OXICORTE
●
SENAI – CETEMP
●
OUTROS PROCESSOS
●
TOBIAS ROBERTO MUGGE
TIPOS DE CORTE
●
●
●
●
MECÂNICO: Cisalhamento ou remoção de
cavacos (guilhotinas e tesouras, serra)
FUSÃO: Fusão do material pela transferência de
calor (plasma)
CONCENTRAÇÃO ELEVADA DE ENERGIA:
Concentra, em uma pequena área, a energia de
uma fonte muito intensa (Laser, Jato de água)
REAÇÃO QUÍMICA: Oxi-redução do Fe
(Oxicorte)
DEFINIÇÃO
●
Processo de seccionamento de metais pela
combustão localizada e contínua devido à ação de
um jato de O2 de elevada pureza, agindo sobre um
ponto previamente aquecido por uma chama oxicombustível.
PRINCÍPIO
●
OXIDAÇÃO DO FERRO A TEMPERATURA
AMBIENTE
–
–
●
Velocidade lenta
Fe metálico é instável (tendência se reduzir formando
Óxido de Ferro)
OXIDAÇÃO DO FERRO A 1350 °C
–
–
–
Praticamente instantânea
Temperatura de oxidação viva
Óxido → líquido (escoa movido pelo jato de O2 )
REAÇÃO QUÍMICA
●
Fe + 1⁄2 O2 ⇔ FeO + ∆E (64 kcal)
●
2Fe + 3/2 O2 ⇔ Fe2O3 + ∆E (109,7 kcal)
●
3Fe + 2O2 ⇔ Fe3O4 + ∆E (266 kcal)
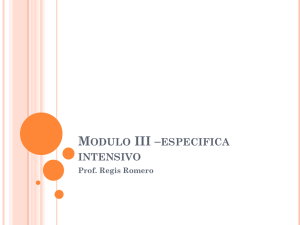
TRIÂNGULO
DA COMBUSTÃO:
GASES UTILIZADOS
●
OXIGÊNIO:
–
–
–
–
●
Oxidante
21 % do volume da atmosfera
Por si só não é inflamável
Reage violentamente com gases combustíveis
GÁS COMBUSTÍVEL
–
Acetileno (C2H2): Mais utilizado na indústria
●
–
Temperatura da queima: 3160 °C
GLP (C3H8 + C4H10): Propano e Butano
●
Temperatura da queima: 2800 °C
CONSUMO DE OXIGÊNIO
EQUIPAMENTOS NECESSÁRIOS
●
●
●
●
●
●
Um cilindro ou instalação centralizada para gás
combustível e para o O2.
Duas mangueiras de alta pressão para condução dos gases,
podendo ser três se utilizar maçarico com entradas
separadas para o O2 de corte e o de aquecimento.
Um maçarico de corte.
Um regulador de pressão para O2, podendo ser dois nos
casos de maçarico com 2 entradas de O2.
Um regulador de pressão para o gás combustível.
Dispositivos de segurança (válvulas unidirecionais e antiretrocesso de chama).
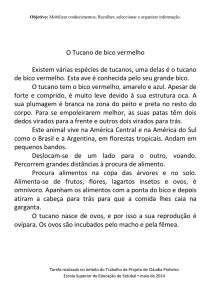
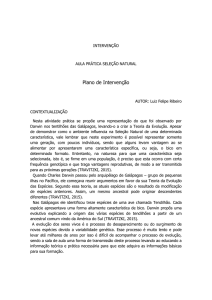
MAÇARICO DE CORTE
●
●
●
Mistura o gás combustível com o
O2 de aquecimento para a peça na
proporção correta para a chama,
além de direcionar também o jato
de O2 de alta velocidade para o
bico de corte.
Operações manuais: 90°
Operações CNC: reto
MAÇARICOS MANUAIS
COMBINADOS
●
●
Possibilita alternância entre processos de solda e
corte.
Acopla-se a um maçarico de soldagem um
dispositivo de corte composto por uma câmara de
mistura, sistema de separação e válvula para
controle do O2 de corte.
MAÇARICOS MANUAIS
COMBINADOS
BICO DE CORTE
●
●
●
●
Montado na cabeça do maçarico;
Conserva a misturas dos gases de pré-aquecimento
separada do O2 de corte;
Direciona os mesmos para a superfície a ser
cortada por meio dos orifícios do seu interior.
Sua escolha é determinada a partir da espessura e
do material a ser cortado (diâmetro do canal de
O2 ) e do tipo de gás combustível utilizado.
FATORES QUE INFLUENCIAM O
PROCESSO
●
Pré-aquecimento do material (gasto energia)
●
Espessura:
–
●
Grau de pureza do aço:
–
●
Quanto maior a espessura, maior o diâmetro do bico e
a pressão de O2, e menor a velocidade de corte.
Impurezas prejudicam reação química do Fe com o O2
Pressão e vazão dos gases:
–
Quanto maior a espessura, maior pressão e vazão
necessárias
FATORES QUE INFLUENCIAM O
PROCESSO
●
Velocidade de corte
–
●
É a variável que mais influencia no CUSTO. Deve-se
encontrar a relação ideal entre combustão e avanço.
Grau de pureza do O2
–
Impossibilidade de executar o corte abaixo de 90 % de
pureza
VANTAGENS
●
Não necessita energia elétrica
●
Disponibilidade dos gases utilizados
●
Pequeno investimento inicial
●
Facilidade operacional
DESVANTAGENS
●
●
●
Não corta materias como aço inoxidável, níquel,
alumínio, cobre e suas ligas.
Portabilidade: cilindros pesados e de difícil
manuseio
Segurança:
–
–
–
Manipula-se de cilindros de O2 a alta pressão;
Requer a utilização de ferramental e procedimentos
adequados para se evitar vazamentos e explosões.
As mangueiras e válvulas devem ser constantemente
inspecionadas em sua funcionalidade e estanqueidade.
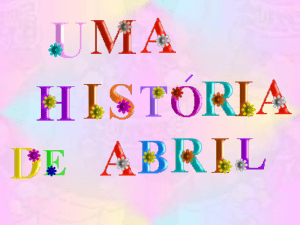
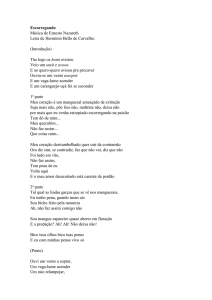
Tartarugas
Defeito
Borda superior goivada com escória
Detalhe
Causa
Distância excessiva do bico à peça
Chama de pré-aquecimento em excesso
Pressão do O2 de corte excessivamente alta
Borda inferior arredondada
Pressão do O2 de corte excessivamente alta
Bico sujo ou danificado
Velocidade de corte excessiva
Corte incompleto
Velocidade de corte excessiva
Distância bico/peça muito grande
Bico sujo ou danificado
Chama de pré aquecimento muito fraca
Retrocesso no bico e maçarico
Carepas ou ferrugem na superfície da chapa
Chapa com inclusão de escória
Escória aderente na borda inferior
Carepas ou ferrugem na superfície da chapa
Bico muito pequeno
Chama de pré aquecimento muito fraca
Alta ou baixa velocidade de corte
Distância excessiva do bico/peça
Baixa pressão do O2 de co
Questionário
1.
2.
3.
4.
5.
6.
Como funciona o Oxicorte?
Como pode ser dividido os diferentes tipos de cortes?
Defina Oxicorte.
Quais os aspectos que influem no corte.
oxicombustível?
Cite os diferente tipos de maçarico.
Cite 3 vantagens e 3 desvantagens do oxicorte.