UNIVERSIDADE FEDERAL DE ALFENAS
WALTER POMARICO NETO
DESENVOLVIMENTO DE PADRÃO SECUNDÁRIO DE DENSIDADE DE COQUE
PARA FÁBRICA DE ÂNODO
Poços de Caldas / MG
2014
1
WALTER POMARICO NETO
DESENVOLVIMENTO DE PADRÃO SECUNDÁRIO DE DENSIDADE DE COQUE
PARA FÁBRICA DE ÂNODO
Trabalho de Conclusão de Curso apresentado como
parte dos requisitos para obtenção do título em
Bacharel
em
Universidade
Engenharia
Federal
de
Química
Alfenas.
Área
pela
de
concentração: Qualidade. Orientadora: Prof. Msc.
Liliane Dolores Fagundes.
Poços de Caldas / MG
2014
2
3
4
Dedico ao homem que me ensinou a andar e a viver, ao
meu pai, engenheiro e advogado, Paschoal Pomarico
Neto.
5
AGRADECIMENTOS
A Deus e minha família.
Aos meus gestores durante meu estágio Beatriz Vry, Elias de Castro e Wanderley Albano.
À Universidade Federal de Alfenas.
À orientadora Liliane Dolores Fagundes.
À professora Giselle Sancinetti.
6
A mente que se abre a uma nova ideia jamais voltará a seu tamanho original.
(ALBERT EINSTEIN, 1955)
7
RESUMO
A produção de alumínio ocorre pela redução da alumina em cubas eletrolíticas que possuem
ânodos responsáveis por fornecerem carbono para que ocorra a reação. Os ânodos são
compostos por coque e piche. O coque é de grande importância para que a densidade do
ânodo seja adequada para o processo, para isso é medida a densidade do coque, também
conhecida como vibrated bulked density (VBD). Para que não haja problemas e divergência
nas análises de densidade do fornecedor e cliente de coque, necessita-se da criação de um
padrão, ou seja, de uma amostra confiável que consiga calibrar os equipamentos envolvidos
na análise de VBD, para que cliente e fornecedor estejam alinhados, e seus resultados de
análise possam ser comparados. Neste trabalho é desenvolvido um padrão secundário de
coque utilizando o método da análise de variância (ANOVA), para dados hierárquicos, além
do uso de outras ferramentas estatísticas e de qualidade como análise de normalidade, carta de
controle e análise de resíduos. O desenvolvimento de padrões e o uso das ferramentas de
qualidade são de grande importância e relevância na atuação do Engenheiro Químico no
mercado.
Palavras-chave: Coque. Padrão secundário. Análise de Variância.
8
ABSTRACT
The production of aluminum occurs by the reduction of alumina in electrolytic cells having
anodes responsible for providing carbon for the reaction to occur. The anodes are made of
coke and tar. Coke has a great importance to the density of the anode, making it suitable for
the process, and so is measured the density of coke, also known as vibrated bulked density
(VBD). To avoid problems and analysis of divergence and density of coke’s suppliers and
customers, there is a need in creating a standard, a reliable sample that can calibrate the
equipment involved in the analysis of VBD, so we can line up customer and supplier, and the
results of their analysis can be compared. This work is to develop a secondary standard coke
using the method of ANOVA, for hierarchical data, and the use of other statistics quality tools
such as normality analysis, control chart and residue analysis. The development of standards
and the use of quality tools are of great importance and relevance in the performance of the
Chemical Engineering in the market.
Keywords: Coke. Secondary standard. Variance analysis.
9
SUMÁRIO
1.
INTRODUÇÃO ................................................................................................................ 11
2.
OBJETIVO ........................................................................................................................ 12
2.1.
Objetivo Geral ............................................................................................................ 12
2.2.
Objetivos Específicos ................................................................................................ 12
3.
JUSTIFICATIVA .............................................................................................................. 13
4.
REVISÃO BIBLIOGRÁFICA .......................................................................................... 13
4.1.
Padronização .............................................................................................................. 13
4.2.
Análise de normalidade ............................................................................................. 14
4.3.
Carta de Controle ....................................................................................................... 15
4.4.
Teste de Hipótese ....................................................................................................... 16
4.5.
Análise de resíduos .................................................................................................... 24
5.
MATERIAIS E MÉTODOS ............................................................................................. 25
6.
RESULTADOS E DISCUSSÃO ...................................................................................... 29
7.
CONSIDERAÇÕES FINAIS ............................................................................................ 35
8.
CONCLUSÃO .................................................................................................................. 36
9.
REFERÊNCIAS BIBLIOGRÁFICAS .............................................................................. 37
10.
APÊNDICES ................................................................................................................. 39
11.
ANEXOS ....................................................................................................................... 43
10
1.
INTRODUÇÃO
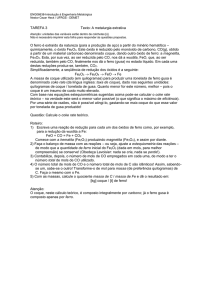
O processo de redução de alumínio ocorre de acordo com a equação 1. Esse processo
se dá em uma cuba eletrolítica, como mostrada na figura 1-A, onde a parte que fornece
carbono para que ocorra a reação é o ânodo, composto basicamente por coque (figura 1-B) e
piche (FISCHER, 1995).
2𝐴𝑙2 𝑂3 + 3𝐶 → 4𝐴𝑙 + 3𝐶𝑂2
Equação 01
Figura 1. Processo de Redução de Alumínio
A) Esquema de uma cuba eletrolítica.
B) Coque calcinado de petróleo.
Fonte: A) ABAL (2014)
B) Grupo Unimetal (2014)
As fábricas de ânodo são acopladas às plantas de produção de alumínio, como
exemplo na Alcoa em Poços de Caldas e a CBA na cidade Alumínio. Na China há algumas
empresas que produzem apenas ânodos, também conhecidos como briquete, para exportação.
O coque é produzido a partir do petróleo e utilizado como agregado seco para
produção de ânodo, onde o mesmo deve apresentar boa densidade para que a eficiência
energética seja a melhor possível e também para que o ânodo seja resistente. Uma forma de
analisar previamente essa densidade é o método de VBD (vibrated bulked density), onde é
medida a densidade do coque. A porosidade é uma das mais importantes propriedades para
determinar a qualidade do coque. A vantagem do método de VBD está, em ser uma opção
11
rápida e fácil para determinação desta porosidade (PANCHAL; WYBORNEY; ROLLE,
2011).
Tanto o fornecedor quanto o cliente de coque calcinado devem medir a densidade
frequentemente para análise do processo. Para que ambos estejam alinhados, o método de
análise de densidade deve ser o mesmo e os equipamentos utilizados nas medições devem
estar devidamente calibrados, para isso necessita-se de um padrão a ser utilizado. A proposta
desse trabalho é a criação desse padrão. O método de medição em si não será aqui
demonstrado, pois o mesmo é especifico e confidencial de certa indústria de alumínio.
Para criação de um padrão, ou seja, de amostras de coque devidamente tratadas,
utilizam-se de técnicas de amostragem e para análise de dados a ferramenta estatística análise
de variância (ANOVA) com modelo hierárquico.
2.
OBJETIVO
2.1.
Objetivo Geral
Desenvolvimento de padrão de secundário de densidade de coque calcinado para a
fabricação de pasta anódica, utilizando ferramenta estatística ANOVA.
2.2.
Objetivos Específicos
Revisão bibliográfica;
Planejamento de experimento;
Monitoramento da amostragem de coque;
Peneiramento, homogeneização e quarteamento do coque;
Monitoramento das análises de densidade;
Análise dos dados obtidos;
Conclusão do trabalho;
Entrega das amostras padrões para o fornecedor de coque.
12
3.
JUSTIFICATIVA
A padronização de variáveis de controle tem como objetivo promover uma melhor
comunicação entre partes envolvidas em um processo de negócios (Perin, 2014). Ou seja,
pode ser considerada como uma forte alternativa para o fortalecimento da relação entre cliente
e fornecedor.
Para fábricas de ânodo, o coque calcinado de petróleo é uma das principais matérias
primas. Dentre as propriedades medidas, a densidade do material se destaca por impactar
muito na densidade final do ânodo e uma melhor eficiência energética na cuba eletrolítica. A
porosidade é uma das mais importantes propriedades para determinar a qualidade do coque. A
vantagem do método de VBD está em ser uma opção rápida e fácil para determinação desta
porosidade (PANCHAL; WYBORNEY; ROLLE, 2011).
No atual cenário, o gap, ou seja, a diferença entre os resultados de densidade obtidos
pelo cliente e fornecedor de coque é bem grande. Essa diferença pode acarretar em problemas
operacionais na fabricação do ânodo e consequentemente na fabricação de alumíno.
Assim, torna-se necessário que tanto o fornecedor de coque quanto o cliente possuam
a mesma metodologia e equipamentos para medição de densidade. E para que os
equipamentos sejam calibrados da mesma forma, há a necessidade de um padrão, ou seja, uma
amostra de coque devidamente tratada. Para isso, utiliza-se metodologia de amostragem e a
ferramenta ANOVA com níveis hierárquicos, que é utilizada em muitos casos de engenharia
para otimização e melhoria de processos.
4.
REVISÃO BIBLIOGRÁFICA
4.1.
Padronização
Em química analítica, de acordo com Mendham (2008, p. 462), o padrão primário é
uma substância pura para que se possa preparar uma solução padrão por pesagem direta e
13
diluição. Já o padrão secundário é um composto cujo teor foi determinado por comparação
diante do padrão primário.
O monitoramento de um processo dá-se por intermédio de um sistema de medição,
onde o ideal seria que o mesmo reproduzisse apenas resultados corretos, contudo essas
medições são suscetíveis a erros (Costa et. al., 2008).
Os erros podem ser aleatórios e sistemáticos. O erro aleatório de cada medição é a
diferença entre o valor mensurado e a média dos valores, já o sistemático é a diferença entre o
valor médio das medições e o valor verdadeiro do mensurado. O erro sistemático de um
equipamento pode ser conhecido e tratado por meio do procedimento de calibração, utilizando
padrões de referência, que possuem valores corretos convencionais (Costa et. al., 2008).
A figura 2 mostra a cadeia de rastreabilidade metrológica, onde o padrão que será
desenvolvido neste trabalho se enquadra a um nível nacional, padrão secundário, pois ele será
utilizado pelo fornecedor e cliente da matéria prima de coque de petróleo.
Figura 2. Cadeia de rastreabilidade metrológica
Fonte: COSTA et al (2008, p. 143)
4.2.
Análise de normalidade
De acordo com Cirillo e Ferreira (2003) inferência estatística consiste em fazer
generalizações sobre população com base em dados amostrais, para isso presume-se que esses
dados são de uma população normal. O modelo populacional de uma distribuição normal
14
apresenta-se coerente a muitos fenômenos aleatórios, a facilidade de obtenção de estimadores
por intervalo e de testes exatos é grande quando se assume esse modelo.
Para se averiguar a normalidade dos dados existem vários testes, os mais utilizados
são: Shapiro-Wilk, Lilliefors, Kolmogorov-Smirnov, teste de aderência qui-quadrado. Para
escolha de qual teste utilizar deve-se levar em consideração a eficiência do teste, controle da
taxa do erro do tipo I e suposições que cada teste apresenta. A figura 3 mostra um exemplo de
um gráfico referente a uma população normal utilizando o método de Kolmogorov-Smirnov
(CIRLLO; FERREIRA, 2003).
Probability Plot of Dados normais
Normal
99,9
Mean
StDev
N
KS
P-Value
99
Percent
95
90
-0,001889
0,8820
100
0,048
>0,150
80
70
60
50
40
30
20
10
5
1
0,1
-3
-2
-1
0
1
Dados normais
2
3
Figura 3. Gráfico proveniente do teste de normalidade utilizando o método de Kolmogorov-Smirnov
Como mostrado na figura 3, os dados em exemplo são normais pois a distribuição dos
pontos estão dispostos em cima da linha e valor de P-Value é superior a 5%.
4.3.
Carta de Controle
De acordo com Carvalho et al. (2012), carta ou gráfico de controle é utilizado na
detecção de alterações inusitadas e anomalias em uma variável do processo. É uma ferramenta
que indica para presença de causas especiais na linha de produção.
O gráfico consiste em 3 linhas, limite de controle superior, limite de controle inferior e
uma linha intermediária que representa a média da variável, tradicionalmente, as linhas de
controle ficam em uma distância de três desvios-padrão da média.
15
Há alguns padrões de pontos que demonstram a existência de causas especiais no
processo, como exemplo: oito pontos em seguida, todos acima ou abaixo da linha central,
qualquer comportamento dos pontos que seja tendencioso pode ser considerado como causa
especial no processo, o comportamento dos pontos deve ser aleatório dentro do intervalo
permitido na carta de controle (CARVALHO, 2012).
A variabilidade do processo também pode ser expressa por meio de carta de controle,
pelo gráfico das amplitudes (R), onde a média das amplitudes é a linha central, e os limites
superior e inferior são calculados pela multiplicação da média por fatores tabelados.
4.4.
Teste de Hipótese
Diversos problemas em engenharia necessitam de uma análise profunda e estratificada
das anomalias. Para isso utilizam-se testes de hipóteses, que são ferramentas valiosas para
auxílio nas tomadas de decisão.
Análise de variância, mais conhecida como ANOVA, foi desenvolvida por Sir Ronald
Fischer em meados de 1930, inicialmente para interpretar experimentos na área agrícola
(MEMÓRIA, 2004). É uma ferramenta utilizada para identificar e quantificar diferenças na
variável resposta de um experimento, quando tem-se mais que duas populações
(MONTOMERY; RUNGER, 2009).
ANOVA é um método que decompõe a variabilidade total de um conjunto
de observações, medida como a soma dos quadrados das diferenças dessas
observações em relação a sua média, em uma soma dos quadrados dos
componentes que estão associados com fontes específicas definidas de
variação (MONTOMERY; RUNGER, 2009, p.480)
Segundo Montgomery (2001, p.557) “para um certo experimento de diferentes níveis
de fatores A e B um arranjo é considerado hierárquico quando níveis do fator B são subníveis
de um fator A”. Ou seja, cada fator é dividido em subgrupos, em que estes são escolhidos
aleatoriamente a partir de um conjunto maior. Esse tipo de ANOVA é utilizado quando as
restrições do processo impedem de cruzar todos os níveis de um fator com os níveis de outro
fator (Portal Action, 2014).
16
4.4.1. Considerações básicas
Antes de iniciar a etapa do modelo da ANOVA e das equações envolvidas, necessitase de alguns conceitos básicos, de acordo com Montgomery (2001) e Montgomery e Runger
(2009):
a)
Variável resposta
Resultado numérico de um ensaio ou experimento com base em um determinado
tratamento, conhecido também como variável dependente.
b)
Fator de controle
Característica da condição experimental, que pode variar de uma observação para
outra, pode ser classificado em qualitativo, que é tudo aquilo que não é quantificado e em
quantitativo que assumem valores quantificáveis e podem ser divididos em discretos, que são
valores bem definidos e em valores contínuos que assumem valor em um dado intervalo.
c)
Nível de um fator
Níveis de um fator são os valores ou intensidades de um fator.
d)
Tratamento
Tratamento é uma combinação dos níveis dos fatores envolvidos no experimento, é
uma condição do experimento.
e)
Efeito de um fator
17
O efeito de um fator é uma mudança da variável resposta proveniente de mudanças
ocorridas no nível do referido fator.
f)
Experimento aleatorizado
A aleatorização do experimento é de extrema importância, pois é ela que valida à
conclusão de um trabalho. Com as análises realizadas de forma aleatória elimina-se a
parcialidade do experimento e é fornecida uma base probabilística para obtenção dos dados.
g)
Repetição
Repetição é o número de vezes que um determinado tratamento é aplicado, ou uma
determinada análise é repetida. Tem a finalidade de aumentar a confiabilidade dos resultados,
e é por meio da repetição que se obtém a estimativa do erro experimental.
h)
Controle Local
Controle local é uma técnica de controle experimental que tem como objetivo tornar o
experimento mais homogêneo e eficiente, reduzindo o erro experimental. Para isso é feito um
agrupamento das unidades do experimento em grupos segundo um ou mais critérios.
i)
Hipótese nula (H0)
Hipótese nula é uma afirmação sobre o parâmetro de uma ou mais populações. Todo
experimento deve apresentar uma hipótese nula, mais imparcial possível, definida na etapa de
planejamento do experimento. Todas as conclusões de um trabalho tem como referência a
hipótese nula, onde se pode rejeitar ou não a hipótese em questão.
18
j)
Hipótese alternativa (H1)
Hipótese alternativa é aquela que se opõe a hipótese nula, pode ser elaborada de três
maneiras diferentes: H1: A1≠A2, H1: A1<A2 e H1: A1>A2.
k)
Erro do tipo I
Os procedimentos de decisão, por ter como base apenas uma parte da população, ou
seja, a amostra, podem conduzir a uma de duas conclusões erradas. Uma delas é o erro do tipo
I, proveniente da rejeição da hipótese nula (H0) quando ela é verdadeira.
A probabilidade de se cometer o erro do tipo I é representada pela letra grega alpha
(α). O α, conhecido também como nível de significância do teste, é definido antes do início do
experimento, ou seja, na fase de planejamento.
l)
Erro do tipo II
O erro do tipo II é referente à aceitação de H0, quando ela é falsa. A probabilidade de
se cometer um erro desse tipo é representada pela letra grega beta (β).
m)
Nível de confiança
É a confiança dada ao experimento, representada por (1-α), significa a probabilidade
de não cometer o erro do tipo I. Normalmente, a um nível industrial, considera-se um nível de
confiança de 95%, ou seja, um nível de significância de 5%.
n)
Grau de Liberdade (GL)
19
Grau de liberdade é o número de comparações independentes que podem ser feitas
entre os elementos de uma amostra. Considerando n desvios, ou seja, valores da diferença das
observações com a média, sempre somam zero, assim ao especificar os valores de quaisquer
n-1 dessas grandezas determina automaticamente aquele restante.
Para um dado fator com a níveis e um total de a.n observações, o grau de liberdade
associado é de (a-1) e para os erros experimentais temos a.(n-1) graus de liberdade.
o)
Valor - P
De acordo com Montgomery e Runger (2009) o valor de P é a probabilidade de se
obter um valor da estatística de teste que seja no mínimo tão extremo quanto aquele
observado quando a hipótese nula é verdadeira. Ou seja, valor da probabilidade de se obter o
efeito observado, dado que a hipótese nula é verdadeira.
Caso o valor – P ou p-value seja menor que o nível de significância estipulado rejeitase a hipótese nula, no entanto se o valor de P for maior que o nível de significância se aceita a
hipótese nula. O valor de P nos fornece uma ideia de quanto os dados contradizem a hipótese
nula, quanto menor for valor de P mais distante estamos da hipótese nula.
4.4.2. Modelos da ANOVA
Dado um experimento, com apenas um fator e vários níveis, ou seja, vários
tratamentos, e considerando que haja um número n igual de observações em cada tratamento.
Pode-se descrever essas observações no seguinte modelo linear estatístico:
𝑌𝑖𝑗 = 𝜇 + 𝐴𝑖 + 𝜖𝑖𝑗
Equação 02
Onde 𝑌𝑖𝑗 é a variável resposta denotando a ij-ésima observação, 𝜇 é a média global dos
dados, 𝐴𝑖 é o fator associado ao i-ésimo tratamento e 𝜖𝑖𝑗 é o componente referente ao erro
aleatório.
Um experimento pode apresentar diversos fatores, como mostrado na equação 03 o
modelo referente a um com 2 fatores, A e B. Esses fatores podem ser classificados em fixos e
20
aleatórios, quando se deseja testar hipóteses acerca das médias dos tratamentos não podendo
ser as conclusões estendidas a tratamentos similares tem-se um modelo com efeito fixo. Caso
contrário, é feita uma inferência dos resultados da amostra para a população temos uma
modelo com efeito aleatório.
𝑌𝑖𝑗 = 𝜇 + 𝐴𝑖 + 𝐵𝑗 + 𝐴𝐵𝑖𝑗 + 𝜖𝑖𝑗
Equação 03
Os tratamentos Ai são geralmente definidos como desvio da média global µ, de modo
que:
∑𝑎𝑖=1 𝐴𝑖 = 0
Equação 04
𝑌
𝑌𝑖. = ∑𝑛𝑗=1 𝑌𝑖𝑗 e 𝑌̅𝑖. = 𝑖.⁄𝑛
Equação 05
𝑌
𝑌.. = ∑𝑎𝑖=1 ∑𝑛𝑗=1 𝑌𝑖𝑗 e 𝑌̅.. = ..⁄𝑁
Equação 06
Seja
Onde 𝑌̅𝑖. É a média de todas as observações sujeitas ao i-ésimo tratamento, 𝑌.. é o total
global de todas observações e 𝑌̅.. é a média global de todas observações. Considerando as
seguintes hipóteses H0: Ai=0 e H1: Ai≠0. Caso H0 for verdadeira, cada observação consistirá
na média global µ mais o erro aleatório.
A ANOVA é baseada na comparação de duas estimativas independentes da variância
da população, a variabilidade dos dados é descrita pela soma total de quadrados (SQT).
𝑆𝑄𝑇 = ∑𝑎𝑖=1 ∑𝑛𝑗=1(𝑌𝑖𝑗 − 𝑌̅.. )2
Equação 07
A equação 07 pode ser descrita como a soma da soma dos quadrados referentes aos
tratamentos com a soma dos quadrados referente aos erros, como descritos nas equações 08 e
09.
𝑆𝑄𝑇 = 𝑆𝑄𝑇𝑟𝑎𝑡𝑎𝑚𝑒𝑛𝑡𝑜𝑠 + 𝑆𝑄𝐸
Equação 08
21
∑𝑎𝑖=1 ∑𝑛𝑗=1(𝑌𝑖𝑗 − 𝑌̅.. )2 = ∑𝑎𝑖=1(𝑌𝑖. − 𝑌̅.. )2 + ∑𝑎𝑖=1 ∑𝑛𝑗=1(𝑌𝑖𝑗 − 𝑌̅𝑖. )2
Equação 09
Pode-se também estimar a variância através da média quadrática dos tratamentos, que
equivalem à divisão da soma dos quadrados pelo grau de liberdade, tanto para os tratamentos
quanto para o erro. Como mostrados nas equações 10 e 11.
𝑀𝑄𝑡𝑟𝑎𝑡𝑎𝑚𝑒𝑛𝑡𝑜𝑠 =
𝑆𝑄𝑡𝑟𝑎𝑡𝑎𝑚𝑒𝑛𝑡𝑜𝑠
(𝑎−1)
𝑆𝑄
𝑒𝑟𝑟𝑜
𝑀𝑄𝑒𝑟𝑟𝑜 = 𝑎(𝑛−1)
Equação 10
Equação 11
Assim, sabendo que MQerro é um estimador não tendencioso da variância. Caso a
hipótese nula seja verdadeira a razão representada pela equação 12 terá uma distribuição F
com a-1 e a(n-1) graus de liberdade.
𝐹0 =
𝑀𝑄𝑡𝑟𝑎𝑡𝑎𝑚𝑒𝑛𝑡𝑜𝑠
𝑀𝑄𝑒𝑟𝑟𝑜
=
𝑆𝑄𝑡𝑟𝑎𝑡𝑎𝑚𝑒𝑛𝑡𝑜𝑠
(𝑎−1)
𝑆𝑄𝑒𝑟𝑟𝑜
𝑎(𝑛−1)
Equação 12
Caso a hipótese nula seja falsa, o valor de 𝑀𝑄𝑡𝑟𝑎𝑡𝑎𝑚𝑒𝑛𝑡𝑜𝑠 será maior que a variância,
assim o valor do numerador da equação 12 será maior que seu denominador, isso implica em
uma região crítica unilateral superior. Deste modo rejeita-se H0 se:
𝐹0 > 𝐹𝛼,𝑎−1,𝑎(𝑛−1)
Equação 13
Onde 𝐹𝛼,𝑎−1,𝑎(𝑛−1) é o valor tabelado de acordo com o nível de significância adotado e
os graus de liberdade, de acordo com anexo A. A figura 4 mostra a representação gráfica do
método utilizado na ANOVA, curva do teste F, onde a região em destaque é a área de rejeição
da hipótese nula (H0).
22
Figura 4. Representação gráfica do teste de F utilizado na ANOVA.
Fonte: Portal Action (2014)
Uma particularidade da ANOVA é quando o conjunto de dados em questão apresenta
restrições que impede de cruzar todos os níveis de um fator com os níveis de outro fator, ou
seja, os dados estão dispostos em uma forma hierarquizada, onde cada fator é dividido em
subgrupos, de acordo com o fluxograma, na figura 5, descrito por Montgomery (2001).
Figura 5. Experimento hierárquico de estágio 3.
Fonte: Montgomery (2001, p.684).
O modelo estatístico que descreve um conjunto de dados com 3 fatores é o seguinte:
𝑌𝑖𝑗𝑘𝑙 = 𝜇 + 𝐴𝑖 + 𝐵𝑗 + 𝐶𝑘 + 𝐴𝐵𝑖𝑗 + 𝐴𝐶𝑖𝑘 + 𝐵𝐶𝑗𝑘 + 𝐴𝐵𝐶𝑖𝑗𝑘 + 𝜖𝑖𝑗𝑘𝑙
Equação 14
Contudo, como não se pode cruzar todos os níveis de um fator com todos os níveis de
outro fator, o modelo estatístico se resume a:
𝑌𝑖𝑗𝑘𝑙 = 𝜇 + 𝐴𝑖 + 𝐵𝑗(𝑖) + 𝐶𝑘(𝑖𝑗) + 𝜖(𝑖𝑗𝑘)𝑙
Equação 15
Observa-se que nesse modelo os índices dos fatores B e C estão submetidos aos
índices que estão dentro dos parênteses. Essa nomenclatura é utilizada para representar
modelos com dados hierarquizados.
23
Com base nos mesmos fundamentos já apresentados, de acordo com Montgomery
(2001), seguem na tabela 1 as equações referentes ao modelo de ANOVA com dados
hierarquizados:
Tabela 1. Equações referentes aos modelos ANOVA com dados hierarquizados, de acordo com
Montgomery (2001)
Fonte de Variação
(FV)
A
Soma de Quadrados (SQ)
𝑎
𝑆𝑄𝐴 = 𝑏𝑐𝑛 ∑(𝑦̅𝑖… − 𝑦̅.… )2
𝑎−1
𝑆𝑄𝐴
𝐺𝐿𝐴
𝑎(𝑏 − 1)
𝑆𝑄𝐵
𝐺𝐿𝐵
𝑎𝑏(𝑐 − 1)
𝑆𝑄𝐶
𝐺𝐿𝐶
𝑎𝑏𝑐(𝑛 − 1)
𝑆𝑄𝐸
𝐺𝐿𝐸
𝑎𝑏𝑐𝑛 − 1
𝑆𝑄𝑇
𝐺𝐿 𝑇
𝑏
𝑆𝑄𝐵 = 𝑐𝑛 ∑ ∑(𝑦̅𝑖𝑗.. − 𝑦̅.… )2
𝑖
𝑎
C(B)
Média Quadrática
(MQ)
𝑖
𝑎
B(A)
Graus de
Liberdade (GL)
𝑗
𝑏
𝑐
𝑆𝑄𝐶 = 𝑛 ∑ ∑ ∑(𝑦̅𝑖𝑗𝑘. − 𝑦̅.… )2
𝑖
𝑎
𝑗
𝑏
𝑘
𝑐
𝑛
Erro
𝑆𝑄𝐸 = 𝑛 ∑ ∑ ∑ ∑(𝑦̅𝑖𝑗𝑘𝑙 − 𝑦̅𝑖𝑗𝑘. )2
Total
𝑆𝑄𝑇 = 𝑛 ∑ ∑ ∑ ∑(𝑦̅𝑖𝑗𝑘𝑙 − 𝑦̅…. )2
𝑖
𝑗
𝑎
𝑖
𝑏
𝑗
𝑘
𝑐
𝑘
𝑙
𝑛
𝑙
Fonte: Montgomery (2001, p. 684).
O valor de F é obtido de acordo com a equação 12, e caso o mesmo tenha valor
superior ao F tabelado à hipótese nula é rejeitada a um nível de confiança α.
4.5.
Análise de resíduos
Em qualquer experimento é importante avaliar os resíduos a fim de se verificar
possíveis violações das suposições feitas, ou seja, os resíduos do modelo desenvolvem
importante papel no julgamento do modelo. A figura 6 mostra os quatro padrões de
comportamento dos resíduos.
De acordo com Montgomery (2001), para validação do teste estatístico os resíduos
devem fazer parte de uma distribuição normal, independentes, média zero e variância
constante.
24
Figura 6. Padrões de comportamento para gráfico dos resíduos.
Fonte: Montgomery e Runger (2009, 490p).
O primeiro gráfico (a) representa o comportamento ideal, já os demais representam
anomalias. No gráfico (b) as variâncias das observações podem estar crescendo com o tempo,
se o comportamento dos resíduos for parecido com (c) há uma desigualdade de variância.
Caso os gráficos residuais pareçam com (d) o modelo não é o adequado.
Para se calcular o erro referente a um dado sistema de medição, como exemplo da
densidade de VBD, utiliza-se a equação 16, de acordo com Vuolo (1996):
𝜎𝑇 = √(
𝜕𝑉𝐵𝐷 2
) . 𝜎𝑚
𝜕𝑚
+(
𝜕𝑉𝐵𝐷 2
) . 𝜎𝑉
𝜕𝑉
Equação 16
Onde σT é o erro total da medição de VBD, σm é o erro da medição da massa (desvio
padrão) e σV é o erro das medições de volume (desvio padrão). Resolvendo a equação 16,
chegamos a seguinte expressão:
𝜎2
𝜎𝑇 = √ 𝑉𝑚2 +
5.
2
𝑚2 .𝜎𝑉
𝑉4
Equação 17
MATERIAIS E MÉTODOS
O trabalho foi desenvolvido de acordo com o cronograma presente no Apêndice A,
dividido em revisão bibliográfica, planejamento de experimento, desenvolvimento do modelo
teórico, realização do experimento e análise de dados.
A etapa experimental do presente trabalho baseia-se na amostragem, preparação das
amostras e análises de densidade do material. Para realização dessas etapas foram seguidos
25
procedimentos padrões, que são documentos confidenciais da indústria de alumínio localizada
na região de Poços de Caldas. A figura 7 mostra o fluxograma da etapa experimental.
Figura 7. Fluxograma da etapa experimental
A primeira etapa, coleta de material, é realizada de acordo com procedimento interno
de amostragem de coque, onde o mesmo é coletado em local específico em um duto
localizado na saída do tanque de estocagem. A segunda etapa consiste na exposição do coque
em fornos a uma dada temperatura para remoção da umidade.
Na terceira etapa o coque é peneirado no conjunto de peneiras de marca Produtest e o
material passante da malha de 28 mesh e retido na malha de 48 mesh é segregado em um
recipiente para formação da amostra composta. Após a composição possuir cerca de 900g, o
coque é peneirado novamente com intuito de minimizar a heterogeneidade da amostra e
garantir sua correta classificação granulométrica.
Depois de realizada a composição realizou-se a homogeneização do material, realizada
em uma recipiente de plástico, mostrado na figura 8-A, da seguinte maneira:
Segurar o recipiente pelas extremidades. Realizar movimentos circulares alternados
com os braços, e ao mesmo tempo girar o recipiente. Realizar o movimento durante 30
segundos para frente e 30 segundos para trás em um período de 4 minutos.
Na etapa sete realizou-se a redução da amostra pelo método da quarta parte, utilizando
um equipamento similar ao da figura 8-B.
26
A
B
Figura 8. A – Recipiente utilizado pata homogeneização. B – Misturador estático.
Fonte: Mendham (2008, p. 462)
A amostra composta foi quarteada a fim de obter oito amostras finais com massa de
aproximadamente 100g cada uma, como mostrado no fluxograma da figura 9.
Figura 9. Fluxograma referente aos quarteamentos das amostras (Montgomery, 2001, adaptado pelo
autor).
A oitava etapa consiste nas análises de densidade do coque, realizada de acordo com
procedimento interno, onde é medido 100g da massa de cada amostra, colocada em uma
proveta graduada com oito medidas de volume, localizada em cima de uma mesa vibratória
em uma determinada frequência e tempo, como mostra a figura 9. A densidade foi calculada
de acordo com a equação 18.
g
VBD (cm3 ) =
m (100g)
V (cm3 )
Equação 18
Onde: m é a massa de coque inserida na proveta e V é a média do volume das 8 medidas de
volume da proveta após vibração da mesa.
27
Figura 10. Foto da realização de uma análise de VBD.
As análises foram realizadas por apenas um operador, para minimizar fontes de
variação nas análises de densidade. A balança utilizada para as análises é de marca Marte e
modelo UX4200H, a proveta utilizada é de marca Merse de 250ml cm 8 escalas.
O modelo estatístico para este experimento está representado na equação 19 como já
mostrado anteriormente. Onde 𝑌𝑖𝑗𝑘𝑙 é a variável resposta, ou seja, VBD (g/cm3), 𝜇 é o valor
médio dos resultados de VBD, 𝐴𝑖 representa o primeiro quarteamento da amostra, 𝐵𝑗(𝑖)
representa o segundo quarteamento da amostra, 𝐶𝑘(𝑖𝑗) representa o terceiro quarteamento da
amostra e 𝜖(𝑖𝑗𝑘)𝑙 é o termo referente ao resíduo.
𝑌𝑖𝑗𝑘𝑙 = 𝜇 + 𝐴𝑖 + 𝐵𝑗(𝑖) + 𝐶𝑘(𝑖𝑗) + 𝜖(𝑖𝑗𝑘)𝑙
Equação 19
Nesse experimento cada amostra de VBD é analisada de forma aleatória e em triplicata
[repetições (I) = 3], a um nível de significância (α) de 5%. As hipóteses a serem verificadas
são descritas abaixo:
H0: 𝜇𝐴 = 0
Equação 20
H0: 𝜇𝐵 = 0
Equação 21
H0: 𝜇𝐶 = 0
Equação 22
28
Ou seja, a ANOVA testa se há diferenças significativas entre os valores de VBD das 8
amostras obtidas, levando em consideração os 3 quarteamentos realizados nas amostras, assim
as hipóteses nulas são variâncias de cada fator em questão iguais a zero.
6.
RESULTADOS E DISCUSSÃO
Depois de serem realizadas as análises de densidade como descrito na metodologia
obteve-se os resultados das oito amostras de coque dispostos na tabela 2.
Tabela 2. Resultados das análises de densidade (VBD) realizadas aleatoriamente.
Amostra
VBD 1 [g /cm3]
VBD 2 [g /cm3]
VBD 3 [g /cm3]
C1
0,930
0,932
0,933
C2
0,933
0,931
0,932
C'1
0,932
0,932
0,932
C'2
0,930
0,931
0,932
C''1
0,933
0,930
0,933
C''2
0,932
0,934
0,933
C'''1
0,933
0,932
0,932
C'''2
0,932
0,930
0,930
Primeiramente foi verificado se os valores de densidade se comportam de acordo com
uma distribuição normal, para que assim seja possível realizar os demais testes e fazer
inferências estatísticas.
Com o auxílio do software Minitab, um dos mais usados no meio industrial, foi feito
um histograma, como descrito na figura 11, para averiguar a disposição dos dados.
29
Figura 11. Histograma dos resultados de VBD.
Realizou-se o teste de normalidade como mostrado na figura 12. Observa-se que o
valor de P obtido foi superior a 0,10, ou seja, excedendo o valor do nível de significância α de
0,05. Assim os dados em estudo fazem parte de uma distribuição normal.
Figura 12. Teste de normalidade dos resultados de densidade.
A fim de averiguar se nos resultados de VBD há causas especiais, ou seja, fontes de
variabilidade no processo, os dados foram dispostos em um gráfico de controle, descrito na
30
figura 13. Observa-se que os dados estão dispostos aleatoriamente dentro dos limites superior
e inferior de controle.
Figura 13. Carta de Controle referente aos resultados das análises de VBD.
O gráfico de controle não apresenta pontos fora dos limites de controle, tanto na carta
das médias como na de range, ou seja, amplitude que representa a variabilidade do processo.
Não há também uma sequência de pontos consecutivos em ordem crescente ou decrescente.
Apesar do gráfico das médias apresentar uma anomalia de oito pontos consecutivos presentes
apenas na parte superior à média, o gráfico apresenta um comportamento aleatório sem algum
comportamento tendencioso de grande impacto.
Antes da realização da ANOVA, foi feito um teste para averiguar se a variância entre
os resultados das amostras são iguais, tanto o teste de Bartlett quanto o teste de Levene
mostradas que as variâncias não possuem diferenças significativas a um nível de significância
de 5%, ou seja, valor de P superior a 0,05.
Antes da realização da ANOVA, foi feito um teste para averiguar se a variância entre
os resultados das amostras são iguais, tanto o teste de Bartlett quanto o teste de Levene
mostrou que as variâncias não possuem diferenças significativas a um nível de significância
de 5%, ou seja, valor de P superior a 0,05.
31
Figura 14. Teste da igualdade das variâncias.
O teste da ANOVA para dados hierarquizados foi realizado também utilizando o
software Minitab, onde a equação 19 foi inserida, como mostrado no passo-a-passo descrito
no apêndice B.
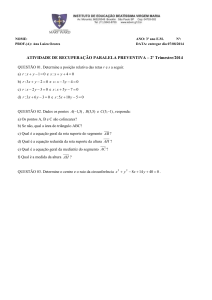
O resultado obtido, descrito no relatório gerado pelo software como mostra a figura
15, mostra que as hipóteses descritas nas equações 20, 21 e 22 podem ser aceitas a um nível
de significância de 5%, pois os valores de P foram superiores a 0,05.
Factor
Q1
Q2(Q1)
Q3(Q1 Q2)
Type
fixed
fixed
fixed
Levels
2
4
8
Values
1; 2
1; 2; 1; 2
1; 2; 1; 2; 1; 2; 1; 2
Analysis of Variance for VBD, using Adjusted SS for Tests
Source
Q1
Q2(Q1)
Q3(Q1 Q2)
Error
Total
DF
1
2
4
16
23
S = 0,00108493
Seq SS
0,0000007
0,0000017
0,0000101
0,0000188
0,0000313
Adj SS
0,0000004
0,0000016
0,0000101
0,0000188
R-Sq = 39,89%
Adj MS
0,0000004
0,0000008
0,0000025
0,0000012
F
0,31
0,67
2,15
P
0,586
0,523
0,121
R-Sq(adj) = 13,60%
Figura 15. Resultado da ANOVA emitido pelo Minitab.
32
De acordo com a ANOVA, não há diferenças significativas nos fatores analisados A,
B e C, ou seja, os resultados de VBD não variam nos quarteamentos realizados na amostra,
são estatisticamente iguais a um nível de significância de 5%.
O coeficiente de determinação, R2, que descreve a qualidade do modelo, foi de
36,17%. Esse valor baixo pode ser explicado devido à amplitude dos resultados das medições
ser pequena dificultando a detecção das medições com a variável resposta.
A figura 16 mostra os gráficos de resíduos, onde é possível observar que os resíduos
seguem uma distribuição normal. O gráfico dos resíduos em relação aos valores ajustados
apresenta-se de forma aleatória, não indicando nenhuma anomalia e média igual a zero,
validando assim a ANOVA.
Figura 16. Análise de Resíduos obtida juntamente com a ANOVA.
Através dos gráficos descritos nas figuras 17 e 18 pode-se observar que visualmente
não há diferenças significativas entre as diferentes amostras.
33
Figura 17. Box-plot dos resultados individuais dos quarteamentos 1, 2 e 3.
Figura 18. Box-plot dos resultados em conjunto do quarteamento.
34
A figura 19 mostra o gráfico dos resultados de VBD com seus respectivos intervalos
de confiança, a fim de analisar a confiabilidade dos resultados obtidos.
Figura 19. Gráfico com os intervalos de confiança referente às análises das 8 amostras de coque.
Os limites superior e inferior calculados no gráfico de controle foram de 0,003 para
mais ou para menos da média de 0,932g/cm3, contudo houve amostras que apresentaram
intervalos de confiança acima e abaixo desse limite, assim considera-se o valor de 0,006 como
aceitável para variação do VBD de 0,932 g/cm3.
7. CONSIDERAÇÕES FINAIS
Padrão secundário para este trabalho é uma amostra de coque, que tem um valor de
densidade validado estatisticamente. O desenvolvimento deste padrão é de grande importância
para calibragem de equipamentos antes da realização de análises, fazendo com que tanto
clientes como fornecedor de matéria prima possam estar alinhados nas análises de controle de
densidade de coque, material foco deste trabalho.
Ao final do trabalho realizado foram obtidas 8 amostras, onde 4 amostras padrões de
coque ficaram com o cliente e 4 amostras ficaram com o fornecedor, para que ambos
pudessem realizar a calibragem dos equipamentos para análise de densidade. Cada amostra
35
possui validade de 3 meses, tempo este determinado por histórico do processo, pois a mesa
vibratória usada nas análises degrada as partículas de coque que se chocam entre si.
O presente trabalho foi de grande importância para formação técnica do aluno, pois o
mesmo representa uma atividade de responsabilidade e competência do Engenheiro Químico
atuando tanto em laboratório como na área industrial.
8. CONCLUSÃO
Esse estudo faz uso de várias ferramentas de Qualidade, área de grande importância
para a Engenharia Química, tanto em atividades que abordadas em meio acadêmico, em
laboratório para o desenvolvimento de padrões de substâncias químicas como em meio
industrial como mostrado nesse trabalho.
Por meio do uso da ferramenta ANOVA acompanhada de análise de normalidade,
carta de controle, análise de erros e box-plot foi possível concluir que não há diferenças entre
as oito amostras analisadas a um nível de significância de 5%. Ou seja, pode-se concluir que
essas amostras são padrões secundários validados estatisticamente, e que eles podem ser
utilizados a fim de calibrar os equipamentos necessários para análise de densidade de coque.
Após a utilização do padrão secundário para calibragem dos equipamentos necessários
para análise de densidade, observou-se grande avanço na diferença dos resultados obtidos
pelo fornecedor e pelo cliente. Com isso, a comunicação entre as partes ficou mais clara e as
análises mais confiáveis.
36
9. REFERÊNCIAS BIBLIOGRÁFICAS
Associação Brasileira de Alumínio – ABAL. Cadeia primária. Disponível em:
http://www.abal.org.br/aluminio/cadeia-primaria/. Acessado em: 08 de Setembro de 2014.
CARVALHO, M. M. et al. Gestão da Qualidade: Teoria e Casos. 2. ed. Rio de Janeiro:
Elsevier – ABEPRO, 2012.
CIRILLO, M. A.; FERREIRA, D. F. Extensão do teste para normalidade univariado
baseado no coeficiente de correlação quantil-quantil para caso multivariado. São Paulo:
Revista de Matemática e Estatística, 2003. V.21, n.3, p. 67-84.
COSTA, A. F. B.; EPPRECHT, E. K.; CARPINETTI, L. C. R. Controle Estatístico de
Qualidade. 2 ed. São Paulo: Atlas, 2008. 334p.
FISHER, W. K. Anodes for the Aluminum Industry. R&D Carbon Ltd. 1 ed., p. 197 – 202,
1995.
Grupo
Unimetal.
Sobre
o
Coque.
Disponível
em:
http://www.grupounimetal.co
m.br/index.php@option=com_content&view=article&id=57&Itemid=131.html.
Acessado
em: 08 de Setembro de 2014.
MONTGOMERY, D. C. Design and Analyses of Experiments. 5. ed. Nova York: John
Wiley & Sons, 2001, 684p.
MONTOMERY, D. C.; RUNGER, G. C. Estatística Aplicada e Probabilidade para
Engenheiros. Tradução de Verônica Calado. 4. ed. Rio de Janeiro: LTC – Livros Técnicos e
Científicos, 2009, 490p.
MEMÓRIA, J. M. P. Breve História da Estatística. 1 ed. Brasília: Embrapa Informação
Tecnológica, 2004. 111p.
37
MENDHAM, J.; DENNEY, R. C.; BARNES, J. D.; THOMAS, M. J. K. Vogel: Análise
Química Quantitativa. 6 ed. Rio de Janeiro: LTC, 2008. 462p.
PANCHAL, J.; WYBORNEY, M.; ROLLE, J. Historical and future challenges with the
vibrated bulk density test methods for determining porosity of calcined petroleum coke.
Em: Light Metals, 2011. Estados Unidos: Wiley & Sons, 2011. p. 925-930.
PERIN, E. Padronização reduz custos e agiliza processos. RFID Jornal Brasil. Disponível
em: <http://brasil.rfidjournal.com/noticias/vision?9866>. Acessado em: 06 de setembro de
2014.
PORTAL ACTION. ANOVA – Fatores Aleatórios (2 fatores): Método Hierárquico
(Nested).
Disponível
em:
<http://www.portalaction.com.br/1362-m%C3%A9todo-
hier%C3%A1rquico-nested. Acesso em: 27 de maio de 2014.
VUOLO, J. H. Fundamentos da Teoria de Erros. 2 ed. São Paulo: Edgard Blucher, 1996.
250p.
38
10.
APÊNDICES
APÊNDICE A
Tabela 3 - Cronograma a ser desenvolvido no trabalho de conclusão de curso
Atividades
mar/14
abr/14
mai/14
jun/14
Período
jul/14
ago/14
set/14
out/14
nov/14
dez/14
Revisão Bibliográfica
Planejamento do Experimento
Desenvolvimento do modelo teórico
Entrega TCC (1)
Preparação das amostras
Realização do experimento
Análise dos Dados
Organização do material
Defesa do TCC (2)
APÊNDICE B
Passo a passo realizado no software Minitab para resolução da ANOVA com modelo
hierárquico.
Figura 20. Interface do software Minitab
39
Figura 21. Teste de Normalidade para conjunto de dados referente às análises de VBD
Figura 22. Carta de Controle para conjunto de dados referente às análises de VBD
Figura 23. Histograma para conjunto de dados referente às análises de VBD
40
Figura 24. Teste de igualdade das variâncias para conjunto de dados referente às análises de VBD
Figura 25. Teste ANOVA para conjunto de dados referente às análises de VBD
41
Figura 26. Gráfico de box-plot para conjunto de dados referente às análises de VBD
Figura 27. Gráfico de intervalo de confiança para conjunto de dados referente às análises de VBD.
42
11.
ANEXOS
ANEXO A
Figura 28. Tabela da Distribuição de Fisher-Snedecor (F).
43