XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.
APLICAÇÕES DO CONTROLE
ESTATÍSTICO DE PROCESSO PARA O
CONTROLE DE TENSÃO ELÉTRICA EM
SUBESTAÇÕES: ESTUDO DE CASO DE
UMA EMPRESA DISTRIBUIDORA DE
ENERGIA ELÉTRICA
Tércius Cassius Melo de Morais (UFPB)
[email protected]
Sergio Roque deSá (UFPB)
[email protected]
Márcio Botelho da Fonseca Lima (UFPB)
[email protected]
O objetivo deste artigo consiste em avaliar o controle de tensão
elétrica em subestações através do controle estatístico de processo
(CEP). Para tanto, foi realizado um estudo de caso em uma empresa
concessionária de distribuição de energiaa elétrica, onde foram
coletadas medições de tensão em uma determinada subestação. Através
do Sistema de Controle e Aquisição de Dados e utilizando o software
SPSS para obtenção dos gráficos de controle, foi possível avaliar as
oportunidades de melhoria para os níveis de tensão. Concluindo, a
pesquisa identifica que, em alguns períodos típicos do dia, a tensão
não se encontra em controle estatístico, sendo possível prever, através
de adoção de ação corretiva específica, melhoria nos níveis de tensão
da subestação.
Palavras-chaves: Controle estatístico de processo. Tensão.
Variabilidade
1. Introdução
Desde novembro de 2001, após a publicação da Resolução nº 505 pela Agência Nacional de
Energia Elétrica (ANEEL), as distribuidoras de energia elétrica no Brasil tiveram que adotar
uma nova postura no que se refere ao fornecimento de energia elétrica aos seus consumidores.
Esta resolução estabelece de maneira atualizada e consolidada, as disposições relativas à
conformidade dos níveis de tensão de energia elétrica em regime permanente (ANEEL, 2001).
A resolução estabeleceu basicamente os limites para níveis de tensão de fornecimento, prazos
para regularização e compensação financeira para os consumidores que tiverem constatado o
serviço inadequado de conformidade de tensão elétrica fornecida.
Diante dessa realidade, as distribuidoras possuem basicamente duas alternativas para atuar no
controle dos níveis de tensão: trabalhar de forma reativa, ou seja, quando o problema está
evidente e se precisa atuar para corrigi-lo, ou de forma pró-ativa agindo preventivamente para
evitar que se perca o controle do processo.
Segundo Montgomery (2005), a qualidade de conformidade quer dizer a redução sistemática
de variabilidade e a eliminação de defeitos. O autor considera o Controle Estatístico de
Processo (CEP) como um conjunto de ferramentas para resolver problemas, que podem ser
aplicadas a qualquer processo e ressalta que o desenvolvimento de um sistema efetivo para
ação corretiva é um componente essencial de uma implantação efetiva do CEP.
Esse controle baseado na variabilidade estatística fornece a possibilidade de verificar se o
processo se comporta de forma esperada ou de forma imprevisível, orientando os gestores dos
processos na procura de obtenção de custos mínimos ou na alocação de investimentos visando
uma maior aprendizagem dos recursos humanos.
Este artigo aborda essa questão ao aplicar o CEP para o controle dos níveis de tensão em
subestações. Para tanto, foi realizado um estudo de caso em uma empresa concessionária de
distribuição de energia elétrica.
2. Fundamentação Teórica
A conformidade de nível de tensão representa o principal indicador de uma distribuidora de
energia elétrica no que se refere à qualidade do produto. Ela verifica o nível de tensão eficaz
que é entregue aos consumidores. Na rede elétrica de baixa tensão, onde estão inseridos os
consumidores residenciais, por exemplo, o nível de tensão no Brasil está padronizado em 110
V ou 220 V, dependendo da região do país. Desta forma, os equipamentos elétricos devem
estar ligados de acordo com sua tensão nominal de operação e podem sofrer avarias se forem
ligados em nível de tensão não compatível com tal tensão nominal.
Como é inviável a manutenção do nível de tensão em um valor fixo, devido a causas
inerentes do processo de distribuição de energia elétrica, a concessionária de distribuição de
energia elétrica deve manter essa tensão pelo menos em níveis adequados e compatíveis para
não prejudicar o funcionamento dos equipamentos ligados a sua rede de distribuição.
2.1 Conformidade dos níveis de tensão no sistema elétrico de distribuição
A Resolução ANEEL Nº 505/2001, revisada em 2004, estabelece as disposições atualizadas e
consolidadas relativas à conformidade dos níveis de tensão de energia elétrica em regime
permanente, a serem observadas pelo Operador Nacional do Sistema Elétrico (ONS),
2
concessionárias e permissionárias de serviços públicos de distribuição de energia elétrica
(ANEEL, 2001).
Segundo Pelegrini (2005), essa Resolução baseia-se na comparação entre o prejuízo
experimentado pelo cliente, devido a níveis incorretos, e o custo que pesa sobre o fornecedor
para reverter esses níveis com obras de melhoria.
Para verificação da conformidade, a Resolução estabelece a realização de medições de tensões
amostrais, definida pelo número de consumidores da empresa, e outros procedimentos a
serem seguidos para atendimento a reclamações de clientes que solicitam a verificação da
qualidade de tensão de fornecimento. Quando a tensão verificada está fora da faixa
estabelecida pela Resolução, esta estabelece prazos para regularização e compensação pelo
serviço inadequado depois de expirado esses prazos e não comprovada a regularização dos
níveis de tensão.
2.2 Controle Estatístico de Processo (CEP)
A estatística é, sem dúvida, uma ferramenta de trabalho poderosa para quem trabalha em
controle da qualidade e controle de processo. Segundo Lopes (2007), a aplicação de técnicas
estatísticas ao controle da qualidade pode ser resumida em dois tipos de ações: aplicação de
técnicas matemáticas na análise dos dados de controle e sistematização desses dados de modo
a facilitar a análise dos mesmos, auxiliando os responsáveis a tomar decisões.
W. A. Shewhart em 1924, que trabalhou no Bell Telephone Laboratories, propôs a base para o
CEP, a partir da atribuição das causas de variação de um processo em causas comuns ou
aleatórias e em causas especiais ou assinaláveis (KUME, 1993).
Montgomery (2009) afirma que, independentemente de quão bem projetado seja o processo
de produção, sempre existirá certa quantidade de variabilidade inerente, isto é, as causas
comuns estarão sempre presentes mesmo que todas as operações desse processo sigam
métodos padronizados.
A variabilidade decorrente de causas especiais ou assinaláveis é normalmente grande quando
comparada com a variabilidade devida às causas comuns e em geral representa níveis
inaceitáveis de desempenho do processo. Normalmente provém de um ajuste inadequado das
máquinas, erros de operadores, diferenças no método de trabalho e nas condições ambientais,
lote de matérias-primas defeituosas, diferentes fornecedores, entre outros.
Um processo operando de maneira natural, ou seja, sem causas especiais ou assinaláveis de
variabilidade presentes, é dito sob controle estatístico. Do contrário, é dito que o processo está
fora de controle (ALONSO, 2005).
Alonso (2005) também ressalta que, quando um processo está operando de maneira estável,
seu resultado pode ser previsto, pois os pequenos desvios oriundos das diferentes causas
comuns comportam-se aproximadamente segundo uma distribuição normal de probabilidade.
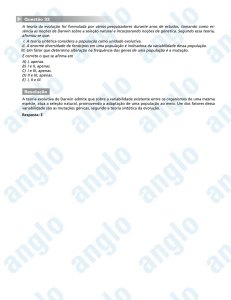
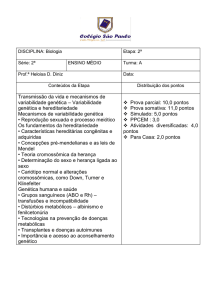
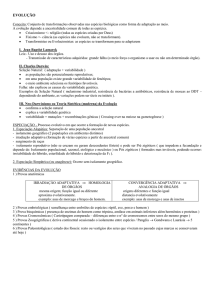
A distinção entre as duas causas de variação é crucial (Figura 1), uma vez que as causas
especiais de variações são consideradas como sendo aquelas que são passíveis de correção ou
exploração sem modificar o processo, conforme visto no ponto correspondente à amostra de
número 18, quando há uma súbita mudança no comportamento dos dados, revelando uma
mudança no padrão de variação do processo. Após a eliminação dessa causa, o processo
voltou ao seu nível histórico. Em relação às causas comuns de variação, estas somente podem
ser reduzidas por meio de modificações no processo, conforme pode ser constatada uma
mudança no nível do processo a partir da amostra 25 (Alves, 2003 apud Alonso, 2005).
3
Figura 1: Causas comuns e causas especiais de variação
Fonte: Alves, 2003 apud Alonso, 2005.
Segundo Montgomery (2009), o gráfico de controle é a mais poderosa das ferramentas de
CEP. Ele consiste de uma linha central (LC), um par de limites de controle, inferior (LIC) e
superior (LSC) à linha central, e valores característicos marcados no gráfico o desempenho de
um processo. Se o processo está sob controle, variando apenas por força dos fatores inerentes
ao processo (não identificáveis), espera-se que P(LIC ≤ x ≤ LSC) ≥ 1− α.
Os limites LIC (limite inferior de controle) e LSC (limite superior de controle) são chamados
de limites probabilísticos e a probabilidade de uma observação da variável aleatória X situarse fora desses limites é muito pequena, dado o valor de α. Sendo assim, no caso de uma
observação situar-se fora dos limites de controle, isto terá como causa um fator particular
(assinalável) de variação. É claro que a observação poderá ficar fora dos limites por obra do
acaso, mas isto é pouco provável dado baixo valor de α. Uma alternativa para se construir os
limites de controle é defini-los em termos de múltiplos do desvio-padrão da variável aleatória,
LIC = μ − kσ e LSC = μ + kσ, onde k é uma constante positiva, usualmente representada
pelo número 3 (LOPES, 2007).
Montgomery (2009) indica pelo menos cinco razões para o uso dos gráficos de controle, tais
como: para melhorar a produtividade; para prevenção de defeituosos; para impedir
ajustamentos desnecessários no processo, pois distingue entre ruído aleatório e variação
anormal; para fornecer informações para que o operador faça um diagnostico sobre o
processo, podendo conduzir a implantação de uma mudança que melhore o desempenho do
processo; e fornecer informação sobre a capacidade do processo, pois traz informações sobre
o valor de importantes parâmetros do processo e sua estabilidade ao longo do tempo.
Existem vários tipos de gráficos de controle, porém, devido ao objetivo deste trabalho, serão
utilizados apenas os gráficos X -S e np.
O gráfico X -S é utilizado tanto para o valor médio da característica de qualidade como para
sua variabilidade. O controle sobre a qualidade média é exercido pelo gráfico de controle para
médias (gráfico X ) e o controle sobre a variabilidade é exercido pelo gráfico do desvio
padrão (gráfico S).
A linha central e os limites do gráfico X são dados por: LIC= X –A3 S e LSC= X + A3 S ,
onde, A3 = 3/(c4 √n).
4
Os parâmetros do gráfico S serão LC= S , LIC= S B3 e LSC= S B4.
Os valores de A3, B3 e B4 são tabelados (MONTGOMERY, 2009).
O gráfico np representa o número de não-conformes (defeituosas) na amostra. A linha central
e os limites do gráfico np são dados por: LC= p n, LSC p n 3 p n1 p e
LIC p n 3 p n1 p . O LIC não é considerado quando seu valor for negativo (KUME,
1993).
3. Metodologia
A metodologia utilizada para essa pesquisa é do tipo exploratória, visto que foi realizada
através de estudo de caso numa empresa concessionária de distribuição de energia elétrica do
país. Para essa empresa entregar um produto (energia elétrica) com qualidade, faz-se
necessário que este seja entregue com um nível de variabilidade aceitável. Neste trabalho, será
verificada em uma subestação a variabilidade na tensão nominal de 13,8 kV destinada a suprir
o sistema de distribuição em média tensão. São considerados LIE=13,8 kV e LSE=14,5 kV
como limites de especificação inferior e superior, respectivamente.
Para atingir o objetivo deste trabalho, foram observadas quatro etapas descritas a seguir:
- Coleta de dados: Coletados a partir do Sistema de Controle e Aquisição de Dados (SCADA)
da empresa, que monitora e controla todas as suas subestações automatizadas, com medições
de tensão a cada 15 minutos durante as 24 horas no dia, totalizando 96 medições diárias.
Esses dados foram exportados para arquivo do formato do Microsoft Excel.
- Organização dos dados: Definição dos subgrupos racionais para os gráficos de controle X -S
e np.
- Geração dos gráficos de controle X ,S e np: Estes gráficos foram gerados através do
software SPSS.
- Discussão dos resultados: Analisar os resultados obtidos e os benefícios do CEP para a
empresa em estudo.
Para definição dos subgrupos racionais, deve-se considerar que os subgrupos ou amostras
devam ser selecionados de modo que, à medida do possível, a variabilidade das observações
dentro de um subgrupo deva incluir toda a variabilidade comum e excluir a variabilidade
especial (MONTGOMERY, 2005).
Essa definição é fundamental para definir o seguinte direcionamento das análises: Para
análise do comportamento da tensão ao longo de um dia, os dados foram separados em m=24
amostras de n=7 medições e utilizou-se o gráfico X . A Tabela 1 exemplifica essa subdivisão,
onde se pode constatar que foram utilizadas 168 medições e os valores de medição de tensão
estão representados por Vi, i representando um dia distinto. No caso da análise ser voltada
para avaliar a variabilidade da tensão ao longo dos dias, os dados foram obtidos através de
m=20 amostras de n=24 medições e utilizou-se o gráfico S.
A Tabela 2 exemplifica essa subdivisão, onde se pode constatar que foram utilizadas 480
medições e os valores de medição de tensão estão representados por Vi, i representando um
horário distinto espaçado em 15 minutos. Por último, a subdivisão para o gráfico np consistiu
5
na separação de m=20 amostras de n=24 medições, considerando-se como número de
defeituosas aquelas tensões fora dos limites de especificação (LIE, LSE).
Amostra
Horas
1
2
...
24
00h00min
01h:00min
...
23h00min
V1 (kV)
Dia 1
14,45
14,33
...
14,22
V2 (kV)
Dia 2
14,25
13,92
...
14,19
...
V6 (kV)
Dia 6
14,05
14,42
...
14,36
...
...
...
...
V7 (kV)
Dia 7
14,38
14,30
...
13,92
Tabela 1 – Modelo de divisão das amostras por hora de medição
Amostra
Dias
1
2
...
20
Dia 1
Dia 2
...
Dia 20
V1 (kV)
00h00min
14,45
14,33
...
14,22
V2 (kV)
01h00min
14,25
13,92
...
14,19
...
V24 (kV)
22h00min
14,05
14,42
...
14,36
...
...
...
...
V24 (kV)
23h00min
14,38
14,30
...
13,92
Tabela 2 – Modelo de divisão das amostras por dia de medição
3. Resultados
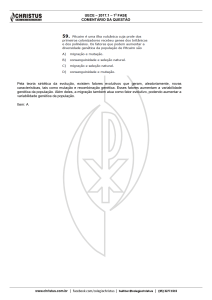
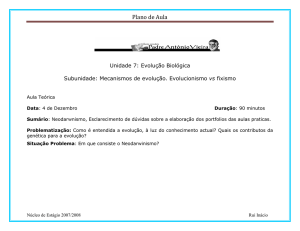
Os dados acima foram alimentados no software SPSS para se obter os resultados gráficos
referentes aos gráficos de controle do tipo X , representando o comportamento geral da
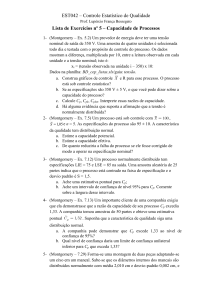
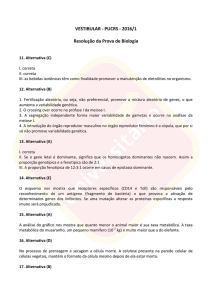
tensão ao longo do dia (Figura 2), do tipo S, representando a variabilidade da tensão ao longo
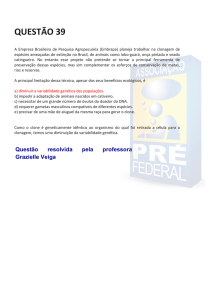
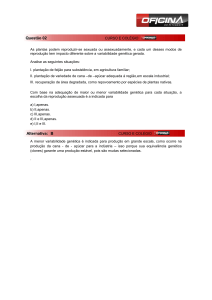
dos dias (Figura 3) e do tipo np (Figura 4), representado o número de medições fora dos
limites de especificação ao longo
dos dias.
Control Chart: XBARRA1
14,23667
14,07954
13,92241
XBARRA1
UCL
Mean
13,76528
Average = 13,9224
L Spec = 13,8000
13,60815
LCL
0
2
4
6
8
10
12
14
16
18
20
22
Sigma level: 3
Figura 2: Gráfico de controle X que representa o comportamento da tensão ao longo do dia para a
subestação em análise
6
Control Chart: XBARRA2
,2
Standard Deviation
,1
XBARRA2
UCL
Average
LCL
0,0
1
3
2
5
4
7
6
9
8
11
10
13
12
15
14
17
16
19
18
20
Sigma level: 3
Figura 3: Gráfico de controle S, que representa a variabilidade da tensão ao longo do dia para a
subestação em análise
Control Chart: NP
12
10
Number Nonconforming
8
6
NP
4
UCL = 8,93
2
Center = 3,65
LCL = ,00
0
1
3
2
5
4
7
6
9
8
11
10
13
12
15
14
17
16
19
18
20
Sigma level: 3
Figura 4: Gráfico de controle np que representa o número de medições fora dos limites de especificação
3. Discussão
A Figura 3 representa a variabilidade da tensão ao longo dos dias para a subestação em
análise através do gráfico S e demonstra que o processo não está controlado estatisticamente
devido ao segundo dia da análise que apresentou uma pequena extrapolação do LSC. Tal
observação foi eliminada para se calcular a média dos desvios-padrão amostrais que foi
utilizada na construção do gráfico da média, discutido a seguir.
7
A Figura 2, que representa o comportamento da tensão ao longo do dia para a subestação em
análise, pode ser bastante útil para identificação de horários durante o dia que não estão
dentro dos limites de especificação. Pode-se observar que os horários de 18 h, 19 h e 23 h
estão fora de controle estatístico. Nos horários de 18 h e 19 h, o gráfico sinaliza uma mudança
de patamar de tensão que tem relação com o período de máxima demanda na subestação e
requer uma ação corretiva no sentido de evitar que a tensão sofra a redução significativa que
está sendo observada nesse gráfico.
Porém, no horário das 23 h, apesar de a tensão situar-se acima do limite superior de controle,
ela não ultrapassa o limite superior de especificação (LIE) que é de 14,5 kV. Nesse horário,
tal problema pode estar associado à queda da demanda da subestação e à mudança de patamar
de tensão no sistema elétrico da supridora. Por esses motivos, não foram propostas ações
corretivas.
O gráfico np, apresentado na Figura 4, representa o número de medições fora dos limites de
especificação. Nesse gráfico pode-se observar que, no segundo dia da análise, houve
extrapolação do limite superior de controle, coincidindo com o mesmo ocorrido para o gráfico
S. Pode-se afirmar que houve alguma causa especial neste dia e que ela deve ser investigada
para adoção de medidas corretivas. Verifica-se também no gráfico np que a média diária do
número de defeituosas é de 3, 65, de um total de 24 medições, o que representa uma
proporção de 15,2% de uma tensão situar-se fora dos limites de especificação.
Para reduzir o número de tensões fora dos limites inferiores de especificação, que é o que
está mostrado no gráfico da figura 2, propõe-se a alteração do TAP do transformador de força
da subestação para que a tensão possa ser elevada em 2,5%. Como a tensão média mínima e
máxima são 13,60 kV e 14,08 kV, respectivamente, com a elevação de 2,5% espera-se que
fiquem em torno de 13,94 kV e 14,43 kV, valores dentro dos limites de especificação.
4. Conclusão
O processo analisado nessa pesquisa é gerenciado pela engenharia elétrica que busca projetar
o um sistema elétrico de forma a obter níveis adequados de qualidade. Para esta pesquisa, o
nível adequado está definido pelos limites de especificação. O objetivo, portanto, não é obter
um valor específico, mas uma faixa recomendada e, desta forma, pode ser muito custoso
tentar tomar ações a partir da extrapolação dos limites de controle. Portanto, pode-se
recomendar o controle estatístico através do gráfico de controle np como o mais adequado
para monitorar o número de defeituosas neste processo, pois possibilita identificar o número
de medições que estão fora dos limites de especificação e determinam o percentual de
medições fora desses limites. Esse valor percentual, inclusive, é um indicador importante para
verificação da eficácia das ações corretivas.
Todavia, o gráfico X é muito útil para se identificar o perfil médio diário da tensão ao longo
do dia, prestando informações valiosas para se identificar períodos no dia que sofrem perda de
controle, como foi o caso dos períodos de 18 e 19 horas, observado na Figura 2. Em relação
ao gráfico S, pode-se constatar sua utilidade como indispensável para avaliar a variabilidade
da tensão ao longo dos dias.
Desta forma, a utilização do CEP para o controle de tensão em uma subestação foi bastante
útil e pode ser estendida ao controle das demais subestações contidas no sistema elétrico da
empresa distribuidora analisada neste estudo, pois será capaz de direcionar as seguintes ações
de melhorias através dos gráficos de controle: 1) Ações corretivas pontuais, como a alteração
da potência instalada de bancos de capacitores, alteração do TAP de transformadores de força,
8
revisão de ajustes de reguladores de tensão; 2) Investimentos de médio porte para minimizar a
variabilidade da tensão, como a instalação de reguladores de tensão; e 3) Investimentos de
grande porte, como obras de expansão e reforço do sistema elétrico.
Neste trabalho, como se verificou que, em alguns períodos típicos do dia, a tensão sai de
controle estatístico e fica fora dos limites de especificação, foi possível observar que, através
da alteração do TAP do transformador de força, esperam-se melhorias nos níveis de tensão da
subestação, sem necessidade de maiores investimentos adicionais.
Referências
AGÊNCIA NACIONAL DE ENERGIA ELÉTRICA (ANNEL). Resolução n. 505 de 26 de Novembro de
2001.
ALONSO, Irene Maria Testoni Controle estatístico de processo: o caso da produção da vacina contra
hæmophilus influenzæ tipo b – hib. 2005, 102p. Dissertação (Mestrado Mestrado em Tecnologia de
Imunobiológicos) – Instituto Oswaldo Cruz, Rio de Janeiro.
COSTA, Antônio F. Branco et al Controle estatístico de qualidade. São Paulo: Atlas, 2004.
GIL, Antonio Carlos Métodos e técnicas de pesquisa social. São Paulo: Atlas, 1999.
KUME, Hitoshi Métodos estatísticos para melhoria da qualidade. São Paulo: Editora Gente, 1993.
LOPES, Luis Felipe Dias Controle estatístico de processo (Apostila). 2007. Disponível em:
http://www.ebah.com.br/cep-controle-estatistico-de-processo-pdf-a6788.html. Acesso em 10/04/2009.
MONTGOMERY, Douglas, C. Introduction to Statical Quality Control, fifth Edition. Arizona State
university,USA: jonhn Wiley & Sons, Inc. 2005.
MONTGOMERY, Douglas C. Introdução ao controle estatístico da qualidade. Rio de Janeiro: LTC, 2009.
PELEGRINI, Marcelo A. et al Sistema para gerenciamento de medições de tensão – SISMEDI. In: Seminário
Brasileiro
sobre
Qualidade
da
Energia
Elétrica,
6.,
2005,
Belém.
Disponível
em:
http://www.labplan.ufsc.br/congressos/SBQEE/Anaispdf/7673.pdf. Acesso em 12/05/2009.
SIQUEIRA, L.G.P. Controle estatístico do processo, São Paulo: Pioneira, 1997.
9