DETERMINAÇÃO DA FASE DE ADESIVIDADE OTIMA
PARA LINER UTILIZADO EM MOTOR FOGUETE A
PROPELENTE SÓLIDO
Juliano R. A. Pinto1*, Koshun Iha2, Ana M. F. Morais1, Michelle L. Costa3
1*
Instituto de Aeronáutica e Espaço (IAE), CTA, Pr. Mal. Eduardo Gomes, 50/Vila das Acácias, CEP 12228-904 – São
José dos Campos/SP - [email protected]; [email protected]; 2 Instituto Tecnológico Aeroespacial (ITA),
CTA, São José dos Campos, SP, [email protected]; 3Divisão de Materiais – AMR-IAE-CTA, São José dos Campos, SP.
Determination of liner’s bonding life of Solid Rocket Motor
Rockets to be used to put some experiments, satellites and other object in the space. A rocket has a propulsive system
called rocket motor which is formed by a metallic or composite case, an insulator, an adhesive and a propellant
(polymeric material filled with energetic particles). This adhesive called liner is used to bond the propellant to insulator
with specific bond strength. As the liner is an activated adhesive that has tack that changes its adhesive properties, with
the time it’s necessary to know the exact moment to load the case with propellant. To solve this problem was developed
a new methodology and equipment to construct a graphic that shows the evolution of tack and the optimal stage to put
the propellant in contact whit the adhesive.
Introdução
A finalidade de um foguete, seja ele de grande ou pequeno porte, é proporcionar o transporte
de cargas da superfície terrestre até altíssimas altitudes ou para o espaço.
Em geral, um foguete é constituído da carga útil e do sistema de propulsão formado pelos
Motores Foguetes. Este por sua vez é constituído de um ignitor, responsável por iniciar a
combustão, uma tubeira destinada a expelir os gases da combustão e pelo grão propelente, o qual é
o responsável pela geração dos gases que irão impulsionar todo o conjunto [1-7].
Um motor foguete é composto de uma carcaça metálica revestida internamente por um
isolante térmico de material elastomérico (borracha). Sobre o isolante é aplicada uma camada de um
composto adesivo (liner de base poliuretano - PU) com a finalidade de promover a adesão do grão
propelente, ainda no estado pastoso, ao isolante térmico e garantir a integridade estrutural de todo o
conjunto após a cura completa do propelente [1-7].
Essa adesão deve garantir que todo o conjunto mantenha-se unido durante todas as etapas de
estocagem, transporte, montagem e lançamento, pois uma falha adesiva na interface
isolante/adesivo/propelente pode ocasionar possíveis descolamentos que, por sua vez, acarretarão
uma geração de gases descontrolada devido ao aumento da superfície de queima, levando a uma
pressão excessiva dentro câmara, podendo ocasionar uma explosão [1-7].Muitos estudos têm sido
realizados a fim de melhorar cada vez mais a confiabilidade dessa adesão e evitar descolamentos
nas interfaces [1-7].
“Tack” é a propriedade dos adesivos de formar uma ligação/adesão de força mensurável
imediatamente após o adesivo e o aderente serem posto em contato sobre a aplicação de uma leve
pressão [8]. Neste trabalho será usado o termo adesividade, que pode ser explicado como sendo a
sensação que se tem quando se retira o dedo sobre um adesivo após aplicar uma leve pressão [1].
A determinação do valor da adesividade não é fácil de encontrar ou de se entender, pois
depende das propriedades físicas e químicas do adesivo, do tipo de metodologia (tempo de contato,
velocidade, etc) e dispositivos [2]. Em resumo o valor da adesividade é definido pelo tipo de teste
utilizado, sempre lembrando que o melhor teste é aquele que mais se aproxima do real [3].Com a
necessidade de se mensurar essa adesividade algumas metodologias foram desenvolvidas podendose citar o ensaio de Rolling Ball [9], Loop Tack [10], Probe Tack [11], dentre outros.
Como não existe no mercado um equipamento compatível com as necessidades de utilização
do projeto do foguete nacional, foi então projetado e construído um protótipo destinado
exclusivamente para determinar a adesividade do liner usado como revestimento adesivo. A
determinação da adesividade depende sempre do tipo de ensaio e das condições do adesivo, assim,
deve-se lembrar que as condições de análise influenciam no resultado final. A seguir procurou-se
descrever algumas condições de análise e como as mesmas influenciam no resultados:
1) Tempo de contato e pressão entre a ponta de prova e o adesivo: estudos mostram que quanto
maior o tempo de contato e ou a pressão aplicada sobre o adesivo maior tem sido o valor da
adesividade, esse fenômeno pode ser, de certa forma, explicado pelo fato do adesivo molhar melhor
a ponta de prova e com isso aumentar a área de contado aumentando o resultado final [4]. No
entanto, existe uma outra explicação que leva em conta a rugosidade da superfície de contato da
ponta de prova, de modo que quanto maior a rugosidade mais o adesivo tende a ficar preso
mecanicamente levando a um aumento do valor da adesividade [1].
2) Velocidade de contato da ponta de prova sobre o adesivo e velocidade de separação: estas
variáveis afetam a adesividade de maneiras distintas, sendo que, a velocidade de contato sobre o
adesivo funciona de forma similar ao aumento da pressão, pois quanto maior a velocidade maior
será o impacto e maior a pressão inicial feita sobre o adesivo. Durante o processo de separação
ocorrem dissipações de energia que influenciam o resultado estando estas dissipações relacionadas
com as propriedades viscoelásticas de cada tipo de adesivo [1].
3) Condições diversas: influenciam diretamente na energia de coesão do adesivo principalmente nos
adesivos ativados podendo alterar o perfil da curva de adesividade por influenciarem nas reações
químicas que ocorrem nesta classe de adesivos [5,6].
Anais do 9o Congresso Brasileiro de Polímeros
Existem adesivos que possuem uma característica especial, sendo chamados de Adesivos
Ativados, de modo que necessitam em todos os casos de um agente que inicie esse processo. Os
dois métodos mais comuns para curar o adesivo são: submeter o adesivo ao aquecimento ou a um
agente de cura/ativação/vulcanização. Para estes tipos de adesivos é importante sempre lembrar que
as propriedades de adesividade irão variar com o tempo após a ativação [7].
O liner é um adesivo ativado e necessita de um agente químico, um diisocianato, que inicia
o processo de cura fazendo com que a adesividade varie em função do tempo permitindo que se
tenha uma janela ótima de adesividade.
Nos motores foguetes é usado um liner composto de uma resina poliuretânica curada com
isocianato. É de fundamental importância conhecer a curva de adesividade desse material de modo
a saber o momento ou a faixa ideal de efetuar a adição do propelente, para que a adesão seja
máxima na interface adesivo/propelente. Neste adesivo existem promotores de adesão que migram
para a interface e promovem uma ligação química entre os substratos, devido ao processo de
interdifusão [1]. No processo de interdifusão as moléculas possuem uma fácil mobilidade através
das interfaces, principalmente, enquanto o adesivo e o propelente ainda não estão totalmente
curados.
Atualmente, devido a questões de processo de fabricação, os motores foguetes
primeiramente recebem uma camada adesiva que é submetida a um processo de ativação e pré-cura
até um estágio tal que se permita movimentar todo o motor foguete sem prejuízo da camada
adesiva, que deve permanecer estável (sem escoar o adesivo) durante os próximos estágios de
fabricação.
Como o liner possui algumas características especialmente desenvolvidas para o uso
espacial como, por exemplo, baixa temperatura de transição vítrea (Tg), propriedades mecânicas
compatíveis, densidade de ligações cruzadas especificas, entre outras, a adição do propelente deve
ser feita em um momento adequado. Agentes reticulantes e de cura, adicionados simultaneamente,
iniciam a formação de uma rede de ligações cruzadas que minimizam a migração de compostos que
podem afetar a adesão na interface, e que também dificultam a interdifusão dos agentes de ligação
prejudicando a adesão.
O objetivo desse trabalho é determinar a fase de adesividade ótima do liner, ou seja, o
momento ideal para se efetuar o carregamento do propelente no interior do envelope motor.
Experimental
Preparação do adesivo
Anais do 9o Congresso Brasileiro de Polímeros
O adesivo foi preparado dispersando-se primeiramente o negro de fumo à resina
polibutadiênica liquida hidroxilada previamente aquecida a 60º C e desaerada. Após efetuada a
dispersão, os demais ingredientes tais como Trimetilolpropano e MAPO (tri-2-metil-1-etil-aziridinil
óxido de fosfina) foram adicionados e misturados vigorosamente.
O adesivo foi então aquecido a uma temperatura de 60º C e logo após submetido a vácuo
para eliminação de bolhas e umidade, sendo mantido em estufa a 60º C.
Preparação dos substratos
Uma manta de borracha foi lixada, desengordurada com tricloroetileno e submetida a um
vácuo de 300 mmHg a uma temperatura de 60º C para total remoção do solvente.
Também se preparou um substrato de alumínio polido limpando-o com tricloroetileno que
foi submetido às mesmas condições da manta de borracha.
Preparação do equipamento
O protótipo do equipamento foi desenvolvido e consiste em linhas gerais de uma ponta de
prova livre dotada de movimento ascendente acoplado a um equipamento indicador de massa. O
funcionamento é similar ao do Probe tack test, porém com uma ponta de prova adaptada para
medições no interior de um motor foguete.
Determinação da adesividade
Após a preparação de todos os materiais, o agente de cura (toluenodiisocianato – TDI) foi
misturado ao adesivo que novamente foi submetido a vácuo para remoção de bolhas e umidade.
O adesivo foi então vertido sobre a manta de borracha e sobre o alumínio na forma de um
filme com aproximadamente 1mm de espessura.
Colocou-se a manta no equipamento e fez-se a primeira medida a uma velocidade de
separação de 0,65 mm/s com um tempo de contato de 5 s.
Após a medição a manta foi colocada na estufa a uma temperatura de 60º C e repetidas
medições foram feita com intervalos de 30 min.
O mesmo procedimento foi repetido para o substrato de alumínio.
A cada tomada de valor, sempre nas mesmas condições, a ponta de ensaio foi limpa com o
solvente tricloroetileno para que resíduos do adesivo não influenciassem nas futuras medidas. Todas
as medidas foram tabeladas e montou-se um gráfico de como a adesividade variou no decorrer do
tempo.
Anais do 9o Congresso Brasileiro de Polímeros
Resultados e Discussão
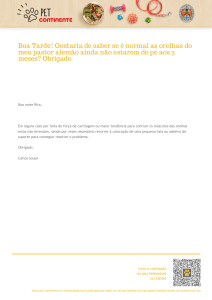
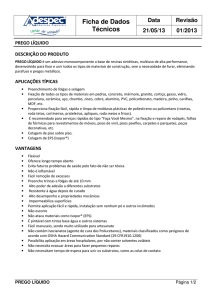
Com o desenvolvimento de um protótipo de equipamento foi possível construir um gráfico
com uma curva de adesividade do liner. Por meio dessa curva, Figura 1, foi possível dividir a
adesividade em 3 fases principais, sendo:
300
250
Massa (g)
200
150
100
Fase 2
50
Fase 3
Fase 1
0
0
50
100
150
200
250
300
T e m p o (m in )
Figura 1: Divisão das fases de adesividade sobre um substrato de alumínio
A Fase 1 - mostra um adesivo ainda no início do processo de cura quando ainda está
totalmente fluido, nesse ponto apresenta um baixo valor de adesividade, mas o processo de
interdifusão provavelmente tem o seu máximo devido à fácil mobilidade dos compostos. Nesta fase,
praticamente não existe adesividade, pois o adesivo ainda está iniciando o seu processo de cura.
A Fase 2 - mostra um adesivo já parcialmente curado começando a adquirir alguma força de
coesão, não apresenta escoamento acentuado e ainda existe mobilidade das cadeias permitindo
interdifusão das moléculas. A Fase 2 sugere uma região ótima de adesividade.
Fase 3 - inicia-se a partir do ponto de máximo da curva e daí em diante o valor da
adesividade começa a decrescer. A densidade de ligações cruzadas é alta o que dificulta a
interdifusão dos agentes de ligação entre as interfaces de modo que a adesão final do sistema vai
ficando cada vez mais prejudicada, ou seja, o valor da adesividade como esperado vai diminuindo
em função do tempo.
Na tabela 1, constam os valores da adesividade no decorrer do tempo:
Anais do 9o Congresso Brasileiro de Polímeros
Tabela 1: Resultado dos valores da adesividade adquiridos pelo equipamento*.
Tempo (min)
0
30
60
90
120
150
180
210
240
270
300
Substrato de Borracha (g) Substrato de Alumínio(g)
3
1
20
27
35
54
47
100
54
113
88
187
169
260
280
124
145
100
120
117
-
* erro da medida: ± 0,1g
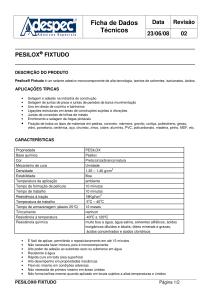
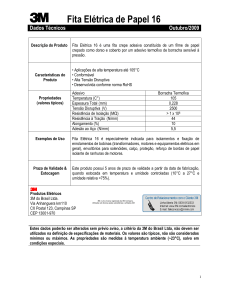
Com base nos dados da Tabela 1, foi possível construir o gráfico da Figura 2, que mostra
exatamente o perfil da mudança da adesividade no decorrer do tempo. A Figura 2 mostra desde o
pico onde a adesividade é máxima até o momento em que o adesivo já está com a cura tão avançada
que a adesividade começa a diminuir. A defasagem no tempo entre os dois substratos deve-se ao
fato dos mesmos serem de materiais diferentes. O alumínio, por aquecer mais rapidamente e
transferir calor com mais eficiência para o liner, faz com que o adesivo tenha uma cura mais
acelerada. Já no substrato de borracha ocorre exatamente o oposto. Como a borracha, utilizada nos
motores foguetes tem suas características de isolante térmica acentuada, retêm o calor levando um
tempo maior para influenciar na cura, deslocando a curva de adesividade. Contudo, o perfil para
ambos os substratos é similar, mostrando a eficiência do protótipo.
350
Borracha
Alumínio
300
Massa (g)
250
200
150
100
50
0
0
50
100
150
200
250
300
Tempo (min)
Figura 2: Gráfico da mudança da adesividade no decorrer do tempo
Anais do 9o Congresso Brasileiro de Polímeros
350
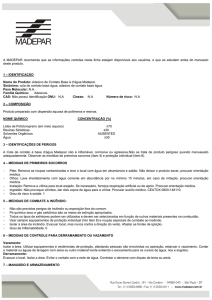
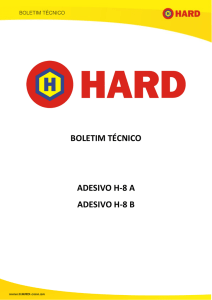
Esse fato também pode ser constatado correlacionando-se a curva do substrato de alumínio
com o resíduo de adesivo na ponta de ensaio, Figura 3. Pode-se verificar que quanto mais o tempo
avança menos resíduo de adesivo fica retido no probe, isso mostra que o aumento da densidade de
ligações cruzadas reduz a migração dos agentes promotores de adesão para a interface;
consequentemente a força de coesão do adesivo aumenta cada vez mais, tornando o material mais
resistente à falha coesiva.
300
250
Massa (g)
200
150
100
50
0
0
50
100
150
200
250
300
Tempo (min)
Figura 3: Resíduo de adesivo no probe em função do avanço da adesividade.
Também, pode-se observar a divisão das fases 1, 2 e 3 onde a fase 1 até próximo de 130
minutos sugere um adesivo com viscosidade muito baixa, o que para o processo de fabricação dos
motores foguete não é viável devido ao problema de escoamento da camada. Já na fase 3, a partir do
máximo da curva, tem-se um adesivo numa etapa de cura avançada e mesmo que não ocorra
escoamento do adesivo, devido ao avançado da cura, a adesividade está prejudicada e
possivelmente no momento da adição do propelente o adesivo possa já estar em fase final de cura.
No entanto, ao se analisar a fase 2, vê-se que o adesivo já adquiriu alguma propriedade
mecânica e sua força coesiva já é suficiente para mantê-lo estável e evitar que se deforme durante o
manuseio do motor foguete. Pela Figura 3 observar-se que ainda resta algum resíduo de adesivo no
na ponta de ensaio, o que indica que o processo de cura ainda não está muito avançado e como
ainda não se atingiu o máximo de adesividade tem-se tempo para manusear o motor foguete sem
prejuízo para a interdifusão dos promotores de adesão.
Conclusões
Com o desenvolvimento de um protótipo de equipamento foi possível se caracterizar a fase
de adesividade ótima utilizando a medida de adesividade, que, por sua vez foi, obtida de uma curva
do tempo de adesividade, que indica o momento ou janela adesiva adequada para o carregamento
Anais do 9o Congresso Brasileiro de Polímeros
com o propelente, obtendo-se assim uma adesão mais eficiente na interface liner/propelente. Com
esta curva também foi possível saber qual o momento em que se deve desacelerar o processo de
cura do adesivo para que em caso de imprevistos durante as etapas do processo não se perca a
eficiência adesiva do liner.
A determinação da adesividade permitiu definir que o carregamento deve ocorrer durante a
fase 2 para essa formulação de liner. O protótipo permitiu medidas rudimentares, mas que são
reprodutivas e permitem um controle efetivo da janela adesiva. As condições de ensaio devem ser
controladas e seguidas para que o resultado final não seja alterado e os perfis da curva sejam
diferentes. Pode-se definir a janela adesiva para cada sistema e assim controlar o processo de modo
a se obter o máximo de confiabilidade na interface liner/propelente.
É de grande importância lembrar que o aquecimento do motor foguete deve cessar dentro da
fase 2, pois como a borracha absorve e retém parte do calor, mesmo que se esteja na fase ótima para
a adição do propelente, a adesividade ainda vai continuar evoluindo e, no caso de uma demora no
processo de adição, pode-se correr o risco da adesividade atingir seu máximo e começar a decair
prejudicando a adesão.
Agradecimentos
Os autores agradecem primeiramente a Deus pela força em meio às dificuldades, aos colegas
da Divisão de Química do Instituto de Aeronáutica e Espaço, principalmente a Eng. Hilzette de
Castro chefe do Laboratório de Adesão pelo espaço cedido para o desenvolvimento experimental,
ao Eng Renato Madeira Branco chefe da Usina Cel. Abner pelo apoio e ao amigo José Henrique
Gomes da Motta pela fabricação dos dispositivos do protótipo.
Referências Bibliográficas
1.
2.
3.
4.
5.
6.
7.
T. Ondarçuhu J. Phys. II. 1997, 12, 1893.
P. Dalet; A. Aymonier SpecialChem4Adhesives. Feb. 19, 2003.
A. N. Gent Rubber World. June 1979, 33.
C. Creton; L. Leibler J. of Polymer Science: Part B: Polymer Phys. 1996, 34, 545.
A. M. Gillanders; S. Kerr; T. J. Martin Int. J. Adhesion and Adhesives. Jan. 1981, 125.
E. M. Petrie SpecialChem4Adhesives. Jun. 25, 2003.
B. Duncan; S. Abbott; R. Roberts in Measurement Good Practice Guide – Adhesive Tack,
National Physical Laboratory, Teddington, 1999, Guide 26, 1-23.
8. ASTM D 907-04 Terminology of Adhesives
9. ASTM D 3121-05 Standard Test Method for Tack of Pressure-Sensitive Adhesives by Rolling
Ball.
10. FINAT FTM 9 Quick Stick Tack Measurement (loop tack).
11. ASTM D 2979 Standard Test Method for Tack of Pressure-Sensitive Adhesives Using an
Inverted Probe Machine.
Anais do 9o Congresso Brasileiro de Polímeros