PIBIC-UFU, CNPq & FAPEMIG
Universidade Federal de Uberlândia
Pró-Reitoria de Pesquisa e Pós-Graduação
DIRETORIA DE PESQUISA
INVESTIGAÇÃO DA FORMA DE FURAÇÃO EM FERRO FUNDIDO
CINZENTO
Igor Mauro de Castro
Faculdade de Engenharia Mecânica, Un iversidade Federal de Uberlândia – Campus Santa Mônica, Av. João Naves de
Ávila 2121, Uberlândia/M G, CEP 38408-902
igormaurod [email protected]
Rosemar Batista da Silva
Faculdade de Engenharia Mecânica, Un iversidade Federal de Uberlândia
[email protected]
Resumo: A grande maioria das peças da indústria metal mecânica tem pelo menos um furo, e
somente uma parte muito pequena dessas peças já vem com o furo pronto do processo de obtenção
da peça bruta. Isso mostra a importância do processo de furação no contexto da indústria de
fabricação por remoção de cavaco. Mas mesmo sendo um processo muito comum, não se
encontram na literatura informações mais detalhadas sobre a utilização de diferentes ciclos de
furação. Por este motivo, este trabalho apresenta resultados de estudo da influência do ciclo de
furação na vida de brocas helicoidais. Foram utilizados dois ciclos de furação: contínua e
intermitente (pica-pau) sendo que para este último foi variado o número de paradas da broca ao
executar o furo. Os testes foram realizados com brocas HSS revestidas com TiNAl. O material
usinado foi ferro fundido cinzento GH190 com aplicação de fluido de corte pela técnica MQF.
Utilizaram-se velocidades de corte de 45 e 65 m/min. e avanços de 0,2 e 0,3 mm/volta. Foi
monitorado o número de furos produzidos; e o critério de fim de vida da broca foi colapso da
mesma. Os resultados mostraram que, em geral, o ciclo de furação e o número de paradas
influenciam na quantidade de furos usinados. O ciclo intermitente com uma parada permitiu
aumentar em cerca de 395% o número de furos produzidos em relação ao ciclo contínuo
utilizando-se a menor velocidade de corte e o menor avanço. Em geral aumento do número de
paradas diminui o número de furos produzidos.
Palavras-chave: Ciclos de Furação, Número de paradas, técnica MQF, broca HSS, ferro fundido
cinzento
1. INTRODUÇÃO
Os processos de usinagem ocupam uma posição de destaque em relação aos outros processos
utilizados na fabricação de peças e componentes automotivos. Através dos processos de usinagem
convencional que executam o corte por cisalhamento (torneamento, furação, fresamento,
alargamento, retificação, rosqueamento, etc.) é possível dar à maioria dos materiais utilizados na
indústria metal mecânica (aços, ferros fundidos e alumínio, dentre outros) as mais diversas formas,
dimensões e acabamento, dentre outras características, a fim de se cumprir os requisito s de projeto
(Da Silva, 2001 e Machado e Da Silva, 2004). Dentro destes processos, a furação é talvez a
operação mais utilizada nos processos industriais de fabricação. Grande parte das peças que são
fabricadas em indústrias metalúrgicas e de fabricação possui, pelo menos, um furo, e somente uma
parte muito pequena dessas peças já vem com o furo pronto do processo de obtenção da peça bruta
(Diniz et al., 2006).
A operação de furação possui características intrínsecas, assim como todos os outros processos
de usinagem, e muitas destas características são consideradas fatores complicadores do processo
que merecem destaque (De Castro, 2001):
1 – Acadêmico do curso de Engenharia Mecatrônica; 2 - Orientador
O processo de geração do cavaco ocorre dentro do furo, escondido, e existe um espaço
limitado nos canais para a remoção dos cavacos, o que normalmente dificulta o transporte
dos mesmos para fora da região de corte.
A velocidade de corte não é uniforme, variando desde zero, no centro do furo, até um
máximo na periferia, sendo isto um grande problema; o que pode implicar em variações de
forças atuantes na ponta da ferramenta, no cisalhamento de material da peça, e
consequentemente, podendo prejudicar o acabamento superficial.
A lubrificação/refrigeração da região de corte é comprometida, já que o fluido de corte
encontra dificuldade (ou não chega) para alcançar a região de corte, devido principalmente
ao movimento de rotação da broca que tende a expulsar o fluido;
Há uma distribuição inadequada de calor na região de corte e isso pode afetar a integridade
superficial da peça e/ou diminuir a resistência mecânica da broca;
O atrito e desgaste ocorrem de maneira mais acentuada nas quinas com cantos vivos da
ferramenta.
Aliado aos fatores complicadores do processo de furação existe também o fator profundidade do
furo. À medida que a profundidade do furo aumenta, torna-se mais difícil a remoção do cavaco,
fazendo-se necessário a interrupção freqüente do processo com a retirada da broca de dentro do
furo, para que o cavaco possa ser removido e o calor gerado minimizado, principalmente q uando o
material usinado forma cavacos longos. Centros de usinagem CNC possuem ciclos de furação
capazes de usinar furos com sucessivas penetrações, podendo a ferramenta recuar até um plano de
referência para eliminar cavacos, ou recuar cerca de 1 mm para quebrar o cavaco. Entretanto, a
literatura ainda conta com poucos trabalhos que envolvem diferentes tipos de furação.
Dentro deste contexto, este trabalho visa investigar a influência do ciclo de furação contínuo
(ou em cheio) e intermitente (também conhecida como furação “pica pau”) em diferentes
velocidades de corte e avanço durante a usinagem do ferro fundido cinzento GH 190 com brocas de
aço rápido revestidas com TiAlN.
2. PROCEDIMENTO EXPERIMENTAL
A máquina- ferramenta usada para os ensaios foi um Centro de Usinagem Vertical CNC linha
Discovery modelo 760 com potência do motor principal de 9 KW, rotação máxima de 10.000 rpm
da marca ROMI. Os testes de furação foram realizados na posição vertical, sentido descendente,
sem pré- furo e sem furo de centro. Os furos usinados são não passantes e apresentavam
profundidade de 40 mm, proporcionando uma relação do comprimento pelo diâmetro do furo igual
a 4 (L/D = 4).
Os parâmetros de corte utilizados são ilustrados na Tabela 1. Para cada teste foi realizado trê s
corridas (A, B e C) ou duas repetições, e a média entre as corridas é o valor considerado para a vida
das ferramentas de corte.
Tabela 1 – Parâmetros de corte utilizados nos testes de furação.
Parâmetro
Nú mero de Paradas
Valor
D, 1, 2 e 3
Velocidade de Corte (Vc), m/ min
45 e 65
Avanço (f), mm/volta
Onde: D refere-se à furação direta (contínua)
0,2 e 0,3
Na Tabela 2 são mostrados o número de testes realizados com as combinações das variáveis
citadas na Tabela 1. Lembrando que todos foram realizados com MQF na vazão de 30 ml/h. Como
critério de fim de vida para os ensaios foi utilizado o colapso das brocas.
2
Tabela 2 – Número dos testes e suas respectivas condições de corte.
Teste
Nº Paradas
Vc (m/ min ) f (mm/volta)
1
D
45
0,20
2
D
65
0,30
3
1
45
0,20
4
1
65
0,30
5
2
45
0,20
6
2
65
0,30
7
3
45
0,20
8
3
65
0,30
O material dos corpos de provas foi o ferro fundido cinzento GH 190 na forma de chapas com
dimensões 500mm x 200mm x 45mm. A composição química e outras características deste mater ial
estão mostradas na Tabela 3. As superfícies de entrada dos furos foram fresadas com o objetivo de
eliminar o acabamento bruto de fundição e de ajustar a espessura.
Para otimização do número de furos foi gerado um programa CNC que permitia a obtenção de
64 furos, divididos em oito fileiras com oito furos cada. A distância lateral entre os furos no corpo
de prova foi de 1,5 mm.
Tabela 3 – Composição química e características do ferro fundido cinzento GH 190 (Santos, 2002)
Co mposição química (%)
C
3,2 - 3,5
Si
2,0 - 2,5
Cr
S
≤ 0,2
≤ 0,15
Características estruturais
P
Matriz
≤ 0,10
Perlít ica
lamelar
máx. 5%
de ferrita
Dureza
(HV)
Cementita
e carbono
liv re
Grafita
200
Tipos B e D
Máx. 1%
Brocas de aço-rápido revestidas com TiAlN e diâmetro de 10 mm foram utilizadas neste
trabalho. Elas foram fabricadas pela OSG do Brasil. Na Tabela 4 são mostradas algumas das
propriedades do revestimento TiAlN destas brocas.
Tabela 4 – Propriedades do revestimento TiAlN (Costa, 2004)
Microdureza (HV 0,05)
3300
Temperatura máxima de trabalho (°C)
900
Cor da cobertura
Cinza -violeta
Os testes de furação foram realizados na presença de fluido de corte modelo Vascol000 de
origem vegetal fabricados pela empresa Blaser Swisslube AG. A vazão utilizada foi de 30 ml/h e a
pressão de aplicação de 0,9 MPa aplicado pela técnica de Mínima Quantidade de Fluido (MQF).
Esta técnica, que tem conquistado cada vez mais adeptos da usinagem, é uma alternativa para
operações em que o fluido de corte ainda não pode ser dispensado, como no caso de furação de aços
e ferros fundidos. É intermediária à usinagem com refrigeração/lubrificação e a absoluta mente sem
refrigeração (a seco). Conhecida também como Mínima Quantidade de Lubrificante, do Inglês
Minimum Quantity Lubrication (MQL) esta técnica consiste em despejar apenas uma gosta de óleo
pulverizada pelo ar comprimido na região de corte para produzir um pequeno filme de proteção
lubrificante. A mínima quantidade de fluido de corte, especificamente adaptada ao processo,
permite a produção de processos altamente seguros sem a modificação dos parâmetros de corte e
3
sem redução da vida das ferramentas (Costa, 2004). O aparelho pulverizador de fluido, modelo
O2AO-STD fabricado pela ITW Fluid Products Group, operava com um fluxo contínuo de ar
comprimido, ajustado em torno de 0,9 MPa, e “spray” intermitente de fluido na freqüência de 1
pulso por segundo. Este sistema consiste de um reservatório para o fluido de corte com alimentação
manual, válvulas para regulagem do fluxo de ar comprimido e óleo, manômetro, mangueiras
condutoras (ar comprimido e fluido) e 2 bicos com base de fixação magnética, para aplicação
externa da mistura ar comprimido- fluido sobre a ferramenta-peça. O fluido de corte é conduzido
através de uma mangueira de menor diâmetro que chega ao bico, dentro de outra maior que conduz
o ar comprimido.
3. RESULTADO E DISCUSSÃO
Os resultados para a vida das brocas para os testes da Tabela 2, expresso em número de
furos usinados, podem ser visualizados na Tabelas 5 e também nas Figuras 1 e 2.
Tabela 5 – Resultado para vida das brocas (número de furos usinados) para os testes da Tabela 2.
A
Corri das
B
C
1
46
39
44
43
2
2
3
3
3
3
389
117
134
213
4
3
3
4
3
5
37
51
36
41
6
2
3
2
2
7
108
255
139
167
8
3
3
2
3
Teste
Vi da Médi a (furos)
Da Tabela 5 pode ser observado que a furação em velocidade de corte mais baixa (45 m/min) e
menor avanço (0,2 mm/volta), testes 1, 3, 5 e 7 (veja parâmetros de corte na Tabela 2) sempre
produziu um número de furos maior em relação à furação com velocidade de corte e avanço
maiores. Observa-se ainda que ao utilizar o ciclo de furação pica-pau com uma parada (teste 3), foi
realizado o maior número médio de furos, seguidos pelos ciclos pica pau com 3 e 2 paradas (testes 7
e 5, respectivamente) e ciclo contínuo (teste 1). Isso indica que a furação pica-pau é eficiente no
sentido de aumentar a vida da ferramenta, e, consequentemente, de aumentar o número de furos
produzidos. Esta eficiência pode ser atribuída às condições de lubri-refrigeração que são
melhoradas com o principio deste método que consiste em retirar a broca do furo durante a
usinagem em seguida colocá- la novamente no furo, dando continuidade ao processo. Neste
momento em que a broca sai do furo ela traz consigo parte dos cavacos formados, como também
garante a refrigeração da ferramenta (broca) e diminuindo assim a influência da perda de dureza a
quente que normalmente ocorre no processo de furação contínua (direta ou em cheio). Realizar 1
parada durante a furação parece ser a condição mais apropriada para usinagem deste material nas
condições investigadas.
4
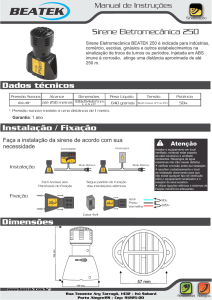
Figura 1 – Número de furos em função do ciclo de furação e número de paradas após usinagem
de ferro fundido cinzento GH 190 com brocas de HSS com velocidade de corte de 45 m/min e
avanço de 0,2 mm/volta.
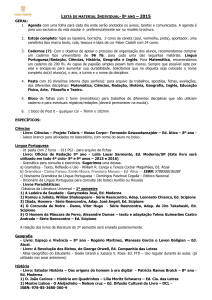
Figura 2 – Número de furos em função do ciclo de furação e número de paradas após usinagem
de ferro fundido cinzento GH 190 com brocas de HSS com velocidade de corte de 65 m/min e
avanço de 0,3 mm/volta.
5
Os resultados da Tabela 5 também mostram que, praticamente, não houve diferença
significativa em termos de furos usinados, apenas 3 furos no máximo, na furação em condições de
corte consideradas mais severas, maior velocidade de corte (65 m/min) e maior avanço
(0,30 mm/volta) – testes 2, 4, 6 e 8 (Tabela 2). Nestas condições normalmente são desenvolvidas
temperaturas altas durante o corte, exigindo do material da ferramenta uma elevada dureza a quente
e considerável resistência mecânica. E uma das funções dos fluidos de corte é promover a queda
destas temperaturas. O aumento da velocidade de corte, em geral, promove o aumento da
temperatura na interface cavaco- ferramenta (Costa et al, 2005), e conseqüentemente acelera os
mecanismos de desgastes termicamente ativados. Esta é uma possível explicação para o número
reduzido de furos produzidos a relativas altas velocidades de corte e avanço e mpregadas neste
trabalho
Os resultados da Tabela 5 e Figura 2 também indicam que, para as condições de usinagem mais
severas, não há influência também do ciclo de furação e nem do número de paradas para o ciclo
pica-pau. Isso pode ser atribuído às altas temperaturas geradas nestas condições, e possivelmente o
tempo de recuo da broca até voltar a usinar não tenha sido suficiente para refrigerar a broca e assim
minimizar os efeitos dos mecanismos de desgaste termos-ativados.
Analise complementares dos efeitos médios do número da forma de furação e número de
paradas na vida das ferramentas relacionados com os resultados da Tabela 5, são apresentados na
Tabela 6. Observa-se desta tabela ganhos percentuais importantes quando se passa da condição de
furação contínuo para 3 paradas, cerca de 289% de aumento no número de furos produzidos. Ao
passar do ciclo de furação contínuo para 1 parada este percentual é ainda maior, representando um
aumento de 395% no número de furos produzidos. Para o mesmo ciclo de furação intermitente, ao
passar de 1 para 3 paradas há queda no número de furos em 22%.
Tabela 6. Efeito médio da variação da forma de furação e do número de paradas para condição mais
branda dos resultados da Tabela 5.
Ciclo/número de paradas
Efeito na Vida Média
(número de furos)
Contínuo → 1 parada
↑ 395%
Contínuo → 2 paradas
↓ 5%
Contínuo → 3 paradas
↑ 289%
1 parada → 2 paradas
↓ 81%
1 parada → 3 paradas
↓ 22%
2 paradas → 3 paradas
↑ 307%
Em relação aos efeitos da variação dos parâmetros de corte, velocidade e avanço (que embora
não tenham sido apresentados neste trabalho mas que foram calculados), verificou-se a redução de
113 furos ao elevar a velocidade de corte de 45 para 65 m/min e o avanço de 0,20 para
0,30 mm/volta.
4. CONCLUSÕES
Os resultados obtidos, levando-se em consideração os níveis das variáveis testadas, nos
permitem as seguintes conclusões:
O ciclo de furação e o número de paradas durante o processo influenciam
significativamente na vida de brocas, em termos de furos produzidos, na usinagem do ferro fundido
cinzento GH 190 com brocas de HSS nas condições investigadas. Para velocidade de corte
45 m/min e avanço 0,2 mm/volta houve cerca de 395% de aumento no número de furos obtidos ao
se utilizar o ciclo de furação intermitente (pica-pau) com uma parada em relação ao ciclo de furação
convencional, contínuo. Este aumento pode estar relacionado com as condições de lubri-
6
refrigeração melhoradas e também da retirada e quebra de cavaco mais eficiente que o ciclo
intermitente proporciona.
Para condições de corte severas com velocidade de corte 65 m/min e avanço de
0,3 mm/volta não há uma mudança significativa na quantidade de furos usinados quando se altera a
forma de furação, essa marca não ultrapassa cerca de 33%, o que equivale a aproximadamente um
furo. Nestas condições severas há são desenvolvidas altas temperaturas, além do tempo de recuo da
broca no ciclo pica pau que não é suficiente para refrigerar a broca.
Para condição mais severa, não foi notada mudança significativa na produtividade entre os
ciclos de furação contínua e intermitente na furação do ferro fundido GH190 com brocas HSS.
A furação com velocidade de corte e avanço menores permitiu usinar mais furos em relação
à furação em condições mais severas. E em condições mais brandas, o ciclo de furação intermitente
com 3 paradas permitiu um aumento de 289% em relação ao ciclo de furação contínuo. Já para duas
paradas a queda foi de 5%.
Em relação ao número de paradas, o ciclo de furação com uma parada foi a mais eficiente
foi mais eficiente que os demais, com aumento de 81% e 22% em relação a duas e três paradas,
respectivamente.
O aumento da velocidade de corte de 45 para 65 m/min e do avanço de 0,20 para
0,30 mm/volta diminuiu a vida das brocas em média 113 furos.
5. AGRADECIMENTOS
Os autores agradecem ao programa PIBIC/CNPq/UFU, pelo suporte financeiro, e às empresas:
Teksid do Brasil e OSG-Ferramentas de Precisão Ltda, pelo fornecimento do ferro fundido e das
brocas, respectivamente; e por último à Faculdade de Engenharia Mecânica da UFU pela
oportunidade de realização deste trabalho.
4. REFERÊNCIAS BIBLIOGRÁFICAS
ALMEIDA, D. O., 2008, “Investigação dos Desvios Geométricos no Alargamento de Ferro
Fundido com Ferramentas Revestidas”, Dissertação de Mestrado – UFU, Uberlândia.
COSTA, E. S., 2004, “Furação de Aços Microligados com Aplicação de Mínima Quantidade de
Fluido – (MQF)”, Dissertação de Doutorado – UFU, Uberlândia – MG, Dezembro.
COSTA, E. S., MACHADO, A. R., JÚNIOR, E. A. S., RAMOS, C. A. D., 2005, “Desempenho de
Brocas Helicoidais de Aço-Rápido Revestidas com TiN Aplicando Mínima Quantidade de
Fluido de Corte (MQF)”, In: III Congresso Brasileiro de Engenharia de Fabricação - COBEF,
Joinville-SC.
DA SILVA, R. B., 2001 “Alargamento Cônico do Ferro Fundido Nodular GGG 40 ”, Dissertação
(Mestrado em Eng. Mecânica) - UFMG, Belo Horizonte - MG, Março.
DE CASTRO, P. R. A., 2001, “Aspectos Tecnológicos da Usinagem a Seco e com Mínima
Quantidade de Fluido de Corte na Furação com Broca He licoidal”, Dissertação de Mestrado do
Programa de Pós-Graduação em Eng. Mecânica da UFSC, Florianópolis-SC, 178 p.
DINIZ, A. E., MARCONDES, F. C., COPPINI, N. L., 2006, “Tecnologia da Usinagem dos
Materiais”, 5a Ed., São Paulo, Editora Artliber.
MACHADO, A. R., DA SILVA, M. B., 2004, “Usinagem dos metais”, Apostila 8ª. Versão, Editora
da Universidade Federal de Uberlândia, Uberlândia, Brasil, 257p.
SANTOS, S. C., 2002, “Estudo da Influência de Revestimento e da Aplicação de Fluido de Corte
no Desempenho de Brocas de Aço-Rápido e de Metal Duro Integral na Usinagem de Ferro
Fundido Cinzento”, Dissertação de Doutorado – UFU, Uberlândia – MG, Brasil.
7
INVESTIGATION OF THE DRILLING FORM IN GRAY CAST IRON
Igor Mauro de Castro
Federal University of Uberlândia – Facu lty of Mechanical Eng ineering, Campus Santa Mônica, 2121, João Naves de
Ávila Avenue, Uberlândia/M G, Zip Code 38408-902
igormaurod [email protected]
Rosemar Batista da Silva
Federal University of Uberlândia - Faculty of Mechanical Engineering
[email protected]
Abstract: Most of the components manufactured by industry have, in general one hole, and only a
very small part of these components already contains a hole performed by casting process - process
of obtaining crude piece. This shows the importance of the drilling in the manufacturing industry by
removing chip. But even drilling being a very common process, there is not in the literature detailed
information regard use of different cycles of drilling. Therefore, this work shows results of study of
the influence of drilling in the life cycle of twist drills. Two cycles of drilling were used: continuous
and intermittent (peck drilling), and for the latter it was varied the number of stops during each
hole’s drilling. The tests were performed with TiNAl coated HSS drills. The material was grey cast
iron GH190 with application of fluid by MQL technique. Cutting parameters were: cutting speeds
of 45 and 65 m/ min and feed rates of 0.2 and 0.3 mm/rev. Number of holes machined were
monitored and the tool rejection criterion was the drill collapse. The results showed that, in
general, the cycle of drilling and number of stops can influence the quantity of machined holes.
About 395% increase in number of roles produced was observed when intermittent drilling cycle
with one stop was tested, compared to continuous cycle at lowest cutting speed and feed rate. In
general, increase in the number of stops decreases the number of holes produced.
Keywords: Drilling cycles, number of stops, MQL technique, HSS drill, gray cast iron.
8