Instituto de Educação Tecnológica
Pós-graduação
Nome do curso - Turma nº ETEG1601 T03
09 de setembro de 2016
Título: Método de Análise de Falha
Jefferson Rodrigues Ilídio
Engenheiro Mecânico
[email protected]
Isabela Almeida
Engenheira Mecânica
[email protected]
RESUMO
Este trabalho tem como objetivo demonstrar uma forma de aplicação de Análise de Falhas
através da aplicação do Diagrama de Ishikawa (também conhecido como Diagrama de
Causa e Efeito ou Diagrama Espinha de Peixe) e a técnica dos “5 Porquês”.
Palavras-chave: Análise de Falha. Diagrama de Ishikawa. Brainstorming. 5 Porquês. Plano
de Ação.
1 INTRODUÇÃO
Neste artigo será demonstrado a utilização de ferramentas para a execução de Análise de
Falhas no processo de manutenção. Para melhor entendimento será apresentado um
estudo de caso onde aplicou-se a técnica e obteve-se efetividade.
2 REVISÃO DE LITERATURA
2.1 ANÁLISE DE FALHA
A análise de falha ou defeito, é um método utilizado na eliminação das perdas através do
bloqueio sistemático da causa raiz para cada falha ou defeito. Uma falha ou defeito é a
consequência de uma não funcionalidade (parcial ou permanente), de máquinas,
equipamentos, componentes, ou ainda correlacionada a pessoas, que geram perdas para a
2
empresa. Podem ser quantificadas como perda de tempo, de dinheiro ou de produto. Além
disso, a análise de falha ou defeito é um excelente mecanismo de desenvolvimento técnico.
A condução de uma análise possibilita o envolvimento pleno dos profissionais participantes,
procurando entender os problemas, suas causas e medidas para solucioná-los, além de
promover um maior conhecimento a respeito do processo, equipamento, subconjuntos e
componentes.
2.2 DIAGRAMA DE ISHIKAWA
O Diagrama de Ishikawa é uma ferramenta gráfica que ajuda a gerenciar e fazer o Controle
da Qualidade (CQ) em diferentes processos cujo principal objetivo é identificar quais são as
causas para um efeito ou problema. A técnica também é conhecida pelos nomes Diagrama
de Causa e Efeito, Diagrama Espinha de Peixe ou Diagrama 6M.
Para tanto, existe a divisão 6 M´s, que enumera onde os problemas de um processo podem
estar:
Mão de obra: quando um colaborador realiza um procedimento inadequado, faz o
seu trabalho com pressa, é imprudente, etc.
Material: quando o material não está em conformidade com as exigências para a
realização do trabalho.
Meio ambiente: quando o problema está relacionado ao meio externo, como
poluição, calor, poeira, etc., ou mesmo, ao ambiente interno, como falta de espaço,
dimensionamento inadequado dos equipamentos, etc.
Método: quando o efeito indesejado é consequência da metodologia de trabalho
escolhido.
Máquina: quando o defeito está na máquina usado no processo.
Medida: quando o efeito é causado por uma medida tomada anteriormente para
modificar processo.
A partir de então, é preciso que os envolvidos comecem a avaliar quais as causas do
problema, levando em consideração os 6 M’s. Para tanto, se usa o desenho de uma espinha
de peixe, onde o problema deve ser escrito dentro da cabeça do peixe e suas causas ao
longo da espinha.
2.3 BRAINSTORMING
O brainstorming (literalmente: "tempestade cerebral" em inglês) ou tempestade de ideias,
mais que uma técnica de dinâmica de grupo, é uma atividade desenvolvida para explorar a
potencialidade criativa de um grupo colocando-a a serviço de objetivos pré-determinados.
3
A técnica propõe que o grupo se reúna e utilize a diversidade de pensamentos e
experiências para gerar idéias, sugerindo qualquer pensamento ou idéia que vier à mente a
respeito do tema tratado. Com isso, espera-se reunir o maior número possível de ideias,
visões, propostas e possibilidades que levem a um denominador comum e eficaz para
solucionar problemas e entraves que impedem um projeto de seguir adiante.
As quatro principais regras do brainstorming são:
Não fazer críticas as idéias dos colegas do grupo: Esta é provavelmente a regra mais
importante.
Criatividade é bem-vinda: Esta regra é utilizada para encorajar os participantes a
sugerir qualquer ideia que lhe venha à mente.
Quantidade é necessária: Quanto mais ideias forem geradas, mais aprofundamento
terá a análise. Quantidade gera qualidade.
Combinação e aperfeiçoamento são necessários: O objetivo desta regra é encorajar
a geração de ideias adicionais para a construção e reconstrução sobre as idéias dos
outros.
2.4 TÉCNICA DOS “5 PORQUÊS”
Os “5 Porquês” é uma técnica para encontrar a causa raíz de um defeito ou problema.
É uma técnica de análise que parte da premissa que após perguntar 5 vezes o porquê um
problema está acontecendo, sempre relacionado a causa anterior, será determinada a
causa raiz do problema ao invés da fonte de problemas.
É uma ferramenta simples de resolução de problemas que foi desenvolvida por Taiichi Ono,
pai do Sistema de Produção Toyota e consiste em formular a pergunta “Por quê” cinco
vezes para compreender o que aconteceu (a causa-raiz). Nada impede, porém, que mais
(ou menos) do que 5 perguntas sejam feitas.
3 MATERIAL E MÉTODOS (OU DESENVOLVIMENTO)
Para demonstrar a aplicabilidade da técnica da Análise de Falhas utilizando-se o Diagrama
de Ishikawa e a Técnica dos “5 Porquês” iremos utilizar uma falha ocorrida em uma estação
de tratamento de água.
3.1 DESCRIÇÃO DOS EVENTOS
No dia 19/02/2016 por volta das 20:40hs os mecânicos do turno estavam realizando uma
verificação na válvula de retenção da bomba de envio de água industrial para o reservatório,
tal atividade foi solicitada pelo inspetor de mecânica devido ao possível travamento da
válvula de retenção impossibilitando o recalque de água. Após as devidas consignações
4
(bloqueio elétrico da bomba, bloqueio mecânico das válvulas de sucção e recalque) foi dado
início ao processo de retirada dos parafusos da janela de inspeção da retenção. Durante a
retirada dos parafusos, iniciou-se um vazamento de água pressurizada entre o flange e a
tampa de visita da válvula de retenção. Como o vazamento não parou e nem reduziu a
pressão após um período de tempo, os mecânicos perceberam que a válvula borboleta do
recalque (que estava fechada e bloqueada) apresentava passagem interna. Os mecânicos
do turno reapertaram o parafuso, porém o vazamento continuou. Foi observado existência
de uma derivação para alimentação de água industrial na Usina entre as bombas da ETE e
o Reservatório, sendo assim o abastecimento de água da Usina deverá ser paralisado para
intervenção no vazamento na válvula de retenção.
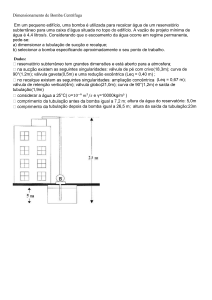
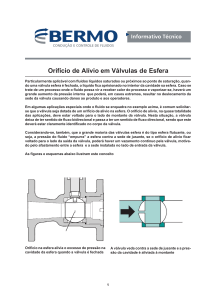
3.2 DIAGRAMA DE ISHIKAWA
Através de Brainstorming foram levantadas as possíveis causas no Diagrama de Ishikawa a
seguir:
As possíveis causas levantadas no Diagrama de Ishikawa foram avaliadas conforme tabela
a seguir:
Possível causa levantada no
diagrama de Ishikawa
Avaliação e/ou evidências
Método
Falta de manutenção preventiva na
válvula borboleta
Não está previsto no plano de
manutenção
Método
Falta de manutenção preventiva na
válvula retenção
Não está previsto no plano de
manutenção
5
Método
Inexistência de válvula antes da
derivação para a Usina
Método
Falta de gestão de mudança antes da
realização da derivação para a Usina
Não foi previsto a instalação
de válvula entre a derivação e
a Usina
Máquinas
Válvula borboleta apresentando
passagem
Como o vazamento não parou
e nem reduziu a pressão foi
confirmado a passagem de
água na válvula borboleta
Travamento da válvula de retenção
O serviço de verificação na
janela de visita da válvula de
retenção foi realizado para
corrigir um possível
travamento da mesma
Máquinas
Picagem para abastecimento da Usina
antes da válvula borboleta de entre ETE
e Reservatório
Foi verificado em área e
confirmado que a picagem
para abastecimento da Usina
foi realizada antes da válvula
borboleta entre ETE e
Reservatório
Mão de Obra
Falha na verificação da existência de
pressão na linha antes da realização da
atividade
Não foram identificados
pontos que possibilitem a
verificação da pressão no
carretel entre válvulas de
retenção e borboleta
Medida
Pressão de água na linha entre a ETE e
Reservatório
A pressão na linha é de
aproximadamente 10 Kgf/cm2
Medida
Falta de instrumento para verificação da
pressão na linha entre válvula de
retenção e borboleta
Não foram identificados
pontos que possibilitem a
verificação da pressão no
carretel entre válvulas de
retenção e borboleta
Material
Oxidação nos componentes da válvula
borboleta
Em avaliação
Material
Oxidação nos componentes da válvula
borboleta
Em avaliação
Material
Rompimento na junta da válvula de
retenção
Em avaliação
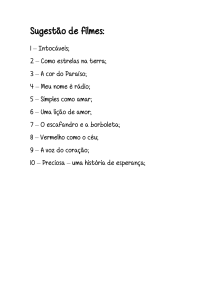
3.3 TÉCNICA DOS “5 PORQUÊS”
Foi verificado em área e não
existe válvula antes da
derivação
6
Para se buscar a causa fundamental, foi realizado a técnica dos “5 porquês” conforme a
seguir:
TÉCNICA DOS 5 PORQUÊS
FATO
(problema)
1° Porque?
Existência de pressão na linha no momento de abertura da janela de inspeção da válvula de retenção
2°Porque?
Válvula borboleta após a válvula de retenção apresentando passagem de água
3°Porque?
Vazamento na válvula de retenção da bomba de envio para o reservatório
Defeito na seda da válvula
borboleta
Incrustação impedindo o
fechamento da válvula borboleta
Agarramento da válvula borboleta
Com isso chegou-se a três causas fundamentais no 3° Porquê.
3.3 PLANO DE AÇÃO
Para correção da falha e tratamento das causas fundamentais encontradas foi elaborado um
plano de ação conforme quadro a seguir:
ITEM
0 QUE
OBSERVAÇÕES
1
Efetuar o reaperto
dos parafusos da
válvula
de
retenção
Para a tentativa de
sanar o vazamento
2
Informar o fato ao
responsável
do
plantão
3
4
5
QUEM
QUANDO
STATUS
Mecânica
Turno
Imediato
Concluído
Para conhecimento
e ações
Encarregado
Turno
Imediato
Concluído
Tentativa
de
correção
da
passagem de água
na parte interna
da
válvula
borboleta
do
recalque
Realização de
manobras de
abertura e
fechamento para
tentativa de
vedação
David
Severiano
20/02/16
Concluído
Providenciar
sobressalente para
a válvula borboleta
e
válvula
de
retenção
Realizar
programação para
paralização
do
envio de água
industrial para a
Usina por um
período de 04
horas
para
Verificar se existem
sobressalentes e
disponibilizar na
ETE01
David Severino
24/02/16
Em
andamento
Verificar com o
Cliente a data a ser
realizada o serviço
Jefferson Ilídio
04/03/16
Em
andamento
7
substituição das
válvulas borboleta
e retenção.
6
Realizar
a
substituição das
válvulas borboleta
e retenção.
O serviço será
realizado no dia
programado para
parada do envio de
água industrial para
a Usina
Onésio
A confirmar
Aguardando
programação
9
Estudar montagem
de uma válvula
entre a ETE e a
derivação
de
alimentação
da
Usina
ou
modificação
no
ponto
de
derivação
Fazer análise do
tempo de parada
necessário para
realização do
serviço e mão de
obra (em comum
acordo com o
Cliente)
Francisco
31/03/16
Em
andamento
10
Estudar montagem
de dreno entre
válvulas
de
retenção
e
borboleta
Para verificação da
existência de
pressão entre as
válvulas de
retenção e
borboleta
Jefferson Ilídio
31/03/16
Em
andamento
12
Estudar
abrangência para
existência
de
ponto
de
verificação
de
existência
de
pressão
entre
válvulas borboleta
e retenção em
outras ETE’s
Verificando na área
se existe um ponto
de verificação ou
não
David
31/03/16
Em
andamento
4 RESULTADOS E DISCUSSÃO
Com base na Análise de Falha e execução do Plano de Ação, pode-se garantir a correta
correção da falha e adoção de medidas para evitar que a mesma torne a ocorrer.
5 CONCLUSÕES
8
A metodologia de análise de falha deve ser aplicada e entendida como sendo uma das
principais técnicas que contribuem com a base de toda gestão do conhecimento, quando
estamos tratando das práticas de manutenção dos ativos dentro das organizações. Portanto,
quando utilizada sempre que for necessário, com determinação, seriedade, profundidade e
disciplina, os resultados estarão sendo refletidos diretamente no desempenho dos
processos produtivos, contribuindo para o atingimento de uma produção com qualidade, na
quantidade programada, no atendimento às necessidades e exigências dos clientes, com
economia, controle e uma operação eficiente, no alinhamento com os requisitos ambientais,
na garantia da integridade estrutural das instalações e na ótima aparência física dos ativos.
Este processo de análise de falha é um ótimo caminho para que possamos registrar todos
os principais eventos relacionados com os ativos, gerando um banco de dados histórico rico
em informações para uma tomada de ação futura com mais confiabilidade, reduzindo os
custos envolvidos com as intervenções, tornando as práticas de manutenção cada vez mais
produtivas para a empresa. Concluindo, esta técnica contribui para que possamos entender
o real significado quando tentamos traduzir e representar as práticas de manutenção,
relacionadas com o lucro da empresa.
REFERÊNCIAS
http://www.abraman.org.br/
http://www.industriahoje.com.br/
http://www.apostilasdaqualidade.com.br/
http://www.engefaz.com.br/
https://pt.wikipedia.org
Ano de entrega
Autorização de Divulgação de Artigo Técnico
AUTORIZAÇÃO DE PUBLICAÇÃO
AUTORIZO A PUBLICAÇÃO DO ARTIGO TÉCNICO NA INTERNET,
JORNAIS E REVISTAS TÉCNICAS EDITADAS PELO IETEC.
NÃO AUTORIZO A PUBLICAÇÃO OU DIVULGAÇÃO DO
TÉCNICO.
ARTIGO
BELO HORIZONTE, ____/____/____
CURSO: __________________________________________________
SEMESTRE/ANO: ___________________________________________
TURMA: _________________
TÍTULO DO ARTIGO:
___________________________________________________________________
___________________________________________________________________
_______________________________________________________
NOME DO AUTOR (LEGÍVEL)
ASSINATURA
_______________________________
_____________________