UNIVERSIDADE FEDERAL DE SANTA CATARINA
DEPARTAMENTO DE ENGENHARIA MECÂNICA
CURSO DE GRADUAÇÃO EM ENGENHARIA DE MATERIAIS
Relatório de Estágio Curricular V
Período: 10/09/2007 a 21/12/2007
Luiz Gustavo Ecco
0313719-8
“Concordamos com o conteúdo deste relatório”
Prof. Ricardo Antonio Francisco Machado, D.Sc.
Florianópolis, Dezembro de 2007
Universidade Federal de Santa Catarina
Centro Tecnológico
Departamento de Engenharia Química e Engenharia de Alimentos
Laboratório de Controle de Processos – LCP
Campus Universitário -Trindade
Caixa Postal: 476
CEP: 88010-970 - Fone: (48) 3721.9554
http://www.lcp.enq.ufsc.br - [email protected]
Florianópolis – SC
AGRADECIMENTOS
Gratificações ao Laboratório de Controle de Processos,
representado pelo Professor Ricardo Antonio Francisco Machado, D.Sc.
e à sua pessoa, pela oportunidade cedida ao aprendizado do aluno, pela
orientação e esclarecimentos durante o período, mas principalmente
sinceros agradecimentos, pela chance dada a um aluno de outro
departamento.
Aos professores Antonio Pedro Novaes de Oliveira,
Dr.Ing., Berend Snoijer, Dr.Ing. e Germano Riffel, Dr. Eng pela chance
da realização de um estágio acadêmico.
Às colegas, Cristiane Nunes Lopes, D.Sc. e Letícia Alves
da Costa, M.Sc. pela recepção, confiança e pelas sábias palavras de
orientação nos projetos desenvolvidos. Muito foi absorvido durante as
conversas com elas. Pelos momentos de descontração.
Às pessoas de bem.
SUMÁRIO
1. Introdução .................................................................................................................................... 5
2. Comparação Estatística entre Reações de Polimerização do Estireno via Miniemulsão –
Ampola versus Reator. .................................................................................................................... 6
2.1 – Revisão Teórica - Polimerização Via Miniemulsão ......................................................... 6
2.2 – Introdução ......................................................................................................................... 7
2.3 – Objetivos........................................................................................................................... 7
2.4 – Materiais e Métodos ......................................................................................................... 7
2.5 – Resultados......................................................................................................................... 9
2.6 – Conclusões ...................................................................................................................... 10
3. Polimerização Via Suspensão Utilizando XPS Reciclado – Aula Prática................................. 10
3.1- Introdução ........................................................................................................................ 10
3.2 – Objetivos......................................................................................................................... 12
3.3 – Materiais e Métodos ....................................................................................................... 12
3.4 – Resultados....................................................................................................................... 15
4. Polimerização via Microsuspensão do Copolímero de Estireno Acrilato de Butila com
Incorporação de Negro de Fumo para Fabricação de Toner. ........................................................ 17
4.1 - Introdução – Toner e Polimerização via Microsuspensão .............................................. 17
4.2 – Objetivos......................................................................................................................... 19
4.3 – Métodos de Caracterização do Negro de Fumo.............................................................. 20
4.4 – Materiais e Método Experimental .................................................................................. 21
4.5 – Resultados e Discussões ................................................................................................. 23
4.7 – Conclusões ...................................................................................................................... 30
5. Conclusão .................................................................................................................................. 31
6. Referências Bibliográficas ......................................................................................................... 32
ANEXO A – HISTÓRICO DO LABORATÓRIO DE CONTROLE DE PROCESSOS ............. 33
ANEXO B – CRONOGRAMA DAS ATIVIDADES DESENVOLVIDAS ................................ 35
5
1. Introdução
Para que haja a fabricação de qualquer produto polimérico, este, antes de ser um produto,
é apenas uma resina plástica a ser processada, conhecida pelo prefixo poli seguido de algum
nome. A adição deste prefixo somente é correta após uma etapa química denominada
polimerização. Portanto polimerização descreve qualquer reação química no qual moléculas de
monômero se unem para formar polímeros.
Assim, as atividades descritas neste relatório envolvem a etapa da engenharia que precede
o processamento de materiais poliméricos. A etapa das reações de polimerização. Reações via
emulsão, suspensão, solução, miniemulsão ou em massa servem como citações para exemplificar
esta etapa. Em especial as atividades citadas abordam trabalhos realizados utilizando o processo
de miniemulsão, e suspensão.
As primeiras citações falam sobre a reação de miniemulsão, onde os trabalhos realizados
Laboratório de Controle de Processos, Departamento de Engenharia Química – UFSC, tiveram
início. Será abordada a influência das variáveis do processo no produto final, visto que esta
reação de polimerização trata-se de uma tecnologia nova, adequando-se no conceito de
nanotecnologia. Segue, uma citação sobre a reciclagem do XPS utilizando a reação de
polimerização via suspensão.
Por fim o trabalho que envolve a incorporação de negro-de-fumo no copolímero de
estireno acrilato de butila, polimerizado via suspensão, para fabricação de toner. Este trabalho
recebeu dedicação total e integral a partir de certo momento do estágio, pois será defendido pelo
aluno como trabalho de conclusão de curso.
6
2. Comparação Estatística entre Reações de Polimerização do Estireno via Miniemulsão –
Ampola versus Reator.
2.1 – Revisão Teórica - Polimerização Via Miniemulsão
Miniemulsões são classicamente definidas como dispersões aquosas de gotículas de
monômero, relativamente estáveis, dentro de uma faixa de tamanhos de 50 a 500 nm. São
preparadas através de um sistema contendo a fase orgânica, água, um surfactante e um coestabilizador. Para criar uma emulsão estável de gotas com tamanhos submicrométricos, as
mesmas devem ser estabilizadas minimizando a degradação de Ostwald, por processos
difusionais, e contra a coalescência, por colisões. A estabilização, a qual retarda a coalescência
das gotas é efetuada pela adição de um surfactante apropriado. Havendo a formação de uma
miniemulsão, a degradação difusional (degradação de Ostwald) é minimizada através da adição
de uma pequena quantidade de um agente co-estabilizador, que normalmente é altamente solúvel
no monômero e insolúvel na água (agente hidrófobo). Se a fração de gotas pequenas não for
estabilizada, evitando a degradação de Ostwald, as mesmas irão desaparecer provocando o
aumento do tamanho médio das gotas, já que devido à contribuição da energia superficial, o
potencial químico do monômero nas gotas pequenas é maior do que nas gotas grandes e,
consequentemente, o monômero difunde das gotas pequenas para as maiores.
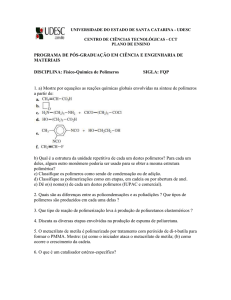
A idéia da polimerização em miniemulsão é iniciar a polimerização em cada uma das
gotas pequenas e estáveis, isso significa que, a polimerização ocorre em pequenas nano gotas,
sendo que os fatores chaves da formulação da miniemulsão são: o tipo de homogeneização
utilizada no processo de dispersão e a adição do co-estabilizador. O processo da polimerização
via miniemulsão está esquematizado na Figura 1.
Figura 1-Polimerização via Miniemulsão (LANDSFELTER, et al. 1999).
7
2.2 – Introdução
Diversas são as variáveis que afetam as propriedades finais dos produtos das reações de
polimerização. Desde as de maior interferência, como quantidade de iniciador ou surfactante
adicionada ao sistema, até as de menor percepção, como por exemplo, o volume e/ou tipo do
reator onde se passa a reação. Vamos supor a mesma formulação nas devidas proporções para
duas reações de polimerização, uma realizada em escala laboratorial e outra industrial, não basta
simplesmente multiplicar pelas proporções todas as variáveis da reação, ainda assim haverá
diferenças no produto final das duas reações.
Assumindo isto, uma comparação estatística entre a polimerização via miniemulsão feita
em ampolas de 5 mL e em reatores de 200 mL, com as formulações em suas devidas proporções,
foi realizada com o intuito de avaliar a significância das diferenças entre as duas situações.
2.3 – Objetivos
Avaliar as propriedades de conversão do monômero e tamanho médio das partículas do
polímero produzido por polimerização via miniemulsão de modo a verificar se existem diferenças
significativas entre os resultados obtidos. Isto, quando o sistema é submetido a uma ampliação de
escala, variando a geometria e o volume do reator, agitação, necessidade de purga com N2 e
outros fatores relevantes do processo.
2.4 – Materiais e Métodos
As duas fases da miniemulsão foram preparadas em paralelo. A orgânica, contendo um
co-estabilizador mais monômero de estireno, e a aquosa, contendo água destilada mais um
surfactante, foram homogeneizadas com agitação magnética. Após, a mistura entre as duas fases
se deu seguido da principal etapa de uma reação de polimerização via miniemulsão, a dispersão
ou quebra das gotas de monômeros por ondas de freqüência ultrassônica. A partir deste ponto a
comparação tem suas diferenças, conforme demonstra o esquema da Figura 2.
8
Preparação da Fase Orgânica.
Preparação da Fase Aquosa
Mistura das Fases Orgânica e
Aquosa
Dispersão por Ultrasom
Ampola 5mL
Reação de Polimerização Via Miniemulsão:
Reator 200mL
Figura 2-Esquema da Preparação das Reações em Ampola e Reator.
As duas unidades experimentais compreendem ampolas de 1,5 cm de diâmetro e 13,0 cm
de altura, sem agitação imersas em banho termostático regulado para operar a 70º C, conforme
esquema mostrado na Figura 3(a) e um reator tipo tanque agitado, conforme Figura 3(b), mantido
a velocidade de 250 rpm, com capacidade para 200 mL, encamisado e mantido a temperatura de
70º C.
Figura 3-Unidades Experimentais: (a) Ampolas 5 mL e (b) Reator 200 mL.
Seguinte à polimerização as amostras tiveram seu tamanho de partícula caracterizado em
um equipamento da marca Malvern Instruments, modelo ZEN 1600, o qual mede através de
espalhamento dinâmico de luz o tamanho das partículas numa escala de 0,02 nm até 6000 nm.
Por análise gravimétrica as duas reações tiveram sua eficiência medida.
Os dados obtidos nas diferentes unidades experimentais utilizadas no processo de
polimerização foram submetidos a testes de hipóteses (teste t), a fim de verificar se estamos
9
diante de uma diferença real (significativa) ou de uma diferença devida simplesmente à flutuação
aleatória inerente ao processo. Para cada reação foram realizadas seis repetições. Sendo que cada
propriedade de cada situação, ficou com três repetições.
2.5 – Resultados
Os dados obtidos para conversão do monômero e tamanho médio das partículas ao longo
das reações realizadas nas diferentes unidades experimentais são demonstrados nas Figuras 4 e 5.
Figura 4 – (a) Curva de Conversão. (b) Tamanho de Partícula. Reação em Ampola 5 mL..
Figura 5 – (a) Curva de Conversão. (b) Tamanho de Partícula. Reação em Reator de 200 mL.
Adotou-se o nível de significância 0,1. Isto significa dizer que assumiu-se a hipótese de
um erro na conclusão de 10%. Em cada parâmetro o número total de amostras avaliado foi de 6,
10
resultando em 4 graus de liberdade. A média da conversão, ou o quanto de monômero foi
transformado em polímero, obtida para as reações realizadas em ampola foi de 92,22% com
desvio padrão de 2,65 enquanto que para o reator a mesma foi de 83,63% com desvio padrão de
3,20. O tamanho médio final das partículas para as reações obtidas em ampolas foi de 107 nm
com desvio padrão de 0,47 e em reator foi de 104 nm com desvio padrão de 5,65.
A Hipótese Nula (H0) da análise de teste t, diz que as médias para as propriedades são
iguais, a Hipótese Alternativa (H1) diz que as médias não são iguais. Assim para os dados obtidos
demonstraram que a Hipótese nula (H0) pôde ser aceita para o tamanho médio das partículas
obtidas em diferentes Unidades Experimentais, pois para haver rejeição da Hipótese, t0 > t0,05;4, o
que neste caso não mostrou ser verdadeiro, pois t0 = 0,996 < t0,05;4 = 2,132.
Tratando-se da conversão do monômero, a Hipótese Nula não pode ser aceita, pois t0 =
3,57 > t0,05;4 = 2,132, concluindo que as amostras são diferentes
2.6 – Conclusões
Os resultados obtidos demonstraram que é possível verificar a significância da diferença
das propriedades do látex polimérico, através de testes de hipóteses (teste t), quando o sistema de
polimerização é submetido a uma ampliação de escala.
Verificou-se que as amostras diferem estatisticamente quando se trata da conversão do
monômero, entretanto, são estatisticamente iguais quando analisado o tamanho médio das
partículas finais obtidas.
3. Polimerização Via Suspensão Utilizando XPS Reciclado – Aula Prática
3.1- Introdução
A reciclagem química pode ser definida como qualquer operação que promove a quebra
das cadeias de polímeros para obtenção de seu monômero. Ou seja, quando o intuito for obter o
monômero como principal produto, não importa se por métodos térmicos, químicos ou ambos, o
processo será chamado de Reciclagem Química.
O poliestireno pode passar por um processo de extrusão e durante este, receber tratamento
de gases expansores. Este pequeno processo descreve a obtenção do Poliestireno Expandido
11
Extrusado (XPS). O qual pode assumir diversos perfis, e suas principais aplicações são como
forros de isolamento térmico e bandeja de alimentos. Após o processo de expansão o produto
final assume um elevado volume e baixo peso, sendo um problema ao tratar este como resíduo
sólido.
As descrições seguintes detalham uma única reação de polimerização via suspensão, na
qual a reciclagem do XPS foi realizada, feita para uma turma da pós-graduação PGMAT, onde
todo o procedimento experimental foi conduzido pelo estagiário.
O processo de polimerização em suspensão aceita o conceito de reciclagem, quando, por
exemplo, o monômero é solvente de seu polímero, sendo que o material descartado seja
novamente introduzido em seu ciclo de vida. No caso desta aula prática, onde se utilizou XPS,
este é considerado um polímero de adição, e a conversão do sistema parte do percentual de
polímero reciclado.
Após a polimerização, as partículas de poliestireno terão as propriedades de massa molar,
monômero residual e distribuição do tamanho de partícula (DTP) avaliadas. Para conhecimento
esses dados obtidos serão confrontados com outros já existentes de uma reação de polimerização
via suspensão do poliestireno sem a reciclagem do XPS, ou seja a fase orgânica contendo apenas
monômero de estireno.
Figura 6- Esquema do Quebramento das Gotas. (a) Na região de Elevado Cisalhamento. (b) na Região do
Impelidor.
As Figuras 6(a) e 6(b) representam o que acontece dentro da suspensão no momento em
que a agitação age. Duas regiões distintas determinam o tamanho médio das gotas. A primeira,
próximo ao impelidor onde ocorrerá o quebramento das gotas, e a segunda na região de choque
do impelidor com as gotas de monômeros. Caso a suspensão não esteja bem estabilizada ocorre,
via difusão de massa, o processo de coalescência das gotas, conforme mostrado na Figura 7.
12
Figura 7- Esquema do Mecanismo de Coalescência das Gotas.
Portando, no que diz respeito aos agentes de suspensão utilizados, estes agem
estabilizando as gotas de monômero evitando a aglomeração, que pode levar a perda da
suspensão.
3.2 – Objetivos
Conduzir a polimerização em suspensão do estireno, com adição de poliestireno
expandido extrusado, XPS, em substituição ao monômero, como método de reciclagem deste
material, de maneira a observar os estágios da reação.
Após a formação das partículas, obter as propriedades de massa molar, quantidade de
monômero residual e distribuição do tamanho de partícula.
3.3 – Materiais e Métodos
3.3.1 –Reagentes
A polimerização em suspensão do estireno, com adição de 10% de poliestireno, foi
conduzida utilizando os reagentes apresentados na Tabela 1.
Tabela 1-Reagentes e Quantidades Utilizadas na Reação de Reciclagem do XPS
Reagentes
Estireno
Poliestireno Extrusado (XPS)
Água Destilada
Agente de Suspensão (PVP)
Iniciador (BPO)
Quantidade Utilizada
189,00ml
20,160g (10%)
490,00ml
14,70ml
6,100g
13
É interessante destacar que a quantidade de XPS mencionada, 10%, é calculada em
relação à quantidade total de monômero usado, pois o material reciclado entra em substituição ao
monômero. Assim a quantidade de estireno utilizada, com densidade de 0,960g/cm³, corresponde
a 90% da fase orgânica.
Detalhando as siglas acima, BPO designa o iniciador Peróxido de di-Benzoíla, XPS é o
polímero a ser reciclado, do inglês, Extruded Polystyrene, sendo uma espuma de poliestireno, que
durante a extrusão recebe gases expansores, e PVP ou polivinilpirrolidona é um polímero
hidrossolúvel usado com agente estabilizante das gotas de monômeros.
3.3.2 – Unidade Experimental
A unidade experimental utilizada neste estudo encontra-se alocada no Laboratório de
Controle de Processos - LCP, no Departamento de Engenharia Química e de Alimentos da
Universidade Federal de Santa Catarina, sendo esta constituída de um reator piloto do tipo
batelada encamisado e agitado, construído em vidro de borosilicato (FGG Equipamentos
Científicos) desprovido de chicanas internas, com volume interno de um litro, diâmetro de 100
mm e bocais de alimentação e inspeção; um inversor de freqüência (marca line-WEG)
conectado à alimentação de um motor trifásico de 0,25 cv (marca Eberle), que possibilita o
controle da agitação de 0 a 4.000 rpm; um agitador com impelidor tipo hélice tripla; um
tacômetro digital da marca TaKoTron modelo TD2004-C com sensor ótico; um banho
termocriostático, um termopar do tipo J (marca Ecil), com compensação eletrônica, conectado à
um amplificador de sinal e a um conversor com display digital; um reservatório de nitrogênio
gasoso.
A temperatura do meio reacional é controlada pelo banho termocriostático, que possui um
controlador tipo proporcional-integral-derivativo (PID), existente no próprio equipamento. A
freqüência de agitação é mantida pelo inversor de freqüência no valor especificado com uma
precisão de +/- 5 rpm. A distância entre o impelidor do agitador e o fundo e a lateral do reator é
de 20 mm e sua haste possui inclinação de 20o em relação à vertical. Nitrogênio gasoso é
alimentado por um dos bocais de alimentação e controlado por meio de uma válvula manual; com
a finalidade de evitar que o nitrogênio injetado no meio reacional arraste consigo vapores do
monômero, utiliza-se um condensador conectado a um dos bocais do reator. Na Figura 8 pode-se
observar um esquema simplificado da unidade experimental utilizada neste trabalho.
14
Figura 8 - Reator piloto utilizado na reciclagem do XPS.
A Figura 9 mostra o reator piloto utilizado neste trabalho com maiores detalhes, sendo
possível observar que o agitador foi instalado de forma inclinada, com inclinação de
aproximadamente 20, com a finalidade de ampliar a turbulência de agitação e diminuir o
efeito do vórtice (Mc CABE et al., 1993).
Figura 9 - Reator Piloto. Inclinação de 20˚ da haste do agitador.
3.3.3 – Procedimentos Experimentais
O meio contínuo, composto pela água destilada, é alimentado no reator e aquecido até
70ºC. A essa temperatura é adicionado na água o agente de suspensão, no caso o PVP, e
posteriormente a fase orgânica contendo iniciador é adicionada na fase contínua. Na temperatura
de 90ºC o iniciador passa a agir e a reação de polimerização tem seu inicio. O tempo de reação
calculado para a quantidade de iniciador usada foi de duas horas, sendo que em intervalos de 15
15
em 15 minutos retirou-se uma amostra da reação para acompanhamento do processo de formação
das partículas.
Para a determinação da distribuição do tamanho de partícula (DTP) do polímero
produzido foi utilizado um conjunto de peneiras da série Tyler (progressão geométrica de razão
2 ), com doze peças. As frações retidas em cada peneira foram pesadas para a determinação da
distribuição granulométrica.
Para a condução das análises de massa molar, foi utilizado um viscosímetro capilar
Ubbelohde. As medidas foram realizadas com o viscosímetro imerso em um banho termostático,
a temperatura de 30 ± 0,1°C.
Para a realização da análise de conversão ou eficiência da reação, pesou-se placas de Petri
de vidro previamente limpas e secas, nas quais foram dispostas as amostras. Após, dissolve-se,
1,5g do produto em uma solução composta por 10mL de Tolueno p.a. acrescida de 0,01g do
inibidor p-benzoquinona 99%. Após a dissolução, as placas são dispostas em estufa à vácuo da
marca Marconi, modelo MA030, onde permaneceram à 100oC durante 24h. O resultado da
conversão final de monômero foi determinado a partir da diferença entre os pesos iniciais e finais
das amostras.
3.4 – Resultados
Nos itens 3.4.1 a 3.4.3 são apresentados os resultados obtidos para a distribuição de
tamanho de partícula, massa molar e conversão de monômero para a reação realizada.
3.4.1 – Distribuição do Tamanho de Partículas
Fração mássica (%)
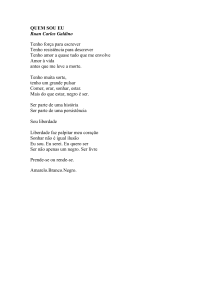
Na Figura 10 é apresentado um histograma da DTP do polímero produzido.
40
35
30
25
20
15
10
5
0
o
nd
Fu 4
04
0, 4
07
0, 6
10
0, 7
14
0, 2
21
0, 5
29
0, 5
49
0, 1
70
0, 1
99
0, 8
16
1, 1
65
1, 2
36
2,
Diâmetro médio da peneira (mm)
Figura 10 - Histograma da Distribuição do Tamanho de Partícula.
16
A faixa considerada ideal à expansão abrange tamanhos entre 400 µm e 2000 µm,
representadas no histograma pelas colunas de cor verde. Analisando a Figura 10, é possível
observar que a adição de 10% de XPS resultou no deslocamento da DTP para região de maiores
diâmetros, sendo que estes encontram-se dentro da faixa de interesse para a produção de
poliestireno expansível. As colunas de cor vermelha representam diâmetros fora da faixa ideal
para expansão do EPS.
3.4.2 – Massa molar
Uma das características mais importante de um polímero é a sua massa molar. Para
conhecimento o XPS apresenta massa molar na ordem de 300.000 Daltons contra 180.000
Daltons para o EPS. O valor para a massa média ponderal para a reação realizada com 10% de
XPS encontrado foi de 35.725 Daltons.
É interessante observar que o polímero formado apresentou uma massa molar média
ponderal (Mw) inferior a apresentada pelo EPS convencional (180.000 Daltons). Sabe-se que
polímeros com baixa massa molar são obtidos de reações com elevada quantidade de iniciador,
comportamento este que está de acordo com a quantidade de iniciador (Tabela 1) utilizada na
reação em questão.
3.4.3 – Análise de Conversão Monômero
A partir dos resultados obtidos por gravimetria foi possível observar para a reação em
questão que a conversão de monômero foi da ordem de 62,56%.
3.5 – Conclusões
A partir dos resultados obtidos, foi possível concluir que a utilização da técnica de
polimerização em suspensão desponta como uma alternativa viável para reciclagem de XPS.
Além disso, é importante salientar que através da manipulação das variáveis de processo,
tais como concentração de iniciador, será possível a obtenção de um produto final com massa
molar e conversão dentro da faixa de interesse, para aplicação industrial.
17
4. Polimerização via Microsuspensão do Copolímero de Estireno Acrilato de Butila com
Incorporação de Negro de Fumo para Fabricação de Toner.
4.1 - Introdução – Toner e Polimerização via Microsuspensão
Comumente confundido com todo e qualquer tipo de tinta de impressora, toner descreve
uma tinta seca utilizada em máquinas fotocopiadoras e impressoras com funcionamento a laser,
ou seja é um pó sólido. Antigamente era simplesmente pó de carbono. Nos dias de hoje o carbono
é misturado com um polímero. Detalhando essas informações, o pó de carbono citado trata-se de
Negro de Fumo, já o polímero em que este pó é adicionado, é na verdade um copolímero de
estireno e acrilato de butila.
Atualmente a produção de toners é feita pelo processo de polimerização via emulsão, o
qual apresenta vantagens e desvantagens quando comparado a quaisquer outro processo de
polimerização. A possibilidade de produção de toner através de polimerização via
microsuspensão, abre uma nova linha de pesquisa abordada durante a realização do estágio no
Laboratório de Controle de Processos.
Resumidamente uma polimerização via suspensão trata-se de uma polimerização em
massa dentro de cada gota de monômero. O monômero funciona com solvente do polímero
produzido. As gotas de monômeros são convertidas de um estado líquido para um estado de
elevada viscosidade até se transformarem em partículas esféricas sólidas. A distribuição de
tamanho de partículas geralmente é o resultado da distribuição do tamanho das gotas da dispersão
inicial de monômero em água. São produzidas partículas com tamanho na ordem de 20 µm a
2000 µm e a separação das pérolas do meio aquoso é simples, não necessitando de aditivos
específicos para isto. O termo pérolas é comumente usado como sinônimo de partículas, nas
reações de suspensão.
Já polimerização via microsuspensão designa o processo de formação de partículas com
tamanhos intermediários entre às produzidas por suspensão e emulsão. A cinética é semelhante
ao processo de suspensão, onde cada gotícula age como um micro-reator em massa, porém
atingindo conversões próximas as de emulsão. Iniciadores solúveis na fase orgânica e
estabilizantes polares, são algumas das coincidências com suspensão clássica. O tamanho final
18
das partículas é o diferencial. Uma distribuição de tamanhos entre 0,1 µm a 10,0 µm é o principal
objetivo deste processo.
Conforme mencionado anteriormente, o toner é um pó de polímero com adição de Negro
de Fumo. Quantificando as dimensões deste pó, para aplicação do produto, um tamanho de
partícula próximo a 10,0 µm é aceito. Assim as semelhanças entre as características do toner
com, a dos produtos finais de uma polimerização via microsuspesão, acusam este processo como
indicado para fabricação de toner, sendo criada uma alternativa ao processo de emulsão.
A utilização de Negro de Fumo como aditivo de pigmentação na fabricação toner implica
em uma série de diferenças quando comparado com a reação de polimerização do co-polímero
branco. Por se tratar de uma carga formada basicamente por carbono e por este, ser facilmente
reduzido pelo oxigênio presente no ar, quantidades diferentes de Negro de Fumo afetam
diretamente as diversas propriedades de uma polimerização via suspensão, tais como tamanho de
final de partículas, conversão de monômero, massa molar, estabilidade térmica, ente outras.
Assim, várias reações foram realizadas, e ao fim de cada uma, novas conclusões surgiam
para o desenvolvimento das seguintes. Cada reação feita servia como aprendizado para a
próxima, o que tornou o desenvolvimento do trabalho interessante, apontando uma evolução dos
resultados.
De acordo com (Yang, Wang, He, Wei e Jin, 2003), o produto final deve apresentar as
propriedades conforme a Tabela 2.
Tabela 2 - Principais Propriedades do Toner
Tamanho de Partícula
DTP estreita em torno de 10 µm
Temperatura Transição Vítrea
60 ~ 65 ºC
Resistência Elétrica
10,5 ~ 12,0 log(Ω.cm)
Como a reação em questão, microsuspensão, é uma particularidade da polimerização via
suspensão a qual obtém produtos finais com tamanhos micrométricos, o primeiro objetivo da
pesquisa era compreender as variáveis deste tipo de polimerização, para em seguida focar nas
principais propriedades do toner.
A adição de monômero de acrilato de butila ao monômero de estireno se deve unicamente
para a obtenção da temperatura de transição vítrea desejada à aplicação a qual se destina o
19
produto final. Além disso, para a obtenção das propriedades elétricas, controladores de cargas são
adicionados. Estes têm como intuito único melhorar a qualidade de impressão do toner, não
exercendo influência nas propriedades de polimerização propriamente ditas (HASEGAWA,
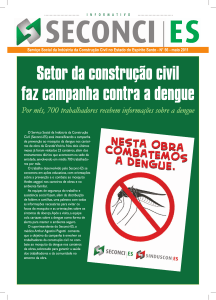
YANAGIDA, TAMURA, 1999). A Figura 11 ilustra uma única partícula de toner polimerizado
via microsuspensão.
Figura 11- Imagem de TEM copolímero estireno acrilato de butila com Negro de Fumo. (HASEGAWA,
YANAGIDA, TAMURA, 1999).
4.2 – Objetivos
O presente trabalho tem como objetivo principal a síntese e caracterização do copolímero
de estireno acrilato de butila produzido através do processo de microsuspensão na presença de
diferentes percentuais de Negro de Fumo, visando a aplicação do produto final para a produção
de toner.
4.2.1 – Objetivos Específicos
- Conhecer e entender o processo de microsuspensão, suas variáveis, causas e
conseqüências dos procedimentos no produto final;
- Caracterizar, através de diversos métodos, o Negro de Fumo utilizado como carga na
reação visando obter dados científicos que poderiam ajudar a esclarecer os possíveis mecanismos
de reação envolvidos no processo de síntese do toner.
- Obter diâmetro de partículas com estreita distribuição de tamanho ao redor de 10 µm;
- Obter temperatura de transição vítrea próximas a 60 ºC para o copolímero de estireno
acrilato de butila;
- Avaliar a qualidade do produto final em uso.
20
4.3 – Métodos de Caracterização do Negro de Fumo
Para um maior conhecimento sobre o Negro de Fumo, diversas de análises foram
realizadas. Assim o Negro de Fumo utilizado foi caracterizado isoladamente pelas técnicas de
microscopia eletrônica de varredura e transmissão, para noções sobre sua morfologia e
principalmente sobre o tamanho das partículas. Uma avaliação de raios-X por energia dispersiva
forneceu informações sobre a composição química da carga. Uma análise de superfície B.E.T.,
para conhecimentos sobre a porosidade e área livre do Negro de Fumo finaliza as caracterizações,
finalizando as caracterizações uma análise de composição química superficial.
Segundo ficha técnica do fornecedor, o Negro de Fumo apresenta tamanho de partícula
próximo a 20,0 nm. É de conhecimento a tendência termodinâmica de aglomeramento destas
partículas. Tendência esta que vai contra o objetivo do trabalho, o qual exige uma excelente
dispersão destas partículas antes da incorporação nos copolímeros. Lembrando que as partículas
do toner devem apresentar tamanho médio próximo a 10 µm, isto explica o tamanho reduzido do
Negro de Fumo utilizado.
4.3.1 - Microscopia Eletrônica de Varredura e Raios-X por Energia Dispersiva – MEV / EDS
Esta técnica permite realizar estudos morfológicos de materiais sólidos. Para esta análise
foi utilizado um microscópio eletrônico de varredura (MEV) da marca PHILIPS modelo XL-30
com filamento de tungstênio, acoplado com microsonda de energia dispersiva (EDS). Esta análise
foi realizada no Laboratório de Materiais do Centro Tecnológico da Universidade Federal de
santa Catarina.Vale destacar que o mesmo microscópio apresenta a capacidade para realizar as
duas análises em questão. Para serem analisadas sem a presença de aglomerados as amostras
exigiram preparação prévia. Uma quantidade de 0,085 g de Negro de Fumo, anteriormente
tratada em estufa com circulação de ar por 5h a 120 ˚C, foi dissolvida em 20 g de álcool
isopropílico da marca Vetec Química, com agitação magnética durante 30 minutos. Para quebra
do aglomerado das partículas de Negro de Fumo, após agitação magnética foi utilizado um banho
dispersor com freqüência de ultrasom, da marca Unique, modelo Ultra Cleaner 750, no qual as
amostras ficaram imersas por um período de 30 minutos.
21
4.3.2 – Análise de superfície B.E.T.
O procedimento mais usado para determinação da área de materiais sólidos é o método de
Brunauer-Emmett-Teller (método BET), o qual é baseado no fenômeno de adsorção de um gás a
uma dada pressão relativa P/Po formando uma monocamada de cobertura na superfície do
material adsorvente. As amostras foram avaliadas por gás-sorção no equipamento Autosorb-1 da
Quantachrome utilizando o nitrogênio com adsorbato Esta análise foi realizada no Departamento
de Engenharia Química e Engenharia de Alimentos, da Universidade Federal de Santa Catarina.
4.3.3 – Microscopia Eletrônica de Transmissão – TEM
Localizada no Laboratório Central de Microscopia Eletrônica, UFSC, o microscópio
eletrônico de transmissão, da marca Jeol Ltd., modelo JEM2100, avalia as amostras justamente
através da transmissão de um feixe de elétrons por elas, permitindo o conhecimento, se
devidamente preparado, do tamanho de uma única partícula da matéria-prima, sem possíveis
aglomerados. É possível ver também como o Negro de Fumo permanecerá no copolímero
estireno acrilato de butila, após a reação de polimerização. O modo de preparação aplicado para
esta análise foi o mesmo utilizado na análise do MEV.
4.3.4 – Composição Química do Negro de Fumo
A composição química superficial do Negro de Fumo foi realizada pelo método de
Boehm (BOEHM, 1966), onde 50 ml de solução 0,1N de NaOH, Na2CO3, NaHCO3, foram
adicionadas a três erlenmeyers contendo 1 g de Negro de Fumo. Em alíquota de 10 ml de filtrado
foi titulada com HCl 0,1N determinando-se a quantidade de base que neutralizam os grupos
funcionais presentes no sólido.
4.4 – Materiais e Método Experimental
Neste item serão apresentadas as metodologias utilizadas na realização deste estudo,
começando com os materiais escolhidos para a reação, passando pela estrutura física utilizada, e
finalizando com as informações da preparação do toner.
22
4.4.1 – Reagentes
Os reagentes utilizados para esta reação foram: monômero de estireno fornecido pela
Innova S/A, com um grau de pureza superior a 99,6%, e monômero de acrilato de butila
fornecido gentilmente cedido pelo LCP. Poliestireno cristal fornecido pela empresa Termotécnica
Ltda., com peso molecular 175.000 g/mol, Negro de Fumo (Monarch 580) fornecido pela
empresa Cabot Corporation S.A. A empresa Oxiteno forneceu o surfactante Spam 80, outro
surfactante utilizado foi o Lauril Sulfato de Sódio (C12H25NaO4S), da marca Vetec Química
Ltda., como estabilizante utilizou-se o poli (álcool vinílico), 88% hidrolisado e peso molecular de
78,00 g/mol, da marca Polyscince. O meio contínuo utilizado para suspensão foi água destilada.
4.4.2 – Unidade Experimental
A unidade experimental utilizada para as reações de polimerização do copolímero de
estireno acrilato de butila foi a mesma usada no item 3.3.2.
4.4.3 – Procedimentos Experimentais
Foram realizadas cinco diferentes reações de microsuspensão. Cujas condições utilizadas
são apresentadas no Tabela 3.
Tabela 3 - Condições Experimentais Utilizadas nas Reações
Velocidade
%
Velocidade
Dispersã
de
Negro
Dispersão
o
Dispersão
de
F.O.
Ultrasom
da
Fumo *
Suspensão
Proporção
Estireno :
Acrilato de
Butila
Concentraç
ão de
Iniciadores
(gMol/L)
Temperatu
ra de
Reação (ºC)
R-1
Reação
Branco.
1250 rpm
30
minutos
750 rpm
5:1
0,026
90
R-2
5%
1250 rpm
Não
houve
1250 rpm
5:1
0,026
90
R-3
10%
1250 rpm
Não
houve
750 rpm
5:1
0,026
90
Não
houve
1250 rpm
5:1
0,026
90
Reação
750 rpm
Branco
* Em relação à massa de monômero
R-4
A obtenção do copolímero de estireno acrilato de butila consistiu inicialmente na
dispersão da fase orgânica por meio de agitação mecânica, utilizando 1250 rotações por minuto,
para todas as reações. Dissolução do poliestireno em seu monômero, seguido da adição do
23
monômero de acrilato de butila os quais foram agitados durante 120 minutos nesta velocidade.
Apenas para a reação R-1 a fase orgânica foi levada a um banho dispersor com freqüência de
ultrasom, para dispersão final, durante 30 minutos. Para as reações R-2 e R-3 o Negro de Fumo
era o último reagente a ser adicionado à fase orgânica.
O agente de suspensão, PVA, foi adicionado na fase contínua e esta diretamente no reator,
a qual foi submetida a uma agitação de 300 rpm, apenas para homogeneização. Na Tabela 4
apresenta a formulação utilizada nos experimentos.
Tabela 4 -Formulação Utilizada nas Reações
Fase Organica
Fase Aquosa
Spam 80 (g)
2,122
H2O Destilada (ml)
603,500
Negro de fumo(g)
**
SLS(g)
3,017
Monômero Estireno (ml)
88,110
PVA (g)
0,604
Poliestireno (g)
0,805
Monômero Acrilato de Butila (ml)
Iniciadores
18,000
1,500
** Os percentuais de Negro de Fumo estão na Tabela 3
4.4.4 – Caracterização do Toner
Por fim, os produtos finais das reações foram caracterizados com relação conversão final
de monômero, distribuição do tamanho de partícula. Para a realização da análise de conversão de
monômero o procedimento foi o mesmo utilizado no item 3.3.3.
Com relação à distribuição do tamanho de partícula, o procedimento adotado constava de,
agitação magnética da solução contendo 20 g de álcool isopropílico grau de pureza p.a. da marca
Vetec Química, mais 1 g da amostra a ser avaliada durante 15 minutos. As imagens foram
levadas ao microscópio óptico da marca Bioval, modelo L2000C. Para avaliação do tamanho das
partículas fez-se necessário o uso do software SizeMeter 1.1.
4.5 – Resultados e Discussões
Nesta secção serão abordados os resultados das caracterizações do Negro de Fumo e os
resultados que caracterizam o produto final, após a polimerização.
24
4.5.1 – Resultados das Caracterizações
Microscopia Eletrônica de Varredura e Raios-X por Energia Dispersiva – MEV / EDS
A Figura 12 mostra a imagem obtida por MEV para ao Negro de Fumo usado com carga
na reação de polimerização em suspensão do copolímero estireno acrilato de butila com
ampliação de 1000 vezes.
Figura 12 - Micrografia eletrônica do Negro de Fumo. Ampliação 1000x
Analisando a Figura 12, é possível observar que as partículas de Negro de Fumo
encontram-se aglomeradas, comportamento este que pode ser atribuído ao fato deste material
apresentar uma área de superfície especifica elevada.
A seguir na Figura 13 é apresentado o resultado da análise de EDS, onde o pico maior
indicou a presença do elemento químico carbono.
Figura 13 - Espectro da composição química obtido por análise EDS
Ressalta-se ainda que os elementos químicos presentes não respondem em iguais
proporções pelo conjunto inteiro, tendo em vista que a técnica de EDS é uma análise pontual.
25
Entretanto tem-se uma boa aproximação da composição da amostras através da utilização desta
técnica de caracterização. Além disso, pode-se verificar a presença de um pico de menor
intensidade, indicando a presença de oxigênio, proveniente da presença de grupos funcionais
oxigenados, do tipo ácido carboxílico, fenol, enol e carbonila, cujas concentrações estão
demonstradas na Tabela 5.
Tabela 5 - Concentração de grupos funcionais presentes na superfícies do Negro de Fumo, determinada
através do método de Boehm.
Grupos Funcionais
Concentração de Grupos Funcionais
Fenol, Enol e Carbonila
7,45 meq/100g
Ácidos Carboxílicos
784,31 meq/100g
Deve-se ressaltar que a presença destes grupos funcionais pode afetar a cinética da reação,
uma vez que estes exercem um efeito pronunciado nas propriedades superficiais, pois, constituem
sítios ativos que aumentam a reatividade do material.
Análise de superfície B.E.T.
Com o intuito de avaliar as características texturais do material, tais como, área superficial
especifica uma isoterma de adsorção e dessorção de N2 a 72K do Negro de Fumo foi
determinada, sendo esta apresentada a seguir na Figura 14.
Figura 14- Isoterma de Adsorção e Dessorção de N2 a 72K do Negro de Fumo
26
Como pode ser observado na Figura 14, o Negro de Fumo utilizado como carga na reação
apresenta, segundo a classificação da IUPAC, uma isoterma do tipo II, típica de superfícies pouco
porosas. Além disso, é possível verificar através da isoterma a ausência de histerese entre a curva
de adsorção e dessorção, indicando que o sólido não apresenta superfície mesoporosa, sendo
também verificado a ausência de microporos. Para área superficial específica o valor encontrado
foi de aproximadamente 128 m²/g, sendo esta igual a área de superfície externa.
Microscopia Eletrônica de Transmissão – TEM
Na figura 15(a) e 15(b) são apresentados as micrografias obtidas por MET para o Negro
de Fumo utilizado como carga na reação de polimerização do copolímero estireno acrilato de
butila, usando aumentos de 10.000 e 50.000 vezes, respectivamente.
Figura 15 – Micrografia obtida pelo MET de Negro de Fumo. (a) aglomerado ampliação
10000x. (b) Partícula isolada ampliação 50000x
Analisando-se a Figura 15(a), é possível observar a presença de pequenos aglomerados de
Negro de Fumo, comportamento este esperado e anteriormente constatado pelas micrografias do
MEV. Entretanto, utilizando-se uma potência de 150 MeV foi possível identificar uma única
partícula de Negro de Fumo, Figura 15(b), a qual tem um tamanho aproximado de 20,0 nm.
Apenas para garantir a visualização, o tamanho da escala da Figura 5 é de 0,20 µm já na
Figura 6 a escala é de 20 nm.
27
4.5.2 – Resultados da Polimerização
Na Tabela 6 são apresentados os dados da conversão final de monômero para as reações
R-1, R-2, R-3 e R-4.
Tabela 6 – Conversão final de monômero para as reações
R-1, R-2, R-3 e R-4
Reação
Conversão (%)
R-1
98,20
R-2
96,93
R-3
95,93
R-4
99,11
Como pode ser observado na Tabela 6 a conversão final de monômero para as reações
com 5% e 10% de Negro de Fumo não apresentaram variações significativas em seu valor,
quando a carga foi incorporada ao polímero. Este comportamento também foi constatado para as
reações R-1 e R-4, com 0% de Negro de Fumo.
Entretanto, comparando as reações onde não houve adição de Negro de Fumo (R-1 e R-4)
com as reações R-2 e R-3, com 5% e 10% de carga, respectivamente, pode-se verificar que a
adição de Negro de Fumo ao copolímero resultou em um pequeno decréscimo da taxa de reação.
Studebaker (1957) observou durante testes realizado som peróxido de em tolueno na presença de
Negro de Fumo que a taxa de adsorção do peróxido era modificada a medida que a área
superficial do Negro de Fumo aumentava. Portanto, como o Negro de Fumo incorporado ao
copolímero apresenta uma elevada área de superfície específica 128 m²/g, maior será a área
disponível para que os radicais livres provenientes da decomposição do iniciador possam
adsorver, o que resultaria em uma maior consumo de radicais livres, e consequentemente na
redução da taxa de reação.
28
Nas Figuras 16(a) e 16(b) são apresentados as micrografias das partículas do copolímero,
produto da reação R-1, obtidas pelo MEV, utilizando-se aumento de 50 e 200 vezes,
respectivamente.
Figura 16 – Micrografia das partículas do copolímero estireno acrilato de butila. R-1. (a) Ampliação 50x
e (b) Ampliação 200x.
Nestas micrografias a suspensão ficou instável, sendo possível verificar irregularidades no
formato das partículas as quais apresentam em sua grande maioria formato elíptico. Este tipo de
comportamento pode ser estar associado ao aumento excessivo da viscosidade da fase dispersa,
ou ainda as condições de agitação e estabilização da polimerização.
Na Figura 17 é apresentado uma micrografia obtida pelo microscópio óptico da reação
R-1.
Figura 17 - Micrografia das partículas do copolímero de estireno acrilato de butila, R-1. Microscópio óptico,
aumento de 50x.
Nesta, é visível também, algumas partículas com formato elíptico, além de diferença entre
o tamanho das partículas. Na Figura 18, é apresentado a distribuição de tamanho de partícula
29
obtidas a partir de análises de imagens obtida pelo MEV e pelo microscópio óptico, para a reação
R-1.
Figura 18 - Comparativo da DTP R-1. MEV e M.O.
Observou-se através das análises de imagem obtida pelo MEV que as partículas de menor
diâmetro têm em média 12 µm, enquanto que as maiores apresentaram um tamanho médio de
aproximadamente 80 µm. Na análise das imagens do microscópio óptico, observou-se que os
valores obtidos ficaram próximos a 84 µm. A diferença observada nos dois casos deve-se ao fato
das análises realizadas apresentarem diferentes precisões em termos de imagem.
Além disso, pode-se constar que para a reação R-1, na qual a dispersão da fase orgânica
foi realizada com banho ultrasom, a maior fração de partículas apresentou um diâmetro e 90 µm
utilizando a imagem proveniente do microscópio óptico.
A Figura 19 apresenta a distribuição do tamanho de partícula, obtidas através das análises
realizadas por microscopia óptica para as reações R-1, R-2 e R-3.
Figura 19 - Comparativo DTP das reações R-2, R-3 e R-4.
30
Foi possível verificar que o diâmetro médio obtido foi de aproximadamente 165 µm,
sendo este superior ao determinado pela reação R-1, onde utilizou-se o banho de ultrasom.
É possível observar através da Figura 19 que a adição de Negro de Fumo ao copolímero
resulta no deslocamento da DTP para região de maiores diâmetros. Este comportamento pode ser
explicado pelo fato do aumento da concentração de Negro de Fumo no meio reacional causar o
acréscimo no tempo de duração dos estágios da reação que são fundamentais para formação das
partículas de polímero, tendo grande influência no tempo que a reação terá para passar de 20 a
60% de conversão – o chamado estágio viscoso – onde a taxa de coalescência das partículas é
critica, podendo afetar diretamente a DTP final.
4.7 – Conclusões
Os resultados obtidos neste primeiro momento mostram que a adição de Negro de Fumo
ao copolímero de estireno acrilato de butila afetou a conversão de monômero, assim como a DTP
final.
Observou-se também a partir das condições testadas que a utilização do banho de
ultrasom possibilitou uma melhor dispersão da fase orgânica, o que poderá auxiliar na obtenção
de diâmetros na faixa de interesse para aplicação a qual o material se destina.
As informações obtidas através dos testes preliminares mostraram a necessidade de ajuste
dos parâmetros da reação tais como freqüência de agitação, concentração de surfactante,
concentração de estabilizante, tempo de dispersão no ultrasom, para que seja possível a obtenção
de partículas do copolímero dentro da faixa de tamanho de interesse para a produção de partículas
de toner.
Com as amostras restantes de cada reação, uma análise de DSC é primordial, para
conhecimento sobre a temperatura de transição vítrea do copolímero e a interferência de diversas
quantidades de negro-de-fumo nela.
Encontrar um fabricante ou distribuidor comercial de toner, solicitar amostragem para
possíveis caracterizações é uma sugestão interessante ao desenvolvimento do projeto.
31
5. Conclusão
Dentre os estágios curriculares praticados até o momento, este, realizado no Laboratório
de Controle de Processos, vem a ser a primeira oportunidade de estágio acadêmico. As diferenças
existem e certamente vantagens e desvantagens vêm a tona quando compara-se os dois tipos de
estágio, acadêmico e em empresa. Focar os estudos em um único projeto é uma das diferenças,
contudo, em um projeto de mestrado isto também é feito. Assim um estágio acadêmico esclarece
como são os procedimentos, ou o andar de uma especialização acadêmica.
A falta de bagagem teórica do aluno pelos assuntos abordados nas linhas de pesquisa do
LCP justificava a apreensão sentida nos primeiros momentos no laboratório, antes mesmo do
inicio do contrato de estágio. Mas eram justamente essas linhas de pesquisa que chamaram
atenção e fizeram com que o estágio viesse a se concretizar. Assim, com o passar do tempo, a
interação com os processos e projetos foram ficando mais claras, e as idéias e sugestões
começaram a surgir.
Com relação ao projeto de obtenção do toner utilizando o processo de polimerização em
suspensão foi possível observar que alguns parâmetros do processo de síntese do material, ainda
necessitam ser ajustados para que o tamanho de partículas situe-se em uma faixa de tamanho
desejada.
É válido dizer que o estágio no LCP proporcionou ao aluno um maior contato com
pesquisas em nível acadêmico. Fato este considerado de grande valia, pois possibilitou conhecer
todas as etapas envolvidas no desenvolvimento de um determinado produto, antes que este
chegue ao consumidor.
32
6. Referências Bibliográficas
JUN YANG, TING-JIE WANG, HONG HE, FEI WEI, YONG JIN, “Particle Size
Distribution and Morphology of in situ Suspension Polymerized Toner”, American
Chemical Society, p. 5568 – 5575, 2003.
MACHADO F., LIMA E. L. LIMA, PINTO J. C., Uma Revisão Sobre os Processos de
Polimerização em Suspensão, Polímeros: Ciência e Tecnologia, vol. 17, n˚2, p. 166 –
179., 2007.
MACHADO R. A. F. SANTOS T. R., ARIOLI R., BOLZAN A., “Polimerização em
Semi-Suspensão do Estireno: Controle da Distribuição do Tamanho das Partículas”, VI
Congresso Brasileiro de Engenharia Química em Iniciação Científica, 2005.
MACHADO R. A. F., SCHLICHTING R., NOGUEIRA A. L., Polímeros e Reações de
Polimerização, 2002.
Boehm, H.P. – In Advances in Catalysis, Vol. 1b, Academic Press, New York, 1966.
McCabe, W.L., Smith, J.C., Harriot, P. – Unit Operations of Chemical Engineering. 5th
ed., New York, Mc Graw Hill, 1993.
Studebaker, M.L. – The Chemistry of Carbon Black and reinforcement Rubber Chemistry
and Techology, Vol. 30, p. 1400 – 1483, 1957.
33
ANEXO A – HISTÓRICO DO LABORATÓRIO DE CONTROLE DE PROCESSOS
Em 1987 dá-se início das atividades do LCP por iniciativa do professor Ariovaldo Bolzan
em função dos seus trabalhos de doutoramento junto ao Programa de Pós-Graduação em
Engenharia Química – PEQ da coordenação dos Programas de Pós-Graduação em Engenharia –
COPPE, da Universidade Federal do Rio de Janeiro – UFRJ. Nove anos depois, O professor
Ricardo Antonio Francisco Machado, doutorando do Programa de Engenharia Química da
COPPE/UFRJ, ingressou na UFSC como professor do quadro permanente do EQA, passando a
atuar como supervisor do LCP desde então.
No ano seguinte, 1997, o professor Nestor Roqueiro solicitou transferência do
Departamento de Engenharia Química da Escola de Química da UFRJ para o EQA, integrando o
grupo de professores do LCP. Em 2001 o professor Marintho Bastos Quadri, já integrante do
quadro permanente do EQA, associa o Laboratório de Sistemas Porosos – LASIPO/EQA, do qual
é responsável, ao LCP. Um ano após, O professor Nestor Roqueiro transferiu-se para o
Departamento de Automação e Sistemas – DAS/UFSC, onde desenvolve suas atividades de
docência. Porém, ainda mantém laços com o LCP em diversos projetos e orientações.
Em 2003, ocorre o ingresso do professor Pedro Henrique Hermes de Araújo no EQA
como professor do quadro permanente. Inicia suas atividades no LCP, na área de polimerização.
E finalmente no ano de 2004, Claudia Sayer, ex-professora da Escola Politécnica da Universidade
de São Paulo – USP, ingressa no EQA como professora do quadro permanente e no LCP como
uma das pesquisadoras atuantes na área de polimerização. Ainda neste ano, a professora Mara
Gabriela Novy Quadri, já integrante do quadro permanente do EQA, associa o Laboratório de
Pesquisas em Alimentos – LPA/EQA, do qual é responsável, ao LCP.
Nos dias atuais, O LCP dispõe de recursos tecnológicos computacionais avançados,
equipamentos para análises físico-químicas e várias plantas piloto para desenvolvimento e testes
de estratégias de controle e também de processos e produtos. Buscando uma melhor estruturação
de suas atividades, foram estabelecidas cinco divisões de trabalho no grupo de pesquisa, que
seguem listadas abaixo, juntamente com alguns de seus principais equipamentos:
34
1.
Divisão química e de processos de polimerização, que dispõe de uma estrutura completa
para análise em bancada, além de equipamentos específicos para caracterização de polímeros;
2.
Divisão de processos piloto e de produtos acabados, que dispõe dos principais processos e
equipamentos de uma planta de processos químicos, todos operando com sistemas de supervisão
e controle;
3.
Divisão de engenharia de software, tratamento de sinais, aquisição de dados, controle e
otimização, possuindo suporte computacional avançado e software comerciais de simulação de
processos e supervisão de plantas;
4.
Divisão de soluções e produtos para a indústria de petróleo e gás natural, dispondo de uma
estrutura para a análise em interface água-óleo e destilação;
5.
Divisão de processos de extração e fracionamento em meio supercrítico, contendo uma
planta completa para extração de óleos essenciais.
35
ANEXO B – CRONOGRAMA DAS ATIVIDADES DESENVOLVIDAS
Estágio Curricular V - Engenharia de Materiais - UFSC
Laboratório de Controle de Processos - LCP
Aluno: Luiz Gustavo Ecco
1
Reações via Miniemulsão
Polimerização Poliestireno Via Suspensão
Análise no MEV - Amostras Negro de Fumo
Análise B.E.T. Negro de Fumo
Análise no MET - Amostras Negro de Fumo
Copolimerização via Microsuspensão - Tonner
Reciclagem do XPS via Suspensão - Aula Prática
Incorporação de Grafite no PS - Projeto Termotécnica
Setembro
2
3
4
5
Outubro
6
7
Orientador: Prof. Ricardo Machado
8
9
Novembro
10 11 12
13
Dezembro
14 15 16