KAREN TOKESHI TIGUMAN
RÔMULO VINÍCIUS DA SILVA DIAS
ESTUDO
DA
SÍNTESE,
CARACTERIZAÇÃO
E
APLICAÇÃO
DO
ALUMINATO DE ZINCO NA TRANSESTERIFICAÇÃO DE ÓLEOS DE
SOJA E RESIDUAL DE FRITURA PARA PRODUÇÃO DE BIODIESEL
Lorena-SP, 2014
KAREN TOKESHI TIGUMAN
RÔMULO VINÍCIUS DA SILVA DIAS
ESTUDO
DA
SÍNTESE,
CARACTERIZAÇÃO
E
APLICAÇÃO
DO
ALUMINATO DE ZINCO NA TRANSESTERIFICAÇÃO DE ÓLEOS DE
SOJA E RESIDUAL DE FRITURA PARA PRODUÇÃO DE BIODIESEL
Trabalho de Conclusão de Curso de Graduação
apresentado à Escola de Engenharia de Lorena da
Universidade de São Paulo como requisito parcial
para
conclusão
da
Graduação
do
curso
Engenharia Química.
Orientadora: Profa. Dra. Marivone Nunho Sousa
Lorena-SP, 2014
de
AUTORIZAMOS A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA
FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO
Serviço de Biblioteca
Escola de Engenharia de Lorena
Tiguman, Karen Tokeshi
Estudo da síntese, caracterização e aplicação do aluminato de zinco na
transesterificação de óleos de soja e residual de fritura para produção de biodiesel/
Karen Tokeshi Tiguman e Rômulo Vinícius da Silva Dias. - Lorena, 2014.
66f.
Monografia apresentada como requisito parcial para a conclusão do Curso de
Graduação de Engenharia Química - Escola de Engenharia de Lorena da
Universidade de São Paulo.
Orientadora: Marivone Nunho Sousa
I.
Catálise 2. Biodiesel 3. Catalisadores (Aplicações) I. Sousa, Marivone
Nunho, Orient. II. Dias, Rômulo Vinícius da Silva
Agradecimentos
Aos nossos familiares pela paciência e amor dedicados.
À Profª Drª Marivone Nunho Sousa pela amizade, suporte, paciência e
orientação nos anos decisivos da nossa graduação.
Aos professores Jayne, Maria Lúcia, Lívia e Heizir, do Departamento de
Engenharia Química da EEL, Paulo Suzuki, do Departamento de Engenharia de
Materiais da EEL, Arnaldo Márcio, do Departamento de Engenharia Bioquímica da
EEL, e José Augusto, do Instituto Nacional de Pesquisas Espaciais, e todos os
colaboradores que tornaram possível a realização deste trabalho.
Aos nossos amigos, que fizeram esses anos de graduação inesquecíveis.
A nós mesmos, por aguentarmos um ao outro.
Resumo
DIAS, R. V., TIGUMAN, K. T.; Estudo da síntese, caracterização e aplicação do
aluminato de zinco na transesterificação de óleos de soja e residual de fritura para
produção de biodiesel. Trabalho de Graduação em Engenharia Química - Escola de
Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
Neste trabalho, o catalisador heterogêneo aluminato de zinco foi sintetizado
através dos métodos de combustão e co-precipitação para emprego na produção de
biodiesel. O catalisador foi analisado por espectrofotometria de energia dispersiva
acoplada a microscópio eletrônico de varredura para análise da composição química e
imagens, difratometria de raios-X para análise da estrutura cristalina, volumetria de
nitrogênio para análise da área superficial específica e granulometria a laser para
análise da distribuição do tamanho de partículas. A produção de biodiesel consistiu em
reações de transesterificação metílica e etílica de óleos vegetais de soja virgem e
residual de fritura. Alguns experimentos foram realizados em um sistema reacional com
refluxo de metanol ou etanol, nas respectivas temperaturas de ebulição e,
posteriormente, ensaios adicionais foram executados em um reator consistindo de uma
cápsula metálica selada a temperaturas superiores com intuito de obter maiores
conversões. Os resultados de conversão em biodiesel foram obtidos pela análise dos
espectros obtidos por espectrofotometria de ressonância magnética nuclear de
hidrogênio.
Palavras-chaves: Aluminato de zinco, biodiesel, catálise heterogênea.
Abstract
DIAS, R. V., TIGUMAN, K. T.; Synthesis, characterization and application of zinc
aluminate for biodiesel production by transesterification of soybean oil and waste frying
oil. Capstone Project in Chemical Engineering – Escola de Engenharia de Lorena,
Lorena, São Paulo, 2014.
The heterogeneous catalyst zinc aluminate was synthetized via combustion and
via co-precipitation reactions to be employed at biodiesel production. The obtained
catalysts were analyzed by energy dispersive spectroscopy attached to a scanning
electron microscope in order to analyze chemical composition and images, x-ray
diffraction in order to analyze crystalline structure, nitrogen adsorption analysis in order
to analyze specific surface area, laser particle size analysis in order to obtain
granulometry distribution. The biodiesel production involved transesterification reactions
applying ethanol or methanol with soybean oil or waste frying oil. The main experiments
were performed on methanol and ethanol reflux conditions, at their respective boiling
points. Additional experiments were conducted using a sealed metallic capsule reactor
at higher temperatures and pressure, for the purpose of obtaining higher yields of
biodiesel. The yields of biodiesel were obtained through hydrogen nuclear magnetic
spectroscopy spectrum analysis.
Key words: Zinc aluminate, biodiesel, heterogeneous catalysis.
Lista de Ilustrações
Figura 1. Matérias-primas utilizadas para a produção de biodiesel no perfil nacional .. 14
Figura 2. Reação de formação do triglicerídeo ............................................................. 19
Figura 3. Reação de esterificação ................................................................................ 22
Figura 4. Reação de transesterificação ........................................................................ 23
Figura 5. Equacionamento para cálculo de rendimento em ésteres metílicos e etílicos
baseadas nos espectros de RMN-1H ............................................................................ 25
Figura 6. Espectro de RMN-1H obtido por Garcia (2006) de uma mistura binária
composta de 40 % de ésteres etílicos de soja e 60 % de óleo de soja ......................... 26
Figura 7. Estrutura cristalina do tipo espinélio normal .................................................. 28
Figura 8. Reação de combustão para obtenção do aluminato de zinco ....................... 33
Figura 9. Equacionamento para cálculo da porcentagem de ácidos graxos livres ........ 37
Figura 10. Aluminato de zinco sintetizado por combustão ............................................ 41
Figura 11. Aluminato de zinco sintetizado por co-precipitação ..................................... 42
Figura 12. Difratogramas de raios-X dos catalisadores “C” e “P”.................................. 43
Figura 13. Microscopia do catalisador “C” com ampliação de 50x ................................ 45
Figura 14. Microscopia do catalisador “C” com ampliação de 200x .............................. 45
Figura 15. Microscopia do catalisador “C” com ampliação de 1000x ............................ 46
Figura 16. Microscopia do catalisador “C”, 2ª ampliação de 1000x .............................. 46
Figura 17. Microscopia do catalisador “C” ampliação de 2000x.................................... 47
Figura 18. Região da análise EDS da textura predominante ........................................ 47
Figura 19. Região da análise EDS da textura não-predominante ................................. 48
Figura 20. Distribuições granulométricas do aluminato de zinco obtido via combustão 49
Figura 21. Espectro RMN-1H do Experimento 4 – Etanólise de óleo virgem na razão
16:1 (álcool/óleo), por 4h .............................................................................................. 53
Figura 22. Espectro RMN-1H do Experimento 1 – Metanólise de óleo virgem na razão
70:1 (álcool/óleo), por 5h .............................................................................................. 54
Figura 23. Espectro RMN-1H do Experimento 2 – Metanólise de óleo residual na razão
70:1 (álcool/óleo), por 5h .............................................................................................. 55
Figura 24. Espectro RMN-1H do Experimento 3 – Metanólise de óleo residual na razão
40:1 (álcool/óleo), por 5h .............................................................................................. 56
Figura 25. Espectro RMN-1H do Experimento 8 – Etanólise de óleo residual na razão
70:1 (álcool/óleo), por 5h .............................................................................................. 57
Figura 26. Espectro RMN-1H do Experimento 13 – Etanólise de óleo residual na razão
40:1 (álcool/óleo), por 90min à 200 °C utilizando catalisador “C” ................................. 59
Figura 27. Espectro RMN-1H do Experimento 14 – Etanólise de óleo residual na razão
40:1 (álcool/óleo), por 90min à 200 °C utilizando catalisador “P500,4”............................ 60
Figura 28. Espectro RMN-1H do Experimento 15 – Etanólise de óleo residual na razão
40:1 (álcool/óleo), por 120min à 100 °C utilizando catalisador “P500,4”....................... 61
Lista de Tabelas
Tabela 1. Condições de calcinação dos catalisadores “P” ............................................ 34
Tabela 2. Condições das transesterificações com catalisador “C” sob refluxo ............. 38
Tabela 3. Condições das transesterificações com catalisador “R” sob refluxo ............. 38
Tabela 4. Condições das transesterificações à elevada temperatura ........................... 40
Tabela 5. Resultado da análise EDS da textura predominante..................................... 48
Tabela 6. Resultado da análise EDS da textura não-predominante ............................. 48
Tabela 7. Condições reacionais e conversões em ésteres etílicos em reator fechado . 62
Lista de Abreviaturas e Siglas
ABIOVE
Associação Brasileira das Indústrias de Óleos Vegetais
ANP
Agência Nacional de Petróleo, gás natural e biocombustíveis
ANVISA
Agência Nacional de Vigilância Sanitária
BET
Área Superficial Específica
C
Aluminato de zinco sintetizado via combustão
Ctt
Aluminato de zinco sintetizado via combustão termicamente tratado
DRX
Difratometria de raios-X
ECOLEO
Associação Brasileira Para Sensibilização, Coleta e Reciclagem de
Resíduos de Óleo Comestível
EDS
Espectrofotometria de Energia Dispersiva
EEL
Escola de Engenharia de Lorena
FAPESP
Fundação de Amparo à Pesquisa do Estado de São Paulo
INPE
Instituto Nacional de Pesquisas Espaciais
JCPDS
Joint Committee on Powder Diffraction Standards
MEV
Microscopia Eletrônica de Varredura
Pi,j
Aluminato de zinco sintetizado via co-precipitação e tratado
termicamente à temperatura "i" °C durante "j" horas
R
Aluminato de zinco sintetizado via combustão e recuperado
RMN-1H
Ressonância Magnética Nuclear de Hidrogênio
USP
Universidade de São Paulo
Índice
Resumo ....................................................................................................................................................... 4
Abstract........................................................................................................................................................ 5
1.
2.
Introdução ......................................................................................................................................... 13
1.1.
Contextualização e Justificativa ............................................................................................. 13
1.2.
Objetivos.................................................................................................................................... 17
Revisão bibliográfica ....................................................................................................................... 18
2.1.
Óleos Vegetais ......................................................................................................................... 18
2.1.1.
Tratamentos de óleos descartados ................................................................................... 19
2.1.2.
Viabilidade do uso de óleos de fritura ............................................................................... 21
2.2.
2.2.1.
2.3.
Esterificação de ácidos graxos livres .................................................................................... 21
Catálise ácida heterogênea ................................................................................................ 22
Biodiesel e transesterificação ................................................................................................ 22
2.3.1.
Catálise básica heterogênea .............................................................................................. 23
2.3.2.
Separação e purificação do Biodiesel e do Glicerol ....................................................... 24
2.3.3.
Análise das conversões em biodiesel com espectros de RMN-1H .............................. 25
2.4.
Catalisador Aluminato de zinco ............................................................................................. 26
2.4.1.
Estrutura ................................................................................................................................ 27
2.4.2.
Síntese ................................................................................................................................... 28
3.
2.4.3.
Caracterização ..................................................................................................................... 29
2.4.4.
Produção de biodiesel ......................................................................................................... 31
2.4.5.
Outras aplicações ................................................................................................................ 31
Materiais e Métodos ........................................................................................................................ 32
3.1.
3.1.1.
Síntese por combustão ....................................................................................................... 32
3.1.2.
Síntese por co-precipitação ................................................................................................ 33
3.1.3.
Caracterização dos catalisadores ..................................................................................... 34
3.2.
4.
Catalisador Aluminato de Zinco ............................................................................................. 32
Testes catalíticos ..................................................................................................................... 35
3.2.1.
Coleta e pré-tratamentos .................................................................................................... 36
3.2.2.
Determinação do índice de acidez .................................................................................... 36
3.2.3.
Reações de transesterificação sob refluxo ...................................................................... 37
3.2.4.
Reações de transesterificação à elevada temperatura .................................................. 39
3.2.5.
Análise dos produtos de transesterificação ..................................................................... 40
Resultados e discussão .................................................................................................................. 40
4.1.
Caracterização dos catalisadores ......................................................................................... 40
4.1.1.
Síntese por combustão ....................................................................................................... 41
4.1.2.
Síntese por co-precipitação ................................................................................................ 41
4.1.3.
Difratometria de raios-X (DRX) .......................................................................................... 42
4.1.4.
Área superficial específica (BET) ...................................................................................... 44
4.1.5.
Espectrofotometria de Energia Dispersiva acoplada a Microscópio Eletrônico de
Varredura (EDS/MEV) ......................................................................................................................... 44
4.1.6.
Granulometria ....................................................................................................................... 49
4.2.
Determinação do índice de acidez do óleo de fritura ......................................................... 50
4.3.
Testes catalíticos ..................................................................................................................... 51
4.3.1.
Reações de transesterificação sob refluxo ...................................................................... 51
4.3.2.
Reações de transesterificação à temperatura elevada .................................................. 58
5.
Conclusão ......................................................................................................................................... 62
6.
Referências bibliográficas............................................................................................................... 64
13
1. Introdução
1.1.
Contextualização e Justificativa
Pesquisas e investimentos no setor de combustíveis renováveis com plena ou
parcial capacidade de substituição aos combustíveis fósseis representam grande
importância no cenário global pois visam o não agravamento ou a atenuação de
problemas ambientais, além de promoverem o desenvolvimento econômico, social e
tecnológico do Brasil e do mundo.
Estes combustíveis são denominados biocombustíveis por possuírem como
fonte de obtenção uma matéria-prima renovável. Dois grandes exemplos difundidos no
Brasil são o etanol derivado da cana-de-açúcar e o biodiesel derivado de óleos
vegetais ou gorduras. No Brasil, o etanol é utilizado como matéria-prima adjunta aos
óleos e gorduras para a produção do biodiesel, o que intensifica o caráter renovável e
ecológico deste produto em comparação às alternativas de produção com outros
álcoois de fontes não renováveis, como o metanol ou o propanol.
De acordo com a Lei nº 11.097 de 13 de janeiro de 2005, define-se biodiesel
como um combustível renovável e biodegradável, produzido a partir de óleos vegetais
ou gorduras para uso em motores à combustão interna com ignição por compressão,
substituindo total ou parcialmente o óleo diesel de origem fóssil. O Art. 1º da resolução
14
ANP Nº 14, DE 11.5.2012 estabelece que 5% em volume de biodiesel deve ser
incorporado ao diesel comercial, consequentemente estimulando a produção industrial
deste biocombustível (ANP: Biodiesel, 2013).
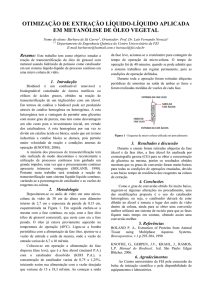
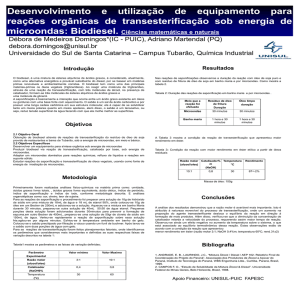
Segundo dados da ABIOVE, aproximadamente 75% do biodiesel produzido de
janeiro de 2012 até agosto de 2013 teve como matéria-prima o óleo de soja virgem,
seguido de 18 % de utilização do sebo bovino, 4% do óleo de algodão e 3% de outras
fontes. Este comportamento pode ser visualizado na figura 1que faz referência ao mês
de setembro de 2013, ressaltando também a pequena participação do óleo de fritura:
Figura 1. Matérias-primas utilizadas para a produção de biodiesel no perfil nacional
Fonte: (ANP, outubro de 2013)
15
Segundo a ABIOVE, em 2012 foram envasadas 17,35 toneladas de óleo de soja
refinado por dia no Brasil. Boa parte deste óleo é empregado para fritura em indústrias,
empresas do ramo alimentício e lares no Brasil e no mundo, gerando como resíduos
óleos parcialmente degradados que muitas vezes não recebem o destino ou tratamento
adequados, como a produção do biodiesel. Esta alternativa ainda apresenta baixa
participação como rota de produção do biodiesel devido tanto a problemas de coleta
dos óleos de frituras descartados quanto à necessidade de tratamentos específicos que
contornem o grau de decomposição parcial destes óleos (ABIOVE: Estatísticas, 2013).
A utilização dos óleos de fritura para a produção do biodiesel é ambiental e
economicamente correta pois além de promover um destino adequado ao resíduo,
evitando a contaminação do meio ambiente, também possui um baixo custo de
obtenção (HABER PEREZ e DELATORRE, 2011).
Este trabalho visou estabelecer uma rota de produção do biodiesel a partir de
óleo residual de fritura que permitisse assimilar óleos com procedência e estado de
degradação distintos através de catálise heterogênea, também buscou evidenciar a
efetividade desta rota quando utilizados óleos virgens como matéria-prima.
A escolha da via catalítica heterogênea se deve as vantagens em relação aos
menores volumes de efluentes líquidos e também ao possível reaproveitamento do
catalisador ao final da reação, quando comparados às catálises homogêneas
convencionais.
16
Para tanto, o catalisador heterogêneo aluminato de zinco foi escolhido,
sintetizado e caracterizado pois, de acordo com a literatura, possui sítios catalíticos
ativos tanto ácidos quanto básicos, apresentando-se como uma alternativa promissora
para a conversão de óleos degradados, evitando a necessidade de um pré-tratamento
para a diminuição da acidez. Os sítios ativos ácidos são responsáveis por esterificar os
ácidos graxos livres oriundos da decomposição parcial dos triglicerídeos durante o
processo de fritura. Os sítios catalíticos básicos proporcionam elevados graus de
conversão em condições reacionais brandas e tempos curtos de reação (ALVES,
2012).
A produção do biodiesel gera como subproduto o glicerol. De acordo com
matéria “Resíduos bem-vindos” publicada na revista FAPESP de Junho de 2012, o
glicerol é geralmente utilizado na própria indústria do biodiesel para geração de energia
ou é destinado à exportação, pois além de possuir inferior qualidade quando
comparado ao obtido na indústria do sabão, necessitando de melhores etapas de
purificação, sua produção ultrapassa a demanda nacional das indústrias cosmética,
farmacêutica e alimentícia em até oito vezes. Como consequência, vários estudos de
novas alternativas para agregação de valor ao glicerol vêm sendo realizadas, dentre
elas: supressores de poeira, bioaditivos, plásticos, propanodiol e etanol (FAPESP,
junho de 2012).
17
1.2.
Objetivos
O objetivo geral deste trabalho foi a produção de ésteres metílicos e etílicos a
partir de óleos virgens e residuais por via catalítica heterogênea, em uma única etapa.
Para atingir este objetivo, foram estabelecidos os seguintes objetivos
específicos:
i.
Sintetizar o catalisador aluminato de zinco via combustão e posteriormente
via co-precipitação
ii.
Caracterizar o catalisador quanto à: estrutura cristalina, área superficial,
composição química e granulometria
iii.
Produzir ésteres etílicos e metílicos em escala de bancada a partir de óleos
virgens e residuais, variando o tempo de reação e a relação molar álcool/óleo
sob condição de refluxo dos álcoois
iv.
Produzir ésteres etílicos em escala de bancada a partir de óleo residual em
sistema fechado à temperatura elevada como tentativa de aumentar o
rendimento em ésteres
v.
Analisar a fase que contém os ésteres via RMN-1H
18
2. Revisão bibliográfica
2.1.
Óleos Vegetais
De acordo com a Consulta Pública nº 85, de 13 de dezembro de 2004 da
ANVISA define-se:
“Óleos
Vegetais
e
Gorduras
Vegetais:
são
os
produtos
constituídos
principalmente de glicerídeos de ácidos graxos de espécies vegetais. Podem conter
pequenas
quantidades
de
outros
lipídeos
como
fosfolipídeos,
constituintes
insaponificáveis e ácidos graxos livres naturalmente presentes no óleo ou na gordura”
(ANVISA: Consultas Públicas, 2013).
Quimicamente, os óleos são
ésteres, sendo
o
componente alcoólico
invariavelmente o glicerol, um tri-álcool, e os componentes ácidos formados por ácidos
monocarboxílicos não ramificados, denominados ácidos graxos. Os óleos podem ser
mono, di ou tri-ésteres, podendo ou não ter seus componentes ácidos com cadeias
diferenciadas, a figura 2 ilustra a formação de um triglicerídeo. Portanto, os óleos são
misturas de glicerídeos de diversos ácidos graxos, cuja composição é dependente do
tipo e origem da matéria-prima (CASTRO, 2009).
19
Figura 2. Reação de formação do triglicerídeo
2.1.1. Tratamentos de óleos descartados
O processo de fritura consiste na submersão de alimentos em óleo a
temperaturas entre 100 a 180°C. Em concomitância com a temperatura elevada, temse a presença de oxigênio do ar, água e outros componentes do próprio alimento,
sendo, portanto, um ambiente propício a reações de oxidação e degradação da
estrutura do óleo, além da sua consequente contaminação variando com o tempo de
uso. Dentre estes processos degradativos está o aumento da acidez pela hidrólise
parcial do triglicerídeo, aumentando o teor de ácidos graxos livres (ECOLEO:
Reciclagem do óleo, 2013). Nos Estados Unidos da América, o limite de acidez
permitido ao óleo de fritura é de 1% em massa de ácidos graxos livres (FIRESTONE,
STIER e BLUMENTHAL, 1991). O estudo “Comportamento do óleo de soja refinado
20
utilizado em fritura por imersão com alimentos de origem vegetal” obteve percentuais
de ácido oleico livre da ordem de 0,1 a 0,33 % para amostras com utilização de 45
minutos até 30 horas (CELLA, REGITANO-D’ARCE e SPOTO, 2002).
Devido a estas reações de degradação e a contaminação pelo uso faz-se
necessário o emprego de operações unitárias para purificar o óleo e possibilitar o seu
processamento para posterior produção do biodiesel. A literatura aborda filtrações à
quente e lavagens como etapas purificativas do óleo de fritura.
A filtração tem como intuito reter os sólidos dispersos no óleo durante o
processo de fritura e proporcionar o clareamento do mesmo. Pode ser conduzida
através de leito de algodão (GERIS, 2007), uso de funil com malha separatória
(ALMEIDA, 2000), podendo ser associada também a uso de vácuo e aquecimento para
facilitar o escoamento do óleo durante a operação (CHRISTOFF, 2006). Esta etapa
pode ser também conduzida através de leito adsorvente, como argilas, polímeros
porosos, resinas de troca iônica, dentre outros (CASTRO, 2009).
A lavagem dos materiais visa arrastar os sólidos presentes e também, ao final
do processo, reduzir o teor de umidade do óleo. Esta operação pode ser conduzida
através da mistura com água aquecida e posterior centrifugação ou decantação, ou
através de arraste a vapor aplicado em contracorrente ao óleo (SEDREZ e CRUZ,
2006).
21
2.1.2. Viabilidade do uso de óleos de fritura
A reutilização de óleos para produção do biodiesel gera ganhos ambientais e
socioeconômicos. O reuso impede que os óleos tenham como destino reservas de
água, redes de esgoto e o solo, nos quais poderiam causar danos ambientais como a
diminuição do oxigênio disponível, entupimentos de tubulações e dificuldade no
tratamento de efluentes nas estações de tratamento. O uso de óleos de fritura ao invés
de óleos virgens impede a competição do biodiesel com o setor alimentício, além de ter
potencial para reduzir drasticamente os custos de produção, pois a matéria representa
até 70% do custo total do produto (DINARDI, SALUM e MIRANDA, 2010).
2.2.
Esterificação de ácidos graxos livres
A reação de esterificação ocorre entre um ácido carboxílico e um álcool, com a
liberação de água, conforme ilustrado na figura 3. Estas reações são favorecidas pelo
acréscimo de temperatura e podem ser catalisadas por ácidos fortes ou alguns de seus
sais sem a necessidade de desumidificação prévia dos óleos, entretanto a remoção da
água durante o processo favorece o deslocamento do equilíbrio no sentido de formação
dos produtos.
22
Figura 3. Reação de esterificação
2.2.1. Catálise ácida heterogênea
A utilização de sais de ácidos fortes como o sulfato férrico ou óxidos sulfatados,
por exemplo os de zircônia e estanho, intensificam as reações de esterificação e
proporcionam uma elevada conversão. Quando comparados à catálise convencional
por ácidos fortes apresentam a vantagem de possível reutilização do catalisador, além
de produzirem menores volumes de efluente liquido (IBRAHIM, 2013).
2.3.
Biodiesel e transesterificação
O biodiesel é um éster produzido a partir de ácidos graxos de cadeia variada e
álcoois de cadeia pequena. Quando comparado ao diesel convencional, apresenta
vantagens como a ausência de aromáticos e compostos de enxofre, melhor lubrificação
e potência dos motores dos veículos por possuir elevado índice de cetano e um alto
ponto de fulgor facilitando seu manuseio e armazenamento (KNOTHE, et al., 2006).
23
A reação de transesterificação que produz o biodiesel consiste na troca do trialcool por três moléculas de álcool de cadeia pequena na presença de catalisador
básico ou ácido, produzindo três moléculas do éster, denominado biodiesel, e o
glicerol, como ilustrado na figura 4.
Figura 4. Reação de transesterificação
2.3.1. Catálise básica heterogênea
A utilização de óxidos metálicos básicos como o de cálcio, potássio e estrôncio
suportados em óxidos como o de nióbio, alumínio ou zircônio proporcionam boa
atividade catalítica quando comparada à utilização de bases fortes, assim como na
catalise heterogênea ácida na esterificação, as principais vantagens são os efluentes
líquidos reduzidos e a possibilidade de reutilização do catalisador, além de um elevado
rendimento. Para boas condições reacionais com estes catalisadores é necessário que
24
a umidade do óleo seja contornada e que a presença de ácidos graxos livres tenha sido
reduzida pela etapa de esterificação (IBRAHIM, 2013).
2.3.2. Separação e purificação do Biodiesel e do Glicerol
Ao término da reação da transesterificação, o biodiesel e o glicerol irão formar
duas fases distintas, uma contendo o biodiesel e traços dos outros componentes e a
outra contendo o glicerol, água e reagentes não consumidos. Estas fases podem ser
separadas por decantação.
A fase contendo biodiesel pode ser purificada por lavagem aquosa, secagem e
posterior filtração para remover os traços de catalisador, o álcool e a água de maneira
similar aos processos de purificação do óleo reagente (Seção 2.1.1.). A fase contendo
o glicerol pode ser tratada com arraste à vapor e subsequente separação de fases,
para que o álcool não reagido possa ser então recuperado na fase aquosa o glicerol
possa ser filtrado e seco na outra fase, assim como o biodiesel e os óleos reagentes
(KNOTHE, et al., 2006).
25
2.3.3. Análise das conversões em biodiesel com espectros de RMN-1H
Garcia (2006) concluiu que o emprego da técnica de ressonância magnética
nuclear de hidrogênio é um método simples, rápido e confiável para quantificar as
conversões em ésteres de triglicerídeos submetidos à alcoólises.
Em seu trabalho, desenvolveu o equacionamento para cálculo das conversões
com base nos espectros obtidos experimentalmente do óleo de soja e dos ésteres
etílicos e metílicos, além dos espectros simulados dos mono, di e triglicerídeos. O
desenvolvimento
teve
como
princípio
determinar
os
sinais
de
hidrogênios
característicos aos ésteres que não apresentassem interferência de sinal quando
presentes em misturas com os glicerídeos.
Os picos determinados e utilizados para o equacionamento foram: 4,08 ppm
para o etanol e 3,64 ppm para o metanol, sendo suas áreas (integral do sinal)
relacionadas com a área total dos sinais característicos às misturas ésteres/óleo,
resultando no equacionamento enunciado na figura 5.
(Eq. 1.)
(Eq. 2.)
Figura 5. Equacionamento para cálculo de rendimento em ésteres metílicos e etílicos baseadas nos
espectros de RMN-1H
26
A figura 6 ilustra as áreas utilizadas nos cálculos de rendimento das reações de
etanólise.
Figura 6. Espectro de RMN-1H obtido por Garcia (2006) de uma mistura binária composta de 40 % de
ésteres etílicos de soja e 60 % de óleo de soja
Para validar o equacionamento, Garcia (2006) preparou uma série de misturas
binárias variando a proporção entre ésteres e óleo. Em uma análise de 14 misturas,
determinou que, para proporções acima de 20% em ésteres, o desvio médio do valor
real associado à metodologia é de 3,4% com desvio padrão de 0,52% e coeficiente de
correlação linear de 0,9994 (GARCIA, 2006).
2.4.
Catalisador Aluminato de zinco
27
O aluminato de zinco é reutilizável, de fácil recuperação e não forma emulsões
ao final da transesterificação, o que resulta em menores perdas e em custos baixos
quando comparados a outras vias catalíticas atualmente empregadas, como as vias
homogêneas. Além disso, por apresentar sítios catalíticos ácidos, o catalisador
possibilita a esterificação em sistemas oleosos com índice de acidez indeterminado e,
por
apresentar
sítios
catalíticos
básicos,
proporciona
bons
rendimentos
na
transesterificação dos triglicerídios (ALVES, 2012).
Alves (2012) estudou a síntese, caracterização e atividade do catalisador
aluminato de zinco. Em seu trabalho foi realizada a síntese por combustão e a
respectiva aplicação nas transesterificações com metanol e etanol. Foram estudadas a
influência da temperatura, porcentagem de catalisador e tempo de reação.
2.4.1. Estrutura
A estrutura do espinélio normal, AB2O4, é aquela em que A e B representam
respectivamente íons metálicos di e tri valentes em um arranjo cúbico de face centrada
(cfc), no qual A ocupa os sítios tetraédricos e B os octaédricos, sendo esta a fase
cristalina ativa predominante para o catalisador Aluminato de zinco, como ilustrado na
figura 7 (COSTA, MORELLI e KIMINAMI, 2001).
28
Figura 7. Estrutura cristalina do tipo espinélio normal
2.4.2. Síntese
O aluminato de zinco pode ser sintetizado pela reação de combustão,
empregando os nitratos metálicos e um combustível sob aquecimento até a
temperatura de ignição. As características que tornam esta síntese viável são:
simplicidade operacional, baixo custo, auto-sustentabilidade energética após o início da
reação e formação de pós finos devido a elevada temperatura e ao desprendimento
acentuado de gases (BARROS, et al., 2005) (COSTA, et al., 2006). Alves (2012)
29
sintetizou o respectivo catalisador com resultado de área superficial da ordem de 15
m2/g.
Uma alternativa de síntese é o método da co-precipitação, no qual soluções
estequiométricas dos nitratos metálicos são precipitadas na forma de hidróxido duplo
através da adição de amônia até pH alcalino, sendo o precipitado então filtrado, seco e
calcinado para obtenção do óxido duplo, conforme estudado por Farhadi e
Panahandehjoo (2010), que sintetizaram o respectivo catalisador com resultado de
área superficial da ordem de 86m2/g (FARHADI e PANAHANDEHJOO, 2010).
2.4.3. Caracterização
As
propriedades
físico-químicas
de
catalisadores
sólidos
podem
ser
determinadas por uma variedade de técnicas e metodologias. A seguir, estão
sucintamente descritos os fundamentos das técnicas utilizadas para caracterização do
aluminato de zinco.
A difratometria de raios-X (DRX) permite analisar a estrutura cristalina e o grau
de cristalinidade de sólidos. Baseia-se no fenômeno da interferência construtiva das
ondas espalhadas pelo sólido em função do ângulo de incidência do feixe de raios-X.
Em sólidos cristalinos, a interferência construtiva ocorrerá nos picos característicos a
30
estrutura do material, obedecendo a lei de Bragg da difração (CALLISTER e
RETHWISCH, 2009).
A análise de área superficial (BET) consiste na adsorção de moléculas
quimicamente inertes ao sólido em toda sua extensão superficial, incluindo seus poros.
Através do estudo das isotermas de dessorção obtidas das moléculas-sonda, sob
controle de temperatura e pressão, é possível determinar a área superficial total do
sólido de acordo com a teoria de Brunauer–Emmett–Teller (CONDON, 2006).
A espectroscopia de energia dispersiva (EDS) associada a microscopia
eletrônica de varredura (MEV) permite obter imagens de alta resolução e também
identificar a composição química elementar de amostras sólidas. A análise consiste na
emissão de feixes de elétrons primários que interagem com a amostra e emitem vários
sinais. Os sinais provenientes dos feixes de elétrons secundários e dos elétrons
retroespalhados são utilizados para formação das imagens de alta resolução, os sinais
provenientes da emissão de raios-X permitem identificar os átomos presentes na
amostra (STEVENS, et al., 2009).
Contadores de partícula a laser possibilitam a obtenção da distribuição
granulométrica de sólidos particulados através das medidas de intensidade da luz
difratada pelas partículas dispersas em meio líquido ao passarem por uma fenda ótica
provida de emissor laser e detectores (MALVERN INSTRUMENTS).
31
2.4.4. Produção de biodiesel
Os estudos de aplicação do aluminato de zinco realizados por Alves (2012) na
produção de biodiesel etílico e metílico contemplaram a influência da temperatura, da
porcentagem mássica de catalisador e tempo de reação. Os experimentos foram
realizados com agitação mecânica de 700 rpm e sob controle de temperatura e
pressão, variadas de 60-200 °C e 1-70 bar. Para ambos os álcoois, os resultados
indicaram que a porcentagem mássica de catalisador apresenta maior relevância para
reações a temperaturas amenas com duração de duas horas. Além disso, o mesmo
apresentou conversões acima de 90% para temperaturas elevadas após 30 minutos de
reação.
2.4.5. Outras aplicações
O sólido aluminato de zinco possui elevada resistência mecânica, estabilidade
térmica. Por isso, pode ser empregado como catalisador ou suporte catalítico em
diversas reações, como a acetilação de aminas, álcoois e fenóis sem o uso de
solventes
(FARHADI e
PANAHANDEHJOO,
2010),
combustão
do
isobutano
(STASZAK, ZAWADZKI e OKAL, 2010) e redução do monóxido de carbono e monóxido
32
de nitrogênio (GIANNAKAS, LADAVUS e ARNATAS, 2007). Além disso, apresenta
potencial para aplicação em monitores digitais (BARROS, et al., 2005).
3. Materiais e Métodos
3.1.
Catalisador Aluminato de Zinco
A seguir serão apresentadas as duas vias de síntese empregadas, neste
trabalho, e também serão descritas as técnicas de caracterização exploradas.
3.1.1. Síntese por combustão
A mistura reacional composta por uréia, nitrato de zinco e nitrato de alumínio,
seguindo balanceamento energético ilustrado da figura 8, foi introduzida em mufla préaquecida a 400 °C. Na sequência, a temperatura foi aumentada a 10°C/min até 500 °C
que, após o término do desprendimento de gases e vapores, foi assim mantida por 20
minutos. Após o resfriamento natural, o sólido poroso obtido foi macerado para
obtenção de seu pó.
33
3 Zn(NO3)2 + 6 Al(NO3)3 + 20 NH2CONH2
3 ZnAl2O4 + 20 CO2 + 40 H2O + 32N2
Figura 8. Reação de combustão para obtenção do aluminato de zinco
O catalisador sintetizado através do método de combustão e não sofreu
tratamentos adicionais foi denominado catalisador “C”.
O catalisador obtido pela recuperação de “C” após seu emprego na
transesterificação foi denominado catalisador “R”. A massa retida no papel de filtro foi
lavada com etanol e água destilada, na sequencia calcinada com rampa de
aquecimento de 10°C/min até 500 °C por 4 horas e macerada.
O catalisador obtido pelo tratamento térmico de uma porção de “C” em mufla a
500 °C por 4 horas seguido de maceração foi denominado “Ctt”. Este tratamento foi
realizado com intuito de estudar a influência deste tratamento na área superficial do
catalisador.
3.1.2. Síntese por co-precipitação
A reação de co-precipitação foi realizada em um béquer de 500 mL contendo
solução de nitrato de zinco e nitrato de alumínio na proporção 1:2. Foi adicionada ao
sistema, sob agitação magnética, uma solução de NH4OH até obtenção de pH 9. O
precipitado foi filtrado à vácuo, e seco em estufa por 24h para retirada de água e
34
amônia residuais. O hidróxido de alumínio e zinco foi calcinado em mufla com rampa
de aquecimento de aproximadamente 10°C/min e em seguida macerado para a
obtenção de seu pó, nas condições ilustradas na tabela 1.
Este método de síntese foi proposto como alternativa para aumentar a área
superficial do catalisador em relação a “C” e “Ctt” obtidos pelo método de combustão.
Os catalisadores “P” descritos na tabela 1 foram sintetizados via co-precipitação
e tratados termicamente conforme descrito.
Tabela 1. Condições de calcinação dos catalisadores “P”
Série
Temperatura
Tempo
P500,4
500°C
4h
P400,2
400°C
2h
P400,4
400°C
4h
3.1.3. Caracterização dos catalisadores
O aluminato de zinco foi caracterizado quanto à estrutura cristalina, área
superficial, composição química e granulometria.
A estrutura cristalina do aluminato de zinco foi obtida com o auxílio da técnica de
difratometria de raios-X utilizando difratômetro da marca Panalytical, modelo
Empyrean, com radiação de cobre Kα, filtro de níquel, tensão de 40 KV e corrente de
35
30mA. As medidas foram feitas, de acordo com a literatura, com posição angular inicial
de 10º, posição angular final de 90º, passo angular de velocidade 0,05 mm/s e tempo
de contagem 3,0 s. Foi realizada no Departamento de Engenharia de Materiais da EELUSP.
A medida da área superficial específica foi obtida através da técnica de
volumetria de nitrogênio (BET), foi realizada no Laboratório de Combustão e Propulsão
do Instituto Nacional de Pesquisas Espaciais (INPE) de Cachoeira Paulista (SP).
A composição química e a morfologia do catalisador foram obtidas por
espectrofotometria de energia dispersiva (EDS) acoplada ao microscópio eletrônico de
varredura (MEV) da marca Hitachi, modelo TM 3000, realizadas no Departamento de
Engenharia de Materiais da EEL-USP.
A distribuição granulométrica foi obtida pelo contador de partículas a laser
Mastersizer 2000, da marca Malvern Instruments, utilizando água como meio dispersivo
e modelo esférico para as partículas. Foi realizada por intermédio do Instituto Nacional
de Pesquisas Espaciais (INPE).
3.2.
Testes catalíticos
36
Para a aplicação dos catalisadores preparados foram realizadas as coletas de
óleo residual de fritura, determinação de sua acidez livre e vários experimentos sob
condição de refluxo com variação de razão molar álcool/óleo, tempo de reação e álcool
empregado e também experimentos em reator fechado (reator tubular de inox com
tampa rosqueada) com variação de tempo e temperatura.
3.2.1. Coleta e pré-tratamentos
O óleo utilizado foi coletado em três estabelecimentos comerciais do ramo
alimentício na cidade Lorena, SP. Alíquotas de mesmo volume foram misturadas e,
após a homogeneização, foram submetidas ao processo de filtração a vácuo e
posterior decantação por 3 dias.
3.2.2. Determinação do índice de acidez
A acidez do óleo de fritura foi mensurada através de titulação potenciométrica
com hidróxido de potássio, utilizando titulador automático e indicador fenolftaleína, em
duplicata.
Dois gramas do óleo foram solubilizados em solução 2:1 de éter etílico e etanol
P.A., a mistura foi titulada com solução padrão de KOH (Cbase = 0,02597 mol/L) na
presença do indicador fenolftaleína.
37
A porcentagem de ácidos graxos livres foi calculada através da estequiometria
de neutralização e expresso como a porcentagem mássica de ácido oleico livre (MMác.
oleico = 282,4614 g/mol), através da equação ilustrada na figura 9:
Figura 9. Equacionamento para cálculo da porcentagem de ácidos graxos livres
3.2.3. Reações de transesterificação sob refluxo
Os experimentos foram realizados no Laboratório de Catálise I do Departamento
de Engenharia Química da Escola de Engenharia de Lorena de acordo com o ilustrado
nas tabelas 2 e 3, separadas de acordo com o catalisador empregado. A porcentagem
mássica do catalisador foi fixada em 10% em massa, que, de acordo com a literatura,
apresentou melhores conversões (ALVES, 2012).
38
Tabela 2. Condições das transesterificações com catalisador “C” sob refluxo
Série
Óleo
Álcool
Tempo
Razão álcool/óleo
1
Virgem
Metanol
5h
70.5
2
Residual
Metanol
5h
70.5
3
Residual
Metanol
5h
40
4
Virgem
Etanol
4h
16
5
Residual
Etanol
4h
16
6
Residual
Etanol
5h
40
7
Residual
Etanol
3h
70.5
8
Residual
Etanol
5h
70.5
9
Virgem
Etanol
5h
70.5
Na tabela 3 estão as reações empregando o catalisador “R” obtido pela
recuperação do catalisador “C”.
Tabela 3. Condições das transesterificações com catalisador “R” sob refluxo
Série
Óleo
Álcool
Tempo
Razão álcool/óleo
10
Virgem
Etanol
4h
16
11
Virgem
Metanol
5h
70.5
12
Residual
Etanol
5h
70.5
Todos os experimentos acima enunciados seguiram a seguinte metodologia:
Após a secagem do catalisador e da amostra de óleo, ambos foram adicionados
juntamente com um agitador magnético a um balão volumétrico de 250ml acoplado a
um condensador. O aquecimento e a manutenção da temperatura foram feitos através
39
de banho de silicone, sendo adotada a condição de refluxo adequada a cada álcool.
Após o término da reação, o sistema foi submetido a filtração à vácuo, lavagem com
água a 70°C e posterior decantação em funil de separação. O excesso de álcool da
fase contendo óleo não-reagido e ésteres foi retirado com o auxílio de rota-evaporador
e eventuais traços de água foram removidos com a adição de sulfato de sódio anidro.
Em seguida, a amostra foi centrifugada e enviada para caracterização por ressonância
magnética nuclear de hidrogênio (RMN-1H).
3.2.4.
Reações de transesterificação à elevada temperatura
Devido aos resultados obtidos nos ensaios de transesterificação sob condições
de refluxo, foram propostas mudanças nas condições e aparatos reacionais
anteriormente
descritas
no
item
3.2.3.
para
tornar
possível
a
reação
de
transesterificação em temperaturas superiores a de ebulição do etanol.
As reações foram realizadas em um reator constituído por uma cápsula metálica
selada com resistência a elevadas temperaturas e pressões e uma placa de
aquecimento digital para controlar a temperatura. Todas as reações descritas na tabela
4 foram realizadas utilizando óleo residual de fritura e etanol como reagentes no
Laboratório de Biocatálise do Departamento de Engenharia Química da Escola de
Engenharia de Lorena.
40
Tabela 4. Condições das transesterificações à elevada temperatura
Série
Tempo (min)
Temperatura (°C)
Catalisador
13
90
200
C
14
90
200
P500,4
15
120
100
P500,4
3.2.5. Análise dos produtos de transesterificação
As amostras obtidas nas reações de transesterificação foram analisadas com o
auxílio da técnica de Ressonância Magnética Nuclear de Hidrogênio (RMN-1H)
seguindo a metodologia proposta por Garcia (2006) como descrito no item 2.3.3..
4. Resultados e discussão
4.1.
Caracterização dos catalisadores
A seguir serão apresentados os resultados e observações a respeito das duas
vias de síntese empregadas neste trabalho e também das técnicas de caracterização
descritas.
41
4.1.1. Síntese por combustão
A figura 10 ilustra o produto obtido após a reação de combustão em mufla e o
respectivo sólido após a maceração.
Figura 10. Aluminato de zinco sintetizado por combustão
4.1.2. Síntese por co-precipitação
A figura 11 ilustra o hidróxido obtido após a filtração e os respectivos sólidos
macerados após os ensaios de calcinação.
42
Figura 11. Aluminato de zinco sintetizado por co-precipitação
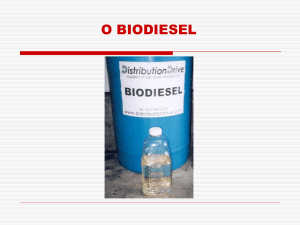
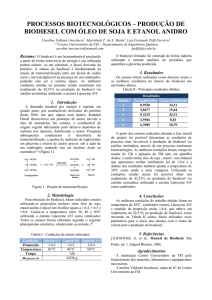
4.1.3. Difratometria de raios-X (DRX)
O gráfico ilustrado na figura 12 reúne os resultados da análise DRX das
amostras de catalisador C, P500,4, P400,2 e P400,4.
43
10
15
20
25
C
30
35
40
P500,4
45
50
55
60
P400,2
65
70
75
80
85
90
P400,4
Figura 12. Difratogramas de raios-X dos catalisadores “C” e “P”
Todas as amostras apresentaram os 8 picos característicos da estrutura do
espinélio, relatados na referência padrão JCPDS 05-0669 (31,1; 36,9; 44,9; 55,6; 59,4;
65,2; 74,08; 77,3).
A amostra “C” apresentou elevado grau de cristalinidade, com picos bem
definidos de bases estreitas. O catalisador “P” apresentou baixa cristalinidade, com
picos menos intensos e bases largas. Estes resultados indicam, primeiramente, que o
método de síntese influenciou amplamente na cristalinidade do sólido, fato associado
às elevadas temperaturas atingidas durante a reação de combustão de “C” em
44
contrapartida com a síntese a temperatura ambiente dos catalisadores “P”. Entre os
catalisadores “P”, nota-se que o aumento da temperatura nos ensaios de calcinação
também aumenta a cristalinidade do sólido, pois P500,4 possui bases mais estreitas e
intensidade de sinal ligeiramente maior que as presentes em P400,2 e P400,4.
4.1.4. Área superficial específica (BET)
O catalisador “C” apresentou área superficial de 20 m2/g, o catalisador “Ctt”
apresentou área de 17 m2/g. A ligeira diferença está provavelmente associada ao
tratamento térmico adicional de “Ctt”. Ambos os resultados estão de acordo com os
encontrados por Alves (2012).
Os resultados referentes a P500,4, P400,2 e P400,4 serão fornecidos pelo INPE no
dia 17/06/2014 e apresentados à banca no dia 24/06/2014.
4.1.5. Espectrofotometria de Energia Dispersiva acoplada a Microscópio Eletrônico
de Varredura (EDS/MEV)
As figuras 13 a 17 ilustram algumas das ampliações realizadas para o
catalisador obtido via combustão (catalisador “C”).
45
Figura 13. Microscopia do catalisador “C” com ampliação de 50x
Figura 14. Microscopia do catalisador “C” com ampliação de 200x
46
Figura 15. Microscopia do catalisador “C” com ampliação de 1000x
Figura 16. Microscopia do catalisador “C”, 2ª ampliação de 1000x
47
Figura 17. Microscopia do catalisador “C” ampliação de 2000x
As imagens ilustram um sólido cristalino de morfologia variada. A imagem 15
ilustra a textura predominante nos grãos do sólido, a imagem 16 ilustra um dos poucos
grãos com textura e coloração distintas. Estas diferenças foram investigadas nas
análises EDS ilustradas nas figuras 18 e 19 e tabelas 5 e 6 a seguir.
Figura 18. Região da análise EDS da textura predominante
48
Tabela 5. Resultado da análise EDS da textura predominante
Elemento
%mássica
%atômica
Alumínio
52.132
72.516
Zinco
47.868
27.484
Figura 19. Região da análise EDS da textura não-predominante
Tabela 6. Resultado da análise EDS da textura não-predominante
Elemento
% Mássica
% Atômica
Alumínio
24.603
44.151
Zinco
75.397
55.849
A proporção atômica, entre o alumínio e o zinco, proveniente da análise EDS na
região predominante foi de 2,6Al:1Zn, que está próxima do valor teórico de 2Al:1Zn do
aluminato de zinco. A análise EDS da região não-predominante indicou uma proporção
de 0,79Al:1Zn. A escassez de alumínio demonstrada na segunda análise pode ser
49
associada à formação e aglomeração de óxido de zinco na superfície das partículas,
enquanto o excesso de alumínio na primeira análise pode ser associado a formação de
óxido de alumínio, que, ao contrário do óxido de zinco, não formou aglomerações
evidentes na superfície das partículas.
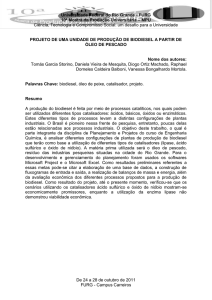
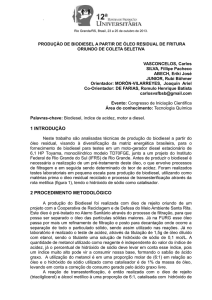
4.1.6. Granulometria
As curvas ilustradas na figura 20 representam a distribuição do tamanho de
partícula obtidas pelo contador de partículas a laser dos catalisadores “C” e “Ctt”.
Distribuição Granulométrica
8
7
Ocorrência Percentual
6
5
4
C
3
Ctt
2
1
0
0.1
-1
1
10
100
1000
Tamanho de partícula (µm)
Figura 20. Distribuições granulométricas do aluminato de zinco obtido via combustão
O catalisador “C” possui a seguinte distribuição cumulativa:
50
10 % das partículas com tamanho menor que 11,8 µm
50 % das partículas com tamanho menor que 51,6 µm
90 % das partículas com tamanho menor que 116,8 µm
O catalisador “Ctt” tratado termicamente possui a seguinte distribuição
cumulativa:
10 % das partículas com tamanhos menores que 2,1 µm
50 % das partículas com tamanhos menores que 20,7 µm
90 % das partículas com tamanhos menores que 66,8 µm
Pode ser observado que o tratamento térmico adicional conferido a “Ctt”
aumentou a variabilidade (intervalo maior de distribuição) e diminuiu o tamanho das
partículas significativamente.
4.2.
Determinação do índice de acidez do óleo de fritura
Nas titulações das amostras de 2g de óleo de fritura foram utilizados 1,34 mL e
1,35 mL da solução padrão de hidróxido de potássio 0,02597 mol/L e foi utilizado 0,21
mL para titulação do branco. A porcentagem de ácidos graxos livres foi calculada
conforme a equação ilustrada na figura 9 do item 3.2.2., o resultado obtido com o
51
volume médio de 1,345 mL foi de 0,416% (gramas de ácido oleico por grama de óleo
de fritura).
O resultado encontrado esta dentro do limite de 1% estipulado por Firestone e
colaboradores (1991) e está acima do valor 0,33% obtido por Ferraz Cella e
colaboradores (2002) após 30 horas de utilização na fritura de alimentos.
4.3.
Testes catalíticos
A seguir serão apresentados os resultados e observações a respeito das
aplicações dos catalisadores preparados nos experimentos sob condição de refluxo e
também experimentos em reator fechado.
4.3.1. Reações de transesterificação sob refluxo
O objetivo dos experimentos de 1 a 12, descritos nas tabelas 2 e 3, foi analisar
a
influência
dos
seguintes
aspectos
nos
resultados
transesterificações sob condição de refluxo:
i.
Óleo de soja virgem versus óleo de fritura;
de
conversão
nas
52
ii.
Proporções molares entre os álcoois (etanol e metanol) e os óleos
(virgem e residual);
iii.
Tempo de reação na etanólise;
iv.
Reutilização do catalisador.
A figura 21 ilustra a região alvo do espectro obtido por RMN-1H para o
experimento 4 bem como as áreas utilizadas para o cálculo da conversão em ésteres
etílicos com auxílio da equação 1 reproduzida conforme descrito no tópico 2.3.3..
(Eq. 1 )
53
Figura 21. Espectro RMN-1H do Experimento 4 – Etanólise de óleo virgem na razão 16:1 (álcool/óleo),
por 4h
A conversão calculada para o experimento 4 foi de 2,55%, este resultado, bem
como os demais, está abaixo do valor mínimo de 20% em ésteres, no qual a
metodologia proposta por Garcia (2006) possui desvios pequenos em relação ao valor
real. Nas figuras 22 a 25 a seguir estão ilustradas as regiões alvo do espectro RMN-1H
dos experimentos 1, 2, 3 e 8.
54
Figura 22. Espectro RMN-1H do Experimento 1 – Metanólise de óleo virgem na razão 70:1 (álcool/óleo),
por 5h
55
Figura 23. Espectro RMN-1H do Experimento 2 – Metanólise de óleo residual na razão 70:1 (álcool/óleo),
por 5h
56
Figura 24. Espectro RMN-1H do Experimento 3 – Metanólise de óleo residual na razão 40:1 (álcool/óleo),
por 5h
57
Figura 25. Espectro RMN-1H do Experimento 8 – Etanólise de óleo residual na razão 70:1 (álcool/óleo),
por 5h
Os espectros apresentados indicam que houve tanto a metanólise quanto a
etanólise em ambos os óleos residual e virgem. Os experimentos 1, 2, 3 e 8 possuíram
conversões menores que o experimento 4 (2,55%).
58
4.3.2. Reações de transesterificação à temperatura elevada
O objetivo dos experimentos 13, 14 e 15 descritos na tabela 4 foi aumentar os
rendimentos em ésteres etílicos, com o aumento da temperatura da reação, em relação
aos experimentos conduzidos sob refluxo de etanol na sua temperatura de ebulição.
As figuras 26, 27 e 28 ilustram, respectivamente, as regiões alvo dos espectros
obtidos por RMN-1H para os experimentos 13, 14 e 15 bem como as áreas utilizadas
para os cálculos das conversões em ésteres etílicos com auxílio da equação 1 descrita
no tópico 2.3.3..
59
Figura 26. Espectro RMN-1H do Experimento 13 – Etanólise de óleo residual na razão 40:1 (álcool/óleo),
por 90min à 200 °C utilizando catalisador “C”
A conversão calculada para o experimento 13 foi de 5,96%.
60
Figura 27. Espectro RMN-1H do Experimento 14 – Etanólise de óleo residual na razão 40:1 (álcool/óleo),
por 90min à 200 °C utilizando catalisador “P500,4”
A conversão calculada para o experimento 14 foi de 4,06%.
61
Figura 28. Espectro RMN-1H do Experimento 15 – Etanólise de óleo residual na razão 40:1 (álcool/óleo),
por 120min à 100 °C utilizando catalisador “P500,4”
A conversão calculada para o experimento 15 foi de 1,28%.
Os resultados de conversão em ésteres etílicos encontrados para os
experimentos 13, 14 e 15 também estão abaixo do valor mínimo de 20% em ésteres,
no qual a metodologia proposta por Garcia (2006) possui desvios pequenos em relação
ao valor real, no entanto, permitiram comparar qualitativamente o desempenho dos
62
catalisadores na etanólise em diferentes condições. A tabela 7 sumariza as condições
aplicadas e os resultados das conversões em ésteres etílicos.
Tabela 7. Condições reacionais e conversões em ésteres etílicos em reator fechado
Tempo
Razão
Temperatura
(min)
álcool/óleo
(°C)
Residual
90
40
200
"C"
5,96%
14
Residual
90
40
200
"P500,4"
4,06%
15
Residual
120
40
100
"P500,4"
1,28%
Experimento
Óleo
13
Catalisador Conversão
Comparando-se os experimentos 14 e 15 observa-se que o aumento da
temperatura exerce influência positiva na etanólise devidos as maiores conversões em
ésteres.
Comparando-se os experimentos 13, 14 observa-se que o catalisador obtido
pelo método de síntese por combustão pode proporcionar maiores conversões em
ésteres em relação ao obtido por co-precipitação.
5. Conclusão
A síntese do catalisador aluminato de zinco via combustão proporcionou um
sólido altamente cristalino, de composição química próxima da estequiométrica, porém
com baixa área superficial específica.
63
O tratamento térmico adicional de calcinação na síntese do aluminato de zinco
proporcionou uma granulometria menor, bem como a diminuição da área superficial
específica do sólido.
A síntese do catalisador aluminato de zinco via co-precipitação proporcionou um
sólido de baixa cristalinidade, sendo que este método requer maior tempo de
preparação quando comparado à síntese por combustão.
A conclusão a respeito da diferença entre as áreas superficiais específicas do
catalisador obtido por combustão e co-precipitação ainda será apresentada à banca.
Todos os catalisadores sintetizados apresentaram baixa atividade catalítica para
a produção de biodiesel, no entanto foi possível inferir que:
O desempenho dos catalisadores não foi prejudicado pela utilização de
óleo de fritura com elevada acidez.
O desempenho deste catalisador aumenta com o aumento da
temperatura.
O catalisador sintetizado por combustão foi mais ativo que o sintetizado
por co-precipitação.
O catalisador “C” se mostrou cataliticamente ativo na produção de
biodiesel etílico e metílico.
64
6. Referências bibliográficas
ABIOVE: Estatísticas. ABIOVE, 10 November 2013. Disponivel em: <http://abiove.org.br>.
ALMEIDA, J. Projeto Biocombustível: Processamento de óleos e gorduras vegetais in natura e residuais
em combustíveis tipo diesel. Terceiro encontro de energia no meio rural. Campinas: [s.n.]. 2000.
ALVES, C. T. Transesterificação de óleos e gorduras residuais via rotas metílica e etílica utilizando
catalisador aluminato de zinco em presença ou não de CO2 supercrítico. Universidade Federal da Bahia.
[S.l.]. 2012.
ANP. Boletim mensal do biodiesel. [S.l.]. outubro de 2013.
ANP: Biodiesel. ANP, 10 Novembro 2013. Disponivel em: <http://anp.gov.br>.
ANVISA: Consultas Públicas. ANVISA, 10 Novembro 2013. Disponivel em: <http://anvisa.gov.br>.
BARROS, B. S. et al. Caracterização morfológica e luminescente de nanopartículas de aluminato de zinco
dopadas com Eu+3. Cerâmica, v. 51, p. 63-69, 2005.
CALLISTER, W. D.; RETHWISCH, D. G. Materials Science and Engineering: An Introduction. [S.l.]: John
Wiley and Sons; 8th edition, 2009.
CASTRO, H. F. D. Apostila 5: Óleos e Gorduras. Lorena, SP: [s.n.]. p. 3-20. 2009.
CELLA, R. C. F. .; REGITANO-D’ARCE, M. A. B.; SPOTO, M. H. F. COMPORTAMENTO DO ÓLEO DE SOJA
REFINADO UTILIZADO EM FRITURA. Ciência e Tecnologia de Alimentos, Campinas, p. 111-116, 2002.
CHRISTOFF, P. Produção de Biodiesel a partir do oleo residual de fritura comercial, Guaratuba, 2006.
CONDON, J. B. Surface Area and Porosity Determinations by Physisorption. [S.l.]: Elsevier B.V., 2006.
COSTA, A. C. F. M. et al. Preparação do suporte ZnAl2O4 via reação de combustão e sua caracterização.
Revista eletrônica de materiais e processos, v. 1, p. 37-45, 2006.
COSTA, A. C. F. M.; MORELLI, M. R.; KIMINAMI, R. H. G. A. Combustion synthesis: effect of urea on the
reaction and characteristics of Ni-Zn ferrite powders. Jornal of materiall synthesis and processing, v. 9,
p. 347-352, 2001.
65
DINARDI, M.; SALUM, A.; MIRANDA, T. Produção de biodiesel: uma análise econômica. Congresso
Brasileiro de Mamona e I-Simpósio de Oleaginosas Energéticas. João Pessoa: [s.n.]. p. 178-181. 2010.
ECOLEO: Reciclagem do óleo. ECOLEO, 10 Novembro 2013. Disponivel em: <http://ecoleo.org.br>.
FAPESP. Resíduos Bem-Vindos. Revista FAPESP, p. 58-63, junho de 2012.
FARHADI, S.; PANAHANDEHJOO, S. Spinel-type zinc aluminate (ZnAl2O4) nanoparticles prepared by the
co-precipitation method: A novel, green and recyclable heterogeneous catalyst for the acetylation of
amines, alcohols and phenols under solvent-free conditions. Applied Catalysis A: General, v. 382, p.
293–302, 2010.
FIRESTONE, D.; STIER, R. F.; BLUMENTHAL, M. M. Regulation of frying fats and oils. Food Technology, v.
45, p. 90-94, 1991.
GARCIA, C. M. Transesterificação de óleos vegetais. Campinas, SP. 2006.
GERIS, R. Biodiesel de soja: Reação de transesterificação para aulas práticas de química orgânica.
Química Nova, 30 N5, 1369-1373. 2007.
GIANNAKAS, A. E.; LADAVUS, A. K.; ARNATAS, G. S. Surface properties, textural features and catalytic
performance for NO + CO abatment of spinels MAl2O4 ( M = Mg, Co and Zn) developed by reverse and
bicontinuous microemulsion method. Applied surface science, v. 253, p. 6969-6979, 2007.
PEREZ, V. H.; DELATORRE, A. B. Produção de biodiesel: considerações sobre as diferentes materias
primas e rotas tecnologicas de processo. Perspectivas Online, 21-47. 2011.
IBRAHIM, H. Advancement in Heterogeneous Catalysis of Triglycerides for Biodiesel. International
Journal Of Engineering And Computer Science, 1426-1433. 2013.
KNOTHE, G. et al. Manual do Biodiesel. Sao Paulo. 2006.
MALVERN INSTRUMENTS, L. Disponivel em: <http://www.malvern.com/en/products/productrange/mastersizer-range/mastersizer-2000/default.aspx?utm_source=askpowtech.de&utm_medium=online%2Badvertising&utm_campaign=mastersizer%2Benglish>. Acesso em:
13 Junho 2014.
SEDREZ, M.; CRUZ, L. Estudo da viabilidade de utilização do óleo residual de fritura por imersão como
biocombustível na cidade de Curitiba-PR, 2006.
66
STASZAK, W.; ZAWADZKI, M.; OKAL, J. Solvothermal synthesis and characterization of nanosized zinc
aluminate spinel used in isobutene combustion. Journal of Alloys and Compounds, v. 492, p. 500-507,
2010.
STEVENS, M. S. et al. An appraisal of high resolution scanning eletron microscopy applied to porous
materials. Jeol News, v. 44, p. 17-22, 2009.