Sistema de Inspeção Visual Automática de Resistores de Montagem em Superfície
Anderson Castellar
Departamento de Engenharia Elétrica
EESC - Escola de Engenharia de São Carlos
USP - Universidade de São Paulo
[email protected]
Evandro L. L. Rodrigues
Departamento de Engenharia Elétrica
EESC - Escola de Engenharia de São Carlos
USP - Universidade de São Paulo
[email protected]
Resumo
Este trabalho apresenta um sistema de baixo custo
de inspeção de valores de resistores de montagem em
superfície em placas de circuito impresso, utilizando
uma rede neural artificial do tipo LVQ (Learnig Vector
Quantization) com 7000 entradas binárias. O sistema
tem como objetivo principal verificar se o valor do
resistor inserido na posição cartesiana X,Y em uma
nova placa de circuito impresso é igual ao valor do
resistor (na mesma posição cartesiana) apresentado
por uma placa padrão durante a fase de treinamento
do sistema. A implementação do sistema mostrou o
elevado tempo de treinamento da rede neural artificial
e a viabilidade do sistema para a inspeção de
resistores de montagem em superfície.
1. Introdução
O avanço dos equipamentos eletrônicos nos dias
atuais é notável. Com a miniaturização e com o
aumento das funcionalidades dos equipamentos
eletrônicos como câmeras digitais, notebooks, telefones
celulares, etc., houve uma demanda maior por
tecnologia de montagem e verificação de componentes
e placas de circuito impresso presentes nestes
equipamentos.
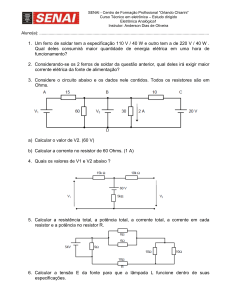
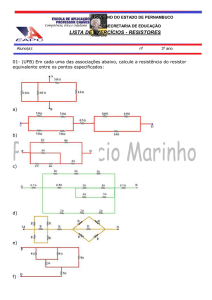
Figura 1. Defeitos versus peças para diferentes operadores
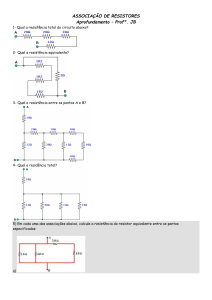
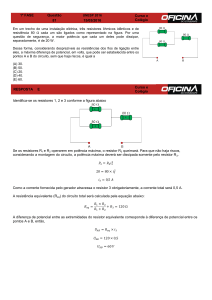
A produtividade é um item crítico na montagem e
verificação de componentes de montagem em
superfície nos dias atuais [4]. Como podemos verificar
na Figura 2, os defeitos provenientes de erros de
montagem manual representam aproximadamente 13%
de todos os erros encontrados em uma linha tradicional
de montagem de componentes em superfície [2].
Vários autores sugerem a utilização de sistemas de
inspeção visual automática, conhecidos como AOI
(Automated Optical Inspection), em linhas de
montagem de componentes em superfície [1].
Componentes não funcionais
Solda com pontes
Materiais defeituosos
Tradicionalmente, as placas de circuito impresso
juntamente com os componentes eletrônicos passam
por um operador humano responsável pela inspeção
visual, cujo diagnóstico é lento e cujo desempenho não
pode ser garantido [1]. A aprovação ou não através da
inspeção visual varia de operador para operador, tendo
como principais diferenças a velocidade de inspeção, a
fadiga do operador e o julgamento. A Figura 1
apresenta um gráfico de defeitos versus número de
peças para diferentes operadores realizando inspeção
visual [2].
Erros de montagem
manual
Solda
aberta
Relacionados a solda
por onda
Posição de componente
errado
Componente errado
Sem componentes Sem solda
Solda insuficiente
Pinos levantados
Figura 2. Defeitos na produção de placas eletrônicas
Tais sistemas realizam a verificação de inúmeros
defeitos através do processamento das imagens obtidas
de placas na linha de montagem. Estes sistemas de
inspeção podem ser utilizados antes do processo de
soldagem, após o processo de soldagem e fora da linha
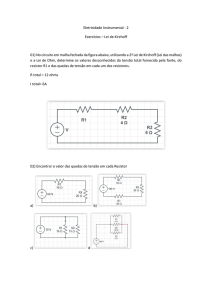
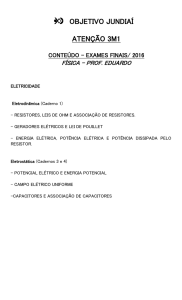
de montagem (off-line). A Figura 3 apresenta um
gráfico de comparação entre a utilização off-line e online de um sistema AOI [2].
Taxa de falhas
Aquisição
Implementação
AOI off-line
Pré
processamento
Implementação
AOI on-line
Teste de defeitos
Falta de componentes
Processamento
(Binarização)
Semanas
Figura 3. Taxa de defeitos versus semanas
Podemos verificar que houve um decremento na
taxa de defeitos após a introdução de um sistema AOI
off-line e um decremento ainda maior quando o sistema
AOI foi introduzido on-line.
Devido à alta complexidade dos sistemas AOI, seu
custo é muito elevado, sendo proibitivo seu uso em
micro e pequenas empresas de montagem de
componentes em superfície. A proposta deste trabalho é
implementar um sistema de inspeção visual automática
de baixo custo, para verificação do valor de resistores
de montagem em superfície em placas de circuito
impresso. Esta verificação será realizada pelo
processamento das imagens capturadas dos resistores e
por uma rede neural artificial do tipo LVQ (Learnig
Vector Quantization) [3].
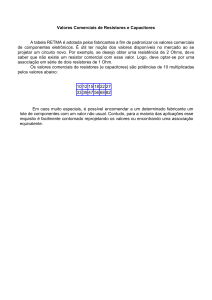
2. Materiais e métodos
A Figura 4 apresenta a configuração básica do
sistema proposto.
Iluminação
Câmera
Placa de
Circuito Impresso
Figura 4. Configuração do sistema
As operações realizadas pelo sistema são
apresentadas em forma de fluxograma na Figura 5.
Como o principal objetivo do sistema proposto é baixo
custo, a aquisição das imagens para processamento foi
realizada por uma WebCam USB modelo Video CAM
EYE da empresa Genius, com resolução de 640x480
pixels (VGA) no formato de cor RGB.
Classificação
Figura 5. Operações do sistema
O pré-processamento é realizado para a
padronização do tamanho da imagem. As imagens de
entrada tanto para treinamento e classificação possuem
um tamanho fixo de 100x70 pixels. A Figura 6
apresenta algumas imagens utilizadas após o préprocessamento
1
2
4
3
5
1- Resistor SMD 0805 10 ohms
2- Resistor SMD 0805 10K ohms
3- Resistor SMD 0805 33 ohms
4- Resistor SMD 0805 82K ohms
5- Resistor SMD 0805 330 ohms
Figura 6. Imagens capturadas após pré-processamento
Após o pré-processamento, a imagem é binarizada
com um valor de threshold otimizado para cada
imagem, obtido pelo MatLab®. A Figura 7 apresenta
algumas imagens binarizadas utilizadas para
treinamento.
1
2
4
placas para inspeção. Após a colocação das placas para
inspeção, o sistema realiza a aquisição das imagens dos
resistores escolhidos, pré-processa estas imagens para
remoção de partes não úteis para classificação e
treinamento, binariza as imagens, e as apresenta na
entrada da rede LVQ para classificação.
3
5
1- Resistor SMD 0805 10 ohms
2- Resistor SMD 0805 10K ohms
3- Resistor SMD 0805 33 ohms
4- Resistor SMD 0805 82K ohms
5- Resistor SMD 0805 330 ohms
Figura 7. Imagens binarizadas
Após a binarização, a imagem é apresentada na
entrada de uma rede neural artificial do tipo LVQ com
7000 entradas (7000 neurônios). Esta rede neural foi
escolhida por possuir um treinamento supervisionado e
por ser amplamente utilizada na classificação de
padrões [3]. Ao todo foram utilizadas 15 imagens (3
imagens para cada valor de resistor para 5 classes) para
treinamento. Todo o processamento e classificação
foram realizados em um computador Intel Centrino
DualCore, com 1Gbyte de memória RAM e 100Gbytes
de disco rígido, em ambiente MatLab®.
3. Discussão
Após a implementação de todo o hardware para a
aquisição de imagens e a implementação da rede neural
artificial LVQ em MatLab®, foi realizado um
treinamento da rede neural com 15 imagens diferentes
pertencentes a 5 classes de resistores (Resistor 10ohms,
10Kohms, 33ohms, 82Kohms e 330ohms). O tempo
total de treinamento da rede neural foi de 253,1720
segundos. Com a finalização do treinamento, foram
apresentadas 10 imagens de resistores provenientes de
outras placas com valores iguais aos da classificação. A
Figura 9 apresenta algumas das imagens utilizadas para
classificação.
1
2
3
O fluxograma do sistema completo é apresentado na
Figura 8 e descrito abaixo.
4
Placa de
referência
Pré
processamento
Placas para
inspeção
Escolha dos
resistores a serem
inspecionados
Processamento
(Binarização)
Aquisição das
imagens
Atribuição de
Classe para cada
imagem
Criar conjunto de
treinamento com
as imagens obtidas
Pré
processamento
Aquisição das
imagens
Treinar rede
LVQ
Processamento
(Binarização)
Classificação
Figura 8. Fluxograma geral
Primeiramente o usuário deve fornecer uma placa
de referência para a escolha dos resistores que serão
inspecionados e para a atribuição das classes (valores
dos resistores). Após a seleção dos resistores pelo
usuário, o sistema realiza a aquisição das imagens dos
resistores escolhidos, pré-processa estas imagens para
remoção de partes não úteis para classificação e
treinamento, binariza as imagens, cria um conjunto de
imagens de treinamento e inicia o treinamento da rede
LVQ. Após o treinamento da rede, o usuário fornece as
5
1- Resistor SMD 0805 10 ohms
2- Resistor SMD 0805 10K ohms
3- Resistor SMD 0805 33 ohms
4- Resistor SMD 0805 82K ohms
5- Resistor SMD 0805 330 ohms
Figura 9. Imagens para classificação
A Tabela 1 apresenta as classificações reais, as
classificações obtidas e o tempo de classificação com a
rede neural treinada das 10 imagens de entrada.
Imagem
100-1
103-1
330-1
823-1
331-1
100-2
103-2
330-2
823-2
331-2
Tabela 1. Resultados obtidos
Classificação Classificação
Real
Obtida
1
1
2
2
3
3
4
4
5
5
1
1
2
2
3
3
4
4
5
5
Tempo
(s)
0.0780
0.1100
0.1100
0.1100
0.1090
0.0780
0.1090
0.1250
0.1250
0.1090
4. Conclusões
Verificamos que é viável a utilização de redes
neurais do tipo LVQ na verificação de imagens obtidas
de resistores de montagem em superfície com a
finalidade de classificação. As imagens utilizadas
passaram por um pré-processamento simples, visando
um aumento de velocidade do sistema como um todo.
Neste trabalho foi observado o elevado tempo de
treinamento da rede neural artificial, devido
principalmente ao seu elevado número de entradas
(7000 entradas). Como o número de resistores a serem
verificados poderá ser muito grande, o tempo de
treinamento pode se tornar inviável. Este fato justifica,
em uma aplicação futura, a implementação da rede
neural artificial utilizada em hardware reconfigurável,
com objetivo principal de diminuir o tempo de
treinamento da rede e consequentemente, o tempo de
classificação após treinamento. A implementação deste
sistema se mostrou válida, pois foi capaz de realizar
corretamente a verificação dos resistores apresentados.
5. Referências Bibliográficas
[1] A. N. BELBACHIR, An Automatic Optical
Inspection System for the Diagnosis of Printed Circuits
Based on Neural Networks. IAS-IEEE, 2005.
[2] M. R. G. RÚBIO, Tecnologia de encapsulamentos.
Fatec, 2004.
[3] S. HAYKIN, Neural Networks. Prentice Hall, 1999.
[4] R. STRAUSS, SMT Soldering Handbook. Newnes,
Inglaterra, 1998.