Universidade Federal do Triangulo Mineiro
Rafael Rocha Buso
Projeto e construção de uma fonte de alta tensão DC para aplicação em
pulverização catódica
Uberaba
2016
Rafael Rocha Buso
Projeto e construção de uma fonte de alta tensão DC para aplicação em
pulverização catódica
Dissertação apresentada ao
Programa de Mestrado Profissional
em Inovação Tecnológica - PMPIT,
da Universidade Federal do Triangulo
Mineiro como requisito parcial para
obtenção do título de Mestre.
Orientador:
Prof.
Dr.
Rogério
Valentim Gelamo.
Uberaba,
2016
C a t a l o g a ç ã o n a f o n t e : B i b l i o t e c a d a U n i v e r s i d a d e F e d e ra l d o
T ri â n g u l o M i n e i r o
B985p
Buso, Rafael Rocha
Projeto e construção de uma fonte de alta tensão DC para aplicação
em pulverização catódica / Rafael Rocha Buso. -- 2016.
67 f. : il., fig., graf., tab.
Dissertação (Mestrado Profissional em Inovação Tecnológica) -Universidade Federal do Triângulo Mineiro, Uberaba, MG, 2016
Orientador: Prof. Dr. Rogério Valentim Gelamo
1. Eletricidade. 2. Filmes finos. 3. Superfícies (Tecnologia). 4. Alta
voltagem. 5. Plasma. I. Gelamo, Rogério Valentim. II. Universidade
Federal do Triângulo Mineiro. III. Título.
CDU 621.3.031
AGRADECIMENTOS
Agradeço ao Conselho Nacional de Desenvolvimento Científico e Tecnológico
(CNPQ) por ter concedido o apoio financeiro necessário para a aquisição dos
componentes da fonte.
Ao Prof. Rogério Valentim Gelamo pelas orientações, ensinamentos,
compreensão e dedicação extra despendida na realização deste trabalho.
À minha esposa Patrícia Beatriz Quintino Pereira pela compreensão, auxilio
nas leituras do texto e paciência.
Agradeço também ao amigo e colega de mestrado, Robson Borges Rodrigues,
pelas discussões técnicas que resultaram na melhoria do projeto.
Agradeço a todos os professores e colegas de mestrado pelo aprendizado e
bom convívio que tivemos durante o curso e que não foram citados diretamente.
RESUMO
Este trabalho de mestrado está relacionado ao projeto e construção de uma
fonte de alta tensão DC variável para utilização em um sistema de deposição de filmes
finos diversos por pulverização catódica. A fonte tem como características, tensão de
0 a 1400 V e corrente de 1A, gerando uma potência máxima de 1400 W. A fonte foi
instalada em um sistema de alto vácuo pré-instalado no Laboratório de Filmes Finos
e Processo de Plasma da universidade Federal do triangulo Mineiro e eletricamente
acoplada a um canhão magnetron. A fonte permite a deposição de filmes de qualquer
tipo de metal, seus óxidos ou seus nitretos, sobre qualquer tipo de substrato sólido.
Como aplicação, estudou-se nesse trabalho as características elétricas e morfológicas
de três filmes metálicos em diferentes espessuras, sendo eles, aço inoxidável 304,
cobre e tungstênio. A espessura foi obtida com um perfilômetro e a morfologia e a
rugosidade da superfície, obtidas por microscopia de força atômica. Foram obtidas as
resistências de folha e resistividade através de uma estação de medidas elétricas. As
espessuras máximas encontradas para o aço inoxidável 304, cobre e tungstênio foram
respectivamente de 70 ± 2,7 nm, 156 ± 9,7 nm e 92,8 ± 2,9 nm. As resistividades
chegaram a 7.4±0.4 x 10-7
.m, 5.5±0.4 x 10-8
.m e 9.9±0.4 x 10-6
.m para o Aço
inox 304, cobre e tungstênio respectivamente.
Palavras chaves: Projeto, pulverização catódica, fonte de alta tensão, plasma
ABSTRACT
This work is related to project and construction of a variable DC high voltage
power supply to be used in a system of thin films deposition by sputtering. The
characteristics of the source are tension from 0 to 1400 Volts and 1A current,
generating a maximum electric power of 1400 W. The source was installed in a high
vacuum system in the Filmes Finos e Processos de Plasma Laboratório (Thin Film and
Plasma Process Laboratory) and electronically connected to a magnetron ion gun. The
source allows the film deposition of several kind of metal, its oxides or its nitrates,
under any kind of solid subtract. As the application form, it was studied in this work,
the electrical and morphological characteristics of three metallic films from different
thickness, being them, stainless steel, copper and tungsten. The thickness was
obtained with a profilometer and the surface morphology and roughness obtained by
atomic force microscopy. It was obtained the resistances and the resistivity of the sheet
through a station of electric measure. The maximum thickness found for the 304
stainless steel, copper and tungsten were respectively 70 ± 2.7 nm ± 9.7 156 ± 2.9 nm
and 92.8 nm. The resistivities reached 7.4 ± 0.4 x 10-7
9.9 ± 0.4 x 10-6
.m, 5.5 ± 0.4 x 10-8
.m and
.m for 304 stainless steel, copper and tungsten respectively.
Key word: sputtering, high voltage power supply, cold plasmas, thin films.
SUMÁRIO
1.
INTRODUÇÃO....................................................................................... 12
2.
REVISÃO BIBLIOGRÁFICA .................................................................. 13
2.1.
3.
PULVERIZAÇÃO CATÓDICA ......................................................... 13
MATERIAIS E MÉTODOS ..................................................................... 15
3.1.
PROJETO E CONSTRUÇÃO DA FONTE DE TENSÃO ................. 15
3.1.1. Fonte de tensão chaveada .............................................................. 15
3.1.2. Fonte de tensão linear .................................................................... 16
3.1.3. Fonte chaveada comparada com fonte linear ................................. 16
3.1.4. Tecnologia escolhida ...................................................................... 19
3.1.5. Projeto mecânico ............................................................................ 20
3.1.5. Gabinete.......................................................................................... 20
3.1.6. Conector e Isolador da saída de alta tensão ................................... 22
3.1.7. Projeto elétrico ................................................................................ 24
3.1.7.1. Chave geral ............................................................................... 24
3.1.7.2. Varivolt ...................................................................................... 25
3.1.7.3. Transformador elevador 110-220 / 1000 V ............................... 26
3.1.7.4. Retificador e filtro capacitivo ..................................................... 27
3.1.7.5. Circuito de amostragem de tensão e corrente .......................... 30
3.1.7.5.1. Placa de circuito impresso do retificador, filtro e circuito de
amostragem
32
3.1.7.6. Circuito de monitoramento e controle ....................................... 33
3.1.7.6.1. Circuito de alimentação ...................................................... 34
3.1.7.6.2. Interface Homem/máquina.................................................. 34
3.1.7.6.3. Circuito de entrada do sinal de tensão e corrente amostrados
35
3.1.7.6.4. Circuito microcontrolador .................................................... 36
3.1.8. Considerações sobre o projeto da fonte ......................................... 42
3.2.
DEPOSIÇÕES DOS FILMES FINOS DE METAIS DIVERSOS ...... 43
3.3.
CARACTERIZAÇÃO DOS FILMES PRODUZIDOS ........................ 44
3.3.1. Resistencia de folha ..................................................................... 44
3.3.2. Espessura .................................................................................... 47
3.3.3. Morfologia e rugosidade .................................................................. 49
4.
RESULTADOS E DISCUSSÕES........................................................... 52
4.1.
ANALISE DAS AMOSTRAS DE FILMES PRODUZIDOS ............... 53
4.1.1. Aço inoxidável 304 .......................................................................... 53
4.1.1.1. Medidas de morfologia de superfície para o aço inoxidável 304
54
4.1.2. Cobre .............................................................................................. 57
4.1.2.1. Medidas de morfologia de superfície para o cobre ................... 58
4.1.3. Tungstênio ...................................................................................... 61
4.1.3.1. Medidas de morfologia de superfície para o tungstênio ............ 62
5.
CONCLUSÕES...................................................................................... 66
6.
BIBLIOGRAFIA ...................................................................................... 67
LISTA DE FIGURAS
Figura 1 - Processo de pulverização catódica ............................................................. 14
Figura 2 – regulagem chaveada x regulagem linear.................................................... 18
Figura 3- (a) Imagem da Fonte completa, (b) Parte inferior, (c) Parte superior .......... 21
Figura 4 - Conector isolador ........................................................................................ 23
Figura 5- Instalação do conector isolador.................................................................... 23
Figura 6-Diagrama de blocos do circuito elétrico da fonte........................................... 24
Figura 7-Elementos internos da fonte de tensão ......................................................... 25
Figura 8 - Transformador 110-220 V / 1000 V ............................................................. 27
Figura 9 - Retificador em ponte (azul), filtro capacitivo (verde) e circuito de amostragem
(vermelho) ................................................................................................................... 28
Figura 10 - Optoacoplador linear com IL300 ............................................................... 31
Figura 11 - PCI retificador, filtro e circuito de amostragem de tensão e corrente ....... 32
Figura 12- Circuito de monitoramento e controle ........................................................ 33
Figura 13- Elementos da interface homem/máquina. .................................................. 35
Figura 14- Fluxograma da programação ..................................................................... 38
Figura 15- Telas do mostrador gráfico......................................................................... 40
Figura 16 - PCI do circuito de monitoramento de controle .......................................... 42
Figura 17 - Posição das amostras durante o processo de pulverização catódica. ...... 43
Figura 18 - Método de medida de quatro pontas ......................................................... 45
Figura 19 -Princípio de funcionamento do perfiômetro ................................................ 48
Figura 20 -perfilômetro Dektak D150........................................................................... 48
Figura 21 - Princípio de funcionamento de um AFM ................................................... 49
Figura 22 - Shimadzu SPM9700 (a) partes do equipamento, (b) foto no LFFPP ........ 51
Figura 23- Variação da resistividade em função da espessura para as amostras de aço
inoxidável 304. A linha que liga os pontos do gráfico possui mera função de orientação
visual e não representa uma linha de tendência. ........................................................ 54
Figura 24 -Morfologia da amostra 1 de aço inoxidável 304, espessura de 70,04 nm .. 55
Figura 25 - Morfologia da amostra 2 de aço inoxidável 304, espessura de 56,76 nm . 55
Figura 26 -Morfologia da amostra 3 de aço inoxidável 304, espessura de 46,96 nm .. 56
Figura 27 - Morfologia da amostra 4 de aço inoxidável 304, espessura de 26,33 nm . 56
Figura 28 - Variação da resistividade em função da espessura para as amostras de
cobre. A linha que liga os pontos do gráfico possui mera função de orientação visual e
não representa uma linha de tendência. ..................................................................... 58
Figura 29 - Morfologia da amostra 1 de cobre, espessura de 156 nm ........................ 59
Figura 30 - Morfologia da amostra 2 de cobre, espessura de 138,7nm ...................... 59
Figura 31 - Morfologia da amostra 3 de cobre, espessura de 104,25 nm ................... 60
Figura 32 - Morfologia da amostra 4 de cobre, espessura de 21,34 nm ..................... 60
Figura 33 - Variação da resistividade em função da espessura para as amostras de
tungstênio. A linha que liga os pontos do gráfico possui mera função de orientação
visual e não representa uma linha de tendência. ........................................................ 62
Figura 34 - Morfologia da amostra 1 de tungstênio, espessura de 92,8 nm ................ 63
Figura 35 - Morfologia da amostra 2 de tungstênio, espessura de 52,7 nm ................ 63
Figura 36 - Morfologia da amostra 3 de tungstênio, espessura de 36,8 nm ................ 64
Figura 37 - Morfologia da amostra 4 de tungstênio, espessura de 26,9 nm ................ 64
LISTA DE TABELAS
Tabela 1- Condições de deposição dos filmes finos de cobre, aço inoxidável e
tungstênio .................................................................................................................. 44
Tabela 2 – especificações do perfilômetro Dektak D150 .......................................... 48
Tabela 3 – especificações técnicas do AFM Shimadzu SPM9700 ............................ 52
Tabela 4- Medidas dos filmes de aço inoxidável 304 ................................................ 53
Tabela 5- medidas dos filmes de cobre ..................................................................... 57
Tabela 6 - Medidas dos filmes de tungstênio ............................................................ 61
LISTA DE SÍMBOLOS E ABREVIATURAS
NA
Normalmente aberto
NF
Normalmente fechado
12
1. INTRODUÇÃO
Os processos de metalização de superfícies se tornaram comuns na
indústria e na pesquisa científica. A metalização de embalagens para alimentos,
faróis automobilísticos e o recobrimento de peças mecânicas com a finalidade
de aumentar a resistência à oxidação ou corrosão são alguns exemplos de
aplicações na indústria (Chen, Wong, & Yeh, 2005).
Tradicionalmente, deposições de camadas metálicas ou multicamadas de
óxidos complexos são realizadas por meio de processos químicos, como a
deposição por vapor químico (CVD) (De Keijser & Dormans, 1996) e o sol-gel
(Yi, Wu, & Sayer, 1989), ou por processos físicos consolidados tais como a
pulverização catódica (sputtering), (Sreenivas, Sayer, & Garret, 1989),
(Takayama & Tomita, 1989) e a ablação a laser (laser ablation) (Auciello, et al.,
1993). Estes processos são amplamente difundidos no meio científico,
especialmente para o desenvolvimento de novos materiais na forma de filmes
ultrafinos, com espessura menor do que 100 nm. Os métodos de deposição a
partir de soluções químicas, geralmente permitem um maior controle da
estequiometria dos materiais utilizados. Porém, apesar de geralmente estarem
associados a uma infra-estrutura robusta e dispendiosa, os métodos físicos
proporcionam deposições de alta qualidade, especialmente se metais, como o
ouro (Au), prata (Ag), platina (Pt), níquel (Ni), cobre (Cu), entre outros (Lima,
Guarany, & Araujo, 2006).
No presente trabalho apresenta-se a construção de uma fonte de tensão
DC variável de 0 a 1400 V. Esta fonte será aplicada em um sistema físico de
pulverização catódica para a deposição de filmes de variados tipos de metais. A
fonte proposta baseia-se na tecnologia de fontes lineares, que possuem como
vantagem, a baixa emissão de ruídos eletromagnéticos, a simplicidade do
circuito eletrônico e maior segurança contra choques elétricos. Além do projeto
eletroeletrônico da fonte, também foi desenvolvido o projeto mecânico do
sistema. Tanto no projeto eletroeletrônico quanto no projeto mecânico foram
considerados aspectos funcionais, operacionais, estéticos e de segurança
durante o desenvolvimento do equipamento. Serão apresentadas análises de
propriedades físicas de filmes finos de três materiais diferentes depositados com
13
a técnica de pulverização catódica. Filmes de aço inoxidável 304, cobre e
tungstênio com diferentes espessuras tiveram suas morfologias e propriedades
elétricas estudadas e comparadas com valores existentes na literatura. A
viabilidade e eficiência da fonte é discutida ao final do trabalho.
2. REVISÃO BIBLIOGRÁFICA
2.1. PULVERIZAÇÃO CATÓDICA
O fenômeno da pulverização catódica (sputtering) foi observado no final
do século XIX por diversos pesquisadores, mas sua aplicação como processo
de deposição de filmes se deu em 1877 (Wright, 1877). A partir de então os
equipamentos destinados ao processo evoluíram até atingirem a escala
industrial.
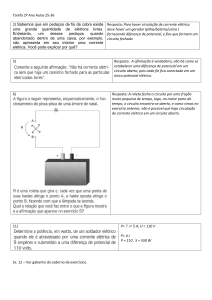
Quando íons são acelerados em alta velocidade contra um material alvo,
átomos desse alvo podem ser arrancados. Na prática, para que isso ocorra são
necessários, uma câmara com gás inerte em baixa pressão e um campo elétrico
suficiente para provocar a aceleração das partículas. Este processo é
denominado pulverização catódica (sputtering) e ocorre devido à transferência
de energia mecânica dos íons do gás inerte para os átomos do material do alvo.
O resultado desse fenômeno é a deposição de um filme metálico sobre toda a
parte interna da câmera de vácuo. O processo é ilustrado na Figura 1.
Durante o processo é possível observar uma radiação luminosa
denominada de plasma que é o resultado da ionização dos gases da câmara de
vácuo. A ionização é obtida graças a um campo elétrico gerado por uma fonte
DC ou de RF de alta tensão em uma pressão de aproximadamente 10 -2 Torr.
Conforme a tensão elétrica aplicada aumenta, mais energia é transferida às
partículas carregadas do gás. Quando essas partículas atingem um nível de
energia suficiente, inicia-se um processo de produção de elétrons devido às
colisões com o catodo (alvo), esses elétrons são denominados elétrons
secundários. O aumento de elétrons livres dentro da câmara provoca o aumento
14
súbito da corrente, porém a tensão permanece estável. (Chapman, 1980; Berry,
Hall, & Harris, 1968) Uma segunda fase do processo é observada ao aumentar
ainda mais a tensão, nela as colisões dos íons positivos geram uma quantidade
ainda maior de elétrons secundários gerando uma reação em cadeia
autossustentável. Esta fase é denominada de região normal, nela ocorre uma
queda de tensão, aumento da corrente e da luminescência graças à descarga
do gás. Neste ponto o aumento gradativo da tensão leva à fase denominada de
descarga anormal, e esta é a fase adequada para produção de filmes com maior
uniformidade (Berry, Hall, & Harris, 1968) e (Chapman, 1980).
Figura 1 - Processo de pulverização catódica
Fonte: Elaborada pelo autor
A luminosidade emitida pelo plasma ocorre devido à perda de energia dos
elétrons durante o processo de decaimento eletrônico, quando os elétrons
retornam para uma camada eletrônica de menor energia. Na periferia há uma
região de menor luminescência denominada região escura do catodo (Nasser,
1971). Os elétrons dessa região, emitidos pelo catodo, irão percorrer uma
distância correspondente ao seu livre caminho médio. O livre caminho médio é
15
a distância média percorrida por uma molécula entre duas colisões (Halliday,
Resnick, & Walker, 2006). Nesse percurso ocorre a ionização dos átomos do
gás. Diminuindo-se o livre caminho médio é possível aumentar as colisões e
assim aumentar a taxa de deposição.
Uma técnica aplicada para se diminuir o livre caminho médio é a
implementação de um campo magnético no eletrodo. O efeito deste campo no
material alvo é a origem de uma força sobre os elétrons emitidos, fazendo com
que a trajetória dos mesmos seja espiralada. A trajetória espiralada (Reitz,
Milford , & Christy, 1982) diminui o livre caminho médio e consequentemente
aumenta a probabilidade de colisões (Kav, 1963). Sendo assim a introdução do
campo magnético possibilita ganho no processo de pulverização catódica
aumentando da taxa de posição sem a necessidade e variar outras condições,
como pressão e tensão aplicada.
3. MATERIAIS E MÉTODOS
3.1. PROJETO E CONSTRUÇÃO DA FONTE DE TENSÃO
As fontes de tensão DC podem ser divididas em dois grupos: as fontes
lineares e as fontes chaveadas que terão suas propriedades, vantagens e
desvantagens descritas a seguir.
3.1.1. Fonte de tensão chaveada
Uma
fonte
chaveada
é
uma
unidade
de
fonte
de
alimentação eletrônica que incorpora um regulador chaveado, ou seja, um
circuito controlador interno que chaveia (comuta) a corrente, ligando e
desligando rapidamente, de forma a manter uma tensão de saída estabilizada.
Reguladores chaveados são utilizados para substituição de reguladores
lineares mais simples, quando uma eficiência maior, menor tamanho e maior
16
leveza são requeridos. Eles, entretanto, são mais complexos e mais caros, e o
chaveamento da corrente pode causar problemas de ruído danosos (tanto
eletromagnético quanto sonoro) se não forem cuidadosamente suprimidos
através de filtros apropriados e sistemas de blindagem eletromagnética. Além
disso, em projetos simples a razão entre a potência aparente e a potência ativa
pode ser baixa. Esta relação denomina-se fator de potência em sistemas
elétricos em corrente alternada. O fator de potência, portanto, indica o quanto de
potência aparente realmente está sendo transformada em trabalho (potência
ativa). Um baixo fator de potência indica que grande parte da potência aplicada
na fonte não está sendo transformada em trabalho e, portanto, está sendo
desperdiçada (Barbi, 2007) .
3.1.2. Fonte de tensão linear
Em uma fonte de alimentação do tipo linear, a tensão alternada da rede
elétrica é aumentada ou reduzida por um transformador, retificada por diodos ou
ponte de diodos retificadores para que somente os ciclos positivos ou os
negativos possam ser usados, a seguir estes são filtrados em filtros capacitivos
para reduzir o ripple (ondulação) e finalmente regulados pelo circuito regulador
de tensão que utilizam transistores trabalhando na região linear. (Robert & Louis,
1998) (Malvino, Eletrônica, 1997).
3.1.3. Fonte chaveada comparada com fonte linear
A seguir serão apresentadas características importantes que diferenciam
as fontes chaveadas das fontes lineares. De acordo com a aplicação, estas
características são determinantes para a escolha do tipo de fonte utilizada.
·
Tamanho e peso. As fontes lineares são maiores e mais pesadas que as
fontes chaveadas. Nas fontes lineares a relação de potência / peso está em
torno de 0,5 KW / Kg enquanto que nas fontes chaveadas a relação está em
torno de 2 KW / Kg. Isto se deve às diferenças na frequência de trabalho
17
adotada em cada uma dessas tecnologias. Como as fontes de alimentação
lineares trabalham em baixa frequência geralmente de 50 ou 60 Hz, elas
necessitam de transformadores maiores e, portanto, mais pesados que as
fontes chaveadas que trabalham em frequências acima de 10 KHz. Isto se
explica porque, a capacidade de indução do enrolamento primário sobre o
secundário do transformador depende tanto da frequência de trabalho quanto
da área de secção transversal do núcleo, ou seja, ao aumentar-se a área ou
a frequência a capacidade de indução do transformador também aumenta,
sendo assim para frequências altas, como o caso das fontes chaveadas, o
núcleo pode ser menor e manter a mesma capacidade de indução que os
transformadores de fontes lineares em 60 Hz (Barbi, 2007).
·
Eficiência. As fontes chaveadas são mais eficientes que as fontes lineares.
Em ambas as tecnologias a eficiência varia de acordo com a qualidade do
projeto eletrônico empregado, nas fontes lineares a eficiência varia entre 25%
a 50% e nas fontes chaveadas, a eficiência está entre 75% a 95%. Esta
característica se deve ao tipo de regulador de tensão adotado em cada um
dos tipos de fonte. Nas fontes lineares, o regulador de tensão utiliza
transistores operando na região linear. Nesta configuração o transistor opera
como resistor, causando uma queda de tensão em si para controlar a tensão
de saída (Boylestad, 2004). Esta configuração provoca uma dissipação de
potência considerável no regulador, que dependerá do valor da queda de
tensão e da corrente de carga. Já as fontes chaveadas utilizam regulador de
tensão trabalhando como chave. Nesta configuração a dissipação de
potência no regulador será mínima pois, considerando o transistor uma
chave, só haverá dissipação de potência no regulador nos intervalos de
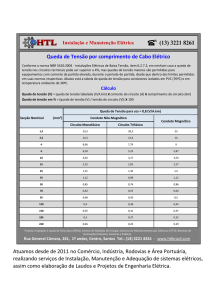
transição do transistor, (Barbi, 2007). Nas condições de operação em que o
transistor está aberto ou fechado, a potência dissipada tende a zero. Com a
equação 1 e na figura 2 estas características podem analisadas.
! ="#$
(1)
18
Onde:
P – Potência (W)
V – Tensão (V)
I – Corrente (A)
Figura 2 – regulagem chaveada x regulagem linear
Fonte: elaborada pelo autor
·
Complexidade. O projeto de uma fonte chaveada é mais complexo,
necessita de uma maior quantidade de componentes e características
especiais no layout da placa de circuito impresso para garantir a qualidade
do controle de tensão/corrente e também minimizar a emissão de ruídos
eletromagnéticos. Isto exige maior conhecimento e experiência de projeto. Já
as fontes lineares são simples, necessitam de menos componentes
eletrônicos e menores cuidados no projeto da placa de circuito impresso
(Barbi, 2007) (Boylestad, 2004). Baseado nesses fatores, o projeto de fontes
chaveadas apresenta maior custo e maior tempo de elaboração.
·
Ruído. Devido à alta frequência do oscilador de uma fonte chaveada, grande
quantidade de radiação eletromagnética é emitida. Esta radiação pode
causar interferências em outros circuitos eletrônicos próximos caso não seja
tratada adequadamente por filtros de frequência devidamente calculados
juntamente com um sistema de blindagem. Já as fontes lineares, trabalhando
em baixa frequência, não emitem radiação com capacidade de interferir nos
19
circuitos digitais sensíveis à ruídos eletromagnéticos (Malvino, Eletrônica,
1997).
3.1.4. Tecnologia escolhida
Como apresentado no item anterior, as duas tecnologias de fonte de
tensão apresentadas apresentam vantagens e desvantagens. O critério de
escolha da tecnologia adotada para a construção da fonte deste projeto foi a
menor emissão de ruídos eletromagnéticos e a simplicidade do circuito
eletrônico. Isto se justifica em função da presença de um circuito digital que deve
ser instalado dentro do mesmo invólucro e que apresenta alta sensibilidade a
ruídos eletromagnéticos. Sendo este circuito responsável pelo controle da fonte,
qualquer interferência poderia causar travamentos e variações indesejáveis
durante o processo de produção de filmes. Embora seja possível reduzir a
emissão de ruídos de uma fonte chaveada a níveis satisfatórios, os sistemas de
filtragem e blindagem são complexos, principalmente quando se trata tensões
elevadas como é o caso do projeto em questão. Portanto a tecnologia adotada
neste projeto foi a das fontes lineares.
As especificações elétricas da fonte construída são as seguintes: tensão
de saída contínua variável de 0 a 1400 V e corrente máxima de saída de 1 A. O
projeto procura atender as exigências mecânicas, elétrica e de segurança,
necessárias ao processo de pulverização catódica e foi dividido em três partes
básicas:
projeto
microcontrolador.
mecânico,
projeto
eletrônico
e
programação
de
20
3.1.5. Projeto mecânico
A seguir são apresentados os critérios adotados na elaboração do projeto
do equipamento. Os detalhes de projeto podem ser encontrados no anexo 1.
·
Distâncias
mínimas
necessárias
entre
as
partes
energizadas
considerando a faixa de tensão de trabalho para evitar a condução e/ou
formação de arcos elétricos. Para a determinação das distâncias entre as
partes energizadas foi considerado a rigidez dielétrica do ar que é de
3000 V/mm;
·
Segurança contra o choque elétrico. Todas as partes que oferecem risco
de choque elétrico foram isoladas adequadamente utilizando o
Policloreto de Vinila (PVC) como material isolante;
·
Fixação mecânica adequada dos componentes através de parafusos de
rosca soberba;
·
Volume adequado para acomodar os componentes internos da fonte;
·
Critérios de estética do gabinete da fonte foram considerados visando
valorizar a qualidade do produto;
Todos os desenhos do projeto mecânicos foram desenvolvidos em
software 3D (solidWorks versão 2014) e serão apresentados na próxima secção.
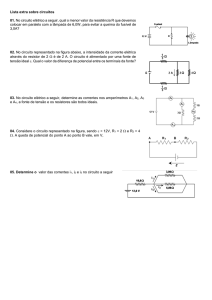
3.1.5. Gabinete
Nas Figuras 3a, b e c, pode-se observar o gabinete completo, a parte
inferior (parte fixa) e superior do gabinete (parte móvel) separadamente.
21
Figura 3- (a) Imagem da Fonte completa, (b) Parte inferior, (c) Parte superior
(a)
(c)
(b)
Fonte: elaborada pelo autor
O gabinete da fonte foi projeto e fabricado em chapa dobrada de aço
carbono AISI 1020 de 1,5 mm para garantir a robustez mecânica necessária ao
equipamento que precisa suportar uma massa própria total de aproximadamente
30 Kg. Os cortes, encaixes e janelas de ventilação foram obtidos pelo processo
de corte a laser. A máquina de corte a laser utilizada foi a TruLaser 3030 (L20)
com dimensões máximas de corte de 3000 mm no eixo x, 1500 mm no eixo y e
115 mm no eixo z. As espessuras máximas de corte são de 25 mm para o aço
carbono, 20 mm para aço inoxidável e 10 mm para o alumínio. O gabinete é
composto por duas partes: uma parte fixa, base para montagem dos
componentes, e uma parte móvel: fixada por parafusos, que dá acesso aos
componentes da fonte e também é utilizada para fixação das alças de transporte.
22
O detalhamento das partes que compõem o gabinete pode ser visualizado
no anexo 1 deste trabalho.
3.1.6. Conector e Isolador da saída de alta tensão
O conector e isolador de saída de alta tensão (CI) é composto por um
conjunto de três peças e as imagens deles são apresentadas nas Figuras 4 e 5.
O CI é um elemento de grande importância para o funcionamento
adequado da fonte. É ele que faz a interface da fonte com o ambiente externo
fornecendo a tensão para a câmara de vácuo sem perdas e com segurança. O
material escolhido para a construção do CI foi o PVC rígido. De acordo com os
fabricantes de PVC, ele possui uma rigidez dielétrica entre 15 a 20 KV / mm.
Para este projeto, considerando que a menor distância ente polos energizados
é de 28mm e que a tensão máxima de saída entre esses polos é de 1400V, a
rigidez dielétrica necessária pode ser encontrada pela equação 2 e será igual a
50V / mm logo, a rigidez dielétrica do PVC está acima da rigidez dielétrica
necessária, portanto, o PVC é um material adequado para ser aplicado como
isolante.
%& =
'(
)*
(2)
Onde: RD - rigidez dielétrica necessária;
Vs – Tensão de saída;
lp - distância entre os polos;
O CI é composto por um conjunto de três peças e as imagens delas são
apresentadas nas Figuras 4 e 5a e b. As peças foram fabricadas pelo processo
de fresamento em uma fresadora CNC.
23
Os detalhamentos mecânicos das peças do CI estão apresentados no
anexo 1.
Figura 4 - Conector isolador
Fonte: elaborada pelo autor
Figura 5- Instalação do conector isolador
(a)
(b)
Fonte: elaborada pelo autor
24
3.1.7. Projeto elétrico
O projeto elétrico foi totalmente desenvolvido utilizando o software Altium
Designer versão 14.3.10. Na figura 6, é possível observar o diagrama de blocos
da fonte.
Figura 6-Diagrama de blocos do circuito elétrico da fonte
Fonte: elaborada pelo autor
Cada umas das partes do diagrama de blocos serão descritas a seguir.
3.1.7.1.
Chave geral
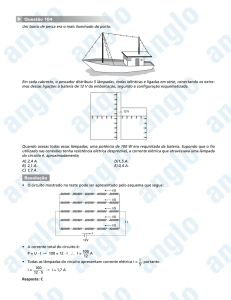
Como chave geral, utiliza-se um contator da série SIRIUS do fabricante
Siemens com capacidade de 10 A, cinco contatos normalmente abertos (NA) e
três contatos normalmente fechados (NF). Através desses contatos realiza-se
duas operações fundamentais no equipamento. Os contatos abertos, que são
designados pelos números 13-14 e 43-44, são usados para a energização da
fonte e são fechados logo que a fonte é ligada pela chave ON/OFF e o botão
SET/RESET for acionado, desde que as condições de segurança sejam
atendidas, ou seja, porta de acesso à câmara de vácuo estiver fechada e o ajuste
de tensão do varivolt em 0 V. A outra operação, visa atender critérios de
25
segurança. Neste caso utiliza-se três contatos NF, designados no contator pelos
números 21-22, 61-62 e 71-72, eles são utilizados para descarregar os
capacitores sempre que a fonte for desligada, levando a tensão de saída à zero.
O proposito disso é evitar o choque elétrico devido a tensão armazenada nos
capacitores. A Figura 7 mostra o contator utilizado e a posição onde ele está
montado na fonte.
Figura 7-Elementos internos da fonte de tensão
Fonte: elaborada pelo autor
3.1.7.2.
Varivolt
Varivolt é o nome adotado para o autotransformador com tensão de saída
variável que é utilizado para aplicar a tensão no enrolamento primário do
transformador elevador de tensão de 220V/1000 V. A função deste equipamento
é permitir a variação da tensão de entrada do transformador de 0 V a 230 V rms
e consequentemente variar a tensão de saída de 0 V a 1000 V rms do
enrolamento secundário do transformador elevador de tensão. O Varivolt possui
as seguintes especificações:
·
Tensão de entrada: 220 V
·
Tensão de saída variável: 0 a 230 V
26
·
Potência: 1,5 KVA
·
Dimensões: 115 mm de comprimento de 100 mm de diâmetro.
·
Peso: 3,5Kg.
Há também, acoplado ao cursor do varivolt, uma chave fim de curso que
indica quando o ajuste de tensão do mesmo está em 0 V. O sinal desta chave é
utilizado pelo circuito de controle como um critério de segurança, ou seja, a fonte
só é ligada ao acionar a chave SET/RESET se a chave fim de curso do varivolt
estiver indicando que o ajuste de tensão está em 0 V. A Figura 9 mostra o varivolt
juntamente com a chave fim de curso e a posição em que eles estão montados
no equipamento.
3.1.7.3.
Transformador elevador 110-220 / 1000 V
O transformador elevador utilizado neste projeto (figura 8) foi fabricado
pela empresa MInuzzi, especializada em transformadores de baixa frequência e
de pequena e média potência. Opera na frequência da rede elétrica, ou seja,
60Hz. O núcleo é fabricado com lâminas de ferro/silício do tipo EI, ou seja, um
grupo de lâminas tem o formato da letra E e outro grupo tem o formato da letra
I. Ao serem montada juntas, fecham o circuito magnético do transformador. Em
torno dessas laminas são enroladas as espiras do transformador. A lâmina de
ferro/silício é assim chamada por ser uma liga composta por ferro e silício em
proporções que variam de acordo com a aplicação do transformador. O ferro
garante uma alta permeabilidade magnética e o silício reduz a condutividade
elétrica, reduzindo assim as correntes parasitas formadas no núcleo devido á
indução eletromagnética. As especificações elétricas do transformador são:
·
Tensão de entrada: 110/220 V.
·
Tensão de saída: 1000 V.
·
Corrente de saída máxima: 1 A.
·
Dimensões: comprimento 180 mm, largura 180 mm e altura 150
mm.
·
Peso: 20Kg.
27
Para este equipamento a tensão de entrada adotada foi de 220 V. Há
vantagens e desvantagens em se utilizar um transformador de baixa frequência
de operação para essa faixa de tensão e potência de saída. Dentre as vantagens
pode-se destacar a baixa emissão de ruídos eletromagnéticos, extremamente
prejudiciais ao circuito de controle que utiliza microcontrolador com baixa
imunidade a ruídos. Uma desvantagem desse tipo de transformador é o grande
volume e peso para a potência e frequência nominais necessárias. A Figura 8
mostra o transformador utilizado.
Figura 8 - Transformador 110-220 V / 1000 V
Fonte: elaborada pelo autor
3.1.7.4.
Retificador e filtro capacitivo
No processo de pulverização catódica a tensão utilizada para a formação
do campo elétrico deve ser contínua. Assim, após a elevação da tensão através
do transformador elevador, a tensão precisa ser retificada e filtrada. A retificação
é feita através de um circuito em ponte de diodos do tipo 1N4007, Figura 9 (azul).
Este diodo possui uma tensão máxima reversa de 1000 V e uma capacidade de
corrente direta de 1 A. Após a retificação e filtragem a tensão de saída pode
atingir de 1400 V. Assim, dois diodos foram associados em série em cada ramo
da ponte retificadora, garantindo uma tensão máxima reversa de 2000 V, uma
margem de segurança de 1,42 vezes da tensão máxima de saída. Quanto ao
critério de capacidade de corrente, a ponte retificadora respeita uma margem de
segurança de duas vezes, uma vez que a corrente máxima de trabalho é de 1 A
e que a corrente em cada diodo em uma ponte é metade da corrente da carga
(Malvino, Eletrônica, 1997).
28
Após a retificação em onda completa, tem-se o filtro capacitivo composto
por 40 capacitores de 68 µF / 400 V. Os capacitores foram associados de forma
mista, conforme mostrado na Figura 9 (verde), totalizando uma capacitância de
170 µF. Os cálculos para determinação dos diodos e dos capacitores (Robert &
Louis, 1998) são demonstrados a seguir:
Figura 9 - Retificador em ponte (azul), filtro capacitivo (verde) e circuito de amostragem (vermelho)
Fonte : elaborada pelo autor
Primeiramente estabelece-se o valor da tensão de ripple desejada. A
tensão de ripple é o valor de tensão rms da ondulação de pico a pico da tensão
retificada e filtrada por capacitores. Neste projeto o valor da tensão de ripple
escolhida foi de 0,5% da tensão máxima da fonte que é de 1400 V, considerando
a corrente máxima de 1 A. Portanto determina-se o valor do capacitor de filtro
considerando uma tensão de ripple de aproximadamente 7 V, frequência de
ripple de 120 Hz para retificadores de onda completa em sistemas elétricos de
60 Hz e corrente máxima de saída de 1 A. Através da equação 3.1 é possível
determinar o valor da capacitância necessária (Robert & Louis, 1998):
29
"+,+-./ =
012
34567
(3.1)
Onde: "+,+-./ – tensão de riplle ; $87 – Corrente media do capacitor; 9 –
frequência e : – capacitância.
Agrupando a eq. 3.1 em função de C, tem-se a eq 3.2.
0
: = 3456'12
;,;<(/
>
:=
?
345 #?@A#B
> : = CDCEFG HI
(3.2)
Como os capacitores adquiridos para o projeto possuem uma
capacitância de 68 µF / 400 V, para atingir a capacitância necessária e atender
a especificação de tensão de trabalho de 1400 V, adotou-se uma associação
mista de 40 capacitores de acordo com a Figura 9 (verde). Por possuírem o
mesmo valor de capacitância e tensão, eles serão designados pelo símbolo C.
Primeiramente, são associados 10 capacitores de 68 µF / 400 V em paralelo, a
associação paralela de capacitores provoca o aumento da capacitância
equivalente resultando em um valor de 680 µF conforme mostrado na eq 3.3. Já
a tensão de trabalho, segundo a Lei de Kirchhoff, permanece a mesma em uma
associação Paralela (Boylestad, 2004).
Para o aumento de tensão, adotou-se uma associação em série com 4
capacitâncias equivalente de 680 µF/400 V resultantes da associação paralela
descrita, alcançando uma tensão de trabalho de 1600 V, pois, segundo a Lei de
Kirchhoff, em um circuito série, a soma das tensões parciais é igual à tensão total
(eq 3.4), já a capacitância nesta associação sofre uma diminuição (Boylestad,
2004) pois em um circuito série a capacitância é calculada segundo a equação
(3.5) resultando em um valor de 170 µF. Assim o resultado final será uma
capacitância de 170 µF e uma tensão de trabalho de 1600V, um valor de
capacitância bem próximo ao valor de projeto que é de 171,83 µF e um valor de
tensão de trabalho de 1,14 vezes maior que a tensão máxima de trabalho da
fonte atendendo as especificações do projeto.
:JK = : L CM
:JK = NFM HI
(3.3)
30
"7,OPOQ)/ = "7 R "7 R "7 R "7
(3.4)
"7,OPOQ)/ = SMM R SMM R SMM R SMM
"7,.é+TJ/ = CNMM "
:.é+TJ = U
:.é+TJ =
?
U U U
W W W
V V V V
(3.5)
C
C
C
C
C
R
R
R
NFM NFM NFM NFM
:.é+TJ = CDM HI
Através do circuito da figura 9, pode-se observar que o polo positivo da
fonte é aterrado. Esta é uma particularidade dos processos de pulverização
catódica que precisam produzir um campo elétrico negativo em relação à massa
aterrada da câmera de vácuo. Esta necessidade implica em importantes
cuidados no circuito de amostragem que serão explicadas a seguir.
3.1.7.5.
Circuito de amostragem de tensão e corrente
O circuito de amostragem de tensão e corrente mostrado na Figura 9
(vermelho) tem como propósito gerar um valor proporcional à tensão e à corrente
medidas na saída da fonte que esteja dentro da faixa nominal de leitura da
entrada analógica do microcontrolador e posteriormente serem indicadas no
mostrador gráfico. Além de abaixar a tensão para um valor adequado, é
necessário optoacoplar o sinal de tensão e de corrente que será enviado ao
microcontrolador, ou seja, transmitir o valor amostrado através de um
acoplamento óptico sem contato elétrico (Smith & Sedra, 2007). Como o circuito
retificador e filtro capacitivo de alta tensão possuem o polo positivo aterrados,
com o acoplamento óptico é possível isolar totalmente o circuito de alta tensão
em relação ao circuito de monitoramento e controle, com isso, a referência da
tensão do circuito de monitoramento e controle pode e passa a ser o polo
31
negativo da fonte auxiliar que alimenta o mesmo. Além de permitir a mudança
de referência de tensão, o acoplamento óptico garante maior segurança na
operação da fonte através dos botões que estão ligados diretamente ao circuito
de monitoramento e controle por garantir o isolamento elétrico entre este circuito
e o circuito de alta tensão (Robert & Louis, 1998).
O circuito integrado optoacoplador escolhido foi o IL300. Enquanto a
maioria dos optoacopladores trabalham somente com sinais digitais, este chip
permite o acoplamento óptico de sinais analógicos (Vishay, 2012). E para que o
acoplamento do sinal seja linear é necessária a configuração mostrada na Figura
10.
Figura 10 - Optoacoplador linear com IL300
Fonte: elaborada pelo autor
O IL300 possui internamente três diodos denominados pelos números 1,
2 e 3 na Figura 10. O diodo 1 é um LED (diodo emissor de luz) emissor, os diodos
2 e 3 são fotodiodos que recebem a luz emitida pelo diodo 1. O circuito é
composto por dois amplificadores operacionais, um amplificador de entrada U7A
ligado em uma configuração inversora e um amplificador operacional de saída,
ligado em uma configuração não inversora. O circuito de entrada possui uma
realimentação negativa através do fotodiodo 2. Esta realimentação negativa faz
com que as tensões nas entradas 2 e 3 do AOP U7A tenham o mesmo valor e
sejam iguais a zero. Assim, a corrente através do resistor R18 será Vi/R18.
32
Desprezando as diferenças de reposta dos fotodiodos 2 e 3 e
considerando que o resistor R11 ligado à saída é igual à R18, o valor da corrente
em R11 será igual à corrente em R18, logo, a tensão gerada no resistor R11 será
igual à tensão aplicada na entrada, porém com o sinal invertido. Caso haja
diferença entre os valores de entrada e saída, devido a imprecisões dos
componentes eletrônicos, é possível ajustar o ganho através do AOP U4A, na
configuração não inversora. Portanto como resultado, tem-se na saída do circuito
uma tensão proporcional à entrada, acopladas opticamente (Pertence, 1988).
3.1.7.5.1.
Placa de circuito impresso do retificador, filtro e
circuito de amostragem
Na Figura 11 é possível visualizar a imagem tridimensional da placa. Os
desenhos da placa podem ser encontrados no anexo 1.
Figura 11 - PCI retificador, filtro e circuito de amostragem de tensão e corrente
Fonte: elaborada pelo autor
Os projetos das placas de circuito impresso da fonte foram desenvolvidos
no software Altium Designer versão 14.3.10. É um software mundialmente
utilizado para elaboração de projetos de placas de circuito impresso. Na
elaboração da placa de circuito impresso (PCI) do circuito retificador e filtro
capacitivo foram respeitadas as condições necessárias de distância e largura
33
das trilhas. Segundo a norma UL que define as regras para confecção de PCI, a
distância mínima de 1,5 mm / 1 KV e a relação de largura de 1 mm/A devem ser
respeitadas.
3.1.7.6.
Circuito de monitoramento e controle
O circuito de monitoramento e controle é a interface de acesso do
operador da fonte. Através dele é possível monitorar os valores de tensão e
corrente produzidas, ajustar o tempo de funcionamento e também emitir alertas
visuais e sonoros relacionado a segurança durante a operação do sistema. O
circuito está demonstrado na Figura 12.
Figura 12- Circuito de monitoramento e controle
Fonte: elaborada pelo autor
O componente principal do circuito desenvolvido é o microcontrolador
PIC16F877A da Microchip e a linguagem de programação adotada foi C++
aplicada a microcontroladores utilizando o compilador PCWHD da CCS.
34
O circuito pode ser dividido em 7 blocos funcionais destacados em cores
diferentes de acordo com a Figura 12 e são descritos conforme dados a seguir:
Blocos.
·
Azul - circuito de alimentação.
·
Amarelo – interface homem / máquina.
·
Verde - circuito de entrada do sinal de tensão e corrente amostrados.
·
Vermelho – circuito do microcontrolador.
·
Lilás – mostrador gráfico.
·
Rosa- sinalizador sonoro.
·
Cinza- reles de comando.
3.1.7.6.1.
Circuito de alimentação
Este bloco de circuito está representado na Figura 12 (azul), é o
responsável pela alimentação dos componentes do circuito de monitoramento e
controle. Uma tensão de 24 V alternada é recebida pelo retificador de onda
completa em ponte. Após a retificação a tensão é filtrada obtendo-se uma tensão
continua de aproximadamente 32 V e posteriormente regulada. Há dois níveis
de regulagem de tensão, 15 V através do CI regulador 7815 e 5 V através do
regulador de 5 V. A tensão de 15 V alimenta os amplificadores operacionais.
A tensão de alimentação de um amplificador operacional comum deve ser
sempre maior que a tensão máxima de saída prevista. Isso se deve às quedas
de tensão internas do CI. No caso do circuito de monitoramento e controle, a
tensão máxima de saída dos AOPs é de 5 V, assim a tensão adotada para a
alimentação dos AOPs foi de 15 V que é um valor de tensão suficientemente
maior que a tensão máxima de saída e também inferior à máxima tensão de
alimentação do AOP empregado no circuito, o LM358 cuja tensão de
alimentação máxima de 32 V. A tensão de 5 V produzida pelo regulador de
tensão LM7805 é responsável pela alimentação do microcontrolador, mostrador
gráfico e reles de comando.
3.1.7.6.2.
Interface Homem/máquina
35
Este bloco de circuito, representado na Figura 12 (amarelo) possibilita a
interação do operador como o equipamento. Nele encontra-se o botão
“set/reset”, chave de indicação de ajuste de 0 V de tensão do varivolt, chave de
indicação de porta de segurança fechada e o potenciômetro de ajuste do tempo
de operação da fonte. Os sinais gerados são enviados ao microcontrolador e
tratados pelo programa que está demonstrado no fluxograma da figura 14. Na
Figura 13a e 13b observa-se a localização dos elementos da interface
homem/máquina no equipamento.
Figura 13- Elementos da interface homem/máquina.
Ajuste de
tempo
Botão
set/reset
Chave de
ajuste 0V
(a)
Chave porta
de segurança
(b)
Fonte: elaborada pelo autor
3.1.7.6.3.
Circuito de entrada do sinal de tensão e corrente
amostrados
Os sinais amostrados e optoacoplados chegam no circuito de entrada,
Figura 12 (verde) e são tratados inicialmente por dois amplificadores
operacionais, um para a amostra de tensão e outro para a amostra de corrente.
O circuito de amostragem de corrente utiliza um resistor shunt de 1
(R26
na Figura 9 (vermelho) e na corrente máxima estipulada de 1 A, a tensão máxima
será de 1 V neste resistor. Porém o microcontrolador PIC 16F877A usado tem
range de tensão de entrada analógica 0 a 5 V. Portanto é necessário adequar a
tensão da amostragem de corrente para os valores nominais da entrada
analógica do PIC. A conversão de escala é feita pelo AOP U4A na configuração
não inversora com um ganho "XY"Z = [\
36
A recepção do sinal de amostragem de tensão é feita pelo AOP U4B.
Como o sinal de amostragem de tensão já é ajustado no circuito de amostragem
para a mesmo range de tensão da entrada analógica do PIC, ou seja, de 0 a 5
V, a configuração adotada é a seguidor de tensão, (Pertence, 1988) cujo ganho
Vo/Vi=1. Logo o objetivo deste amplificador é fazer somente o acoplamento de
impedância do sinal de amostragem de tensão em relação à entrada analógica
do microcontrolador.
3.1.7.6.4.
Circuito microcontrolador
O microcontrolador utilizado foi o PIC16F877A, o esquema dele está
apresentado na Figura 12 (vermelho) e ele possui as seguintes especificações
técnicas básicas:
·
Arquitetura de 8 bits.
·
Memória flash de 14 Kb.
·
Memória RAM de 368 bytes.
·
Memória EEPROM de 256 bytes.
·
40 pinos sendo 33 pinos de I/O.
·
Frequência máxima de clock 20 MHz.
·
Periféricos:
o 8 conversores A/D.
o 2 comparadores de tensão.
o 2 módulos CCP (PWM).
o 2 timers de 8 bits.
o 1 timer de 16 bits.
·
Conectividade:
o 1 canal de comunicação SPI.
o 1 canal de comunicação I2C.
o 1 canal de comunicação UART.
·
A
Tensão de alimentação 2 a 5,5 V
programação
foi
realizada
na
linguagem
C++
aplicada
a
microcontroladores utilizando o compilador PCWHD da CCS. Abaixo tem-se
algumas características da programação realizada:
37
·
77% de ocupação da memória flash.
·
63% de ocupação da memória RAM.
·
Frequência de clock de 20 MHz.
·
Conversor A/A com resolução de 10 bits
Na Figura 14 pode-se observar o fluxograma da programação. As
imagens das telas citadas nos blocos estão apresentadas no item 3.1.7.6.5.
Figura 14- Fluxograma da programação
38
Inicio
Chave
liga/desl=1
NÃO
SIM
Aciona circuito de
monitoramento e
controle
Mostra tela inicial,
Logo UFTM. Fig 15a
SET/RESET
ACIONADO
NÃO
SIM
VARIVOLT=0V
PORTA FECHADA
NÃO
Mensagem de
alerta de
segurança
SIM
Aciona circuito de
alta tensão
Desliga circuito de
alta tensão
Função voltímetro e
amperímetro. Tela
fig 15b
SIM
SET/RESET
ACIONADO
PORTA
FECHADA
NÃO
NÃO
SIM
Função ajuste de
tempo. Tela fig. 15c
SET/RESET
ACIONADO
SIM
PORTA
FECHADA
NÃO
NÃO
SIM
NÃO
Tempo
ajustado>0s
SIM
Função voltímetro,
amperímetro e
contagem de
tempo. Tela fig 15d
TEMPO
FINALIZADO
Função voltímetro,
amperímetro e
tempo finalizado.
Tela fig 15e
NÃO
SET/RESET
ACIONADO
SIM
SET/RESET
ACIONADO
SIM
NÃO
PORTA
FECHADA
NÃO
SIM
Fonte: elaborada pelo autor
NÃO
39
3.1.7.6.5.
Mostrador gráfico
O mostrador gráfico utilizado no projeto apresenta uma resolução de 64
linhas x 128 colunas. Ele é a interface visual de monitoramento e controle da
fonte. O mostrador é ligado diretamente ao microcontrolador e o esquema de
ligação dele está apresentado na Figura 12 (lilás). A seguir são apresentadas a
descrição e a imagem de cada tela.
·
Tela de apresentação - aparece no momento em que se liga a fonte
através! do! botão! “ON/OFF” e permanece enquanto o botão
“set/reset” não for apertado (figura 15a).
·
Tela de mensagens de alerta - se a porta de acesso à fonte estiver
aberta e/ou a tensão de ajuste do varivolt estiver acima de zero
esta tela será apresentada como alerta de segurança e
permanecerá até que estas condições de segurança sejam
atendidas (figura 15b).
·
Tela de indicação de tensão e corrente - Se as condições de
segurança forem satisfatórias esta tela será apresentada logo que
o!botão!“set/reset”!for!apertado!(figura!15c).
·
Tela de ajuste de tempo – estando na tela de indicação de tensão
e corrente, caso seja necessário programar um tempo de operação
para a fonte aperta-se o botão “set/reset” e esta tela será
apresentada (figura 15d)
·
Tela de indicação de tensão, corrente e tempo – sempre que um
tempo de operação estiver sido programado esta tela será
apresentada ao retornar para indicação de tensão e corrente
através!do!botão!set/reset”!(figura!15e)
·
Tela de indicação de tensão, corrente e tempo esgotado – esta tela
será apresentada ao finalizar o tempo de funcionamento
programado (figura 15f).
40
Figura 15- Telas do mostrador gráfico
(b)
(a)
(c)
(d)
(e)
(f)
Fonte: elaborada pelo autor
3.1.7.6.6.
Sinalizador sonoro
A função do sinalizador sonoro que pode ser observado na figura 12
(rosa) é indicar, através de sequências de sons definidos, os seguintes
estados:
·
Dois sons curtos: ocorre quando que o circuito de alta tensão é
acionado.
41
·
Três sons curtos cíclicos: ocorre quando as condições de
segurança não forem atendidas, ou seja, se a porta estiver
aberta ou se o ajuste de tensão do varivolt estiver maior que 0
V sempre que o circuito de alta tensão for acionado.
·
Um som curto cíclico: ocorre quando o tempo de operação
ajustado for esgotado.
3.1.7.6.7.
Reles de comando
Um rele é um dispositivo que possui um conjunto de contados NA e NF
que são acionados eletromagneticamente. Seu principal diferencial é permitir o
acionamento de cargas de grande potência remotamente e utilizando sinais
elétricos de baixa potência.
Na Figura 12 (cinza) pode-se observar os três reles de comando. Estes
reles possuem as seguintes funções:
Rele K3 – aciona o contator que energiza o circuito de alta tensão.
Rele K1 – destinado ao uso de iluminação de segurança, ele é acionado
juntamente com o rele k3.
Rele k2 – destinado ao acionamento de cargas auxiliares, ele é ligado
durante a contagem do tempo de operação ajustado.
3.1.7.6.8.
Placa de circuito
monitoramento e controle
impresso
do
circuito
de
Na Figura 16 observa-se a imagem tridimensional da placa de circuito
impresso do circuito de monitoramento e controle. Os desenhos desta placa
podem ser observados no Anexo 1. No desenvolvimento da placa foram
respeitados todos os critérios de largura de trilha e corrente de operação,
inclusão de dissipadores de calor nos semicondutores e distancias necessárias
entre as trilhas em função da tensão de trabalho.
42
Figura 16 - PCI do circuito de monitoramento de controle
Fonte: elaborada pelo autor
3.1.8. Considerações sobre o projeto da fonte
No desenvolvimento do projeto, todas as dificuldades técnicas
apresentadas foram superadas. Um exemplo foi a formação de campo elétrico
de grande intensidade devido à alta tensão. Este campo elétrico gerado pode
provocar descargas eletrostáticas perigosas tanto para o circuito de controle
quanto para o operador do equipamento. Este problema foi contornado através
de um aterramento adequado do circuito e de toda a estrutura do equipamento
considerando os critérios de segurança e funcionamento, vigentes na ABNT.
Outras medidas importantes foram, o acoplamento ótico do circuito de
amostragem de tensão e corrente e a determinação das distancias necessárias
dos elementos internos da fonte para evitar arcos elétricos que danificassem os
circuitos e comprometessem o funcionamento da mesma, problemas
solucionados usando critérios técnicos dispostos nas normas relacionadas.
Sendo os problemas acima sanados, a fonte se comportou eletricamente
muito bem. O processo de produção de filmes finos, realizado com a fonte, são
conduzidos corriqueiramente no Laboratório de filmes finos e processos de
Plasma (LFFPP) do Instituto de Ciência e Tecnologia e Exatas ( ICTE) da
43
universidade Federal do Triângulo Mineiro (UFTM) e por muitos minutos sem
interrupção e de forma estável.
Assim o LFFPP, possui agora o único sistema de Pulverização catódica
do estado de Minas Gerais, com versatilidade para trabalhar com vários tipos de
metais em várias condições de operação, para o uso tanto da pesquisa científica
quanto industrial.
3.2. DEPOSIÇÕES DOS FILMES FINOS DE METAIS DIVERSOS
Para comprovar a eficiência da fonte de alta tensão construída, bem como
todo sistema de vácuo, foram produzidas trinta e seis amostras de filmes
metálicos dos seguintes materiais, Aço Inoxidável 304 (AI), cobre e tungstênio.
Para cada material obteve-se quatro grupos de três amostras e os substratos
utilizados foram laminas de vidro com dimensões de 10 x10 mm.
Figura 17 - Posição das amostras durante o processo de pulverização catódica.
Fonte: elaborada pelo autor
Para a produção dos filmes os grupos de cada amostra foram
posicionados estrategicamente dentro da câmara de vácuo com uma distância
de 50 mm entre cada grupo de amostras, de acordo com a Figura 17, obtendose dessa forma quatro espessuras diferentes para cada material devido às
diferentes distancias dos substratos em relação ao material alvo.
44
A câmara de vácuo utilizada e pré-instalada no LFFPP foi construída em
aço inoxidável, possui formato cilíndrico com uma janela de inspeção e um
volume interno de 9,42 l, com sistema de bombeamento que permite alcançar
pressões de até 10-7 Torr e introdução de gases com controle feito por válvulas
de fluxo micrométrico, também conhecidas como válvulas agulha. As condições
elétricas e de tempo configuradas na fonte de tensão produzida estão
apresentadas na Tabela 1.
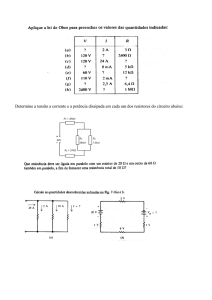
Tabela 1- Condições de deposição dos filmes finos de cobre, aço inoxidável e tungstênio
PONTO DE
TENSÃO
CORRENTE
FUSÃO (ºC)
(V)
(mA)
1604,5
420
72
Cobre
1085
420
60
Tungstênio
3422
450
70
MATERIAL
Aço Inoxidável
TEMPO DE
DEPOSIÇÃO
(min.)
304
10
Os valores de tensão e de corrente adotados foram determinados com
base em análises preliminares no LFFPP.
A seguir serão apresentados as técnicas e os procedimentos de análises
utilizados nos filmes finos produzidos.
3.3. CARACTERIZAÇÃO DOS FILMES PRODUZIDOS
3.3.1. Resistência de folha
A resistência de folha é a medida da resistência de filmes finos
considerando uma área quadrada, e pode ser calculada pela equação 4.1:
%. =
]^_
`a,@/
(4.1)
45
Onde % é média da resistências obtidas pelo método de quatro pontas,
realizado em dez regiões diferentes da amostra.
O método de medida de quatro pontas consiste em injetar uma corrente
elétrica estável através de duas pontas de prova e através de outras duas pontas
de prova se faz a medição da queda de tensão entre as duas pontas de corrente.
Com os valores de corrente e tensão é possível determinar precisamente a
resistência da região amostrada. Porém para se obter uma medição de qualidade
é necessário dispor as pontas de prova adequadamente formando um quadrado
de lado (L) aproximadamente igual a 1mm conforme mostrado na Figura 18.
O
instrumento utilizado para a medição da
resistência foi o
eletrômetro Keithley que é um instrumento de medidas elétricas multifuncional
instalado no LFFPP e que permite variadas configurações. Neste caso foi
configurado para a medição de resistência pelo método de quatro pontas
Figura 18 - Método de medida de quatro pontas
Fonte: elaborada pelo autor
A determinação da média e do desvio padrão da resistência b% E foram
obtidas por cálculo automático do software Excel para uma amostra de dez
elementos e foram utilizadas as equações de 4.2 a 4.5 a seguir:
O cálculo da média e dado pela eq. 4.2.
?
%c = edTf? %T
d
(4.2)
46
Onde:
%c - Média da resistência.
%T - Amostra de resistência variando de 1 a n.
g - Número de amostras de resistências.
O cálculo do desvio padrão é dado pela eq. 4.4.
b% = h
?
di?
edTf?,%T j %c/@
(4.3)
Onde:
b% - Desvio padrão da resistência.
%T - Amostra de resistência variando de 1 a n.
%c - Média da resistência.
g
- Número de amostras de resistências.
O cálculo de desvio padrão da resistência de folha foi calculado em função
do desvio padrão e do valor médio da resistência utilizando a equação 4.3 de
propagação de erro de forma que resulta na eq. 4.4.
l_( @
b%. = hk
Onde:
l_
m ^ ,b%/@
(4.4)
b%. - Desvio padrão da resistência de folha.
%. - Resistência de folha.
%
- Resistência.
b% - Desvio padrão da resistência
A resistividade é obtida pela equação 4.4 e o desvio padrão da mesma é
calculado utilizando a equação 4.5.
n = %. ^ o
(4.5)
47
Onde:
n - Resistividade.
%. - Resistência de folha.
o
- Espessura.
O valor da espessura obtida através de um perfilômetro.
O desvio padrão da resistividade foi obtido através da eq. 4.6.
qn s
qn @
bn = pkq% m ^ ,b%. /@ R k qo m ^ ,bo/@
r
(4.6)
Onde:
bn – Desvio padrão da resistividade.
n - Resistividade.
%. - Resistência de folha.
b%. – Desvio padrão da resistência de folha.
bo
- Desvio padrão da espessura.
Os valores obtidos para cada amostra são apresentados nas tabelas e
gráficos do item resultados e discussões.
3.3.2. Espessura
A técnica de medição de espessura adotada foi a perfilometria (Figura 19).
O procedimento consiste em deslocar uma ponteira sobre a superfície do filme
com sensibilidade para detectar degraus de até alguns Angstrons. À medida que
a ponteira se desloca um sinal elétrico correspondente ao perfil do filme fino é
gerado, o equipamento registra a variação da espessura. Assim, através dos
dados obtidos é possível obter a espessura da amostra.
48
Figura 19 -Princípio de funcionamento do perfiômetro
Fonte: elaborada pelo autor
Para os filmes produzidos dez regiões foram analisadas em cada amostra
obtendo-se dez medidas de espessura. O equipamento utilizado foi o
perfilômetro Dektak D150 fabricado pela Veeco Co. , instalado no Laboratório de
Plasmas Tecnológicos da UNESP/Sorocaba e pode ser visualizada na figura 20
e as especificações técnicas estão na tabela 2.
Figura 20 -perfilômetro Dektak D150
Fonte: http://www.sorocaba.unesp.br/#!/pesquisa/laptec/estrutura/. Acesso em 18/02/2106.
Tabela 2 – especificações do perfilômetro Dektak D150
Especificações
Técnica de medição
Capacidade de medição
Resolução de imagem
Descrição
Perfilometria de contato
Medição bidimensional de superfície
640 x 480 pixel
Dimensões máximas de varredura
55 x 200 mm
Pontos por varredura
Max. 120.000
Repetibilidade em passos na altura
< 6 A°
Faixa vertical
1 mm
Sensibilidade vertical
1 A°
Fonte: http://www.upc.edu/sct/es/documents_equipament/d_81_id-399.pdf. Acesso em 18/02/2016
49
3.3.3. Morfologia e rugosidade
Para a obtenção da morfologia e da rugosidade a técnica utilizada foi a
microscopia de força atômica (AFM).
De modo geral, um AFM é composto basicamente por uma ponteira ou
sonda, que varre a superfície da amostra em estudo (Figura 21). Mede-se a força
de interação entre os átomos da ponta e os da superfície e, utilizando recursos
computacionais, os resultados são transformados em imagens da amostra.
Figura 21 - Princípio de funcionamento de um AFM
Fonte: disponível em https://commons.wikimedia.org/wiki/File:AFM_schematic_(EN).svg
A força de interação entre a ponteira e a amostra dependem, em parte, da
natureza da amostra e da ponteira, da distância entre elas, da geometria da
ponteira e de qualquer contaminação que houver sobre a superfície da amostra
(Binnig & Quate, 1986).
Para dois corpos eletricamente neutros e não magnéticos, mantidos a
distâncias entre um e algumas dezenas de nanômetros, a força de van der Waals
predomina entre!eles!(interação!atrativa!a!“grandes”!distâncias)!(Garcia & Pérez,
2002).
A força van der Waals é calculada pela deflexão da ponteira (de constante
k de elasticidade de mola predeterminada) através da lei de Hooke
I = jt\ L
(4.7)
50
Sendo x o deslocamento do ponteira. A constante de mola determina a
força entre a ponteira e a amostra quando estão próximas. O seu valor depende
da geometria e do material utilizado na construção da ponteira. A escolha da
ponteira é sem dúvida muito importante pois são necessárias grandes deflexões
para atingir alta sensibilidade.
No AFM utilizado, mostrado na Figura 22, um detector capta a deflexão
da ponteira através da variação de um feixe luminoso direcionado a ela. O
método de detecção por luz é muito sensível às variações da superfície da
amostra, entretanto, traz a desvantagem de que a ponteira pode esquentar,
mudando sua reflexão. Por isso, utiliza-se, em geral, um feixe de laser de gás
HeNe que garante aquecimento desprezível. Quando a ponteira se move, devido
a mudanças na topografia da amostra, a luz que ele reflete se move sobre o
fotodetector. O deslocamento da ponteira pode ser calculado a partir da
diferença na intensidade de luz nos setores do fotodetector. As mudanças na
saída do fotodetector são também utilizadas para realimentação, isto é, para
ajustar uma cerâmica piezelétrica na direção vertical z, cujo valor é registrado
em função das coordenadas (x,y), para depois ser traduzido em topografia z(x,y).
As coordenadas x,y também são monitoradas através de voltagens aplicadas a
cerâmicas piezelétricas colocadas nos drives x,y do scanner, assim como em z.
O controle de movimentos em distâncias tão pequenas é possível graças ao uso
dessas cerâmicas piezelétricas. Estes materiais comportam-se de forma tal que
ocorre uma mudança em suas dimensões quando neles é aplicado um campo
elétrico (Barros, 2012).
Globalmente, os modos de fazer imagens podem ser classificados como:
contato, contato intermitente e não-contato, dependendo das forças entre a
ponteira e a amostra. Quando o aparelho é operado na região atrativa, o método
chama-se não contato (SHIMADZU, 2012). Nesta região, a ponteira de AFM se
enverga na direção da amostra. A operação na região repulsiva chama-se
contato e a ponteira se dobra, afastando-se da amostra. O contato intermitente
se produz quando a ponteira é forçada a oscilar a certa frequência e a certa
altura da amostra, de forma tal que periodicamente ele toca a amostra. Ou seja,
a força que age nesta forma de operação é às vezes atrativa e às vezes
repulsivas. O método de medição do aparelho utilizado foi o modo contato.