CENTRO UNIVERSITÁRIO UNIVATES
CENTRO DE CIÊNCIAS EXATAS E TECNOLÓGICAS
CURSO DE ENGENHARIA DE CONTROLE E AUTOMAÇÃO
Alex Bildhauer
PROJETO DE UMA PLANTA DE MANUFATURA FLEXÍVEL
MULTIDISCIPLINAR
Lajeado, junho de 2014
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Alex Bildhauer
PROJETO DE UMA PLANTA DE MANUFATURA FLEXÍVEL
MULTIDISCIPLINAR
Trabalho
de
Conclusão
de
Curso
apresentado ao Centro de Ciências Exatas e
Tecnológicas
(CETEC),
do
Centro
Universitário UNIVATES, como parte dos
requisitos para a obtenção do título de
bacharel em Engenharia de Controle e
Automação.
Área de concentração: Automação Industrial
Orientador: Prof. Dr. Ronaldo Hüsemann
Lajeado, junho de 2014
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Alex Bildhauer
PROJETO DE UMA PLANTA DE MANUFATURA FLEXÍVEL
MULTIDISCIPLINAR
Este trabalho foi julgado adequado para a obtenção do título de bacharel em
Engenharia de Controle e Automação do CETEC e aprovado em sua forma final pelo
Orientador e pela Banca Examinadora.
Orientador:___________________________
Prof. Ronaldo Hüsemann - UNIVATES
Doutor pela UFRGS – Porto Alegre, Brasil
Banca Examinadora:
Prof. Ms. Henrique Worm - UNIVATES
Mestre pela PPGSPI/UNISC – Santa Cruz do Sul, Brasil.
Prof. Ms. Rodrigo Wolff Porto - UNIVATES
Mestre pelo PPGEE/UFRGS – Porto Alegre, Brasil.
Coordenador do Curso de Engenharia de Controle e Automação:
____________________________
Prof. Rodrigo Wolff Porto
Lajeado, junho 2014
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
DEDICATÓRIA
Dedico este trabalho a minha noiva, em especial pela dedicação e apoio em
todos os momentos difíceis, colaborando para que este trabalho seja concluído com
êxito.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
AGRADECIMENTOS
Ao Orientador, Prof. Dr. Ronaldo Hüsemann, pela oportunidade e incentivo
constante, em proporcionar a realização de um trabalho focado na área, e pelo
auxílio no desenvolvimento deste trabalho.
Aos familiares mais próximos, que compartilharam este momento comigo.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
RESUMO
Neste trabalho é apresentado o projeto de uma planta de manufatura flexível
multidisciplinar, capaz de simular, em um laboratório acadêmico, ambientes típicos
de uma linha de produção industrial. O objetivo principal consiste em auxiliar os
alunos de diferentes cursos de engenharia nas atividades práticas no decorrer do
curso. O projeto é constituído de três esteiras transportadoras que realizam o
deslocamento de produtos, interligadas por dois buffers (pulmão industrial), que
permitem o acúmulo dos produtos e tornam as esteiras independentes, e ainda,
duas esteiras de trinta centímetros com células de cargas para a pesagem dos
potes. No processo estão previstas as etapas de envase, colocação da tampa e do
lacre, pesagem e inspeção do produto, representando uma linha de produção. A
planta, por ser flexível, permite não só a alteração do layout, como também a
colocação e alteração de diferentes equipamentos industriais (motores, sensores e
atuadores). O controle dos processos ocorre por intermédio de um CLP, conectado
a inversores de frequência, drivers, relés e contatoras, e, com o intuito de monitorar
a planta, desenvolveu-se um supervisório. Este trabalho contempla o projeto
mecânico dos módulos, assim como sua automação.
Palavras-chave: Laboratório didático de engenharia. Sistema flexível de
manufatura. Manufatura integrada por computador. Planta flexível de manufatura
didática.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
ABSTRACT
This paper presents, the design of a flexible multidisciplinary manufacturing plant,
able to simulate, in an academic laboratory, typical environments of an industrial
production line. The main objective is to assist students of different engineerings in
practical activities throughout the course. The project is comprised of three conveyor
belts that transport products, joined by two buffers, which allow the accumulation of
products and become independent and also two mats a foot with load cells for
weighing pots. The process steps provided are filling, capping and sealing, weighing
and inspection of the product, representing a production line. The plant, to be flexible,
allows not only to change the layout, as well as the placement and amendment of
various industrial equipment (motors, sensors and actuators). The process control is
provided by a PLC connected to AC drives, drivers, relays and contactors and in
order to monitor the plant, it was developed a supervisory. This work describes the
mechanical design of the modules as well as its automation.
Keywords: Didactic laboratory engineering. Flexible manufacturing system.
Computer integrated manufacturing. Flexible manufacturing plant didactic.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
LISTA DE FIGURAS
Figura 1 - Laboratório de Robótica LABCIM (ULBRA) .................................................... 16
Figura 2 – Projeto planta de manufatura didática............................................................. 18
Figura 3 - Esteira articulada ................................................................................................. 24
Figura 4 - Esteira de arraste ................................................................................................ 24
Figura 5 - Esteira balanceada .............................................................................................. 25
Figura 6 - Esteira de roletes livres ...................................................................................... 26
Figura 7 - Esteira de correia plana (Lona) ......................................................................... 26
Figura 8 - Ponte Wheatstone ............................................................................................... 27
Figura 9 - Célula de carga .................................................................................................... 28
Figura 10 – Sistema de pesagem por bateladas .............................................................. 29
Figura 11 - Sistema de pesagem de fluxo contínuo......................................................... 30
Figura 12 - Mesa Acumuladora de Frascos ...................................................................... 31
Figura 13 – Desenho esquemático dosador gravimétrico............................................... 33
Figura 14 - Dosador volumétrico ......................................................................................... 34
Figura 15 - Estrutura física de um CLP .............................................................................. 36
Figura 16 - Módulo de controle ............................................................................................ 41
Figura 17 - Motor CC............................................................................................................. 42
Figura 18 - Atuador elétrico .................................................................................................. 43
Figura 19 - Planta CIM (FAMEC) ........................................................................................ 44
Figura 20 – Almoxarifado Automatizado ............................................................................ 45
Figura 21 - Sistema flexível de manufatura ....................................................................... 45
Figura 22 - Planta baixa da sala e Layout do projeto. ..................................................... 48
Figura 23 - Layout da planta de manufatura flexível multidisciplinar. ........................... 49
Figura 25 - Esteira transportadora projetada no Sketchup. ............................................ 51
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 26 - Afastamento dos roletes................................................................................... 52
Figura 27 - Disposição dos roletes ..................................................................................... 54
Figura 28 - Eixo de tração .................................................................................................... 54
Figura 29 - Base de fixação ................................................................................................. 55
Figura 30 – Haste ajustável ................................................................................................. 56
Figura 31 - Esteira Transportadora ..................................................................................... 57
Figura 32 - Pote 0,9L com tampa de pressão. .................................................................. 58
Figura 33 - Buffer, projeto no Sketchup. ............................................................................ 60
Figura 34 - Capacidade do Buffer. ...................................................................................... 60
Figura 35 - Cancela eletromecânica. .................................................................................. 61
Figura 36 - Rampa do alimentador (chapa metálica lisa) ............................................... 62
Figura 37 – Alimentador do Buffer ...................................................................................... 63
Figura 38 - Novo sistema de lemes (vista lateral) ............................................................ 63
Figura 39 - Base com regulagem ........................................................................................ 64
Figura 40 - Cancela eletromecânica ................................................................................... 65
Figura 41 - Acionamento da base giratória ....................................................................... 66
Figura 42 - Esteira de pesagem, projeto no Sketchup. ................................................... 68
Figura 43 - Sistema de pesagem ........................................................................................ 69
Figura 44 - Célula de carga SMP ........................................................................................ 70
Figura 45 - Circuito utilizado para condicionar o sinal da célula de carga ................... 70
Figura 46 - Motor elétrico trifásico embutido no rolete de tração................................... 72
Figura 47 - Guias para instalação de atuadores, sensores e direcionamento de
produtos................................................................................................................................... 73
Figura 48 - Produto escolhido .............................................................................................. 74
Figura 49 - Eclusa dosadora ................................................................................................ 74
Figura 54 - Placa de controle do motor de passo............................................................. 81
Figura 55 - Circuito placa de controle do motor de passo .............................................. 82
Figura 56 – Câmera dosadora ............................................................................................. 83
Figura 60 - Gráfico de desaceleração e aceleração do inversor de frequência .......... 91
Figura 61 – Experimento montado para validar a independência dos módulos ......... 92
Figura 62 – Supervisório....................................................................................................... 98
Figura 62 - Planta didática Univates ................................................................................... 99
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
LISTA DE TABELAS
Tabela 1 - Frequência X Rotação da base giratória ........................................................ 66
Tabela 2 - Peso produto x Sinal elétrico do circuito amplificador de sinal ................... 71
Tabela 3 – Mapeamento Entradas e Saídas do CLP ...................................................... 85
Tabela 4 - Velocidade esteira x Vazão do sistema de dosagem ................................... 90
Tabela 5 – Amostras de peso coletadas ............................................................................ 95
Tabela 6 - Avaliação das amostras coletadas .................................................................. 96
Tabela 7- Dosagens x Quantidade bolinhas ..................................................................... 97
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
LISTA DE ABREVIATURAS
ABNT:
Associação Brasileira de Normas Técnicas
CA:
Corrente Alternada
CC:
Corrente Contínua
CEFET-PR:
Centro Federal de Educação Tecnológica do Paraná
CIM:
Computer Integrated Manufacturing
CLP:
Controlador Lógico Programável
CN:
Comando Numérico
CNC:
Comando Numérico Computadorizado
CP:
Communications Processors
CPU:
Central Processing Unit
CV:
Cavalo-Vapor
FM:
Function Modules
FMC:
Flexible Manufacturing Cell
FMS:
Flexible Manufacturing System
IGBT:
Insulated Gate Bipolar Transistor
IHM:
Interface Homem-Máquina
IM:
Interface Modules
PC:
Personal Computer
PIC:
Programmable Intelligent Computer
PS:
Power Source
PUC:
Pontifíca Universidade Católica
PWM:
Pulse Width Modulation
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
RPM:
Rotação Por Minuto
SM:
Signal Modules
SMP:
Sistema de Medição Padrão
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
SUMÁRIO
1
INTRODUÇÃO ............................................................................................................... 15
2 FUNDAMENTAÇÃO TEÓRICA .................................................................................. 20
2.1
Sistemas Flexíveis de Manufatura ...................................................................... 20
2.2
Linhas de produção ................................................................................................ 22
2.3
Esteiras transportadoras ....................................................................................... 23
2.3.1
Esteira articulada ................................................................................................. 23
2.3.2
Esteira arraste ...................................................................................................... 24
2.3.3
Esteira balanceada .............................................................................................. 25
2.3.4
Esteira de roletes livres ..................................................................................... 25
2.3.5
Esteira de correia plana (lona) ......................................................................... 26
2.4
Células de Carga ...................................................................................................... 27
2.5
Sistemas de pesagem ............................................................................................ 28
2.5.1
Sistemas de pesagem em movimentos por bateladas .............................. 29
2.5.2
Sistemas de pesagem industrial fluxo contínuo ......................................... 30
2.6
Mesa acumuladora de produtos (buffer industrial) ........................................ 31
2.7
Dosadores ................................................................................................................. 32
2.7.1
Dosador gravimétrico (mássico) ..................................................................... 32
2.7.2
Dosador volumétrico .......................................................................................... 33
2.8
Sensores .................................................................................................................... 35
2.9
Controlador Lógico Programável (CLP) ............................................................ 35
2.10 Motor elétrico de Indução...................................................................................... 37
2.11 Inversores de Frequência ...................................................................................... 38
2.12 Princípio de funcionamento do Motor de Corrente Contínua (CC) ............ 41
2.13 Atuador elétrico linear ............................................................................................ 42
2.14 Laboratórios de automação .................................................................................. 44
3 DESCRIÇÃO DO PROJETO ....................................................................................... 47
3.1
Funcionalidades....................................................................................................... 50
3.2
Esteiras transportadoras ....................................................................................... 51
3.3
Implementação do sistema de transporte ........................................................ 53
3.4
Escolha da embalagem .......................................................................................... 57
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
3.5
3.6
3.7
3.8
3.9
3.10
3.11
Buffers (Pulmão industrial) ................................................................................... 59
Implementação do sistema de Buffer ................................................................ 61
Etapas da pesagem ................................................................................................. 67
Implementação do sistema de pesagem ........................................................... 69
Silo dosador .............................................................................................................. 73
Implementação do sistema de dosagem........................................................... 78
Sistema de controle ................................................................................................ 84
4 RESULTADOS ............................................................................................................... 88
4.1
Validação das esteiras ........................................................................................... 88
4.1
Validação do buffer (pulmão industrial) ............................................................ 91
4.1.1
Experimento para validar a independência dos módulos ........................ 92
4.1.2
Controle de fluxo de produtos ......................................................................... 92
4.2
Validação do sistema de pesagem ..................................................................... 93
4.3
Validação do dosador ............................................................................................. 96
4.3.1
Tempo de um ciclo completo de dosagem................................................... 96
4.3.2
Tempo de desbloqueio da câmara dosadora............................................... 97
4.3.3
Exatidão do sistema de dosagem ................................................................... 97
4.4
Montagem do experimento ................................................................................... 98
5
CONCLUSÃO .............................................................................................................. 100
6
SUGESTÃO PARA TRABALHOS FUTUROS....................................................... 101
REFERÊNCIAS ................................................................................................................... 102
ANEXO .................................................................................................................................. 110
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
15
1
INTRODUÇÃO
O ensino de engenharia exige uma sólida formação teórica, que deve estar
constantemente aliada a atividades práticas didáticas e condizentes com a realidade
exigida pelo mercado de trabalho. Propiciar aos alunos vivências desse ambiente é
uma das formas de estimular o raciocínio e a criatividade para desenvolver soluções
inovadoras (BARBOSA et al., 2006).
Para tanto, os cursos de engenharia podem fazer uso de laboratórios
didáticos capazes de simular as diversas atividades que são praticadas no dia a dia
deste profissional (PAVÃO; PINHEIRO; NETO, 2007). A competitividade entre
empresas, onde existe uma busca constante pelo aumento de produtividade,
qualidade e flexibilidade, exige uma sólida capacitação dos profissionais (PROENÇA
et al., 1995).
O fenômeno da globalização vem causando mudanças no perfil dos
consumidores nas últimas décadas. No passado esses se adaptavam aos produtos
existentes no mercado e, atualmente, os produtos são moldados conforme o perfil
dos consumidores, o que obriga as empresas a modernizar, constantemente, seus
métodos produtivos (SANTOS, 2007).
Os sistemas de produção com características únicas perdem espaço para
sistemas flexíveis. Com o intuito de acompanhar as mudanças, algumas empresas
implantam o conceito de Flexible Manufacturing System (FMS), como alternativas
viáveis que possibilitam flexibilidade, diversidade e custo acessível (SANTOS, 2007).
Os FMS foram criados visando produzir com diferentes níveis de complexidade e
com agilidade para um mercado que se tornou exigente, buscando nos produtos
mais conveniência e autenticidade. Para tanto, as empresas precisam manter o
contato com o cliente e entender aspectos do perfil do consumidor. Necessitam
adequar os produtos às novas tendências, sendo necessário que a troca de lotes e
volumes nos processos de produção ocorra dinamicamente, de forma que a
alteração da fabricação de produtos se torne possível e rápida (PINTO, 2005).
16
Diante desse contexto, surge a necessidade de formar profissionais que
estejam preparados para o mercado, acostumados a lidar e a criar novas
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
características para os sistemas existentes, de forma a torná-los sistemas flexíveis.
Para tanto, é preciso disponibilizar estruturas didáticas modernas e flexíveis, que
sejam condizentes com os tempos atuais e capazes de simular as diversas
situações existentes em um ambiente industrial
(BOARETTO; SANZOVO;
SCANDELARI, 2004).
Atualmente as instituições de ensino buscam alternativas didáticas para
melhorar a formação dos alunos. As instituições de ensino ULBRA, de Canoas - RS
e a Universidade Presbiteriana Mackenzie, situada na cidade de São Paulo – SP,
oferecem aos seus alunos plantas didáticas. O laboratório da primeira Instituição, o
LABCIM (FIGURA 1) simula uma minifábrica, controlada por um Controlador Lógico
Programável (CLP); a planta é composta por oito estações, onde os estudantes
colocam em prática conceitos de mecatrônica, elétrica e informática (ULBRA, 2013).
Figura 1 - Laboratório de Robótica LABCIM (ULBRA)
Fonte: (ULBRA, 2013).
Já a segunda Instituição dispõe de uma planta que possibilita o estudo e
interação de um sistema de produção, desde a entrada da matéria-prima, passando
pelas estações de usinagem, controle dimensional da peça e sua armazenagem final
(MACKENZIE, 2012).
No mercado atual existem plantas didáticas capazes de simular processos
industriais, entretanto, possuem custo elevado, restrições de uso (limitação de
sensores e atuadores, troca de motores e quantidade de alunos), bem como
17
possuem dimensões pré-definidas, as quais podem não se ajustar ao tamanho do
local de instalação. Conciliando esses fatos com a oportunidade de estruturar um
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
laboratório personalizado, onde mais de um grupo de alunos possa trabalhar e que
possua módulos de uso flexível surgiu a iniciativa desta proposta.
O objetivo desse trabalho é apresentar o desenvolvimento de uma planta de
manufatura flexível didática, como uma ferramenta que possa contribuir na
aprendizagem dos acadêmicos de engenharia. O projeto contempla a estrutura de
uma planta onde os alunos possam executar e monitorar diferentes tarefas, entre
elas: dosagem, colocação de tampa, lacre, controle de fluxo, pesagem, contagem,
controle de qualidade, separação e armazenamento de produtos. Além dessas
características, propõe-se que a planta seja operada simultaneamente por até três
grupos diferentes, possibilitando a realização de diferentes atividades.
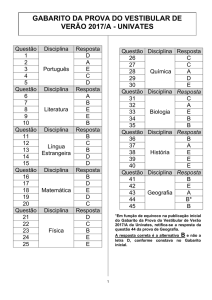
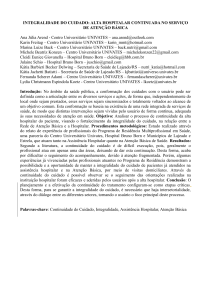
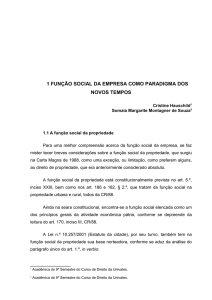
Dessa forma, o projeto (FIGURA 2) é composto por esteiras transportadoras
que possibilitam a utilização de diferentes motores, onde os alunos possam
automatizar diferentes partidas de motores. As esteiras possuem guias ajustáveis, a
fim de auxiliar no transporte de produtos de tamanhos diferentes e também na
instalação de sensores e atuadores para a simulação de diferentes processos
industriais. É composto, ainda, por mesas acumuladoras, que atuam como
armazenadoras de produtos, quando utilizadas no final da linha ou como sistema de
transporte entre esteiras, podendo absorver diferenças de velocidade e controlar o
fluxo de produtos. Nesse módulo utilizou-se um motor trifásico controlado por um
inversor de frequência, sensores e fim de cursos. A estrutura metálica das mesas
acumuladoras foi projetada permitindo ajustes na sua altura e no direcionamento do
fluxo dos produtos. Além disso, o projeto possui sistemas de pesagem com célula de
carga ligada a um driver que condiciona o sinal emitido pela mesma, deixando-o
compatível com controladores lógicos, como o CLP. Por fim, o projeto contempla um
sistema de dosagem com regulagem para diferentes embalagens, com atuadores
elétricos e com chaves fim de cursos. Para o sistema de controle da dosagem foi
desenvolvido um driver de controle, que possibilita a alteração, tanto na quantidade
dosada quanto em sua velocidade. Também estão previstos sistemas de tampas e
lacre, bancadas com CLPs, inversores de frequência e outros acionamentos, bem
como a implantação de supervisórios através da Interface Homem-Máquina (IHM).
18
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 2 – Projeto planta de manufatura didática
Fonte: o autor.
Para a validação do projeto foram realizados testes onde se avaliou a
calibração do sistema de pesagem. Além disso, realizou-se o sincronismo entre a
velocidade das esteiras transportadoras e os sistemas de dosagem, bem como se
ajustou a velocidade dos buffers, com intuito de deixá-los compatíveis com os
demais módulos. Nos buffers foi ainda necessário testar o controle do fluxo de saída
dos produtos. Por fim, realizou-se a montagem de um quadro de comando e um
sistema supervisório de forma a avaliar o funcionamento e as funcionalidades da
planta. Após a montagem foram realizadas simulações dos seguintes processos:
controle de velocidade das esteiras e dos buffers, dosagem de produtos, contagem
dos potes, pesagem dos produtos e controle de fluxo. A partir disso, conclui-se que
a planta é válida para as atividades descritas e que, além disso, permite que sejam
realizados outros experimentos.
Em resumo, esse trabalho está dividido da seguinte maneira: no capítulo 2
deste documento é apresentada uma revisão bibliográfica dos conceitos inerentes
ao projeto proposto; o capítulo 3 apresenta a descrição da proposta e o projeto dos
módulos de uma forma detalhada, bem como o desenvolvimento da parte mecânica
19
e elétrica. Além disso, nesse capítulo são definidas as funcionalidades da planta e
também a escolha do produto; o capítulo 4 descreve a experimentação, que detalha
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
como foram desenvolvidos os testes para obtenção dos resultados e validação da
proposta; e por fim, no capítulo 5 são apresentadas as conclusões do trabalho e
propostas de trabalhos futuros.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
20
2
FUNDAMENTAÇÃO TEÓRICA
Neste capítulo são abordados os fundamentos teóricos dos sistemas flexíveis
de manufatura e seus principais componentes, tais como modelos de esteiras
transportadoras, tipos de sistema de pesagem e a definição de mesa acumuladora.
Além disso, são abordadas as tecnologias de sensores, controladores lógicos
programáveis e atuadores complementando os conhecimentos necessários para o
entendimento desse trabalho.
2.1 Sistemas Flexíveis de Manufatura
Os sistemas de manufatura têm sofrido mudanças nos últimos anos, como a
redução do ciclo de vida dos produtos e a diversificação dos mesmos com demanda
de pequenos e médios lotes (lotes variados). Em consequência disso, os conceitos
de fabricação em massa de produtos padronizados, aplicados até então, mostramse ultrapassados, demandando tempo excessivo para adaptar o processo de
fabricação de diferentes produtos. A partir de então, uma nova filosofia de produção
foi adotada, sendo que as fábricas são projetadas visando a diminuição dos
inventários em processo e diversificação da produção sem perda de produtividade.
As empresas que satisfazem a esses requisitos são chamadas de fábricas flexíveis.
Elas possuem sistemas flexíveis de manufatura capazes de fabricar produtos
economicamente e em volumes pequenos com agilidade de resposta a mudanças
de mercado, problemas de qualidade, alteração de design de produtos, entre outros
fatores (PROENÇA et al., 1995).
Ainda, segundo o mesmo autor, um FMS é um sistema capaz de produzir
uma variedade de tipos de peças e produtos. Esses sistemas são compostos por
processos flexíveis, automatizados e interligados por linhas de produção. Nas
FMS’s, peças com características distintas seguem fluxos por diferentes esteiras
dentro do processo. Esse princípio pode ser utilizado para a fabricação de lotes e
fabricação unitária, conforme a necessidade de produção.
21
Os sistemas flexíveis de manufatura buscam obter alta produtividade aliada a
uma grande agilidade, surgindo como uma forma eficiente e competitiva para
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
atender a demanda do mercado atual. Este princípio de manufatura evoluiu
rapidamente, sendo instalado em formatos diferentes e em tipos variados de
empresas (SCIARRA, 2007). Um FMS, além de ser composto por máquinas
automatizadas também deve estar ligado a um sistema de comunicação e de
controle, com capacidade para mudanças no sistema de produção de forma rápida e
econômica (FERREIRA, 2012).
O controle dos equipamentos de produção é feito por meio de CLPs ou
computadores, que utilizam as informações da manufatura, para o planejamento e
controle da produção de forma integrada (MUND et al., 2005 apud SCIARRA, 2007).
São máquinas multifuncionais, interligadas por sistemas de transportes de materiais
com intuito de viabilizar economicamente a produção de baixo e médio volume
(DALLEASTE, 2013).
As funções do CLP e do computador são fundamentais no processo, pois são
responsáveis pelo controle do sistema de transporte, sistema de transferência de
cargas de uma máquina para a outra.
Segundo (BOARETTO; SANZOVO; SCANDELARI, 2004), os componentes
principais de um FMS são a estação de trabalho composta por máquinas –
ferramentas ou centros de trabalho mais sofisticados automatizados, que
desempenham operações mecânicas; pode ter robôs que movem peças de e para
essa estação de trabalho; instalações que movem peças entre as estações de
trabalho, além de um sistema central de controle, cuja função é a de controlar e
coordenar
as
atividades
do
sistema,
como
também
o
planejamento
e
sequenciamento de produção e o roteamento das peças.
Um exemplo simples de FMS é um sistema de controle por computador ou
CLP, formado por duas ou mais máquinas Comando Numérico Computadorizado
(CNC), equipado com um sistema robotizado de transferência automática de peças
de uma máquina para outra, também capaz de operar por horas sem parar. O
computador controla o sistema desde a entrada do suprimento até a finalização do
processo, produzindo uma variedade de produtos sem a necessidade de paradas
22
para troca de ferramentas ou readequação do processo, ou seja, é possível
modificar a fabricação de um produto por outro sem que se interrompa o processo.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
A alteração dos produtos é realizada por rotinas de programação salvas na memória
do computador ou CLP, elas são executadas conforme demanda de cada produto,
nesse procedimento não há necessidade de intervenção humana na operação
(NETO, 2011).
2.2
Linhas de produção
As linhas de produção surgiram a partir do século XVII, com a necessidade
das indústrias desenvolverem seus processos de fabricação, aumentando eficiência
produtiva e buscando maneiras de reduzir e controlar os gastos, monitorando a
produtividade e o trabalhador. Diante disso, foram criados novos modelos de
produção que evoluíram no decorrer da história. Com Frederick Taylor surgiu a ideia
de dinamizar o trabalho na indústria, acreditava na especialização dos funcionários,
cada operário realizava apenas uma tarefa. Assim, era possível controlar o tempo
gasto na realização da tarefa, e premiar aqueles que tinham um grande rendimento
em seu trabalho (FREITAS, 2013).
Baseado na especialização da função, Henry Ford, instalou na linha de
montagem de sua fábrica automobilística, esteiras, à medida que o produto se
deslocava na esteira, o trabalhador desenvolvia a sua função, para a qual foi
treinada. Com isso, Ford visava diminuir o tempo gasto no deslocamento das peças,
em consequência o custo de produção e, principalmente, realizar a produção em
massa (FREITAS, 2013).
Já na década de 1970, no Japão, foi criado o sistema de produção, sua base
é na tecnologia da informática e robótica, o primeiro sistema implantado foi na
fábrica da Toyota. Nele o operário não fica limitado apenas a uma atividade, mas
sim, desenvolve diversas atividades na produção. A partir disso, foi criado o just-intime, que significa produzir a partir de um tempo já estipulado, possibilitando o
controle de estoque de produtos acabados e da matéria-prima. Atualmente, a maior
parte das indústrias utilizam linhas de produção automatizadas, conciliando
23
execução manual e automatizada, com isso, é possível organizar e gerenciar a
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
produção de modo geral (FREITAS, 2013).
2.3
Esteiras transportadoras
As esteiras transportadoras estão presentes em vários processos industriais,
pois possuem a capacidade de transportar suprimentos e produtos entre estações
de trabalhos de um local para o outro, proporcionando agilidade entre os
procedimentos industriais existentes (BARRETO; ARAUJO, 2010). Atualmente, são
utilizadas em várias áreas, como por exemplo: indústria alimentícia, construção civil,
automobilística, metalúrgica, farmacêutica, gráfica, em mineração, na agricultura, no
transporte de grãos, no carregamento de caminhões, em portos e aeroportos
(LEMAQUI, 2013).
Segundo (DANTE, 2009), entre as esteiras transportadoras utilizadas nos
processos industriais automatizados as que se destacam são as esteiras de roletes,
correias e correntes. Os principais tipos são descritos nas seções a seguir.
2.3.1 Esteira articulada
Esteira articulada, fabricada com placas individuais, normalmente em aço e
guiadas por duas correntes laterais para roletes. Este tipo de esteira é adequado
para o transporte de grandes quantidades, visto que sua correia transportadora é
toda fabricada em aço. Também é indicada para transportes inclinados, uma vez
que os arrastadores individuais são soldados intercalados e sobrepostos, de forma a
evitar o escorregamento em ângulos de subidas (LOSUNG, 2012). A esteira
articulada é exibida na Figura 3.
24
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 3 - Esteira articulada
Fonte: (LOSUNG, 2012).
2.3.2 Esteira arraste
Já as esteiras de arraste são utilizadas para o deslocamento de pequenos
fragmentos. Elas são constituídas por chapas individuais, guiadas por correias
laterais, cada módulo é constituído por arrastadores intercalados, com isso é
possível transportar os fragmentos de forma contínua (LOSUNG, 2012).
Figura 4 - Esteira de arraste
Fonte: (LOSUNG, 2012)
25
2.3.3 Esteira balanceada
Outro modelo facilmente encontrado em processos industriais é a esteira
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
transportadora metálica balanceada, indicada para o transporte de peças tanto em
temperatura ambiente como elevada, podendo chegar até 1.200 ºC. A base
transportadora é formada por vigas de aço entrelaçadas e o deslocamento acontece
através de um motorredutor, que gira um conjunto de engrenagens que, por sua vez,
fazem o deslocamento da correia de transporte (LOSUNG, 2012).
Figura 5 - Esteira balanceada
Fonte: (LOSUNG, 2012).
2.3.4 Esteira de roletes livres
A esteira de roletes livres é o modelo mais simples, pois não possui
acionamento elétrico. Seu princípio de funcionamento é baseado na gravidade. Os
produtos deslizam de um lado para o outro através da diferença de altura entre suas
extremidades. É normalmente utilizada para pequenas distâncias (BARRETO;
ARAUJO, 2010).
26
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 6 - Esteira de roletes livres
Fonte: (EXIMAQ, 2013).
2.3.5 Esteira de correia plana (lona)
O modelo tradicional de esteira é o de correia plana (lona) sobre roletes,
utilizada para cargas leves, apoiadas em leitos de chapas com ou sem revestimento,
podendo ser de fluxo contínuo ou intermitente, com velocidade fixa ou variada. É
normalmente utilizado para linhas retas e geralmente possui custo mais baixo em
relação às demais esteiras transportadoras (DIAS et al., 2010).
Figura 7 - Esteira de correia plana (Lona)
Fonte: (TEKROLL, 2013).
27
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
2.4 Células de Carga
As células de carga são estruturas mecânicas projetadas para receber
esforços de compressão e tração. A partir dos quais as células deformam-se dentro
do regime elástico em que foram projetadas. O nível de deformação é pequeno, mas
suficiente para gerar um pulso elétrico compatível com a carga aplicada, dessa
forma pode-se definir uma célula de carga como sendo um transdutor de medição de
força. Seu princípio de funcionamento baseia-se na variação da resistência ôhmica
de um sensor denominado de extensômetro ou strain gages, quando submetido a
uma deformação sofrem uma variação na resistência proporcional a força aplicada.
Os strain gages são ligados entre si através de uma Ponte Wheatstone (FIGURA 8),
com ela é possível avaliar as tensões e forças as quais a célula de carga é
submetida (VARGAS, 2006).
Figura 8 - Ponte Wheatstone
Fonte: (VARGAS, 2006).
Na Figura 8, Ve é o ponto de alimentação do circuito. Já R1, R2, R3 e R4 são
os resistores variáveis (extensômetros ou strain gages). Um aumento na tensão
mecânica sobre um deles provoca um aumento da sua resistência, gerando uma
variação no ponto Vs, sinal de saída (VARGAS, 2006).
Os modelos tradicionais de células de carga possuem proteção contra
ambientes agressivos e também são resistentes à vibração e impacto. Além disso,
28
possuem tamanho compacto, podendo ser instalados em locais de difícil acesso. A
célula de carga pode ser visualizada na Figura 9.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 9 - Célula de carga
Fonte: (VALE, 2014).
2.5 Sistemas de pesagem
O sistema de pesagem tem como finalidade medir a massa de um
determinado material, empregando os princípios de balanças eletrônicas que
normalmente utilizam células de carga, e estão presentes em vários processos
industriais, em formatos e modelos diferentes (SANTOS et al., 2013). Os principais
modelos de balanças utilizadas na indústria são:
Balança analítica, instrumento capaz de medir com precisão pequenas
massas;
Balança semianalítica, modelo com precisão inferior, entretanto
possibilita medições precisas de até três casas decimais, após a vírgula;
Balança eletrônica de precisão, modelo normalmente construído com
células de cargas, elas podem apresentar pequenas variações nas medidas;
Balança de ponte rolante, equipamento com grande capacidade,
utilizado para o deslocamento de grandes cargas efetuando a pesagem ao mesmo
instante;
Balança rodoviária, utilizada para controle de carga nas rodovias,
podem suportar até toneladas;
29
Balança dosadora, empregada na dosagem de produtos utilizados na
fabricação de misturas industriais;
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Balança integradora, equipamentos projetados normalmente para
sistemas em movimentos (MOREIRA, 2005).
2.5.1 Sistemas de pesagem em movimentos por bateladas
Um dos sistemas de pesagem industrial em movimento é feito por bateladas,
onde os processamentos dos materiais são cíclicos com métodos repetíveis,
produzindo em quantidades finitas o mesmo ou diferentes produtos. As receitas
podem ser alteradas normalmente sem necessidade de parar a produção
(SCHNEIDER, 2012). A Figura 10 ilustra o sistema de pesagem por bateladas.
Figura 10 – Sistema de pesagem por bateladas
Fonte: (SCHNEIDER; 2012).
Os ingredientes são armazenados nos silos superiores (material 1, 2, 3 e 4),
sendo as dosagens controladas pelo CLP, que as monitora através da célula de
carga instalada na caçamba de pesagem. Ele processa as informações e as
disponibiliza para o operário através de um sistema supervisório. A receita pode ser
configurada no sistema supervisório pelo operador e transmitida ao CLP, que
controla o comando elétrico, e esse por sua vez aciona a rosca sem fim, dosando a
quantidade definida no supervisório. Quando a receita estiver pronta esta é
despejada na esteira transportadora que movimenta a matéria-prima até o
30
misturador, onde é feito o produto. Esse sistema de pesagem é característico de
linhas de produção, podendo ser utilizado para produtos sólidos e líquidos (MATOS,
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
2007).
2.5.2 Sistemas de pesagem industrial fluxo contínuo
Outro sistema é formado por uma balança integradora. Nele, o sinal de
indicação de peso é somado a todo instante, fazendo a leitura da quantidade de
material que foi transportado. São ideais para indústrias que necessitam pesagem
contínua, tanto para mistura de matéria-prima como para totalização de produtos
(VARGAS, 2006).
O sistema de pesagem de fluxo contínuo (FIGURA 11) é semelhante ao de
bateladas. Neste processo a pesagem acontece em três momentos. No primeiro
ocorre o enchimento da caçamba de pesagem e, quando o peso de referência for
atingido, o sistema faz o fechamento da comporta da caçamba de carga. O próximo
procedimento é abertura da caçamba de pesagem, despejando o produto até que
ela esteja vazia. No terceiro momento a caçamba de carga estará cheia, pois o fluxo
de acúmulo dos produtos manteve-se ativo durante os demais procedimentos.
Dessa forma, o fluxo desse sistema de pesagem mantém-se normalmente constante
(SCHNEIDER, 2012).
Figura 11 - Sistema de pesagem de fluxo contínuo
Fonte: (SCHNEIDER; 2012).
31
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
2.6 Mesa acumuladora de produtos (buffer industrial)
A mesa acumuladora de produtos é utilizada nos processos industriais para
transportar frascos (potes) num pequeno espaço, transportando de um processo
para o outro ou simplesmente acumulando frascos no final do processo. Outra
função que esse equipamento exerce na automação industrial é aumentar a
capacidade do pulmão da esteira transportadora, acumulando frascos em sua base
giratória, normalmente eliminando diferenças de velocidade entre esteiras
transportadoras. Seu acionamento normalmente ocorre por motor, redutor e
controlado por um inversor de frequência. Os modelos atuais possuem guias
ajustáveis que direcionam o produto conforme necessidade da aplicação (ESATEC,
2014). Na Figura 12, é apresentado um modelo de uma mesa acumuladora circular.
Figura 12 - Mesa Acumuladora de Frascos
Fonte: (LEWESMAQ, 2014).
Conforme é possível visualizar na Figura 12, os produtos são transportados
por uma esteira de correia plana até a entrada na mesa acumuladora, a qual possui
uma base giratória e por intermédio de movimentos circulares, transporta os
produtos até a saída da mesa acumuladora. Além disso, alguns modelos servem
como pulmão industrial, absorvendo diferenças de velocidades entre processos e
também servindo como base acumuladora. Para isso, possuem atuadores como
32
cancelas que servem para bloquear a passagem das embalagens, geralmente potes
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
ou garrafas.
2.7 Dosadores
Dosador é um equipamento utilizado em indústrias de alimentos, plásticos,
concretos e entre outras, para fornecer a quantidade apropriada de produto para uso
específico (SILVA et al., 2011). Normalmente são utilizados para preparar soluções,
incremento de suplementos e também para reabastecimento de produtos. Pode-se
dividir, basicamente, em dois tipos, gravimétrico (mássico) e volumétrico.
2.7.1 Dosador gravimétrico (mássico)
O gravimétrico é um dosador por peso que atua com o princípio diferencial,
controla e regula o fluxo em função do peso (SILVA, 2011). Na dosagem
gravimétrica a leitura do peso de cada componente acontece em tempo real, neste
sistema, o silo de pesagem é posicionado sobre células de cargas, e por intermédio
delas a pesagem do material acontece automaticamente. O processo é monitorado
normalmente por um microprocessador, que controla e libera a mistura quando
atinge o peso programado. Além disso, quando ligado a um computador possui
recurso de gerenciamento de produção (INEAL, 2013).
Segundo (SILVA, 2011) esse tipo de dosador é aplicado na indústria na
pesagem de partículas sólidas que possuem formatos e tamanhos diferentes. O
exemplo de um dosador gravimétrico é ilustrado na Figura 13.
33
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 13 – Desenho esquemático dosador gravimétrico
Fonte: (INEAL, 2013)
Na Figura 13 os silos armazenadores são preenchidos com a matéria-prima
para dosagem. Em alguns sistemas são instalados visores de inspeção, onde o
operador pode monitorar visualmente o reabastecimento da matéria-prima, também
como opcional podem ter sensor que informa a falta dela. Já o silo de pesagem faz o
controle de peso de cada matéria, liberando-a para o misturador quando o peso
desejado for atingido.
2.7.2 Dosador volumétrico
O princípio de funcionamento dos dosadores volumétricos é a dosagem de
materiais por volume, neste sistema é feito uma calibração inicial, que determina o
peso do material em relação ao seu volume, porém sua precisão depende da
homogeneidade das partículas. Esse sistema de dosagem é utilizado nas indústrias
em sistemas contínuos, adicionando aditivos às misturas, com o processo em
andamento. Normalmente os dosadores volumétricos são controlados por
microprocessadores que comandam variadores eletrônicos de velocidade, como
inversores de frequência, equipamentos que controlam a vazão e garantem a
34
precisão do sistema (NETO, 2011). A Figura 14 ilustra um sistema de dosagem
volumétrico.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 14 - Dosador volumétrico
Fonte: (NETO, 2011).
O dosador volumétrico ilustrado na Figura 14 é um dosador com rosca,
utilizado para dosagem de partículas pequenas. O sistema é controlado pelo painel
de controle, o qual possui equipamentos que controlam e ajustam a dosagem
conforme programado, onde o motor acoplado a caixa de redução de velocidade é
controlado de forma a movimentar a rosca, dosando em sua saída o volume
estabelecido do material armazenado no silo.
Os dosadores volumétricos são utilizados para dosar com intervalo de tempo
pré-determinado, empregados em indústrias que trabalham com líquidos, em pó ou
partículas (SILVA, 2011).
Alguns modelos atuais utilizam em conjunto os dois princípios, gravimétrico e
volumétrico. Neste sistema a informação do peso é recebida pelo sensor da balança
e a dosagem acontece por intermédio de um dosador volumétrico, de forma
constante, em um percentual pré-ajustado. Neste processo o transporte ocorre por
gravidade, entretanto possui uma balança incorporada que monitora a dosagem que
ocorre normalmente por rosca (SILVA, 2011).
35
2.8 Sensores
Os sensores são dispositivos específicos que transformam uma variável física
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
de interesse em uma grandeza passível de processamento, monitorando-a e
transmitindo-a para um sistema que seja capaz de interpretá-la. Normalmente os
sensores são transdutores elétricos, pois transformam os sinais de entradas,
grandezas físicas em elétricas, medida e indicada por um circuito elétrico,
geralmente um medidor. As principais grandezas geradas pelos sensores são:
corrente e tensão elétrica (MACHADO, 2006).
Os modelos mais utilizados de sensores são:
Strain gauge - sensores que medem a deformação superficial de uma
peça. Seu princípio de funcionamento é baseado na variação da resistência elétrica,
quando submetido a uma deformação;
Fotoelétrico - sensor que detecta objetos por meio de feixe de luz, entre
um transmissor e receptor que identificam a presença do objeto;
Indutivos e capacitivos - sensores que identificam a proximidade de
determinados materiais, através dos princípios de indução e capacitância elétrica.
Os capacitivos são projetados para operar gerando um campo eletrostático e
detectando mudanças nesse campo. Já os indutivos emitem um sinal capaz de
identificar a presença de elementos metálicos que atravessam o seu campo
magnético (WENDLING, 2010);
Sensores de temperatura - dispositivos compostos pela junção de dois
metais, quando submetidos a uma variação de temperatura sofrem alterações físicas
diferentes, capaz de gerar um sinal elétrico, transmitido pelo sensor (MACHADO,
2006).
2.9 Controlador Lógico Programável (CLP)
O CLP é um dispositivo de estado microprocessado, capaz de armazenar
instruções lógicas para a implementação de funções de controle (COSTA, 2006).
Possui entradas e saídas analógicas ou digitais, que coletam variáveis externas
mostrando as condições em que se encontra o sistema sob controle. Normalmente
36
são obtidas por sensores que fornecem ao CLP um dado nível lógico. Ele, por sua
vez, processa as informações recebidas e atua no sistema por meio de suas saídas
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
(NATALE, 2006).
O controle do processo é feito em tempo real, sendo que as variáveis de
entrada são analisadas e comparadas com informações residentes na memória do
controlador programável. Em consequência, as decisões são tomadas pelo CLP,
onde os comandos são executados por intermédio de suas saídas.
A arquitetura básica de um CLP é formada por uma fonte de alimentação,
Unidade Central de Processamento (CPU), memória e circuitos de entrada e saída.
A fonte é o componente responsável por fornecer energia elétrica para a CPU e para
os circuitos de entradas e saídas. Já os circuitos de entrada formam a interface pela
qual os dispositivos enviam informações do processo para o CLP.
As informações são sinais elétricos provenientes de elementos de campo,
como sensores, botões, pressostatos1, chaves fim de curso. Os circuitos de saída
são responsáveis por acionar os atuadores conectados nas saídas, tais como
solenoides, relés, contatores, válvulas, luzes indicadoras e alarmes. As saídas
geralmente estão separadas do campo por meio de isoladores, como acopladores
ópticos e relés. Os programas e os dados são armazenados no sistema por
memórias. Na CPU ocorre o gerenciamento das comunicações com a memória e os
dispositivos de entrada e saída, e execução das instruções, além disso, tem como
função o controle do barramento, também é o elemento principal da arquitetura do
controlador (COSTA, 2006).
Segundo (BUENO, 2010), esta é a composição básica de um controlador
lógico programável, e pouco difere entre os diversos fabricantes. Na Figura 15 é
apresentada a estrutura física desse equipamento.
1
Instrumento que permite medir, controlar e ajustar a pressão de um fluído.
37
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 15 - Estrutura física de um CLP
Autor: (UNICONTROL, 2007).
O módulo Power Source (PS) é a fonte de energia que alimenta a CPU e os
módulos de expansões. Já a CPU é responsável pelo armazenamento e o
processamento das instruções, normalmente possui indicação luminosa que informa
o status de seu processamento, além disso, pode possuir cartões de memória, onde
ficam armazenados os conteúdos da programação. O Interface Modules (IM) é
módulo opcional que permite a configuração multi-rack a qual conecta um
barramento ao outro. Os módulos Signal Modules (SM) são os que recebem as
entradas e saídas do processo, podem ser digitais ou analógicos. Na forma digital
recebem e emitem sinais 0 ou 1 (desligado ou ligado), já na configuração analógica
recebem ou emitem sinais em uma faixa de tensão normalmente -10 V/ +10 V ou de
0-10 V, sendo que também podem ser configurados para faixa de corrente, de -20
mA/ +20 mA, 0-20 mA ou 4-20 mA. Além disso, existem módulos de entradas e
saídas especiais, os Function Modules (FM), os quais executam funções de
contagem, posicionamento e controle de malha. Ainda alguns modelos possuem
módulos Communications Processors (CP) que podem proporcionar comunicação
MPI, Profibus, AS-Interface, Interbus e entre outras (UNICONTROL, 2007).
2.10 Motor elétrico de Indução
O motor elétrico de indução é composto basicamente por dois componentes,
estator e rotor. O estator é o componente fixo com o formato de um anel, composto
38
de chapas finas de aço magnético, tratadas termicamente para reduzir as perdas por
correntes parasitas e histerese. Na parte interna do anel existem ranhuras, de tal
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
maneira que possam alojar enrolamentos para gerar um campo magnético. Já o
rotor é a parte cilíndrica que gira dentro do estator, possuindo ranhuras externas ou
bobinas. É fabricado também com chapas finas, e assim como o estator, tratado
termicamente para reduzir perdas (RIGHI, 2013).
O princípio de funcionamento de um motor de indução é a geração de uma
força magnética que movimente o eixo (rotor), para que isso aconteça é necessária
a aplicação de um torque inicial. Ele é produzido por forças magnéticas
desenvolvidas entre polos magnéticos do rotor e do estator. A partir da aplicação de
tensão alternada (trifásica ou monofásica) nos enrolamentos do estator, conseguese produzir uma tensão nos enrolamentos do rotor, utilizando-se um princípio de
indução eletromagnética semelhante ao do transformador. Isso ocorre quando um
circuito é submetido a um campo magnético variável, neste processo pode-se dizer
que o estator é o primário e rotor é secundário de um transformador. O espaço entre
eles é denominado de entreferro, onde é produzido um campo magnético rotativo
que gera força de atração ou repulsão, desenvolvida entre estator e rotor, as quais
‘puxam’ ou ‘empurram’ os polos móveis do rotor, produzindo torques, que fazem o
motor girar. O campo magnético gerado encontra-se em constante deslocamento,
isso faz com que o rotor gire na tentativa de alinhar os seus polos ao campo
magnético girante (polos do estator), produzindo movimento de rotação (RIGHI,
2013).
Entre a velocidade de rotação do rotor e a velocidade do campo magnético
girante existe uma pequena diferença (deslizamento ou escorregamento), ou seja, o
rotor não está sincronizado com esse campo girante. Por este motivo os motores de
indução também são denominados motores assíncronos (ALVES, 2003).
2.11 Inversores de Frequência
Segundo (FRANCHI, 2008), a maior parte dos motores de indução utilizados
em aplicações industriais tem alimentação trifásica, nestes motores o controle de
velocidade e torque exige um nível de tecnologia mais avançado, atualmente o
39
inversor de frequência é um dispositivo eletrônico com recursos capaz de gerar
tensão e frequências trifásicas variáveis, com a finalidade de controlar a velocidade
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
dos motores de indução trifásica. A principal finalidade do inversor é gerar
frequências, em uma faixa entre 0,5 e 400 Hz, dependendo da marca e modelo.
Com esta variação é possível reduzir ou aumentar a velocidade de rotação do motor.
Sendo que quanto menor for à frequência fornecida ao motor, menor será a
velocidade de rotação dele (AMARAL, 2012). A velocidade dos motores de indução
é dada pela seguinte relação:
n
120 f
(1)
2p
Onde:
n = velocidade de rotação;
f = frequência da tensão de alimentação;
p = número de pares de polos.
A Equação 1 demonstra a forma de controle de velocidade do motor por meio
da frequência de alimentação. Variando-se a frequência da tensão aplicada ao
estator do motor, varia-se a rotação do rotor. Os inversores de frequência atuam
como uma fonte de frequência variável para o motor de indução trifásico, com ele é
possível controlar a velocidade e o torque (AMARAL, 2012).
As principais vantagens em se utilizar um inversor de frequência é melhorar o
controle do motor ajustando sua velocidade sem perda de torque, proporcionando
também uma aceleração/desaceleração suave sem que ocorram picos de corrente
em sua partida/parada, promovendo também economia de energia elétrica, maior
durabilidade das engrenagens, polias e outras transmissões mecânicas por acelerar
suavemente a velocidade do motor. Com o inversor de frequência é possível
também aplicar uma frenagem no motor sem a utilização de meios mecânicos
(FRANCHI, 2008).
O inversor de frequência é composto basicamente pelos seguintes blocos:
retificador, inversor de potência e controle.
40
O bloco retificador é responsável por retificar a alimentação trifásica da
entrada, tornando a rede alternada em continua com uso de diodos, na configuração
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
mais comum de uma ponte em onda completa. O retificador é conectado a uma
fonte de alimentação externa alternada, normalmente trifásica, podendo ser também
monofásica. A alimentação é conectada a diodos, componentes semicondutores que
permitem a passagem da corrente em apenas uma direção, com isso uma tensão
alternada sobre um diodo é convertida em uma tensão CC pulsante, a qual é
normalmente suavizada com a utilização de um capacitor (FRANCHI, 2008).
No bloco inversor de potência é gerada a nova tensão trifásica para o motor
de indução trifásico usando a corrente contínua do bloco anterior, para isso são
utilizados transistores Insulated Gate Bipolar Transistor (IGBTs). Estes componentes
elétricos chaveiam a tensão a partir dos sinais elétricos gerados por um gerador
Pulse Width Modulation (PWM), um gerador que emite sinais modulares pulsantes
que alimentam a base dos transistores. Os sinais gerados são trens de pulsos que
quando aplicados a uma carga indutiva como motor tem a forma de uma onda
senoidal.
O comando dos pulsos que atuam sobre os transistores são executados no
módulo de controle. Nesse módulo é determinada a forma e a frequência do sinal
gerado, controlando a velocidade e a potência do motor. Na Figura 16 são ilustrados
os sinais e a forma de onda aplicada a uma carga indutiva, o motor. As
características do próprio enrolamento do motor se encarregam de suavizar a onda
aproximando-a de uma onde senoidal.
41
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 16 - Módulo de controle
Fonte: (BRAGA,2014).
A nova forma de onda é gerada por intermédio de um PWM, que emite sinais
elétricos com larguras de pulsos diferentes que são aplicados conforme a frequência
de controle desejada. Dessa forma, é feito o controle da velocidade do motor.
2.12 Princípio de funcionamento do Motor de Corrente Contínua (CC)
O motor CC é alimentado por tensão contínua que pode ser originada de
fontes como pilhas e baterias, no caso de motores pequenos, ou de uma rede
alternada após ser retificada, nesse caso para motores maiores. Os principais
componentes de um motor de corrente contínua são: o estator – normalmente
constituído por imã permanente; o rotor – uma bobina de fio esmaltado por onde
circula a corrente elétrica, que é alimentado por uma fonte de tensão contínua
através do comutador e escovas de grafite; o comutador – dispositivo mecânico no
qual estão conectados os terminais das espiras da armadura, cuja função é inverter
o sentido da corrente contínua que circula na armadura do motor (ALVES, 2003).
Com aplicação de uma corrente contínua geram-se campos magnéticos e
com isso a bobina comporta-se como um imã, possuindo polos: negativo (N) e
positivo (S). Partindo-se do princípio de que polos opostos se atraem e que os iguais
se repelem, o rotor se movimenta em busca da polarização com o estator
(FIGURA_17). Para que o motor gire continuamente sem que ocorram paradas, o
comutador troca periodicamente o sentido da corrente na armadura, dessa forma a
polarização dos anéis do estator é invertida a cada meia volta, fazendo com que o
motor gire sempre no mesmo sentido (SIEMENS, 2006).
42
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 17 - Motor CC
Fonte: (BRAGA, 2014).
Segundo (SIEMENS, 2006), atualmente as aplicações onde eram utilizados
motores CC estão sendo substituídas por motores de Corrente Alternada (CA). Esta
mudança pode ser justificada principalmente pelos seguintes fatores: os motores de
CC são maiores e mais caros que os motores de indução para uma mesma
potência; maior necessidade de manutenção (devido aos comutadores); arcos e
faíscas devido à comutação de corrente por elemento mecânico (não pode ser
aplicado em ambientes perigosos).
O motor de passo é um tipo de motor CC que utiliza um princípio de
funcionamento que controla os ângulos de giro, movimentando-se em etapas
discretas. Seu rotor é simplesmente um imã permanente, atraído sequencialmente
pelos polos de diversos eletroímãs estacionários, ligados e desligados seguindo
impulsos controlados (BRITES; SANTOS, 2008).
2.13 Atuador elétrico linear
Os atuadores elétricos possuem motores que convertem energia elétrica em
energia mecânica. São dispositivos que se movimentam através dos princípios de
eletromagnetismo, gerando forças de propulsão com direção única, sendo, portanto,
classificados como lineares. Os atuadores lineares são utilizados principalmente em
aplicações que empregam ferramentas, robótica e transporte de materiais, onde se
necessita de movimentos lineares, em especial, movimento de cargas que exijam
elevada força de transporte. Além dos atuadores elétricos lineares existem outros
modelos como, por exemplo, o de passo, que utiliza tecnologia parecida com os do
43
motores-de-passo. São atuadores de movimento incremental, que conforme o
número de pulsos recebidos na bobina posiciona o atuador com precisão no plano.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
São utilizados em aplicações que necessitam de posicionamento preciso, porém
existe uma limitação quanto à carga a ser movimentada, suportam cargas menores,
em relação aos atuadores mencionados anteriormente (DIEDRICH, 2013).
Os atuadores lineares são os mais comuns entre os atuadores elétricos,
convertem um sinal elétrico em movimento mecânico utilizando os princípios de
indução elétrica. Este dispositivo normalmente é composto por um motor de baixa
voltagem e corrente contínua, uma engrenagem e um fuso, que convertem um
movimento de rotação do motor em um movimento linear, empurrando e puxando
objetos. É empregado na indústria por possuir características consideradas
importantes como movimento preciso, durabilidade e pouca manutenção. Além
disso, alguns modelos possuem alta capacidade de movimentação de cargas, bem
como são de fácil instalação, quando comparados aos sistemas hidráulicos (LINAK,
2013). Na Figura 18 é apresentada uma vista expandida de um atuador elétrico
linear.
Figura 18 - Atuador elétrico
Fonte: (LINAK; 2013).
O acionamento do atuador elétrico acontece por intermédio das bobinas de
um motor interno da peça, isso faz com que aconteçam movimentos circulares
44
capazes de girar a engrenagem que movimenta o fuso linearmente. A inversão de
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
deslocamento do fuso acontece por inversão da polaridade das bobinas.
2.14 Laboratórios de automação
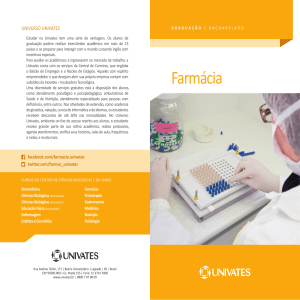
Trabalhos similares foram realizados em outras instituições, como a planta
Computer
Integrated
Manufacturing
(CIM)
do
laboratório
de
Engenharia
(FIGURA_19), da Faculdade Metropolitana de Camaçari (FAMEC), localizada em
Camaçari-BA (DAMASCENO, 2012). A planta consiste em uma estrutura de nove
processos, incluindo esteira transportadora com identificação de material, unidade
de transferência horizontal, manipulador cartesiano2, mesa giratória com seis postos,
sistema de inspeção visual, unidade de processamento, braço de descarte com
atuador rotativo, unidade de pesagem e armazenagem. Para o controle destes
processos utilizaram-se 21 entradas e 18 saídas de um CLP. A planta serve de
auxílio didático para as disciplinas de Mecânica, Eletrônica e Automação
(DAMASCENO, 2012).
Figura 19 - Planta CIM (FAMEC)
Fonte: (DAMASCENO, 2012).
Outro laboratório didático de manufatura é o da Pontifícia Universidade
Católica do Rio Grande do Sul (PUCRS), constituído de cinco estações:
2
Manipulador cartesiano é um sistema totalmente eletropneumático formado por três movimentos
principais: Movimento vertical; Movimento horizontal; presa (garra angular de dupla ação).
45
almoxarifado automatizado, sistema flexível de manufatura (separado em duas
estações, torno e fresa), controle de qualidade e montagem. Na planta, foram
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
utilizadas 47 entradas e 36 saídas que são interligadas ao CLP. O objetivo do
laboratório é educar os alunos de engenharia nos aspectos relacionados ao projeto,
planejamento e operação de sistemas automatizados de produção (LIMA; RAMOS,
2010). As estações almoxarifado automatizado e torno e fresa são apresentadas nas
Figuras 20 e 21.
Figura 20 – Almoxarifado Automatizado
Fonte: (LIMA; RAMOS, 2010).
Figura 21 - Sistema flexível de manufatura
Fonte: (LIMA; RAMOS, 2010).
O Centro Federal de Educação Tecnológica do Paraná (CEFET-PR) na sua
unidade de Pato Branco implantou um laboratório de Automação da Manufatura, que
46
constitui um sistema de manufatura de pequeno porte formado por uma célula de
trabalho, cujo objetivo é confeccionar pequenas peças. A planta possui
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
características de sistemas industriais reais de alto desempenho, dos quais se
destacam os conceitos de modularidade, comunicação de dados, processamento
em tempo real, otimização de processos, gerência da qualidade, gestão tecnológica
e integração. O laboratório é composto pelos seguintes módulos: centro de
automação com sistema de robótica; torno CNC; fresadora CNC; mesa giratória;
esteira transportadora; alimentador gravitacional; software de gerenciamento de
processos; software de programação; software de simulação de processos; robô
industrial; CLP; manipulador eletropneumático; e conjunto de ferramentas de corte.
Essa planta é utilizada para fins didáticos, de pesquisa e de transferência de
tecnologia para indústrias da região (BOARETTO et. al., 2004).
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
47
3
DESCRIÇÃO DO PROJETO
Todos os módulos foram desenvolvidos com o intuito de tornar a planta um
sistema flexível, podendo facilmente ser alterada para atender diferentes processos
e produtos nela simulados. Foi necessário definir as funcionalidades da planta
didática para que esta possa ser flexível o suficiente e dessa forma utilizada nos
diversos cursos de engenharias. Além disso, no desenvolvimento do projeto
realizou-se a escolha dos produtos e do método de selagem da tampa, bem como a
implementação do método de envase, podendo o usuário simular processos de
diferentes dosagens.
Contemplando a proposta, foi prevista a instalação de três esteiras
transportadoras, duas mesas giratórias e duas miniesteiras de pesagem,
representando uma linha de produção. No projeto dos módulos mencionados foi
desenvolvido o princípio de flexibilidade, com a finalidade de possibilitar alterações
na planta de forma rápida.
No módulo da esteira transportadora, o motor pode ser facilmente trocado por
motores de acionamentos e controles diferentes. Projetaram-se também guias
móveis nas laterais da esteira, permitindo o ajuste da distância de acordo com o
tamanho da embalagem a ser transportado. Além disso, as guias laterais
possibilitam a instalação de sensores, podendo o usuário optar por diferentes
modelos, conforme sua necessidade.
Já as mesas giratórias absorvem os produtos excedentes, ocasionados pela
diferença de velocidade entre as esteiras, atuando também como um sistema
armazenador de produtos. A definição da funcionalidade ocorrerá por intermédio da
rampa de saída dos produtos, quando a cancela estiver aberta, o sistema funcionará
como acumulador e quando estiver fechada, como armazenador, interrompendo o
fluxo de transferência dos produtos e estocando-os. Nas miniesteiras foram
48
instaladas células de cargas para a pesagem de produtos com a esteira em
movimento, aumentando assim a eficiência da planta.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
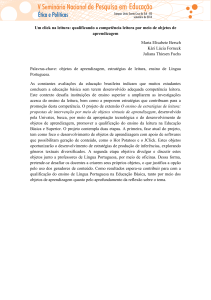
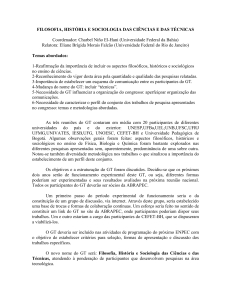
O local destinado para instalação da planta de manufatura flexível é a sala de
apoio, localizada no Centro Universitário Univates, no prédio 11, anexa a sala 412. O
local dispõe de 7,895 metros de comprimento por 4,275 metros de largura,
totalizando 33,751 metros quadrados. Na Figura 22 é apresentada a planta baixa
dessa sala, adquirida juntamente ao setor de engenharia e manutenção da
Instituição.
Figura 22 - Planta baixa da sala e Layout do projeto.
Fonte: o autor.
A partir das dimensões da sala, definiu-se que a melhor disposição da planta
é no formato de “U”, com duas esteiras mais extensas nas laterais (seguindo o
comprimento da sala) e uma mais curta na base (seguindo a largura da sala). Dessa
forma, obtém-se o melhor aproveitamento dos espaços e mantém-se a ideia
principal de flexibilidade, com um ambiente no qual os grupos possam circular e
testar os processos implementados individualmente, sem que ocorram interrupções.
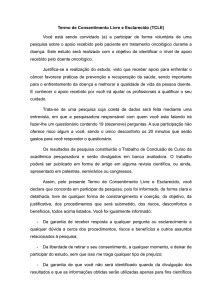
Com base na disposição da planta na sala de apoio, foram determinadas as
dimensões dos módulos e seu posicionamento original no processo. Primeiramente
definiu-se que a linha de produção inicia pelo lado direito da planta. Posteriormente
foram estabelecidos os conjuntos e a sequência dos módulos, sendo a primeira
49
sequência composta pela esteira 1, seguida pelo buffer 1 (pulmão industrial ou mesa
giratória), totalizando 4,6 m, formando a lateral direita do layout “U”.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Já a segunda, a base do “U”, é formada pelos seguintes módulos: pesagem 1,
esteira 2 e buffer 2. O comprimento desses módulos somados totaliza 3,6 m. A
terceira sequência finaliza o trajeto do processo e o formato do layout, composta
pelos seguintes módulos: pesagem 2 e esteira 3. O comprimento total dessa lateral
é de 4,9 m. A disposição original dos módulos e o layout da planta de manufatura
flexível são apresentados na Figura 23.
Figura 23 - Layout da planta de manufatura flexível multidisciplinar.
Fonte: o autor.
O projeto mecânico da proposta, incluindo as esteiras transportadoras, buffers
e esteiras de pesagem, foi realizado utilizando-se o software Sketchup, versão
8.0.14346, da empresa Google, que consiste em um software de desenho gráfico
gratuito com ferramentas de auxílio para a construção de estruturas (GOOGLE,
2010).
Também foi definida a localização dos postos de trabalho, mesas onde serão
instalados os quadros de comando com os dispositivos para acionamento dos
atuadores elétricos. A escolha partiu do pressuposto de que ambos devem estar
distantes uns dos outros, em pontos estratégicos da planta, e ainda, que até três
50
grupos possam trabalhar nela de forma simultânea. Com isso, definiu-se que um dos
pontos deve ser instalado próximo ao início da planta e os outros dois, próximos aos
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
buffers, que são módulos que tornam os conjuntos dos processos independentes,
onde termina a simulação de um processo e inicia a próxima.
3.1 Funcionalidades
No processo, estão previstas as etapas de envase, controle de fluxo,
pesagem, partidas diretas de motores e partidas controladas com inversores. O
sistema de gerenciamento de envase consiste no local onde serão armazenados os
produtos, possibilitando ao usuário simular diferentes receitas e dosagens. Após
receber a receita, o pote segue pela esteira passando pelo controle de fluxo,
pesagem e contagem. Nesse módulo, além dos itens já descritos, estão previstos
sensores e inversores de frequências, aumentando o nível de flexibilidade do projeto
(AMARAL, 2012).
O processo descrito, em conjunto com o buffer 1, pode ser simulado
separadamente dos demais. Para que isso aconteça, o mesmo deve estar com a
cancela fechada. Ele também pode ser utilizado como elemento de transferência
entre esteira, recebendo os potes e repassando para a pesagem 1, dando sequência
no sistema contínuo de produção (FIGURA 23). Os potes saem do buffer 1 em fileira
e entram um a um na pesagem 1. Essa triagem é feita por meio da cancela, que
identifica a passagem do pote através de sensores e bloqueia a passagem do
próximo até que ocorra a pesagem do primeiro.
A planta foi projetada em módulos, prevendo alteração do layout original,
dessa forma é possível que sejam feitas diversas configurações de processos
industriais.
Alguns módulos se repetem o que possibilita a diferentes grupos
simularem o mesmo processo ou ainda diferentes processos ao mesmo tempo.
O projeto apresentado é flexível, onde as esteiras têm acionamento
independente, os módulos com guias reguláveis possibilitam diferentes produtos. As
laterais foram planejadas prevendo acoplamento de diferentes tipos de sensores e,
51
para absorver as diferenças de velocidades, há o buffer e os módulos de pesagem
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
que podem funcionar sem necessitar de parada.
3.2 Esteiras transportadoras
Esse
trabalho
contempla
o
projeto
e
implementação
de
esteiras
transportadoras, acionadas por motores de indução individuais com rotação de 1800
RPM, com controle de partida e parada independentes. Na Figura 25 é apresentada
a ilustração da esteira transportadora.
Figura 24 - Esteira transportadora projetada no Sketchup.
Fonte: o autor.
As medidas dos módulos foram definidas a partir da área destinada para a
instalação da planta. A partir disso, foi possível determinar o comprimento de quatro
metros para as esteiras que estão nas laterais do “U”, denominadas como esteiras 1
e 3, respectivamente. Já a esteira central, nomeada como esteira 2, tem o
comprimento estipulado de dois metros. Todas as esteiras tem altura padrão de
noventa centímetros, considerada uma altura que seja adequada e confortável para
52
o manuseio de peças por um operário que esteja de pé (NETO, 2006). O
afastamento entre os pés do suporte é de quarenta centímetros, distância
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
necessária para a instalação da banda de borracha (lona) com largura de trinta
centímetros. A largura da banda foi estipulada em trinta centímetros, prevendo a
utilização de produtos de tamanhos diferentes. Também se projetaram guias laterais
reguláveis que possibilitem o afastamento e a aproximação entre elas, ajustáveis à
largura do produto.
A esteira transportadora pode ter seções diferentes em função da disposição
dos roletes, que podem ser escolhidos com base no material a ser transportado.
Como neste projeto está previsto o transporte de produtos de tamanhos diferentes,
foi programada a instalação de roletes a cada trinta centímetros, dessa forma a
banda de borracha movimenta-se com maior facilidade, diminuindo o atrito durante o
transporte. Na Figura 25 é possível visualizar a disposição dos roletes na esteira
transportadora.
Figura 25 - Afastamento dos roletes
Fonte: o autor.
Entre os roletes foram instaladas chapas metálicas, acomodadas de forma a
ficarem dois milímetros abaixo da altura dos roletes, a fim de evitar movimentos
oscilantes da banda de borracha quando os produtos estiverem passando por ela.
Os componentes da estrutura das esteiras transportadoras são os cavaletes
metálicos, que servem como base para a mesa de apoio que, por sua vez, possui os
53
roletes, as chapas metálicas e a banda de borracha. Há ainda guias móveis para
ajuste do tamanho dos potes; e finalmente, motor elétrico de baixa rotação,
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
dispositivo que converte energia elétrica em energia mecânica.
Para a escolha dos materiais, levou-se em consideração que o laboratório de
automação não possui um ambiente úmido e que o peso dos produtos a serem
transportados é irrelevante, não havendo necessidade de se utilizar materiais de alta
resistência mecânica e a intempéries. Optou-se por uma estrutura em aço
galvanizado, com chapas metálicas de espessura de 2,65 mm, unidas por
parafusos, porcas e arruelas galvanizadas. A galvanização das chapas garante
maior vida útil ao equipamento.
Por se tratar de uma planta de manufatura flexível didática é importante se
prever a troca dos motores, podendo o usuário optar pela utilização de motores
trifásicos ou monofásicos. Para tanto, foi prevista uma base metálica que permite a
colocação dos motores, a qual posiciona o motor de forma acessível, onde tanto os
parafusos quanto sua caixa de ligação facilitam sua troca. Também é importante
salientar que a carcaça e o eixo dos motores devem ser do mesmo tamanho,
modelo 6202-ZZ, para ser compatível com a estrutura (WEG, 2013b).
3.3 Implementação do sistema de transporte
Nas esteiras a base de transporte por onde desliza a banda de borracha
(lona) foi construída com roletes, os quais estão dispostos a cada trinta centímetros.
Devido a isso, é possível transportar embalagens de formatos e tamanhos diferentes
sem que ocorram tombamentos durante este processo. Na Figura 26 é apresentada
a esteira de transporte, onde é possível visualizar a disposição dos roletes e das
chapas metálicas.
54
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 26 - Disposição dos roletes
Fonte: o autor.
Em uma das extremidades de cada esteira foi instalado um rolete de tração,
com um eixo que permite o acoplamento de um motor elétrico, como mostra a Figura
27. Nesta peça foram necessários alguns ajustes para a instalação do redutor e do
motor elétrico, na qual foi projetada e implementada uma base de fixação. Na Figura
28 é possível visualizar a peça pronta com o motor e o redutor instalados.
Figura 27 - Eixo de tração
Fonte: o autor.
O eixo da peça exibida na Figura 27 foi acoplado ao conjunto motor e redutor.
Para isso foi necessário projetar uma base de fixação para o motor (FIGURA 29). Já
55
o rolete traciona o sistema de transporte, onde corre a banda de borracha. As
laterais metálicas servem como suporte de fixação da peça.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Para o projeto da base de fixação foi prevista a troca do motor, de modo que
se possa utilizar motor elétrico trifásico ou monofásico. Para isso, foi necessário
posicioná-lo na base de forma acessível para que os estudantes consigam
desparafusá-lo e também tenham acesso a sua placa de ligação.
Figura 28 - Base de fixação
Fonte: o autor.
A Figura 28 mostra o motor elétrico e o redutor, instalados na base de fixação.
Para determinar o conjunto de acionamento (motor + redutor) foram realizados
alguns testes de controle de velocidade, onde se utilizou o motor elétrico trifásico de
1/2 CV, de 1680 RPM (Rotação por Minuto), com alimentação de 220/380 V do
fabricante Weg (WEG, 2013a). Ele foi controlado por um inversor de frequência,
modelo CFW08 também do mesmo fabricante, que está disponível no laboratório de
automação do Centro Universitário Univates (WEG, 2014).
Com a utilização desse equipamento elétrico foi possível apontar a faixa de
rotação ideal para o rolete de tração e a partir dos testes, concluiu-se que a faixa de
trabalho ideal encontra-se entre 60 a 80 RPM. Nessa faixa, a esteira apresenta
velocidade compatível com o funcionamento dos demais sistemas envolvidos. A
partir desta verificação e da utilização do catálogo do fabricante IBR (IBR, 2014), foi
possível escolher o redutor que atende a esta característica do projeto. Optou-se
56
pelo modelo Q, com redução de 25:1, o qual reduz em 25 vezes a rotação do motor,
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
a Equação 2 justifica a escolha.
n2
n1 1680
67,2
25
25
(
(2)
Onde:
n1 = rotação do motor (RPM)
n2 = rotação na saída do redutor (RPM)
Com a utilização do redutor escolhido o eixo de tração passa a girar numa
rotação de 67,2 RPM, dentro da faixa apontada pelos testes com ideal, validando a
proposta. Dessa forma não há necessidade de um controle externo de velocidade
(inversor de frequência), mas ainda assim, é possível este controle quando utilizado
um motor trifásico.
Além disso, na superfície da esteira de transporte foram projetadas guiais
laterais, optando-se por um mecanismo com regulagem horizontal e vertical, que
possibilita o ajuste tanto na largura quanto na altura. Este sistema permite ajustes
rápidos, podendo ser facilmente regulado de acordo com o tamanho do pote a ser
transportado pela esteira. Na Figura 30 é apresentado o mecanismo escolhido.
Figura 29 – Haste ajustável
Fonte: o autor.
57
Na Figura 30 é apresentado o projeto final da esteira transportadora de quatro
metros, onde é possível visualizar as hastes móveis, o motor elétrico e o redutor já
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
instalados no sistema.
Figura 30 - Esteira Transportadora
Fonte: o autor.
3.4 Escolha da embalagem
Para a escolha da embalagem foram observados os seguintes pontos: a
largura útil da banda de borracha é de trinta centímetros, isso determina que a
largura dos produtos deva ser inferior a esta medida; também se considerou que as
esteiras transportadoras são para uso didático e não para transporte de cargas. A
partir disso, foi limitado o peso do produto em um quilograma; ainda foi analisado
58
que o lacre da embalagem deve ser firme, de forma que seu transporte também
possa ocorrer por sucção da tampa, prevendo a utilização de um robô industrial para
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
o armazenamento dos produtos em caixas.
A partir dos apontamentos foi escolhido o modelo de pote plástico
transparente com tampa de pressão autolacre (PLASVALE, 2014), ilustrada na
Figura 31.
Figura 31 - Pote 0,9L com tampa de pressão.
Fonte: (PLASVALE, 2014).
O pote foi escolhido com base nas suas dimensões: diâmetro de 11,8 cm,
enquadrando-se dentro da limitação de largura do módulo de transporte; e altura de
12,4 cm, que condiz com a faixa de ajuste de altura do sistema de dosagem. A
capacidade volumétrica do pote é de 0,9 litros, não ultrapassando o limite apontado
para o sistema. Ainda foi analisado o sistema de fechamento da tampa, sistema de
pressão autolacre, o modelo foi escolhido também prevendo a utilização de um robô
industrial capaz de transportar os potes por sucção da tampa.
59
3.5 Buffers (Pulmão industrial)
Com
a
finalidade
de
absorver
as
diferenças
de
velocidade
ou
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
dessincronização das esteiras, no intervalo de cada processo, foram implementados
dois buffers. O primeiro instalado entre as esteiras 1 e 2 e o segundo entre as
esteiras 2 e 3. Ambos servem simultaneamente como “pulmão industrial”, local onde
é feito o acúmulo de produtos e também utilizado como elemento de transferência
entre as esteiras. Os buffers determinam a independência entre os processos,
podendo o usuário optar em trabalhar somente com uma esteira, sem precisar
acionar as demais, ou selecionar velocidades diferentes para cada uma, sem
prejudicar o fluxo do processo.
O buffer possui uma base com dois cavaletes metálicos; uma rampa de
acesso, por onde os produtos são inseridos; uma bandeja giratória de sessenta
centímetros de diâmetro, por onde é feita a transferência dos produtos; um motor
elétrico de baixa rotação; um separador de produtos, cuja estrutura organiza os
produtos de modo que se movimentem em filas; um dispositivo eletromecânico, a
cancela, que libera ou impede a transferência dos produtos. A estrutura dos buffers
é de aço carbono, com pintura epóxi, chapas metálicas de espessura 3 a 6
milímetros, dobras com torno comando numérico computadorizado (CNC) e recorte
a laser, garantindo o acabamento do equipamento.
O modelo do buffer foi desenhado por meio do software Sketchup. Na
Figura_32 é apresentado seu esboço.
60
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 32 - Buffer, projeto no Sketchup.
Fonte: o autor.
O buffer tem a finalidade de receber os produtos que chegam de uma esteira
pela rampa de acesso e transportá-los um a um para a próxima esteira. A base
giratória é acoplada ao eixo do motor elétrico trifásico CA de baixa rotação, que gira
e movimenta os produtos em círculo, no sentido horário. Conforme representada na
Figura 33, sua capacidade máxima teórica é de comportar até doze potes, com
diâmetros de doze centímetros cada. Porém na prática sua capacidade se reduz
para nove potes, devido à estrutura de direcionamento instalada sobre a base
giratória.
Figura 33 - Capacidade do Buffer.
Fonte: o autor.
61
A função do buffer é definida por uma cancela eletromecânica que quando
fechada, promove o acúmulo dos potes e quando aberta, libera a passagem deles
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
para a próxima esteira. O projeto da cancela eletromecânica é apresentado na
Figura 34.
Figura 34 - Cancela eletromecânica.
Fonte: o autor.
O acionamento da cancela ocorre por intermédio de um motor de 24 VCC,
que quando acionado gira a estrutura mecânica no sentido horário. A posição da
cancela pode ser controlada por sensores ou chaves fim de curso, que indicam se
ela está aberta ou fechada.
Neste módulo foram previstos, ainda, roletes nas rampas de acesso e de
saída de produtos, facilitando a transferência entre os sistemas, bem como
regulagem de altura de até 10 cm, prevendo ajustes para a montagem e nivelamento
da planta.
3.6 Implementação do sistema de Buffer
O sistema de buffers é constituído por uma base giratória com uma entrada
(alimentador de produtos) e uma saída que controla o seu fluxo. Nele o produto
acessa a base giratória do buffer por intermédio de impulso exercido pelo movimento
62
da esteira transportadora, a qual direciona o produto a uma rampa de acesso para o
alimentador. Esta foi inicialmente projetada com uma base plana, constituída por
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
uma chapa metálica (FIGURA 36), porém durante os testes percebeu-se a
necessidade de alterá-la, visto que os produtos mais pesados não chegavam até a
base giratória. Isso pode ser justificado pela seguinte relação: quanto maior o peso
do produto, maior é a resistência exercida entre ele e a chapa metálica e menor será
seu deslocamento. Sendo assim, foi necessário substituir a chapa metálica por
roletes, o que diminuiu o atrito no deslocamento dos produtos até a base giratória. O
novo alimentador é apresentado na Figura 36..
Figura 35 - Rampa do alimentador (chapa metálica lisa)
Fonte: o autor.
63
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 36 – Alimentador do Buffer
Fonte: o autor.
Para o deslocamento correto dos produtos no sistema de Buffer foram
projetados lemes com regulagens (FIGURA 38), os quais foram desenvolvidos para
direcionar os produtos ao sistema de transporte ou mantê-los dentro da base
giratória.
Figura 37 - Novo sistema de lemes (vista lateral)
Fonte: o autor.
64
Conforme demonstrado na Figura 37 o Leme 1 está posicionado próximo a
entrada do Buffer, evitando que os potes que entram neste módulo choquem-se com
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
os que já estão na base giratória. O Leme 2 foi projetado antes da saída e serve
para alinhá-los com o pino, o qual foi projetado para desviar os potes, para o
próximo módulo quando a cancela estiver aberta, e para o centro da base giratória
quando ela estiver fechada. Os Lemes 1 e 2 foram projetados permitindo ajustes
tanto de afastamento como de posicionamento.
No projeto do Buffer foi previsto uma base com regulagem de altura para
facilitar a montagem e alinhamento da planta, isso foi necessário principalmente
porque o projeto do Buffer e das esteiras foi executado por empresas diferentes, o
que poderia ocasionar diferenças na altura dos módulos e que afetaria o
funcionamento da planta. A regulagem é apresentada na Figura 38.
Figura 38 - Base com regulagem
Fonte: o autor.
Para
o
sistema
foi
previsto
também
uma
cancela
eletromecânica
(FIGURA_40), acionada por intermédio de um motor elétrico de 24 VCC, o qual é
controlado por um circuito elétrico com sensores e chaves fim de curso,
possibilitando controlar o fluxo de saída dos produtos. Este controle é importante,
pois evita que dois produtos entrem no sistema de pesagem ao mesmo tempo,
impedindo que o sistema considere o valor de ambos.
65
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 39 - Cancela eletromecânica
Fonte: o autor.
O acionamento da base giratória ocorre por intermédio de um motor elétrico
trifásico de 1/2 CV, de 1680 RPM, com alimentação de 220/380 V, do fabricante
Weg (WEG, 2013a). Como a rotação do motor escolhido é muito alta para o sistema,
foi necessário acoplar ao eixo de rotação um redutor mecânico de velocidade,
optando-se por utilizar o mesmo modelo das esteiras transportadoras, o redutor
25:1. Conforme já calculado na Equação 2, a rotação passou a ser de 67,2 RPM.
Além disso, foi previsto a utilização de um controle de velocidade por inversor de
frequência, de forma a reduzir ainda mais a rotação do motor e tornando-a
compatível com a planta. A utilização desse inversor possibilita aos alunos
praticarem partidas de motores com acionamentos diferentes e, ainda, permite o
controle da rotação do motor. Para esse sistema foi utilizado o inversor de
frequência modelo CFW08, do fabricante Weg, equipamento disponível no
laboratório de automação do Centro Universitário Univates. O acionamento entre o
motor elétrico, o redutor, a base giratória e o inversor é apresentado na Figura 40
(WEG, 2012).
66
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 40 - Acionamento da base giratória
Fonte: o autor.
Para a definição da faixa de rotação ideal da base giratória foram necessários
alguns testes com o inversor de frequência. Anotaram-se os limites de frequência
em que o sistema obteve funcionamento adequado e, com isso, foi possível definir o
limite de frequência inferior em 10 HZ e o limite superior em 25 HZ. A rotação da
base giratória comparada com controle de frequência do motor é mostrada na
Tabela 1.
Tabela 1 - Frequência X Rotação da base giratória
Frequência
Motor RPM
0
5
10
15
20
25
30
35
40
45
50
55
60
0
140
280
420
560
700
840
980
1120
1260
1400
1540
1680
Base
Giratória/Redutor
(RPM)
0,00
5,60
11,20
16,80
22,40
28,00
33,60
39,20
44,80
50,40
56,00
61,60
67,20
Fonte: o autor (2014).
Base Giratória Voltas
por Segundos
0,00
0,09
0,19
0,28
0,37
0,47
0,56
0,65
0,75
0,84
0,93
1,03
1,12
67
O limite do controle de frequência foi definido em 10 até 25 HZ, nessa faixa de
funcionamento a base giratória está sincronizada com os demais módulos. Na
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Tabela 1 é possível observar que a base giratória pode funcionar entre 0,28 a 0,65
voltas por segundos, podendo o aluno controlar e alterar sua velocidade dentro
dessa faixa de trabalho. O controle pode ser local, diretamente no painel de
operação do inversor de frequência, ou remotamente, como por exemplo, com a
utilização de um CLP. A definição da forma de controle fica a critério de cada aluno
ou necessidade de controle de cada aplicação a ser simulada nesse sistema.
3.7 Etapas da pesagem
A pesagem dos potes foi programada para que ocorra com o sistema em
movimento. Para isso, foram projetadas duas miniesteiras, com dimensões de trinta
centímetros de largura por quarenta centímetros de comprimento, tamanho
apontado como suficiente para receber na base de passagem produtos com largura
e comprimento de até vinte e cinco centímetros sem que ocorra perda de precisão
do sistema. Já a altura dos módulos é de noventa centímetros, mantendo a
uniformidade da planta.
As esteiras de pesagem são compostas por uma base metálica que suporta
toda a estrutura mecânica fixada horizontalmente em uma chapa metálica. Nela foi
instalada uma célula de carga, a qual foi posicionada no ponto central da chapa, de
forma a equilibrar o sistema mecânico de transporte instalado sobre ela e também
reduzir vibrações.
A célula de carga é um dispositivo utilizado em sistemas de pesagens,
convertendo pressões em um sinal elétrico de forma proporcional (VARGAS, 2006).
Ela foi instalada entre a chapa metálica fixa e uma base móvel que comporta o
sistema mecânico de transporte, onde foram instalados os roletes, a banda de
borracha e as guias reguláveis, as quais possibilitam ajustar o tamanho de acordo
com o produto escolhido e também permitem a fixação de sensores para o controle
do processo. A esteira de pesagem é movida por um motor elétrico trifásico CA
embutido no rolete de tração, proporcionando assim que as laterais das esteiras
fiquem livres. O projeto da esteira de pesagem é apresentado na Figura 41.
68
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 41 - Esteira de pesagem, projeto no Sketchup.
Fonte: o autor.
A calibração da célula de carga foi realizada da seguinte forma: pesa-se a
esteira com as células de cargas e o valor obtido é apontado como ponto inicial da
pesagem, ou seja, o peso da esteira é desconsiderado neste sistema de pesagem.
Com isso, quando o produto passar pela esteira de pesagem a célula de carga faz
apenas a leitura da variação de peso sobre ela.
Esse módulo do projeto tem como objetivo a pesagem individual dos
produtos. Para isso projetou-se uma cancela antes da esteira (no buffer industrial),
onde é feita a triagem dos potes, de modo que permita a passagem de somente um
item por vez, pois a célula de carga está instalada na base da esteira e a entrada de
dois produtos ao mesmo tempo interfere na leitura da pesagem. Também se utilizou
um motor de indução trifásico embutido ao rolete de tração, evitando-se possíveis
interferências externas que influenciariam na pesagem do produto, como por
exemplo, o contato involuntário do operador, sendo que no caso de um motorredutor
o sistema ficaria exposto a ele com maior facilidade.
O funcionamento do módulo de pesagem acontece de forma uniforme, sem
necessidade de parar o motor para coletar o peso produto. Por isso optou-se pelo
motor de baixa rotação, configurado para trabalhar numa velocidade baixa, 0,18 m/s,
de forma a não influenciar na pesagem.
69
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
3.8 Implementação do sistema de pesagem
Na Figura 42 é apresentada a montagem final do sistema de pesagem. Nela é
possível visualizar o sistema de transporte, a base metálica, o condicionador de sinal
para a célula de carga e a regulagem de altura. Também a célula de carga instalada
entre o sistema de transporte e a base metálica.
Figura 42 - Sistema de pesagem
Fonte: o autor.
Esse sistema foi construído em um módulo pequeno, podendo os alunos
transportá-lo para posições diferentes da planta. Foram também projetados, na base
da estrutura, pés emborrachados com regulagem de altura, os quais possibilitam
nivelar o sistema de pesagem de acordo com os sistemas de transportes e Buffers.
O modelo da célula de carga fixada sobre a base metálica (FIGURA 44) é
Sistema de Medição Padrão (SMP), com faixa de leitura de 0 a 50 Kg e resposta de
70
2 mV/V. Dessa forma, foi necessário ajustar a resposta da célula de carga para um
sinal padrão que seja compatível com o CLP, onde a faixa escolhida foi de 0 a 10 V.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Além disso, foram projetados filtros para o sinal da célula de carga, pois quando o
motor da esteira é ligado sua vibração provoca ruídos, que dificultam a leitura
correta do peso do produto. O esquema do circuito desenvolvido é apresentado na
Figura 44, elaborado por Gobbi (2014) durante seu período de estágio
supervisionado do curso de Engenharia de Controle e Automação.
Figura 43 - Célula de carga SMP
Fonte: o autor.
Figura 44 - Circuito utilizado para condicionar o sinal da célula de carga
Fonte: (GOBBI, 2014).
71
O circuito eletrônico (FIGURA 45), inicialmente filtra os ruídos oriundos do
sistema de transporte que está acoplado sobre a célula de carga. Após essa
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
filtragem é feita a amplificação do sinal com um amplificador operacional, seu ganho
foi estabelecido a partir da avaliação dos seguintes fatores: o peso do produto não
deve ultrapassar 1 Kg e o sinal de 0 a 10 V deve ser compatível com a faixa de peso
de 0 a 1 Kg, sendo que a célula de carga escolhida é para 50 kg, com saída de
24mV/V. Como sua tensão de alimentação foi definida em 10 V, logo o sinal da
saída é amplificado em 10 vez. Além disso, foi necessário projetar um condicionador
de sinal com ganho de 25000. Como o ganho é muito grande, optou-se por aplicá-lo
em dois estágios, no primeiro com ganho de 100 vezes e no segundo aplica-se um
novo ganho de 250 vezes no sinal anterior. Esse procedimento foi adotado para
facilitar a filtragem dos ruídos durante o processo de amplificação. Também foi
necessário incluir no projeto um ajuste de tara3, onde é possível regular o valor do
sinal de saída do circuito condicionador, desconsiderando o peso da esteira, da
embalagem e dos componentes instalados sobre o sistema, como sensores e
atuadores.
Após término da montagem do circuito condicionador de sinal (FIGURA 45) foi
necessário avaliar sua linearidade para faixa de 0 a 1000 g. Para isso realizaram-se
testes com o sistema de transporte desligado, onde se considerou um intervalo de
100 gramas entre as leituras. Os valores obtidos são apresentados na Tabela 2.
Tabela 2 - Peso produto x Sinal elétrico do circuito amplificador de sinal
Peso (g)
0
Sinal da célula de carga
amplificado (mV)
0
100
200
300
400
500
600
700
800
900
1000
100
200
301
401
502
603
703
804
904
1005
Fonte: Elaborado pelo autor (2014).
3
Tara é o peso da embalagem de uma mercadoria, ou do veículo que a transporta, e que, somado ao
desta, forma o peso bruto.
72
Para avaliar a linearidade foram utilizados pesos padrão certificados,
disponíveis no laboratório de Farmácia da Instituição.
Na Tabela 2 é possível
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
observar que os sinais amplificados pela placa condicionadora de sinal foram
compatíveis com os valores esperados, apresentando linearidade em toda a escala,
com erro máximo de 0,5%. Onde a diferença de leitura a partir de 300 gramas pode
ser justificada pela falta de um ajuste fino no ganho do amplificador, o qual
possibilitaria igualar os valores.
Outro detalhe observado foi a escolha do motor elétrico para acionar a esteira
sobre a célula de carga, onde optou-se por uma motopolia, modelo 80S, do
fabricante Interroll, que consiste em um motor elétrico trifásico, com velocidade do
cilindro de 0,18 m/s, potencia nominal de 0,18 kW e alimentação de 220/380 V,
embutido no rolete de tração (INTERROLL, 2010). Este motor pode ser acionado
diretamente em 220 V ou 380 V, como a sua velocidade é compatível com o projeto
não foi necessário um dispositivo para reduzi-la, porém é possível controlá-la com a
utilização de um inversor de frequência, caso haja necessidade. O fato de o motor
ser embutido no rolete de tração diminui os ruídos ocasionados por sua vibração e
também reduz a possibilidade de um contato involuntário do operador, o que
ocasionaria em um erro na medição. A Figura 45 mostra a motopolia instalada no
sistema de pesagem.
Figura 45 - Motor elétrico trifásico embutido no rolete de tração
Fonte: o autor.
O sistema de pesagem foi projetado de forma que a pesagem ocorra com o
sistema em movimento, sem a necessidade de parar o processo para capturar o
73
valor do peso dos produtos. Para garantir seu perfeito funcionamento é necessário
que passe apenas um produto por vez, esse controle pode ser feito tanto no sistema
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
que o antecede, como nele mesmo. Para isto, foram projetadas guias laterais
(FIGURA 47), que além de permitirem a instalação de atuadores e sensores que
façam este controle, possibilitam também o ajuste de altura e largura, o que
possibilita a utilização de produtos de tamanhos diferentes.
Figura 46 - Guias para instalação de atuadores, sensores e direcionamento de
produtos
Fonte: o autor.
3.9 Silo dosador
Este módulo contempla o projeto de um mecanismo de dosagem volumétrica,
composto por um armazenador de matéria-prima (silo), um mecanismo de dosagem
por volume (eclusa) e uma câmara dosadora que armazena a quantidade dosada,
quando acionado libera rapidamente o produto para a embalagem. Inicialmente foi
necessário definir o formato da matéria-prima a ser utilizada na planta, onde se
optou por pequenas bolas de cerâmica (FIGURA 48), as quais possuem diâmetro
médio de 1,6 cm, e apresentam em seu tamanho uma variação de até 5%. Para o
sistema de dosagem estão previstos dois silos dosadores que serão instalados em
pontos diferentes da planta, onde para cada sistema de dosagem serão utilizados
74
produtos com características diferentes como densidade e cor. Isso possibilita a
simulação de receitas diversas e o controle visual.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 47 - Produto escolhido
Fonte: o autor.
Com a definição do formato e do tamanho da matéria-prima a ser utilizada no
processo, foi possível projetar o dosador volumétrico. A partir de pesquisas e troca
de experiência com colegas que trabalham com manutenção industrial, concluiu-se
que uma opção adequada para este sistema seria uma eclusa dosadora
(FIGURAX49), que se refere a um cilindro com ranhuras do tamanho das bolinhas,
onde por intermédio de um motor de passo movimenta o cilindro. Na posição
superior coleta as bolinhas no silo, de forma a preencher as ranhuras, já na posição
inferior libera-as para um próximo recipiente. O peso das bolinhas e a quantidade
que cabem em cada ranhura são conhecidos, sendo dez bolinhas por ranhura e
cada uma pesando aproximadamente 5 gramas.
Figura 48 - Eclusa dosadora
Fonte: o autor.
75
Para o sistema de dosagem foi considerado que a eclusa deve dosar cem
bolinhas em um segundo, para isso definiu-se que ela complete uma volta durante
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
este tempo. A partir disso, foram iniciados os cálculos de suas dimensões. Conforme
Figura foi calculada uma cavidade de 18 mm, considerando-se uma variação de até
10% em relação ao tamanho médio das bolinhas (16 mm). Para facilitar o processo
de dosagem determinou-se que cada ranhura coletasse dez bolinhas por vez, para
isso, o comprimento da ranhura foi definido em 18 cm e o tamanho da eclusa em 20
cm (FIGURA 49). Como cada ranhura coleta dez bolinhas por vez, foram
necessárias dez ranhuras no entorno do cilindro, para que em uma volta sejam
dosadas cem bolinhas. Também foi necessário estipular uma distância entre as
ranhuras, de forma que o tempo de preenchimento dessas fosse aumentando,
garantindo que elas fossem totalmente preenchidas. Apontou-se como necessário
um intervalo de 4 a 5 cm, equivalente a duas bolinhas colocadas lado a lado. Com
auxílio do software de Solid Edge, versão Student, foi possível calcular o tamanho
do diâmetro do cilindro, o qual foi apontado em 20 cm (SIEMENS, 2014).
Figura 50 - Ranhura
Fonte: o autor.
Na Figura 50 é possível visualizar que as bordas das ranhuras foram
trabalhadas em 45 graus, de forma a facilitar a acomodação das bolinhas dentro das
ranhuras, e também evitar o trancamento destas durante o processo de dosagem.
76
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 51 - Vista superior da Eclusa
Fonte: o autor.
Com as dimensões da eclusa foi possível iniciar os cálculos para definição do
tamanho do silo, onde sua base foi definida a partir das medidas do cilindro,
utilizando a mesma largura, 20 cm, e comprimento próximo ao seu diâmetro, 25 cm.
A quantidade de bolinhas por camada foi calculado por intermédio das Equações 3,4
e 5.
nl
l
20
12,5
dm 1,6
(3)
Onde:
nl = número de bolinhas por linha
l = largura do silo (cm)
dm = diâmetro médio das bolinhas (cm)
Com a Equação 3 definiu-se que o número de bolinhas por linha é de 12,5.
nc
c
25cm
15,6
dm 1,6cm
(4)
Onde:
nc = número de bolinhas por coluna
c = comprimento do silo (cm)
dm = diâmetro médio das bolinhas (cm)
Com a Equação 4 calculou-se o número de bolinhas por coluna, onde se
obteve a quantidade de 15,6 bolinhas por coluna.
77
qc nl * nc 12,5 *15,6 195
(5)
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Onde:
qc = quantidade de bolinhas por camada
nl = número de bolinhas por linha
nc = número de bolinhas por coluna
Já com Equação 5 calculou-se que em uma camada cabem 195 bolinhas.
Definida a base do silo, largura e o comprimento e sabendo que por camada é
possível armazenar 195 bolinhas, a próxima etapa foi calcular a altura do silo para
que este consiga armazenar cinco mil bolinhas, de modo que possam ser simuladas
até 25 dosagens sem a necessidade de reabastecimento. As Equações 6 e 7
apresentam os cálculos utilizados para determinar a altura do silo.
ca
5000 5000
25,6
qc
195
(6)
Onde:
ca = número de camadas
qc = quantidade de bolinhas por camada
A Equação 6 foi utilizada para obter o número de camadas necessárias para
armazenar 5000 bolinhas, onde o resultado obtido foi de 25,6 camadas.
a ca * dm 25,6 * 1,6 40,9
(7)
Onde:
a = altura do silo (cm)
ca = número de camadas (cm)
dm = diâmetro médio das bolinhas (cm)
A Equação 7 apontou que a altura do silo deve ser de 40,9 cm, mas para o
projeto utilizou-se 40 cm, medida arredonda. Com isso, o tamanho do silo foi
definido em 20 cm de largura, por 25 cm de comprimento e 40 cm altura. O projeto
completo do silo é apresentado na Figura 52.
78
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 52 - Projeto do dosador
Fonte: o autor.
3.10 Implementação do sistema de dosagem
O projeto desenvolvido foi enviado a uma tornearia para produzir as peças e
executar a montagem mecânica, na Figura é apresentada a estrutura pronta.
79
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 53 - Estrutura mecânica do silo dosador
Fonte: o autor.
A estrutura do silo dosador foi produzida em chapas metálicas, sua
capacidade de armazenamento é de cinco mil bolinhas. Este sistema também é
composto por uma eclusa em Tecnil4, a qual possui ranhuras com capacidade para
armazenar dez bolinhas cada, dessa forma, é possível realizar a dosagem por
volume. O acionamento da eclusa ocorre por intermédio de um motor de passo, com
capacidade para até 15 kgf/cm de carga. Ele foi fixado ao eixo giratório do sistema
de dosagem, de modo a controlar seu movimento e em consequência, o volume a
ser dosado. Além disso, na estrutura do sistema foi previsto um visor de inspeção
em acrílico, que possibilita a vistoria do processo. Foi ainda confeccionada a câmara
dosadora que quando sua saída é desbloqueada, libera as bolinhas para o
enchimento das embalagens (potes).
A fim de viabilizar o sistema de dosagem para embalagens de diferentes
tamanhos e também possibilitar ajustes no processo, foi desenvolvida uma
4
Tecnil é um polímero com fibras minerais, por isso possui alta resistência mecânica (MARQUES,
2009).
80
regulagem de altura de 10 cm, sendo que o ajuste é feito por rosca (FIGURA 53).
Além disso, fixou-se toda a estrutura com parafusos, de forma a possibilitar
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
alteração do sistema, como por exemplo: a troca da eclusa. Dessa forma, é possível
substituí-la por outra com ranhuras de tamanhos diferentes, permitindo assim a
utilização de bolas de tamanhos distintos.
Com a montagem da parte estrutural concluída, iniciou-se o projeto da placa
de controle do motor de passo. O objetivo principal desta etapa é a realização da
dosagem de 100 bolas em um segundo, e para isso, é necessário que o motor
complete um ciclo (uma volta) neste período. O primeiro ponto que se observou foi
que cada passo do motor é equivalente 1,8 graus, devido a isso são necessários
200 pulsos para se realizar uma volta completa (360 graus). Com a Equação 8 foi
possível definir o período de cada pulso para realizar uma volta em um segundo.
t
(8)
1
1
5
f 200
Onde:
t = período (ms)
f = frequência (Hz)
A Equação 8 apontou que o período entre os pulsos deve ser de 5 ms.
Para o projeto da placa de controle, além da definição do período, foi
necessário observar a tensão de alimentação do motor e a corrente de consumo. Os
valores foram obtidos da placa do motor de passo, que define a tensão de
alimentação em até 9 V. Como a corrente não foi definida na placa, mediu-se a
menor resistência das bobinas do motor de passo, 3.6 , com este dado foi possível
calcular
a
corrente
consumida,
necessária
para
o
dimensionamento
dos
componentes. Para isso, utilizou-se a Lei de Ohm, que é definida pela Equação 9.
I
V
9
2,5
R 3,6
Onde:
I = intensidade da corrente elétrica (A)
V = diferença de potencial elétrico (V)
(9)
81
R = resistência elétrica ( )
A intensidade da corrente apontada pela Equação 9 foi 2,5 A, onde para o
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
dimensionamento dos componentes considerou-se 3 A, prevendo que na prática o
valor possa ser maior do que o calculado. As informações pertinentes ao projeto do
circuito de controle do motor de passo foram repassadas para os laboratoristas do
campus, os quais desenvolveram o projeto e a montagem da placa, na Figura 49 ela
é apresentada pronta.
Figura 49 - Placa de controle do motor de passo
Fonte: o autor.
A placa desenvolvida é alimentada por uma tensão que pode variar de 6 a
24_Vcc. Também se incluiu no projeto um fusível de vidro, protegendo os
componentes e o circuito contra sobrecargas e curto circuito. Para controle dos
passos utilizou-se um microcontrolador Programmable Intelligent Computer (PIC),
modelo PIC12F683, do fabricante Microchip, o qual realiza o controle do circuito por
intermédio da lógica de programação gravada em sua memória. Já para a
alimentação das bobinas do motor de passo utilizaram-se transistores de potência,
modelo TIP122, os quais são acionados por um sinal de baixa intensidade de
miliampères, gerado pelo circuito de controle, PIC (MICROCHIP, 2007). Eles
transformam o sinal recebido em um sinal elétrico com a mesma característica, mas
com potência suficiente para acionar o motor de passo. Para facilitar as ligações
incluiu-se na placa bornes de ligação para o motor de passo e o CLP. No primeiro é
conectado a sequência das bobinas do motor, já no segundo, as saídas digitais do
82
CLP, onde um dos pinos define o sentido de rotação do motor e outro a frequência
de pulso, sendo que cada pulso corresponde a um passo do motor, ou seja, um
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
movimento de 1,8 graus.
Figura 50 - Circuito placa de controle do motor de passo
Fonte: o autor.
A etapa de alimentação da placa foi projetada de forma a possibilitar ao
circuito receber uma tensão entre 6 a 24 Vdc em sua entrada (tensão normalmente
utilizada para alimentar as bobinas dos motores de passo). Para isso, utilizou-se um
regulador de tensão modelo lm7805, trata-se de um componente capaz de receber
uma alimentação de 6 até 35 Vdc em sua entrada e transformá-lo em uma tensão
constante de 5 Vdc em sua saída, compatível com a alimentação do PIC. Para
impedir oscilações em altas frequências ligou-se na saída do lm7805 dois
capacitores em paralelo.
Nas entradas projetadas para receber os sinais do CLP, frequência de pulso
(STP) e direção (DIR) utilizaram-se diodos zener, modelo 1n4733, de 5,1 V,
polarizados inversamente. Esta ligação em conjunto com um resistor de 220
possibilita deixar o sinal do CLP compatível com as entradas do PIC, com isso a
tensão fornecida pelo CLP, 24 Vcc, é convertida para uma tensão de 5 Vcc.
83
O PIC12F683 possui 8 pinos, onde dois pinos servem para alimentá-lo com
5_Vcc. Já outros dois foram configurados como entradas digitais para receber o STP
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
e DIR, sinais emitidos pelo CLP, que correspondem respectivamente pela frequência
dos pulos e sentido de rotação do motor de passo. Os outros quatros pinos foram
usados como saídas digitais, as quais emitem pulsos elétricos que acionam o
circuito de potência, cada saída é responsável por controlar uma das bobinas do
motor de passo.
Os pulsos transmitidos pelas saídas (B1, B2, B3 e B4) do PIC12F863
acionam transistores de potência, modelo TIP122. Esse componente entra em
condução a partir de um sinal de pequena intensidade gerado em sua base
(MOTOROLA, 2005). Eles são acionados por pulsos que seguem a sequência das
bobinas do motor de passo, com isso é possível controlar o movimento de rotação
do motor.
Outra parte importante deste projeto foi o desenvolvimento da câmara
dosadora, a qual armazena temporariamente as bolas até que ocorra a passagem
da embalagem (pote) por baixo dele. A liberação dos produtos acontece por
intermédio do acionamento de um motor de corrente contínua de 24 Vcc, o processo
é demonstrado na Figura 516.
Figura 51 – Câmera dosadora
Fonte: o autor.
84
O acionamento do motor faz com que a tampa da câmara dosadora se abra
horizontalmente, liberando a passagem do produto para a embalagem. Esse
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
processo acontece de forma sincronizada entre o enchimento do pote e a velocidade
da esteira transportadora, sendo que o controle do posicionamento da tampa ocorre
por intermédio de dois fins de cursos que indicam quando ela está fechada ou
aberta.
3.11 Sistema de controle
Como controlador utilizou-se o S7-300, CPU 314C-2DP do fabricante
Siemens, modelo disponível nos laboratórios de automação da Instituição. Ele
incorpora 24 entradas e 16 saídas digitais, bem como 5 entradas
e 2 saídas
analógicas, suficientes para a realização dos testes e validação da planta
(SIEMENS, 2003). A Figura exibe uma imagem da CPU 314C-2DP.
Figura 57 - S7-300 CPU 314C-2DP SIEMENS
Fonte: (SIEMENS, 2003).
Para a implementação do sistema proposto realizou-se o mapeamento das
entradas e saídas utilizadas na CPU 314C 2DP, conforme Tabela 3.
85
Tabela 3 – Mapeamento Entradas e Saídas do CLP
Entradas (DI)
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Portas
Descrição
Entradas (AI)
Portas
Descrição
Saídas (DO)
Portas
Descrição
Saídas (AO)
Portas
Descrição
I 124. 0 DI_ContagemEntrada PIW 752 AI_Pesagem1 Q 124. 0 DO_InversorEsteiras1e2
PQW 752 AO_VelocidadeBuffers1e2
I 124. 1 DI_ContagemSaida
PIW 753 AI_Pesagem2 Q 124. 1 DO_MotorEsteira3
PQW 753 AO_VelocidadeEsteiras2e3
I 124. 2 DI_Dosagem1
PIW 754
Q 124. 2 DO_MotorPassoDosagem1
I 124. 3 DI_Dosagem2
PIW 755
Q 124. 3 DO_MotorPassoDosagem2
I 124. 4
PIW 756
Q 124. 4 DO_CacambaDosagem1
I 124. 5
Q 124. 5 DO_CacambaDosagem2
I 124. 6
Q 124. 6
I 124. 7
Q 124. 7
I 125. 0 DI_PosicaoBuffer1
Q 125. 0 DO_InversorBuffers1e2
I 125. 1 DI_PosicaoBuffer2
Q 125. 1 DO_MotorCancela1
I 125. 2 DI_CancelaAberta1
Q 125. 2 DO_MotorCancela2
I 125. 3 DI_CancelaFechda1
Q 125. 3
I 125. 4 DI_CancelaAberta2
Q 125. 4
I 125. 5 DI_CancelaFechada2
Q 125. 5
I 125. 6
Q 125. 6 DO_MotorPesagem1
I 125. 7
Q 125. 7 DO_MotorPesagem2
I 126. 0 DI_SensorPesagem1
I 126. 1 DI_SensorPesagem2
I 126. 2
I 126. 3
I 126. 4
I 126. 5
I 126. 6
I 126. 7
Fonte: o autor.
No mapeamento foram relacionadas as portas digitais e analógicas. Sendo
que as entradas digitais recebem sinais dos sensores e chaves fim de curso,
controlam processos como abertura e fechamento de cancelas e contagens. Já as
entradas analógicas foram configuradas para receber um sinal de 0-10 V, monitoram
o sistema de pesagem. A relação de saídas digitais contempla o acionamento de
motores, inversores, drivers e outros atuadores elétricos. Também com objetivo de
controlar a velocidade das esteiras e do buffer foram relacionadas duas saídas
analógicas, configuradas para emitir sinais de 0-10 V, as quais são enviadas para
entrada analógica dos inversores. A partir do mapeamento das entradas e saídas do
CLP iniciou-se o projeto e montagem do quadro de comando (FIGURA 58).
86
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 58 - Quadro de comando
Fonte: o autor.
No quadro de comando (FIGURA 58), além do CLP instalaram-se dois
inversores de frequências que controlam a partida e a velocidade dos motores das
esteiras 1 e 2 e dos Buffers. Incluem-se, ainda, três contatoras 24 VCC, estas são
acionadas diretamente pelo sinal digital do CLP, e foram utilizadas para realizar a
partida direta da esteira 3 e dos sistemas de pesagem 1 e 2.
Além disso, os
circuitos foram protegidos contra sobrecargas e curtos circuitos, para isso foram
usados disjuntores motores.
87
Também foi necessário instalar uma segunda fonte para alimentar o circuito
de potência (motor de passo, motores das cancelas de dosagem e de controle de
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
fluxo dos Buffers). Logo para comandar o motor de passo acrescentou-se um driver
de controle, energizado pela fonte de alimentação e controlado por uma saída digital
do CLP. A fim de realizar o acionamento dos motores das cancelas dos Buffers
utilizaram-se relés de interface, esses dispositivos são acionados pelas saídas
digitais do CLP. A partir do acionamento, realizam o chaveamento dos seus contatos
de saída de forma isolada dos contatos de entrada. Nos contatos de saídas ligaramse os motores das cancelas, que dessa forma são estimulados pela fonte de
alimentação do circuito de potência. Além disso, na montagem da placa foram
instalados bornes para receber os sinais dos sensores, chaves fim de curso e de
indicação do circuito condicionador do sinal, ambos foram ligados diretamente no
CLP. O esquema de força do quadro de comando está disponível no apêndice.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
88
4
RESULTADOS
Com o objetivo de avaliar as funcionalidades do projeto, nesta seção são
apresentados os resultados obtidos com a implementação dos sistemas citados na
seção 3. Primeiramente será apresentada uma descrição sobre o experimento
prático, seguida dos resultados obtidos com a montagem de cada sistema e ao final,
é descrito o funcionamento final da planta de manufatura flexível multidisciplinar.
4.1
Validação das esteiras
O experimento prático realizado com as esteiras foi o controle de velocidade.
Para isso, ligou-se a Esteira 1, na entrada nos bornes do quadro de comando, os
quais foram conectados na saída do Inversor de Frequência 1, que é controlado pelo
CLP. A partir dessa ligação e com o auxílio do software STEP 7, versão 5.4, do
fabricante Siemens, realizaram-se as simulações iniciais. No primeiro momento
controlou-se visualmente a velocidade deixando-a de forma compatível com a
velocidade do sistema de pesagem, para isso foi necessário ajustar o funcionamento
do inversor para uma frequência de trabalho de 50 Hz.
Depois de realizada a etapa inicial do controle de velocidade, a qual foi
executada validando a instalação do sistema de controle, realizada pelo conjunto
CLP e Inversor de frequência. A partir disso, iniciaram-se os testes para avaliar o
sincronismo entre o sistema de transporte e a vazão do sistema de dosagem, logo
foi necessário instalar o dosador sobre uma das esteiras, também se acrescentou
em uma das guiais laterais da esteira um sensor fotoelétrico difuso, posicionado de
forma a identificar a passagem dos potes, visto que para esse teste, é fundamental
constatar o momento em que os potes passam pelo sistema de dosagem. Além
disso, foi necessário ajustar a altura e a distância entre as guiais laterais, de modo a
adaptá-las a altura da embalagem definida na secção 3.4, dessa forma conduzi-las
89
pelo centro da esteira, com intuito de garantir a precisão do sistema de dosagem. A
montagem do experimento prático é apresentada na Figura .
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 59 - Experimento prático, sincronismo entre esteira e dosagem
Fonte: o autor.
No processo ilustrado na Figura , o sensor atua de modo a identificar a
passagem dos potes, a partir dessa leitura, o CLP aciona o motor liberando a saída
da câmara dosadora, dessa forma possibilitando o enchimento do pote.
Para que o processo descrito no parágrafo anterior aconteça de forma
sincronizada sem que ocorram dosagens fora do pote, foram realizados alguns
testes nos quais se variou a frequência do sistema de controle numa faixa de 5 até
60 Hz, de forma a alterar a velocidade da esteira, com isso foi possível constatar a
faixa de trabalho ideal do processo. Para a realização do procedimento colocou-se
na câmara dosadora um volume padrão de bolinhas correspondentes à metade do
volume da embalagem definida para esse trabalho. Nos pontos que ocorreu
compatibilidade entre os sistemas marcou-se na coluna de sincronismo da Tabela 4
com “Sim”.
90
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Tabela 4 - Velocidade esteira x Vazão do sistema de dosagem
Frequência
(Hz)
60
55
50
45
40
35
30
25
20
15
10
5
RPMs
67,2
61,6
56,0
50,4
44,8
39,2
33,6
28,0
22,4
16,8
11,2
5,6
Sincronismo
Não
Não
Não
Não
Não
Não
Sim
Sim
Sim
Sim
Sim
Sim
Fonte: o autor.
Com os resultados expostos na Tabela 4 constatou-se que o sincronismo
entre os sistemas ocorre numa frequência máxima de 30 Hz, nessa faixa o eixo do
redutor que traciona a esteira gira a 33,6 RPM. Com os resultados obtidos conclui-se
que para que haja compatibilidade entre a velocidade da esteira e a vazão do
sistema de dosagem é necessário reduzir consideravelmente sua velocidade, diante
disso reduz-se a eficiência da planta.
Diante dos resultados apontados, e com objetivo de melhorar o rendimento da
planta, de forma a não torná-la um sistema lento, iniciou-se um novo procedimento.
Para isso, realizou-se durante o processo a mudança de frequência, onde o sistema
inicia numa faixa maior e quando o sensor faz a leitura do pote, o inversor de
frequência estimula o motor a uma desaceleração rápida, para que ocorra a
dosagem, após esse procedimento promove uma aceleração até a frequência
anterior, de forma a dar continuidade no transporte. Para que isso aconteça foi
necessário programar as rampas de desaceleração e aceleração do inversor de
frequência, onde para a primeira ação configurou-se uma resposta rápida de 0,5 s.
Já a segunda não necessita de uma reposta instantânea, por isso o tempo de
resposta foi estabelecido em 1,5 s, logo com estas definições o intervalo entre as
dosagens passa para 2 s, mesmo tempo entre as pesagens. A Figura 520 mostra o
gráfico de desaceleração e aceleração.
91
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Figura 52 - Gráfico de desaceleração e aceleração do inversor de frequência
Fonte: o autor.
Com os resultados obtidos pelo teste utilizando as rampas de desaceleração
e aceleração conseguiu-se melhorar a eficiência do processo, deixando-o
compatível com os demais sistemas envolvidos. Além disso, foi possível realizar
dosagens com um volume maior de bolinhas, de modo que se alcançou dosagem do
volume total do pote com precisão, validando a proposta de sincronismo entre os
sistemas descritos.
4.1 Validação do buffer (pulmão industrial)
Para a validação do sistema de buffer avaliaram-se os objetivos propostos
para esse módulo, que foram tornar os módulos independentes, absorvendo as
diferenças de velocidades entre os módulos e controlar o fluxo de saída, garantindo
assim a coerência do sistema de pesagem. Além disso, outra finalidade deste
módulo é permitir que diferentes grupos possam simultaneamente trabalhar nessa
planta.
92
4.1.1 Experimento para validar a independência dos módulos
Com intuito de avaliar a independência entre os módulos e o controle de fluxo,
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
direcionou-se, na entrada do buffer, a Esteira 1 e na sua saída a Pesagem 1. Ambas
foram configuradas com velocidades diferentes, sendo que a esteira com velocidade
superior ao sistema de pesagem. A partir disso, observou-se que o fluxo continua
inalterado, sendo que a ligação entre os sistemas ocorreu naturalmente, quando
houve acumulo dos potes eles se mantiveram na base giratória até que a passagem
para o sistema de pesagem estivesse livre, assim tornando os processos
independentes. A Figura 53 ilustra a montagem deste processo.
Figura 53 – Experimento montado para validar a independência dos módulos
Fonte: o autor.
4.1.2 Controle de fluxo de produtos
A fim de avaliar o controle de fluxo, onde o propósito é liberar a passagem de
apenas um pote por vez para o sistema de pesagem. Para isso, foi necessário
acrescentar na planta dois sensores fotoelétricos difusos. Sendo o primeiro
posicionado próximo à saída do buffer, de forma a monitorar a passagem dos potes
por esse sistema. Já o segundo posicionado no início do sistema de pesagem, com
intuito de controlar quando há potes no processo de pesagem. O controle proposto
foi realizado, entretanto, encontraram-se dificuldades em realizá-lo, principalmente,
na parte de programação dos tempos de abertura e fechamento da cancela, pois
93
esta foi projetada de forma angular (FIGURA 40) e seu movimento ocupa uma
grande área dos módulos envolvidos neste controle. Devido a isso, foi prevista
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
alteração na cancela, onde foi confeccionada uma nova cancela com abertura linear,
com movimento de abertura para baixo e fechamento para cima. Com isso,
consegue-se realizar o controle e a programação com maior facilidade.
4.2
Validação do sistema de pesagem
Após a realização dos testes iniciais que validaram a linearidade do sinal do
circuito condicionador (TABELA 2) com o sistema de dosagem parado. Realizou-se
um novo teste de pesagens com ele em movimento, para isso foi fundamental
conectar o sinal do circuito condicionador em uma das entradas analógica do CLP,
configurada para receber o sinal de 0-10 V do circuito. Já o acionamento do sistema
de transporte foi configurado para ser controlado por uma de suas saídas digitais,
para capturar a pesagem configurou-se uma entrada digital para receber o sinal de
indicação de um sensor fotoelétrico difuso, que detecta a presença dos potes sobre
o sistema de pesagem.
Com as ligações concluídas iniciou-se a calibração do sistema de pesagem,
inicialmente realizando o ajuste da tara do circuito. Para isso, foi realizado o
acionamento do sistema de transporte e com ele ligado ajustou-se a regulagem dela,
de forma a zerar o valor de saída do circuito condicionador de sinal. A partir disso,
iniciou-se
a
calibração
do
sistema,
utilizando-se
três
pesos
diferentes,
respectivamente, início, meio e fim de escala (205,00g, 439,00g e 678,00g),
mensurados em uma balança eletrônica de precisão, modelo MA-BS 2000, do
fabricante Marconi, com resolução de 0,01g, disponível no laboratório de Farmácia
da Instituição (MARCONI, 2014). Com a utilização dos pesos ajustou-se o ganho do
circuito de forma a se obter um sinal de saída de 0 a 10 V. Onde se obteve uma
relação de aproximadamente 0,00995 V para cada grama lida pelo sistema de
pesagem.
Após a realização da calibração partiu-se para a etapa de amostragem, com o
objetivo de analisar a repetibilidade das leituras, para isso realizaram-se trinta e
cinco leituras intercaladas em pontos diferentes da escala (início, meio e fim). Neste
94
procedimento a sequência foi a mesma para todas as leituras. Além disso, prevendo
um melhor desempenho do sistema foram coletadas 100 amostras durante o
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
deslocamento dos potes sobre o sistema de pesagem, com isso foi possível fazer
uma média das amostras e aproximar o peso lido do desejado. Também foi
fundamental converter o sinal recebido em Volts pelo CLP em gramas, os valores
obtidos pelas leituras são apresentados na Tabela 5.
95
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Tabela 5 – Amostras de peso coletadas
Leitura
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
Peso 1
(g)
208
205
209
206
208
204
205
207
205
206
202
205
205
206
202
203
204
201
200
204
203
205
203
202
202
202
202
206
202
201
205
207
206
207
203
Peso 2
(g)
446
445
445
443
437
437
441
437
437
438
435
439
442
442
437
439
440
440
438
430
439
440
435
438
439
441
439
437
440
438
439
442
438
440
440
Peso 3
(g)
686
685
691
680
686
677
689
698
682
683
684
683
687
675
678
679
688
686
687
681
689
678
687
683
673
680
684
682
680
679
683
684
686
681
686
Fonte: o autor.
Com base nas amostras (TABELA 5) verificou-se que o sistema de pesagem
mesmo estando em movimento apresentou valores muito próximos ao peso real
para ambas as amostras. Ainda para facilitar a visualização dos resultados obtidos,
gerou-se a Tabela 6, onde os valores são expressos de forma simples, permitindo a
comparação entre elas.
96
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Tabela 6 - Avaliação das amostras coletadas
Peso (g)
205
439
678
Média
(g)
204
439
683
Diferença
entre
Desvio
Mínimo Máximo Variância máx. e mín.
Padrão (g)
(g)
(g)
(g)
(g)
2,23
200
209
5
9
3,02
430
446
9
16
4,78
673
698
23
25
Fonte: o autor.
Os valores mensurados na Tabela 6 foram obtidos com o auxílio da
ferramenta Microsoft Excel, versão 2010 (MICROSOFT, 2010). Na Tabela 6 é
possível verificar que os valores de média foram próximos do peso apontados pela
balança eletrônica de precisão, variando no máximo em 5 g. Já o desvio padrão
mostra que a imprecisão das leituras cresce conforme o aumento dos pesos.
Também se analisaram os valores de mínimo e máximo, onde é possível apontar
que no início da escala o sistema apresenta melhor precisão que nos demais
pontos. De modo geral pode-se afirmar que a dispersão entre os valores lidos e os
desejados não são representativos, onde para as 35 amostras, o erro máximo foi
próximo de 3% do valor desejado, com isso pode-se afirmar que o sistema de
pesagem proposto é adequado para atividades didáticas.
4.3 Validação do dosador
Os últimos testes realizados na planta foram com sistema de dosagem, onde
foram avaliados o tempo de um ciclo de dosagem, tempo de desbloqueio da câmara
dosadora e a exatidão do sistema de dosagem.
4.3.1 Tempo de um ciclo completo de dosagem
Primeiramente avaliou-se a velocidade de dosagem. Para isso, ligou-se o
driver de controle do motor passo em uma saída digital do CLP. Nela realizaram-se
pulsos de forma a analisar o tempo mínimo de um ciclo de dosagens, que
corresponde a uma volta completa do motor de passo. Nos testes verificou-se que o
tempo mínimo possível entre os pulsos é de 20ms, visto que para completar uma
volta são necessários 200 pulsos. Com isso, constatou-se que um ciclo de dosagem
é realizado num tempo mínimo de 4s.
97
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
4.3.2 Tempo de desbloqueio da câmara dosadora
Nesse sistema também se observou o tempo de desbloqueio da câmara
dosadora, o qual é responsável por controlar a vazão das bolinhas para enchimento
dos potes. Onde o resultado obtido para realizar esse controle foi de
aproximadamente 1s, neste período foi possível realizar o enchimento total dos
potes.
4.3.3 Exatidão do sistema de dosagem
Por fim, verificou-se a exatidão do sistema de dosagem. Para isso, foram
realizadas 10 dosagens, de modo a utilizar-se todas as ranhuras da eclusa. Os
resultados obtidos são apresentados na Tabela 1.
Tabela 7- Dosagens x Quantidade bolinhas
Dosagem 1
11
Dosagem 2
11
Dosagem 3
10
Dosagem 4
11
Dosagem 5
11
Dosagem 6
11
Dosagem 7
11
Dosagem 8
10
Dosagem 9 Dosagem 10
10
11
Média
10,7
Fonte: o autor.
Com o teste de dosagem verificou-se que o volume médio de produtos por
dosagem foi de 10,7 bolinhas, sendo que na grande parte das ranhuras foram
dosadas 11 bolinhas, onde em três momentos a dosagem reduziu-se para 10
bolinhas. Objetivando averiguar a origem dessa diferença observou-se as diferentes
dosagens, sendo que se constatou que nas menores dosagens algumas bolinhas
apresentaram dimensões diferentes das demais. Como já citado na seção do
projeto, elas possuem uma diferença de até 5% em seu tamanho, o que justifica a
diferença de dosagem. Com isso, conclui-se que o sistema de dosagem volumétrica
atende a especificação do projeto, sendo que em ciclos de dosagem a possível
diferença de volume não é representativa, chegando ao máximo a 5%.
98
4.4 Montagem do experimento
Após a realização de alguns experimentos práticos, em que foi possível
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
validar os módulos projetados nesse trabalho, desenvolveu-se no software de
programação STEP 7 um algoritmo para controlar e monitorar a plataforma didática.
Onde se planejou o controle dos módulos de forma a testar a sua flexibilidade. Além
disso, com o software SIMATIC WinCC Flexible, versão 2005, do fabricante
Siemens, criou-se um ambiente gráfico para supervisioná-la, conforme Figura 54.
Figura 54 – Supervisório
Fonte: o autor.
Com o desenvolvimento dos softwares monitorou-se variáveis como a
velocidade das esteiras, e o dos buffers, acionamento dos módulos, controle dos
drivers de dosagem e pesagem, quantidade dosada, tempo entre as dosagens, fluxo
de vazão dos produtos, sincronismo entre os processos, controle de fluxo dos potes,
indicação de peso, contagem de produtos, inspeção, controle de qualidade. Além
disso, pode-se utilizar a planta para outras atividades didáticas como gerenciamento
de produção, testando métodos para aumentar a sua eficiência. Também é possível
realizar atividades com desenvolvimento de um controle PID entre os modelos de
dosagem e pesagem.
99
Com a realização dos experimentos práticos e com o desenvolvimento do
software chegou-se no objetivo proposto, no qual foi possível simular processos de
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
enchimento e pesagem de potes, com os Buffers tornou-se os processos
simultâneos, também com eles foi possível separar os processos de forma que até
três grupos possam trabalhar na planta ao mesmo tempo. Além disso, mostrou-se
que os módulos são flexíveis, permitindo alterações em sua estrutura, onde também
é possível adicionar sensores, atuadores elétricos, de forma que possam simular
diferentes atividades. Na Figura 55 é apresentada a Planta de Manufatura Flexível
Multidisciplinar.
Figura 55 - Planta didática Univates
Fonte: o autor.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
100
5
CONCLUSÃO
Nesse trabalho foram descritas todas as etapas do projeto e implementação
de uma Planta de Manufatura Flexível Didática, desde a escolha dos requisitos
iniciais, definição das dimensões dos módulos, dos processos, das funcionalidades,
até a seleção dos componentes necessários para sua construção.
Com a proposta elaborada, conseguiu-se alcançar o objetivo de criar uma
planta didática flexível. Nela os alunos podem pôr em prática o conhecimento
adquirido nas disciplinas, realizando tarefas similares aos processos industriais
existentes, como dosagem, contagem, controle de fluxo, controle de qualidade e
armazenamento de produtos. Além disso, é possível que até três grupos de alunos
possam praticar atividades diferentes simultaneamente.
O desenvolvimento do trabalho contemplou o projeto mecânico dos módulos,
bem como sua automação. Foram previstos ajustes no processo, de forma a tornar a
planta uma estrutura flexível, onde possa se utilizar embalagens diferentes,
acrescentar sensores e atuadores e, ainda permitir a troca dos componentes
elétricos já instalados.
Além disso, elaborou-se um sistema de controle e
supervisão, de forma a verificar e validar as funcionalidades da planta.
Com esse projeto, os cursos de engenharia, em evidência o de Controle e
Automação, passam a dispor de uma plataforma didática importante para auxiliar na
aprendizagem dos alunos e também os professores na elaboração de práticas que
sejam condizentes com os processos encontrados no mercado atual. Além disso, é
um recurso didático capaz de despertar o interesse de novos alunos para os cursos
de engenharia.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
101
6
SUGESTÃO PARA TRABALHOS FUTUROS
Para
melhorar
a
eficiência
do
sistema
de
dosagem
sugere-se
o
redimensionamento do motor, utilizando-se um motor que tenha resposta mais
rápida aos estímulos do CLP e também de maior potência.
É interessante realizar a incorporação de uma interface homem-máquina
(IHM), possibilitando uma interação em tempo real do controle das variáveis do
sistema. Além disso, é importante concluir o projeto da planta com a implementação
do colocador de tampas e o sistema de lacre.
Outra sugestão viável é a inclusão de um robô no fim da linha de produção, a
fim de armazenar produtos e realizar ensaios para avaliar a efetividade da planta e
analisar possíveis gargalos de produção.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
102
REFERÊNCIAS
ALFA I. E. L.; Indicadores de Pesagem Linha 3100C.S. 2012. 27p. Disponível em:
<
http://www.alfainstrumentos.com.br/manuais/indicadores/Manual_31XXCS.pdf>.
Acesso em: 09 Jun. 2014.
ALVES, M. F.; ABC das Máquinas Eléctricas. 2003. ISEP, Instituto Superior de
Engenharia do Porto, Porto – Portugal. 59 p. Disponível em: <
http://ave.dee.isep.ipp.pt/~mjf/PubDid/ABC_ME.pdf>. Acesso em: 09 de Abr 2014.
AMARAL, R.; Projeto de Implementação de um Sistema de Automação para
Silos de Armazenagem de Matéria Prima. 2012. p. 72. Engenharia de Controle e
Automação, Universidade Federal de Ouro Preto, Ouro Preto –MG.
ARAÚJO, R.; Aumento de confiabilidade em correias transportadoras por
manutenção preventiva e corretiva. 2010. p. 97. Programa de Pós-graduação em
Engenharia Mineral, Universidade Federal de Ouro Preto, Minas Gerais – MG.
Disponível
em:
<
www.ufop.br/demin/arquivos/beneficiamento_mineral/AUMENTO%20DE%20CONFI
ABILIDADE%20EM%20CORREIAS%20TRANSPORTADORAS%20POR%20MANU
TENCAO%20PREVENTIVA%20E
.pdf.>. Acesso em: 12 Out. 2013.
BARBOSA, A.M. et al. As Empresas Juniores e a Confecção de Bancadas
Didáticas como Atividades Inovadoras no Ensino de Engenharia. In: XXXIV
Congresso Brasileiro de Ensino de Engenharia (COBENGE), 2006, Passo Fundo –
S,
p.
S
- .
isponí el
em
.dee.ufma. r fsou a anais ar ui os
.pdf>. Acesso em: 24 Ago.
2013.
BARRETO A. R.; ARAUJO J. A. B.; Sistema de armazenamento em uma indústria
de fitoterápicos. 2010. Faculdade de Tecnologia de Botucatu. Botucatu – SP, 19p.
Disponível em:
< http://www.fatecbt.edu.br/seer/index.php/tl/article/view/84/43>.
Acesso em: 27 Abr. 2014.
BIGATON, C.; Projetos mecânicos. 2007. Centro Estadual de Educação
Tecnológica Paulo Souza, CEETEPS. São Paulo – SP, 58p. Disponível em: <
http://www.etepiracicaba.org.br/cursos/apostilas/mecanica/3_ciclo/projetos_mecanic
os.pdf>. Acesso em: 1 Abr. 2014.
BOARETTO, N. et al.; Implantação de um laboratório de automação de
manufatura na unidade de Pato Branco do CEFET-PR. 2004. Pato Branco– PR. 8
p.
Disponível
em:
<
http://www.abenge.org.br/CobengeAnteriores/2004/artigos/01_020.pdf>. Acesso em:
28 de Mai 2014.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
103
BOARETTO, N.; SANZOVO, N.; SCANDELARI, L. Implantação de um Laboratório
de Automação de Manufatura na Unidade de Pato Branco do CEFET-PR. In:
XXXII Congresso Brasileiro de Ensino de Engenharia (COBENGE), 2004, Brasília DF.
Disponível
em:
<www.abenge.org.br/CobengeAnteriores/2004/artigos/01_020,pdf>. Acesso em: 20
Ago. 2013.
BRAGA, N. C.; Os Inversores de Frequência (MEC125). 2014. 1 p. Instituto
Newton
C.
Braga,
São
Paulo
–
SP.
Disponível
em:
<http://www.newtoncbraga.com.br/index.php/automacao-industrial/5443-mec125>.
Acesso em: 24 de Març 2014.
BRITES, F. G.; SANTOS, V. P. A.; Motor de passo. 2008. Universidade Federal
Fluminense, Centro de Tecnologia, Niteroí – RJ. 15 p. Disponível em: <
http://www.telecom.uff.br/pet/petws/downloads/tutoriais/stepmotor/stepmotor2k81119
.pdf>. Acesso em: 25 de Mai 2014.
BUENO, T. B.; Automação de uma empilhadeira de minério utilizando um
controlador lógico programável. 2010. 102 p. Universidade Federal de Ouro
Preto,
Ouro
Preto
–
MG.
Disponível
em:
<
http://www.em.ufop.br/cecau/monografias/2010/Talita%20B.%20%20Bueno.pdf>.
Acesso em: 04 de Abr 2014.
CARVALHOSO P. I. A.; Finalização de máquinas para ensaios de delaminagem
sob fadiga. Universidade de Aveiro, 2012, Portugal, 90p. Disponível em: <
http://ria.ua.pt/bitstream/10773/10081/1/Dissertacao-Pedro%20Carvalhoso.pdf>.
Acesso em: 09 Jun. 2014.
COSTA, C.; Projetando Controladores Digitais com FPGA. 2006. 159 p. Novatec
Editora Instituto, São Paulo – SP. ISBN 85-7522-088-8 Disponível em: <
http://www.editoranovatec.com.br/livros/controladoresdigitais/capitulo8575220888.pd
f>. Acesso em: 24 de Abr 2014.
CREMONEZI H.; Provas ilícitas intercepção telefônica e a constitucionalidade
do parágrafo único do artigo 1º da lei 9296/96. Faculdades de direito de
presidente prudente-SP. 2002, Presidente Prudente – SP, 80p. Disponível em: <
www.ufpi.br/uapi/downloads/texto1_adm intr teorias adm.doc>. Acesso em: 17
Nov. 2013.
DALLEASTE, F. S.; Célula de manufatura – implantação na indústria de
componentes eletrônicos.
2011, Porto Alegre - RS. Disponível em: <
http://www.lume.ufrgs.br/bitstream/handle/10183/39230/000825136.pdf se uence
>. Acesso em: 23 Out. 2013.
DAMASCENO, L.G.; Planta CIM.
. p. . Faculdade Metropolitana de amaçari F M ,
amaçari
–
.
isponí el
em
.famec.edu. r noticias
mai
la oratorio engen aria.pdf>. Acesso em:
24 Ago. 2013.
DANTE J. R.; Avaliação qualitativa de um sistema especialista para
identificação de panes de máquinas. 2009. p.110. Universidade Tecnológica
104
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Federal do Paraná, UTPR.
Curitiba – PR, Disponível em: <
http://www.ppgem.ct.utfpr.edu.br/dissertacoes/DANTE,%20Jeferson%20Roberto.pdf
>. Acesso em: 27 Abr. 2014.
DIAS, S.V. et al. Controle de velocidade de uma correia transportadora
utilizando controlador PI. 2010. Universidade Federal do Ceará, UFC. 2006,
Maracanaú
–
CE,
6p.
Disponível
em:
<
http://www.lamotriz.ufc.br/Artigos artigo
.pdf>. Acesso em: 27 Abr. 2014.
DIEDRICH, V. H.; Desenvolvimento de nova topologia de carro-primário de
atuador planar de indução. 2013. Universidade Estadual do Rio Grande do Sul ,
UFGRS.
Porto
Alegre
–
RS,
95p.
Disponível
em:<
http://www.lume.ufrgs.br/bitstream/handle/10183/78499/000898525.pdf?sequence=1
>. Acesso em: 17 Nov. 2013.
ESATEC; Mesa Acumuladora de Frascos. 2014. Carandiru – SP, 1p. Disponível
em: < http://www.esatecautomacao.com.br/mesa.asp>. Acesso em: 04 Abr. 2014.
EXIMAQ; Transportador de roletes livres. 2013. Vinhedo – SP, 1p. Disponível em:
<http://www.eximaq.com.br/imagens-produtos/5224transportador-de-roleteslivres.jpg>. Acesso em: 17 Nov. 2013.
FERREIRA, J.C.E.; Equipamentos para a Manufatura e Montagem Flexível. In:
Sistemas Integrados de Manufatura. 2012. p. 186-187. Universidade Federal de
Santa
Catarina,
Florianópolis
–
SC.
Disponível
em:
<
http://www.grima.ufsc.br/sim/apostila/Capit6.pdf>. Acesso em: 27 Ago. 2013.
FIALHO N.; Aplicação dos sistemas de inspeção visual na indústria. 2013. p.2.
UNIDIGITAL, Eletrônica e Sistemas de Automação, Porto Alegre – RS. Disponível
em: < http://unidigital.com.br/artigos/a-aplicacao-dos-sistemas-de-inspecao-visualna-industria-6/> Acesso em 17 Nov. 2013
FILHO, G. F.; Motor de Indução. 2 Ed., São Paulo – SP, Editora Érica, 2013. p.
296. ISBN 978-85-365-0448-3.
FRANCHI, C. M.; Inversores de frequência: teoria e aplicações. São Paulo,
Editora Érica 2008.
FREITAS E.; Modalidades de produção industrial. 2013. p.1. SITE BRASIL
ESCOLA,
Goiânia
–
GO.
Disponível
em:
<
http://www.brasilescola.com/geografia/modalidades-producao-industrial.htm> Acesso
em 14 Nov. 2013.
GOBBI M. A.; Implementação de condicionador de sinal para pesagem em
esteira dinâmica. 2014, p. 10. Estágio supervisionado do Curso de Engenharia de
Controle e Automação, Centro Universitário Univates, Lajeado –RS.
GOOGLE. SketchUp, versão 8.0.14346, Software livre. 2010, Disponível em:
<www.sketchup.com/intl/pt-BR/download/gsu.html>. Acesso em 29 Set. 2013.
105
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
IBR; Catálogo IBR Q. 2014. Caxias do Sul – RS. Disponível em: <
http://www.redutoresibr.com.br/site/public/files/downloads/8412b435f6_ibr_q.pdf>.
Acesso em: 13 de Abr 2014.
INEAL; Manual de operação e manutenção dosadores gravimétricos. 2013.
Santo
André
–
SP,
15p.
Disponível
em:
<
http://www.ineal.com.br/manuais/dosadorgravimetrico/ManualDosadorGravimetrico.p
df>. Acesso em: 2 Abr. 2014.
INTERROLL;
Motopolias.
2010.
131p.
Disponível
em:
<
http://www.interroll.com/media/editorial_media/interroll_group/downloads/antriebe_fo
erderrollen/drivers_rollers/drum_motors_catalogue/100525_Drum_Motor_Cat_ptBR_OY_WEB-OK.pdf>. Acesso em: 09 Jun. 2014.
IRAPLAST; Catálogo Série Redondo. 2013. p.1. IRAPLAST, Iracemápolis – SP.
Disponível em: < www.iraplast.com/small-brochures/catalogo-serie-redondo.pdf >
Acesso em 16 Out. 2013
JACOBSEN A. L.; JUNIOR J. B. C.; NETO L. M.; Administração (Introdução e
Teorias). Secretaria de educação a distância (SEAD/UFSC). 2006, Florianópolis –
SC,
213p.
Disponível
em:
<
www.ufpi.br/uapi/downloads/texto1_adm_intr teorias adm.doc>. Acesso em: 17
Nov. 2013.
LEMAQUI; Uso de esteiras industriais. 2013. Lajeado – RS, 1p. Disponível em: <
http://www.elemaqui.com.br/produto_uso-de-esteiras-industriais-141.html>. Acesso
em: 17 Nov. 2013.
LEWESMAQ; Mesa Acumuladora e Alimentadora. 2014. Elói Mendes – MG, 1p.
Disponível em: < http://lewesmaq.com.br/novo/equipamentos/novos/equipamentosp-liquidos/mesa-acumuladora-e-alimentadora >. Acesso em: 04 Abr. 2014.
LIMA, J.C.M.; RAMOS, A.L.T.; Laboratório CIM. 2010. p. 74. Pontifícia Universidade
Católica do Rio Grande do Sul - PUCRS, Porto Alegre – RS. Disponível em: <
http://www.feng.pucrs.br/~labcim/>. Acesso em: 23 Ago. 2013.
LINAK; Atuador linear elétrico. 2013. p.1. LINAK, São Paulo – SP. Disponível em:
< http://www.linak.com.br/about/?id3=5603> Acesso em 13 Nov. 2013
LOSUNG; Esteiras transportadoras articuladas. 2012. Diadema – SP, 1p.
Disponível
em:
<http://www.losung.ind.br/site/equipamentos/esteirastransportadoras/esteira-transportadora-articulada/>. Acesso em: 17 Nov. 2013.
MACHADO, M. L. P.; Introdução ao controle e automação. 2006, Vitória – ES,
67p.
Disponível
em:
ttp
.a epro.org. r i lioteca
.pdf>.
Acesso
em: 12 Nov. 2013.
MACKENZIE, D.T.I. (Divisão de Tecnologia da Informação Instituto Presbiteriano
Mackenzie); Laboratório de Manufatura Integrada por Computador – CIM. 2012.
p.1. Universidade Presbiteriano Mackenzie, São Paulo – SP. Disponível em: <
http://www.mackenzie.br/6102.html > Acesso em 26 Ago. 2013.
106
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
MARCONI.; MA-BS 2000 Balança de precisão 3100g. Piracicaba – SP, p. 1. 2014.
Disponível
em:
<
http://www.marconi.com.br/capa.asp?idpaginainst=exibeproduto&procodigo=390&de
pcodigo=957&segcodigo=>. Acesso em: 09 de Jun. 2014.
MAROUELI, C. A.; Gargalos de produção.
Artigo, revista eletrônica
Administradores, 2008. São Paulo – SP, 1p. Disponível em: <
http://www.administradores.com.br/artigos/economia-e-financas/gargalos-deproducao/21678/>. Acesso em: 17 Nov. 2013.
MARQUES L. O que são polímeros e porque são interessantes. Universidade de
Évora, Departamento e Centro Química, 2009, Portugal, 3p. Disponível em: <
http://www.videos.uevora.pt/oquesaopolimeros.pdf>. Acesso em 09 Jun. 2014.
MARTINS L. A. O.; Sistema de inspeção visual automática aplicada à detecção
de defeitos em aços laminados. 2010. p.124. Mestrado em modelagem
matemática e computacional, Centro Federal de Educação Tecnológico de Minas
Gerais,
Belo
Horizonte
–
MG.
Disponível
em:
<
http://piimlab.decom.cefetmg.br/galerias/publicacoes_arquivos/dissertacoes/Dissertacao_Luiz
Martins.pdf> Acesso em 17 Nov. 2013
MASCHERONI, J.M.; Guia de aplicação de inversores de frequência. 3 ed. Jaraguá
do Sul: WEG,
MATOS C. J. G.; Análise e implementação da norma ANSI/ISA S88.01 no
controle automatizados de um sistema em processo por batelada. Rio de
Janeiro
–
RJ,
p.
139.
2007.
Disponível
em:
<
http://teses.ufrj.br/COPPE_M/ClaudioJoseGoncalvesDeMatos.pdf>. Acesso em: 09
de Jun. 2014.
MICRO ANALISE; Produtos.
, São aulo – S , p. isponí el em
ttp
.microanalise.com. r produtos. tm>. Acesso em: 14 Nov. 2013.
MICROCHIP; PIC12F683 Data Sheet. 2007. 176p. Disponível
http://www.f6fbb.org/domo/thb/12f683.pdf>. Acesso em: 08 Jun. 2014.
em:
<
MICROSOFT. Excel, versão 2010, Software pago. 2010, Disponível em: <
http://office.microsoft.com/pt-br/business/compare-office-365-for-business-plansFX102918419.aspx>. Acesso em: 9 de Jun. 2014.
MORAES, L. H.; SANTORO, M. C.; Medida de eficiência em linhas de produção.
2006,
Fortaleza
–
,
p.
isponí el
em
ttp
.a epro.org. r i lioteca
.pdf>.
Acesso
em: 12 Nov. 2013.
MOREIRA, O.; Estudo sobre sistemas de pesagem. Curso de Pós-Graduação –
Lato Sensu Mecatrônica, Universidade São Judas Tadeu, 2005, São Paulo – SP,
69p. Disponível em: < http://www2.dem.inpe.br/mcr/Orient/pdf/Odair.pdf>. Acesso
em: 14 Nov. 2013.
107
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
MOTOROLA; Semiconductor Technical Data. 2005. 7p. Disponível em: <
http://pdf.datasheetcatalog.net/datasheet/motorola/TIP127.pdf>. Acesso em: 08 Jun.
2014.
NATALE, F.; Automação Industrial. 8 ed. São Paulo - SP: Editora Érica Ltda, 2006.
p. 231. ISBN 85-7194-707-4.
NETO, B. R. M.; Automação de base microeletrônica e organização do trabalho
na indústria metal-mecânica. Vol. 26, São Paulo - SP: Revista de Administração
de Empresa, 1986. ISSN 0034-7590.
NETO, E.M.; Apostila de Ergonomia.
. p.
. ortal de rgonomia no
ra al o,
elo
ori onte
–
M .
isponí el
em
ttp
.ergonomianotra al o.com. r artigos postila de rgonomia .pdf>.
Acesso em: 27 Abr. 2014.
NETO, F. S. S.; Avaliação do processo de enriquecimento de farinha de trigo
com o apoio do controle de processos. 2011. Centro de Tecnologia, Programa de
Pós-Graduação em Engenharia de Produção – Universidade Federal de Santa
Maria.
Santa
Maria
–
RS,
58p.
Disponível
em:
<
http://cascavel.cpd.ufsm.br/tede/tde_arquivos/12/TDE-2012-03-06T105931Z3485/Publico/SOUZA%20NETO,%20FLORIANO%20SOEIRO.pdf>. Acesso em: 2
Abr. 2014.
PAVÃO, A.C.; PINHEIRO, D.M.; NETO, O.M.; Uma Reflexão sobre Laboratórios
Didáticos Nos Cursos de Engenharia. In: XXXV Congresso Brasileiro de Ensino
de Educação em Engenharia (COBENGE), 2007, São Caetano do Sul - SP.
Disponível
em:
<
www.abenge.org.br/.../2007/.../238Octavio%20Mattasoglio%20Neto.pdf>. Acesso em: 27 Set. 2013.
PINTO, F.C.; Sistema de automação e controle. 2005. p. 333. Serviço Nacional de
Aprendizagem Industrial (SENAI), Vitória – ES. Disponível em: <
www.abraman.org.br/Arquivos/41/41.pdf >. Acesso em: 21 Ago. 2013.
PLASVALE; Porta mantimentos. 2014. p.1. Plasvale, Gaspar – SC. Disponível
em:<
ttp://www.plasvale.com.br/2012/pt_br/produtos.asp?prin=43&pai=43&segmento=238
> Acesso em 1 Mai. 2014
PROENÇA, A. et al. Manufatura Integrada por Computador: Sistemas
Integrados de Produção: Estratégia, Organização, Tecnologia e Recursos
Humanos. 1 ed. Rio de Janeiro – RJ: Campus: SENAI: COPPE/UFRJ, 1995. p. 420.
ISBN 85-7001-962-9.
RIGHI, L. A.; Máquinas de Indução. 2013. Santa Maria– RS. 220 p. Disponível em:
< http://coral.ufsm.br/righi/maquinas2013/MAQIND_4.pdf>. Acesso em: 07 de Abr
2014.
RODRIGUES, M. G. S.; A Importância dos Equipamentos de Movimentação para
a Logística da Indústria Brasileira. 2010. p. 44. Monografia (Graduação em
Logística Empresarial), Universidade Candido Mendes, Rio de Janeiro – RJ.
108
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
Disponí el em
.a m.edu. r docpdf monografias pu licadas
Acesso em: 12 Out. 2013.
.pdf>.
SANTOS B. G. et al.; Protótipo de uma balança suspensa digital a sensor
indutivo. Ponta Grossa - PR: Revista de Engenharia e Tecnologia, 2013. p. 14.
ISSN
2176-7270.
Disponível
em:
<
http://www.revistaret.com.br/ojs2.2.3/index.php/ret/article/viewFile/215/209>. Acesso em: 09 de Jun. 2014.
SANTOS, H. G.; Desenvolvimento de um Supervisório Modular para uma Célula
Flexível de Manufatura. 2007. p. 186. Programa de Pós-graduação em Engenharia
Mecânica, Universidade Federal de Santa Catarina, Florianópolis – SC. Disponível
em:
.grima.ufsc. r sociesc fms FMS files age
. tm>. Acesso em: 20
Ago. 2013.
SCHNEIDER C. L.; Desenvolvimento de um sistema de pesagem na expedição
a granel de esteiras industriais. Universidade Regional do Noroeste do Estado do
Rio Grande do Sul, 2012. Panambi – RS, 30p. Disponível em: <
http://bibliodigital.unijui.edu.br:8080/xmlui/bitstream/handle/123456789/1357/Desenv
olvimento%20de%20um%20sistema%20de%20pesagem%20em%20expedi%C3%A
7%C3%A3o%20a%20granel.pdf?sequence=1>. Acesso em: 17 Nov. 2013.
SCIARRA, H.M.; Tecnologia FMS – Sistemas Flexíveis de Manufatura: Uma
Vantagem Competitiva. 2007. 81 p. Monografia (Graduação Tecnólogo em
Produção com Ênfase Industrial), Centro Estadual de Educação Tecnologia Paula
Souza, Taquaritinga – SP. Disponível em: < fotos.fatectq.edu.br/a/3634.pdf > Acesso
em 27 Ago. 2013.
SIEMENS. Solid Edge, versão Student, Software livre. 2014, Disponível em: <
https://www.plm.automation.siemens.com/pt_br/products/velocity/forms/solid-edgestudent.cfm>. Acesso em 09 Jun. 2014.
SIEMENS; Motores de Corrente Contínua. 2006. Cabreuva – SP. Disponível em: <
http://www.siemens.com.br/medias/FILES/2910_20060505141908.pdf>. Acesso em:
09 de Abr 2014.
SIEMENS; SIMATIC S7-300 Programmable Controler CPU Specifications, CPUs
312C to 314C-2DP/PtP. Reference Manual, 2003. Disponível em: <
http://www.siemens.com.br/upfiles/1124.pdf>. Acesso em: 09 de Jun. 2014.
SILVA, A. B.; Dosador de ingredientes microcontrolado. 2011. p. 89. Engenharia
de Controle e Automação, Universidade Paulista – UNIP, São Paulo – SP.
Disponível
em:
<
http://www.ebah.com.br/content/ABAAAe4_0AJ/tcccorrigido?part
>. Acesso em: 1 Mai. 2014.
TEKROLL; Transportador de correia plana. 2013. São Bernardo do Campo – SP,
1p. Disponível em: < http://www.tekroll.com.br/transportador_correia_plana.html>.
Acesso em: 17 Nov. 2013.
ULBRA; Laboratório de Robótica. 2013. p.1. ULBRA, Canoas – RS. Disponível em:
< http://www.ulbra.br/novo-comuns/pages/laboratorios.html > Acesso em 26 Ago.
2013
109
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
UNICONTROL; Curso PLC Siemens. 2007. p.343. UNICONTROL, São Paulo – SP.
Disponível
em:
<http://www.adjutojunior.com.br/plc/Apostila_Curso_PLC_Siemens_Software_Step7.
pdf> Acesso em 04 Abr. 2014
VALE; BSP – 5, 10, 20, 50 e 100 Kg.
. São aulo – S . isponí el em
ttp
. ale alancas.com. r erman sp
. tml>. Acesso em: 24 Abr.
2014.
VARGAS, R. T.; Sistema de pesagem em correia transportadora. Projeto de
graduação, Universidade Federal do Espírito Santo, 2006, Vitória – S,
p.
isponí el
em
.ele.ufes. r pro grad documentos ... rodrigot ompson argas.pdf>.
Acesso
em: 14 Nov. 2013.
WALLACE, T. F.; STAHL, R. A.; Planejamento Moderno da Produção. São Paulo SP: IMAM, 2003. p. 211. ISBN 85-89824-07-1.
WEG; CFW08 Inversores de Frequência. 2013a. 12p. Disponível em: <
http://ecatalog.weg.net/files/wegnet/WEG-cfw-08-inversor-de-frequencia-10413066catalogo-portugues-br.pdf>. Acesso em: 08 Jun. 2014.
WEG; W22 para Redutor Tipo 1. 2013b. 12p. Disponível em:
<http://ecatalog.weg.net/files/wegnet/WEG-motor-w22-para-redutor-tipo-1-50040243catalogo-portugues-br.pdf >. Acesso em: 08 Jun. 2014.
WEMMBERLÖV, U; Planejamento e Controle da Produção para Sistemas da
Manufatura Celular. 1 ed. São Paulo - SP, IMAN, 1997. p. 102.
WENDLING, M.; Sensores. 2010. Universidade Estadual Paulista, UNESP.
Guaratinguetá
–
SP,
19p.
Disponível
em:
<
http://www.tekroll.com.br/transportador_correia_plana.html>. Acesso em: 17 Nov.
2013.
WORM, H.; Sistema de identificação e manipulação de produtos em planta de
manufatura flexível usando RFID. 2009. p. 86. Engenharia de Controle e
Automação, Centro Universitário Univates, Lajeado –RS.
BDU – Biblioteca Digital da UNIVATES (http://www.univates.br/bdu)
110
APÊNDICE