COMPARAÇÃO DA TAXA DE DEPOSIÇÃO E
EFICIÊNCIA DE DEPOSIÇÃO ENTRE OS CONSUMÍVEIS
E71T-1C (tubular) x ER70S-6 (sólido)
Mauro Apolinário da Luz
Jaime Casanova Soeiro Junior
Prof. Dr. Sérgio Duarte Brandi
ARAME TUBULAR
e MIG MAG
Arame Tubular
Arame Sólido
Grande competitividade para se obter:
- Alta velocidade de soldagem
- Alta taxa de deposição
- Alta eficiência de deposição
- Boa penetração
- Boa qualidade (bom acabamento, poucos respingos)
ARAME TUBULAR e MIG MAG
Características:
•
•
•
•
•
Tipos de transferência diferentes
Maior extensão do eletrodo para o tubular
Maior densidade de corrente no tubular
Maior taxa de deposição no tubular
Maior eficiência de deposição no sólido
MIG MAG e ARAME TUBULAR
• Foram os que mais cresceram mundialmente;
• Processos muito semelhantes;
• Utilizados em aplicações semelhantes.
OBJETIVO
Este trabalho compara a taxa de deposição e a
eficiência de deposição entre o arame sólido
ER70S-6 e o arame tubular E71T-1C com
diferentes parâmetros para conhecer quais são
as melhores condições para cada consumível.
MATERIAIS E MÉTODOS
AWS A5.20
E71T-1C
AWS A5.18
ER70S-6
• Chapa ASTM A36
• Todos os cordões iniciados com a chapa na mesma temperatura
• Chapa resfriada, secada, escovada, identificada, pesada (antes e
depois da soldagem) .
• Carretéis de arame pesados antes e depois da soldagem.
Matriz de experimento:
Parâmetros fixados:
Vazão do gás: 15 l/min
Veloc. avanço: 5 mm/seg
Recomendações:
Tubular:
Corrente: 120 a 300 A
Gás: CO2 puro
DBCP: 19 a 38 mm
Sólido:
Corrente: 120 a 380 A
Gás: CO2 e Misturas
DBCP: 12 a 20 mm
Equipamento
Aplicação
Fonte, alimentador e
tocha convencionais
(tensão constante
CC 600 A)
Usada na soldagem com os
dois processos
Sistema de Mecanização
Linear
Utilizado na posição Plana,
a 5 mm/seg de velocidade de
avanço .
Balança de precisão
(0,01 g)
Pesagem das chapas, dos
arames e da escória, antes e
depois da soldagem
Sistema de Aquisição
de Dados de Soldagem
Aquisição dos sinais
instantâneos de corrente,
Tensão de arco e velocidade do
arame
Transferências Metálicas
Transferência por curto circuito:
Transferência guiada por escória:
Arame Sólido
Quando o arame toca na poça de fusão
ocorre a extinção do arco elétrico,
transferindo a gota de metal fundido.
Arame Tubular
Durante a formação da gota,
há primeiro a fusão da capa metálica
e depois do fluxo interno.
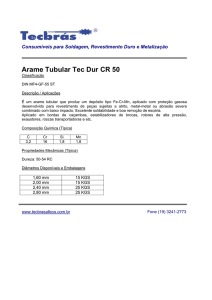
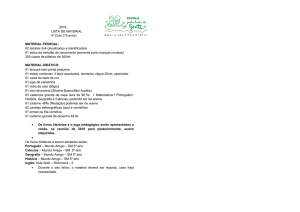
OSCILOGRAMA – Arame Sólido
Oscilogramas de (a) tensão, (b) corrente e (c) Velocidade de arame.
Soldagem com o arame ER70S-6, DBCP de 12 mm, 200 A, 30 V e CO2.
Número de curtos circuitos: 09 cc em 200 ms (09 gotas em 200 ms).
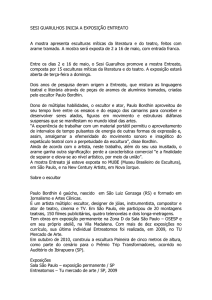
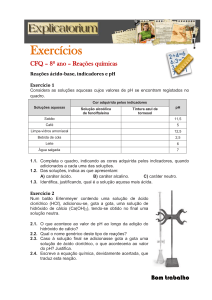
OSCILOGRAMA – Arame Tubular
Oscilogramas de (a) tensão, (b) corrente e (c) Velocidade de arame.
Soldagem com o arame E71T-1C, DBCP de 12 mm, 257 A, 27 V e CO2.
Número de curtos circuitos: 3 cc em 200 ms.
MACROGRAFIAS
ARAME SÓLIDO
ARAME TUBULAR
CÁLCULOS
Taxa de Deposição
Td =
Pf=
Taxa de deposição (Kg/h)
Peso da chapa final (Kg)
Pi =
Peso da chapa inicial (Kg)
Ta =
Tempo de arco aberto (h)
Volume do Arame
Va
= Volume do arame (mm³)
Da
= Diâmetro do arame (mm)
Valim = Velocidade alim. arame (m/min)
Volume da Gota
Massa da Gota
V1gota
= Volume da gota (mm³)
Mgota
Va
= Volume do arame (mm³)
Fdest
= Frequência dest. gota
ρgota
Supondo que a gota seja esférica:
Rgota
= Raio da gota (mm)
= Massa da gota (g)
= Densidade do aço
da gota (g/cm³)
RESULTADOS E DISCUSSÕES
Diâmetro da gota
a) Principais efeitos para o ø da gota
1- As maiores gotas foram produzidas pelo CO2 puro e pelo arame tubular.
2- O aumento da corrente e da DBCP reduzem o diâmetro da gota.
Diâmetro da gota
Interações para o ø da gota
3- Os gases de proteção não interagiram com
as outras variáveis.
Diâmetro da gota
Interações para o ø da gota
4- Interação corrente/consumível: Em 200 A o ø da
gota é igual e em 250 A o tubular tem maior gota;
Diâmetro da gota
Interações para o ø da gota
5- Interação corrente/DBCP:
Em DBCP de 12 mm a corrente de 250 A provoca gotas maiores.
Em DBCP de 20 mm a corrente de 200 A passa a ter maior gota.
Diâmetro da gota
Interações para o ø da gota
6- Interação consumível/DBCP:
Em DBCP de 12 mm o tubular tem maior gota
Em DBCP de 20 mm o ø da gota é igual para ambos
Frequência de Destacamento da Gota
Principais efeitos para Freq. Destacamento
1- Variáveis que provocam o aumento da Frequência de Destacamento
das Gotas:
Mistura rica em Ar, Arame Sólido, Corrente de 250 A e DBCP de 20 mm.
Frequência de Destacamento da Gota
Interações para a Freq. Destacamento
2- Os gases de proteção não interagiram com as outras variáveis.
Também não houve interação corrente/consumível.
Frequência de Destacamento da Gota
Interações para a Freq. Destacamento
4- Interação Consumível/DBCP:
Em DBCP de 20 mm ambos apresentam Freq. Dest. Gota iguais.
Em DBCP de 12 mm o arame sólido apresentou maior Freq.
Taxa de Deposição
Principais efeitos para Taxa de Deposição
1- Maiores corrente e DBCP aumentam da Taxa de Deposição.
A corrente é a variável de maior potencial para aumentar esta taxa.
Taxa de Deposição
Interações para a Taxa de Deposição
2- Não há interação do gás utilizado com outros parâmetros,
mas se observa que com CO2 a taxa de deposição é sempre
maior do que com mistura.
Taxa de Deposição
Interações para a Taxa de Deposição
3- A DBCP de 20 mm aumenta a Taxa de Deposição em qualquer
situação, porém com menor potencial comparada à corrente.
Taxa de Deposição
Interações para a Taxa de Deposição
4- Com a mudança da corrente de 200 A para 250 A, o arame
sólido teve menor crescimento na Taxa de deposição, comparado
ao arame tubular.
Eficiência de Deposição
Principais efeitos para Eficiência de Deposição
1- Variável que provoca o aumento mais significativo na Eficiência
de Deposição: Consumível.
Eficiência de Deposição
Interações para a Eficiência de Deposição
3- A eficiência do arame sólido permaneceu superior à do tubular, mais
significativamente nas combinações de consumível/gás,
consumível/corrente e consumível/DBCP.
CONCLUSÕES
Com base nos materiais e métodos utilizados
foi possível concluir que:
1 - A corrente elétrica é a principal variável para o aumento
da Taxa de Deposição e é diretamente proporcional ao
aumento da mesma.
Com a mudança de 200 A para 250 A:
Arame sólido aumenta em 15 %
Arame tubular aumenta em 44 %
CONCLUSÕES
2 - A DBCP é outra variável que influencia na Taxa de
Deposição e é diretamente proporcional ao seu
aumento.
Com a mudança da DBCP de 12 para 20 mm:
Arame sólido apresenta aumento de 11%
Arame tubular apresenta aumento de 8%
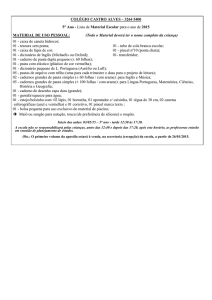
CONCLUSÕES
3-
Média da Taxa de Deposição (Kg / h)
5,463 Kg/h
5,5
5,4
5,3
5,020 Kg/h
5,2
5,1
5
4,9
4,8
4,7
E71T-1 E71T-1C
TUBULAR
ER70S-6 ER70S-6
SÓLIDO
Na melhor condição de cada arame: (DBCP de 20 mm, CO2, 250 A)
Taxa de Deposição
Kg/h
E71T-1C
Tubular
8
7
6
5
4
ER70S-6
Sólido
3
2
1
150
200
250
300
A
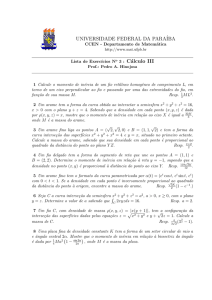
4-
Média da Eficiência de Deposição (%)
94 %
94%
92%
90%
86 %
88%
86%
84%
82%
E71T-1
TUBULAR E71T-1C
ER70S-6
SÓLIDO
SÓLIDO ER70S-6
ER70S-6
Na melhor condição de cada arame: (DBCP de 20 mm, CO2, 250 A)
CONCLUSÕES
5-
No arame sólido ER70S-6 e no arame
tubular E71T-1C, as variáveis gás de
proteção, DBCP e Intensidade de Corrente,
não interferem na Eficiência de
Deposição.
AGRADECIMENTOS
Ao Prof. Dr Sérgio Duarte Brandi pelo apoio e orientação no trabalho;
Ao Prof. Dr Freddy Poetscher pela ajuda na análise dos resultados;
À Metalúrgica Atlas pela ajuda na execução do experimento;
À Belgo Bekaert Arames pelo fornecimento dos consumíveis.
Outras conclusões:
Com a mudança do gás de proteção, de mistura Ar+25%CO2 para CO2,
a penetração do cordão aumenta em média 7% no arame sólido e em
média 15% no arame tubular.
Em média o arame sólido ER70S-6 tem penetração 91% maior do que o
arame tubular E71T-1C.
A penetração do cordão, para os dois arames, é diretamente proporcional ao
aumento da corrente e inversamente proporcional ao aumento da DBCP.
Com a mudança do gás de proteção, de mistura Ar+25%CO2 para CO2, a
taxa de deposição aumenta em média 9% no arame sólido e 4% no tubular.
Taxa de Deposição na melhor condição de cada arame
Eficiência de Deposição na melhor condição de cada arame
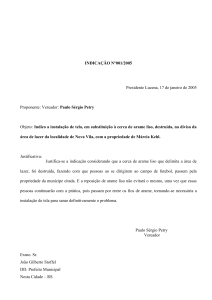
Bico de
contato
Bocal
DBCP
Arame
Arco
Peça