UNIVERSIDADE FEDERAL DO PARANÁ
ANDRÉ LUIZ PEREIRA DE FRANÇA
SACCI 2: SISTEMA AUTOMATIZADO PARA
CONFECÇÃO DE CIRCUITO IMPRESSO 2
CURITIBA
2013
ANDRÉ LUIZ PEREIRA DE FRANÇA
SACCI 2: SISTEMA AUTOMATIZADO PARA
CONFECÇÃO DE CIRCUITO IMPRESSO 2
Trabalho de Conclusão de Curso
apresentado à disciplina Projeto de
Graduação, como requisito parcial à
conclusão do curso de Engenharia
Elétrica, Setor de Tecnologia,
Universidade Federal do Paraná.
Orientador: Prof. Dr. Marlio José do
Couto Bonfim
CURITIBA
2013
AGRADECIMENTOS
A Deus, pelo dom da vida.
A minha família, por todo apoio prestado no desenvolvimento deste trabalho.
Ao professor Marlio José do Couto Bonfim, pela grande colaboração na concepção do
projeto, tanto em questões teóricas, quanto práticas. Ainda, pela confiança depositada na
utilização dos recursos e equipamentos do Laboratório de Microeletrônica, Medidas e
Instrumentação (LAMMI) do departamento de Engenharia Elétrica da Universidade Federal
do Paraná.
Aos demais colegas do LAMMI e de turma, pela troca de conhecimentos e conselhos,
que foram fundamentais nesse trabalho.
RESUMO
A confecção manual de placas de circuito impresso é um processo elaborado, que exige uma
seqüência de tarefas. Em geral, o circuito é impresso em papel para em seguida ser transferido
a uma placa de Cobre, por aquecimento e pressão. Devido às não-uniformidades do método,
muitas vezes a transferência não acontece de forma satisfatória, e partes do circuito
permanecem no papel. Uma vez que o circuito foi transferido, a placa é corroída em solução
de Percloreto de Ferro, por exemplo. A placa é deixada na solução até perceber-se que o
Cobre não protegido pelo circuito foi corroído. O objetivo deste trabalho é automatizar o
processo manual de confecção de placas de circuito impresso. Foram desenvolvidos dois
sistemas: um para transferência e um para corrosão. Um fusor de impressora LASER foi
adaptado para realizar a transferência do circuito, fornecendo temperatura e pressão
uniformes. Para a corrosão, foi montado um recipiente para abrigar a placa. Pela subida e
descida da placa na solução, confere-se o andamento da reação.
Palavras-chave: Placa de circuito impresso. Transferência de circuito. Corrosão.
ABSTRACT
The manual production of printed circuit boards is an elaborate process that requires a
sequence of tasks. In general, the circuit is printed on paper to then be transferred to a copper
board, by heating and pressure. Due to non-uniformities of the method, often transfer does not
occur satisfactorily, and parts of the circuit remain in the paper. Once the circuit has been
transferred, the board is corroded in a solution of iron perchlorate, for example. The board is
left in the solution until the corrosion of copper not protected by the circuit. The purpose of
this work is to automate the manual production of printed circuit boards. Two systems were
developed: one for transfer and one for corrosion. A fuser of laser printer was adapted to
perform the transfer of circuit, providing uniform temperature and pressure. For corrosion, a
container was used to house the board. The progress of the reaction can be checked through
the ascent and descent of the board in solution.
Key words: Printed circuit board. Circuit transfer. Corrosion.
LISTA DE FIGURAS
Figura 1 - Fusor utilizado pelo autor da publicação “Laminador de PCI feito com sucata”. ................. 14
Figura 2 - Montagem final do “Laminador de PCI feito com sucata”. .................................................. 15
Figura 3 - Esquema simplificado para controle de um motor de passo unipolar de 8 fios................... 16
Figura 4 - Seqüência de pulsos, no tempo, para energização das bobinas do motor de passo. .......... 17
Figura 5 - Circuito para acionar uma carga CA. ..................................................................................... 18
Figura 6 - Circuito detector de zeros. .................................................................................................... 19
Figura 7 - Arranjo de um fotodetector por transmissão. ...................................................................... 20
Figura 8 - Reed Switch simples. ............................................................................................................. 21
Figura 9 - Representação de uma malha de um sistema de controle................................................... 22
Figura 10 - Curva de resposta ao degrau em forma de S. ..................................................................... 22
Figura 11 - Fusor retirado de uma impressora LASER. .......................................................................... 24
Figura 12 - Motor de passo utilizado no sistema de transferência. ...................................................... 25
Figura 13 - Circuito driver para funcionamento do motor de passo do sistema de transferência. ...... 26
Figura 14 - Circuito para disparo da lâmpada halógena. ...................................................................... 27
Figura 15 - Parte de entrada do circuito detector de passagem por zero, simulado no QUCS. ........... 27
Figura 16 - Simulação da corrente na entrada do circuito detector de zeros. ..................................... 28
Figura 17 - Simulação do circuito detector de passagem por zero. ...................................................... 29
Figura 18 - Resultado da simulação do circuito detector de zeros. ...................................................... 29
Figura 19 - Analisador de parâmetros de semicondutores Agilent 4155A utilizado para obter o
comportamento do NTC........................................................................................................................ 30
Figura 20 - Variação da resistência do NTC do fusor e tensão do termopar em função do tempo. ..... 31
Figura 21 - Variação da temperatura do fusor no tempo. .................................................................... 31
Figura 22 - Circuito para linearizar a tensão de entrada no A/D conforme a temperatura do processo.
............................................................................................................................................................... 32
Figura 23 - Tensão do divisor em função da temperatura. ................................................................... 33
Figura 24 - Variação diferencial da temperatura do fusor no tempo, em relação à temperatura
ambiente. .............................................................................................................................................. 33
Figura 25 - Comparação entre a variação de temperatura do fusor medida e simulada. .................... 34
Figura 26 - Representação do sistema fusor no Simulink. .................................................................... 35
Figura 27 - Representação da malha de controle no Simulink, com o controlador contínuo. ............. 35
Figura 28 - Representação da malha de controla no Simulink, com o controlador discreto. ............... 36
Figura 29 - Resultado da simulação da malha de controle discreta. .................................................... 37
Figura 30 – Simulação do sinal de potência enviado à lâmpada........................................................... 37
Figura 31 - Sensores ópticos PHCT203 demarcam o fim de curso da placa no fusor. .......................... 38
Figura 32 - Circuito de polarização dos sensores ópticos. .................................................................... 38
Figura 33 - Fluxograma da função main do firmware do microcontrolador do sistema de
transferência. ........................................................................................................................................ 41
Figura 34 - Fluxogramas das interrupções externas. ............................................................................ 41
Figura 35 - Fluxograma da interrupção do PORTB. ............................................................................... 42
Figura 36 - Fluxogramas das rotinas de interrupção dos timers 0 e 1. ................................................. 43
Figura 37 - Fluxograma da rotina de interrupção do timer 2. ............................................................... 44
Figura 38 - Circuito do sistema de transferência simulado no programa ISIS. ..................................... 45
Figura 39 - Resultado da simulação dos sinais de disparo da lâmpada e acionamento do motor. ...... 46
Figura 40 - Circuito do sistema de transferência montado no proto-board. ........................................ 46
Figura 41 - Sinas da rede elétrica e de detecção de zero observados no osciloscópio. ....................... 47
Figura 42 - Tensão de alimentação da lâmpada, em amarelo, para uma potência de 20%. ................ 47
Figura 43 - Esquemático do circuito do sistema de transferência. ....................................................... 48
Figura 44 - Projeto da placa do circuito do sistema de transferência................................................... 49
Figura 45 - Recipiente do sistema de corrosão. .................................................................................... 50
Figura 46 - Trave plástica para segurar as placas no interior do recipiente. ........................................ 51
Figura 47 - Arranjo do motor e fios de nylon sobre a tampa do recipiente.......................................... 51
Figura 48 - Circuito driver para o motor de passo do sistema de corrosão. ......................................... 52
Figura 49 - Aquecedores de aquário de 150 W para esquentar a solução. .......................................... 54
Figura 50 - Circuito para disparo dos aquecedores............................................................................... 54
Figura 51 - Conexão do NTC do sistema de corrosão com o circuito externo do analisador de
parâmetros 4155C. ................................................................................................................................ 55
Figura 52 - Variação da resistência do NTC do recipiente e da tensão do termopar no tempo. .......... 56
Figura 53 - Variação da temperatura no recipiente em função do tempo. .......................................... 56
Figura 54 - Tensão do divisor em função da temperatura. ................................................................... 57
Figura 55 - Fluxograma da função main do firmware do microcontrolador do sistema de corrosão. . 59
Figura 56 - Fluxograma da rotina da interrupção externa 0 do firmware do sistema de corrosão. ..... 60
Figura 57 - Fluxograma da rotina de interrupção do timer 0 do firmware do sistema de corrosão. ... 60
Figura 58 - Fluxograma da rotina de interrupção do timer 1 do firmware do sistema de corrosão. ... 61
Figura 59 - Fluxograma da rotina de interrupção do timer 2 do firmware do sistema de corrosão. ... 62
Figura 60 - Simulação do circuito do sistema de corrosão. .................................................................. 63
Figura 61 - Projeto da PCI do sistema de corrosão. .............................................................................. 64
Figura 62 – Seqüência de tarefas para transferência de um circuito para a placa, utilizando o sistema.
............................................................................................................................................................... 65
Figura 63 - Circuito impresso do sistema de transferência, transferido para uma placa de fenolite. .. 66
Figura 64 - Placa do sistema de transferência montada. ...................................................................... 66
Figura 65 - Sistema de transferência finalizado. ................................................................................... 67
Figura 66 - Medição do controle de temperatura do sistema de transferência. .................................. 68
Figura 67 - Placa do sistema de corrosão, após corrosão e furação. .................................................... 68
Figura 68 - Placa do sistema de corrosão montada. ............................................................................. 69
Figura 69 - Sistema de corrosão finalizado. .......................................................................................... 69
Figura 70 - Medição do controle de temperatura da solução. ............................................................. 70
LISTA DE TABELAS
Tabela 1 - Seqüência de energização das bobinas para rotação do motor de passo. .......................... 17
Tabela 2 - Valores de B utilizados para cálculo do valor médio da constante característica do NTC do
fusor. ..................................................................................................................................................... 32
Tabela 3 - Periféricos, do microcontrolador, utilizados e suas funções no sistema de transferência. . 39
Tabela 4 - Valores de B utilizados para cálculo do valor médio da constante característica do NTC do
recipiente. ............................................................................................................................................. 57
Tabela 5 - Função dos periféricos do microcontrolador no sistema de corrosão................................. 58
LISTA DE SIGLAS
PCI – Placa de Circuito Impresso
LASER – Light Amplification by Stimulated Emission of Radiation
CA – Corrente Alternada
CC – Corrente Contínua
TRIAC – Triode for Alternating Current
LCD – Liquid Crystal Display
LED – Light Emitting Diode
NTC – Negative Temperature Coefficient
IV – Infra-Vermelho
PID – Proporcional Integral Derivativo
IMC – Internal-Model Control
QUCS – Quite Universal Circuit Simulator
RAM – Random Access Memory
EEPROM – Electrically Erasable Programmable Read Only Memory
USB – Universal Serial Bus
A/D – Analógico/Digital
I/O – In/Out
R/W – Read/Write
SUMÁRIO
1 INTRODUÇÃO ..................................................................................................................................... 12
2 REVISÃO DE LITERATURA ................................................................................................................... 14
2.1 LAMINADOR DE PCI FEITO COM SUCATA.................................................................................... 14
2.2 MÁQUINAS ELÉTRICAS: MOTOR DE PASSO................................................................................. 16
2.3 ELETRÔNICA DE POTÊNCIA: OPTOACOPLADORES ...................................................................... 18
2.3.1 OPTOTRIAC PARA ACIONAMENTO DE CARGAS CA .............................................................. 18
2.3.2 OPTOTRANSISTOR PARA DETECÇÃO DE ZEROS ................................................................... 18
2.4 INSTRUMENTAÇÃO ELETRÔNICA: SENSORES ............................................................................. 19
2.4.1 TERMISTOR NTC ................................................................................................................... 19
2.4.2 FOTODECTORES.................................................................................................................... 20
2.4.3 REED SWITCH ....................................................................................................................... 21
2.5 SISTEMA DE CONTROLE............................................................................................................... 21
2.5.1 CONTROLE IMC..................................................................................................................... 21
2.5.2 CONTROLE DIGITAL .............................................................................................................. 23
3 DESENVOLVIMENTO........................................................................................................................... 24
3.1 SISTEMA DE TRANSFERÊNCIA...................................................................................................... 24
3.1.1 HARDWARE .......................................................................................................................... 24
3.1.1.1 FUSOR DE IMPRESSORA LASER ..................................................................................... 24
3.1.1.2 MOTOR DE PASSO ......................................................................................................... 25
3.1.1.3 DISPARO DA LÂMPADA ................................................................................................. 26
3.1.1.4 DETECTOR DE ZEROS ..................................................................................................... 27
3.1.1.5 CONTROLE DE TEMPERATURA ...................................................................................... 29
3.1.1.6 SENSORES ...................................................................................................................... 38
3.1.1.7 MICROCONTROLADOR .................................................................................................. 39
3.1.2 FIRMWARE ........................................................................................................................... 40
3.1.3 SIMULAÇÃO .......................................................................................................................... 44
3.1.4 TESTES .................................................................................................................................. 46
3.1.5 PROJETO DA PLACA .............................................................................................................. 48
3.2 SISTEMA DE CORROSÃO .............................................................................................................. 50
3.2.1 HARDWARE .......................................................................................................................... 50
3.2.1.1 RECIPIENTE .................................................................................................................... 50
3.2.1.2 MOTOR DE PASSO ......................................................................................................... 51
3.2.1.3 DISPARO DO AQUECEDOR............................................................................................. 53
3.2.1.4 CONTROLE DE TEMPERATURA ...................................................................................... 54
3.2.1.5 SENSOR .......................................................................................................................... 57
3.2.1.6 MICROCONTROLADOR .................................................................................................. 58
3.2.2 FIRMWARE ........................................................................................................................... 59
3.2.3 SIMULAÇÃO .......................................................................................................................... 62
3.2.4 PROJETO DA PLACA .............................................................................................................. 63
4 ANÁLISE DOS RESULTADOS ................................................................................................................ 65
4.1 SISTEMA DE TRANSFERÊNCIA...................................................................................................... 65
4.2 SISTEMA DE CORROSÃO .............................................................................................................. 68
5 CONCLUSÃO ....................................................................................................................................... 71
REFERÊNCIAS ......................................................................................................................................... 73
12
1 INTRODUÇÃO
Os circuitos de equipamentos elétricos e eletrônicos geralmente são concebidos em
placas de circuito impresso. Uma vez que as conexões entre os componentes foram definidas,
projeta-se a placa contendo interligações através de material condutor, como o Cobre. A
confecção da placa permite uma condução uniforme de corrente elétrica através das trilhas,
além de sustentação mecânica para os componentes, pela soldagem destes na placa.
As grandes empresas que desenvolvem equipamentos utilizam um processo
profissional para confecção de placas de circuito impresso. O mesmo acontece nas empresas
especializadas na confecção de Placas de Circuito Impresso (PCI). Em geral, o processo
possui algumas etapas que envolvem furação da placa, metalização, transferência da imagem
do circuito através de dry film fotossensível e corrosão, além dos acabamentos. Ao longo do
processo, são utilizadas máquinas automatizadas para cada etapa.
A fabricação de PCI por empresas especializadas e em pequena escala (prototipagem)
possui custo elevado, de forma que em projetos não profissionais, há preferência pelo método
manual de confecção. Dentre as técnicas utilizadas para a confecção de protótipos de PCI,
destaca-se a transferência do padrão de uma impressão a LASER em certa temperatura.
Projeta-se o circuito num programa de computador para depois imprimi-lo numa impressora
LASER. O papel para impressão deve ser de fotografia ou transparência, como o glossy. O
desenho do circuito é formado no papel através do toner, uma tinta em pó utilizada nas
impressoras LASER.
O circuito é transferido para a placa de Cobre por meio de aquecimento. Comumente
se utiliza um ferro de passar roupas para aquecer e pressionar o circuito em papel fixado sobre
a placa. Esse processo não é uniforme e muitas vezes a transferência do circuito não ocorre de
forma satisfatória, pois algumas trilhas não aderem à placa.
Em seguida, vem a fase da corrosão. Com o circuito impresso na superfície, a placa é
imersa numa solução de Percloreto de Ferro, que corrói o Cobre não protegido pelo toner.
Assim, apenas as trilhas e ilhas do circuito permanecem intactas, formando as conexões entre
os componentes.
13
Com este projeto, pretende-se uniformizar a confecção manual de circuito impresso,
reduzindo o número de imperfeições do processo. Para isso foram desenvolvidos dois
sistemas: um para transferência do circuito do papel para a placa e outro sistema para
corrosão. Foi dada preferência por automatizar o processo manual de confecção devido ao
custo mais baixo. O foco de fabricação são placas de até duas camadas, que engloba a maioria
dos projetos acadêmicos.
Ao longo desse trabalho serão apresentados os passos realizados para desenvolvimento
do projeto: revisão bibliográfica, conhecimentos teóricos envolvidos, concepção dos sistemas
em hardware e software, simulações, montagens e testes. Para validação do projeto, as placas
de circuito impresso dos sistemas de transferência e corrosão foram confeccionadas utilizando
o próprio protótipo.
O nome SACCI 2 foi adotado para o projeto, pois o nome SACCI foi utilizado
anteriormente em outro Trabalho de Conclusão do Curso de Engenharia Elétrica da UFPR
(1996). O projeto consistia em um sistema de escrita direta do layout na PCI através de um
plotter e um sistema de corrosão e furação. Este projeto foi concluído, porém devido a
problemas mecânicos e dificuldade de manutenção, foi abandonado. Uma tentativa de
retomada do projeto foi encabeçada pelo grupo PET (Programa de Educação Tutorial) em
2009, porém não foi finalizado.
14
2 REVISÃO DE LITERATURA
Neste capítulo será apresentado um trabalho anterior que serviu de referência para o
desenvolvimento do presente trabalho. Além disso, são analisados os principais elementos
utilizados no projeto, tais como motores de passo, opto-acopladores, sensores e controladores
de temperatura.
2.1 LAMINADOR DE PCI FEITO COM SUCATA
Esse projeto tem como base a publicação “Laminador de PCI feito com sucata” (1). O
autor nomeia “laminador”, um conjunto fusor de impressora LASER e motor de passo. O
fusor é a parte composta por dois rolos, um de alumínio e um de borracha, por onde passa o
papel de impressão, conforme mostra a Figura 1. A idéia foi reaproveitar o fusor da impressora
para fazer transferência de circuito impresso.
Figura 1 - Fusor utilizado pelo autor da publicação “Laminador de PCI feito com sucata”.
No interior do rolo de alumínio do fusor, há uma lâmpada halógena responsável pelo
aquecimento do sistema. O motor, através do encaixe de engrenagens, tem por função girar os
rolos para passagem não de papel, mas nesse caso, da placa de Cobre junto com o circuito
impresso em papel, para transferência.
A rotação do motor, e conseqüente giro dos rolos, proporcionam pressão do circuito
em papel na placa de Cobre. Entretanto, semelhante ao processo manual com ferro de passar,
há necessidade de aquecimento para transferência do toner do papel para a placa. Por isso,
além de controlar o motor é preciso também controlar a potência da lâmpada halógena do
15
fusor para assim, monitorar a temperatura do processo. A tensão nominal de alimentação da
lâmpada era de 127 V em CA.
O autor projetou, então, um circuito que inclui um driver para rotação do motor de
passo, além do controle de temperatura do processo para próximo de 180ºC. Essa era a
temperatura utilizada no modelo de impressora reaproveitado. A medição de temperatura é
feita a partir do termistor original que estava no fusor. Alguns fusores possuem ainda um
interruptor bi-metálico, em caso de falha do termistor. A temperatura não deve passar muito
do limite de 200 ºC, pois as partes plásticas do fusor começam a derreter.
No projeto foi previsto, ainda, o circuito da fonte de alimentação a partir da rede
elétrica. A PCI do circuito foi confeccionada e a montagem final do laminador pode ser vista
na Figura 2. Os testes realizados, pelo responsável do projeto, foram satisfatórios.
Figura 2 - Montagem final do “Laminador de PCI feito com sucata”.
A idéia do presente trabalho é semelhante ao protótipo mostrado, mas possui algumas
diferenças importantes. Em primeiro lugar, o sistema de transferência, que também utiliza um
fusor de impressora LASER e motor de passo, tem mais interação com o usuário. Há uma
interface homem-máquina através de um teclado e um LCD, possibilitando a escolha da
velocidade para o motor de passo, temperatura do fusor e o número de vezes que a placa passa
entre os rolos. Em segundo lugar, foi adicionado um sistema para a fase de corrosão, que
inclui um recipiente para a solução de Percloreto de Ferro com controle de temperatura e
automação da subida e descida da placa na solução.
16
2.2 MÁQUINAS ELÉTRICAS: MOTOR DE PASSO
Os motores de passo são muito utilizados na indústria de informática, devido à
capacidade de conversão de informação digital em saída mecânica (2). Outra característica
importante é a precisão de rotação, pois é possível controlar a quantidade de passos, ou seja, o
deslocamento angular do eixo.
Quanto à construção, o motor de passo consiste em um estator com ranhuras, que
possui duas ou mais bobinas. Há, também, uma estrutura de rotor que não possui
enrolamento. Um motor de passo é dito de imã permanente, se for construído com um imã
permanente preso ao seu eixo. Nesse caso, o imã fornece uma excitação CC constante ao
motor. Ao energizar-se uma ou mais bobinas, a máquina se comporta como um motor
síncrono.
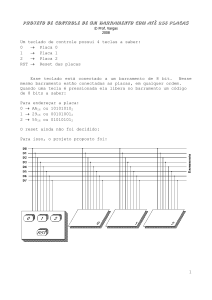
Para controle do motor de passo geralmente utiliza-se um circuito excitador para
enviar pulsos numa determinada seqüência para as bobinas. As bobinas são energizadas para
que o rotor execute variação angular – o passo. Um esquema típico para controle de um motor
de passo unipolar de 8 fios é mostrado na Figura 3.
Figura 3 - Esquema simplificado para controle de um motor de passo unipolar de 8 fios.
Para energizar uma bobina, deve ser enviado um pulso lógico alto para a base do
transistor bipolar correspondente. Assim, com o transistor na configuração de emissor
comum, um nível lógico baixo aparece num dos terminais da bobina e esta conduz corrente.
17
O motor de passo possui três modos de operação: passo completo com uma bobina
energizada por vez, passo completo com duas bobinas energizadas por vez e meio passo.
Neste trabalho o segundo modo foi utilizado, com o objetivo de reduzir a quantidade de sinais
a serem gerados para rotação do motor. Devido ao circuito de acionamento com transistores
ser emissor comum, é suficiente gerar sinais para a base de dois transistores. Os coletores
destes, então, devem ser entrada para os outros dois transistores.
No segundo modo de operação, a cada momento devem ser energizadas duas bobinas
independentes. Fazendo a combinação de quatro bobinas duas a duas, divide-se a energização
em quatro etapas, conforme mostra a Tabela 1.
Tabela 1 - Seqüência de energização das bobinas para rotação do motor de passo.
Tempo
Bobinas Energizadas
T0
A1 e B2
T1
A1 e A2
T2
B1 e A2
T3
B1 e B2
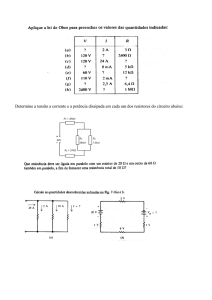
Para ilustrar a seqüência de pulsos, a Figura 4 deve ser observada. As bobinas A1 e B1,
que possuem terminal de alimentação em comum, nunca são energizadas ao mesmo tempo. A
situação é semelhante a das bobinas A2 e B2. O período de tempo entre os pulsos define a
velocidade de rotação do motor.
Figura 4 - Seqüência de pulsos, no tempo, para energização das bobinas do motor de passo.
18
2.3 ELETRÔNICA DE POTÊNCIA: OPTOACOPLADORES
2.3.1 OPTOTRIAC PARA ACIONAMENTO DE CARGAS CA
O sistema de transferência envolve uma lâmpada halógena para aquecimento do fusor
da impressora LASER. A lâmpada possui tensão de alimentação de 127 V CA e não deve
ficar ligada à rede elétrica durante todo o processo, para não sobreaquecer o fusor. Assim, há
necessidade de controlar o acionamento da lâmpada permitindo, ou não, sua alimentação. Para
isso, foi utilizado um circuito semelhante ao da Figura 5.
Figura 5 - Circuito para acionar uma carga CA.
Nesse circuito, um sinal digital em nível alto faz com que o LED do opto-acoplador
conduza corrente. A luz infravermelha emitida pelo LED é captada pelo optodiac que dispara
o TRIAC através do terminal de trigger. Com o TRIAC acionado, a lâmpada conduz corrente
CA, uma vez que o circuito com a rede elétrica foi fechado. Quando a tensão entre os
terminais principais do TRIAC é 0 V, este pára de conduzir (3).
A tensão da rede elétrica é aproximadamente senoidal e tem valor de 0 V nos
momentos em que passa de positiva para negativa e vice-versa. Por isso, é necessário acionar
a lâmpada a cada semi-ciclo da tensão da rede.
No sistema de corrosão, resistências de aquário são utilizadas para aquecimento da
solução. As resistências têm tensão nominal de 127 V CA e, portanto, o circuito visto acima é
igualmente válido para a alimentação das mesmas.
2.3.2 OPTOTRANSISTOR PARA DETECÇÃO DE ZEROS
Devido à necessidade de acionar a lâmpada em cada semi-ciclo, no sistema de
transferência, é necessário um circuito para detecção do momento em que a senóide da rede
elétrica passa por zero. Para isso, foi utilizado o circuito da Figura 6.
19
Figura 6 - Circuito detector de zeros.
Num primeiro estágio, há retificação de onda completa da tensão da rede, de forma
que apenas tensões positivas aparecem nos terminais do LED do opto-transistor. Com o LED
em condução, o transistor recebe a emissão de luz infravermelha e comuta o coletor para a
tensão do emissor: 0 V. Quando a tensão da rede é zero, o LED não conduz. Assim, com o
transistor em corte, aparece no coletor a tensão de 5 V.
Em suma, toda vez que a tensão do coletor for 5 V, ocorreu uma passagem por zero na
rede elétrica. Essa informação pode ser utilizada, então, para acionamento do circuito de
disparo da lâmpada, mostrado na subseção anterior. A partir da detecção de zero, o tempo
para acionamento pode ser variado, para assim, controlar a potência enviada à lâmpada.
2.4 INSTRUMENTAÇÃO ELETRÔNICA: SENSORES
2.4.1 TERMISTOR NTC
Os termistores são resistores baseados em materiais semicondutores que apresentam
grande variação de resistência com a temperatura (4). São utilizados, em geral, na faixa de 100ºC a 300ºC e são feitos de materiais como óxidos de manganês, níquel, cobalto, cobre,
ferro e urânio. O termistor NTC tem um coeficiente de temperatura negativo, ou seja, sua
resistência diminui com o aumento de temperatura e vice-versa.
A variação de resistência com a temperatura ocorre de maneira exponencial nos
termistores. O modelo matemático é mostrado na equação 1, no qual 𝑅𝑡 é a resistência do
termistor para uma temperatura T, 𝑅0 é a resistência na temperatura de referência 𝑇0 e B é a
20
constante característica do material. Os valores de temperatura devem ser utilizados em
Kelvin.
𝑅𝑡 = 𝑅0 𝑒
𝐵
1 1
−
𝑇 𝑇0
(1)
Em alguns casos é interessante que a variação de resistência dos termistores, com a
temperatura, seja aproximadamente linear para uma determinada faixa de temperatura. Nesse
caso, torna-se necessário um circuito de linearização. Um circuito simples consiste em
conectar um resistor em série com o termistor. Através do método de ponto de inflexão,
obtém-se a equação 2 para o resistor de linearização, na qual 𝑅𝑇𝐶 é a resistência do sensor,
para uma temperatura 𝑇𝐶 , no centro da faixa de utilização.
𝑅 = 𝑅𝑇𝐶
𝐵 − 2𝑇𝑐
𝐵 + 2𝑇𝐶
(2)
2.4.2 FOTODECTORES
Para controlar o número de vezes que a placa do sistema de transferência deve passar
entre os rolos do fusor, foram utilizados fotodetectores compostos por um LED emissor de luz
infravermelha e um foto-transistor. A Figura 7 mostra um arranjo típico de um fotodetector por
transmissão. O encapsulamento permite que o emissor fique de frente para o receptor. Há uma
abertura no componente pela qual um objeto pode interromper a transmissão.
Figura 7 - Arranjo de um fotodetector por transmissão.
No arranjo, o LED deve ser alimentado para emitir luz infravermelha. Quando
adequadamente polarizado e na ausência de um objeto que interrompa a luz, o foto-transistor
está em modo de saturação e a tensão de coletor é zero. Quando a recepção da luz é
bloqueada, o foto-transistor entra em modo de corte e a tensão do coletor é igual a da
21
alimentação. Essa mudança de estado pode ser utilizada para definir o sentido da placa no
fusor da impressora LASER, uma vez que a própria placa pode interromper a recepção da luz.
2.4.3 REED SWITCH
Também conhecido como interruptor de lâminas (5), o Reed Switch consiste em uma
chave que pode ser acionada por campo magnético de uma bobina ou de um imã, por
exemplo. O tipo mais comum de interruptor de lâminas pode ser visto na Figura 8. O
componente é composto de uma ampola de vidro, na qual há duas lâminas flexíveis em seu
interior e contatos especiais nas extremidades. Para evitar a oxidação dos contatos, a ampola é
cheia com um gás inerte (gás nobre).
Para o tipo normalmente aberto, as lâminas ficam separadas e, portanto, o interruptor
fica aberto. No entanto, as lâminas são feitas com um material ferroso e a presença de um
campo magnético faz com que uma lâmina encoste-se à outra. Nessa condição, o interruptor
fica fechado.
Figura 8 - Reed Switch simples.
2.5 SISTEMA DE CONTROLE
Para controle de temperatura do processo de transferência, torna-se necessário um
sistema que atue numa variável de controle. No caso do fusor da impressora LASER, a
variável é a potência fornecida à lâmpada halógena e essa deve ser variada, para que a
temperatura do fusor varie. Para isso, foi utilizado o controle PI/IMC.
2.5.1 CONTROLE IMC
A Figura 9 mostra a representação de uma malha de controle de uma planta H(S)
qualquer. A partir do modelo matemático da planta, é possível aplicar técnicas de projeto para
determinar os parâmetros do controlador C(S).
22
Figura 9 - Representação de uma malha de um sistema de controle.
Numa resposta da planta ao degrau, pode ser obtido um modelo matemático para a
planta (6). Se a planta não possui integradores ou pólos complexos conjugados dominantes, a
resposta ao degrau unitário tem aspecto semelhante à curva em S da Figura 10.
Figura 10 - Curva de resposta ao degrau em forma de S.
Considerando uma aproximação de primeira ordem, o modelo da planta pode ser
escrito conforme a equação 3, no qual K é valor de regime permanente dividido pelo degrau e
τ é valor de resposta para 63% do tempo necessário para se atingir o regime permanente.
𝐻(𝑆) =
𝐾
𝜏𝑆 + 1
(3)
O controlador por modelo interno (IMC) estabelece que o controle pode ser obtido se
o sistema engloba alguma representação do processo que será controlado. Em outras palavras,
o modelo matemático da planta é utilizado para projeto do controlador. A partir do modelo
H(S) da planta, as equações 4 e 5 podem ser tomadas para projeto do controlador PI/IMC:
𝐶 ∗ (𝑆) =
1
𝐻 𝑆 ∙ (𝛼𝜏𝑆 + 1)𝑝
(4)
23
𝐶 ∗ (𝑆)
𝐶(𝑆) =
1 − 𝐶 ∗ 𝑆 𝐻(𝑆)
(5)
Na equação 4, p é tal que C∗ (S) é próprio e α é um valor entre 0 e 1 que deixa o
controle mais lento (α próximo de 1) ou mais rápido (α próximo de 0).
2.5.2 CONTROLE DIGITAL
Ao se trabalhar num controle por software, a lei de controle deve estar na forma de um
programa, cuja atuação no sistema acontece em intervalos regulares de tempo: o período de
amostragem ∆t.
Dada um controlador contínuo C(S), há algumas aproximações digitais possíveis. Uma
das aproximações é conhecida como método Trapezoidal ou Tustin (7). Para obter o
controlador digital no domínio Z, deve ser feita a substituição mostrada na equação 5:
𝑆=
2 (𝑧 − 1)
Δ𝑡 (𝑧 + 1)
(6)
Há necessidade, ainda, de dispor a lei de controle numa forma de algoritmo. Para isso,
os passos abaixo que envolvem transformada Z devem ser seguidos, considerando um
controlador C(z). No fim, a equação 6 é obtida.
𝑎𝑧 − 𝑏
𝑧−1
𝑎𝑧 − 𝑏
𝑈 𝑧 =
𝑒(𝑧)
𝑧−1
𝐶 𝑧 =
𝑈 𝑧 𝑧 − 1 = 𝑎𝑧 − 𝑏 𝑒(𝑧)
𝑈 𝑧 − 𝑈 𝑧 𝑧 −1 = 𝑎𝑒 𝑧 − 𝑏𝑒 𝑧 𝑧 −1
𝑈 𝑘 = 𝑈 𝑘 − 1 + 𝑎𝑒 𝑘 − 𝑏𝑒 𝑘 − 1
Em que:
U(k): sinal de controle;
U(k-1): sinal de controle da amostragem anterior;
e(k): erro em relação ao setpoint;
e(k-1): erro em relação ao setpoint da amostragem anterior;
(7)
24
3 DESENVOLVIMENTO
Esta seção descreve a metodologia empregada para desenvolvimento do trabalho e foi
dividida em duas partes. A primeira engloba o sistema de transferência de circuito impresso
do papel para a placa de Cobre. A segunda parte inclui o sistema de corrosão.
3.1 SISTEMA DE TRANSFERÊNCIA
A finalidade desse sistema é transferir o layout de um circuito, impresso em papel,
para uma placa de Cobre. O objetivo desta seção é descrever a metodologia utilizada para
desenvolvimento do sistema de transferência e inclui os seguintes tópicos: hardware,
firmware, simulação, testes e projeto da placa.
3.1.1 HARDWARE
3.1.1.1 FUSOR DE IMPRESSORA LASER
O fusor é o instrumento principal do sistema, pois é responsável pela pressão e
aquecimento necessários para a transferência. Utilizou-se um fusor retirado de uma
impressora LASER, mostrado na Figura 11. O fusor foi montado sobre uma base em madeira e
é composto por um rolo de borracha, um rolo de metal, uma lâmpada halógena instalada no
interior do rolo de metal, um NTC, além de uma engrenagem para rotação dos rolos.
Figura 11 - Fusor retirado de uma impressora LASER.
25
Na extremidade esquerda do fusor há o conector dos terminais do NTC. O termistor,
visível na imagem, fica em contato com o rolo de metal. Na extremidade direita do fusor há o
conector dos terminais da lâmpada halógena.
Sobre o fusor, foram fixados o motor de passo e os sensores de fim de curso. Também
foram passados cabos para conexão do motor e sensores com o circuito. A montagem final
será apresentada posteriormente.
3.1.1.2 MOTOR DE PASSO
O motor de passo é o componente responsável pela rotação dos rolos do fusor, através
de engrenagem. Escolheu-se um motor, mostrado na Figura 12, que já possui uma caixa de
engrenagens de redução integrada, de modo a aumentar o torque. Esse motor tem
funcionamento idêntico ao apresentado na seção 2.2 e é alimentado por uma tensão de 12 V.
As bobinas do motor têm resistência de 100 Ω.
Figura 12 - Motor de passo utilizado no sistema de transferência.
Para funcionamento do motor de passo, foi projetado um circuito driver composto por
quatro transistores bipolares e quatro diodos, conforme esquemático da Figura 13. Os sinais R1
e R2 devem ser quadrados e defasados de 90º. Como os transistores estão na configuração de
emissor comum, o sinal do coletor é invertido em relação ao sinal da base (8). Ou seja, entre
os sinais de coletor de transistores de um mesmo lado, há uma defasagem de 180º. Assim, a
cada 90º duas bobinas são energizadas. A defasagem de 90º é definida pelo tempo de
energização de cada bobina, controlado pelo microcontrolador.
26
Figura 13 - Circuito driver para funcionamento do motor de passo do sistema de transferência.
No circuito, cada bobina está em paralelo com um diodo. Os diodos estão
reversamente polarizados, para desmagnetizar as bobinas do motor de passo. Os transistores
devem funcionar como chave e por isso precisam operar no modo de saturação. Baseado nas
especificações técnicas do transistor bipolar BC548 (9) e parâmetros do motor, foram
projetados os resistores de base como se segue:
𝛽𝑚í𝑛 = 200
𝐼𝑐 =
𝑉𝑑𝑑
𝑅𝑏𝑜𝑏𝑖𝑛𝑎
𝑅𝑏 =
=
12
𝐼𝑐 0,12
= 120 𝑚𝐴 𝑒 𝐼𝑏 = =
= 0,6 𝑚𝐴
100
𝛽 200
(𝑉𝑐𝑐 − 𝑉𝑏𝑒 )
5 − 0,7
=
→ 𝑅𝑏 = 7,1 𝑘Ω
𝐼𝑏
0,0006
Para garantir a saturação, considerando que o valor do ganho do transistor varia, o
resistor de base deve ser menor que o calculado. Assim, foram utilizados resistores de 6,8 kΩ.
3.1.1.3 DISPARO DA LÂMPADA
Para controle de temperatura, a lâmpada do fusor não deve ficar ligada durante todo o
processo. Há necessidade de controlar o momento em que a lâmpada deve ser ligada e
27
desligada. Por isso, foi projetado o circuito da Figura 14 para controlar o disparo da lâmpada.
Como referência, foram utilizadas as especificações técnicas do opto-acoplador MOC3021
(10) e do TRIAC BT137 (11).
Figura 14 - Circuito para disparo da lâmpada halógena.
3.1.1.4 DETECTOR DE ZEROS
Conforme mencionado anteriormente, há necessidade de disparar a lâmpada a cada
semi-ciclo da tensão da rede elétrica. Para detectar o momento em que a tensão da rede passa
por 0 V, foi projetado um circuito detector de zeros.
Conforme especificações do opto-acoplador 4N25 (12), a corrente típica de entrada do
LED é de 8~10 mA. Para projeto do resistor limitador da corrente de entrada, o circuito foi
simulado no programa QUCS, que permite fazer simulação de varredura de valores de
componentes. No circuito da Figura 15, o valor de R foi variado entre 10 kΩ e 100 kΩ.
Figura 15 - Parte de entrada do circuito detector de passagem por zero, simulado no QUCS.
28
De acordo com a corrente de entrada pretendida, o valor encontrado para o resistor foi
de 22 kΩ. A Figura 16 mostra o sinal de corrente no LED D1. O eixo das abscissas está em
segundos e o eixo das ordenadas em Ampères. No programa foi calculada, ainda, a potência
dissipada no resistor através da função “average” para a multiplicação dos valores Vr e Ir. O
resultado obtido foi de 0,7 W. Para dividir a carga, decidiu-se utilizar dois resistores de 47
kΩ/0,5 W em paralelo.
Figura 16 - Simulação da corrente na entrada do circuito detector de zeros.
Uma vez definido o resistor de entrada, o circuito detector de passagem por zero foi
simulado no software ISIS, integrante do pacote de programas Proteus. O ISIS é um
simulador de circuitos elétricos e eletrônicos que permite a análise de resultados através de
osciloscópios e medidores virtuais. Há possibilidade, ainda, de simular um microcontrolador,
adicionando o código em hexadecimal. Nesta etapa foi simulado o circuito da Figura 17.
A imagem mostra o circuito do detector de zeros e um osciloscópio virtual para
analisar o sinal de saída do opto-acoplador, ou seja, o coletor do transistor conectado ao canal
A do instrumento de medida. A tensão da rede elétrica é medida no canal B. Conforme mostra
a Figura 18, a cada passagem por zero da tensão da rede elétrica, o coletor do transistor vai
para 5 V, enquanto que nos demais momentos a tensão de saída é 0 V.
29
Figura 17 - Simulação do circuito detector de passagem por zero.
Figura 18 - Resultado da simulação do circuito detector de zeros.
3.1.1.5 CONTROLE DE TEMPERATURA
Os circuitos detector de passagem por zero e de disparo são responsáveis pelo
momento em que a lâmpada deve ser ligada, sob o ponto de vista de hardware. Entretanto,
para a ação do algoritmo de controle nos circuitos mencionados acima, o firmware precisa de
uma medição periódica da temperatura do processo. O sensor usado para este fim é o NTC do
fusor.
Como as características do NTC do fusor não eram conhecidas, foi necessário efetuar
uma caracterização para encontrar o modelo matemático de resistência em função da
temperatura. O equipamento utilizado para tal foi um analisador de parâmetros de
semicondutores Agilent 4155A, mostrado na Figura 19. Primeiramente, os terminais do NTC
30
foram conectados a um proto-board através de flat cable. Para a medida da resistência foi
estipulada uma corrente constante de 1 μA e a tensão nos terminais do NTC foi medida.
Figura 19 - Analisador de parâmetros de semicondutores Agilent 4155A utilizado para obter o comportamento do NTC.
O circuito de disparo da lâmpada foi programado através do microcontrolador para
fornecer à lâmpada uma potência de aproximadamente 17%. Isto equivale a disparar o TRIAC
a cada 6,91 ms a partir da passagem pelo zero da tensão da rede. Considerando a freqüência
da rede elétrica 60 Hz, o tempo em que a lâmpada ficou ligada a cada semi-ciclo foi 1,42 ms:
17% ∗
1
= 0,00142 𝑠
2 ∗ 60 𝐻𝑧
Considerou-se, nesse caso, que 100% de potência corresponderia ao semi-ciclo
completo da rede, ou seja, o tempo de 8,33 ms. A potência real fornecida à lâmpada é uma
função bastante complexa de ser determinada teoricamente, pois depende da resistência do
seu filamento que varia com a temperatura, e conseqüentemente com a própria potência. Para
essa medida de temperatura não é necessário conhecer a potência exata da lâmpada, mas sim
que esta potência seja constante ao longo do tempo.
Para medir a temperatura foi utilizado um termopar tipo K, com a junção dos metais
no interior dos rolos do fusor, e seus terminais conectados ao analisador de parâmetros.
Assim, foram medidas simultaneamente duas grandezas no analisador: a tensão no NTC
causada pela corrente constante de 1 μA e a tensão do termopar referente ao aumento de
temperatura causado pela potência constante de 17% na lâmpada.
31
A medição durou 2048 s, e as variáveis eram lidas e armazenadas a cada 1 s. A partir
da tensão do NTC, calculou-se sua resistência, uma vez que a corrente era constante. Na
Figura 20 é mostrada a variação logarítmica da resistência e a variação da tensão do termopar
em função do tempo.
Figura 20 - Variação da resistência do NTC do fusor e tensão do termopar em função do tempo.
Com a tensão do termopar, os valores diferenciais de temperatura foram calculados a
partir da tabela do termopar tipo K (13). No momento da medição, a temperatura ambiente era
de 22 ºC. A Figura 21 mostra a variação de temperatura em função do tempo, na qual se
percebe que a temperatura do fusor convergiu para uma temperatura em torno de 175 ºC.
Figura 21 - Variação da temperatura do fusor no tempo.
32
Com os dados de resistência e temperatura, foi possível aproximar um modelo
matemático para o NTC. Considerou-se a faixa de temperatura de 150 ºC~176 ºC e 170 ºC de
referência. Para encontrar o valor de B, foi feita uma média entre quatro valores da constante
característica do material calculados a partir da Tabela 2 e equação 1. Assim, chegou-se ao
seguinte modelo:
𝑅𝑡 = 1500𝑒
4371 ,1
1 1
−
𝑇 443
Tabela 2 - Valores de B utilizados para cálculo do valor médio da constante característica do NTC do fusor.
Cálculo
𝑇0 − 𝑅0
𝑇 − 𝑅𝑡
Valor de B
1
150 ºC – 2,38 kΩ
170 ºC – 1,5 kΩ
4325,3
2
155 ºC – 2,12 kΩ
165 ºC – 1,68 kΩ
4360,8
3
160 ºC – 1,88 kΩ
172 ºC – 1,44 kΩ
4281,3
4
164 ºC – 1,74 kΩ
176 ºC – 1,32 kΩ
4517,0
Média:
4371,1
Uma vez que a temperatura será lida a partir de um valor de tensão no conversor A/D
do microcontrolador, o circuito da Figura 22 foi utilizado. Este consiste em um divisor de
tensão, que além de fornecer uma tensão diretamente proporcional à temperatura, tem o efeito
de linearizar a variação desta tensão com a temperatura, dentro de uma faixa desejada.
Figura 22 - Circuito para linearizar a tensão de entrada no A/D conforme a temperatura do processo.
Utilizando a temperatura de 170 ºC como referência, calculou-se, através da equação
2, o resistor de linearização. O resultado foi de aproximadamente 1 kΩ. A partir da curva
obtida do NTC e do circuito equivalente, foi possível traçar a curva de tensão em função da
temperatura, mostrada na Figura 23. Pode-se observar uma grande linearidade da tensão para a
faixa de temperatura de 130 ºC a 170 ºC, que contém a faixa a ser utilizada no processo.
33
Figura 23 - Tensão do divisor em função da temperatura.
Os dados registrados no analisador também foram utilizados para o projeto do
controlador PI, responsável pelo controle de temperatura do fusor. Analisando o gráfico da
temperatura no tempo, percebe-se que o comportamento do sistema é aproximadamente de
primeira ordem. Assim, o sistema pode ser modelado na forma da equação 3, no qual K é o
ganho do sistema e τ, a constante de tempo. Para facilitar a construção do modelo, foi
subtraído o valor de 24,5 ºC de todos os dados de temperatura, pois essa era a temperatura
para o tempo zero. O novo gráfico é mostrado na Figura 24.
Figura 24 - Variação diferencial da temperatura do fusor no tempo, em relação à temperatura ambiente.
34
Com relação à temperatura inicial, o novo valor de temperatura em regime permanente
foi de 152,1 ºC. Como a potência da lâmpada estava em 17%, o valor de K é o resultado entre
a divisão de 152,1 e 17. A constante de tempo τ é o valor de tempo no qual se atingiu 63% da
temperatura de regime permanente, ou seja, o valor de tempo para 95,8 ºC. Assim, o modelo
do sistema tem a seguinte função:
𝐻(𝑆) =
8,9471
466𝑆 + 1
Para validar o modelo, comparou-se a resposta em degrau da função encontrada, em
vermelho, com a resposta da medição mostrada anteriormente, em azul. O resultado é
mostrado na Figura 25. Devido à proximidade dos resultados, estimou-se que não há
necessidade de utilizar um modelo de ordem superior, ainda mais para a faixa de temperatura
pretendida.
Figura 25 - Comparação entre a variação de temperatura do fusor medida e simulada.
Com o modelo estabelecido, o sistema foi simulado no Simulink (programa integrante
do Matlab), conforme mostra a Figura 26. O modelo do sistema é representado pela função de
transferência no domínio S. A constante é um valor de entrada que resulta na temperatura
ambiente. Somou-se ainda um ruído: 0,25 ºC para mais e para menos, que representa a
variação dos dados lidos.
35
Figura 26 - Representação do sistema fusor no Simulink.
Para o controlador, considerou-se o modelo IMC. Com p = 1 e α = 0,01 e a função
matemática da planta H(S), o controlador contínuo foi projetado conforme equações 4 e 5 e
resultou na expressão abaixo:
𝐶 𝑆 =
466𝑆 + 1
41,6935𝑆
Com o controlador projetado, a malha fechada foi simulada no Simulink, conforme
mostra a Figura 27. A função de transferência 1 representa o controlador, que será
implementado em software, e a função de transferência 2 representa o sistema fusor. O bloco
Step representa o degrau de temperatura, ou seja, a temperatura escolhida para regime
permanente do sistema. Há, ainda, o bloco de saturação que limita a saída do controlador em
valores entre 0 e 100. Essa saturação é necessária, visto que a variável de controle é a potência
da lâmpada que deve estar entre 0% e 100%.
Figura 27 - Representação da malha de controle no Simulink, com o controlador contínuo.
No bloco Step, os valores iniciais e finais foram configurados em 20 e 170,
respectivamente. Assim o controlador deve agir para elevar a temperatura do sistema de 20 ºC
36
até 170 ºC. O degrau inicia em 2500 s para que haja tempo suficiente para se atingir a
temperatura ambiente, vista na simulação do sistema.
Para implementação em microcontrolador, o controlador deve estar na forma discreta.
A partir da resposta em freqüência da malha de controle contínua, calculou-se um período de
amostragem de 1 s. No Matlab, o controlador foi passado para o domínio Z utilizando a
função „c2d‟ com método Tustin, que utiliza a equação 6. O resultado é mostrado abaixo:
𝐶 𝑧 =
11,1888 𝑧 − 11,1648
𝑧−1
A malha com o controlador digital também foi simulada no Simulink, conforme
diagrama da Figura 28. A função de transferência discreta representa o controlador no domínio
Z. Como o sistema fusor está no domínio S, foi incluído o segurador de ordem zero (ZeroOrder Hold na malha). Esse circuito mantém o valor de saída até a próxima amostragem.
Figura 28 - Representação da malha de controla no Simulink, com o controlador discreto.
As configurações utilizadas foram as mesmas da malha de controle contínua. A
resposta do controlador é mostrada na Figura 29. O sinal em roxo representa a resposta do
controlador ao degrau em amarelo.
37
Figura 29 - Resultado da simulação da malha de controle discreta.
Foi incluído o bloco Scope1 que recebe o sinal de saída do controlador. Na prática,
esse sinal, mostrado na Figura 30, é a potência enviada à lâmpada. Devido à rapidez imposta, o
controlador tenta jogar um valor muito alto no sinal de controle. Entretanto, a potência da
lâmpada tem limitação. Por isso, o sinal de controle permanece durante algum tempo em
100%, fazendo com que a temperatura aumente linearmente até o valor de referência. Após o
setpoint ser alcançado, o sinal de controle oscila entre 15% e 20% para manter a temperatura.
Figura 30 – Simulação do sinal de potência enviado à lâmpada.
38
3.1.1.6 SENSORES
Para a placa passar automaticamente pelo fusor, conforme o número de passadas
configurado, dois sensores ópticos PHCT203 foram utilizados. Os sensores foram dispostos
no fusor, conforme mostra a Figura 31 e demarcam o fim de curso para a placa em ambas as
direções.
Figura 31 - Sensores ópticos PHCT203 demarcam o fim de curso da placa no fusor.
De acordo com as especificações técnicas (14), a corrente do emissor deve ser de 20
mA e a corrente de saturação do receptor 0,5 mA. Com base nisso, foram projetados os
resistores de polarização do sensor, conforme mostra a Figura 32.
Figura 32 - Circuito de polarização dos sensores ópticos.
39
3.1.1.7 MICROCONTROLADOR
O componente central do circuito do sistema de transferência é o microcontrolador.
Foi escolhido o PIC18F2550 da Microchip principalmente pela quantidade de timers e
interrupções externas presentes, mas também pela grande capacidade de memória. O
componente possui 32 kB de memória Flash, 2 kB de RAM, 256 bytes de EEPROM. O
PIC18F2550 possui 28 pinos, sendo 24 pinos de I/O (15).
Além de controlar os circuitos descritos nas seções anteriores, o microcontrolador é
responsável, ainda, por fazer a interface com o LCD e botões de configuração e controlar o
buzzer. Nesse último caso, um pino de saída é utilizado para enviar pulsos para que o
componente emita som. A Tabela 3 mostra os periféricos do PIC18F2550 utilizados e suas
funções no sistema de transferência.
Tabela 3 - Periféricos, do microcontrolador, utilizados e suas funções no sistema de transferência.
Periférico
Timer 0
Timer 1
Timer 2
Interrupção Externa 0
Interrupção Externa 1
Interrupção Externa 2
Interrupção do PORTB
Conversor A/D
Pinos de I/O
Função no sistema de transferência
Temporizar o sinal de disparo do circuito de alimentação da
lâmpada halógena.
Temporizar as amostragens de tensão do NTC, para controle de
temperatura do sistema.
Temporizar os sinais de energização das bobinas, para rotação do
motor de passo.
Detectar o momento em que a senóide da rede elétrica passa por 0
V.
Detectar o momento em que a placa interrompe a transmissão de
luz do sensor óptico 1.
Detectar o momento em que a placa interrompe a transmissão de
luz do sensor óptico 2.
Configurar variáveis do sistema através de 4 botões conectados ao
PORTB.
Converter a tensão lida do NTC para digital.
Interface com o LCD, rotação do motor, disparo da lâmpada,
controle do buzzer e reset do firmware.
40
Para configuração das variáveis do sistema são utilizados quatro botões conectados
aos pinos RB4~RB7 do microcontrolador. Para cada botão, há um resistor de pull-up.
Normalmente os pinos de interrupção do PORTB estão em nível lógico alto. Ao apertar um
botão, um nível lógico baixo aparece no pino correspondente. A mudança de estado lógico
pode ser, então, tratada na rotina de interrupção. Há, ainda, um botão e seu respectivo resistor
de pull-up conectados ao pino de Master Clear para reiniciar o firmware do microcontrolador.
Para interface com o LCD são utilizados seis pinos do microcontrolador: quatro pinos
para dados D4~D7 e dois pinos para controle das funções do display. Como a interface
utilizada é de 4 bits e não há operação de leitura, os pinos D0~D3 e R/W do LCD devem ser
aterrados. Um potenciômetro varia o contraste da tela.
3.1.2 FIRMWARE
O firmware do microcontrolador foi desenvolvido em linguagem C, utilizando o
ambiente de programação e compilador mikroC da empresa MikroElektronica. Escolheu-se a
linguagem C para deixar o código mais intuitivo e utilizar algumas funções prontas do
compilador.
No início da função main do firmware os registradores são configurados. Na
seqüência, o usuário deve configurar as três variáveis do processo: temperatura, velocidade do
motor e número de passadas da placa pelo fusor. Por fim, há um loop que basicamente mostra
no LCD algumas variáveis do processo, como temperatura, potência enviada à lâmpada, erro
de temperatura em relação à referência e número de passadas. O fluxograma da função main é
mostrado na Figura 33.
41
Figura 33 - Fluxograma da função main do firmware do microcontrolador do sistema de transferência.
As demais funções derivam de interrupções. São dez no total: três interrupções de
timers, três interrupções externas e quatro interrupções dos pinos do PORTB. A interrupção
externa 0 é ativada quando a senóide da rede elétrica passa por zero. Na rotina dessa
interrupção, o timer 0 é iniciado.
As interrupções externas 1 e 2 são ativadas, cada uma, pelos dois sensores ópticos de
fim de curso. Nessas rotinas, as variáveis globais „sensor1‟ e „sensor2‟ são carregadas
respectivamente com valores de 1 e 0 ou 0 e 1, dependendo de qual interrupção ocorreu.
Carrega-se, ainda, a variável „passos‟ com o valor 0. O sentido de rotação do motor não é
alterado nas interrupções dos sensores, visto que nesse caso, a placa não passaria
completamente pelo fusor. Os fluxogramas das interrupções externas são mostrados na Figura
34.
Figura 34 - Fluxogramas das interrupções externas.
42
A interrupção do PORTB é ativada por uma mudança de estado lógico em qualquer
um dos pinos RB4~RB7, nos quais estão conectados os botões de configuração. Essa
interrupção está disponível apenas no momento em que usuário deve configurar as variáveis
do processo. As funções dos botões, codificadas na interrupção do PORTB, são: incrementar,
decrementar, voltar e confirmar, conforme fluxograma da Figura 35.
Figura 35 - Fluxograma da interrupção do PORTB.
São utilizadas, ainda, as interrupções dos timers 0, 1 e 2. A contagem do timer 0 marca
o tempo necessário antes do disparo da lâmpada. Esse tempo, que varia a cada semi-ciclo da
senóide da rede elétrica, é proporcional à potência que deve ser enviada à lâmpada e deriva do
algoritmo de controle. Na rotina de interrupção, o timer 0 é desabilitado e carregado com um
novo valor de tempo.
O timer 1 é responsável por temporizar o período de amostragem de 1 s do algoritmo
de controle de temperatura. Na rotina de interrupção, lê-se o valor da divisão de tensão do
NTC, com a qual a temperatura do processo é calculada. A partir do erro de temperatura em
relação à referência, o sinal de potência é alterado pelo controle PI, implicando num novo
valor de tempo que deve ser carregado no timer 0 para disparo da lâmpada. A Figura 36 mostra
os fluxogramas das rotinas de interrupção dos timers 0 e 1.
43
Figura 36 - Fluxogramas das rotinas de interrupção dos timers 0 e 1.
A variável „t‟ representa o valor de tempo para disparo da lâmpada, a partir da
detecção do zero da rede elétrica. Essa variável é calculada na rotina de interrupção do timer 1
e carregada no registrador de byte menos significativo do timer 0 (TMRL0), na rotina de
interrupção do timer 0.
A contagem do timer 2 marca o tempo necessário para disparo dos pulsos para rotação
do motor de passo. Na rotina, são conferidos o sentido de rotação e seqüência de pulsos
anterior, para gerar a nova seqüência. A variável de programa „passos‟, incrementada nesta
função, é comparada com valores constantes do código para saber-se o momento em que o
sentido de rotação do motor deve ser alterado. A Figura 37 mostra o fluxograma da interrupção
do timer 2. Confere-se, ainda, se o número de passadas da placa corresponde à configuração
do usuário. Em caso positivo, o sistema é interrompido.
A variável „Direção‟ indica o sentido de rotação do motor de passo e pode ter valor 0
ou 1. Para os diferentes sentidos, as seqüências de pulsos são invertidas. A variável „passos‟ é
monitorada a partir do momento em que um dos sensores de fim de curso muda de estado.
Experimentalmente, foi escolhido o valor de 1200 passos para uma direção e 1000 passos para
outra. Esses valores, diferentes porque os sensores estão à distâncias diferentes do fusor,
garantem o percurso de uma placa ao longo da largura do fusor.
44
Figura 37 - Fluxograma da rotina de interrupção do timer 2.
3.1.3 SIMULAÇÃO
Antes de ser montado em proto-board, o sistema foi simulado no programa ISIS,
conforme Figura 38. Na imagem, podem-se notar alguns componentes mostrados
anteriormente. O circuito de disparo da lâmpada está representado por um LED em série com
um resistor, apenas para não sobrecarregar a simulação. Os sensores de fim de curso estão
representados por dois botões conectados a resistores de pull-up.
Na biblioteca de componentes do simulador, selecionou-se um NTC com
características semelhantes ao termistor do sistema. Nas simulações efetuadas, foram
escolhidas diferentes temperaturas para o NTC.
45
Figura 38 - Circuito do sistema de transferência simulado no programa ISIS.
Notam-se, ainda, alguns componentes que não foram mencionados individualmente na
seção de Hardware. Os quatro botões, conectados aos seus respectivos resistores de pull-up,
permitem que o usuário configure as variáveis do sistema no início do firmware. O LCD tem
por função servir de interface visual. Neste são exibidas algumas variáveis de interesse, além
de mensagens que auxiliam o usuário na configuração do sistema.
O osciloscópio da simulação mede quatro sinais: disparo da lâmpada, rede elétrica e os
dois sinais enviados ao circuito de acionamento do motor de passo. A Figura 39 mostra a
disposição desses sinais no tempo, considerando-se a seguinte situação do sistema: potência
de 60% na lâmpada e pulsos para o motor a cada 10 ms defasados de 5 ms.
O tempo está configurado com 2 ms/divisão. O canal D, que mostra o sinal da rede
elétrica em verde, está com 50 V/divisão, enquanto que os demais canais estão com 5
V/divisão. O sinal em azul é o disparo da lâmpada e os sinais amarelo e rosa são enviados ao
circuito driver do motor de passo.
46
Figura 39 - Resultado da simulação dos sinais de disparo da lâmpada e acionamento do motor.
3.1.4 TESTES
Após as simulações, o circuito foi montado em proto-board conforme mostra a Figura
40. Para a alimentação foi utilizada uma fonte chaveada de 12 V. O motor de passo é
alimentado por essa fonte. Um regulador de tensão LM7805 regula a tensão da fonte em 5 V
para alimentar o restante do circuito CC. A alimentação CA deriva diretamente da rede
elétrica.
Figura 40 - Circuito do sistema de transferência montado no proto-board.
47
Com o circuito montado, alguns testes foram realizados. Um osciloscópio foi utilizado
para observar os sinais de interesse. A Figura 41 mostra, por exemplo, a tensão da rede elétrica
em azul e o sinal de detecção de zero em amarelo. Os sinais estão com uma diferença de
escala de 10 vezes.
Figura 41 - Sinas da rede elétrica e de detecção de zero observados no osciloscópio.
Foram observados, ainda, os pulsos de disparo da lâmpada que ocorrem a cada semiciclo da senóide. Como o controle de temperatura do processo acontece pela variação do
ângulo de disparo, notou-se a variação de intensidade luminosa da lâmpada ao longo do
tempo. A Figura 42 mostra, em amarelo, a tensão da lâmpada para uma potência de
aproximadamente 20%, em comparação com a tensão da rede elétrica, em verde.
Figura 42 - Tensão de alimentação da lâmpada, em amarelo, para uma potência de 20%.
48
3.1.5 PROJETO DA PLACA
Confirmado o funcionamento em proto-board, projetou-se a placa de circuito
impresso do sistema. Para esse fim, o programa Kicad foi utilizado. A Figura 43 mostra o
esquemático do circuito, com todas as interconexões que devem ser feitas entre os
componentes.
O componente principal é o microcontrolador PIC18F2550, que centraliza as conexões
dos demais componentes. Podem ser identificados, também, os circuitos descritos na seção de
Hardware. Foram previstos capacitores de filtro para o divisor de tensão do NTC, para
alimentação do microcontrolador e para a entrada e saída do regulador de tensão LM7805.
Um cristal de 16 MHz foi adicionado como oscilador externo para o PIC.
Figura 43 - Esquemático do circuito do sistema de transferência.
O LCD foi representado por um conector de 16 pinos. Adicionalmente, foram
previstos conectores para o motor de passo, sensores ópticos, NTC, fonte chaveada, rede
elétrica e lâmpada halógena. Previu-se, ainda, um fusível que interliga o conector da rede
elétrica à parte CA do circuito, para proteção.
49
Finalizado o desenho do esquemático, os encapsulamentos dos componentes foram
escolhidos. Após isso, iniciou-se o desenho da placa. Os componentes foram espalhados sobre
uma placa de 11 cm x 10 cm. Através de trilhas, as conexões do circuito foram feitas. O
resultado é mostrado na Figura 44.
Figura 44 - Projeto da placa do circuito do sistema de transferência.
O microcontrolador está aproximadamente no centro da placa. O LCD e os botões de
configuração estão, respectivamente, acima e abaixo do microcontrolador. Os seguintes
componentes estão do lado direito: cristal, buzzer, driver e conector do motor de passo,
divisor de tensão e conector do NTC e botão de reset do firmware. Do lado esquerdo
encontram-se: circuito detector de zeros, circuito de disparo da lâmpada, circuito de
polarização dos sensores e conectores para fusível, rede elétrica, fonte chaveada e lâmpada.
As trilhas da parte CA do circuito são mais largas: 1,78 mm de espessura. Como a
corrente nominal da lâmpada é de 3,5 A, há necessidade uma largura maior. As demais trilhas
foram projetas com 0,381 mm. Essa espessura permite que as trilhas passem entre os pinos do
microcontrolador. Há um plano de terra para diminuir interferência. Entretanto, o plano não
50
engloba a parte de potência, para evitar fuga de corrente devido à tensão elevada. O processo
de confecção da placa será descrito no capítulo 4.
3.2 SISTEMA DE CORROSÃO
A finalidade desse sistema é automatizar a corrosão de uma placa, após o circuito
impresso ser transferido para a mesma. O objetivo desta seção é descrever a metodologia
utilizada para desenvolvimento do sistema de corrosão e inclui os seguintes tópicos:
hardware, firmware, simulação e projeto da placa.
3.2.1 HARDWARE
3.2.1.1 RECIPIENTE
Para abrigar a solução de Percloreto de Ferro e a placa objeto da corrosão, foi
escolhido um recipiente de plástico, mostrado na Figura 45. O recipiente tem as seguintes
dimensões aproximadas: 23 cm x 20 cm x 10 cm e comporta 2,3 litros. O Percloreto de Ferro
não corrói plástico e por isso foi adotado um recipiente desse material. Deve ser notado que as
peças a serem instaladas no interior do recipiente, também não podem ser suscetíveis à
corrosão.
Figura 45 - Recipiente do sistema de corrosão.
Para segurar as placas, foi montada uma trave plástica, mostrada na Figura 46. As
hastes laterais podem deslizar sobre a haste central, para que a trave seja adequada ao
tamanho da placa a ser corroída. Em cada extremidade da haste central foi amarrado um fio de
51
nylon para movimentar a trave com a placa no eixo vertical do recipiente. Sobre a trave foi
colado um imã, com resina epóxi. No interior da tampa do recipiente foi instalado um sensor
reed switch. Esses componentes serão descritos posteriormente.
Figura 46 - Trave plástica para segurar as placas no interior do recipiente.
3.2.1.2 MOTOR DE PASSO
Um motor de passo foi parafusado na tampa do recipiente, com o objetivo de fazer a
trave plástica subir e descer. Para isso, algumas tarefas foram contempladas. Primeiramente,
um pequeno furo foi feito em cada extremidade da tampa, para passagem dos fios de nylon da
trave. Sobre cada furo, adaptou-se uma peça plástica para deslizamento dos fios. Sobre o eixo
do motor, foi encaixado um pequeno carretel. Por fim, os fios de nylon foram colados no
carretel, em lados opostos. O arranjo pode ser conferido na Figura 47.
Figura 47 - Arranjo do motor e fios de nylon sobre a tampa do recipiente.
52
Com esse arranjo, quando o eixo do motor gira para um lado, os fios de nylon são
enrolados no carretel e a trave plástica sobe. Em contrapartida, se o eixo do motor girar para o
lado oposto, os fios são desenrolados do carretel e a trave desce. O objetivo de fazer a placa
subir e descer, periodicamente, é retirar o cobre corroído da placa e depositar na solução.
O motor de passo escolhido tem funcionamento similar ao comentado na seção 2.2. A
diferença consiste na presença de seis fios, em vez de oito. Há quatro bobinas e um fio de
alimentação compartilhado para cada par de bobinas. A tensão nominal do motor é de 5 V e a
resistência das bobinas tem valor de 5 Ω.
Novamente foi projetado um circuito driver para o motor de passo, utilizando
transistores bipolares BC548. Baseado nos parâmetros dos transistores e do motor, os
resistores de base foram calculados conforme abaixo:
𝛽𝑚í𝑛 = 200
𝐼𝑐 =
𝑉𝑑𝑑
5
𝐼𝑐
1
= = 1 𝐴 𝑒 𝐼𝑏 = =
= 5 𝑚𝐴
𝑅𝑏𝑜𝑏𝑖𝑛𝑎
5
𝛽 200
𝑅𝑏 =
(𝑉𝑐𝑐 − 𝑉𝑏𝑒 )
5 − 0,7
=
→ 𝑅𝑏 = 860 Ω
𝐼𝑏
0,005
Para garantir a saturação, considerando que o valor do ganho do transistor varia, o
resistor de base deve ser menor que o calculado. Assim, foram utilizados resistores de 270 Ω.
A Figura 48 mostra o circuito projetado.
Figura 48 - Circuito driver para o motor de passo do sistema de corrosão.
53
3.2.1.3 DISPARO DO AQUECEDOR
O tempo de corrosão de uma placa numa solução de Percloreto de Ferro depende de
alguns fatores: tamanho da placa, espessura do cobre, número de vezes em que a solução foi
usada em outras corrosões e temperatura. Se a solução for nova, dependendo do tamanho da
placa, a corrosão dura em média 10 minutos na temperatura ambiente.
Além da própria solução, um dos fatores mencionados que pode ser modificado é a
temperatura do processo. A faixa de temperatura de 50~60 ºC é ideal para acelerar o tempo de
corrosão. Com esta consideração, surgiu a idéia de se utilizar um aquecedor de aquário para
esquentar a solução. Aquecedores de aquário consistem em resistências que são alimentadas
diretamente pela rede elétrica e possuem valores de potência que variam de dezenas a
algumas centenas de Watts.
Considerando um Percloreto de Ferro em pó de densidade 1,5 g/cm³, diluído em 1,5 l
de água, uma resistência de 300 W e considerando ainda o calor específico da água de 1 cal/g
ºC, o tempo para elevar a solução em 30 ºC pode ser estimado:
𝑄 = 𝑚 ∙ 𝑐 ∙ ∆𝑇 → 𝑄 = 1,5
∆𝑡 =
𝑔
𝑐𝑎𝑙
∙
1500
𝑐𝑚³
∙
1
∙ 30 ℃ → 𝑄 = 67500 𝑐𝑎𝑙 = 282150 𝐽
𝑐𝑚3
𝑔℃
𝑄
282150 𝐽
→ ∆𝑡 =
→ ∆𝑡 = 940,5 𝑠 ≈ 16 𝑚𝑖𝑛
𝑃
300 𝑊
O tempo real tende a ser menor, uma vez que o calor específico da água é um dos
maiores encontrados na natureza. Considerando ainda o calor específico do ferro que é 0,11
cal/gºC, pode-se afirmar que o calor específico da mistura água mais Percloreto de Ferro em
pó é um valor menor que 1 cal/gºC.
Foram adquiridas duas resistências de aquário de 150 W, cada. Os aquecedores,
mostrados na Figura 49, são adequados ao recipiente, pois o comprimento é um pouco menor
que o comprimento da base do recipiente. O invólucro dos aquecedores é de vidro, material
que também não é corroído pelo Percloreto de Ferro. Assim, as resistências podem ficar
imersas na solução.
54
Figura 49 - Aquecedores de aquário de 150 W para esquentar a solução.
Os aquecedores não serão ligados diretamente à rede elétrica. Em vez disso, os cabos
dos aquecedores devem ir para o circuito do sistema, que terá apenas uma tomada para a
entrada da tensão de 127 V CA. Para ativar os aquecedores, foi previsto um circuito de
disparo, mostrado na Figura 50, separando a parte de potência da parte de controle. Assim, um
pulso do microcontrolador pode acionar as resistências.
Figura 50 - Circuito para disparo dos aquecedores.
3.2.1.4 CONTROLE DE TEMPERATURA
Semelhante ao sistema de transferência, um NTC é o componente responsável por
medir a temperatura do processo. Para isso, colou-se um NTC de 10 kΩ na parede externa do
recipiente. Foi colado, ainda, um pedaço de espuma de poliuretano sobre o NTC para reduzir
a troca de calor com o ambiente. Naturalmente, a temperatura medida na parte externa do
recipiente é diferente da temperatura da solução. Porém, uma calibração pode ser feita.
55
As características do NTC, que tem a forma de um capacitor cerâmico, não eram
conhecidas. Assim, os procedimentos descritos na seção 3.1.1.5 foram seguidos. A Figura 51
mostra o ambiente de medição, com o NTC conectado ao circuito externo do analisador de
parâmetros 4155C.
Figura 51 - Conexão do NTC do sistema de corrosão com o circuito externo do analisador de parâmetros 4155C.
Na imagem, percebe-se que a parte mecânica do sistema estava praticamente
finalizada. Encheu-se o recipiente com Percloreto de Ferro em pó diluído em água, até metade
da altura. Na medição foi utilizado apenas um aquecedor, ligado diretamente à rede elétrica,
para observar a variação da temperatura da solução no tempo e o comportamento do NTC.
A medição durou 2048 s, e as variáveis eram lidas e armazenadas a cada 1 s. A partir
da tensão do NTC, calculou-se sua resistência, uma vez que a corrente era constante. Na
Figura 52 é mostrada a variação da resistência do NTC e da tensão do termopar em função do
tempo.
No momento da medição, a temperatura ambiente era de 24 ºC. A Figura 53 mostra a
variação de temperatura em função do tempo, na qual se percebe que a temperatura elevou-se
até 65 ºC.
56
Figura 52 - Variação da resistência do NTC do recipiente e da tensão do termopar no tempo.
Figura 53 - Variação da temperatura no recipiente em função do tempo.
Com os dados, foi possível aproximar um modelo matemático para o NTC.
Considerou-se a faixa de temperatura de 40 ºC~60 ºC e 50 ºC de referência. Para encontrar o
valor de B, foi feita uma média entre três valores da constante característica do material
calculados a partir da Tabela 4 e equação 1. Assim, chegou-se ao seguinte modelo:
𝑅𝑡 = 3000𝑒
4313 ,3
1 1
−
𝑇 323
57
Tabela 4 - Valores de B utilizados para cálculo do valor médio da constante característica do NTC do recipiente.
Cálculo
𝑇0 − 𝑅0
𝑇 − 𝑅𝑡
Valor de B
1
40 ºC – 4,6 kΩ
50 ºC – 3,0 kΩ
4321,4
2
45 ºC – 3,7 kΩ
55 ºC – 2,46 kΩ
4257,4
3
50 ºC – 3,0 kΩ
60 ºC – 2,0 kΩ
4361,1
Média:
4313,3
Para o divisor de tensão, o resistor de linearização calculado pela equação 2 foi de 2,2
kΩ. A partir da curva obtida do NTC e do circuito equivalente, foi possível traçar a curva de
tensão em função da temperatura, mostrada na Figura 54.
Figura 54 - Tensão do divisor em função da temperatura.
Ainda a partir dos dados da medição, percebeu-se que o sistema tem uma inércia
térmica relativamente grande, com uma taxa de aproximadamente 0,025 ºC/s. A partir disso,
concluiu-se que um controle do tipo liga-desliga é adequado para o processo. Assim, não há
necessidade de um circuito detector de zeros da rede elétrica, uma vez que a ação de controle
não precisa ser acionada na base de tempo de milissegundos.
3.2.1.5 SENSOR
Periodicamente, durante o processo da corrosão, a placa deve subir e descer no interior
do recipiente. A subida da placa pode ser acionada a cada 1 s, por exemplo. Para fazer com
58
que a placa volte a ficar imersa na solução, um sensor reed switch foi instalado sobre o lado
interno da tampa do recipiente. Sobre a haste central da trave plástica foi colado um imã
permanente com campo magnético suficiente para juntar as lâminas do sensor.
Suponha que o eixo do motor esteja girando no sentido de enrolar os fios de nylon e
assim levantar a placa. Quando a trave se aproximar do reed switch, as lâminas fecham o
contato da chave, por causa do imã, e essa informação pode ser enviada ao microcontrolador
para inverter a rotação do motor. Assim, os fios serão desenrolados e a placa voltará para a
solução. O momento que o motor deve parar, para a placa ficar imersa, pode ser marcado pela
quantidade de passos.
3.2.1.6 MICROCONTROLADOR
Foi escolhido o mesmo modelo PIC18F2550. As interfaces com LCD, botões de
configuração e buzzer são semelhantes ao descrito na seção 3.1.1.7. Foi previsto um resistor
de pull-up conectado ao PIC, no pino de interrupção externa 0, e ao reed switch, fazendo com
que o sensor atue como chave. A Tabela 5 mostra os periféricos do PIC18F2550 utilizados e
suas funções no sistema de corrosão.
Tabela 5 - Função dos periféricos do microcontrolador no sistema de corrosão.
Periférico
Timer 0
Timer 1
Timer 2
Interrupção Externa 0
Interrupção do PORTB
Conversor A/D
Pinos de I/O
Função no sistema de transferência
Temporizar o intervalo de tempo em que a placa fica imersa na
solução.
Temporizar as amostragens de tensão do NTC, para controle de
temperatura do sistema.
Temporizar os sinais de energização das bobinas, para rotação do
motor de passo.
Detectar o momento em que a trave plástica se aproxima do sensor
reed switch.
Configurar variáveis do sistema através de 4 botões conectados ao
PORTB.
Converter a tensão lida do NTC para digital.
Interface com o LCD, rotação do motor, disparo dos aquecedores,
controle do buzzer e reset do firmware.
59
3.2.2 FIRMWARE
No início da função main do firmware os registradores são configurados. Na
seqüência, o usuário deve configurar as duas variáveis do processo: temperatura da solução e
tempo de corrosão. Por fim, há um loop que basicamente mostra no LCD algumas variáveis
do processo: temperatura atual, temperatura escolhida pelo usuário, tempo atual de corrosão
em minutos e sentido da placa. O fluxograma da função main é mostrado na Figura 55.
Figura 55 - Fluxograma da função main do firmware do microcontrolador do sistema de corrosão.
As demais funções derivam de interrupções. São oito no total: três interrupções de
timers, uma interrupção externa e quatro interrupções dos pinos do PORTB. A interrupção do
PORTB é idêntica ao descrito na seção 3.1.2.
A interrupção externa 0 é ativada quando a trave plástica se aproxima do reed switch,
ou seja, quando a placa atinge a altura máxima do recipiente. Nessa rotina, o buzzer é
desligado e as variáveis „passos‟ e „direcao‟ são zeradas. Assim, inverte-se o sentido de
rotação do eixo do motor e a variável „passos‟ pode ser monitorada. Ainda nessa rotina,
incrementa-se e compara-se a variável „relogio‟ com o tempo de corrosão configurado pelo
usuário. Em caso de igualdade, os timers são desligados e o sistema pára. O fluxograma da
interrupção externa 0 pode ser vista na Figura 56.
60
Figura 56 - Fluxograma da rotina da interrupção externa 0 do firmware do sistema de corrosão.
São utilizadas, ainda, as interrupções dos timers 0, 1 e 2. A contagem do timer 0 marca
o tempo em que a placa fica imersa na solução, antes de subir. Esse tempo foi configurado em
1 s e no fim do período, o motor é acionado. Na rotina de interrupção, o timer 0 é desligado
enquanto que o timer 2, responsável pelos sinais de ativação do motor, é ligado. A variável
„direcao‟ recebe o valor 1, que indica subida da placa, e o buzzer é ligado. Essa seqüência
pode ser vista no fluxograma da Figura 57.
Figura 57 - Fluxograma da rotina de interrupção do timer 0 do firmware do sistema de corrosão.
61
O timer 1 é responsável por temporizar o período de amostragem de 1 s para controle
da temperatura da solução. Na rotina de interrupção, lê-se o valor da divisão de tensão do
NTC, com a qual a temperatura do processo é calculada, incluindo a calibração necessária. Se
a temperatura for menor que a temperatura configurada pelo usuário, os aquecedores são
ligados. Caso contrário, o circuito de disparo é desligado. A Figura 58 mostra o fluxograma.
Figura 58 - Fluxograma da rotina de interrupção do timer 1 do firmware do sistema de corrosão.
A contagem do timer 2 marca o tempo necessário para disparo dos pulsos para rotação
do motor de passo. Na rotina, são conferidos o sentido de rotação e seqüência de pulsos
anterior, para gerar a nova seqüência a cada 2,75 ms. A variável de programa „passos‟,
incrementada nesta função, é comparada com um valor constante do código para saber-se o
momento em que o motor deve parar para deixar a placa imersa na solução. Essa comparação
é válida somente se a placa estiver descendo. A Figura 59 mostra o fluxograma da interrupção
do timer 2.
A variável „direcao‟ indica o sentido de rotação do motor de passo e pode ter valor 0,
que indica placa descendo, ou 1, que indica placa subindo. Para os diferentes sentidos, as
seqüências de pulsos são invertidas. Ao se atingir o número de passos previsto, se a placa
62
estiver descendo, o timer 2 é desligado, parando a rotação do motor. Nesse momento, ativa-se
o timer 0 para contar o tempo em que a placa permanece na solução.
Figura 59 - Fluxograma da rotina de interrupção do timer 2 do firmware do sistema de corrosão.
3.2.3 SIMULAÇÃO
Dessa vez preferiu-se não montar o circuito em proto-board. Em vez disso, o sistema
de corrosão foi simulado no programa ISIS, conforme mostra a Figura 60. O circuito de
disparo dos aquecedores está representado por um LED em série com um resistor. O reed
switch está representado por um botão conectado a um resistor de pull-up.
O arquivo hexadecimal do firmware foi então carregado no microcontrolador da
simulação. Após configuração das variáveis através dos botões, os sinais enviados ao circuito
de acionamento do motor de passo foram observados no osciloscópio virtual. Quando a
temperatura, medida a partir do NTC, estava abaixo da referência estabelecida, o LED,
representando o circuito de disparo, permanecia aceso. Quando a temperatura estava acima da
referência, o LED era desligado, validando o controle liga-desliga.
63
Figura 60 - Simulação do circuito do sistema de corrosão.
Verificou-se, ainda, o comportamento do circuito ao se apertar o botão correspondente
ao reed switch. Ao pressionar-se a chave, que representa o momento em que a placa atinge a
altura máxima do recipiente, o motor invertia a rotação e o tempo de corrosão era
incrementado. Após algum tempo, o motor desligava, indicando o momento que a placa deve
parar na solução. Em seguida, a rotação do motor retornava ao sentido que faz a placa subir.
3.2.4 PROJETO DA PLACA
Após as simulações, projetou-se a placa de circuito impresso do sistema de corrosão.
O projeto é bem semelhante ao descrito na seção 3.1.5. A Figura 61 mostra diretamente o
desenho feito numa placa de 10 cm x 10 cm. As trilhas da parte CA do circuito são mais
largas devido à corrente nominal de cada aquecedor que tem o valor de pouco mais de 1 A.
64
Figura 61 - Projeto da PCI do sistema de corrosão.
O processo de confecção da placa, bem como o resultado do sistema de corrosão, será
descrito no capítulo 4.
65
4 ANÁLISE DOS RESULTADOS
O objetivo deste capítulo é descrever os resultados obtidos nos sistemas de
transferência e corrosão. Será abordado o desfecho de cada processo, relatando a confecção
das placas de circuito impresso, conclusão dos sistemas mecânicos e a forma de se utilizar
cada protótipo.
4.1 SISTEMA DE TRANSFERÊNCIA
Concluído o projeto da placa, o circuito do sistema de transferência foi impresso em
papel glossy numa impressora LASER. Com fita crepe, o circuito impresso foi fixado, com o
toner virado para o lado do cobre, numa placa de fenolite face simples. Com o sistema de
transferência ainda funcionando em proto-board, a placa foi passada no fusor com o lado do
cobre em contato com o rolo de metal. A Figura 62 mostra os passos seguidos.
Figura 62 – Seqüência de tarefas para transferência de um circuito para a placa, utilizando o sistema.
Para as configurações de usuário, foram utilizados os seguintes parâmetros:
temperatura de 170 ºC, sinais do motor de passo com período de 10 ms e número de passadas
igual a 10. Na seqüência, a placa foi deixada em um recipiente com água para o papel sair
mais facilmente. A Figura 63 mostra o circuito transferido para a placa, após a finalização do
processo.
Como se pode perceber, a transferência do circuito aconteceu de forma satisfatória.
Algumas imperfeições, porém, foram notadas. Utilizou-se uma caneta para circuito impresso
para retocar pequenas seções de trilhas interrompidas. Concluiu-se que as imperfeições foram
causadas pela não uniformidade na limpeza da placa.
Em seguida, numa vasilha plástica, despejou-se Percloreto de Ferro líquido e a placa,
para a corrosão. Após alguns minutos, a corrosão foi concluída e a placa foi lavada. Com
palha de aço, retirou-se o toner que cobria trilhas e ilhas.
66
Figura 63 - Circuito impresso do sistema de transferência, transferido para uma placa de fenolite.
Com uma furadeira de bancada equipada com uma broca 0,8 mm, as ilhas foram
furadas. Na seqüência, todos os componentes foram soldados na placa. O resultado é
mostrado na Figura 64. Com quatro parafusos nas extremidades, a placa foi parafusada na base
de madeira, ao lado esquerdo do fusor.
Figura 64 - Placa do sistema de transferência montada.
O sistema completo é mostrado na Figura 65. Com flat cable foram feitas as conexões
dos sensores ópticos e NTC do fusor para a placa. Um cabo de 2 x 0,75 mm², mesmo modelo
do cabo da lâmpada, foi conectado a um plug de tomada para servir de entrada CA do
circuito. Emendou-se esse cabo com a conexão de entrada da fonte chaveada. A saída CC da
fonte também é conectada na placa.
67
Figura 65 - Sistema de transferência finalizado.
Com o sistema finalizado, mais testes de transferência foram realizados. Foram
utilizados circuitos com diferentes dimensões e diferentes larguras de trilhas. Percebeu-se que
as configurações com que a placa do sistema foi feita, forneceram bons resultados. Por isso,
aquelas configurações foram gravadas como padrão. No início do processo, porém, o usuário
pode alterar as variáveis.
Com relação ao controle de temperatura, notou-se que no início do processo a potência
da lâmpada sofria oscilação, fato que implicava na demora para se atingir a temperatura
configurada. Por isso, via firmware, programou-se o acionamento da lâmpada em potência
máxima até próximo da temperatura de referência. Notou-se também que o fator integral do
controlador digital estava pequeno, o que produzia variações na temperatura após a
convergência. Assim, uma sintonia por tentativa e erro foi efetuada.
Em seguida foi realizado um teste de controle de temperatura do sistema. A Figura 66
mostra o resultado para uma temperatura de referência de 170 ºC, comparando a leitura de um
termopar externo com a leitura do NTC do sistema. A pequena diferença consiste da medição
do termopar em apenas um ponto do fusor. Percebe-se que o resultado é semelhante ao
resultado da simulação. A taxa de variação na subida foi de 2,1 ºC/s.
68
Figura 66 - Medição do controle de temperatura do sistema de transferência.
4.2 SISTEMA DE CORROSÃO
Concluído o projeto da placa, o circuito do sistema de corrosão foi impresso em papel
de revista (papel couché) numa impressora LASER. O processo de confecção é o mesmo da
seção anterior. A placa, corroída e furada, é mostrada na Figura 67. Na seqüência, todos os
componentes foram soldados na placa. O resultado é mostrado na Figura 68. A placa foi fixada
sobre uma base de espuma de poliuretano.
Figura 67 - Placa do sistema de corrosão, após corrosão e furação.
69
Figura 68 - Placa do sistema de corrosão montada.
Com a placa finalizada, alguns testes foram realizados. Primeiramente, observou-se o
movimento da trave plástica que segurava uma placa de cobre de 10 cm x 10 cm. O motor
apresentou torque suficiente para elevar o conjunto. Quando a trave atingia a altura do sensor
reed switch, o sentido de rotação do motor se invertia. Durante esse teste, a quantidade de
passos antes de o motor parar, foi acertada.
Com resina epóxi, o recipiente foi colado sobre uma bacia de plástico, para evitar
tombamento e conter eventual vazamento da solução. Com os dois aquecedores no fundo do
recipiente, as extremidades dos cabos foram emendadas e soldadas. Um furo foi feito na
lateral do recipiente, próximo à tampa, para passagem dos cabos dos aquecedores. O arranjo
do sistema pode ser visto na Figura 69.
Figura 69 - Sistema de corrosão finalizado.
70
Com o sistema concluído, outro teste foi realizado. Encheu-se o recipiente com a
solução de Percloreto de Ferro para analisar o funcionamento completo do circuito. Observouse a subida e a descida de uma placa no período de tempo definido no firmware. Para analisar
o controle de temperatura, um termopar, devidamente protegido, foi imerso na solução. A
variação de temperatura da solução no tempo, medida pelo termopar, juntamente com a
variação de temperatura percebida pelo NTC do recipiente, é mostrada na Figura 70. A
temperatura de referência foi configurada em 55 ºC.
Figura 70 - Medição do controle de temperatura da solução.
Percebe-se que houve sobre-elevação com relação à referência. A oscilação é resultado
da diferença de temperatura entre a solução e a parede externa do recipiente, onde está o
NTC. O calor da solução é transferido ao NTC num certo intervalo de tempo. Para o primeiro
pico, esse intervalo é um pouco mais de 100 s. Para chegar a essa conclusão, basta verificar
que a temperatura lida pelo NTC continua crescendo, mesmo após a temperatura da solução
diminuir.
Controlar um valor exato de temperatura para a solução não é objetivo do projeto.
Entretanto, para corrigir a ação de controle, um offset de temperatura pode ser aplicado ao
firmware. Outra alternativa é alterar o controlador, considerando os pólos do sistema
decorrentes da inércia de temperatura.
71
5 CONCLUSÃO
Os sistemas de transferência e corrosão desenvolvidos durante este trabalho atingiram
satisfatoriamente os objetivos propostos no início do projeto.
Após alguns testes no sistema de transferência, foram definidas as configurações
padrão de temperatura, velocidade do motor e número de passadas da placa. O intervalo de
165 ºC a 175ºC se mostrou ideal para a transferência de padrões nos testes realizados. A
velocidade do motor e número de passadas influenciam em menores proporções. Para se
garantir uma boa transferência, um número mínimo de 10 passadas deve ser configurado.
Ainda, o tamanho da placa e a espessura das trilhas são fatores importantes. Quanto menor a
placa e mais largas as trilhas do circuito, maior a probabilidade de um bom resultado.
Fatores externos ao processo de transferência também não podem ser esquecidos.
Foram testados papel glossy e papel couché. Com ambos, a transferência papel-placa surtiu o
efeito desejado. A qualidade do toner de impressão também deve ser levada em conta. É
importante salientar que antes do processo, a placa de Cobre deve ser limpa com detergente e
água. Recomenda-se o uso de esponja de aço para essa tarefa. Manchas na placa influenciam
negativamente a transferência.
Como uma possível melhoria para o protótipo da transferência, os sensores ópticos de
fim de curso podem ser reposicionados de forma a permitir a passagem de placas de maior
comprimento.
O sistema de corrosão conseguiu automatizar o processo. Contudo, quanto maior o
volume da solução, mais devagar a temperatura do líquido se eleva. Por isso, recomenda-se
que o recipiente seja preenchido com solução até a metade da altura, que resulta em pouco
mais de 1 litro. Recomenda-se, também, utilizar placas de até 10 cm de comprimento no
sistema. Assim, a placa pode ficar imersa na solução e no momento da subida, parte da placa
pode ser conferida.
Embora o tempo de corrosão possa ser configurado, é interessante que o usuário
confira o andamento do processo nos momentos de subida da placa dentro do recipiente. Se
por um acaso a corrosão acabar antecipadamente, o usuário tem a opção de pressionar o botão
72
de reset do firmware e interromper o processo. Foi realizado um teste final, que consistiu em
corroer uma placa de dimensões 8,5 cm x 4,0 cm e espessura de Cobre de 35 μm. O tempo
para corrosão foi aproximadamente 10 minutos.
No firmware, o controlador de temperatura pode ser melhor ajustado, considerando a
inércia do sistema. O controle seria mais preciso se um sensor de temperatura fosse instalado
dentro do recipiente, mas devido ao líquido corrosivo, essa idéia não foi adotada.
Como uma possível melhoria para possibilitar a corrosão de placas maiores, o sistema
pode ser adaptado em outro recipiente de maior altura. Pode ser pensado, ainda, num sistema
externo que identifique automaticamente o fim da corrosão, através, por exemplo, da análise
de uma imagem da placa utilizando recursos de visão computacional.
Alguns componentes desse trabalho foram reaproveitados, como o fusor de impressora
LASER e os motores de passo. Para o restante, investiu-se em torno de R$ 300,00.
73
REFERÊNCIAS
1. PY2BBS, L. Laminador de PCI feito com sucata. Disponível em:
<http://www.py2bbs.qsl.br/laminador.php>. Acesso em: 19/01/2012.
2. TORO, V. D. Fundamentos de Máquinas Elétricas. Rio de Janeiro: LTC, 1999.
3. AHMED, A. Eletrônica de Potência. São Paulo: Prentice Hall, 2000.
4. BONFIM, M. J. do C. Sensores e Transdutores. Disponível em:
<http://www.eletr.ufpr.br/marlio/te149/aula2.pdf>. Acesso em: 15/04/2012.
5. BRAGA, N. C. Como funciona o Reed Switch. Disponível em:
<http://www.newtoncbraga.com.br/index.php/como-funciona/2462-art373> Acesso em:
05/01/2013.
6. OGATA, K. Engenharia de Controle Moderno. 4. ed. São Paulo: Pearson Prentice Hall,
2003.
7. ASTRÖM, K. J.; WITTENMARK, B. Computer-Controlled Systems - Theory and Design.
[S.l.]: Prentice Hall, 1997.
8. SEDRA, A. S.; SMITH, K. C. Microeletrônica. 5. ed. São Paulo: Pearson Prentice Hall, 2007.
9. FAIRCHILD SEMICONDUCTOR. Especificações Técnicas do Transistor BC548.
Disponível em: <http://www.datasheetcatalog.org/datasheet/fairchild/BC548.pdf> Acesso em:
15/02/2012.
10. VISHAY. Especificações Técnicas do Optoacoplador MOC3021. Disponível em:
<http://www.vishay.com/docs/83629/il420.pdf>. Acesso em: 21/03/2012.
11. NXP. Especificações Técnicas do TRIAC BT137. Disponível em:
<http://pdf1.alldatasheet.com/datasheet-pdf/view/16764/PHILIPS/BT137.html>. Acesso em:
21/03/2012.
12. VISHAY. Especificações Técnicas do Optoacoplador 4N25. Disponível em:
<http://www.vishay.com/docs/83725/4n25.pdf> Acesso em: 22/03/2012.
13. CASAGRANDE, S. Tabela Termopar Tipo K. Disponível em:
<http://www.salvicasagrande.com.br/pocos/tabelas/TABELA10.pdf> Acesso em: 18/06/2012.
14. TEKKNO MECATRÔNICA. Especificações Técnicas do sensor óptico PHCT203.
Disponível em: <http://www.tekkno.com.br/Interruptor-Optico--Componentes--Led-s-e-Opticos_cod_504>. Acesso em: 10/11/2012.
15. MICROCHIP. Especificações Técnicas do Microcontrolador PIC18F2550. Disponível em:
<http://ww1.microchip.com/downloads/en/DeviceDoc/39632e.pdf>. Acesso em 02/04/2012.