mostra composição física do Sensor
óptico.
Figura 4 - Sensor óptico (WEG, 2014).
3.5. Driver ULN 2003
Segundo Texas Instruments (2013) o ULN2002A, ULN2003A, ULN2003AI,
ULN2004A, ULQ2003A e ULQ2004A são de alta tensão de corrente alta Darlington
conjuntos de transistores. Cada um consiste de sete pares de Darlington NPN que
apresentam saídas de alta tensão com diodos braçadeira comum de cátodo para
comutação de cargas indutivas. A classificação coletor de corrente de um único
Darlington par é de 500 mA. Os pares de Darlington pode ser comparado para maior
capacidade de corrente. As aplicações incluem o relé motoristas, martelo, motoristas
de lâmpadas, drivers de vídeo (LED e de descarga de gás), drivers de linha, e
buffers lógicos.
7
Abaixo se encontra a Figura 5, onde mostra da composição física do
Driver ULN 2003 utilizado em nosso projeto:
Figura 5 - Driver UNL2003 (Texas Instruments, 2013).
3.6. TIP 31C
O transistor é um dispositivo semicondutor que consiste em duas
camadas de material do tipo n e uma camada do tipo p ou em duas camadas do tipo
p e uma camada do tipo n. O primeiro é denominado transistor npn e o outro, pnp. (
Boylestad, 03/2004).
Segundo Wendling (2009), a forma mais simples de se usar um transistor
é como chave, significando uma operação na saturação ou no corte e em nenhum
outro lugar ao longo da reta de carga. Quando um transistor está saturado, é como
se houvesse uma chave fechada do coletor para o emissor. Quando o transistor está
cortado é como uma chave aberta.
3.7. Robô
Segundo o Robotics Institute of America (Instituto Americano de
Robótica): “Um robô é um manipulador multifuncional reprogramável, criado para
mover materiais, peças, ferramentas ou dispositivos especializados, por meio de
diversos movimentos programados para a realização de diversas tarefas.”
8
4. MATERIAIS E MÉTODOS
4.1. Materiais
Os materiais utilizados no projeto da esteira são listados a seguir:
A base da estrutura constitui – se de uma placa de madeira MDF (Fibra
de Média Densidade) (35x82x2,5cm). As vigas de sustentação da esteira são feita
de uma placa de madeira MDF (14x82cm) e parafusos. Para sustentar e fixar o
Sensor 2 uma placa feita de lâmina de acrílico com dimensões: (10x21cm) e cola
3M.
Os eixos são acoplados em rolamentos 608Z que são fixados nas vigas
de sustentação da esteira, permitindo que os eixos girem livremente e sem atrito
com as vigas.
O CLP utilizado no acionamento do motor de passo é o modelo 140IF
CLIC 02, fabricado pela indústria brasileira Weg.
Com o objetivo de elaborar a programação e efetuar as simulações,
utilizou-se o software Clic02LAD.
Para que as saídas do CLP estejam em contato com o motor de passo
proporcionado seu acionamento sem que ambos sejam danificados, foi fabricado um
circuito eletroeletrônico de forma artesanal em uma placa de fenolite.
O circuito conta com 4 transistores do modelo TIP 31C configurados em
emissor comum, 2 bornes para cabos banana, 4 bornes para cabos mini banana, 5
bornes com dois terminais parafusados KF-3000, 4 resistores de 330Ω e 4 diodos
1N4007.
O motor de passo escolhido para dar movimento a esteira contém seis
fios, suporta 1A e atende 5V por fase, sendo que o comum foi alimentado com 12V.
9
4.2. Métodos
4.2.1. Construção da esteira
Inicialmente, foram confecçionados os dez furos nas laterais da esteira de
madeira MDF para a fixação por parafusos, sendo, cinco em cada coluna. Os furos
do eixo e dos dois sensores também foram realizados, onde, o furo do sensor de
latas grande realizou - se em uma placa de acrílico, e colinearmente abaixo o de
latas pequenas na madeira MDF.
Na Figura 6 é mostrado o procedimento do furo.
Figura 6 - Confecção do furo do eixo.
10
A Figura 7 mostra o alargamento do furo do eixo.
Figura 7 - Alargamento do furo do eixo.
Na Figura 8 mostra – se a etapa de confecção do furo vazado no acrílico.
Figura 8 - Confecção do furo do suporte para o sensor indutivo.
Após esta etapa, foi realizado a fixação das colunas por meio dos dez
11
parafusos, sendo, cinco para cada coluna. Também foram efetuados o encaixe do
rolamento no furo do eixo, o engastamento do eixo nas colunas laterais da esteira, a
fixação do suporte de acrílico dos sensores e posteriormente, o firmamento do tecido
de lona na esteira.
A Figura 9 mostra a esteira montada.
Figura 9 - Esteira finalizada na etapa de confecção da tal.
Na Figura 10 tem - se uma visão aérea da esteira montada.
Figura 10 - Esteira finalizada na etapa de confecção da tal com um produto teste.
12
4.2.2. Acionamento do motor de passo com Driver ULN 2003
Inicialmente, foi elaborado um circuito no CLP, onde, através de um
acionamento sequêncial e temporizado das saídas Q chavea as bobinas do motor
de passo com 5V como específicação do equipamento, assim, tendo a mesma
aplicação que um circuito de programação em linguagem C, porém, este
acionamento é feito através de linguagem ladder.
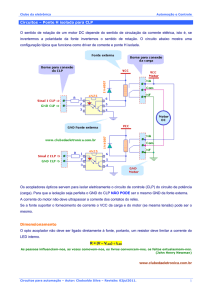
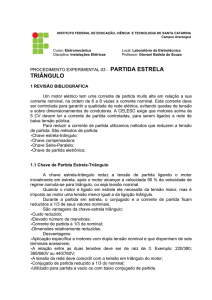
A Figura 11 abaixo modificada demonstra o sequenciamento em bits que
deve – se aplicar para que o motor gire conforme o esperado.
Figura 11 - Sequênciamento no acionamento das bobinas (Rogercom, 2006).
A velocidade do motor foi obtida através de testes em bancada. Logo o
resultado obtido foi de vm = 20 rpm . A velocidade da esteira é a mesma, pois, a
mesma está acoplada juntamente com o eixo do motor, logo, sua velocidade é de
vest = 20 rpm
Através do datasheet do CLP observou – se que não poderia obter um
chaveamento direto do CLP para as bobinas do motor, pois, cada saída do CLP só
suporta 0,3A, enquanto que, a cada chaveamento o motor estaria consumindo uma
13
corrente de 0,8A. Para solucionar o problema, aplicamos um circuito eletrônico
utilizando o driver ULN2003A que conectado as saídas do CLP, executava o
chaveamento suportando e controlando uma corrente maior. Também isola as saídas
do CLP das bobinas do motor através de diodos internos de roda livre que impedem
uma corrente reversa chegue às saídas digitais do CLP.
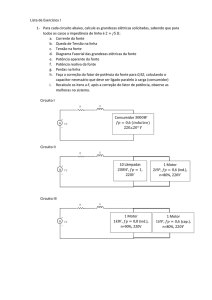
A Figura 12 mostra o esquemático do circuito.
Figura 12- Esquemático do circuito de acionamento com ULN2003 do motor de passo (Rogercom,
2006).
Após serem realizados testes em bancadas percebeu – se que a corrente
que o motor consumia sem carga era de 0,6A, porém, a corrente máxima em que o
driver trabalha é de 0,5A, logo, chegou – se a conclusão de que o circuito elaborado
não apresentava os requisitos mínimos para o acionamento do motor de passo. Para
a solução do problema foi desenvolvido um circuito para executar o chaveamento
das bobinas do motor por meio de transistores do tipo TIP31C configurados em um
esquemático de emissor comum, onde, todos os terminais emissores dos
componentes estão interligados no comum do circuito.
14
4.2.3. Acionamento do motor de passo pelo TIP31C
Primeiramente é elaborado um circuito padrão na configuração emissor
comum para ter – se uma base da disposição dos componentes e cálculos a serem
realizados no circuito.
A Figura 13 demonstra o circuito na configuração emissor comum.
Figura 13 - Esquemático da configuração do emissor comum
Em um segundo momento realiza – se o cálculo do resistor de base,
pois, a corrente da base é de suma importância para o controle de chaveamento no
circuito devido ao fato que, a corrente de base irá controlar a tensão de saída no
emissor. Abaixo seguem – se os cálculos realizados para obter – se o valor do
resistor de base.
IC = β.IB → 1 = 25 . IB IB = (1/25) IB = 0,040A
Vcc – Vb – Vbe = 0 12 – (Rb. IB) – 0,7 = 0 Rb = ((12- 0,7) / 0,040) Rb = 282,5Ω.
Aproximando o valor do resistor calculado para um valor comercial,
obteve – se um resistor de 330Ω, 1/4 W.
O chaveamento do transistor quando atinge a região de corte é feita
sequencialmente, sendo que, o primeiro transistor a ser chaveado é Q1 que aciona a
saída Q4 do CLP com uma tensão de coletor igual a 5V, porém, o controle é feito
15
através de uma corrente de base igual a 0,04A e tensão de 12V. As saídas
subsequentes seguem o mesmo procedimento.
Em certo momento do projeto foi calculado a frequência em que os
transistores chaveam e acionam o motor. Através do valor máximo do temporizador
no CLP que é de 0,01s, sendo que, tem – se quatro temporizadores contabilizando
um valor final de 0,04s foi obtido o seguinte cálculo abaixo:
f = 1/T f = 1/ 0,04 f = 25Hz
Foi observado através do datasheet que a frequência calculada está
dentro do esperado e dos padrões para um bom funcionamento do componente
eletrônico.
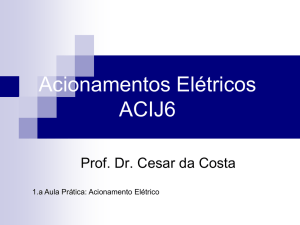
Na Figura 14 segue – se o circuito de acionamento com os valores dos
componentes já cotados.
Figura 14 – Circuito de acionamento do motor de passo.
A programação em linguagem ladder elaborada, que aciona o motor de
passo teve seu desenvolvimento no software Clic02. A programação completa está
demonstrada no Anexo 1.
16
4.2.4. Confecção artesanal do circuito na placa de fenolite
A primeira etapa para a confecção do circuito foi o desenvolvimento no
software Proteus.
O software Proteus nos possibilita a criação e a elaboração de circuitos
eletrônicos, onde após a criação do circuito, permite a impressão para a confecção
de forma artesanal.
A seguir, serão demonstrados cada um dos procedimentos envolvidos
na confecção do circuito.
Abaixo é demonstrado na Figura 14 a placa de fenolite sem o
procedimento de limpeza.
Figura 15 - Placa de fenolite.
Após obter - se a placa de fenolite é necessário um procedimento de
limpeza da oxidação na placa através de uma esponja de aço. Após a limpeza deve
– se passar um pano limpo na face superior da placa onde foi removida a oxidação.
17
A Figura 16 demonstra o produto final da placa após o procedimento.
Figura 16 - Placa de fenolite após o procedimento de limpeza.
Concluído a etapa de limpeza, deve – se elaborar o circuito de
acionamento no software de simulação proteus, onde, primeiramente se realiza o
esquemático do circuito.
18
A Figura 17 mostra o esquemático do circuito elaborado.
Figura 17 - Esquemático do circuito no software proteus.
Em um segundo momento, é elaborado um modelo de placa em
circuito impresso.
A Figura 18 demonstra um circuito elaborado no proteus.
Figura 18 - Modelo de placa em circuito impresso.
Em um terceiro momento foi simulado o modelo de placa final do projeto
para ter – se um embasamento do layout.
19
Abaixo a Figura 19 representa a parte superior da placa e como os
componentes ficariam dispostos.
Figura 19 - Modelo simulado da face superior placa do projeto no software proteus.
Logo após imprimi – se o circuito em papel vegetal, e é de suma
importância que este procedimento seja realizado necessariamente em uma
impressora a laser para que as estapas seguintes sejam completadas com êxito.
Após a impressão enrola – se o lado impresso paralelamente com a face que foi
limpa para que haja fusão total.
20
A Figura 20 mostra mais esta etapa do projeto com um segundo circuito
elaborado, onde, o processo continua o mesmo.
Figura 20 - Circuito impresso enrolado na placa de fenolite para fusão.
Com mais uma etapa terminada começa – se a da fusão, onde, um
ferro de passar comum é ligado no modo sem aporização onde é colocado sobre a
placa com o circuito enrolado. O procedimento realiza - se em torno de 20 minutos,
pois, neste período o deve – se transferir o calor da maneira mais homogenia
possível para que haja total fusão do toner contido no circuito impresso do papel
para a placa de fenolite.
21
A Figura 21 representa a etapa comentada.
Figura 21 - Fusão do circuito para a placa de fenolite.
Em um último momento é realizado o banho da placa fundida em
percloreto de ferro para que ocorra a corrosão do cobre em excesso e que não faz
parte do circuito elaborado. Posteriormente, o procedimento de solda na placa é
confeccionado para a fixação dos componentes na placa. A Figura 22 abaixo
demonstra o processo de soldagem na placa.
Figura 22 - Fusão do circuito para a placa de fenolite.
22
Contudo, nesta etapa de confecção da placa foram elaborados três tipos
de circuitos, devido ao fato que, no primeiro foi detectado um erro, pois, o driver ULN
não suportava a corrente com carga do motor, então foi necessário elaborar um novo
circuito de acionamento. No segundo circuito foi detectado um erro, logo, foi
necessário elaborar um novo circuito, layout e placa impressa para a adequação do
projeto.
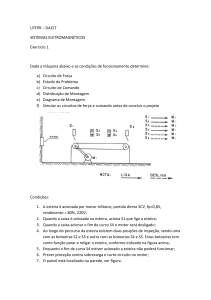
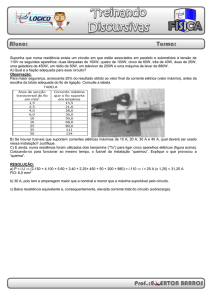
Abaixo segue na Figura 23 o esquemático do terceiro e ultimo circuito
elaborado em placa de circuito impresso corrigido, onde, o diodo de roda livre foi
ajustado para a posição correta, que situa – se na entrada do coletor com os 12V do
comum que alimenta as bobinas do motor. O diodo é polarizado reversamente, para
que, como ja comentado, ele impessa uma corrente reversa que possa danificar e
alterar o funcionamento do motor de passo e as saídas do CLP.
Figura 23 – Circuito corrigido para o acionamento do motor de passo.
4.2.1. Acoplamento dos equipamentos no projeto
Neste
momento
do
projeto
é
realizada
a
junção
das
partes
confecçionadas durante todo o processo. Os sensores de dois fios utilizados
23
inicialmente foram substituídos por outros dois a quatro fios, pois, por questões de
fixação e configuração são mais viáveis para montagem, porém, o alcançe que tinha
– se de 8 mm, é reduzido para uma distância sensorial de 2 mm. A Figura 24 mostra
a fixação dos sensores no projeto.
Após este procedimento, é colocada a placa de circuito impresso na
lateral da esteira. Tendo fixado o circuito impresso no projeto, o motor é acoplado
juntamente com o eixo da esteira para que possa realizar – se o teste do projeto. Ele
é colocado diretamente no eixo da esteira como mostra a Figura 25.
Em um ultimo momento todas as ligações são feitas começando com a
ligação no painel do CLP alimentando – o com 24 V em suas entradas, e suas
saídas que vão para a placa de acionamento do motor de passo com 5V. A saída do
CLP e da placa devem estar na sequência correta sendo ela: Q4, Q2, Q3, Q1 para
que ao acionar a esteira o motor gire normalmente e que a fase não fique em falta,
onde, caso ocorra pode ocasionar um travamento no eixo do motor que, aumentará
a corrente que circula pelos TIP’s, com isso, danificando os componentes da placa.
Em relação à fonte externa, ela deve ser regulada utilizando – se dois
canais, sendo, o primeiro com 5V para as saídas do CLP, e o canal 2 com 12V para
a alimentação da placa de circuito impresso. Lembrando – se que os dois terminais
negativos da fonte devem estar interligados entre si e não com o terra do CLP.
Os sensores são ligados à entrada do CLP para que forneçam os sinais
necessários para realizar – se a lógica necessária e também mande um pulso para o
braço robótico que irá descartar a lata, através de uma programação realizada no
software Scorbase, para retirar a lata, deslocando-a para a lateral externa da esteira.
24
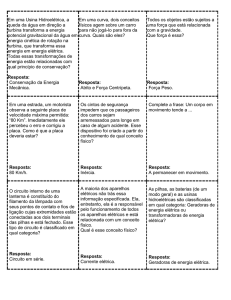
A Figura 24 retrata o resultado final do projeto montado.
Figura 24 – Projeto montado.
25
5. RESULTADOS E DISCUSSÕES
No projeto apresentado abordou – se uma forma de controle
automatizado de esteira seletora por CLP, onde, esperava – se que a partir do
tamanho de lata selecionada pelo operador a mesma fosse capaz de detectar,
realizar a lógica de seleção e com estes dados poder dar ou não continuidade no
processo.
Enquanto desenvolvia – se o projeto foi realizado formas de controle
automatizado a partir do CLP, ou seja, a partir dos dados enviados pelos sensores
as decisões eram tomadas e a atuação necessária era realizada.
Ao percorrer do projeto foram elaborados e testados métodos até que
encontra – se um que suprisse a demanda real de corrente que o motor necessitava.
Ao realizar o teste com a esteira foram apresentados e realizados planos
de ações que retificassem as folgas e interferências mecânicas referentes ao
funcionamento correto da estrutura.
Após o processo de estrutura foi acoplado com sucesso o braço robótico
junto ao sistema de controle CLP. No processo de medição foram encontradas
dificuldades para ajuste de precisão da área de remoção da lata fora de
especificação, porem foi obtido um resultado satisfatório referente ao processo de
retirada.
Ao se testar o projeto a mesma obteve êxito em seu funcionamento
realizando a lógica de programação elaborada no trabalho com sucesso. Assim, tem
– se que a utilização do CLP é uma aplicação atual sendo capaz de realizar controle
de diferentes tipos de processos por meio de uma programação mais fácil e habitual
para quem tem familiaridade com diagramas de comandos, sendo ele atualmente no
âmbito da automação industrial.
Ainda no teste, o CLP demonstrou ser capaz de atuar como controlador
integrado com o braço robótico, fazendo o uso de suas entradas e saídas para emitir
e receber os pulsos necessários para o início e o fim do ciclo da programação do
braço robótico.
26
6. SUGESTÕES PARA TRABALHOS FUTUROS
Para melhor automatizar o nosso projeto, aconselhamos que o processo
de expulsão seja automatizado com um sistema pneumático. Sugerimos que o
acionamento e controle do motor de passo sejam feito por um microcontrolador pic.
27
7. REFERÊNCIAS BIBLIOGRÁFICAS
BRITES, F.G & SANTOS, V.P.A. Motor de Passo. U.Federal Fluminense – Centro
Técnológico – Engenharia de Telecomunicações. Brasil, 2007. Disponível em:
<http://www.telecom.uff.br/pet/petws/downloads/tutoriais/stepmotor/stepmotor2k8111
9.pdf
ALVES,G.M.A. Análise Comparativa de sensores ópticos de posição integrados.
U.Federal de Minas Gerais – Instituto de Ciências Exatas – Engenharia Elétrica.
Brasil, 2008. Disponível em:
< http://www13.fisica.ufmg.br/posgrad/Monografias/dec2000/gustavo-alves/monoGMarcatiAA.pdf
WENDING.M. Transistores II. U.Festadual Paulista– Colégio Técnico Industrial de
Guaratinguetá – Engenharia de Telecomunicações. Brasil, 2007. Disponível em:
< http://www2.feg.unesp.br/Home/PaginasPessoais/ProfMarceloWendling/1--transistores-ii---v1.0.pdf
NOVUS. Sensores de Proximidade Indutivo. NOVUS Produtos eletrônicos LTDA –
Brasil, 2009. Disponível em:
<http://www.novus.com.br/site/default.asp?TroncoID=621808&SecaoID=619288&Su
bsecaoID=0&Template=../catalogos/layout_produto.asp&ProdutoID=947244
NOVUS. Sensores de Proximidade Indutivo Manual de instruções 5000310 V1A.
NOVUS Produtos eletrônicos LTDA – Brasil, 2009. Disponível em:
<http://www.novus.com.br/site/default.asp?TroncoID=621808&SecaoID=619288&Su
bsecaoID=0&Template=../catalogos/layout_produto.asp&ProdutoID=947244
NEOYAMA. Motor de Passo P/N: AK23/ 4.6F6FL1.8. NEOYAMA Automação. Brasil,
2013. Disponível em:
<http://www.neoyama.com.br/produtos-para-fabricantes-de-maquinas/motor-depasso/motor-de-passo-nema-23-torque-4-.html
NEOYAMA. Motor de Passo AK23/ 4.6F6FL1.8. NEOYAMA Automação – Desenho
técnico em 2D. Brasil, 2013. Disponível em:
<http://www.neoyama.com.br/produtos-para-fabricantes-de-maquinas/motor-depasso/motor-de-passo-nema-23-torque-4-.html
BRITES, F.G & SANTOS, V.P.A. Complementary Silicon Power Transistors.
U.Federal Fluminense – Centro Técnológico – Engenharia de Telecomunicações.
Brasil, 2007. Disponível em:
<http://www.telecom.uff.br/pet/petws/downloads/tutoriais/stepmotor/stepmotor2k8111
9.pdf
TEXAS INTRUMENTS. ULN2003 High-voltage, high-current darlington transistor
28
arrays . Texas instruments incorporated. E.U.A, 2014. Disponível em:
< http://www.ti.com/product/ULN2003A/technicaldocuments
ST. TIP 31C Complementary Silicon Power Transistors . ST Microeletronics. Italy
, 1999. Disponível em:
< http://www.datasheetcatalog.com/datasheets_pdf/T/I/P/3/TIP31C.shtml
WEG. Automação Sensores e Fontes. Grupo WEG - Unidade Automação –. WEGlinha-de-produtos-50011458-catalogo-portugues-br-Brasil,
2014.
Disponível
em:<http://www.weg.net/br/Produtos-e-Servicos/Controls/SensoresIndustriais/Sensores-Opticos
WEG. Automação Linha de Produtos. Grupo WEG - WEG-linha-de-produtos50011458
catalogo
portugues-br,
2014.
Disponível
em:<http://www.weg.net/br/Produtos-e-Servicos/Controls/SensoresIndustriais/Sensores-Opticos
Bit9. Kit Didático de CLP teoria e prática. Bit9 Automação. Brasil, 2012.
WEG. Manual do usuário Clic02. WEG Industrias S/A – Automação - Brasil, 2012.
Disponível em:< http://ecatalog.weg.net/files/wegnet/1-492.pdf
BOYLESTAD, R. L. & NASHELSKY, L.. Dispositivos eletrônicos e teoria de
circuitos, 8º Edição. São Paulo: Pearson Prentice Hall, 2004.
Acionamento
do
motor
de
passo
disponível
em:
http://www.rogercom.com/pparalela/IntroMotorPasso.htm Acessado em: 03/2014.
29
Anexo 1 – Programação do acionamento do motor de passo
30
31
32
Anexo 2 – Programação de lata pequena e grande do robô
33
34