Monografia de TCC – Química – Bacharelado – UFSJ - 2016
Universidade Federal de São João del-Rei
Coordenadoria do Curso de Química
Catálise enzimática na produção de etanol de
segunda geração
Jéssica Alexandra da Silva
São João del-Rei – 2016
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
CATÁLISE ENZIMÁTICA NA PRODUÇÃO DE ETANOL DE
SEGUNDA GERAÇÃO
Monografia de Trabalho de Conclusão de Curso,
apresentado no segundo semestre do ano de 2016 ao
Curso de Química, Grau Acadêmico Bacharelado, da
Universidade Federal de São João del-Rei, como
requisito parcial para obtenção do título Bacharel em
Química.
Autor: Jéssica Alexandra da Silva
Docente Orientador: Prof.a Dr.a Maíra Nicolau de
Almeida
Modalidade do Trabalho: Revisão bibliográfica
São João del-Rei – 2016
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
RESUMO
O etanol começou a ser utilizado como combustível no Brasil a partir do século XX
com o objetivo de estabilizar o preço do açúcar no mercado interno e reduzir a dependência
do petróleo importado, sendo considerado um dos melhores combustíveis renováveis
derivados de biomassa vegetal para a substituição dos combustíveis derivados de fósseis. A
produção de etanol ocorre a partir de diferentes tipos de matéria prima renováveis (cana-deaçúcar e milho) por meio da aplicação de diferentes tecnologias de conversão. O etanol de
segunda geração é produzido por meio da utilização de resíduos agroindustriais e que
possuem inúmeras vantagens, como fácil disponibilidade, baixo custo e produção em
grande quantidade. É obtido a partir de três processos diferentes: pré-tratamento,
sacarificação (ou hidrólise) e fermentação. Os materiais lignocelulósicos são compostos por
três principais constituintes: celulose, hemicelulose e lignina, que são frações poliméricas
unidas por ligações covalentes. O processo de pré-tratamento é utilizado para o rompimento
da estrutura cristalina da biomassa lignocelulósica e também para a remoção da lignina. A
sacarificação enzimática consiste na hidrólise
da celulose e hemicelulose, que
posteriormente têm seus produtos fermentados para a produção de etanol. Isso acontece
pela atuação de celulases e hemicelulases, que têm a função de hidrolisar os polímeros de
hidratos de carbono da planta produzindo açúcares como glicose e xilose. A hidrólise
completa da celulose é realizada pela ação sinérgica de três tipos principais de enzimas: as
endoglucanases (EC 3.2.1.4), as exoglucanases (celobiohidrolases (EC 3.2.1.176) e
exoglicohidrolases (EC 3.2.1.91)) e as celobiases ou β-glicosidases (EC 3.2.1.21). Os tipos
de hemicelulases que atuam no processo de despolimerização da hemicelulose são as
xilanases (E.C. 3.2.1.8), mananases (E.C. 3.2.1.78), β-xilosidases (E.C. 3.2.1.37), βmannosidases (E.C. 3.2.1.25), α-arabinofuranosidases (E.C. 3.2.1.55), α-galactosidases
(E.C. 3.2.1.22), acetil xilano esterase (E.C. 3.2.1.72), feruloil esterases (E.C. 3.1.1.73), pcumaril-esterases (E.C. 3.2.1.73) e α-glicuronidases (E.C. 3.2.1.139). Os processos de
sacarificação
e
fermentação
podem
ser
realizados
individualmente
(SHF)
ou
simultaneamente (SSF). Ambos possuem inúmeras vantagens e desvantagens, sendo a
escolha do procedimento determinada pelo equilíbrio associado à enzima e levedura
utilizadas nos processos de hidrólise e fermentação que dependem diretamente da natureza
do substrato. A etapa de fermentação ocorre pela utilização de leveduras, fungos ou
bactérias que convertam facilmente hexoses (glicose, galactose e manose) em etanol.
Porém, as pentoses (xilose e arabinose) não são efetivamente fermentadas com métodos
tradicionais.
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
SUMÁRIO
1. Introdução
1.1 - Contexto Histórico
1
1.2 - Etanol de segunda geração
2
2
Composição da biomassa lignocelulósica
4
3
Pré-tratamento
8
4
Enzimas hidrolíticas para degradação de lignocelulose
11
5
Sacarificação enzimática da biomassa lignocelulósica
15
6
Fermentação
17
7
Considerações finais
18
8
Referências Bibliográficas
18
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
1. Introdução
1.1 Contexto Histórico
O etanol pode ser produzido a partir de diferentes tipos de matéria prima renováveis,
por diferentes tecnologias de conversão, que podem ser de primeira ou de segunda
geração. As tecnologias de primeira geração baseiam-se na fermentação alcoólica dos
carboidratos simples presentes na biomassa ou em hidrolisados enzimáticos. O etanol de
primeira geração é produzido principalmente de culturas alimentares que contenham
sacarose, como o melaço, a cana de açúcar, a beterraba, além de várias frutas, e de
materiais ricos em amido, como milho, trigo, mandioca, centeio, cevada, inhame e batatadoce. Enquanto que o etanol de segunda geração é obtido por matérias primas não
alimentares, como a biomassa lignocelulósica obtida a partir de resíduos industriais e
agroindustriais, ou de culturas lenhosas. No Brasil, o etanol é obtido a partir da sacarose da
cana de açúcar e nos EUA é obtido a partir de hidrolisado de milho (glicose, maltose e
dextrinas) (PITARELO et al., 2012; VERARDI et al., 2016).
O álcool produzido de cana de açúcar começou a ser utilizado como combustível no
Brasil em meados do século XX com o objetivo de estabilizar o preço do açúcar no mercado
interno e reduzir a dependência do petróleo importado. Em 1973, ocorreu a primeira grande
crise mundial do petróleo onde o país importava mais de 80 % de sua necessidade de
consumo. Essa crise induziu, dois anos depois, a criação do Programa Nacional do Álcool
(Proálcool) onde o governo buscava regulamentar o uso do álcool anidro misturado à
gasolina em todo o país prevenindo, dessa forma, uma crise no balanço de pagamentos.
Com o Proálcool, o governo investiu no aumento das áreas plantadas com cana-de-açúcar e
também no maquinário das usinas (PEREIRA et al., 2006; VIEIRA; LIMA; BRAGA, 2007).
A partir de 1987 já eram notáveis as vantagens que Proálcool trouxera para o país
com a produção dessa nova fonte energética. Em 1989, 60 % da gasolina havia sido
substituída pelo álcool. Esse programa apresentou inúmeras características vantajosas em
relação ao uso de derivados de petróleo, contribuindo para a redução da dependência do
petróleo estrangeiro, aumentando vagas de emprego e diminuindo os déficits comerciais.
Sua composição mais limpa provocou uma redução da poluição ambiental por dióxido de
carbono, contribuindo para a preservação do meio ambiente. E quando misturado ao diesel,
provoca uma diminuição da fumaça visível, responsável pela poluição atmosférica. Pouco
tempo depois o Proálcool foi inativado, pois o governo já havia atingido suas metas para o
programa (BANERJEE et al., 2016; VIEIRA; LIMA; BRAGA, 2007).
O investimento na produção de etanol proveniente de materiais celulósicos iniciou em
2000, quando o USDOE (United States Department of Energy) junto com parcerias
1
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
investiram USD 17,1 milhões no desenvolvimento tecnológico para produção de etanol a
partir de resíduos do milho. Após o Departamento assinar um acordo com o Laboratório de
Energias Renováveis (National Renewable Energy Laboratory – NREL) e as duas empresas
líderes mundiais na produção de enzimas, Novozymes e Genencor, em quatro anos ocorreu
uma diminuição de 12 vezes no custo das celulases, enzimas responsáveis pela hidrólise da
celulose. A empresa canadense, IOGEN, recebeu financiamentos para a produção de etanol
a partir de outras biomassas como aveia, cevada, palhas de trigo e talo de milho (CASTRO;
PEREIRA, 2010).
O Proálcool serviu de referência para a criação de outros projetos importantes como o
Projeto Bioetanol, criado em 2006, financiado pela FINEP (Financiadora de Estudos e
Projetos) que tem como meta desenvolver tecnologias viáveis para a conversão da celulose
presente na biomassa da cana-de-açúcar em etanol combustível. Outro programa de
incentivo a produtividade do etanol de segunda geração (2G) é o BIOEN, projeto da
FABESP (Fundação de Amparo e Desenvolvimento da Pesquisa) gerou vários trabalhos
destacáveis, incluindo parâmetros ambientais que aperfeiçoariam o crescimento e
rendimento da cana (OGEDA; PETRI, 2010).
1.2 Etanol de segunda geração
Segundo VERARDI et al., 2016 o etanol é considerado um dos melhores combustíveis
renováveis derivados de biomassa vegetal para substituir os combustíveis derivados de
fósseis, pois:
Pode ser utilizado em motores de combustão interna como substituto para a
gasolina, ou misturado à gasolina em qualquer proporção;
É facilmente transportado e armazenado;
A sua utilização como composto oxigenado para a combustão limpa da gasolina
melhora a qualidade do ar e reduz os riscos de poluições subterrâneas;
Contribui para a redução das emissões de CO2 e impactos ambientais.
Atualmente, os resíduos agroindustriais têm sido identificados como matéria-prima
futura para a produção de etanol devido a fácil disponibilidade, baixo custo e produção em
grande quantidade, além de seu elevado conteúdo de celulose e hemicelulose. O modelo
sustentável para a produção de combustíveis renováveis, produzidos a partir de biomassa
lignocelulósica, tem gerado diferentes tecnologias de pré-tratamento, sacarificação (ou
hidrólise) e fermentação, em todo mundo, para demonstrar a viabilidade comercial deste
processo. A maior dificuldade para esse modelo é o alto custo das enzimas utilizadas e
dessa forma, a maior parte destes estudos está orientada ao aumento da acessibilidade
2
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
química da celulose, com o objetivo de reduzir a quantidade de enzima necessária para a
conversão dos polissacarídeos em açúcares fermentescíveis (PITARELO et al., 2012; ZHOU
et al., 2016).
A biomassa lignocelulósica é o recurso reprodutível mais abundante na crosta terrestre
e sua conversão em etanol 2G, por meio do bagaço de cana, tem alto valor agregado devido
ao considerável teor de celulose (40-45%) e hemiceluloses (30-35%) presentes na planta.
Em média, o Brasil produz 85 toneladas por hectare de cana-de-açúcar. E são geradas
aproximadamente 24 toneladas de biomassa lignocelulósica (palha e bagaço) por hectare. O
aproveitamento integral de cana-de-açúcar (colmo, palha e bagaço) dobraria a produção de
etanol sem a necessidade de expansão da área cultivada e reduziria os custos de produção.
Grande quantidade do bagaço de cana é mantida como resíduo em períodos de entressafra
e também é usada para a produção de papel, geração de eletricidade ou como matériaprima para alimentação animal (SANTOS et al., 2012; VERARDI et al., 2016; ZHOU et al.,
2016).
A produção de biocombustíveis não exige pesquisas apenas sobre o tipo da biomassa
e sua posterior conversão, mas também de sua sustentabilidade econômica, quando
operado em larga escala. A utilização de enzimas em aplicações industriais tem gerado
várias técnicas que possibilitam a modificação de suas propriedades biocatalíticas,
tornando-as
mais
específicas,
enantioseletivas
e
estáveis
de
forma
a
catalisar
transformações de diferentes tipos de substratos. Biotransformações geram uma quantidade
menor de resíduos, além de reduzir o custo de produção e o consumo de energia, conceitos
importantes da Química Verde (BANERJEE et al., 2016; GONÇALVES; MARSAIOLI, 2013).
A empresa IOGEN desenvolve tecnologia para a fabricação de biocombustível
celulósico renovável, abordando a transformação de resíduo lignocelulósico em etanol. E
para a inserção da hidrólise ao setor sucroalcooleiro propôs um modelo previsto entre 2015
e 2025, considerando os seguintes aspectos (CGEE, 2009):
Disponibilidade tecnológica;
Quantidade suficiente de bagaço para a hidrólise e produção de energia;
A compatibilidade dos processos de destilação para a conversão dos licores de
hidrólise e açúcares extraídos da cana em do bioetanol;
Sustentabilidade, com geração mínima de efluentes, a fim prevenir impactos
ambientais negativos e gasto elevado de água.
A primeira usina de tamanho comercial que converte resíduo de cana-de-açúcar em
etanol de segunda geração foi lançada em 2013, na Itália. No Brasil, a empresa Raízen
possui uma unidade localizada em Piracicaba (SP) e, em parceria com a Iogen Corporation,
3
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
desenvolveu a tecnologia de processamento da biomassa para a produção do etanol
celulósico. A Bioflex 1, unidade industrial da empresa GranBio, entrou em operação em
setembro de 2014 e é a primeira fábrica de etanol celulósico em escala comercial do
Hemisfério Sul e se localiza no município alagoano de São Miguel dos Campos. Estes
exemplos demonstram que o etanol celulósico já é uma realidade e, futuramente, espera-se
que sua produção possua um custo competitivo e um rendimento favorável em relação ao
etanol de primeira geração (VARDANEGA; PRADO; MEIRELES, 2015; YEAR, 2013).
2. Composição química da biomassa lignocelulósica
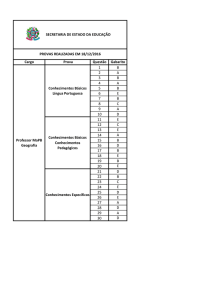
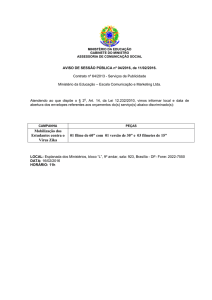
Os materiais lignocelulósicos são compostos por três principais constituintes: celulose,
hemicelulose e lignina, que são frações poliméricas unidas por ligações covalentes (Figura
1). A celulose é um polissacarídeo formado por moléculas de glicose unidas através de
ligações β-1,4-glicosídicas por ligações de hidrogênio, sendo sua forma estrutural em espiral
que se mantém envolvida pela lignina, rede polimérica tridimensional formada por unidades
fenilpropano interligadas. Atuando como um elo químico entre as outras duas frações está a
hemicelulose, polissacarídeo ramificado formado principalmente por D-xilose com pequenas
quantidades de L-arabinose, D-glicose, D-manose, D-galactose, ácido glicurônico e ácido
manurônico (OGEDA; PETRI, 2010).
Figura 1:Arranjo típico da parede celular vegetal.
Fonte: (MURPHY; MCCARTHY, 2005)
4
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
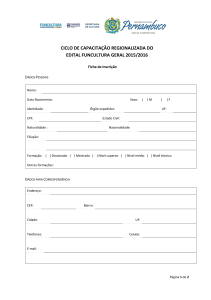
Estruturalmente, a celulose pode ser classificada em três níveis organizacionais,
podendo ser observado na figura 2 que o primeiro está definido pela sequência de resíduos
β-D-glicopiranosídicos unidos por ligações covalentes, formando o homopolímero de
anidroglicose com ligações β-D (1→4) glicosídicas, de fórmula geral (C6H10O5)n. Já o
segundo nível tem como característica as distâncias das ligações e as variações angulares
decorrentes das forças intermoleculares provenientes das ligações de hidrogênio. O terceiro
nível é responsável pela característica insolubilidade em água e em outros solventes da
celulose, corresponde a sua estrutura cristalina formada pela associação de moléculas
(SANTOS et al., 2012).
Figura 2. Representação esquemática da estrutura molecular da celulose.
Fonte: (SANTOS et al., 2012)
A celulose é um polímero de unidades de glicose unidas por ligação β1-4. A glicose é
o substrato perfeito para a fermentação na produção de etanol ou butanol (álcool de cadeia
longa). A rigidez e sustentabilidade estrutural das paredes celulares dos vegetais é
garantida por interações entre os polissacarídeos de celulose, reforçados dentro de uma
matriz de hemiceluloses e pectinas. Essa sustentação estrutural é uma importante função da
celulose que só se faz possível pela sua extrema insolubilidade em água sob condições
normais (BANERJEE et al., 2016; OGEDA; PETRI, 2010).
A hemicelulose (Figura 3) possui significativa semelhança estrutural com a celulose e
com a lignina, permitindo interações entre elas que promovem flexibilidade para a formação
de um agregado altamente estável. Quando comparada com a celulose, a hemicelulose
oferece maior acessibilidade aos ácidos utilizados no processo de hidrólise ácida e essa
reatividade pode ser atribuída ao caráter amorfo de sua estrutura (SANTOS et al., 2012).
Figura 3. Representação esquemática da estrutura molecular da hemicelulose.
Fonte: (SANTOS, et al, 2012)
5
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
Hemiceluloses são geralmente classificadas de acordo com o resíduo de açúcar
principal em sua estrutura, como, por exemplo, xilanas, mananas e glucanas. A xilose é o
principal açúcar solúvel produzido pelo processo de auto-hidrólise das hemiceluloses, pois
maior parte de sua estrutura é composta principalmente de cadeias lineares de xilose. Uma
pequena quantidade monomérica de outros açúcares, tais como arabinose e manose
(VERARDI et al., 2016).
A lignina é um heteropolímero amorfo com estruturas globulares constituído de álcool
p-cumarílico, álcool coferílico e álcool sinapílico, que são unidades diferentes de
fenilpropanos (Figura 4). A organização conformacional e também a composição estrutural
variam entre as espécies de acordo com a matriz celulose-hemicelulose. Durante a hidrólise
enzimática a lignina tem a capacidade de capturar fortemente as enzimas, influenciando
diretamente nas quantidades de enzimas usadas durante a sacarificação e, dessa forma,
dificultando a recuperação dessas enzimas após o procedimento (SANTOS et al., 2012).
Figura 4. Representação estrutural da lignina.
Fonte: (ROSA; GARCIA, 2009)
A biomassa da cana-de-açúcar é composta de caldo, fibras e folhas. O colmo e as
folhas originam o bagaço e o palhiço é composto pelas folhas verdes e secas, e pelo
ponteiro da cana-de-açúcar. Esses resíduos da colheita gerados nas usinas e destilarias são
geralmente queimados ou utilizados na cobertura de terrenos e o excesso incinerado no
campo (CGEE, 2009; VIEIRA; LIMA; BRAGA, 2007).
Quando recém-moído o bagaço de cana de açúcar possui cerca de 50% de umidade,
45% de fibras lignocelulósicas e de 2 a 3% de sólidos solúveis e insolúveis (SANTOS et al.,
2011). Essa biomassa não homogênea apresenta variações em sua composição devido aos
procedimentos como corte e processamentos industriais que podem causar modificações
em sua estrutura morfológica. A matéria mineral encontrada na planta varia entre impurezas
e cinzas constitutivas que podem chegar a 5 % do bagaço. Na Tabela 1 são mostrados
6
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
percentuais médios dos componentes de um bagaço padrão, visando a potencial
quantificação do aproveitamento na hidrólise (CGEE, 2009).
Tabela 1. Composição química da palha de cana-de-açúcar em diferentes regiões do Brasil.
Palha de cana
Celulose
Hemicelulose
Lignina
Cinzas
Extrativos
Total
%
MG
45,3
31,51
16,7
5,9
16,1
99,41
SP
44,44
30,7
19,8
3,9
16,7
98,84
PR
44,98
30,92
18,9
4,8
16,8
99,6
MT
43,53
30,53
19,4
5,3
16,7
98,8
AL
43,02
31,85
20,2
4,4
14,1
99,47
Média
44,26 ± 1,35
31,1 ± 0,78
19,01 ± 1,95
4,86 ± 1,1
16,68 ± 2,83
0,56
1,38
0,78
2,01
Desvio padrão
0,95
Fonte: (SANTOS et al., 2014)
As partículas presentes na estrutura morfológica do bagaço não apresentam tamanho
uniforme, uma parte é esponjosa e a outra fibrosa. Essas frações distinguem-se entre casca,
fibra e medula que variam em suas densidades, porém todas são baixas. A fibra e a medula
possuem composição química diferentes sendo, respectivamente, rica em celulose e, a
outra, em hemicelulose e lignina. Essas composições interferem diretamente no rendimento
da hidrólise (CGEE, 2009).
O sabugo de milho é um dos resíduos agroindustriais mais ricos em hemicelulose,
principalmente composto de xilose, um açúcar muito usado como fonte de carbono na
fermentação. A composição média relatada nesta biomassa é 42 % de celulose, 33 % de
hemicelulose, 18 % lignina e 1,5 % de cinzas. Devido à sua estrutura complexa, as espigas
de milho precisam de um tratamento termoquímico para a hidrólise da hemicelulose e para o
aumento da acessibilidade de celulase em coquetéis enzimáticos para a produção de
açúcares monoméricos livres, principalmente glicose e xilose (PEDRAZA et al., 2016).
Resíduos provenientes da mostarda, utilizada na extração de óleo, também são
possíveis fontes de matéria-prima para a produção de etanol 2G. Devido ao seu odor
característico não tem outras finalidades além da queima. Porém, sua composição química
se assemelha com a de outros resíduos também usados na produção de etanol como a
palha de arroz e o farelo de trigo. No entanto, possui teores superiores de celulose (48,5%)
e hemicelulose (29,6%) presentes em sua biomassa (BANERJEE et al., 2016).
A produção de etanol celulósico requer que a biomassa lignocelulósica seja convertida
em açúcares fermentáveis a partir de quatro etapas: (1) Pré-tratamento, onde a estrutura
cristalina da celulose será rompida (2) Sacarificação, que é a hidrólise dos polissacarídeos
gerando açúcares fermentescíveis (3) Fermentação, que é a conversão dos açúcares em
7
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
etanol e (4) Destilação, que promove a separação dos componentes por volatilização
(SANTOS et al., 2014).
3. Pré-tratamento
O pré-tratamento é um processo utilizado a fim de quebrar a estrutura cristalina da
biomassa lignocelulósica e remover a lignina, reduzindo a cristalinidade da estrutura da
celulose e aumentando a porosidade para que as moléculas de celulose e hemicelulose
sejam completamente expostas às ações enzimáticas (Figura 5). Esse processo varia de
acordo com os produtos químicos envolvidos e as concentrações utilizadas com a
combinação da temperatura e tempo de reação. Diferentes métodos de pré-tratamento
normalmente resultam em diferentes padrões de libertação de compostos, que podem variar
com tipo de biomassa e diferentes formulações de enzima (BEHERA et al., 2014; NAKASU
et al., 2016; SANTOS et al., 2014; STUDER et al., 2011).
Figura 5. Ilustração do rompimento da estrutura cristalina da biomassa lignocelulósica determinadas pelo pré-tratamento.
Fonte: (SANTOS et al., 2012)
A etapa de pré-tratamento pode representar até 20% dos custos totais de produção do
etanol celulósico. Um pré-tratamento eficaz deve (a) melhorar a digestibilidade de celulose,
(b) produzir baixas concentrações de produtos de degradação e (c) ter baixa demanda
energética. Existem vários tipos de pré-tratamentos desenvolvidos e muitos outros vêm
sendo propostos a fim de minimizar, principalmente, os custos dessa etapa de produção do
etanol de segunda geração (2G) (BANERJEE et al., 2016).
Fatores como temperatura, tempo de residência e umidade influenciam diretamente no
rendimento da recuperação dos principais componentes da parede celular (celulose,
hemiceluloses e lignina) e devem ser verificados na etapa de pré-tratamento, pois são
precursores na eficiência das etapas de sacarificação da celulose e de fermentação dos
8
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
hidrolisados obtidos. Condições mais drásticas de temperatura e tempo de residência no
reator resultam em maiores percentuais de sacarificação da celulose (ALVIRA et al., 2010).
Elevados níveis de decomposição dos carboidratos (celulose e hemiceluloses) e de
condensação da lignina, podem gerar um acúmulo de inibidores, causando a inibição de
reações de sacarificação e de fermentação diminuindo o rendimento (PITARELO et al.,
2012). Alguns produtos gerados a partir da xilose, da decomposição da arabinose e da
degradação da estrutura lignocelulósica, como o furfural e outros subprodutos devem ser
removidos no processo de pré-tratamento mais adequado (VERARDI et al., 2016).
Comumente são encontrados compostos inibidores como ácido acético, ácido fórmico, ácido
levulínico, 2-furaldeído (furfural), 5-hidroximetil-2-furaldeído (HMF), vanilina, siringaldeído, e
aldeído coniferílico (PEREIRA et al., 2011; ZHANG; PEI; WANG, 2016).
De modo geral, os processos de pré-tratamento podem ser separados em quatro
grupos: biológicos, químicos, físicos ou de acordo com suas propriedades físico-químicas.
Os pré-tratamentos físicos, como trituração mecânica e ultra-som, apresentam menor
desempenho quando comparados aos outros grupos, além de custos mais elevados no
procedimento (FITZPATRICK et al., 2010).
Em pré-tratamentos biológicos, são utilizados fungos e bactérias (actinomicetes)
visando à remoção da maior parte de lignina possível. A escolha do micro-organismo mais
adequado para este processo deve seguir três critérios principais: (1) capacidade de utilizar
açúcares de cinco carbonos; (2) ser tolerante a concentrações elevadas de inibidores de
fermentação produzidos a partir de biomassa pré-tratada; (3) possuir um intermediário ou
tolerância a concentração do produto. A escolha do micro-organismo afeta diretamente nos
títulos finais de etanol e rendimentos (BEHERA et al., 2014; CHEN et al., 2016).
A utilização de ácido diluído no processo de pré-tratamento é um dos métodos mais
comumente empregados, pois promove a remoção da maior parte de hemiceluloses
melhorando a digestibilidade da celulose. Este método já foi empregado no pré-tratamento
de vários materiais lignocelulósicos, tais como trigo, polpa de beterraba, caules e folhas de
milho. Porém, possui a desvantagem de produção concomitante de furanos, que inibem a
fermentação. Dessa forma, é necessário um processo de desintoxicação dos xaropes para a
realização da sacarificação e fermentação (ALVIRA et al., 2010; HU et al., 2015; VARGASTAH et al., 2015).
Pré-tratamentos catalisados por ácidos são eficientes na hidrólise das hemiceluloses,
enquanto a catálise ácida apresenta a vantagem de solubilizar a lignina e liberar
hemiceluloses para serem hidrolisadas por hemicelulases com a vantagem de retenção da
celulose (OGEDA; PETRI, 2010; VISSER et al., 2013).
O pré-tratamento com solventes orgânicos promove uma menor degradação e permite
a separação de celulose com alta pureza. Neste caso, a maior parte da lignina e da
9
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
hemicelulose são dissolvidas pelo solvente, aumentando a superfície de contato da celulose
e melhorando o desempenho da hidrólise enzimática e o rendimento na fermentação.
Estudos recentes relataram um aumento da produção e mais taxas de conversão da
sacarificação de materiais tratados com solventes orgânicos em comparação com
sacarificação catalisada por ácido. A temperatura e a pressão são relativamente suaves e o
pH neutro reduz a degradação de carboidratos em inibidores indesejados como o furfural
(ALVIRA et al., 2010; MESA et al., 2016; ZHANG; PEI; WANG, 2016).
Outra tecnologia de pré-tratamento é a explosão a vapor, que tem sido aplicada para
vários tipos de biomassas lignocelulósicas. Pode ser realizado com ou sem catalisadores
químicos, esse processo é feito por meio de altas temperaturas (160-190 °C) e por um curto
período de tempo até a liberação explosiva da pressão (OGEDA; PETRI, 2010). Essa
técnica é amplamente utilizada para diferentes substratos de biomassa: lascas de madeira,
palha de trigo, silagem de milho, etc. Possui a capacidade de remover a hemicelulose e
consequentemente aumentar a eficiência e a acessibilidade de celulose, no entanto, o teor
de lignina não pode ser significativamente reduzido (VERARDI et al., 2016; ZHOU et al.,
2016).
O fracionamento por solvente é outra forma de pré-tratamento, que dessa vez se
baseia no conceito de solubilização diferencial e quebra das ligações de hidrogênio entre as
microfibras provocando a separação de vários componentes, como a celulose. Os solventes
concentrados, tais como ácido fosfórico, dissolvem completamente as fibras de celulose e
perturbam as ligações de hidrogênio que unem a celulose cristalina e que, por sua vez,
aumentam a acessibilidade da celulose às celulases (FITZPATRICK et al., 2010).
Líquidos iônicos também podem ser utilizados no processo de pré-tratamento para a
dissolução e hidrólise da biomassa. Fatores como a baixíssima pressão de vapor,
estabilidade térmica, e outras propriedades como polaridade, hidrofobicidade e miscibilidade
com solventes, geram muito interesse nestes compostos principalmente pela preocupação
com o meio ambiente e com futuras tecnologias (FITZPATRICK et al., 2010; OGEDA;
PETRI, 2010).
O pré-tratamento hidrotérmico é à base de água e não requer uso de outros
reagentes. Dessa forma, não causa danos ao meio ambiente e é economicamente
favorável, pois reduz o consumo de produtos químicos e o risco de corrosão do
equipamento. Neste caso, é necessário conhecimento do comportamento térmico e dos
parâmetros cinéticos da biomassa para o seu melhor aproveitamento, durante o processo de
termoconversão. Apesar das vantagens, este pré-tratamento apresenta baixo rendimento o
que inviabiliza sua utilização em escala industrial (NAKASU et al., 2016; SANTOS et al.,
2011; STUDER et al., 2011).
10
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
Um processo chamado desacetilação remove a maior parte de grupos acetil ligados à
hemicelulose e remove parcialmente a lignina presente, favorecendo assim a hidrólise
enzimática. Em seguida, outro processo de refinação mecânica é realizado a fim de
aumentar a área de superfície da biomassa por desfibramento mecânico, melhorando
consideravelmente o acesso à celulose e hemicelulose pelas enzimas. O processo de
refinação mecânica é muito simples e possui menores custos, além de utilizar pouco vapor
químico e apresentar rendimentos elevados de açúcar e concentrações em prontidão para
comercialização (CHEN et al., 2016; DAVIES et al., 2011).
Operações físicas, como o processo de moagem, realizadas no pré-tratamento tem a
capacidade de aumentar a superfície de contato da enzima com a celulose, podendo
também reduzir a cristalinidade de sua estrutura. Normalmente, hidrólises enzimáticas
possuem um rendimento de açúcar menor que 20%, enquanto que, se uma etapa de prétratamento for utilizada, o rendimento pode alcançar até mais de 90% (ALVIRA et al., 2010).
4. Enzimas hidrolíticas para degradação de lignocelulose
A estrutura recalcitrante da biomassa dificulta a hidrólise enzimática, no entanto a
remoção da lignina e da hemicelulose por meio de um pré-tratamento pode melhorar a
eficiência deste processo. Após o pré-tratamento, a hidrólise enzimática é realizada com as
celulases e hemicelulases que têm a função de hidrolisar os polímeros de hidratos de
carbono da planta. Celulases são enzimas hidrolíticas que degradam a celulose de
diferentes tipos de biomassa em glicose. Porém, a grande desvantagem no uso dessa
enzima é seu alto custo. Atualmente, existem várias tecnologias para a produção eficaz de
celulase que buscam minimizar os custos para sua utilização em alta escala (SHARMA;
SHARMA; KUILA, 2016; ZHOU et al., 2016).
Celulases são classificadas de acordo com seu local de atuação no substrato
celulósico. Esses biocatalisadores atuam sobre diferentes materiais celulósicos liberando
açúcares, principalmente na forma de glicose, produto de maior interesse industrial, para
posteriormente serem convertidas em etanol (SHARMA; SHARMA; KUILA, 2016).
A hidrólise enzimática completa da celulose é realizada pela ação sinérgica de três
tipos
principais
enzimas:
as
endoglucanases
(EC
3.2.1.4),
as
exoglucanases
(celobiohidrolases (EC 3.2.1.176) e exoglicohidrolases (3.2.1.91)) e as celobiases ou βglicosidases (EC 3.2.1.21) (DEN HAAN et al., 2007; FALKOSKI et al., 2012; VISSER et al.,
2013).
A Endoglucanase (1,4-β-D-glucana-4-glicanohidrolase) é uma enzima celulolítica que
tem a função de iniciar a hidrólise, solubilizando rapidamente o polímero celulósico. Ela atua
na clivagem das ligações internas da fibra celulósica, atacando aleatoriamente cadeias de
11
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
celulose. Enquanto hidrolisa randomicamente as regiões internas da estrutura amorfa da
fibra celulósica, libera diferentes polímeros de oligossacarídeos (celobiose e glicose) e
também novos terminais, sendo um redutor (hidroxila heterosídica livre na extremidade da
glicose) e um não redutor (hidroxila heterosídica ligada à outra extremidade com a glicose
adjacente) (BHALLA et al., 2013; CASTRO; PEREIRA, 2010).
O grupo das exoglucanases é pouco citado, porém tem a capacidade de hidrolisar o
polímero, a partir das suas extremidades. As celobiohidrolases (CBH) estão entre as
enzimas mais eficientes como agentes celulíticos e possuem como nome sistemático 1,4-βD-glicana celobiohidrolase. Elas desempenham um papel essencial nos processos de
decomposição, podendo ser dividida em dois tipos: celobiohidrolase do tipo I (EC 3.2.1.176),
CBH I, que tem a função de hidrolisar terminais redutores, enquanto que a do tipo II (EC
3.2.1.4 ), CBH II hidrolisa terminais não redutores. O produto da hidrólise dessas enzimas é
a celobiose (dímero de glicose) (BOMMARIUS et al., 2008; DEN HAAN et al., 2007;
SØRENSEN et al., 2015).
No grupo de exoglicosidases também estão incluídas as exoglicohidrolases (EC
3.2.1.74) que possuem como nome sistemático 1,4-β-D-glicana glicobiohidrolase (GH).
Apesar de ser pouco reportada, a hidrólise promovida pela GH na degradação da fibra
celulósica é de extrema importância, pois libera glicose diretamente do polímero. Assim
como as celobiohidrolases, as exoglocohidrolases sofrem inibição pelo seu produto de
hidrólise (celobiose ou glicose) (BHALLA et al., 2013; BOMMARIUS et al., 2008).
A CBH além de catalisar a hidrólise primária dos terminais não-redutores da fibra
celulósica e oligossacarídeos produzindo celobiose, também tem a capacidade de atacar os
terminais redutores. Durante sua atuação, a CBH provoca um fenômeno ainda não
elucidado completamente conhecido como amorfogênese que envolve a ruptura física do
substrato, aumentando assim as regiões intersticiais. Dessa forma ocorre um aumento nas
taxas de hidrólise da celulose, deixando o polímero mais exposto às celulases (CASTRO;
PEREIRA, 2010).
As β-Glicosidases (EC 3.2.1.21) são produzidas a partir de micro-organismos, plantas
e animais, e têm sido propostas em vários estudos recentes para a degradação de βglucanos a fim de produzir glicose. Esse último grande grupo de enzimas do complexo
celulítico β-glicosidades (BG) tem a função de hidrolisar a celobiose e os oligossacarídeos
convertendo-os em glicose. Assim como a CBH sofre inibição pela celobiose, a BG também
é inibida pelo seu produto de hidrólise (NAKAJIMA et al., 2012).
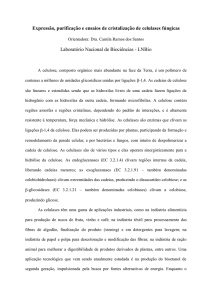
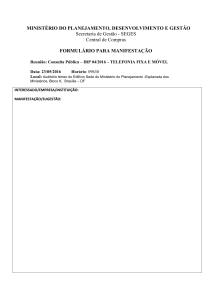
O rendimento apresentado pelas enzimas do complexo celulolítico em conjunto é
superior aos seus rendimentos individuais, sendo esse efeito conhecido como sinergia
(Figura 7). Isso ocorre, por exemplo, quando a endoglucanase, atua nas regiões amorfas da
12
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
fibra e disponibiliza terminais redutores e não redutores para a atuação da CBH (CASTRO;
PEREIRA, 2010).
Figura 6. Ação sinérgica das enzimas do complexo celulítico.
Fonte: (CASTRO; PEREIRA, 2010)
A hemicelulose, segunda maior fração da biomassa lignocelulósica é hidrolisada pelas
enzimas hemicelulases. Os tipos de hemicelulases, tais como as xilanases (E.C. 3.2.1.8),
mananases (E.C. 3.2.1.78), β-xilosidases (E.C. 3.2.1.37), β-mannosidases (E.C. 3.2.1.25),
α-arabinofuranosidases (E.C. 3.2.1.55), α-galactosidases (E.C. 3.2.1.22), acetil xilano
esterase (E.C. 3.2.1.72), feruloil esterases (E.C. 3.1.1.73), p-cumaril-esterases (E.C.
3.2.1.73), e α-glicuronidase (E.C. 3.2.1.139) atuam no processo de despolimerização da
hemicelulose. Estas enzimas têm a função de hidrolisar e remover os fragmentos
hemicelulose que revestem as fibras de celulose, aumentando assim a acessibilidade à
celulose e consequentemente estimulando a ação de celulases (FALKOSKI et al., 2012).
As hemicelulases são produzidas a partir de micro-organismos e plantas. Esses microorganismos têm a capacidade de produzir vários tipos padrões de hemicelulases eficientes
no processo de degradação da lignocelulose. Comercialmente, são obtidas principalmente
por fungos geneticamente modificados como Trichoderma ou Aspergillus (OGEDA; PETRI,
2010).
Assim como as celulases, as hemicelulases são hidrolases que possuem alta
especificidade pelos seus respectivos substratos. Essa característica limita a ação dessas
enzimas que necessitam de contato direto com os polissacarídeos que compõem a parede
celular da planta (CARVALHO et al., 2009).
Os polissacarídeos presentes no material lignocelulósico são degradados por enzimas
produzidas principalmente por fungos pertencentes ao gênero Trichoderma, tais como
Trichoderma reesei e Trichoderma viride que possuem a capacidade de secretar grandes
13
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
quantidades de enzimas endoglucanases e celobiohidrolases. Porém, são ineficazes para a
produção das β-glicosidases, gerando a acumulação de celobiose e diminuindo dessa forma
o rendimento na hidrólise da celulose. Outros fungos produtores de celulase também
importantes pertencem aos gêneros Penicillium e Aspergillus e possuem a capacidade de
secretar grandes quantidades de β-glicosidase (FALKOSKI et al., 2012).
Alguns estudos recentes têm relatado a produção de enzimas para a sacarificação
enzimática a partir de isolamento de celulases e hemicelulases, em altas concentrações, de
fungos fitopatogênicos. Estes micro-organismos produzem hidrolases e tem a capacidade
de invasão rápida para a degradação da parede celular vegetal (MAITAN-ALFENAS;
VISSER; GUIMARÃES, 2015).
A produção de enzimas no local da hidrólise também tende a diminuir os custos deste
procedimento, além da possibilidade de produção de um material mais completo, em
comparação com um extrato comercial purificado. Dessa forma, a alteração genética da
enzima produzida pode tornar-se necessária para aumento da eficiência de produção.
Técnicas que incluem a mistura de extratos de enzima são alternativas que produzem
enzimas mais completas, capazes de degradar a hemicelulose facilitando a hidrólise da
celulose (VISSER et al., 2013).
Técnicas como fermentação em estado sólido (FES) têm sido consideradas um
promissor e econômico processo para a obtenção de enzimas a serem utilizadas na
produção de etanol celulósico. Porém, apesar de apresentarem várias vantagens para maior
produção de celulase, possuem a necessidade de grande espaço para a produção e após a
fermentação, menores quantidades de enzima são extraídas, tornando sua purificação mais
difícil. Industrialmente, a fermentação submersa (SMF) tem sido a técnica mais eficaz para a
produção de importantes enzimas como a celulase. Essa técnica possui várias vantagens,
como maior controle de fatores importantes (temperatura, pH), exige menor espaço, produz
maior quantidade de enzima extraída após a fermentação, tornando sua purificação mais
fácil (LEE et al., 2013; SHARMA; SHARMA; KUILA, 2016).
5.
Sacarificação enzimática da biomassa lignocelulósica
O processo de sacarificação enzimática consiste na hidrólise da celulose e
hemicelulose, que posteriormente tem seus produtos fermentados para a produção de
etanol. O método de sacarificação possui rendimento teórico mais elevado em relação a
outros métodos, como por exemplo, a hidrólise promovida por ácidos concentrados. Porém,
o alto custo das enzimas tem sido uma barreira para a produção de etanol celulósico em
grande escala (TANEDA et al., 2012).
14
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
Os processos de hidrólise enzimática e a fermentação podem ocorrer em separado
(SHF) ou simultaneamente (SSF), dependendo da técnica a ser utilizada. A escolha do
procedimento é determinada pelo equilíbrio das vantagens e desvantagens associado à
enzima e à levedura utilizada nos processos de hidrólise e fermentação que dependem
diretamente da natureza do substrato (WANG et al., 2013).
Em SHF as condições de sacarificação e fermentação podem ser otimizadas
independentemente umas das outras, bem como suas temperaturas, que podem variar de
acordo com a temperatura ótima das enzimas e das leveduras. Porém, é um processo
limitado devido aos produtos inibitórios gerados durante a hidrólise de açúcar provenientes
da atuação de algumas enzimas (SANTOS et al., 2012; TREEBUPACHATSAKUL et al.,
2015).
Quando realizadas simultaneamente, sacarificação e fermentação, a glicose formada é
rapidamente consumida pela levedura para a produção de etanol, evitando assim a inibição
enzimática e convertendo maior quantidade de celulose. Este processo requer uma
condição intermediária de temperatura para as enzimas e para a levedura adicionada. A
temperatura ótima para sacarificação varia de acordo com a natureza das enzimas que,
geralmente, é acima de 40 °C e, para a fermentação, em torno de 30 °C, mantendo-se o
sistema sob agitação (SANTOS et al., 2012; TREEBUPACHATSAKUL et al., 2015; WANG
et al., 2013).
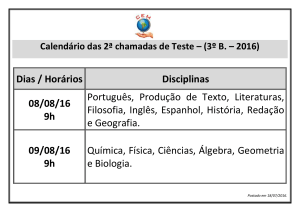
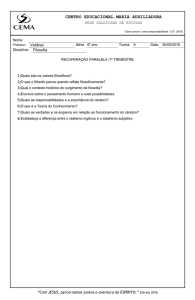
A figura 7 demonstra a ação sinérgica de celulases e hemicelulases promovendo a
hidrólise de celuloses e xiloses respectivamente, pelo processo de sacarificação realizado
juntamente com a fermentação, utilizando uma estirpe de S. cerevisiae geneticamente
modificada para a conversão das pentoses e hexoses em etanol (HASUNUMA; KONDO,
2012).
15
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
Figura 7. Mecanismo de produção do etanol a partir de celulose e xilana utilizando uma estirpe de S. cerevisiae recombinante
apresentando enzimas celulolíticas e hemicelulolíticas tais como endoglucanase (EG), celobiohidrolase (CBH), β-glucosidase
(BGL), xilanase e xilosidase na superfície celular e expressando enzimas assimilantes de xilose tais como xilose redutase (XR),
xilitol Desidrogenase (XDH) e xilulocinase (XK) na célula. Xilulose-5P, xilulose-5-fosfato (HASUNUMA; KONDO, 2012).
Apesar da dificuldade no processo de agitação aplicado em sólidos, em SSF isso se
torna menos pronunciado devido à hidrólise gradual de fibras adicionadas. A fermentação
em lotes é uma vantagem adicional desse método, uma vez que o nível de glicose
minimizado durante a co-fermentação de xilose e glicose, o que pode promover a absorção
de xilose (SAHA et al., 2011).
Naturalmente, várias enzimas hidrolíticas produzidas por micro-organismos atuam em
sinergia no processo de degradação da biomassa lignocelulósica. Os fungos e as bactérias
possuem a capacidade de degradar celulose, hemicelulose e lignina por meio de complexo
enzimático contendo enzimas hidrolíticas e oxidativas. Enzimas bacterianas são mais
estáveis que as produzidas por fungos e são conhecidas por atuar sob condições alcalinas
(ADSUL et al., 2011).
Como as enzimas agem em sinergia para a hidrólise de seu substrato, a mistura de
extratos enzimáticos de diferentes fontes tem sido aplicada com grande sucesso. Para uma
combinação de extratos enzimáticos uma série de fatores diferentes deve ser estudada, pois
a utilização sinérgica de enzimas é extremamente complexa e exige micro-organismos com
diversidade no seu arsenal de enzimas e com alta produtividade. Geralmente, a mistura do
coquetel enzimático é baseada na combinação de extratos ricos em celulases e em
hemicelulases, além do potencial de deslignificação levando em consideração a possível
formação de inibidores (VISSER et al., 2013).
Em processos industriais é imprescindível determinar as propriedades físico-químicas
das celulases e seus fatores cinéticos, para utilizá-las em suas condições de melhor
atuação. Análises mais atuais demonstraram maior eficiência das atividades das celulases
para as temperaturas entre 40-50 °C em pH 4-5, condições semelhantes para a atuação de
xilanases (MAITAN-ALFENAS; VISSER; GUIMARÃES, 2015).
O uso de surfactantes em processos de hidrólise enzimática proporciona o aumento
da conversão de vários substratos lignocelulósicos. Os aditivos não iônicos são mais
eficazes, por se tratarem de substâncias anfifílicas, a parte hidrofóbica em sua estrutura
interage diretamente com as ligninas, resultando no aumento de rendimento da hidrólise
enzimática, reduzindo assim uma adsorção improdutiva ou dessorção crescente de
celulases nas fibras do substrato, o que permite que as enzimas realizem outra catálise em
outro ciclo de reações (MESQUITA; FERRAZ; AGUIAR, 2016).
6. Fermentação
16
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
A produção de etanol a partir de açúcares fermentescíveis provenientes da biomassa
lignocelulósica é um processo tão complexo quanto a natureza química da biomassa. A
grande diversidade de açúcares exige um micro-organismo fermentador com capacidade de
fermentar açúcares distintos como hexoses e pentoses. A capacidade de fermentar ambos
açúcares, em geral, é atingida após a modificação genética das leveduras. Como
características primordiais, esses micro-organismos devem ser tolerantes a inibidores,
variações de temperaturas e pH’s (HU; WANG; YU, 2004).
As hexoses (glicose, galactose e manose) são facilmente fermentadas para a
produção de etanol, enquanto que as pentoses (xilose e arabinose) necessitam de algumas
estirpes nativas para a fermentação e ainda assim baixos rendimentos são obtidos. Microorganismos de fermentação de xilose possuem produção comercial limitada devido a sua
sensibilidade aos inibidores e baixa tolerância ao etanol. No entanto, a conversão de
pentoses presentes na biomassa lignocelulósica é economicamente viável na produção de
etanol, logo para a fermentação destes e também de hexoses, estirpes gênicas de bactérias
e leveduras tem sido combinadas para melhor rendimento (LIISA et al., 2013; MAITANALFENAS; VISSER; GUIMARÃES, 2015).
Saccharomyces cerevisiae é o micro-organismo mais utilizado em condições de
anaerobiose para a conversão de glicose em etanol e CO2, se destacando pela sua
resistência inerente ao baixo pH em temperaturas próximas de 30-35 °C e quando
modificada,
a vários inibidores como ácido acético, ácido furfurílico e ácido fórmico
(CARDONA; QUINTERO; PAZ, 2010; MAITAN-ALFENAS; VISSER; GUIMARÃES, 2015).
Também são utilizados no processo de fermentação os micro-organismos Escherichia coli,
Zymomonas mobilis, Kluyveromyces marxianus, Pichia stipitis, Candida brassicae entre
outros. Porém, esses micro-organismos, incluindo S. cerevisiae não são eficientes na
fermentação de pentoses. (SANTOS et al. 2010; LYND et al., 2005).
Para a redução de custos são testados diferentes métodos a fim de tornar a produção
de etanol economicamente favorável. A integração de processos como produção de
enzimas, sacarificação enzimática e fermentação, tem sido uma recorrente alternativa que
concilia a redução de gastos com o aumento dos rendimentos. No entanto, os microorganismos utilizados nesses processos possuem condições ótimas de operação
tipicamente diferentes, o que torna essa alternativa atraente, mas também bastante
complexa. (MAITAN-ALFENAS; VISSER; GUIMARÃES, 2015).
7. Considerações Finais
A produção de etanol a partir de biomassa lignocelulósica é uma estratégia que tem
como principal objetivo a redução dos impactos ambientais por meio do aproveitamento de
17
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
resíduos industriais. A eficiência na conversão de biomassa lignocelulósica para a produção
de etanol depende da capacidade do micro-organismo utilizado nos processos de
sacarificação e fermentação e da quantidade de celulose e hemicelulose presentes na
biomassa. O custo da produção de etanol de segunda geração ainda é relativamente alto
com base nas tecnologias atuais. Para o avanço deste processo, cientistas de vários países
têm buscado tecnologias eficazes a fim de torná-lo uma realidade sustentável e mais
rentável para aplicações industriais.
Devido à complexidade estrutural da biomassa lignocelulósica o processo de hidrólise
enzimática requer diferentes tipos de enzimas para promover sua degradação. Após a
atuação sinérgica das enzimas endoglucases e exoglucanases, são geradas as celobioses,
que posteriormente serão hidrolisadas pelas β-glicosidases para a formação de glicose.
Porém, o rendimento de glicose nesse processo é reduzido, pois conforme a celobiose é
gerada, a mesma inibe a atuação das enzimas no coquetel enzimático. Os métodos SHF e
SSF, são utilizados a fim de aumentar o rendimento de glicose e de reduzir a ação de
inibidores, possuindo inúmeras vantagens e desvantagens quando comparados. O método
SSF é proposto para minimizar a inibição causada pela celobiose, pois a fermentação ocorre
simultaneamente com a sacarificação.
Uma das maiores dificuldades de produção do etanol de segunda geração tem sido o
elevado custo das enzimas utilizadas nos processos de sacarificação e a complexidade do
processo de hidrólise. Dessa forma, a busca por enzimas mais eficientes e com menor custo
de produção é um caminho que tem sido seguido por acadêmicos e por empresas de forma
a tornar o etanol 2G um produto completamente viável e estabelecido no mercado a preços
competitivos.
8. Referências Bibliográficas
ADSUL, M. G. et al. Development of biocatalysts for production of commodity chemicals from
lignocellulosic biomass. Bioresource Technology, v. 102, n. 6, p. 4304–4312, 2011.
ALVIRA, P. et al. Pretreatment technologies for an efficient bioethanol production process
based on enzymatic hydrolysis: A review. Bioresource Technology, v. 101, n. 13, p. 4851–
4861, 2010.
BANERJEE, D. et al. Enhanced saccharification efficiency of lignocellulosic biomass of
mustard stalk and straw by salt pretreatment. Industrial Crops and Products, v. 80, p. 42–
49, 2016.
BEHERA, S. et al. Importance of chemical pretreatment for bioconversion of lignocellulosic
biomass. Renewable and Sustainable Energy Reviews, v. 36, p. 91–106, 2014.
18
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
BHALLA, A. et al. Improved lignocellulose conversion to biofuels with thermophilic bacteria
and thermostable enzymes. Bioresource Technology, v. 128, p. 751–759, 2013.
BOMMARIUS, A. S. et al. Cellulase kinetics as a function of cellulose pretreatment.
Metabolic Engineering, v. 10, n. 6, p. 370–381, 2008.
CARDONA, C. A.; QUINTERO, J. A.; PAZ, I. C. Production of bioethanol from sugarcane
bagasse: Status and perspectives. Bioresource Technology, v. 101, n. 13, p. 4754–4766,
2010.
CARVALHO, W. et al. A vision of wood structure, composition and biodegradation. Química
Nova, v. 32, n. 8, p. 2191–2195, 2009.
Bioetanol combustível: uma oportunidade para o Brasil - Brasília, DF
Centro de Gestão e Estudos Estratégicos, 2009. p. 536. ISBN - 978-85-60755-15-8.
:
CHEN, X. et al. DMR (deacetylation and mechanical refining) processing of corn stover
achieves high monomeric sugar concentrations (230 g L
−1
) during enzymatic hydrolysis and
high ethanol concentrations (410% v/v) during fermentation without hydrolysate. Energy
Environ Science, v. 9, p. 1237–1245, 2016.
DAVIES, S. M. et al. Rapid analysis of formic acid, acetic acid, and furfural in pretreated
wheat straw hydrolysates and ethanol in a bioethanol fermentation using atmospheric
pressure chemical ionisation mass spectrometry. Biotechnology for Biofuels, v. 4, n. 1, p.
28, 2011.
CASTRO, A. M.; PEREIRA, N. Produção, propriedades e aplicação de celulases na hidrólise
de resíduos agroindustriais. Quimica Nova, v. 33, n. 1, p. 181-188, 2010.
DEN HAAN, R. et al. Hydrolysis and fermentation of amorphous cellulose by recombinant
Saccharomyces cerevisiae. Metabolic Engineering, v. 9, n. 1, p. 87–94, 2007.
FALKOSKI, D. L. et al. Characterization of cellulolytic extract from Pycnoporus sanguineus
PF-2 and its application in biomass saccharification. Applied Biochemistry and
Biotechnology, v. 166, n. 6, p. 1586–1603, 2012.
FITZPATRICK, M. et al. A biorefinery processing perspective: Treatment of lignocellulosic
materials for the production of value-added products. Bioresource Technology, v. 101, n.
23, p. 8915–8922, 2010.
GONÇALVES, C. C. S.; MARSAIOLI, A. J. Fatos e tendências da biocatálise. Quimica
Nova, v. 36, n. 10, p. 1587–1590, 2013.
19
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
HASUNUMA, T.; KONDO, A. Development of yeast cell factories for consolidated
bioprocessing
of
lignocellulose
to
bioethanol
through
cell
surface
engineering.
Biotechnology Advances, v. 30, p. 1207-1218, 2012.
HU, J. et al. The addition of accessory enzymes enhances the hydrolytic performance of
cellulase enzymes at high solid loadings. Bioresource Technology, v. 186, p. 149–53,
2015.
HU, Z.; WANG, G.; YU, H. Anaerobic degradation of cellulose by rumen microorganisms at
various pH values. Biochemical Engineering Journal, v. 21, p. 59–62, 2004.
LEE, W. H. et al. Simultaneous saccharification and fermentation by engineered
Saccharomyces cerevisiae without supplementing extracellular b-glucosidase. Journal of
Biotechnology, v. 167, n. 3, p. 316–322, 2013.
LIISA, J. et al. Enzyme and Microbial Technology Cellulase – lignin interactions — The role
of carbohydrate-binding module and pH in non-productive binding. Enzyme and Microbial
Technology, v. 53, n. 5, p. 315–321, 2013.
LYND, L. R. et al. Consolidated bioprocessing of cellulosic biomass : an update. Current
Opinion in Biotechnology, v. 16, p. 577–583, 2005.
MAITAN-ALFENAS, G. P.; VISSER, E. M.; GUIMARÃES, V. RIA M. Enzymatic hydrolysis of
lignocellulosic biomass: Converting food waste in valuable products. Current Opinion in
Food Science, v. 1, n. 1, p. 44–49, 2015.
MESA, L. et al. Techno-economic evaluation of strategies based on two steps organosolv
pretreatment and enzymatic hydrolysis of sugarcane bagasse for ethanol production.
Renewable Energy, v. 86, p. 270–279, 2016.
MESQUITA, J. F.; FERRAZ, A.; AGUIAR, A. Alkaline-sulfite pretreatment and use of
surfactants during enzymatic hydrolysis to enhance ethanol production from sugarcane
bagasse. Bioprocess and Biosystems Engineering, v. 39, n. 3, p. 441–448, 2016.
MURPHY, J. D.; MCCARTHY, K. Ethanol production from energy crops and wastes for use
as a transport fuel in Ireland. Applied Energy, v. 82, n. 2, p. 148–166, 2005.
NAKAJIMA, M. et al. Identification, cloning, and characterization of b-glucosidase from
Ustilago esculenta. Applied Microbiology and Biotechnology, v. 93, n. 5, p. 1989–1998,
2012.
NAKASU, P. Y. S. et al. Acid post-hydrolysis of xylooligosaccharides from hydrothermal
20
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
pretreatment for pentose ethanol production. Fuel, v. 185, p. 73–84, 2016.
OGEDA, T. L.; PETRI, D. F. S. Hidrólise Enzimática De Biomassa. Química Nova, v. 33, n.
7, p. 1549–1558, 2010.
PEDRAZA, L. et al. Sequential Thermochemical Hydrolysis of Corncobs and Enzymatic
Saccharification of the Whole Slurry Followed by Fermentation of Solubilized Sugars to
Ethanol with the Ethanologenic Strain Escherichia coli MS04. Bioenergy Research, p. 1–7,
2016.
PEREIRA, E., TAVARES, M. Avaliação de contaminantes inorgânicos e orgânicos em álcool
combustível utilizando eletroforese capilar. Química Nova. v. 29, n. 1, p. 66–71, 2006.
PEREIRA, F. B. et al. Identification of candidate genes for yeast engineering to improve
bioethanol production in very high gravity and lignocellulosic biomass industrial
fermentations. Biotechnology for biofuels, v. 4, n. 1, p. 57-69, 2011.
PITARELO, A. et al. Effect of moisture content in the steam treatment and enzymatic
hydrolysis of sugarcane bagasse. Química Nova, v. 35, n. 8, p. 1502–1509, 2012.
ROSA, S. DA; GARCIA, J. O etanol de segunda geração: limites e oportunidades. Revista
do BNDES, p. 117–155, 2009.
SAHA, B. C. et al. Comparison of separate hydrolysis and fermentation and simultaneous
saccharification and fermentation processes for ethanol production from wheat straw by
recombinant Escherichia coli strain FBR5. Applied Microbiology and Biotechnology, v.
92, n. 4, p. 865–874, 2011.
SANTOS, F. A. et al. Potencial da palha de cana-de-açúcar para produção de etanol.
Quimica Nova, v. 35, n. 5, p. 1004–1010, 2012.
SANTOS, F. A. et al. Otimização do pré-tratamento hidrotérmico da palha de cana-de açúcar
visando à produção de etanol celulósico. Química Nova. v. 37, n. 1, p. 56–62, 2014.
SANTOS, J.et al. Comparação entre processos em SHF e em SSF de bagaço de cana-deaçúcar para a produção de etanol por Saccharomyces cereviae. Química Nova, v. 33, n. 4,
p. 904–908, 2010.
SANTOS, M. et al. Study of the storage conditions of the sugarcane bagasse through
thermal analysis. Química Nova, v. 34, n. 3, p. 507–511, 2011.
SHARMA, S.; SHARMA, V.; KUILA, A. Cellulase production using natural medium and its
21
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
application on enzymatic hydrolysis of thermo chemically pretreated biomass. 3 Biotech, v.
6, n. 2, p. 139, 2016.
SØRENSEN, T. H. et al. Temperature effects on kinetic parameters and substrate affinity of
Cel7A cellobiohydrolases. Journal of Biological Chemistry, v. 290, n. 36, p. 22193–22202,
2015.
STUDER, M. H. et al. Co-hydrolysis of hydrothermal and dilute acid pretreated populus
slurries to support development of a high-throughput pretreatment system. Biotechnology
for biofuels, v. 4, n. 1, p. 19, 2011.
TANEDA, D. et al. Characteristics of enzyme hydrolysis of cellulose under static condition.
Bioresource Technology, v. 121, p. 154–160, 2012.
TREEBUPACHATSAKUL, T. et al. Utilization of recombinant Trichoderma reesei expressing
Aspergillus aculeatus b-glucosidase I (JN11) for a more economical production of ethanol
from lignocellulosic biomass. Journal of Bioscience and Bioengineering, v. 120, n. 6, p.
657–665, 2015.
VARDANEGA, R.; PRADO, J. M.; MEIRELES, M. A. A. Adding value to agri-food residues by
means of supercritical technology. Journal of Supercritical Fluids, v. 96, p. 217–227, 2015.
VARGAS-TAH, A. et al. Non-severe thermochemical hydrolysis of stover from white corn and
sequential
enzymatic
saccharification
and
fermentation
to
ethanol.
Bioresource
Technology, v. 198, p. 611–618, 2015.
VERARDI, A. et al. Improving the enzymatic hydrolysis of Saccharum officinarum L. bagasse
by optimizing mixing in a stirred tank reactor: Quantitative analysis of biomass conversion.
Fuel Processing Technology, v. 149, p. 15–22, 2016.
VIEIRA, M. C. A.; LIMA, J. F.; BRAGA, N. M. Setor Sucroalcooleiro Brasileiro : Evolução e
Perspectivas. Bndes, p. 209–245, 2007.
VISSER, E. M. et al. Production and application of an enzyme blend from Chrysoporthe
cubensis and Penicillium pinophilum with potential for hydrolysis of sugarcane bagasse.
Bioresource Technology, v. 144, p. 587–594, 2013.
WANG, G. et al. Comparison of process configurations for ethanol production from acid- and
alkali-pretreated corncob by Saccharomyces cerevisiae strains with and without βglucosidase expression. Bioresource Technology, v. 142, p. 154–161, 2013.
YEAR, A. L. Brazil on track with green ethanol and LDPE. Focus on Catalysts, v. 2013, n.
22
Monografia de TCC – Química – Bacharelado – UFSJ - 2016
12, p. 1–2, 2013.
ZHANG, K.; PEI, Z.; WANG, D. Organic solvent pretreatment of lignocellulosic biomass for
biofuels and biochemicals: A review. Bioresource Technology, v. 199, p. 21–33, 2016.
ZHOU, Z. et al. Kraft GL-ethanol pretreatment on sugarcane bagasse for effective enzymatic
hydrolysis. Industrial Crops and Products, v. 90, p. 100–109, 2016.
23