Agência Nacional
do Petróleo,
Gás Natural e Biocombustíveis
PROGRAMA DE RECURSOS HUMANOS DA ANP PARA O SETOR PETRÓLEO,
GÁS NATURAL E BIOCOMBUSTÍVEIS (PRH-ANP/MME/MCT)
UNIVERSIDADE FEDERAL DO PARANÁ
PROGRAMA INTERDISCIPLINAR EM ENGENHARIA DO PETRÓLEO, GÁS
NATURAL E BIOCOMBUSTÍVEIS (PRH 24)
Coordenador: Prof. Dr. Haroldo de Araújo Ponte
TRABALHO DE GRADUAÇÃO
“Estudo físico e químico da nafta do xisto”
Aluno: Natiely Costa
Orientadora: Profa. Dra. Agnes P. Sheer
Curitiba
Março/2007
NATIELY COSTA
TRATAMENTO FÍSICO E QUÍMICO DA
NAFTA DO XISTO
CURITIBA - PR
2007
2
NATIELY COSTA
TRATAMENTO FÍSICO E QUÍMICO DA
NAFTA DO XISTO
Monografia de Iniciação Científica, apoiada
pelo PRH-24, desenvolvida no período de
01/03/2005 a 01/03/2007. Universidade Federal
do Paraná.
Orientadora: Profª Drª Agnes de Paula Scheer.
CURITIBA - PR
2007
AGRADECIMENTOS
Ao Programa Interdisciplinar em Engenharia de Petróleo e Gás Natural da UFPR
(PRH-24), pelo apoio e pela oportunidade concedida.
À Agência Nacional do Petróleo, Gás Natural e Bicombustíveis, pelo apoio financeiro.
À Universidade Federal do Paraná.
À Fábrica Brasileira de Catalizadores Ltda. (FBC), pelo fornecimento dos adsorventes
utilizados no trabalho.
À Profª Drª Agnes de Paula Scheer, pela dedicação despendida.
A todos os colegas e professores que auxiliaram neste trabalho.
ii
RESUMO
O consumo de óleo de Xisto no Brasil se apresenta como uma forma de energia
alternativa. No processamento deste óleo uma quantidade de Nafta de Xisto é produzida, mas
este subproduto possui um valor comercial baixo devido aos compostos nitrogenados e
sulfurados presentes, os quais além de problemas ambientais, dão à nafta mau cheiro e tornam
a coloração bastante escura.
Por estes motivos torna-se ambientalmente e tecnicamente inviável a utilização da
Nafta do Xisto como combustível. Para procurar melhorar estes aspectos foram testados
tratamentos químicos e após, os tratamentos físicos (adsorção).
Os tratamentos químicos testados experimentalmente foram divididos em ácidos e
básicos. Os ácidos utilizados foram o ácido nítrico, ácido fosfórico e o ácido sulfúrico e a base
empregada foi o hidróxido de sódio, o qual foi testado apenas em solução aquosa e com o
etanol, que como solvente orgânico, facilita a extração de mercaptans.
O tratamento físico empregado foi a adsorção utilizando uma mistura de dois
adsorventes. O carvão ativado e uma terra clarificante (Pure-Flo) foram combinados para
compensar a afinidade em adsorver certos compostos de um e outro adsorvente.
Como resultado final obteve-se uma melhora na cor e no cheiro da nafta e
conseqüentemente no teor de enxofre, porém este resultado não atinge os limites mínimos
impostos ambiental e economicamente, sendo necessária a pesquisa de outros tratamentos
complementares.
Palavras-chave: Nafta de Xisto, tratamento químico, adsorção, enxofre.
iii
ABSTRACT
The consumption of Shale oil at Brazil is a form of alternative energy. In the making
up of this oil, a quantity of Shale Naphtha is produced, but this by-product has a low
commercial value because of the presence of sulphurous and nitrous compounds. These
compounds cause ambient problems, confer bad smell and promote a dark colouring.
Because of these problems, the use of shale Naphtha as a fuel became environmental
and technically impratical. In order to improve this aspects, chemical treatments were tested
and after, the physical treatments (adsorption).
The chemical treatments tested experimentally were divided in acids and alkalies. The
acids used were the nitric acid, phosphoric acid and sulfuric acid; and the alkalie used was the
sodium hydroxide, this alkalie was tested just in aqueous solution and with ethanol, this
organic solvent facilitate the extraction of mercaptans.
The adsorption was the physical treatment used, with a mixture of two adsorbents. The
activated carbon and a fuller earth (Pure-Flo) were combined to compensate the affinity in
adsorb some compounds.
The final analysis of the nitrogen quantity yet will be provided, but with results, that
already reached, some observation can be made. The acids clearly darken the Naphtha and it
stays still unstable, however the sodium hydroxide clear up and improve the stability.
In the final result was obtained an improvement in the Naphtha color and smell and
consequently in the sulfur content, but this results don’t reach the minimum limits
environmental and economically, then, is necessary the research of the others complementary
treatments.
Key words: Shale Naphtha, chemical treatment, adsorption, sulfur.
iv
LISTA DE FIGURAS
Figura 1 – Foto do Xisto (WIKIMEDIA COMMONS, 2006) ................................................. 10
Figura 2 - Equipamento RX-360SH (ZUTEK ANALYTICAL INSTRUMENTATION, 2005)
.......................................................................................................................................... 14
Figura 3 – Soda separada da nafta após o primeiro estágio do tratamento com NaOH ........... 30
Figura 4 - Soda separada da nafta após o segundo estágio do tratamento com NaOH ............ 30
Figura 5 - Soda separada da nafta após o terceiro estágio do tratamento com NaOH ............. 31
Figura 6 - Soda separada da nafta após o quarto estágio do tratamento com NaOH ............... 31
Figura 7 - Fluxograma geral dos tratamentos químicos, ácidos e básicos ............................... 32
Figura 8 - Fluxograma do tratamento físico (adsorção) ........................................................... 33
Figura 9 - Amostra 19, tratada com NaOH e H2SO4 ................................................................ 38
Figura 10 - Amostra de nafta sem tratamento .......................................................................... 38
v
LISTA DE TABELAS
Tabela 1 - Reserva de Xisto no Mundo .................................................................................... 10
Tabela 2 - Volume de Xisto processado e produção de derivados na Six/Petrobrás – Paraná,
2000-2004......................................................................................................................... 11
Tabela 3 - Análise da Nafta do Xisto ....................................................................................... 13
Tabela 4 - Efeito da quantidade de ácido sulfúrico 93% no teor de enxofre e nas perdas da
gasolina craqueada da Califórnia. (Produto neutralizado e destilado com vapor depois do
tratamento)........................................................................................................................ 21
Tabela 5 – Ação do ácido sulfúrico e de adsorventes na nafta do petróleo.............................. 27
Tabela 6 - Resultados dos tratamentos ácidos .......................................................................... 34
Tabela 7 - Resultados dos tratamentos ácidos por centrifugação ............................................. 35
Tabela 8 – Resultados dos tratamentos básicos........................................................................ 36
Tabela 9 - Resultados dos tratamentos mistos.......................................................................... 37
vi
LISTA DE ABREVIATURAS E SIGLAS
API: American Petroleum Institute
ASTM: American Society for Testing and Materials
CG: cromatografia gasosa
FBC: Fábrica Brasileira de Catalizadores
GLP: gás liquefeito de petróleo
ISO: International Organization for Standardization
IQ: Instituto de Química
LACAUT: Laboratório de Análise de Combustíveis Automotivos
PFE: ponto final de ebulição
PIE: ponto inicial de ebulição
UFPR: Universidade Federal do Paraná
UFRJ: Universidade Federal do Rio de Janeiro
vii
LISTA DE SÍMBOLOS
bbl: barril
lb: libra
m³: metro cúbico
T: temperatura
t: tonelada
viii
SUMÁRIO
1
2
3
4
5
6
Introdução......................................................................................................................... 10
Objetivo ............................................................................................................................ 12
Análise da Nafta ............................................................................................................... 13
Compostos Responsáveis Pelo Odor Desagradável da Nafta........................................... 15
Importância do Tratamento .............................................................................................. 16
Tratamento Ácido ............................................................................................................. 18
6.1
Tratamento com ácido sulfúrico ............................................................................... 18
6.1.1
Efeito da presença de várias substâncias nas propriedades de refino do ácido
sulfúrico ...........................................................................................................................19
6.1.2
Concentração do ácido sulfúrico para refino.................................................... 20
6.1.3
Quantidade do ácido ......................................................................................... 21
6.2
Tratamento com ácido nítrico................................................................................... 21
6.3
Tratamento com ácido fosfórico............................................................................... 22
7
Tratamento Básico............................................................................................................ 23
7.1
Hidróxido de sódio ................................................................................................... 23
8
Refino por Adsorção......................................................................................................... 25
8.1
Adsorção de Determinados Compostos.................................................................... 26
8.1.1
Adsorção de hidrocarbonetos ........................................................................... 26
8.1.2
Compostos sulfurados ...................................................................................... 26
8.1.3
Compostos Nitrogenados.................................................................................. 27
8.1.4
Compostos Oxigenados .................................................................................... 28
8.2
Adsorventes .............................................................................................................. 28
8.2.1
Carvão Ativado................................................................................................. 28
9
Procedimento Experimental ............................................................................................. 29
9.1
Tratamento Ácido ..................................................................................................... 29
9.2
Tratamento Básico.................................................................................................... 29
9.3
Adsorção................................................................................................................... 32
9.4
Testes Experimentais................................................................................................ 34
9.4.1
Tratamento Ácido ............................................................................................. 34
9.4.2
Tratamento Básico............................................................................................ 36
9.4.3
Tratamentos Mistos .......................................................................................... 37
10
Conclusão ..................................................................................................................... 40
11
Referências ................................................................................................................... 41
Anexo A.................................................................................................................................... 43
ix
1
INTRODUÇÃO
O Xisto é uma rocha sedimentar (Figura 1) que contém disseminado, em sua matriz
mineral, um complexo orgânico denominado querogênio (combinação complexa de carbono,
hidrogênio, enxofre e oxigênio), que se decompõe sob o efeito de calor (pirólise) produzindo
óleo e gás. Tem uma idade aproximada de 250 milhões de anos.
Figura 1 – Foto do Xisto (WIKIMEDIA COMMONS, 2006)
O Brasil abriga a segunda maior reserva de xisto do mundo, só inferior à dos Estados
Unidos. A formação Irati da Bacia Sedimentar do Paraná é a mais importante por apresentar
condições mais favoráveis à exploração econômica. A Tabela 1 apresenta a distribuição das
reservas de Xisto no mundo.
Tabela 1 - Reserva de Xisto no Mundo
Reserva Estimada de Óleo de Xisto (Milhões de Toneladas)
Região
“Shale Reserves” “Kerogen Reserves” “Kerogen in Place”
África
12.373
500
5.900
Ásia
20.570
1.100
–
Austrália
32.400
1.725
36.985
Europa
4.180
300
6.500
Oriente Médio
35.360
4.600
24.600
América do Norte
3.340.000
80.000
140.000
América do Sul
–
400
9.600
Fonte:World Energy Councill, WEC Survey of Energy Resources
No processo de pirólise, o xisto é aquecido até 500ºC, quando libera óleo e deixa um
resíduo carbônico na matriz sólida.
Através da pirólise são extraídos os produtos do Xisto, como óleos combustíveis, nafta
industrial, gás combustível, gás liquefeito e enxofre. Assim como seus subprodutos, que
10
podem ser utilizados para confecção de cerâmicas, produção de cimento, concretos
estruturais, isolantes termos-acústicos, vidros, adubo e defensivos agrícolas.
A Tabela 2 apresenta a quantidade de Xisto processado e a produção obtida, entre os
anos de 2000 e 2004.
Tabela 2 - Volume de Xisto processado e produção de derivados na Six/Petrobrás – Paraná, 2000-2004
Especificação
Unidade
2000
2001
2002
2003
2004
Xisto bruto processado
t
Óleo combustível 4
m3
123.035
119.036
127.461
120.145
133.667
GLP 3,4
m3
25.485
27.560
16.028
21.535
24.530
Gás de xisto 1,2
t
10.853
11.977
14.379
13.326
14.855
Enxofre
t
23.629
25.561
21.759
19.069
20.013
Nafta 5
m3
39.400
40.088
39.108
40.450
39.695
Outros não-energéticos 6
m3
-
-
-
3.688
3.570
2.676.432 2.787.911 2.675.261 2.393.998 2.693.029
FONTE: ANP e Petrobras/SIX. http://www.anp.gov.br/
NOTAS: 1Não inclui o consumo próprio de derivados, com exceção do gás de xisto. ²Vendas diretas aos
consumidores. ³Inclui propano e butano. 4Vendas às distribuidoras. 5A produção de nafta é enviada para a
REPAR onde é incorporada à produção de derivados da refinaria. 6Inclui outros derivados não-energéticos de
menor importância.
Como pode ser visto na tabela acima, a Nafta do Xisto é um importante produto da
pirólise do Xisto, sendo o segundo maior volume de produto obtido. Porém ela contém alto
teor de enxofre e nitrogênio, entre outros compostos, que precisam ser removidos para
melhorar sua qualidade e atender especificações, principalmente ambientais, para sua
utilização. Para remoção das impurezas, a nafta pode ser tratada química e fisicamente.
O tratamento químico pode ser ácido ou básico. O tratamento ácido é eficiente na
retirada de olefínicos, aromáticos, compostos de nitrogênio, oxigênio, enxofre, e o básico na
extração de ácidos sulfônicos, ácidos orgânicos pesados, sulfeto de hidrogênio e algumas
mercaptans.
Existem vários tratamentos físicos, mas será estudada apenas a adsorção, por ser um
processo com baixo consumo de energia. A adsorção tem poder clarificante e desidratante,
além de remover compostos de enxofre, oxigenados, substâncias asfálticas e resinosas, e
hidrocarbonetos; essa ação de refino pode variar com o adsorvente utilizado.
São inúmeras as variações que podem ser feitas no refino da Nafta de Xisto, em
relação ao tratamento e às suas características, e este será o principal objeto de estudo.
11
2
OBJETIVO
Estudar e avaliar tratamentos químicos e físicos para a Nafta do Xisto, procurando
eliminar o odor forte, melhorar a coloração e a estabilidade. Todas essas melhorias devem ser
feitas procedendo-se de forma técnica, econômica e ambientalmente viável.
12
3
ANÁLISE DA NAFTA
A análise completa da Nafta de Xisto da Formação Irati foi encontrada no trabalho da
UFRJ, IQa, 2002. Uma parte dos dados fornecidos está na Tabela 3, e estes correspondem à
curva de destilação e massa específica, além das quantidades de enxofre, nitrogênio, chumbo,
mercúrio, ferro, cobre e metanol, assim como a porcentagem volumétrica de parafinas,
olefinas, aromáticos e naftênicos.
Tabela 3 - Análise da Nafta do Xisto
Análise
Resultado
Metodologia
Destilação (% vol)
PIE
5
10
20
30
40
50
60
70
80
90
95
PFE
Resíduo
T (ºC)
46,3
67,7
78,6
92,4
106
118
129
140
153
169
191
216
248
1,2 %
ASTM D86
Enxofre (ppm)
9200
Nitrogênio (ppm)
500
3
Massa específica (ton/m )
0,7965
ASTM D4052
Chumbo (ppb)
20
ASTM D3237
Mercúrio (ppb)
56,7
ASTM D3223
Ferro (ppb)
152
UOP 350
Cobre (ppb)
1
UOP 350
Metanol (ppm)
15
C.G.
Parafinas (%vol)
32,37
C.G.
Olefinas (%vol)
16,837
C.G.
Aromáticos (%vol)
32,274
C.G.
Naftênicos (%vol)
11,989
C.G.
13
No trabalho da UFRJ, IQb, 2002, foi observado o escurecimento da nafta com o
tempo, chegando à formação de “gomas”. A nafta utilizada neste trabalho encontrava-se nas
Usinas Piloto da UFPR desde 2002, e as “gomas”, citadas no trabalho da UFRJ, realmente
existiam nos recipientes onde as amostras eram armazenadas.
Após os tratamentos, as análises foram feitas no equipamento que mede o teor de
enxofre, encontrado no LACAUT, pois esse foi o único meio de efetuar resultados
quantitativos, da efetividade dos tratamentos, durante os testes experimentais.
A nafta sem tratamento também foi analisada, resultando num teor de enxofre igual a
0,8050% massa.
Figura 2 - Equipamento RX-360SH (ZUTEK ANALYTICAL INSTRUMENTATION, 2005)
O equipamento determina a quantidade total de enxofre nos produtos do petróleo,
como os óleos combustíveis, óleo cru e nafta, por espectrometria de fluorescência de raios-X,
cujo método é recomendado pelas normas ISO 8754 e ASTM D4294 (ZUTEK
ANALYTICAL INSTRUMENTATION, 2005).
O equipamento utiliza-se de um método que compensa o erro causado pela diferença
de carbono/hidrogênio (C/H), além disso, faz automaticamente a compensação da temperatura
ambiente e da pressão barométrica são feitas automaticamente (ZUTEK ANALYTICAL
INSTRUMENTATION, 2005).
14
4
COMPOSTOS RESPONSÁVEIS PELO ODOR DESAGRADÁVEL DA
NAFTA
Estudos anteriores realizados pela UFJR, IQa, 2002 mostram que há duas classes
principais de compostos responsáveis pelo mau cheiro da nafta: os compostos sulfurados e os
compostos nitrogenados.
Através de diversos ensaios, análises e cromatografias, chegou-se a diversos
compostos responsáveis pelo cheiro desagradável da nafta:
-
piridina;
-
33 alquilpiridinas, cujas cadeias laterais apresentam de 1 a 5 átomos de carbono;
-
quinolina;
-
7 alquilquinolinas, cujas cadeias laterais apresentam de 1 a 3 átomos de carbono;
-
tetraidroquinolina;
-
pirrol
-
12 alquilpirróis, cujas cadeias laterais apresentam de 1 a 4 átomos de carbono;
-
indol;
-
10 alquilindóis, cujas cadeias laterais apresentam de 1 a 3 átomos de carbono;
-
10 dissulfetos alifáticos contendo de 4 a 7 átomos de carbono;
-
tetraidrotiofeno;
-
2 metil-tetraidrotiofenos e dimetiltetraidrotiofeno;
-
tiofeno;
-
14 alquiltiofenos, cujas cadeias laterais apresentam de 1 a 4 átomos de carbono;
-
metanotiol e etanotiol;
-
benzotiazol.
Os principais compostos responsáveis pelo cheiro da nafta são as piridinas, quinolinas,
pirróis e indóis, seguidos em importância pelos dissulfetos, sulfetos, mercaptans e tiofenos.
15
5
IMPORTÂNCIA DO TRATAMENTO
O consumo de óleo de Xisto no Brasil, como uma forma de energia alternativa, tem
crescido bastante. Há uma tendência de utilização do óleo de xisto como combustível líquido,
pois ele apresenta perspectivas de uso industrial amplamente favoráveis, principalmente
quando se busca eliminar problemas de contaminação no meio ambiente, além de reduzir
custos. Calcula-se que a economia final no processo varia de 12% a 20%, em comparação ao
óleo combustível (COSTA, 2006).
Uma produção maior do óleo de Xisto implica também em uma quantidade maior de
nafta e os tratamentos darão um valor comercial mais promissor à Nafta do Xisto, pois
possibilitará um blending com a nafta do petróleo, barateando o custo da gasolina.
Porém, a exigência de um maior controle na emissão de poluentes implica
principalmente na diminuição da emissão de enxofre e de outros compostos como o
nitrogênio. Em muitos países há a exigência da diminuição da quantidade de enxofre nos
combustíveis, na Europa, por exemplo, há uma proposta de reduzir o enxofre na gasolina para
no máximo 10ppmm até 2007; no Japão, está quantidade já não passa de 30ppmm (YIN,
2004).
Um importante desafio para o controle da poluição atmosférica consiste na eliminação
de óxidos de enxofre, pois estes são nocivos ao meio ambiente e à saúde humana. O conteúdo
de enxofre nos combustíveis é uma preocupação ambiental porque o enxofre é convertido a
SOx durante a combustão, que contribui não somente à chuva ácida, mas também envenena o
conversor catalítico no tratamento da emissão de exaustão (NAVARRO, 2005).
O teor de enxofre e o grau API são duas propriedades que têm grande influência sobre
o valor do petróleo, seus produtos e derivados. O nitrogênio e metais também têm importância
considerável. A quantidade de enxofre varia entre 0,1% e 5%, óleos com quantidades maiores
que 0,5% geralmente requerem um tratamento que diminuam este teor (GARY et al, 2001).
A primeira operação no refino de produtos do petróleo consiste em uma destilação
fracionada do óleo cru, um processo que sempre envolve decomposição térmica e mudanças.
Os produtos imediatos resultantes da destilação são, geralmente, misturas que devem ser
refinadas para serem convertidas em material com valor comercial.
Este refino é realizado por agentes químicos, como o ácido sulfúrico, bases, dióxido de
enxofre líquido, terra fuller, entre outros. O refino elimina os hidrocarbonetos mais instáveis,
16
os materiais resinosos e asfálticos, alguns compostos com oxigênio, enxofre e nitrogênio, e
em alguns casos certas classes de hidrocarbonetos, como os aromáticos do querosene e
alifáticos de lubrificantes.
17
6
6.1
TRATAMENTO ÁCIDO
Tratamento com ácido sulfúrico
O tratamento de óleos com ácido sulfúrico foi primeiramente introduzido para refino
de óleos animais e vegetais e em 1792 era adotado para refino de “óleo de carvão” na
Inglaterra (RATHER, J. B., 1928).
Desde o início da indústria petrolífera, há 140 anos atrás, o ácido tem sido aplicado
com sucesso para vários produtos do petróleo.
O ácido sulfúrico continua a ser o mais importante reagente para tratar óleos e é
possível que continue nesta posição por muitos anos ainda, pois ser barato, por ser possível
minimizar sua força de ação, por escolha da concentração e temperatura, e por ser quase
aplicado universalmente para vários problemas de refino.
A ação do ácido sulfúrico no petróleo é complexa, e seu comportamento é somente
compreendido em partes. Ácidos fortes atacam quase todos os constituintes presentes no óleo,
incluindo hidrocarbonetos saturados e substâncias resinosas e asfálticas, assim como
compostos com enxofre, nitrogênio e oxigênio. Entretanto, uma ação seletiva do ácido nesses
compostos pode ser obtida para uma certa extensão, variando as condições do tratamento,
como, por exemplo, a temperatura, concentração, tempo, entre outros.
Praticamente todos os produtos do petróleo podem ser refinados com ácido sulfúrico,
entretanto o método do tratamento e os resultados obtidos são diferentes para os vários
produtos.
A seguir algumas regras para definir o método de tratamento para diferentes produtos
do petróleo:
1. Pontos de bolha mais altos requerem um tratamento mais severo para obter um certo
grau de refinamento. A quantidade de ácido necessária diminui com a diminuição do ponto de
bolha.
2. Óleos mais viscosos requerem maior quantidade de ácido.
3. Craqueamento produz óleos mais difíceis de tratar que os produtos diretos. Óleos
normais, até se forem ligeiramente craqueados durante a destilação, são muito mais difíceis
para refinar para uma cor melhor que outros não craqueados.
4. O tipo do petróleo cru e as impurezas determinam se o tratamento químico deve ser
mais severo.
18
A eficiência do tratamento ácido depende da sua concentração, temperatura, tempo de
contato, e método de aplicação.
6.1.1
Efeito da presença de várias substâncias nas propriedades de refino do
ácido sulfúrico
A presença de óxidos de nitrogênio ou ácido nítrico no ácido sulfúrico usado no refino
é prejudicial à cor do produto final (GURWITSCH, M., 1934). Ácido nitroso é prejudicial em
quantidades de 0,02% ou mais, enquanto a máxima concentração permitida para o pentóxido
de nitrogênio (N2O5) no ácido é usualmente de 0,05 a 0,07 %. Em certas instâncias,
entretanto, a presença de pequenas quantidades do ácido nítrico no ácido sulfúrico é dita como
vantajosa. Deste modo as olefinas podem ser efetivamente removidas dos destilados leves que
contêm aromáticos pelo tratamento com ácido sulfúrico com 1% ou menos de ácido nítrico
adicionado. Nesta proporção o ácido nítrico não irá afetar os aromáticos.
Sempre que a coloração final do produto não é de grande importância, maiores
quantidades de ácido nítrico no ácido sulfúrico podem ser usadas.
A presença do óxido de selênio no ácido sulfúrico em quantidades maiores que 0,05 a
0,07% é prejudicial para a cor do óleo (LUNGE, G., 1923 Apud KALICHEVSKY, V.A. et al,
1956). Além disso, um óleo que tem sua descoloração iniciada por ácido contendo óxido de
selênio ou óxido nítrico será então difícil de descolorir por tratamento com ácido puro. Ácido
sulfúrico contendo acima de 0,005% de óxido de selênio apresentaria a coloração preta, e esta
propriedade pode ser usada para um teste rápido da presença de óxido de selênio no ácido.
Pequenas quantidades de matéria orgânica no ácido sulfúrico também são permitidas.
Ácido recuperado ou reformado, que usualmente contém consideráveis quantidades de
substâncias orgânicas (1 a 5% de conteúdo de carbono), é usado no refino de óleos sem
nenhum efeito indesejável.
A pureza do ácido é um importante fator na prática comercial; porém, outros fatores
no refino ácido, usualmente, são mais significativos.
A adição de certas substâncias químicas no ácido sulfúrico pode ser benéfica na
produção de um produto melhor. Óleo agitado com ácido sulfúrico diluído na presença de um
agente oxidante, como um ácido crômico, óxido férrico, ou dióxido de manganês, é utilizado
para melhorar a cor, mas a economia é muito duvidosa. Bicromato de potássio na proporção
de 5%massa do ácido tem sido indicado por Mims para valorizar a purificação do óleo
19
mineral de origem asfáltica. De acordo com Pungs e Jahrstartes, a solução de ácido crômico
em 30 a 60% de ácido sulfúrico (ou uma mistura de ácido sulfúrico com sulfato de cromo)
clareia a parafina quando aquecido (KALICHEVSKY, V.A. et al, 1956).
A presença de pentóxido fosforoso (P2O5) no ácido sulfúrico aumenta a sulfonação dos
aromáticos, entretanto a quantidade recomendada é de 15% massa.
Kattwinkel diz que a adição de 2,75% de ácido bórico em ácido sulfúrico 93% previne
a sulfonação dos aromáticos. Como um inibidor deve ser valioso no tratamento da gasolina
craqueada (KALICHEVSKY, V.A. et al, 1956).
Para redução de enxofre, é recomendado um reagente formado pela interação do ácido
com um excesso de benzeno ou outro hidrocarboneto aromático, como tolueno ou xileno. É
dito que o enxofre é removido sem diminuir o conteúdo de aromáticos e hidrocarbonetos
insaturados (KALICHEVSKY, V. A. et al, 1956).
6.1.2
Concentração do ácido sulfúrico para refino
A concentração do ácido depende inteiramente do propósito do refino. No tratamento
de destilados leves, somente para melhorar a coloração, freqüentemente um ácido bastante
diluído é vantajoso, enquanto para remover enxofre combinado, para melhorar a qualidade do
querosene, para remover piche ou asfalto de óleos lubrificantes, entre outros, um ácido mais
forte deve ser usado. Considerando um ácido concentrado, com maiores perdas de óleo que
com o ácido diluído, e como este pode produzir algumas mudanças indesejáveis no produto
refinado, a força do ácido não deveria ser maior que o necessário para dar bons resultados.
Com o uso de crescentes quantidades de vapor ou alto vácuo na destilação menos
ácido é necessário para alcançar uma dada coloração. O uso de descolorante ou adsorvente
clarificador também diminui a quantidade de ácido necessária.
No refino de destilados leves de base de asfalto cru, uma concentração de 85 a 93%
tem aplicação mais extensiva que o ácido com outra força, embora o ácido 95% seja
freqüentemente usado. Ácido fuming é usado com querosene e em baixas temperaturas na
gasolina craqueada para remover enxofre combinado. Um ácido mais fraco que 85%
raramente é usado, embora em alguns casos o seu uso deva ser indicado, por exemplo, no
tratamento da gasolina craqueada que contém uma alta percentagem de compostos insaturados
e o enxofre combinado não precisa ser removido (KALICHEVSKY, V.A. et al, 1956).
20
No trabalho da UFRJ, IQb, 2002 foi utilizado ácido clorídrico com concentração de
20%.
6.1.3
Quantidade do ácido
A severidade do tratamento ácido pode variar mudando a quantidade de ácido, mas os
resultados não são necessariamente os mesmo que aqueles obtidos variando a concentração do
ácido ou a temperatura do tratamento. Por razões econômicas a quantidade de ácido deve ser a
menor possível.
Como esta quantidade depende de diversos fatores, ela deve ser ajustada
individualmente para cada caso.
Tabela 4 - Efeito da quantidade de ácido sulfúrico 93% no teor de enxofre e nas perdas da gasolina
craqueada da Califórnia. (Produto neutralizado e destilado com vapor depois do tratamento)
Quantidade de
H2SO4 93% (lb/bbl)
0
8
20
30
40
Teor de Enxofre
% mássica
relativo
0,88
100
0,61
69
0,32
36
0,24
27
0,19
22
Perdas
% volumétrica
0
2,9
7,9
14,4
19,1
A Tabela 4 apresenta um estudo feito com a gasolina craqueada da Califórnia
variando-se a quantidade de ácido no tratamento. Pode-ser observar que com o aumento da
quantidade de ácido o teor de enxofre diminui, mas as perdas ocasionadas pelo tratamento
aumentam.
6.2
Tratamento com ácido nítrico
O ácido nítrico é um neutralizante, um nitrante e um poderoso agente oxidante.
Reações de nitração são favorecidas por altas concentrações de ácido. Uma mistura de ácido
nítrico e sulfúrico é favorável, como citado anteriormente. Reações de oxidação são
favorecidas por altas temperaturas e são rápidas em soluções diluídas ou fuming.
Ácido nítrico era usado para refino de petróleo (TUMSKI, K.I.,1891 Apud
KALICHEVSKY, V.A. et al, 1956), mas depois da descoberta do ácido sulfúrico não foi mais
utilizado, pois este era melhor e mais econômico. O uso do ácido nítrico junto com o sulfúrico
é recomendado na fase vapor.
21
O uso de ácido nítrico em combinação com outras substâncias químicas é
recomendado. Entre estas substâncias está o dióxido de manganês. Mercúrio dissolvido em
ácido nítrico é um bom dessulfurizante. Misturas de ácido nítrico e acético também eram
sugeridas para refinar óleos (KALICHEVSKY, V.A. et al, 1956).
6.3
Tratamento com ácido fosfórico
Ácido fosfórico é um eficiente agente polimerizante e possui algumas propriedades
dessulfurizantes. O uso deste ácido era sugerido para reduzir gomas e enxofre de frações de
petróleo e melhorar sua cor, cheiro e outras propriedades. Inicialmente, o interesse pelo ácido
fosfórico era utilizá-lo em um processo comercial de manufatura de gasolina polimerizada de
hidrocarbonetos insaturados gasosos. Esta era a principal aplicação do ácido fosfórico em
refino de petróleo.
No entanto, a destilação na presença de ácido fosfórico pode melhorar a cor e o cheiro
do óleo. Refino de destilados craqueados na fase vapor com ácido fosfórico melhora sua
estabilidade e pode reduzir seu teor de enxofre (KALICHEVSKY, V.A. et al, 1956).
22
7
TRATAMENTO BÁSICO
Apenas o tratamento com ácido não é suficiente para um refinamento completo. Com
a quantidade econômica, ele não remove completamente algumas impurezas como o sulfeto
de hidrogênio (H2S), ácidos orgânicos e mercaptans. Existem também alguns produtos da
reação do ácido com o óleo que podem ser removidos, como o dióxido de enxofre, ácidos
sulfônicos, entre outros.
Algumas destas impurezas podem ser removidas com reagentes alcalinos, sendo o
mais importante deles o hidróxido de sódio. Porém, a simples aplicação da solução aquosa
alcalina deixa muito a desejar, já que sempre produz emulsões em destilados pesados com
perdas conseqüentes, e não extrai completamente as substâncias ácidas mais fracas nem
decompõe e remove moderadamente os ésteres sulfúricos estáveis. Muitas modificações da
aplicação de reagentes alcalinos são conhecidas em refinarias. Adsorventes algumas vezes são
bons substitutos da solução alcalina, mas até com este as bases podem freqüentemente ser
usadas com vantagens distintas.
Durante a aplicação das bases, o óleo pode estar na fase líquida ou vapor, e o reagente
alcalino pode estar na forma gasosa, como a amônia, ou em solução orgânica aquosa, ou pode
ser aplicada, ainda, como um sólido em pó ou granular.
7.1
Hidróxido de sódio
O hidróxido de sódio é um agente de tratamento efetivo, é facilmente encontrado e
relativamente barato. Ele é utilizado para neutralizar óleos tratados com ácidos, como
dessulfurizante e para melhorar a estabilidade. Além disso, a soda cáustica melhora o odor e a
cor do óleo (KALICHEVSKY, V.A. et al, 1956).
O hidróxido de sódio remove ácido sulfúrico, ácidos sulfônicos e ácidos orgânicos
pesados, mas ácidos orgânicos fracos não são completamente removidos. Uma boa alternativa
é fazer sucessivas extrações com crescentes concentrações de hidróxido e retirar
primeiramente os ácidos fortes com baixa massa molecular e certos fenóis e depois os ácidos
fracos com peso molecular alto.
O hidróxido é o reagente básico mais indicado para remover sulfeto de hidrogênio e
alguns mercaptans de baixa massa molecular.
23
O tratamento com a solução de hidróxido de sódio pode ser feito antes ou depois do
tratamento com ácido, ou ambos. Porém, a vantagem de ser feito depois é que o hidróxido de
sódio remove as substâncias ácidas e sulfonadas restantes deste tratamento.
A concentração ótima de hidróxido varia e deve ser determinado experimentalmente.
Geralmente de 5 a 15 % é mais econômico (KALICHEVSKY, V.A. et al, 1956). As
temperaturas são as mesmas para o tratamento com o ácido. Podem ser usadas altas
temperaturas, mas deve ser sobre pressão para evitar perdas por evaporação.
A presença de solventes orgânicos em solução de hidróxido de sódio facilita a
extração de mercaptans. Mercaptans contêm um radical ácido que combina com o hidróxido
de sódio resulta em uma “mercaptide” solúvel em água. O radical orgânico é solúvel em óleo.
O efeito combinado do hidróxido de sódio e do solvente orgânico, dissolvidos em água
é, muitas vezes, melhor que aquele obtido pelas duas substâncias utilizadas em separado
(KALICHEVSKY, V.A. et al, 1956).
São inúmeros os solventes orgânicos que podem ser utilizados, os álcoois, por
exemplo, foram sugeridos por Malisoff, W.M. em 1936.
24
8
REFINO POR ADSORÇÃO
A adsorção é uma operação de transferência de massa do tipo sólido-fluido na qual se
explora a habilidade de certos sólidos em concentrar na sua superfície determinadas
substâncias existentes em soluções líquidas ou gasosas, o que permite separá-las dos demais
componentes dessas soluções.
Portanto, é um processo de separação no qual certos componentes de uma fase fluida
são seletivamente transferidos para a superfície de um sólido. Além de processo de separação,
é parte vital na catálise de reações químicas e base para a cromatografia.
As principais vantagens do uso da adsorção são: - alto grau de recuperação a partir de
soluções de extrema diluição; - não há composição térmica dos componentes a serem
separados; - menor consumo de energia; - não é necessária a introdução de um novo
componente no processo; - pode ser útil na separação de azeótropos.
Existem diversos adsorventes que podem ser utilizados no tratamento de produtos do
petróleo, e, geralmente, a escolha é determinada pelo custo.
Há duas classes gerais: aqueles derivados de organismos vivos, e aqueles de origem
mineral. As duas classes são utilizadas na indústria do petróleo, mas a segunda é mais barata e
mais eficiente.
O carvão ativado tem uma leve afinidade com a matéria colorida dos destilados leves
do petróleo, mas é mais efetivo em remover a coloração escura de óleos pesados.
Existem também os adsorventes sintéticos, como o hidróxido férrico gel, sílica gel e
alumina gel. A sílica gel é o mais conhecido e mais usado, porém este tipo de adsorvente é
mais caro.
A eficiência de muitos adsorventes depende bastante do método de preparo. A sílica
gel é um bom agente de refino e pode ser preparado por precipitação de silicatos solúveis em
água com ácidos, por exemplo.
Mistura de vários adsorvente é superior, algumas vezes, ao uso do adsorvente
individualmente. A eficiência de certos adsorventes é melhorada com o tempo de contato ou
pela adição de certos produtos químicos.
A escolha do adsorvente assim como do método de aplicação devem ser feitos através
de testes em laboratório. Os métodos para testar a eficiência devem conter a aplicação direta
25
no óleo, observando a mudança de coloração, variando a temperatura e misturando o
adsorvente com alguma substância química.
8.1
8.1.1
Adsorção de Determinados Compostos
Adsorção de hidrocarbonetos
Sobre ação de alguns adsorventes ativados, hidrocarbonetos podem ser adsorvidos e
certos compostos insaturados polimerizados. Em geral, hidrocarbonetos insaturados são mais
prontamente adsorvidos, os aromáticos em segundo, os naftênicos em terceiro e as parafinas
são as últimas adsorvidas. Porém existem exceções, por exemplo, parafinas de alto peso
molecular são adsorvidas mais facilmente que naftênicos de alto peso molecular.
Hidrocarbonetos aromáticos podem ser removidos com adsorventes como terra fuller e
sílica gel.
A adsorção de certas classes de hidrocarbonetos pode mudar as propriedades do óleo,
como a densidade, viscosidade, a quantidade de enxofre, ponto de bolha, entre outras, porém a
mudança pode não existir ou ser insignificativa.
8.1.2
Compostos sulfurados
Bauxita e sílica gel são mais utilizados na dessulfurização de óleos.
A Tabela 5 mostra a ação do óxido de alumínio (similar à bauxita), terra fuller, sílica
gel e ácido sulfúrico em soluções de nafta do petróleo para enxofre livre e compostos
sulfurados. Nos experimentos, 28 libras de material adsorvente foram usados por barril de
nafta. Nestes experimentos com o ácido, a nafta foi lavada com 1% de solução cáustica. A
quantidade de ácido utilizada era de 50 libras por barril de nafta.
26
Tabela 5 – Ação do ácido sulfúrico e de adsorventes na nafta do petróleo
Compostos sulfurosos
Enxofre Livre
Mercaptan isoamílica
Sulfeto de hidrogênio
Dimetil Sulfato
Metil-p-toluenosulfonato
Dissulfeto de carbono
n-butil sulfeto
n-propil dissulfeto
Tiofeno
Difenil sulfoxide
n-butil sulfona
%S
0.26
0.29
0.034
0.04
Adsorventes - 28 libras por
Ácido Sulfúrico – 50
barril de nafta
libras por barril de nafta
Óxido de
Terra
Sílica Fuming 66ºBé 53ºBé
alumínio
fuller
gel
% de Enxofre na nafta após tratamento
0.25
0.25
0.24
0.26
0.26
0.26
0.24
0.28
0.09
0.00
0.22
0.28
0.03
0.03
0.03
0.03
0.03
--0.04
0.03
0.00
0.00
0.00
0.01
0.15
0.15
0.05
0.03
0.00
0.035
0.15
0.08
0.30
0.38
0.09
0.05
0.08
0.08
0.30
0.36
0.09
0.05
0.07
0.08
0.29
0.32
0.08
0.00
0.00
0.08
0.13
0.24
0.08
0.00
0.00
0.08
0.00
0.00
0.00
0.00
0.00
0.08
0.02
0.16
0.01
0.005
0.00
0.08
0.29
0.35
0.08
0.01
0.01
Os resultados da tabela mostram que a sílica gel é um agente dessulfurizante um pouco
mais eficiente que a terra fuller ou o óxido de alumínio, mas todos são menos efetivos que o
ácido sulfúrico.
Apesar da nafta do petróleo ser um derivado leve, e a Nafta do Xisto ser bem mais
pesada, a análise pode ser válida.
A granulometria do adsorvente na adsorção influencia muito pouco para compostos
sulfurados. Porém o método de preparo pode afetar o poder de dessulfurização, por isso
alguns autores podem encontrar resultados diferentes com o mesmo adsorvente.
8.1.3
Compostos Nitrogenados
Compostos nitrogenados são certamente removidos do óleo por diversos adsorventes.
Na Califórnia óleo cru com 0,761% de nitrogênio foi filtrado através de terra fuller, o
nitrogênio nas frações sucessivas do filtrado foram 0,08, 0,116, 0,289, 0,315 e 0,332%,
respectivamente, enquanto o óleo retido pela terra continha 0,205% de nitrogênio no topo da
coluna, 0,43 no meio e 0,94 no fundo (KALICHEVSKY, V.A. et al, 1956).
27
8.1.4
Compostos Oxigenados
Compostos que contêm oxigênio normalmente aderem aos adsorventes. Ácidos de alto
peso molecular são mais facilmente adsorvidos que aqueles com baixo peso molecular. Os
adsorventes também removem ácidos fortes, como ácido sulfúrico e sulfônico.
Aldeídos e álcoois são removidos de produtos do petróleo por diferentes adsorventes.
8.2
8.2.1
Adsorventes
Carvão Ativado
O carvão ativado foi escolhido por ter grande capacidade de retirar enxofre e
nitrogênio de combustíveis e produtos do petróleo. Existem várias pesquisas feitas neste
sentido, no SRGO (Straight run gas oil) o carvão reduziu a quantidade de enxofre de 193 ppm
para 11ppm (SANO, Y, et al, 2003).
Em outra pesquisa, foram feitos testes paralelos com carvão ativado, alumina ativada e
outro adsorvente com base de níquel. O tratamento com carvão ativado mostrou-se o mais
efetivo, tanto na retirada de nitrogênio como de enxofre, especialmente para compostos de
enxofre com grupo metil (KIM, 2005).
O carvão ativado tem sido bastante utilizado em muitos processos industriais devido à
sua capacidade de adsorver determinados poluentes. Deste modo a sua utilização e aplicação
têm-se desenvolvido ao longo dos anos (KADIRVELU AND NAMASIVAYAM, 2003).
28
9
9.1
PROCEDIMENTO EXPERIMENTAL
Tratamento Ácido
Os ácidos testados experimentalmente foram o ácido sulfúrico, ácido nítrico e ácido
fosfórico. Como apresentado anteriormente, o ácido sulfúrico há muito tempo é utilizado com
esta finalidade e já foi testado em outros trabalhos com a Nafta do Xisto, além disso, é barato
e não necessita de alta pureza para um tratamento efetivo. Porém, com os ácidos nítrico e
fosfórico, não foi encontrado nenhum estudo com a Nafta do Xisto. Dessa forma, foram
testados os três ácidos para efeito comparativo de eficiência.
A concentração utilizada de ácido foi alterada várias vezes para efeito de teste, desde,
aproximadamente, 10% até 80% em volume, porém observou-se que com maiores
quantidades e concentrações mais altas a formação de borra aumentava muito. Devido a este
inconveniente a concentração adotada para a maioria dos ensaios foi de 50% em volume.
A quantidade recomendada pela literatura foi na faixa de 1,3 a 6,3 mL de ácido para
cada 100 mL de nafta. Adotou-se a relação de ácido/nafta aproximadamente igual a 1,5:100.
Também foram feitas alterações nesta quantidade para avaliar a diferença dos resultados.
Quando aumentou-se a quantidade do ácido a formação de borra tornou-se muito intensa,
aumentando as perdas de produto e dificultando o tratamento e a limpeza. Como o objetivo é
encontrar um tratamento prático e de baixo custo foram utilizadas quantidades menores de
ácido.
As condições adotadas de temperatura e pressão do tratamento foram as condições
ambiente, pois além de baratear o custo do tratamento evita perdas por evaporação. Como o
PIE (ponto inicial de ebulição) é 46,3ºC um aquecimento seria inviável.
Aumentar a pressão também seria uma forma de elevar o custo do tratamento, além de
provocar, também, perdas por evaporação.
A agitação é muito importante num tratamento como este. Neste estudo, a agitação foi
feita com um agitador magnético por 20 minutos.
9.2
Tratamento Básico
A base adotada para os ensaios experimentais foi o hidróxido de sódio. Esta escolha se
baseou na literatura estudada. Duas soluções diferentes foram utilizadas: uma de hidróxido de
29
sódio em solução aquosa, com 10% em massa; e outra com hidróxido de sódio (7,5%) e
etanol (25%, em massa também), também em solução aquosa.
O etanol foi adicionado como um solvente orgânico com o intuito auxiliar na remoção
dos mercaptans contidas na Nafta do Xisto.
Os tratamentos foram feitos em sucessivos estágios, observando-se a solução de
hidróxido de sódio após cada estágio de tratamento. No primeiro estágio, a soda tinha cheiro e
coloração fortes. Nos estágios subseqüentes estas características diminuíam. Três ou quatro
estágios foram feitos, dependendo das condições da soda após os estágios de tratamento. As
figuras abaixo mostram a coloração da soda gasta após cada estágio do tratamento da nafta
com ácido sulfúrico e hidróxido de sódio com etanol (amostra 23, Tabela 9).
Figura 3 – Soda separada da nafta após o primeiro estágio do tratamento com NaOH
Figura 4 - Soda separada da nafta após o segundo estágio do tratamento com NaOH
30
Figura 5 - Soda separada da nafta após o terceiro estágio do tratamento com NaOH
Figura 6 - Soda separada da nafta após o quarto estágio do tratamento com NaOH
A quantidade de solução utilizada obedece à relação 1:1 com a quantidade de nafta a
ser tratada.
Além do tratamento apresentado, a solução de hidróxido de sódio ou de hidróxido de
sódio com etanol foi utilizada após o tratamento ácido, como uma lavagem cáustica, com o
propósito de remover as substâncias ácidas e assim melhorar a coloração e diminuir a
instabilidade.
As condições de temperatura, pressão e agitação foram as mesmas adotadas para o
tratamento ácido.
A Figura 7 apresenta um fluxograma genérico dos tratamentos ácidos e básicos
testados experimentalmente.
31
Figura 7 - Fluxograma geral dos tratamentos químicos, ácidos e básicos
Os quatro estágios apresentados na Figura 7 correspondem ao tratamento básico
apresentado anteriormente. O quarto estágio é facultativo, pois observando a soda descartada
após o terceiro estágio era observada a necessidade ou não de mais um estágio de tratamento.
Este fluxograma apresenta os testes “padrões” adotados nos ensaios. Os testes
preliminares não estão apresentados na figura.
9.3
Adsorção
A adsorção foi o fenômeno físico escolhido para complementar o tratamento da nafta.
Os adsorventes utilizados foram o carvão ativado juntamente com a terra clarificante
Pure-Flo, conforme indicação do fornecedor, FBC (Fábrica Brasileira de Catalizadores Ltda.).
A justificativa fornecida foi a seguinte: “Cada produto adsorvente tem uma ordem de
afinidade de adsorção de pigmentos de um meio líquido, pois na maior parte das situações o
líquido que aparentemente tem uma cor, na realidade tem uma composição de pigmentos,
32
assim sendo o carvão ativado tem uma ordem decrescente de afinidade de adsorver
pigmentos: verde, marrom, azul, vermelho e amarelo, já as terras adsorventes tem a ordem de
preferência no sentido inverso, por esta razão é que muitas vezes a composição destes dois
adsorventes é a melhor opção técnica e econômica” (FBC, 2006).
Segunda a literatura apresentada, a terra clarificante certamente remove compostos
nitrogenados. E, como encontrado em diversos artigos, o carvão ativado é um eficiente agente
dessulfurizante. Estes fatores também contribuíram para o uso da mistura dos adsorventes.
A produção de carvão ativado pulverizado pela FBC é feita a partir de matérias-primas
vegetais de aproveitamento ou sobras de serrarias, como por exemplo, costaneiras, pontas e
outras partes de pinus, eucalipto, entre outros. A ativação é feita por vapor de água a altas
temperaturas (próximo à 1000ºC).
As características do carvão ativado, enviado pela FBC, estão no Anexo A. A respeito
da terra clarificante a única informação fornecida foi a sua marca, Pure-Flo.
Nos testes experimentais foi utilizada, então, a mistura dos dois adsorventes em
quantidades iguais. A quantidade da mistura utilizada em relação à quantidade de nafta foi de
0,6% em massa.
A Figura 8 mostra o fluxograma simplificado do tratamento físico na nafta pré-tratada
quimicamente.
Figura 8 - Fluxograma do tratamento físico (adsorção)
33
9.4
Testes Experimentais
Diversos testes foram realizados experimentalmente, alguns foram repetidos com o
intuito de observar a reprodutibilidade ou não. A seguir serão explicados os procedimentos de
todos os testes realizados.
As condições apresentadas nos itens 9.1, 9.2 e 9.2 foram adotadas para a maioria dos
ensaios, quando houver alguma alteração, esta será mencionada.
9.4.1
Tratamento Ácido
A primeira tentativa experimental foram os tratamentos ácidos. Os três ácidos foram
utilizados conforme apresentado acima. Todos os ensaios foram repetidos três vezes, a Tabela
6 apresenta os resultados encontrados.
Tabela 6 - Resultados dos tratamentos ácidos
N° da amostra
1
2
3
4
5
6
7
8
9
Amostra
Tratada com H2SO4 (1)
Tratada com HNO3 (1)
Tratada com H3PO4 (1)
Tratada com H2SO4 (2)
Tratada com HNO3 (2)
Tratada com H3PO4 (2)
Tratada com H2SO4 (3)
Tratada com HNO3 (3)
Tratada com H3PO4 (3)
S (%wt)
0,7228
0,6013
0,6403
0,6599
0,5978
0,5291
0,5930
0,5830
0,5996
Redução
10,21%
25,30%
20,46%
18,02%
25,74%
34,27%
26,34%
27,58%
25,52%
A terceira coluna da tabela representa a porcentagem de enxofre total, em massa, na
amostra tratada. Este valor foi obtido no equipamento RX360SH, apresentado anteriormente.
A quarta coluna corresponde à percentagem de redução em relação à nafta bruta.
Pode-se observar claramente, através da Tabela 6, que não houve reprodutibilidade
nos resultados encontrados. A princípio acreditou-se que a diferença nos valores obtidos era
devido à precipitação observada nos recipientes em que as amostras eram estocadas. Esta
precipitação aumentou com o tempo.
A análise que a UFRJ, IQb, 2002 fez a respeito do tratamento ácido foi: “O ácido
reduz consideravelmente o odor, por extrair para a fase aquosa sob a forma de sal, a família
das piridinas (incluindo as benzopiridinas e as quinolinas). Por outro lado, são os pirróis que,
nessas mesmas condições sofrem um processo de polimerização que leva ao escurecimento da
34
nafta e à formação de “gomas”. O uso de um meio ácido na forma sólida (resina sulfônica)
teve um comportamento semelhante ao do ácido clorídrico em solução, o que mostra que uma
vez iniciado o processo de polimerização pelo ácido, ele persiste na fase orgânica, sem mais a
participação do ácido.
A partir dos resultados encontrados e da análise acima, conclui-se que esta
polimerização dos pirróis prejudica muito o tratamento, pois a nafta escurece e há a formação
de “gomas”. Apesar disso algumas piridinas provavelmente são removidas, e o teor de
enxofre diminui, melhorando o cheiro da nafta.
Para tentar comprovar a hipótese que o tempo de repouso é um fator que influencia o
tratamento, as análises das amostras foram feitas em intervalos diferentes, assim, com mais
tempo em repouso o teor de enxofre deveria ser menor. As amostras 1, 2 e 3 ficaram em
repouso por 8 dias. O tempo entre o ensaio e a análise das amostras 4, 5 e 6 foi de 23 dias e
das amostras 7, 8 e 9 foi de 8 dias novamente.
Com os resultados, conclui-se que tempo em repouso não está diretamente ligado à
quantidade de enxofre da amostra. Isso corrobora com a análise feita anteriormente a respeito
da polimerização dos pirróis, já que estes compostos não contêm enxofre, apenas nitrogênio.
Comparando-se as amostras 1, 4 e 7, as quais foram tratadas com ácido sulfúrico, temse uma grande diferença nos valores encontrados. Uma das explicações pode ser a
instabilidade da nafta frente ao tratamento ácido, ou ainda, a existência de algum interferente
que pudesse comprometer a análise.
Além da borra encontrada nos recipientes, a qual aumentava com o tempo, pode-se
observar também, um leve clareamento da nafta no momento quer era tratada, porém com o
tempo de repouso as amostras voltavam a escurecer, o que já era esperado segundo os estudos
encontrados.
Uma sugestão para melhorar este problema do precipitado, quando ainda não se sabia
sobre a polimerização dos pirróis, foi centrifugar a nafta e analisá-la novamente. A Tabela 7
apresenta os resultados encontrados.
Tabela 7 - Resultados dos tratamentos ácidos por centrifugação
N° da amostra
10
11
12
Amostra
Tratada com H2SO4 (3) e centrifugada
Tratada com HNO3 (3) e centrifugada
Tratada com H3PO4 (3) e centrifugada
S (%wt)
0,6180
0,5461
0,6067
Redução
23,23%
32,16%
24,63%
35
Na amostra 11 houve uma pequena redução. Entre o ensaio e a centrifugação foram 4
dias, e entre a centrifugação e a análise mais 2 dias. Nas amostras 10 e 12 o teor de enxofre
aumentou, isto é inusitado, porém o aumento não foi tão grande, e pode ter sido causado por
erros experimentais.
Provavelmente essas variações no teor de enxofre devem-se a erros de análise, pois
mesmo que a borra fosse totalmente separada da nafta o teor de enxofre não deve mudar, visto
que a borra não deve conter quantidades consideráveis de enxofre.
9.4.2
Tratamento Básico
Os tratamentos básicos também foram feitos em separado. Como citado anteriormente,
foram utilizadas duas soluções básicas distintas. Na Tabela 8 há os resultados dos três testes
realizados.
Tabela 8 – Resultados dos tratamentos básicos
N° da amostra
13
14
15
Amostra
Tratada com NaOH (1)
Tratada com NaOH + EtOH (1)
Tratada com NaOH + EtOH (2)
S (%wt)
0,6210
0,5812
0,5869
Redução
22,86%
27,80%
27,09%
Com o tratamento básico a nafta permanece estável e mais clara. Entre as amostras 14
e 15 nota-se uma diferença muito pequena entre a quantidade de enxofre presente, podendo
considerar-se que houve reprodutibilidade neste caso.
As amostras 14 e 15 apresentaram um resultado melhor em relação à amostra 13.
Provavelmente isso ocorreu por dois motivos, primeiramente porque o etanol, como já foi
apresentado, auxilia na remoção de mercaptans; e como a soda gasta com etanol ainda
mostrou-se escura e com cheiro forte no terceiro estágio, optou-se por fazer quatro estágios de
extração, o que melhorou o resultado.
Em UFRJ, IQb, 2002 foi utilizada apenas a solução aquosa de hidróxido de sódio
20%. A análise dos resultados foi a seguinte: “Os resultados são decepcionantes, esperava-se
uma redução considerável no odor, que seria devido aos mercaptans, tiofenóis e outros
compostos sulfurados ácidos. O odor praticamente não se modifica, embora a cor fique mais
estável. Isso indica que fenóis, extraídos pela solução básica, estão relacionados com o
aparecimento de cor na nafta, quer seja por sua própria oxidação, quer por influência da sua
36
acidez na polimerização dos pirróis. Por serem bem menos ácidos que o ácido clorídrico
empregado, a polimerização se daria de forma mais lenta”.
Ao contrário do que foi apresentado acima, houve uma melhora no odor da nafta, mas
a melhor mudança foi, realmente, na coloração. Corroborando com a análise do estudo da
Universidade do Rio de Janeiro, as amostras ficaram mais claras e bem mais estáveis,
certamente esta estabilidade deve estar ligada à remoção de compostos ácidos.
9.4.3
Tratamentos Mistos
Com o intuito de melhorar o resultado final, foram feitos diferentes tratamentos
sucessivos. A Tabela 9 apresenta estes testes realizados.
Tabela 9 - Resultados dos tratamentos mistos
N° da amostra
Amostra
S (%wt)
16
Tratada com H2SO4 (1) e com lavagem cáustica
0,6109
17
Tratada com HNO3 (1) e com lavagem cáustica
0,6118
18
Tratada com H3PO4 (1) e com lavagem cáustica
0,5624
19
Tratada com NaOH (1) + H2SO4 + lavagem cáustica 0,6142
20
Tratada com NaOH + EtOH (2) + H2SO4+ lavagem 0,5942
cáustica
21
Tratada com NaOH + EtOH (2) + HNO3 + lavagem 0,5907
cáustica
22
Tratada com NaOH + EtOH (2) + H3PO4 + lavagem 0,5876
cáustica
23
Tratada com NaOH + H2SO4+ lavagem cáustica
0,5674
24
Tratada com NaOH + H2SO4+ lavagem cáustica +
0,5909
adsorção
25
Tratada com NaOH + H3PO4 + lavagem cáustica
0,5660
26
Tratada com NaOH + H3PO4 + lavagem cáustica + 0,5439
adsorção
27
Tratada com NaOH + EtOH + H2SO4+ lavagem
0,5937
cáustica + adsorção
28
Tratada com NaOH + H2SO4 (1:5) 1 semana de
0,5575
repouso + 2 lavagens cáusticas
29
Tratada com NaOH + H3PO4 (1:5) 1 semana + 2
0,5620
lavagens cáusticas
Redução
24,11%
24,00%
30,14%
23,70%
26,19%
26,62%
27,00%
29,52%
26,60%
29,70%
32,43%
26,25%
30,75%
30,19%
As amostras 1, 2 e 3 porém agora com uma lavagem cáustica são as amostras 16, 17 e
18,. A lavagem foi feita 12 dias após o tratamento com o ácido. Como esperado, as amostras
16 e 18 apresentaram uma redução no teor de enxofre, porém na 17 isto não foi observado.
37
Isto não era esperado, pois o tratamento básico deveria remover os ácidos, sulfeto de
hidrogênio e alguns mercaptans.
Entre as amostras 19 e 23, as quais receberam o mesmo procedimento no experimento,
houve uma diferença nos valores obtidos. Provavelmente, neste caso, a variação deva-se ao
tratamento ácido, pois este tem apresentado resultados sem reprodutibilidade.
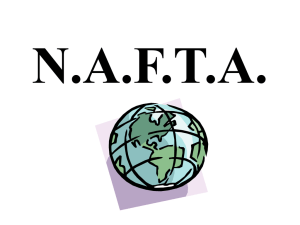
A amostra 19 (Figura 9) foi a de coloração mais clara obtida para a nafta entre todos
os tratamentos feitos. Não é sabido o porquê, pois no caso da amostra 23 o procedimento foi
exatamente o mesmo, e sua coloração ficou bem mais escura. O teor de enxofre foi ainda
menor no segundo caso. Imagina-se que no primeiro, o teor de nitrogênio deve ter sido mais
reduzido, pois esta substância tem bastante influência na coloração.
Figura 9 - Amostra 19, tratada com NaOH e H2SO4
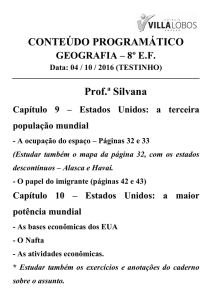
Para efeito comparativo na Figura 8 há uma amostra da nafta bruta, sem tratamento.
Figura 10 - Amostra de nafta sem tratamento
Na tentativa de avaliar novamente a ação do tempo no tratamento ácido foram
preparadas as amostras 28 e 29. Neste caso, a quantidade de ácido utilizada foi maior (na
proporção ácido/nafta de 1:5), e a amostra permaneceu em repouso antes de receber a
lavagem cáustica e ser analisada. O resultado foi melhor quando comparado com 23 e 25,
38
respectivamente, porém a diferença não é tão significativa, especialmente para o ácido
fosfórico.
A adsorção foi testada nas amostras 24 e 26, comparando-se com 23 e 25,
respectivamente, houve uma redução de aproximadamente 4%. Entretanto, visualmente, não
ocorreu uma clarificação significativa. Um dos motivos para o baixo desempenho dos
adsorventes pode ser a caracterização da nafta, ou seja, por ser um produto muito pesado o
adsorvente pode ser rapidamente saturado ou desativado. Estudos mais específicos poderiam
revelar o fenômeno que realmente ocorre nesta adsorção.
No estudo da UFRJ, IQb, 2002 os resultados com adsorventes também foram
negativos, foram utilizadas argilas e bauxitas e não houve nenhuma melhora nas amostras.
O melhor resultado obtido foi da amostra 26, e o ácido fosfórico, entre os três
utilizados, se mostrou mais eficiente na maioria dos casos.
39
10
CONCLUSÃO
Os tratamentos feitos neste estudo apresentaram resultados positivos quanto à remoção
de compostos sulfurados, e provavelmente nitrogenados.
Os ácidos escurecem a nafta e a tornam ainda mais instável, pois com diferentes
tempos de repouso, há resultados diferentes quanto ao teor de enxofre final. O hidróxido, com
ou sem etanol, clareia as amostras, diminuindo também a quantidade de enxofre presente. Os
adsorventes contribuem para a diminuição do teor de enxofre, mas não melhoram a coloração.
De um modo geral, houve uma melhora na cor e no cheiro da nafta e
conseqüentemente no teor de enxofre, chegando à redução máxima de 32% na quantidade de
enxofre total. Porém este resultado não atinge os limites mínimos impostos ambiental e
economicamente, sendo necessária a pesquisa de outros tratamentos complementares.
40
11 REFERÊNCIAS
AGÊNCIA NACIONAL DO PETRÓLEO. Disponível em: <http://www.anp.gov.br/>. Acesso
em 23 out. 2006.
COSTA, Natiely. Tratamento Físico e Químico da Nafta do Xisto. Resumo apresentado no
Encontro de PRHs Região Sul, Curitiba, 2006.
FBC. UFPR [mensagem pessoal]. Mensagem recebida por <[email protected]> em 15 fev.
2006.
GARY, J. H.; HANDWERK, G.E. Petroleum Refining: Technology and Economics.
Marcel Dekker: New York, 2001.
GURWITSCH, L; MOORE, H. Scientific Principles of Petroleum Technology, New York, D.
Van Nostrand Co., Inc., 1934.
KADIRVELU, K., NAMASIVAYAM, C. Activated carbon from coconut coirpith as metal
adsorbent: adsorption of Cd(II) from aqueous solution. Advances in Environmental Research,
Vol. 7, pp 471 –478, 2003.
KALICHEVSKY, V.A.; KOBE, K.A. Petroleum Refining With Chemicals. Elsevier
Publishing Company: Texas, 1956.
KIM, J.H.; MA, X; ZHOU,A; SONG,C. Ultra-deep Desulfurization and Denitrogenation of
Diesel Fuel by Selective Adsorption Over Three Different Adsorbents: A Studyon Adsorptive
Selectivity and Mechanism. Catalysis Today, USA, v. 11, p. 74-83, nov. 2005.
QUÍMICA
E
DERIVADOS.
Disponível
em:
revista/qd422/atualidades1.htm>. Acesso em 20 jun. 2005.
<http://www.quimica.com.br/
RATHER, J.B. Petroleum Refiner, v.7, n. 4, 88-9, 103,4, 1928.
SANO,Y; CHOI, K; KORAI, Y; MOCHIDA, I. Adsorptive Renoval of Sulfur and Nitrogen
Species from a Straight Run Gas Oil Over Activated Carbons for its Deep
Hidrodesulfurization. Applied Catalysis B: Environmental, Japan, v. 49, p. 219-225,
set./dez. 2003.
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO, Instituto de Química. Caracterização
das Famílias de Compostos Responsáveis pelo Odor Desagradável da Nafta de Xisto
Irati. Rio de Janeiro, 2002.
41
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO, Instituto de Química. Estudos de
Rotas de Tratamento para Eliminação do Odor Desagradável da Nafta de Xisto Irati.
Rio de Janeiro, 2002.
WIKIMEDIA COMMONS. Disponível em: < http://commons.wikimedia.org/wiki/Image:
ShaleUSGOV.jpg>. Acesso em 4 dez. 2006.
YIN, C; LIU, C. Hidrodesulfuzation of cracked naphtha over zeolite-supported Ni-Mo-S
catalyst. Applied Catalysis A:General, Dongying, v. 273, p. 177-184, jul. 2004.
ZUTEK ANALYTICAL INSTRUMENTATION. Disponível em: <http://www.zuteksa.com/RX350.htm>. Acesso em 23 jul. 2005.
42
ANEXO A
43
44