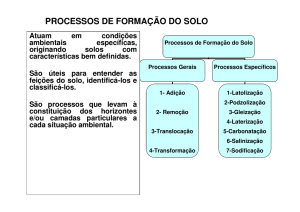
1 INTRODUÇÃO
A lixiviação consiste, tipicamente, na remoção do metal de valor de modo a
separá-lo de uma grande massa de ganga com um beneficiamento mínimo do
minério. Contornam-se, dessa forma, os custos associados ao tratamento do
minério. O procedimento segue com processos extrativos hidrometalúrgicos.
Em alguns casos, a lixiviação também é usada para a remoção de impurezas.
Quando realizada com este objetivo, o processo é chamado de lixiviação
inversa, ou beneficiamento hidrometalúrgico. O mineral do metal de valor
permanece no estado sólido.
A capacidade de tratar minérios com baixos teores, dispensando o seu
beneficiamento, é a característica básica da lixiviação, que se fundamenta na
especificidade do agente de lixiviação empregado. Idealmente, e de maneira
geral, ele deve ser: barato; específico (para não reagir com a massa de
minerais da ganga e assim dissolver elementos indesejados); solúvel em água;
e reciclável (para não elevar os custos do procedimento extrativo).
Não se deve confundir lixiviação com percolação. É comum haver a confusão
dos termos lixiviação e percolação porque, tecnicamente, diz-se que a
lixiviação é a remoção de solutos por meio da água que percola o solo. A
percolação consiste no movimento descendente da água rumo às regiões mais
profundas do solo. Assim, se torna claro, a água percola, o soluto lixivia, isto é,
sofre lixiviação.
2
O PROCESSO DE LIXIVIAÇÃO
Na lixiviação, os reagentes mais comuns são: ácido sulfúrico, sulfeto férrico,
amônia e carbonato de amônio. O ácido sulfúrico é usado com minerais da
classe dos óxidos; sal férrico oxidante é empregado no ataque a sulfetos, e as
soluções amoniacais são empregadas na lixiviação de cobre nativo ou cobre e
níquel no estado metálico (previamente reduzidos em alguma outra operação).
Se o mineral for um sulfato ( natural ou produto da ustulação 2 de um sulfeto)
bastará água para dissolvê-lo. Se pudermos escolher entre ácidos ou álcalis,
escolheremos ácidos para uma ‘ganga ácida’, e vice-versa.
Agentes lixiviantes mais usados
A concentração do agente na água varia bastante: o ácido sulfúrico, por
exemplo, é usado desde a concentração de 1-5 g/L, na lixiviação em pilhas, até
a concentração de 50 g/L, na lixiviação por agitação.
Métodos mais frequentes empregados na lixiviação
Segundo as Normas Regulamentadoras da Mineração (NRM) alguns fatores
devem ser observados para a implantação de um mecanismo de lixiviação:
Os locais de implantação de processos de lixiviação devem ser
devidamente protegidos e sinalizados de forma a alertar que o acesso é
proibido a pessoas não autorizadas.
Os processos de lixiviação devem ser executados por trabalhadores
treinados e supervisionados por profissional legalmente habilitado.
Os
processos
de
lixiviação
devem
observar
as
seguintes
recomendações:
a) estudos geotécnicos, hidrogeológicos e topográficos dos locais de
implantação e das bacias de contenção das soluções geradas no
processo;
b) estudo do histórico das precipitações pluviométricas para definição
das capacidades de armazenamento dos sistemas de disposição e
contenção;
c) existência de, no mínimo, um sistema de contenção de emergência;
d) a construção dos sistemas de disposição fica condicionada aos
seguintes parâmetros:
III-
escala
regime
de
produção
regional
de
da
lixiviação;
chuvas
e
III- proximidade de núcleos urbanos, bacias hidrográficas, açudes e
outros;
e) acompanhamento do processo através de balanços de massa e
metalúrgico periódicos de forma a detectar possíveis perdas das
soluções;
f) os efluentes dos sistemas de disposição devem ser submetidos à
neutralização;
g) a montante e a jusante dos sistemas de disposição devem ser
construídas trincheiras ou poços em profundidades adequadas visando à
verificação da existência ou não de infiltração da solução e;
h) no caso de uso de pilhas, preparação adequada da base da pilha e
das bacias de contenção, de forma a evitar infiltrações das soluções
para o solo.
No caso de lixiviação in situ, devem ser tomadas medidas de prevenção
adequadas
contra
a
contaminação
do
lençol
freático,
bacias
hidrográficas, açudes, dentre outros.
2.1 Seletividade
O sucesso da lixiviação se baseia fortemente na sua seletividade – ou seja, na
capacidade de extrair seletivamente o metal de valor dentre outros, impurezas.
A seletividade, por sua vez, se fundamenta numa posição relativamente
favorável entre as linhas que descrevem a concentração dos íons em função
do pH; ou seja, enquanto a concentração dos íons do metal de valor deve ser
elevada, o inverso deve acontecer com os íons da impureza.
Assim, a lixiviação ácida da Gibbsita, é feita, atualmente, por meio do ataque
por álcalis, pois desta forma o teor de ferro, que a impurifica na solução, pode
ser mantido em teores baixos. Antigamente havia minérios suficientemente
“puros”, de tal modo que uma dissolução ácida ainda era possível.
2.2 Dificuldades
Entre as principais dificuldades da lixiviação está a cinética relativamente lenta
à temperatura de 25ºC.
Pelo lado termodinâmico fica aparente a complexidade do processo real. Os
diagramas de Pourbaix – usados normalmente no planejamento da lixiviação –
mostram, comumente, apenas um equilíbrio muito simples entre os
componentes do sistema (Me-O-H), enquanto que, na realidade, há a presença
(i) de outros elementos (metálicos ou não) no sistema, (ii) do cátion ou ânion
que formam a base ou o ácido usados para modificar o pH como, por exemplo,
o Na+ e o Cl- no caso do ácido clorídrico e da soda cáustica, respectivamente,
e, por último, pode haver a presença (iii) de íons complexos – como, por
exemplo, Au(CN)2- no caso da lixiviação do ouro.
O consumo de reagentes, por outro lado, mostra que, de fato, a seletividade é
apenas uma meta, pois parte desses insumos acaba sendo perdida em
reações com a ganga.
3 METÓDOS DE LIXIVIAÇÃO
Existem muitos métodos de lixiviação, a escolha de um deles depende de
diversos fatores como, por exemplo, granulometria do minério, taxa de
produção, custo, composição do mineral, técnicas subsequentes necessárias.
A natureza dos métodos varia desde aqueles nitidamente industriais, que
necessitam equipamentos sofisticados e apresentam produção elevada, até as
técnicas quase desprovidas de reatores, que são empregadas proximamente
ou diretamente na mina, ou mesmo no solo não-minerado (in situ). Isso se
aplica especialmente aos minérios com teores tais que o custo da mineração é
proibitivo. Um estágio intermediário é aquele da lixiviação em ‘pilhas’ de
minério (sobre uma superfície impermeável), mas, que também podem ser de
rejeitos acumulados por antigos empreendimentos de mineração.
3.1 Lixiviação In situ
A lixiviação In situ possui vantagens: redução de rejeitos sólidos, distúrbio na
superfície e riscos de trabalho; e desvantagens ambientais: requer cuidados
com disposições de grandes quantidades de sais solúveis que podem poluir
águas subterrâneas.
3.2 Lixiviação por oxidação sob pressão
Descreve-se um processo para a lixiviação por oxidação sob pressão de
material sulfetado de metal não ferroso que compreende prever um conjunto de
auto clave com uma série de compartimentos sucessivos, cujo primeiro
compartimento é de tamanho sensivelmente maior do que os compartimentos
restantes. É previsto uma pressão parcial de oxigênio no conjunto de auto
clave na faixa de cerca de 50 a cerca de 1000 kpa. Uma polpa aquosa do
material é alimentada no primeiro compartimento relativamente grande como
fluxo resultante de material através dos compartimentos sucessivos menores
fazendo a temperatura no primeiro e sucessivos compartimentos ser suficiente
para produzir uma oxidação autógena do material sulfetado. A polpa oxidada
do último compartimento da série é descarregada.
3.3 Lixiviação em Pilhas
Lixiviação em pilhas é uma tecnologia de processamento de minerais usada
nas pilhas de minério britado ou de ROM - minério de mina (ou talvez rejeitos
de moinho) quando os minérios são lixiviados com várias soluções químicas
que extraem minerais valiosos. As maiores instalações em termos da área da
pilha e tonelagem anual são associadas com as minas de cobre onde o minério
de cobre é irrigado com uma solução fraca de ácido sulfúrico. Esta solução
dissolve o cobre do minério e a Solução de Lixiviação Rica (PLS) resultante
filtra pela pilha de minério e recupera-se no fundo do pad de lixiviação, que
normalmente consiste em um revestimento de geomembrana, ou às vezes de
argila (para criar um verdadeiro revestimento composto ou simplesmente
instalado como uma camada de base de boa qualidade para a geomembrana),
e uma camada de proteção de rocha britada permeável (overliner) com rede de
tubulação de drenagem. Em algumas aplicações (principalmente nos casos de
minérios de óxido de cobre) os revestimentos magros instalam-se entre
camadas de minério para interceptar a PLS mais rápido. A extração de cobre é
levada a cabo por meio de processo de electrowinning seguido por reciclajem
da solução ácida à pilha de lixiviação. A operação das pilhas de ouro é
semelhante, só que o solvente é uma solução de cianeto alcalina.
O processo de lixiviação em pilha vem sendo utilizado no Brasil, Estados
Unidos, Austrália e Chile, dentre outros, como um eficiente método para o
tratamento de minérios auríferos oriundos de depósitos de pequeno porte ou
com baixos teores.
Encontra-se na literatura, a partir do fim dos anos 60 diversos modelos
matemáticos fenomenológicos que descrevem o processo de lixiviação em
pilha. A maior parte destes, entretanto, foi desenvolvida para a lixiviação de
minérios oxidados e sulfetados de cobre, assim como para lixiviação de pirita,
no caso da formação de drenagem ácida.
Modelo Geométrico da Pilha
Estes modelos são baseados na realização de um balanço de massa das
espécies envolvidas, tanto no leito da pilha quanto na partícula do minério e da
utilização de relações cinéticas para a representação das reações minériolixiviante. Diversas hipóteses simplificadoras são consideradas para viabilizar a
solução do sistema de equações diferenciais parciais assim obtido, sem uma
apreciável perda na qualidade dos resultados. Dentre estes modelos
fenomenológicos pode-se destacar alguns como o modelo apresentado por
Chae e Wadsworth, que utiliza a equação da continuidade para descrever o
escoamento da solução no leito da pilha e um modelo cinético derivado do
modelo de centro não reagido para descrever a reação minério-lixiviante. Os
seus resultados foram validados com testes de lixiviação acida de um minério
oxidadode cobre. Posteriormente, Dixon e Hendrix apresentaram um modelo
que utiliza um equacionamento rigoroso, resolução por diferenças finitas e
validação com resultados de experimentos de cianetação de um minério
sintético de prata. Sanchez-Chacon e Lapidus apresentaram recentemente
uma abordagem similar a anteriormente descrita, mas modificando o modelo
cinético, uma das condições de contorno e o método de resolução numérica do
problema. Dentre os modelos simplificados destaca-se o modelo de Roman,
inicialmente proposto para descrever a lixiviação acida de minérios oxidados de
cobre, e que serviu de ponto de partida para outros trabalhos. Neste modelo,
um algoritmo, que permite contornar a resolução do sistema de equações
diferencias, foi utilizado para descrever o escoamento, livre de dispersão axial
(pistom)da fase líquida no interior da pilha e o modelo de centro não reagido foi
utilizado para representar a reação do minério com o lixiviante. O modelo
proposto por Box e Prosser é uma generalização do modelo de Roman. Ele
leva em consideração a interação simultânea de diversos minerais e lixiviantes,
além dos próprios produtos de lixiviação, que eventualmente podem participar
deste sistema reagente. Neste caso, o modelo de centro não reagido foi
utilizado para descrever as reações sólidos-reagentes e o algoritmo de Roman
foi utilizado para descrever o escoamento pistom do líquido no leito da pilha.
Além disto, foram acrescentadas correlações empíricas para estimar o volume
de líquido retido na pilha. Este modelo foi posteriormente particularizado para o
caso da lixiviação cianídrica de minérios auríferos na qual podem participar
outros metais lixiviáveis.
4 MINERAIS E O EMPREGO DA LIXIVIAÇÃO
4.1 Lixiviação do Ouro
A lixiviação em cianeto por meio alcalino pode ser realizada em pilhas de estéril
ou de rejeitos (“dump leaching”), em pilhas de minérios (“heap leaching”), em
tanques estacionários (“vat leaching”) ou em tanques com agitação.
A lixiviação em pilhas, devidos a baixos investimentos e custos operacionais,
pode ser utilizada para o aproveitamento de minérios marginais ou rejeitos
(Cristovici, 1986). A recuperação nestes casos é relativamente baixa, os ciclos
são longos e o consumo de reagente é elevado. A lixiviação em pilhas de
minério é o principal método de beneficiamento de minérios oxidados de ouro
de baixo teor. Recuperações da ordem de 50 a 85% podem ser alcançadas
(Menne, 1984, Potter, 1981, Shaw e Crowell, 1996). Para o tratamento de
minérios argilosos, faz-se necessário proceder à aglomeração prévia do
minério, afim de se obter uma percolação eficiente do agente lixiviante na pilha.
Exemplos de utilização da técnica no Brasil incluem Fazenda Brasileiro (BA) e
Igarapé Bahia (PA) da Vale, e um projeto mais recente Amapari (AM) da
AngloGold.
A lixiviação em tanques estacionários (“vat leaching”) apresenta resultados
intermediários entre a lixiviação em tanques agitados e a lixiviação em pilhas
em termos de recuperação metalúrgica alcançada, investimentos e custos
operacionais envolvidos, sendo preferida em relação à técnica de lixiviação em
pilhas.
A lixiviação em tanques agitados é muito comum para tratar minérios que
requerem moagem, com teores geralmente superiores a 2gAu/ton, que
justifiquem os custos mais elevados. Recuperação superiores a 90% são, em
geral, alcançadas.
As dificuldades geralmente encontradas na lixiviação do ouro associado à pirita
e arsenopirita são determinadas, principalmente, pela granulometria fina do
ouro no mineral hospedeiro e não pela interferência de compostos de arsênio e
enxofre solubilizados.
A etapa de lixiviação do ouro é extremamente importante, pois além de
interferir diretamente na geração de receita do empreendimento, define
parâmetros, tais como, granulometria do produto da cominuição, a necessidade
de tratamento pré-oxidativo, e outros. Estas definições passam por uma
avaliação das possíveis alternativas de processo que resultem no alcance de
uma recuperação metalúrgica tecnicamente possível e economicamente viável.
O melhor resultado a ser obtido na lixiviação de minérios auríferos depende de
diversos fatores a serem analisado, tais como mineralogia, controle das
variáveis de processo, projeto do processo e fatores econômicos.
4.1.1 Principais agentes lixiviantes
Agentes
lixiviantes
são
os
principais
reagentes
responsáveis
pela
solubilizaçãos do metal.
Dentre os lixiviantes listados abaixo, a tiouréia tem sido apontada como o que
apresenta maior possibilidade de eventual aplicação industrial.
Cientistas soviéticos desenvolveram a lixiviação de ouro com tiouréia,
baseados em trabalhos publicados por Plaksin e Kozhukhova em 1941, e
posteriormente nos anos 60.
Durante muitos anos, porém, o uso da tiouréia não passou de curiosidade
acadêmica, criticada tanto pelo difícil controle do processo, como pelo elevado
custo da lixiviação, decorrente do excessivo consumo de reagentes.
Atualmente, a tiouréia é o lixiviante alternativo que tem recebido maior atenção
dos pesquisadores interessados na lixiviação de ouro e prata. Este interesse
deve-se sobretudo a dois fatores:
- A tiouréia não é tóxica quanto ao cianeto;
- Apresenta altas taxas iniciais de dissolução.
4.2 Lixiviação do Cobre Oxidado
O cobre ocorre na crosta terrestre predominantemente como sulfetos. Entre os
minerais sulfetados de cobre, a calcopirita é o mais abundante. Soluções de
cloreto férrico são usadas na hidrometalurgia de minérios sulfetados de cobre
como fonte de íons Fe3+, um bom agente oxidante. A oxidação da calcopirita
por íons férrico é representada estequiometricamente pela reação global
(Gupta & Mukherjee, 1990):
CuFeS2 + 4Fe+3 Cu2+ + 5Fe2+ + 2s
Porém, durante a lixiviação da calcopirita, ocorre a passivação da superfície do
mineral, fenômeno que diminui a taxa de reação e, conseqüentemente, a
dissolução do metal. A passivação da calcopirita ocorre devido à formação de
um filme que dificulta o prosseguimento da reação de dissolução (Warren et al.,
1982; Mateos et al., 1987; Hackl et al., 1995; Elsherief, 2002).
A passivação da calcopirita tem sido muito pesquisada atualmente, devido às
suas implicações práticas. Lu et al. (2000) estudaram o efeito de íons cloreto
na dissolução do mineral em soluções ácidas oxigenadas e concluíram que a
presença de NaCl, na solução lixiviante, promoveu a formação de uma camada
de enxofre poroso, favorecendo a difusão dos reagentes através do filme de
enxofre (produto da reação) e a continuação da reação na superfície do
mineral.
A adição de cloreto de sódio na solução lixiviante de sulfetos de cobre também
foi estudada por Winand (1991). Porém este atribuiu à formação de complexos
de cloro e cobre como sendo o fator determinante do aumento da taxa de
lixiviação, pelo aumento da solubilidade de cobre no sistema Cl -/ Cu(II) e/ou
Cu(I).
Levando-se em conta que foi sugerido que o NaCl atua sobre a camada de
enxofre elementar e também sobre a solubilidade de complexos de cobre no
meio, propõe-se, então, estudar a utilização de NaCl juntamente com soluções
oxigenadas de cloreto férrico, para a lixiviação da calcopirita, abordando
aspectos morfológicos da superfície do mineral.
4.3 Lixiviação de Níquel sob pressão
As lateritas de níquel, em especial aquelas em que o aproveitamento é feito
através de rotas de lixiviação ácida sob pressão, são a maior fonte potencial
para o crescimento da oferta do metal e os projetos em desenvolvimento e
implementação que utilizam essa tecnologia constituem a parcela mais
expressiva da capacidade a ser colocada no mercado nos próximos anos.
O aproveitamento de níquel lateríticoatravés de rotas de lixiviação ácida sob
pressão (em inglês: pressure acidleaching - PAL, também, high-pressure acid
leaching - HPAL, HiPAL) foi desenvolvido no final da década de 50 e,
primeiramente, aplicado em Moa Bay, Cuba, que permaneceu, por muitos
anos, como a única operação a utilizar esta rota de processo. A tecnologia foi
retomada no final da década de 90 com a implementação de três operações na
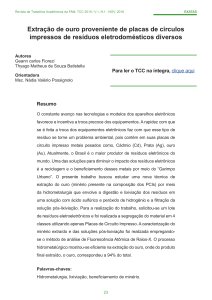
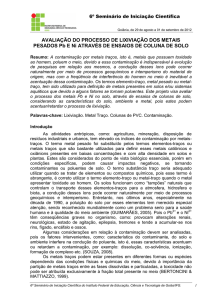
Austrália Ocidental. Um esquema simplificado do processo é mostrado na
figura abaixo.
O minério é alimentado na planta e segue para a lixiviação ácida em autoclaves
sob alta temperatura e pressão. O ácido sulfúrico dissolve o Ni e Co em
conjunto com uma série de outros metais. Na neutralização primária, a adição
de calcário à temperatura e pressão ambientes aumenta o pH da solução,
precipitando Fe, Al e Cr através de decantação em contracorrente. É feita uma
neutralização secundária, com cal, para a remoção de Fe residual e Cu e
correção do pH, e os rejeitos são enviados à barragem. A solução clarificada
da neutralização primária segue para a precipitação de um produto
intermediário – hidróxido ou sulfeto misto de Ni e Co impuro – com cerca de
50% de Ni, que é refinado ao catodo. O cobalto é um subproduto importante do
aproveitamento de níquel laterítico através das rotas hidrometalúrgicas.
Diagrama simplificado do processo de lixiviação sob pressão
5
EQUIPAMENTOS
A lixiviação normalmente é realizada em tanques de percolação, mas pode ser
executada em reatores específicos como, por exemplo, as pachucas (tanques
afunilados, onde a agitação é proporcionada pela turbulência provocada pela
injeção de ar comprimido pelo fundo). Os reatores mais sofisticados, contudo,
são as autoclaves. Elas trabalham com temperaturas e pressões elevadas (em
relação à temperatura e pressão de ebulição da água) e são, por
consequência, reatores tecnicamente complexos.
De uma maneira geral, “reatores” muito simples são usados quando a lixiviação
é aplicada a minérios com baixos teores do mineral do metal de valor (ou
mesmo sobre rejeitos). Trata-se, neste caso, apenas de equipamentos capazes
de aspergir a solução lixiviante sobre pilhas de matéria-prima montadas
diretamente sobre locais adequados (com um piso impermeável) para a coleta
da solução.
Por último, a lixiviação pode ser efetuada mesmo sem reator algum, in situ,
pela injeção e aspiração direta de solução lixiviante no corpo mineral.
6 Impactos Ambientais
Atualmente as mineradoras são obrigadas a cumprir normas ambientais, de
encerramento e funcionamento bastante restritas, de forma a assegurar que a
área afetada pela exploração mineira regressa à sua condição inicial, ou
próxima da inicial e em alguns casos até melhor que a inicial. Alguns métodos
de exploração antiquados tiveram (e continuam a ter), em países com fraca
regulamentação, efeitos devastadores no ambiente e na saúde pública. Pode
ocorrer contaminação química grave do solo nas áreas afetadas, a qual pode
ser ampliada e disseminada por exemplo pela água, criando situações de
contaminação maciça. Outros problemas ambientais possíveis são a erosão,
subsidência, abandono de resíduos perigosos, perda de biodiversidade,
contaminação de aquíferos e cursos de água, vibrações e ruídos,
No entanto, as explorações mineiras modernas têm práticas que diminuíram
significativamente a ocorrência destes problemas, sendo alvo de apertado
escrutínio ambiental. O controle da poluição nos cursos d água pode ser
efetivado com drenagens convenientes (desvio da água das frentes de lavra), o
controle da erosão (compactação do solo), o replantio de vegetação e
umedecimento da vegetação, além da recirculação da água utilizada no
tratamento mineral.
Um dos fatores responsáveis pela degradação é a erosão causada pela água,
quando não drenada, que corre sobre o solo, causando a sua destruição. O
desmatamento e a retirada da cobertura vegetal, também aceleram o processo
de destruição do solo. O lançamento de resíduos da mina contendo
substâncias tóxicas, causa destruição do solo.
A maior fonte de ruídos e vibrações na mineração é a detonação através de
explosivos. As fontes de ruídos de menor escala são: compressores,
britadores, tratores, caminhões, perfuratrizes, etc. O controle destas fontes é
feito através de planos de fogo melhores projetados, para evitar uma maior
liberação de energia. Para as outras fontes é necessária a regulagem dos
motores dos equipamentos e isolamento das fontes emissoras de ruídos.
Os resíduos de mineração causam vários problemas ambientais, em particular,
quando as operações são a céu aberto e movimentam uma grande quantidade
de estéril e rejeito, que deve ser disposto em local apropriado. Procura-se, em
princípio, uma área que venha a sofrer o menor impacto possível aliado à
segurança e estabilidade das pilhas de estéril e barragens de rejeitos.
Embora o cianeto seja um reagente amplamente empregado na lixiviação de
metais preciosos e no acabamento superficial de certos metais, sua elevada
toxicidade faz com que o uso de tecnologias eficientes no tratamento dos
efluentes desses processos seja primordial. Existem diversas técnicas
disponíveis para o tratamento de efluentes industriais contendo cianeto,
contudo os métodos mais empregados baseiam-se na oxidação química do
cianeto a uma espécie menos tóxica, o cianato, que se hidrolisa produzindo os
íons amônio e bicarbonato, além de uma lama contendo hidróxidos de metais
pesados, quando presentes no efluente. Entre as técnicas mais recentes para o
tratamento de efluentes contendo cianeto, a oxidação eletroquímica apresenta
algumas vantagens, como a possibilidade de recuperação dos metais
complexados pelo cianeto, além de não necessitar de reagentes químicos
adicionais, sendo perfeitamente capaz de atender às exigências dos órgãos
ambientais.
CONCLUSÃO
Pode-se concluir com este trabalho que a lixiviação é um método de lavra
baseado na remoção do metal de valor de modo a separá-lo de uma grande
massa de ganga com um beneficiamento mínimo do minério, de acordo com as
Normas Regulamentadoras da Mineração (NRM).
Os métodos empregados variam desde aqueles nitidamente industriais, que
necessitam de equipamentos sofisticados e apresentam produção elevada, até
as
técnicas
quase
desprovidas
de
reatores,
que
são
empregadas
proximamente ou diretamente na mina, ou mesmo no solo não-minerado (in
situ).
Em se tratando de questão ambiental, as mineradoras são obrigadas a cumprir
normas ambientais, de encerramento e funcionamento bastante restritas.
Portanto, estas empresas buscam sempre uma área que venha a sofrer o
menor impacto possível aliado à segurança e estabilidade das pilhas de estéril
e barragens de rejeitos.
REFERÊNCIAS BIBLIOGRÁFICAS
Fonte:
http://www.minerios.com.br/index.php?page=conteudo_materia.php&id=2596>
Acesso em 30 de março de 2011 às 10:32h.
Fonte:
<http://www.realtrade.com.br/portugues/artec/tioureia.html>. Acesso em 2 de
abril de 2011 às 10:30h.
Fonte:
<http://www.scielo.br/pdf/rbcs/v33n4/19.pdf>. Acesso em 2 de abril de 2011 às
11:00h.
Fonte:
<http://www.webartigos.com/articles/17399/1/Lixiviacao/pagina1.html#ixzz1Kee
CUgKx>. Acesso em 15 de abril de 2011 às 15:30h.
Fonte:
<www.patentesonline.com.br/processo-para-lixiviacao-por-oxidacao-sobpressao-de-material-sulfetado-de-metal-157869.html> Acesso em 16 de abril
de 2011 às 21:30h.
Fonte: Normas Regulamentadoras
pe.gov.br/Legisla/nrm_18.htm>
da
Mineração
<http://www.dnpm-
Fonte:
http://www.scielo.br/scielo.php?script=sci_arttext&pid=S037044672002000400007. Acesso em 17 de abril de 2011 às 21:15 hs.