UNIVERSIDADE DO EXTREMO SUL CATARINENSE
Departamento de Engenharia Ambiental
TATIANA MARIA ZANETTE
ESTUDO DE TRATABILIDADE DO EFLUENTE LÍQUIDO DA
INDÚSTRIA CERÂMICA PARA FINS DE REUSO
Trabalho de Conclusão de Curso apresentado ao Curso de Engenharia Ambiental como
requisito parcial à obtenção do grau de Engenheiro Ambiental.
Orientadora: M. SC. Nadja Zim Alexandre
CRICIÚMA, 2004
UNIVERSIDADE DO EXTREMO SUL CATARINENSE
Departamento de Engenharia Ambiental
TATIANA MARIA ZANETTE
ESTUDO DE TRATABILIDADE DO EFLUENTE LÍQUIDO DA
INDÚSTRIA CERÂMICA PARA FINS DE REUSO
Este trabalho de conclusão de curso foi julgado adequado à obtenção do grau de
Engenheiro Ambiental e aprovado em sua forma final pelo Curso Engenharia Ambiental da
Universidade do Extremo Sul Catarinense.
Criciúma – SC, 19 de novembro de 2004.
______________________________________________________
Prof. M. Sc. Marta Valéria Guimarães de Souza Hoffmann
Universidade do Extremo Sul Catarinense
______________________________________________________
Prof. M. Sc. Nadja Zim Alexandre
Universidade do Extremo Sul Catarinense
______________________________________________________
Prof. M. SC. Rafael Mello Lattuada
Universidade do Extremo Sul Catarinense
DEDICATÓRIAS
Ao meu pai João Zanette, in memoriam, e a minha mãe
Mafalda Borsato Zanette, alicerces para minha formação.
Ao meu namorado Marcos, pelo apoio e motivação.
AGRADECIMENTOS
A Deus, pela presença constante em minha vida.
A empresa Cecrisa, pela oportunidade de aprendizado e
seus profissionais pelo auxílio na realização das
atividades.
A todos os professores do Departamento de Engenharia
Ambiental pelo saber compartilhado, em especial Carlyle,
Gilca e Mário.
A minha orientadora, Nadja, pela dedicação.
Àqueles que inicialmente eram apenas colegas de classe, e
hoje, grandes amigos, pelo carinho e amizade.
A minha família pelo apoio durante todos os momentos.
EPÍGRAFE
“Antes de começar o trabalho de modificar o mundo, dê
três voltas ao redor de sua casa” (Provérbio Chinês).
RESUMO
Este trabalho teve como objetivo realizar ensaios de tratabilidade do efluente gerado na
Unidade de Produção VI – Portinari, da Cecrisa Revestimentos Cerâmicos, em escala de
bancada, a fim de verificar a possibilidade do seu reuso. Foram realizados ensaios de
clarificação com auxílio de Jar test utilizando dois coagulantes, policloreto de alumínio e
sulfato de alumínio e um floculante catiônico, para encontrar a dosagem ótima para uma
melhor qualidade do efluente. Foram também realizados ensaios laboratoriais de prognóstico
de geração de lodo pela Estação de Tratamento de Efluentes em implantação. Os resultados
obtidos indicam que os dois coagulantes com o floculante são eficientes na remoção de
turbidez para o tratamento dos efluentes gerados no Setor de Preparo de Massa e Esmaltação.
Já para o efluente gerado no Setor de Preparo de Esmaltes e Tintas, o coagulante sulfato de
alumínio apresentou uma redução significativa comparando-se com aquela obtida com o
policloreto de alumínio.
Palavras-chave: reuso, coagulação, floculação, tratamento de efluentes.
ABSTRACT
This work had as objective to realize tratability tests of the effluent generated in the
Production Unity VI – Portinari of Cecrisa Revetments Ceramics in bench scale to verific
reuse possibility. Was realized clarification tests in Jart test with two coagulants, aluminum
polichloride and aluminum sulfate and a cationic floculant, to find the great dosages to give
the best quality of effluent. Were realized laboratory tests to predict the creation sludge by
Treatment Effluent Station. The results show that the association of the two coagulants
isolated with one floculant is efficient to turbidity remotion of the effluents generated in Past
Preparation and Esmaltation Unity. While the efluent generated in the Enamel and Dye
Preparation Unity give a significant reduction with aluminum sulfate when compareded to the
aluminum polichloride.
Keywords: reuse, coagulation, floculation, efluent treatment.
SUMÁRIO
LISTA DE FIGURAS ................................................................................................................................... 10
LISTA DE TABELAS .................................................................................................................................. 11
1
INTRODUÇÃO ................................................................................................................................... 13
2
OBJETIVO .......................................................................................................................................... 15
OBJETIVOS ESPECÍFICOS ................................................................................................................. 15
2.1
3
JUSTIFICATIVA ................................................................................................................................ 16
4
REVISÃO TEÓRICA.......................................................................................................................... 18
4.1
4.2
4.3
4.4
PROCESSO PRODUTIVO CERÂMICO .................................................................................................. 18
GERAÇÃO DE EFLUENTES LÍQUIDOS ................................................................................................ 20
TEORIA DO TRATAMENTO DE EFLUENTES ........................................................................................ 21
DESCRIÇÃO DA ETE PORTINARI ....................................................................................................... 29
4.4.1
4.4.2
5
Efluentes gerados no Setor de Esmaltação e Massa ................................................................... 29
Efluentes gerados no Setor de Esmaltes e Tintas....................................................................... 32
METODOLOGIA................................................................................................................................ 34
5.1
5.2
5.3
MATERIAIS E EQUIPAMENTOS ......................................................................................................... 34
REAGENTES ................................................................................................................................... 35
MÉTODOS ...................................................................................................................................... 36
5.3.1
5.3.2
Preparo das soluções ................................................................................................................ 36
Descrição dos ensaios .............................................................................................................. 36
5.3.2.1
5.3.2.2
5.3.2.3
5.3.2.4
6
Sólidos Sedimentáveis................................................................................................................... 36
Ensaios de Coagulação/Floculação em Jar Test .............................................................................. 37
Volume de lodo e massa de resíduo seco retidos em Cones de Imnhoff ........................................... 39
Massa de lodo retida em Cones de Imnhoff com auxílio de coagulante e floculante ......................... 40
ANÁLISE DOS DADOS...................................................................................................................... 41
6.1
6.2
RESULTADO DOS ENSAIOS COM JAR TEST ........................................................................................ 41
RESULTADO DOS ENSAIOS DE PROGNÓSTICO DE GERAÇÃO DE LODO ................................................. 46
6.2.1
Volume e massa de resíduo seco retidos em Cones de Imnhoff ................................................. 46
6.2.2
Volume e massa de resíduo seco retidos em Cones de Imnhoff com auxílio de coagulante e
floculante .............................................................................................................................................. 47
6.2.3
Volume e massa de resíduo seco total....................................................................................... 47
7
CONSIDERAÇÕES FINAIS............................................................................................................... 50
REFERÊNCIAS BIBLIOGRÁFICAS ......................................................................................................... 55
ANEXO 1 – LAY OUT DA ETE PORTINARI............................................................................................ 58
ANEXO 2 – FLUXOGRAMA DA ETE PORTINARI................................................................................. 59
LISTA DE FIGURAS
Figura 1 - Esquema do processo de coagulação (BLASCO et al, 1998).................................25
Figura 2 - Esquema do processo de coagulação (BLASCO et al, 1998).................................27
Figura 3 - Tanques de equalização fabricados em aço carbono (ZANETTE, 2004). ..............30
Figura 4 - Tanque de floculação/decantação com capacidade para 25.000 Litros de efluente
(ZANETTE, 2004). ..............................................................................................................31
Figura 5 - A esquerda, tanque de lodo dos efluentes do setor de esmaltação e massa
(ZANETTE, 2004). ..............................................................................................................32
Figura 6 - Sólidos sedimentáveis em uma hora, do Efluente A e Efluente B, ambos bruto
(ALEXANDRE, 2004). ........................................................................................................37
Figura 7 - Decantação dos flocos utilizando-se diferentes dosagens do coagulante policloreto
de alumínio (ALEXANDRE, 2004)......................................................................................38
LISTA DE TABELAS
Tabela 1 - Principais coagulantes e sua faixa de pH de uso ...................................................23
Tabela 2 - Características do efluente bruto ..........................................................................41
Tabela 3 - Dosagens ótimas de solução 10% de policloreto de alumínio e floculante catiônico
(0,1%) por jarro para os efluentes A e B ...............................................................................42
Tabela 4 - Dosagens ótimas de solução 10% de sulfato de alumínio e floculante catiônico
(0,1%) por jarro para os efluentes A e B ...............................................................................42
Tabela 5 - Concentrações ótimas de sulfato de alumínio e floculante catiônico para os
efluentes A e B .....................................................................................................................43
Tabela 6 - Concentrações ótimas de policloreto de alumínio e floculante catiônico para os
efluentes A e B .....................................................................................................................43
Tabela 7 - Características do Efluente A após ensaio de coagulação/floculação ....................44
Tabela 8 - Características do Efluente B após ensaio de coagulação/floculação.....................44
Tabela 9 - Quantidade de sulfato de alumínio e floculante catiônico em Kg a serem usados nas
duas linhas de tratamento e os custos em Reais (R$) por dia .................................................45
Tabela 10 - Quantidade de policloreto de alumínio e floculante catiônico em Kg a serem
usados nas duas linhas de tratamento e os custos em Reais (R$) por dia................................45
Tabela 11 - Resíduo seco obtido nos ensaios com Cone de Imnhoff utilizando-se o Efluente
A bruto e tratado, bem como o prognóstico de geração de lodo seco gerado na ETE
considerando uma vazão diária de 260000 Litros de efluente................................................48
Tabela 12 - Resíduo seco obtido nos ensaios com Cone de Imnhoff utilizando-se o Efluente B
bruto e tratado, bem como o prognóstico de geração de lodo seco gerado na ETE
considerando uma vazão diária 140000 Litros de efluente ....................................................48
Tabela 13 – Volume total de lodo do Efluente A retido no Cone de Imnhoff com e sem adição
de reagentes, bem como o prognóstico de geração de volume de lodo diariamente na ETE...49
Tabela 14 – Volume total de lodo do Efluente B retido no Cone de Imnhoff com e sem adição
de reagentes, bem como prognóstico de geração de lodo para a ETE diariamente .................49
1 INTRODUÇÃO
A água, um recurso natural de vital importância para o homem, vem sendo
mundialmente discutida no que diz respeito a sua disponibilidade e degradação.
De acordo com BRAGA et al (2002), apesar de existir em abundância no planeta,
nem toda água é diretamente aproveitada pelo homem (...), do total de 265 400 trilhões de
toneladas, somente 0,5% representa água doce explorável sob o ponto de vista tecnológico e
econômico, que pode ser extraída dos lagos, rios e aqüíferos. No entanto para utilização
direta, restam apenas 0,003% da massa de água total do planeta, subtraindo aquelas de difícil
acesso ou aquelas já muito poluídas.
O novo século traz crise de falta de água e o homem precisa discutir o futuro da
água e da vida (MACEDO, 2001).
BRAGA et al (2002) relatam ainda que, uma vez poluída, a água pode ser
recuperada e reusada para fins benéficos diversos e que a qualidade da água utilizada e o
objetivo específico do reuso estabelecerão os níveis de tratamento recomendados, os critérios
de segurança a serem adotados e os custos de capital e de operação e manutenção.
Neste sentido, o presente trabalho procurou realizar ensaios de tratabilidade com
os efluentes industriais gerados na Unidade de Produção VI – Portinari, da Cecrisa
Revestimentos Cerâmicos S. A. visando o reuso da água tratada.
A Estação de Tratamento de Efluentes (ETE) da Portinari está em fase de
implantação. O projeto da ETE – Portinari foi concebido de forma diferenciada das demais
empresas do setor, e tratará segregadamente os despejos gerados no Setor de Preparo de
Massa e Esmaltação, daqueles gerados no Setor de Preparo de Esmaltes e Tintas (SET).
Realizou-se ensaios de tratabilidade em escala de bancada, a fim de verificar o
consumo de reagentes, a qualidade do efluente final para fins de reuso e a quantidade de lodo
gerada nos decantadores.
2 OBJETIVO
Efetuar ensaios de tratabilidade do efluente da indústria cerâmica em escala
laboratorial visando o seu reuso.
2.1 OBJETIVOS ESPECÍFICOS
a) Determinar o consumo de reagentes a ser utilizado na ETE;
b) Avaliar a quantidade de resíduos sólidos retidos nos decantadores;
c) Verificar a eficiência do tratamento proposto para fins de reuso do efluente.
3 JUSTIFICATIVA
Em virtude da escassez de água potável é necessário que cada vez mais estudos e
esforços sejam voltados para a redução do consumo de água e reaproveitamento de efluentes.
No efluente industrial a reciclagem é uma realidade, pois é técnica e
economicamente viável em função da redução dos custos envolvidos com a própria água e
atualmente por reduzir o volume de efluentes lançados em um recurso hídrico (MACEDO,
2001).
A indústria cerâmica gera efluentes líquidos nos seus mais diversos setores. Esses
efluentes devem ser tratados para posteriormente serem lançados nos corpos d’água, ou
mesmo para serem reaproveitados.
Há de ser considerado o uso consuntivo da água pelas empresas cerâmicas, onde
pelo menos parte da água captada não é devolvida ao seu curso original, uma vez que a
mesma é perdida para a atmosfera em forma de vapor, através das chaminés dos
atomizadores.
No caso da ETE – Portinari, o efluente tratado será reaproveitado tanto para
limpeza de chão de fábrica e equipamentos, quanto no próprio processo produtivo.
A reutilização do lodo gerado na ETE será posteriormente estudada, para
reaproveitamento pela própria empresa ou por terceiros.
Realizou-se ensaios de tratabilidade em escala de bancada, com a finalidade de se
prever a qualidade e quantidade de reagentes químicos a serem utilizados na ETE, bem como
avaliar a eficiência do processo de tratamento levando-se em consideração os parâmetros
adotados no projeto básico, visando o reaproveitamento do efluente tratado.
4 REVISÃO TEÓRICA
4.1 PROCESSO PRODUTIVO CERÂMICO
A Unidade de Produção VI da Cecrisa, Portinari, produz revestimentos cerâmicos
esmaltados através do processo de monoqueima. Neste caso segundo MIRANDA (2002), são
queimadas simultaneamente a massa argilosa, que constitui o suporte, e o esmalte, em
temperaturas elevadas.
A Portinari tem capacidade para produzir cerca de 1.000.000 m2 /mês de
revestimentos cerâmicos.
A preparação da massa é feita pelo processo de via úmida. Esta é a primeira fase
do processo produtivo. De acordo com FABRE (1999), nesta fase tem-se o beneficiamento
das matérias primas (argilas, caulim, calcáreo, filito, defloculante, etc), as quais uma vez
pesadas nas balanças dosadoras, são moídas, com água, em moinhos rotativos de bola.
Neste momento o material é triturado e uniformizado pela ação das bolas,
resultando na barbotina.
Em seguida a barbotina é transformada em pó atomizado prensável, no
equipamento denominado atomizador, que tem por função básica deixar o material com
umidade uniforme (FABRE, 1999).
Posteriormente, o pó é armazenado e homogeneizado nos silos de pó atomizado
(MIRANDA, 2002).
De acordo com FABRE (1999), na fase seguinte ocorre a prensagem da peça
cerâmica, que resultará no biscoito cru, com forma definida, mas ainda com umidade residual
e baixa resistência mecânica.
Após a conformação da peça, segundo BLASCO et al (1998), a mesma é
submetida ao processo de secagem, para redução da umidade. Em seguida o biscoito estará
pronto para receber a esmaltação.
No preparo de esmaltes e tintas os componentes são moídos a úmido e, após a
moagem os esmaltes e as tintas são transferidos aos tanques agitadores, no caso dos esmaltes
e, às vascas, no caso das tintas para homogeneização e armazenagem (FABRE,1999).
A esmaltação dos produtos ocorre nas linhas de esmaltação contínuas, onde se
usam correias esmaltadeiras e o biscoito vai recebendo os esmaltes e a decoração.
Após a esmaltação as peças são encaminhadas aos fornos. O revestimento
esmaltado é queimado a uma temperatura da ordem de 1160°C (MIRANDA, 2002). É no seu
interior que ocorrem as reações físico-químicas que determinam as características técnicas do
produto acabado (FABRE, 1999).
Após a queima, o produto está pronto para ser classificado, embalado e
encaminhado aos almoxarifados de expedição. A classificação é realizada automatizadamente
onde os funcionários fazem a seleção visual dos produtos, e as máquinas conferem a
planaridade e o calibre das peças (FABRE, 1999).
4.2 GERAÇÃO DE EFLUENTES LÍQUIDOS
A água exerce um papel muito importante na produção de revestimentos
cerâmicos. Ela pode ter funções especificamente tecnológicas, quando atuar como matéria
prima ou funções auxiliares, ou menos importantes como líquido para refrigeração ou
lavagem (BLASCO et al, 1998).
A Cecrisa Revestimentos Cerâmicos em sua Unidade de Produção VI, utiliza cerca
de 480 m3 /dia de água, cuja captação ocorre em um afluente do Rio dos Porcos e por meio de
poços artesianos.
Conforme BLASCO et al (1998), a água utilizada na produção de revestimentos
pode ser classificada em três grandes grupos, de acordo com a função que desempenha no
processo. Os principais usos da água são:
a) Como matéria prima: Na preparação do biscoito para suporte cerâmico,
preparação de esmaltes e umidificação das peças para posterior aplicação de
esmaltes. Esse consumo de água praticamente não gera efluentes líquidos, uma vez
que a água utilizada como matéria prima é, em sua quase totalidade, evaporada para
a atmosfera, nas diversas fases do processo: atomização, secagem, esmaltação e
queima.
A necessidade de água para esses fins são variáveis em função da massa do produto
por unidade de superfície (kg/m2 ) contido nos sólidos das barbotinas, etc. Pode-se
estimar alguns valores médios, tomando-se por base de cálculo um metro quadrado
de produto acabado. Tem-se um consumo de 8-14 L/m2 de água para a preparação
de massa via úmida e de 0,4-0,6 L/m2 para preparação de esmaltes.
b) Como veículo nas operações de trocas de calor: A água utilizada nestes processos
pode ser reutilizada em circuito fechado.
c) Como agente de limpeza das instalações: No setor de preparo de massa, setor de
preparação de esmaltes, nas linhas e equipamentos de esmaltação.
O consumo de água destas operações são extremamente variáveis, e
dependem do tipo de produto fabricado, instalações, etc., dos hábitos e modos de
trabalhar de cada empresa. Os valores obtidos em diversas plantas se situam entre:
x
Setor de preparação de massa: 1-2 L/m2
x
Setor de preparação de esmaltes e linhas: 10-20 L/m2
A água de lavagem dos setores de preparação e aplicação de esmaltes
constituem a principal fonte de geração de efluentes líquidos na indústria cerâmica.
(BLASCO et al, 1998).
A planta de produção da Portinari gera diariamente 400.000 Litros de efluentes.
Deste volume, 260 m3 são provenientes do Setor de Preparo de Massa e Esmaltação, e 140 m3
são provenientes do Setor de Preparo de Esmaltes e Tintas.
Dessa forma, são perdidos diariamente para a atmosfera 80 m3 de água. As perdas
ocorrem principalmente na atomização da massa, secadores e fornos.
4.3 TEORIA DO TRATAMENTO DE EFLUENTES
De acordo com FREIRE et al apud CRESPILHO et al (2004), os tratamentos de
efluentes industriais envolvem processos necessários à remoção de impurezas geradas na
fabricação de produtos de interesse. Os métodos de tratamento estão diretamente associados
ao tipo de efluente gerado, ao controle operacional da indústria, às características da água
utilizada, e ao uso que se pretende dar ao efluente tratado.
BERNARDO apud CRESPILHO et al (2004), relata que dentre os vários
processos de tratamento de efluentes, destacam-se os tratamentos físicos, que são
caracterizados por métodos de separação de fases: sedimentação, decantação, filtração,
centrifugação ou flotação dos resíduos.
Uma planta de tratamento físico-químico consiste em uma série de etapas onde se
desenvolvem os processos físicos de sedimentação e homogeneização, seguido das
etapas químicas de neutralização, coagulação e floculação. A separação dos sólidos
formados nestas últimas etapas se dará por métodos físicos. O processo físico
químico de tratamento de efluentes é muito adequado para o tratamento de efluentes
da industria cerâmica (BLASCO et al, 1998).
Segundo BASOI e ABREU apud MACEDO (2001), um tratamento de água
sempre se inicia com a remoção dos materiais que flutuam ou estão suspensos com o uso de
grades e telas.
Conforme NUNES (1996), o peneiramento que é uma das primeiras fases do
tratamento, tem como objetivo principal remover sólidos grosseiros suspensos das águas
residuárias com granulometria superior a 0,25mm.
Seguido do peneiramento tem-se a sedimentação primária, que acontece quando
os sólidos sedimentáveis estão presentes no efluente. Estes se separam do líquido sem o
auxílio de produtos químicos.
A decantação primária alivia as unidades subseqüentes de altas cargas, trazendo
economia referente à utilização de coagulantes (NUNES, 1996).
De acordo com BLASCO et al (1998), se utilizam tanques de homogeneização
para se obter uma uniformidade na composição do efluente a ser tratado e evitar ao máximo
problemas originados pela variação de vazão e concentração de poluentes.
Segundo NUNES (1996), é praticamente impossível operar uma estação de
tratamento de efluentes sem ter as vazões e concentrações regularizadas, pois as variações
bruscas impossibilitam o funcionamento de tanques de correção de pH, floculantes e
decantadores.
O processo de clarificação de água consiste na manutenção de condições físicoquímicas tais que os sólidos suspensos na água são removidos por sedimentação, sendo
necessário trabalhar em conjunto com as cargas das partículas para se obter um bom resultado
da sedimentação (MACEDO, 2001).
Ainda de acordo com MACEDO (2001), para clarificação da água é necessário a
neutralização das cargas negativas da matéria em suspensão e a aglutinação das partículas
para aumentar de tamanho.
As argilas apresentam a propriedade de substituir íons metálicos de seus cristais
por outros, também metálicos, mas de carga elétrica diferentes, o que faz com que partículas
de argilas tornem-se eletricamente carregadas (freqüentemente negativas) assim com o meio
que as circunda (VIANNA, 1992).
Outro fator preponderante na seleção do coagulante é o destino do efluente
tratado. Em caso de reuso no processo industrial deve ser observado a influência da água
(efluente tratado) na qualidade do produto. Sendo assim, o coagulante a base de sais de
alumínio são os mais utilizados na indústria cerâmica, quando se faz o reuso do efluente, uma
vez que outros metais, em especial o ferro, poderá interferir na coloração do produto.
A necessidade de correção de pH do efluente decorre do fato da coagulação exigir
valor ótimo, quando ocorre a formação dos flocos (NUNES, 1996). A tabela abaixo mostra as
zonas de pH de uso de alguns coagulantes.
Tabela 1 - Principais coagulantes e sua faixa de pH de uso
Coagulantes
Sulfato de alumínio
Sulfato ferroso
Cloreto férrico
Sulfato férrico
Sulfato ferroso clorado
Aluminato de sódio e sulfato de alumínio
Zona de pH
5,0 - 8,0
8,5 - 11,0
5,0 - 11,0
5,0 - 11,0
4,0 - +
6,0 - 8,5
Fonte: LEME, 1990.
A correção de pH no tanque de equalização, embora não recomendada, é muito
utilizada pelos projetistas em pequenas e médias estações, como objetivo de reduzir custos de
instalação e operação (NUNES, 1996).
De acordo com DI BERNARDO e COSTA (1993), as etapas do processo de
sedimentação com coagulantes são:
- Mistura rápida (Câmara de Mistura Rápida): Consiste nas reações do coagulante
com a água e na formação de espécies hidrolisadas com carga positiva.
- Formação do floco (Câmara de floculação): Fundamentalmente físico, consiste no
transporte das espécies hidrolisadas para que haja contato com as impurezas
presentes na água, formando partículas maiores, denominadas de flocos. Nesta etapa
há necessidade de agitação relativamente lenta, para que ocorram choques entre as
impurezas.
- Decantação ou Sedimentação (Decantador): A velocidade nesta etapa é ainda mais
lenta para permitir a completa deposição dos flocos no fundo do decantador. (DI
BERNARDO e COSTA, 1993).
Segundo NUNES (1996), a mistura do coagulante e o efluente provoca a
hidrolização, polimerização e a reação com a alcalinidade, formando hidróxidos denominados
gel, produzindo na solução, íons positivos. Estes íons desestabilizarão as cargas negativas dos
colóides e sólidos em suspensão, reduzindo o potencial zeta a ponto próximo de zero,
denominado ponto isoelétrico, permitindo a aglomeração das partículas e, conseqüentemente,
a formação de flocos.
O potencial zeta é a medida do potencial elétrico entre a superfície externa da
camada compacta que se desenvolve ao redor da partícula e o meio líquido em que ela está
inserida (AZEVEDO NETTO et al, 1976).
A coagulação seguida de sedimentação consiste na remoção dos sólidos presentes
no efluente por meio da separação das fases sólida e líquida, sendo a fase sólida (impureza do
efluente) sedimentada na parte inferior da estação de tratamento de efluente, enquanto a fase
líquida (efluente tratado) é removida da estação pela parte superior.
O processo de coagulação é a agregação de partículas coloidais, realizadas por
reações químicas originadas do processo de reação do coagulante com as partículas em
suspensão na água NUNES (1996). Segundo o autor, essa etapa é muito rápida e ocorre em
poucos segundos a partir da aplicação do coagulante, por isso, a mistura deve ser intensa e
muito vigorosa.
A Figura 1 mostra as cargas repelentes em sua condição natural e, em seguida, as
cargas neutralizadas por meio do coagulante, mostrando atração uma pela outra,
representando o processo de coagulação.
Figura 1 - Esquema do processo de coagulação (BLASCO et al, 1998).
Conforme LEME (1990), os fatores que influenciam na eficiência da mistura são:
-
O tempo de mistura do coagulante com a água, que deve ser extremamente curto (frações
de segundo), e;
-
A intensidade da agitação que deve ser elevada de tal modo que permita assegurar dentro
do tempo da reação a completa dispersão do coagulante na água.
A eficiência da unidade de floculação depende do desempenho da unidade de
mistura rápida, a qual é influenciada por fatores como tipo de coagulante, pH de coagulação,
temperatura da água, concentração e idade da solução de coagulante, tempo e gradiente de
velocidade de mistura rápida, tipo e geometria do equipamento de floculação e qualidade da
água bruta (DI BERNADO et al, 2002).
De acordo com SANTOS FILHO (1985), quando se adicionam coagulantes à
água, o mesmo reage com a alcalinidade da água, natural ou adicionada, para formar
polímeros como hidróxido metálico. A reação com sulfato de alumínio está representada
como:
Al2 (SO4 )3 . 18H2 O + 3Ca (HCO3 )2
2Al(OH)3 + 3CaSO4 + 6CO2 + 18H2O
Os hidróxidos formados por essas reações possuem carga superficial positiva. Os
polímeros neutralizam as cargas negativas dos colóides em suspensão na água, encapsulandoos dentro de sua estrutura floculenta. Os flocos relativamente densos precipitam, deixando a
água praticamente livre de turbidez.
A turbidez segundo BARROS (1995), representa o grau de interferência com a
passagem da luz através da água. Ela é devida à presença de material em suspensão na água.
Após o processo de coagulação temos o processo de floculação (Figura 2), que
segundo LEME (1990) consiste na obtenção de um agrupamento e da compactação das
partículas em suspensão em grandes conjuntos denominados flocos, o que se consegue através
de uma agitação lenta, para evitar o rompimento de flocos já formados. Essa etapa se realiza
em agitadores lentos, os floculadores.
Figura 2 - Esquema do processo de floculação (BLASCO et al, 1998).
De acordo com SANTOS FILHO (1985) há três tipos de polieletrólitos que
podem ser usados para floculação. São eles: Catiônico, aniônico e não iônico.
O catiônico é aquele que quando dissolvido na água se ioniza, adquire carga
positiva e atua como um autêntico cátion. O aniônico, de maneira semelhante,
adquire carga negativa e atua como ânion. O não iônico é aquele que não se ioniza
em água. Os polímeros não iônicos não são polieletrólitos, mas são incluídos nesta
categoria devido a semelhança de suas aplicações (SANTOS FILHO, 1985)
Tendo em vista que o meio coloidal presente em águas naturais e na maioria dos
efluentes industriais, com destaque para aqueles gerados na indústria cerâmica, é
negativamente
carregado,
os
polímeros
catiônicos
agem
no
sentido
de
atrair
eletrostaticamente a superfície coloidal resultando em uma neutralização das cargas
(OLIVEIRA e DA LUZ, 2001).
De acordo com RICHTER e AZEVEDO NETTO (2002), a eficiência das fases de
coagulação e floculação pode ser avaliada pelo consumo de coagulante e pela turbidez da
água decantada.
Conforme OLIVEIRA e DA LUZ (2001), a escolha de coagulantes e floculantes
ainda tem se baseado em resultados empíricos e nem mesmo modelos semi-empíricos foram
desenvolvidos para auxiliar inicialmente no processo de seleção. O jar test tem sido o método
mais utilizado em experimentos de coagulação realizados em laboratório.
Seguido do processo de coagulação, o efluente deve passar pela unidade de
decantação, que de acordo com SANTOS FILHO (1985), é onde a água fica em repouso por
algum tempo para que ocorra a decantação dos flocos.
Em relação a profundidade dos decantadores BLASCO et al (1998), aconselha
que se dimensione tanques com alturas superiores a 1,5 metros.
O mesmo autor recomenda ainda que o tempo de residência do líquido deve ser o
mais elevado possível para aumentar o rendimento do processo, que se traduz em uma maior
área do sedimentador.
Segundo SANTOS FILHO (1985), o tempo de retenção é aquele necessário para
se encher os tanques de mistura e de sedimentação a uma dada vazão. Ele pode ser calculado
da seguinte forma:
Tempo de detenção (h) = volume dos tanques (m3 )
Vazão (m3 /h)
O lodo que foi separado nos decantadores com uma umidade muito alta,
normalmente em torno de 98%, necessita ser desidratado.
O lodo recolhido no fundo dos decantadores é direcionado a uma caixa que deverá
situar-se ao lado e, posteriormente, recalcado para adensamento, filtros prensa ou
leitos de secagem, conforme a concentração de sólidos em que se encontra. O filtroprensa de placa é um equipamento ainda muito utilizado na desidratação de lodo,
apresentando torta com concentração de matéria seca na ordem de 25 a 35%.
(NUNES, 1996).
Os filtro prensa são filtros de pressão, constituídos de placas de ferro entre as
quais se prendem os panos filtrantes (IMHOFF e IMHOFF, 1996). Eles têm funcionamento
em batelada, onde as câmaras são preenchidas com o lodo e a parte móvel do filtro provoca a
compressão, de tal maneira que se inicia a formação da torta com a retirada do filtrado através
de cada câmara (REALI, 1999).
4.4 DESCRIÇÃO DA ETE PORTINARI
Os efluentes provenientes da fabricação dos pavimentos e revestimentos cerâmicos
são divididos em duas linhas de tratamento: i) efluentes gerados nos Setores de Esmaltação e
Massa com uma vazão de 260 m3/dia e, ii) efluentes gerados no Setor de Preparo de Esmaltes
e Tintas com uma vazão de 140 m3/dia.
A estação, no entanto, foi projetada com uma margem de segurança de 10% sobre
a vazão real. Ela operará em sistema de batelada, e o método de tratamento será o mesmo
para os dois efluentes. O anexo 1 apresenta a disposição das instalações da ETE Portinari.
4.4.1 EFLUENTES GERADOS NO SETOR DE ESMALTAÇÃO E MASSA
Os efluentes gerados no setor de esmaltação e massa seguirão juntos até o tanque
de recepção onde serão homogeneizados com o auxílio de um agitador mecânico. Em seguida,
o efluente será bombeado para duas peneiras hidrodinâmicas que separarão os sólidos com
diâmetro maior que 0,5 mm.
O efluente seguirá por gravidade a dois decantadores primários, com volume unitário
de 30m3, onde ocorrerá a decantação dos sólidos sedimentáveis. O lodo sedimentado será
bombeado ao tanque de lodo e posteriormente enviado para o filtro prensa para sua
desidratação.
O efluente isento de sólidos sedimentáveis será coletado do decantador pimário e
seguirá a dois tanques de equalização, com um volume unitário de 60 m3. Em cada tanque de
equalização haverá um agitador mecânico para manter os sólidos em suspensão.
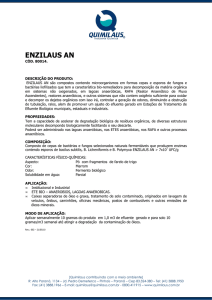
As unidades de equalização mostradas na Figura 3 são dotadas de medidor
automático de pH, conectado a bomba que irá dosar a solução neutralizante conforme pH
ideal de coagulação, caso necessário.
Figura 3 - Tanques de equalização fabricados em aço carbono (ZANETTE, 2004).
Para clarificar o efluente com turbidez de material argiloso, o mesmo será recalcado
ao
tanque
floculador/decantador
que
é
dotado
de
um
misturador
lento.
O
floculador/decantador deverá ser operado conforme descrito no Plano de Controle Ambiental
apresentado à FATMA (CECRISA, 2004):
1º - O tanque (Figura 4) será preenchido rapidamente por recalque;
2º - Inicia-se a dosagem do produto coagulante. Em seguida se dá a dosagem da solução de
polímero, necessário para flocular os sólidos presentes no líquido. Terminada as dosagens
citadas, ocorre a formação dos flocos que, em seguida, sedimentarão;
3° - Após 20 minutos de sedimentação, a água clarificada será encaminhada ao tanque de
água decantada/clarificada de volume igual a 30 m3 .
Figura 4 - Tanque de floculação/decantação com capacidade para 25.000 Litros de efluente
(ZANETTE, 2004).
O formato cônico do tanque e o ângulo que o mesmo faz com a horizontal,
conforme apresentado na figura 4, possibilitam a descarga do lodo com a pressão hidráulica.
O efluente clarificado será recalcado aos filtros de areia para remoção dos sólidos
residuais. Os filtros serão limpos por contralavagem, sendo que o efluente desta etapa
retornará a um dos tanques de equalização.
O tanque de lodo ou adensador, mostrado na Figura 5, com volume 40 m3, será
dotado de um misturador lento que tem a finalidade de evitar o entupimento quando do
descarte do material (CECRISA, 2004).
Figura 5 - A esquerda, tanque de lodo dos efluentes do setor de esmaltação e massa
(ZANETTE, 2004).
Conforme estabelecido, o lodo será recalcado por bomba até o filtro prensa para
desidratação.
4.4.2 EFLUENTES GERADOS NO SETOR DE ESMALTES E TINTAS
O sistema de tratamento para os efluentes do Setor de Esmaltes e Tintas será
semelhante ao dado para os efluentes gerados nos Setores de Esmaltação e Massa. Apenas se
diferenciará pelo número de tanques de decantação primária e de homogeneização, além do
volume do tanque de lodo.
Este efluente passará apenas por um tanque de decantação primária e um tanque
de homogeneização e o tanque de lodo terá volume de 20 m3 .
5 METODOLOGIA
As coletas foram realizadas nos tanques de recepção de efluentes localizados no
pátio externo da fábrica. Os tanques armazenam separadamente os efluentes do Setor de
Preparo de Massa e Esmaltação e do Setor de Esmaltes e Tintas.
O efluente do Setor de Preparo de Massa e Esmaltação será a partir deste
momento denominado de Efluente A e o efluente gerado no Setor de Esmaltes e Tintas será
denominado de Efluente B.
As amostras foram acondicionadas em bombonas de 50 Litros e levadas até o
Laboratório de Química da UNESC onde foram realizados os ensaios.
5.1 MATERIAIS E EQUIPAMENTOS
Para realização dos ensaios foram utilizados diversos materiais e equipamentos,
conforme descrição abaixo.
a) Água destilada;
b) Balão volumétrico com capacidade de 500 mL;
c) Bequeres com capacidade de 50 mL e 2000 mL;
d) Cone de Inmhoff;
e) Funil de Buchner;
f) Papel filtro analítico sem cinzas, n° 203 (DOUBLE RINGS)
g) Pinça;
h) Pipetas com capacidade de 1 mL, 10 mL, 25mL e 100 mL;
i) Proveta com capacidade de 50 mL;
j) Vidro relógio;
k) Dessecador;
l) Agitador magnético (FISATOM);
m)Balança analítica (QUIMIS);
n) Bomba à vácuo (QUIMIS);
o) Cronômetro (SPORT TIMER);
p) Equipamento de reatores estáticos ou jar test, constituído de 6 jarros com cada
capacidade de 2 Litros cada (POLICONTROL);
q) Potenciômetro para leitura de pH (QUIMIS)
r) Turbidímetro (DIGIMED).
5.2 REAGENTES
a) Sulfato de Alumínio PA - QUIMIBRAS
b) Policloreto de Alumínio (Propaq 100) - PROPEQ
c) Floculante catiônico (Flopeq FXCE/64) – PROPEQ
5.3MÉTODOS
5.3.1 PREPARO DAS SOLUÇÕES
a) Sulfato de Alumínio com concentração 10%: Pesou-se 50 g do produto e
dissolveu-se com água até volume de 500 mL.
b) Policloreto de Alumínio Líquido com concentração 10%: Dissolveu-se 50mL
do produto comercial com água até o volume de 500 mL.
c) Floculante Catiônico com concentração 0,1%: Dissolveu-se 0,5 mL do produto
comercial com água até o volume de 500 mL.
5.3.2 DESCRIÇÃO DOS ENSAIOS
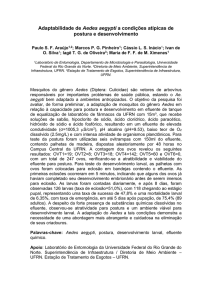
5.3.2.1 Sólidos Sedimentáveis
Deixou-se decantar 1 Litro de cada amostra por uma hora nos Cones de Imnhoff
(Figura 6). Após esse período leu-se o volume em mL de sólidos sedimentáveis.
Figura 6 - Sólidos sedimentáveis em uma hora, do Efluente A e Efluente B, ambos bruto
(ALEXANDRE, 2004).
O cone da direita corresponde ao ensaio do Efluente A e o da esquerda ao ensaio
do Efluente B.
5.3.2.2 Ensaios de Coagulação/Floculação em Jar Test
Determinou-se pH e turbidez dos efluentes brutos, para que fosse possível a
identificação da melhor dosagem de produtos. Para isso, após os testes de coagulação e
floculação, também foram avaliados.
Para a realização dos ensaios em jar test, usou-se efluente pré-clarificado. O
Efluente A decantou por 72 minutos e o Efluente B por 36 minutos.
Os ensaios de clarificação foram realizados conforme os seguintes passos:
a) As amostras foram colocadas nos jarros, completando o volume de 2 Litros;
b) O equipamento foi ligado e teve sua velocidade de rotação dos agitadores fixada em
170 rpm;
c) Foi então adicionado as alíquotas de coagulante;
d) Manteve-se a velocidade de agitação por 30 segundos;
e) Cessada a agitação, observou-se a formação dos flocos e clarificação do efluente;
f) Com a dosagem de coagulante ideal definida, procedeu-se o ajuste desta dosagem para
os demais jarros;
g) Reduziu-se a rotação para 40 rpm;
h) Aplicou-se aos jarros alíquotas de floculante;
i) Depois de passado o tempo de floculação de 20 minutos, tomou-se uma alíquota do
sobrenadante para determinação de turbidez e pH.
Figura 7 - Decantação dos flocos utilizando-se diferentes dosagens do coagulante policloreto
de alumínio (ALEXANDRE, 2004).
As dosagens ótimas de coagulante e floculante foram determinadas através da
visualização dos flocos formados, velocidade de sedimentação e melhor clarificação do
efluente.
5.3.2.3 Volume de lodo e massa de resíduo seco retidos em Cones de Imhoff
Em Cones de Imhoff, o Efluente A permaneceu por 72 minutos e o Efluente B por
32 minutos. Os tempos citados se devem ao período de detenção nos decantadores primários
em função da vazão e do volume dos tanques da ETE.
Passado o tempo de detenção leu-se o volume de lodo decantado.
O cálculo do tempo de detenção foi feito a partir da fórmula descrita abaixo:
Tempo de detenção (h) = volume dos tanques (m3 )
vazão (m3 /h)
O tempo de detenção para o Efluente A foi calculado usando-se o volume dos
tanques igual a 60 m3 , e vazão horária de 50 m3 . A vazão horária foi obtida com base no
volume total dos efluentes gerados diariamente e o tempo de bombeamento, 8 horas diárias.
Com o Efluente B correspondente a 65% do efluente total, a bomba necessita trabalhar 5,2
horas para recalcá-lo, ficando com uma vazão horária de 50 m3 .
O tempo de detenção para o Efluente B foi calculado, considerando-se o volume
do tanque de decantação primária de 30 m3 e vazão de 50 m3 /h.
Retirou-se o material decantado do Cone de Imhoff para posterior filtração.
Secou-se previamente o papel filtro na estufa, e pesou-se na balança analítica até
peso constante. Anotou-se o peso como P1. Após o mesmo resfriar no dessecador, filtrou-se o
decantado à vácuo.
Em seguida, transferiu-se o papel filtro para um vidro relógio. O conjunto foi seco
na estufa a 105 °C por 1 hora. Após resfriar no dessecador anotou-se o peso constante como
P2 .A massa de sólidos secos retidos nos cones pôde ser calculada por:
Massa de sólidos = (P2 – P1 ) = (g/L)
5.3.2.4 Volume de lodo e massa de resíduo seco retidos em Cones de Imhoff com auxílio
de coagulante e floculante
Deixou-se sedimentar por 36 minutos o Efluente B e por 72 minutos o Efluente A.
Após coletado o sobrenadante de cada efluente, fez-se os ensaios de coagulação/floculação.
Com as dosagens ótimas encontradas de policloreto de alumínio, sulfato de alumínio e
floculante catiônico para cada efluente, deixou-se sedimentar em Cones de Imhoff para que
fosse possível a leitura de volume de lodo decantado.
Em seguida o lodo decantado foi retirado dos Cones e filtrado como descrito no
ensaio acima.
6 ANÁLISE DOS DADOS
6.1 RESULTADO DOS ENSAIOS COM JAR TEST
Os efluentes brutos A e B apresentam características de pH, turbidez e sólidos
sedimentáveis apresentadas na tabela abaixo.
Tabela 2 - Características do efluente bruto
Efluente
pH
Turbidez
(NTU)
A
B
7,0
7,4
564
1112
Sólidos
Sedimentáveis
(mL/L)
116
74
Com os resultados de turbidez apresentados na tabela 2, nota-se que o Efluente B
possui maiores quantidades de sólidos suspensos que o Efluente A, o que não ocorre para
sólidos sedimentáveis. O pH dos dois efluentes caracteriza-os como efluentes básicos.
As duas tabelas que seguem (3 e 4) relacionam os volumes de reagentes utilizados
nos ensaios com Jar test, que resultaram em uma melhor clarificação dos efluentes A e B.
Tabela 3 - Dosagens ótimas de policloreto de alumínio (10%) e floculante catiônico (0,1%)
por jarro para os efluentes A e B
Efluente
A
B
Policloreto de
Floculante
alumínio (10%) catiônico (0,1%)
(mL)
(mL)
5,5
8,0
2,0
2,5
Para o Efluente B foi necessário utilizar 8,0 mL de policloreto de alumínio (10%)
em 2 Litros de efluente, já para o Efluente A, 5,5 mL em 2 Litros foi o suficiente para uma
melhor clarificação deste efluente.
Tabela 4 - Dosagens de sulfato de alumínio (10%) e floculante catiônico (0,1%) por jarro
para os efluentes A e B
Efluente
A
B
Sulfato de
Floculante
alumínio (10%) catiônico (0,1%)
(mL)
(mL)
11,0
8,5
3,0
1,5
Considerando o uso do sulfato de alumínio (10%) como coagulante, foi necessário
para uma melhor clarificação do Efluente A, 11,0 mL desta solução para um jarro contendo 2
Litros de efluente. Já para o Efluente B, 8,5 mL para 2 Litros do efluente foram suficientes.
As tabelas 5 e 6 mostram as concentrações ótimas de reagentes encontradas para o
tratamento dos Efluentes A e B.
Tabela 5 - Concentrações ótimas de sulfato de alumínio (10%) e floculante catiônico (0,1%)
para os efluentes A e B
Efluente
A
B
Sulfato de
Floculante
Alumínio (10%)
Catiônico
(mg/L)
(0,1%) (mg/L)
550
1,5
425
0,75
A concentração ótima de sulfato de alumínio (10%) para o Efluente A foi maior
que para o Efluente B, indicando que este reagente age melhor para este último efluente.
Considerando o floculante catiônico (0,1%), para o efluente B usou-se a metade da
concentração usada para o Efluente A.
Tabela 6 - Concentrações ótimas de policloreto de alumínio (10%) e floculante catiônico
(0,1%) para os efluentes A e B
Efluente
A
B
Policloreto de
Floculante
Catiônico
Alumínio (10%)
(mg/L)
(0,1%) (mg/L)
275
1
400
1,25
A concentração ótima de policloreto de alumínio (10%) para o Efluente A foi
significativamente menor que aquela encontrada para o Efluente B e exatamente a metade
daquela encontrada para sulfato de alumínio.
As tabelas 7 e 8 mostram os diferentes resultados de pH e turbidez dos efluentes
tratados com sulfato de alumínio (10%) ou policloreto de alumínio (10%) e floculante
catiônico (0,1%).
Tabela 7 - Características do Efluente A após ensaio de coagulação/floculação
Parâmetros
Efluente Bruto
Efluente tratado
com sulfato de
alumínio
pH
Turbidez (NTU)
7,0
564
5,0
6,9
Efluente tratado
com policloreto de
alumínio
7,2
11,4
Para o efluente gerado no setor de esmaltação e massa (Efluente A) em níveis de
remoção de turbidez o melhor resultado foi apresentado pelo quando do uso de sulfato de
alumínio.
O pH do efluente manteve-se neutro quando tratado com policloreto (10%) e
reduziu-se para 5,0, tendendo a ácido, quando tratado com sulfato de alumínio (10%).
Tabela 8 - Características do Efluente B após ensaio de coagulação/floculação
Parâmetros
Efluente Bruto
Efluente tratado
com sulfato de
alumínio
pH
Turbidez (NTU)
7,4
1112
5,3
8,3
Efluente tratado
com policloreto de
alumínio
5,3
74
Para o efluente gerado no setor de esmaltes e tintas, o melhor resultado em termos
de remoção de turbidez também foi aquele tratado com sulfato de alumínio (10%). O pH foi
reduzido significativamente com o uso dos dois coagulantes.
As duas tabelas abaixo mostram os custos do tratamento para os dois efluentes. Os
preços dos produtos foram cotados com a PROPEQ Produtos Químicos S.A. no dia 06 (seis)
de Outubro de 2004, sendo que o policloreto de alumínio (Propac 100) custa R$ 1,30 por Kg,
o sulfato de alumínio granulado R$ 1,12 por kg e o floculante catiônico (Flopeq FXCE 64),
R$ 19,26 por Kg.
Tabela 9 - Quantidade de sulfato de alumínio e floculante catiônico em Kg a serem usados
nas duas linhas de tratamento e os custos em Reais (R$) por dia
Efluente
Sulfato de
alumínio (kg)
A
B
143
59,5
Floculante
Custo
catiônico (kg) diário (R$)
0,39
0,105
167,67
68,66
Os valores apresentados como custo, das tabelas 9 e 10 foram encontradas com a
multiplicação das concentrações ideais de reagentes encontradas nos ensaios com Jar test,
pela vazão diária de efluente. Como já mencionado, a vazão do Efluente A é de 260 m3 /dia e
a vazão do Efluente B de 140 m3 /dia.
O custo para o tratamento do Efluente A com sulfato de alumínio é
significativamente maior que para o Efluente B. Isso se deve ao fato de que as concentrações
ótimas de sulfato de alumínio (10%) e de floculante catiônico (0,1%) para o Efluente A são
maiores que para o Efluente B, como mostrado na tabela 5, além de a vazão daquele ser maior
que a do Efluente B.
Tabela 10 - Quantidade de policloreto de alumínio e floculante catiônico em Kg a serem
usados nas duas linhas de tratamento e os custos em Reais (R$) por dia
Efluente
A
B
Policloreto de
Floculante
Custo
alumínio (kg) catiônico (kg) diário (R$)
71,5
56
0,26
0,175
97,25
76,17
Comparando os dados da tabela acima com aqueles mostrados na tabela 9,
verificamos que o custo do tratamento do Efluente A com sulfato de alumínio (10%) é
consideravelmente maior que o custo do tratamento do mesmo efluente com policloreto de
alumínio (10%). Isso ocorre devido a alta concentração ótima de sulfato de alumínio (10%)
necessária para tratar este efluente. As diferenças de custos com o floculante catiônico (0,1%)
não são significativas, portanto não interferem na discussão.
Para o Efluente B o custo do tratamento com sulfato de alumínio é mais viável
economicamente, mesmo sendo necessário uma maior concentração deste reagente em relação
ao policloreto. Neste caso, o preço por Kg do policloreto de alumínio (10%) é o fator
principal, já que ele é cerca de 14% mais oneroso que o sulfato de alumínio (10%).
6.2 RESULTADO DOS ENSAIOS DE PROGNÓSTICO DE GERAÇÃO
DE LODO
6.2.1 VOLUME E MASSA DE RESÍDUO SECO RETIDOS EM CONES DE
IMHOFF
Para 1 Litro de Efluente A bruto decantado por 72 minutos, obteve-se 8,724 g de
resíduos seco. O volume no cone de sedimentação foi de 58 mL/L.
Para 1 Litro de Efluente B bruto decantado por 36 minutos, obteve-se 14,383 g de
resíduo seco, e 53 mL de volume no cone.
6.2.2 VOLUME E MASSA DE RESÍDUO SECO RETIDOS EM CONES DE
IMHOFF COM AUXÍLIO DE COAGULANTE E FLOCULANTE
Para 1 Litro de Efluente A, usou-se 5,5 mL de sulfato de alumínio e 1,5 mL de
floculante catiônico, resultando em um volume de lodo decantado de 55 mL e 0,104 g de
resíduo seco. Já utilizando-se 2,75 mL de policloreto de alumínio e 1,0 mL de floculante
catiônico para 1 Litro de efluente, o volume de lodo decantado foi de 35 mL e 0,0055 g de
resíduo seco.
Para 1 Litro de Efluente B, usou-se 4,25 mL de sulfato de alumínio e 0,75 mL de
floculante catiônico, resultando em um volume de lodo de 50 mL e 0,7835 g de resíduo seco.
Para 4,0 mL de policloreto de alumínio e 1,25 mL de floculante catiônico, o volume de lodo
decantado foi de 72 mL e a massa de resíduo seco de 1,051 g.
6.2.3 VOLUME E MASSA DE RESÍDUO SECO TOTAL
Os cálculos de resíduo seco gerado na ETE mostrados nas tabelas 11 e 12 foram
feitos a partir dos dados de resíduo seco total para 1 Litro de efluente também mostrados nas
tabelas, e em seguida extrapolados para uma vazão diária de 260000 Litros do Efluente A e
140000 Litros do Efluente B.
Tabela 11 - Resíduo seco obtido nos ensaios com Cone de Imhoff utilizando-se o Efluente A
bruto e tratado, bem como o prognóstico de geração de lodo seco gerado na ETE
Resíduo seco Resíduo seco Resíduo Resíduo seco
efluente tratado efluente bruto seco total gerado na ETE
(g/L)
(g/L) diariamente (kg)
(g/L)
0,0055*
0,104**
8,724
8,724
8,7295
8,828
2269,67
2295,28
* Ensaio realizado com policloreto de alumínio e floculante catiônico
** Ensaio realizado com sulfato de alumínio e floculante catiônico
Considerando o uso de policloreto de alumínio como coagulante, a massa de
resíduo seco retido diariamente no floculador/decantador será de 1,43 kg. Se usado o sulfato
de alumínio a massa retida será de 27,04 kg de acordo com os dados mostrados na tabela
acima.
Tabela 12 - Resíduo seco obtido nos ensaios com Cone de Imhoff utilizando-se o Efluente B
bruto e tratado, bem como o prognóstico de geração de lodo seco gerado na ETE
Resíduo seco Resíduo seco Resíduo Resíduo seco
efluente tratado efluente bruto seco total gerado na ETE
(g/L)
(g/L)
(g/L) diariamente (kg)
1,051*
0,7835**
14,383
14,383
15,434
15,1665
2160,76
2123,31
* Ensaio realizado com policloreto de alumínio e floculante catiônico
** Ensaio realizado com sulfato de alumínio e floculante catiônico
Considerando os dados Tabela 12 tem-se uma retenção de massa de resíduo seco
no floculador/decantador quando usado o policloreto de alumínio de 147 kg, e de 109, 69 kg
quando usado o sulfato de alumínio como coagulante.
As duas tabelas abaixo mostram os volumes de lodo gerados nos cones de Imhoff
e extrapolados para a realidade da ETE.
Tabela 13 – Volume total de lodo do Efluente A retido no Cone de Imhoff com e sem adição
de reagentes, bem como o prognóstico de geração de volume de lodo diariamente na ETE
Volume de lodo
Volume total de Volume total de lodo
Volume de lodo
gerado na ETE
decantado com auxílio lodo decantado
decantado (mL/L)
de reagentes (mL/L)
(mL/L)
diariamente (L)
58
58
35*
55**
93
113
24180
29380
* Ensaio realizado com policloreto de alumínio e floculante catiônico
** Ensaio realizado com sulfato de alumínio e floculante catiônico
Considerando a vazão diária de efluente proveniente do setor de esmaltação e
massa de 260.000 Litros e os valores mostrados na tabela acima, o volume de lodo retido no
decantador primário será 15.080 Litros, e no floculador/decantador de 9.100 Litros se usado o
coagulante policloreto de alumínio, e 14.300 se usado o sulfato de alumínio.
Tabela 14 – Volume total de lodo do Efluente B retido no Cone de Imhoff com e sem adição
de reagentes, bem como prognóstico de geração de lodo para a ETE diariamente
Volume de lodo
Volume total de Volume total de lodo
Volume de lodo
decantado com auxílio lodo decantado
gerado na ETE
decantado (mL/L)
de reagentes (mL/L)
(mL/L)
diariamente (L)
53
53
72*
50**
125
103
17500
14420
* Ensaio realizado com policloreto de alumínio e floculante catiônico
** Ensaio realizado com sulfato de alumínio e floculante catiônico
Extrapolando os valores mostrados na Tabela 14, para uma vazão diária de
140.000 Litros o volume de lodo retido no decantador primário será 7.420 Litros e no
floculador/decantador de 10.260 se usado o policloreto de alumínio como coagulante. Se
usado o sulfato de alumínio o volume fica em 7.000 Litros.
7 CONSIDERAÇÕES FINAIS
Os ensaios realizados em escala laboratorial servirão para a empresa iniciar a
operação da nova ETE, com os produtos químicos auxiliares de decantação mais favoráveis
técnica e economicamente, além ter uma previsão da geração de resíduos, ou lodos na ETE.
Conforme o que foi possível determinar durante o período de estágio, as perspectivas de reuso
da água também são viáveis dentro de uma previsão de reciclagem total de efluentes líquidos,
uma vez que há perda de água no processo produtivo.
O sulfato de alumínio mostrou-se como o melhor coagulante para os dois
efluentes, agindo com o floculante catiônico para remoção de sólidos suspensos, reduzindo
assim a turbidez. Porém o sulfato de alumínio reduz também o pH, uma vez que reage com a
alcalinidade presente no efluente. Para os dois efluentes tratados com sulfato de alumínio, o
pH ficou menor que 6,0.
O Decreto Estadual Nº 14.250, de 5 de Junho de 1981 prevê que o pH dos
efluentes para lançamento em corpos d’água deva estar entre 6,0 e 9,0. Sugere-se então que,
caso venha a ser lançado no ambiente, o efluente sofra uma correção de pH até o limite
máximo admitido pelo coagulante, na etapa de equalização. Caso não venha a ser descartado,
e o pH não interfira nos usos do efluente tratado, acredita-se que não há necessidade de
correção. A etapa industrial que merece cuidado com relação ao pH da água é a defloculação
da massa, uma vez que assim como os floculantes, também os defloculantes são “exigentes”
com relação a este parâmetro.
Caso o efluente seja descartado, é necessário avaliar os demais parâmetros
previstos pela legislação ambiental, principalmente os metais utilizados como componentes
dos esmaltes e tintas no processo cerâmico. Entre os metais que devem ser monitorados no
efluente cerâmico destacam-se o zinco, manganês, zircônio, chumbo, cobalto, níquel,
alumínio, entre outros...
Além dos parâmetros físico-químicos previsto em Lei, recomenda-se a realização
de ensaio ecotoxicológico no efluente, caso haja o seu descarte, em atendimento à Portaria
017/2002 da FATMA – Fundação do Meio Ambiente.
Considerando os valores de turbidez, a legislação brasileira não impõe limites
para este parâmetro no que se refere a lançamento de efluentes. No entanto a Resolução
CONAMA Nº 20, de 18 de junho de 1986, prevê que para as águas de classe 2 o limite de
turbidez seja 100 UNT. Sendo assim, ambos os coagulantes se mostraram eficazes na
remoção da turbidez.
Sugere-se que seja usado para o efluente do Setor de Esmaltação e Massa, o
coagulante policloreto de alumínio, seja tanto pelo fato de que o pH do efluente ficou dentro
daquele permitido pela legislação, quanto pelos custos do mesmo, já que chega a ser 48%
mais barato em relação ao sulfato de alumínio.
Para o efluente gerado no Setor de Esmaltes e Tintas, a utilização do sulfato de
alumínio seria mais interessante, tanto pela melhor redução de turbidez, quanto pelo fator
econômico.
Com relação à Estação de Tratamento de Efluentes em implantação, sugere-se que
a adição de coagulante deve ser prévia a adição de floculante, sendo que a reação entre
alcalinidade e o coagulante adicionado é uma reação rápida, e, portanto como sugere NUNES
(1996), a mistura entre o efluente a ser tratado e a solução coagulante deve ser vigorosa. Isto
para que a planta industrial alcance eficiência semelhante àquela obtida em escala
laboratorial.
Como o projeto da ETE prevê apenas um equipamento de mistura, sendo que este
possui um agitador lento, sugere-se que o coagulante seja adicionado na bomba de recalque
dos efluentes A e B, nos tanques de equalização para os floculadores/decantadores.
Outra sugestão para solucionar este problema é trabalhar com rotor que opere com
velocidade rápida e após lenta, obedecendo à seqüência: coagulação – velocidade rápida, e
floculação – velocidade lenta. Nesse caso, sugere-se sistema automatizado com timer para
ajuste de tempo e velocidade para cada etapa. Ressalta-se ainda que essa medida é viável em
função da ETE operar em batelada.
O efluente tratado e isento de sólidos suspensos, com pH próximo ao neutro
poderá ser reaproveitado no processo industrial. Sugere-se, no entanto, que o mesmo seja
utilizado no preparo da massa cerâmica, uma vez que a presença de metais e ânions na forma
dissolvida do efluente, poderá afetar a coloração de esmaltes e tintas.
Entre ânions presentes na água de reuso, o sulfato apresenta alguns
inconvenientes, tratando-se de indústria cerâmica. Ele poderá causar pequenos furos na peça e
opalescência se usado na preparação de esmaltes. Também por isso, o efluente tratado com
sulfato de alumínio poderá apresentar alguma restrição para reuso.
O efluente final poderá ainda ser utilizado para reposição de água nos lavadores
de gases dos atomizadores e na limpeza de equipamentos.
Sugere-se ainda o controle mensal da concentração de Sólidos Dissolvidos Totais
– SDT no efluente recirculado. Isso se justifica em razão da concentração de SDT ser
utilizada como um parâmetro restritivo para o uso de água nas diversas aplicações industriais
e também porque o sistema de tratamento em implantação, não removerá essas impurezas.
Como há perda de água por evaporação no processo industrial, prevê-se aumento da
concentração de SDT à medida que o ciclo da água se complete.
Quanto à reutilização dos resíduos gerados na ETE, eles serão estocados em boxes
separadamente, objetivando o seu reaproveitamento, conforme pode ser observado no anexo
2.
O resíduo do Setor de Preparo de Esmaltes e Tintas é composto basicamente por
matérias primas e insumos utilizados no preparo esmaltes, podendo ter uma finalidade mais
nobre em função do custo dos produtos.
Em termos de reaproveitamento deste lodo, há de ser considerado os custos
ambientais e econômicos do seu reuso. Isso porque os custos da disposição em aterros
licenciados pelo órgão ambiental competente é bastante oneroso, além de diminuir a vida útil
dos mesmos. O lodo poderá ser reaproveitado no processo produtivo cerâmico ou ainda como
matéria prima para outros segmentos de indústria.
De qualquer forma, a empresa deverá realizar estudos para reaproveitamento no
processo, ou que propicie a utilização destes materiais por terceiros.
REFERÊNCIAS BIBLIOGRÁFICAS
ANDREOLI, Cleverson V. (coord.) Resíduos Sólidos do Saneamento: Processamento,
Reciclagem e Disposição Final. Rio de Janeiro: RiMA, ABES, 2001.
AZEVEDO NETTO, José. M. et al. Técnica de Abastecimento e Tratamento de Água. Vol.
2. 2ª ed. rev. São Paulo: CETESB, 1976.
BARROS, Rafhael T. de V. et al. Saneamento. Belo Horizonte: Escola de Engenharia da
UFMG, 1995. (Manual de Saneamento e proteção ambiental para os municípios, 2).
BLASCO, A. et al. Tratamiento de Emissiones Gaseosas, Efluentes Líquidos y Residuos
Sólidos de la Industria Cerámica. Espanha: IMPIVA, 1998.
BRAGA, Benedito et al. Introdução à Engenharia Ambiental. São Paulo: Prentice Hall,
2002.
BRAILE, P. Marcio; CAVALCANTI, J. E. W. A. Manual de Tratamento de Águas
Residuárias Industriais. São Paulo: CETESB, 1979.
CECRISA – CERÂMICA CRICIÚMA S. A. Plano de Controle Ambiental. Criciúma:
Cecrisa, 2004.
CENTRO DE ASSISTÊNCIA GERENCIAL DE SANTA CATARINA – CEAG/SC.
Diagnóstico da Indústria de Cerâmica de Revestimento do Estado de Santa Catarina.
Florianópolis: CEBRAE, 1977.
CRESPILHO, Frank N.; SANTANA, Claudemir G.; REZENDE, Maria Olímpia Oliveira.
Tratamento de Efluente da Indústria de Processamento de Coco Utilizando
Eletroflotação. Quim. Nova, Vol. 27, No. 3, 387-392, 2004
DI BERNARDO, Luiz et al. Ensaios de Tratabilidade de Água e dos Resíduos Gerados
em Estações de Tratamento de Água. São Carlos: RIMA, 2002.
FABRE, Ademar J. Complexo de Revestimento Cerâmicos do Sul do Estado de Santa
Catarina: Análise sob enfoque do conceito de Cluster ou Distrito Industrial, 1999.
Dissertação (Mestrado) - Programa de Pós Graduação em Geografia, Universidade Federal de
Santa Catarina, Florianópolis.
IMHOFF, Karl; IMHOFF, Klaus. Manual de Tratamento de Águas Residuárias. São
Paulo: Edgar Blücher, 1996.
LEME, Francilio P. Teoria e Técnicas de Tratamento de água. Rio de Janeiro: ABES,
1990.
MACEDO, Jorge A. B. de. Águas & Águas. São Paulo: Livraria Varela, 2001.
MIRANDA, Joseane B. de. Competitividade sistêmica no setor de cerâmica de
revestimento de Santa Catarina: aspectos macroeconômicos, 2002. Dissertação
(Mestrado) - Programa de Pós Graduação em Economia, Universidade Federal de Santa
Catarina, Florianópolis.
MOREIRA, R. F. M.; SOARES, J. L. Operações Unitárias de Transferência de
Quantidade de Movimento. Departamento de Engenharia Química e Engenharia de
Alimentos;
Universidade
Federal
de
Santa
Catarina.
<http://www.enq.ufsc.br/disci/eqa5313/Decantacao.htm> Acesso em 14 ago. 2004.
NUNES, José A.. Tratamento Físico-Químico de Águas Residuárias Industriais. 2ª ed.
rev. comp. Aracaju: Gráfica Editora J. Andrade, 1996.
OLIVEIRA, Ana Paula; DA LUZ, Adão B. Recursos Hídricos e Tratamento de Água na
Mineração. Rio de Janeiro: CETEM/MCT, 2001.
REALI, Marco A. P. (coord.) Noções Gerais de Tratamento e Disposição Final de Lodos
de Estação de Tratamento de Água. Rio de Janeiro: ABES, 1999.
RICHTER, Carlos A; AZEVEDO NETTO, José M. Tratamento de Água. São Paulo:
EDGARD BLÜCHER, 2002.
Revista Ação Ambiental. Recursos Hídricos. Preservação: uma questão de sobrevivência.
Viçosa, Jun/Jul. 1998. p. 8-9.
SANTOS FILHO, Davino. F. dos. Tecnologia de Tratamento de Água – Água para a
Indústria. 3 ed. São Paulo: NOBEL, 1985.
VIANNA, Marcos R. Hidráulica Aplicada às Estações de Tratamento de Água. Belo
Horizonte: Instituto de Engenharia Aplicada, 1992.
VON SPERLING, Marcos. Introdução à qualidade das águas e ao tratamento de esgotos.
2 ed. Belo Horizonte: Departamento de Engenharia Sanitária e Ambiental; Universidade
Federal de Minas Gerais, 1996. Vol. 1.
VON SPERLING, Marcos. Princípios Básicos do Tratamento de Esgoto. Belo Horizonte:
Departamento de Engenharia Sanitária e Ambiental; Universidade Federal de Minas Gerais,
1996. Vol. 2.
ANEXO 1 – LAY OUT DA ETE PORTINARI
ANEXO 2 – FLUXOGRAMA DA ETE PORTINARI