Indução
Alta Tecnologia no Aquecimento
Indutivo para Aplicação na Indústria
de Laminação a Quente de Perfis Planos
José Machado Junior - SMS Elotherm Brasil
Uma das vantagens do aquecimento por indução é a possibilidade de se aplicar uma grande quantidade
de energia em um determinado tipo de metal, dentro de um espaço de tempo muito curto, o que vai de
encontro às necessidades destas novas usinas ou “minimills”
onceitos de miniusinas
integradas ou “minimills”
para a produção de tiras ou
chapas de aço a quente estão em operação bem-sucedida já há alguns anos.
Todos os componentes da planta,
desde a máquina de lingotamento contínuo vertical, forno de reaquecimento
até a secção do laminador são instalados
em linha permitindo um processo de
produção ininterrupta, desde a fase do
aço líquido até as bobinas como produto
final.
Devido ao constante aumento das
exigências de produtividade e qualidade dos produtos laminados, a integração
de unidades de indução intermediárias
ao processo possibilitou às indústrias siderúrgicas e de laminação não somente
cumprirem tais exigências, mas também
proporcionar uma redução no consumo
de energia e emissão de CO2 para o meio
ambiente.
Aumento da Competitividade
Com o aumento na demanda e produção
mundial, basicamente nos Países emergentes, a busca por novos conceitos estão impulsionando o mercado ao desenvolvimento de novos processos, como:
• Aumento na demanda de até 4
milhões de t / a com dois veios em operação;
• Maior estabilidade na produção
das chapas, em que consideramos chapas
finas as com espessura menor ou igual
a 1 mm em substituição ao processo de
laminação a frio (laminadores Steckel);
• Aumento na resistência mecânica
na produção de chapas criogênicas aplicadas na produção de tubos com espessuras entre 12,5 mm a 25,4 mm.
54 Industrial Heating - Abr a Jun 2014
Uma das vantagens do aquecimento por indução é a possibilidade de se
aplicar uma grande quantidade de energia em um determinado tipo de metal,
dentro de um espaço de tempo muito
curto, o que vai de encontro às necessidades destas novas usinas ou “minimills”
de se aumentar a temperatura do metal
em pontos específicos e estratégicos,
proporcionando uma redução do esforço
aplicado nas cadeiras dos laminadores e
consequente redução nos custos de manutenção, produção e emissão de CO2,
refletindo diretamente em uma melhor
qualidade do produto e de forma sustentável.
O Princípio do Aquecimento Indutivo
para Laminadores a Quente
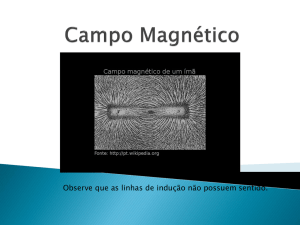
O efeito indutivo é gerado quando uma
corrente elétrica é conduzida através de
um material condutor elétrico, sendo a
polaridade do campo magnético determinada pela polaridade do fluxo da corrente elétrica. (Fig. 1 e 2).
Quando um condutor elétrico é construído em um formato pré-determinado
e comprimento adequado o mesmo proporcionará o aparecimento de linhas de
Fluxo magnético
Corrente
de Eddy
bobina
eddy
Corrente da
bobina
Fig. 1. Princípio do aquecimento indutivo
força mutuamente acopladas, e um forte
campo magnético surgirá. O formato típico de um indutor é o helicoidal, porém
para aplicações como o aquecimento de
placas/chapas ou tiras de aço em linha
de laminação a quente diferentes formatos poderão ser utilizados.
Ainda na Fig. 1, a corrente de Foucault (eddy current) está ilustrada no
sentido horário e o fluxo magnético gerado no sentido vertical de baixo para
cima, através do material, o que consequentemente irá gerar calor ou o aquecimento pelo efeito “Joule”, diretamente
proporcional à resistência do material,
através da potência e frequência da
corrente aplicadas, o controle de temperatura se torna bastante acurado. Um
sistema de indução para laminadores a
quente é constituído basicamente de um
transformador de alimentação; conversor de frequência EloHeat™ - Elomat;
circuito oscilante ou tanque formado
por capacitores, transformador de acoplamento, indutores e finalmente a carga ou material a ser aquecido (Fig. 3).
Indicaríamos então um indutor helicoidal para a equalização da temperatura na entrada ou logo após a saída
do material do forno de reaquecimento,
bem como na entrada do rolo de desbaste, onde a tira de aço possui espessura
suficiente para a aplicação da indução
sob frequências mais baixas, e indutores
transversais nos pontos intermediários
às cadeiras de laminadores, onde as tiras
se apresentam com espessuras reduzidas,
sendo necessária a aplicação de frequências elevadas o que também previne o efeito de cancelamento do campo
magnético; A profundidade/espessura da
camada de penetração da corrente elétrica, pode ser representada pela fórmula
abaixo,
Indução
Fluxo magnético
Corrente na
bobina
Corrente
na tira
Indutor
Corrente
Fluxo magnético
Placa
Campo magnético longitudinal, placas > 5 mm
Campo magnético transversal, tiras < 5 mm
Fig. 2. Aquecimento longitudinal e transversal
d = 3160 . √ p/Mf
Onde :
d = camada, espessura em polegadas
ohm-polegada
M = permeabilidade magnética
f = frequência aplicada
p = resistividade elétrica do metal
Além das vantagens magnéticas, o
indutor transversal ainda é facilmente
incluído ou retirado automaticamente
da linha, possibilitando uma utilização
e otimização do processo e tornando o
mesmo bastante flexível, pois não é necessária a interrupção da produção.
Em resumo, por meio do aquecimento por indução teremos:
• Consumo de energia durante a
produção efetiva;
• Alta densidade de potência em um
espaço físico bastante reduzido;
• Preço competitivo (investimentos,
manutenção e etc.);
• Independente de gás e de petróleo
como combustível;
• Aquecimento rápido e uniforme transversal e longitudinal;
• Redução no aparecimento de carepa.
flex “Compact Strip Production”, a placa ou tira solidificada após a passagem
através da primeira cadeira de laminação
chega ao forno de reaquecimento com
uma temperatura de entrada ao redor de
1000oC e tem sua temperatura elevada
para 1150oC; em aplicações especiais,
como aço silício e ligas especiais de
aços leves, temperaturas mais elevadas
são necessárias e, para isto, aplica-se o
aquecimento indutivo logo em seguida
ao forno de reaquecimento melhorando,
elevando e regulando-se a temperatura
em até 200 oC Delta T para a continuidade do processo e entrada do material nas
cadeiras de laminadores a quente, onde,
por sua vez, é iniciada a redução de espessura (Fig. 4).
Devido à possibilidade de se trabalhar com o forno de reaquecimento a
temperaturas de encharque reduzidas,
experimentamos ainda uma redução sensível nos custos de manutenção, maior
vida útil do refratário do forno, redução
nos níveis de carepa e, consequentemente, dos rolos de transporte, pois a carepa
é, por sua vez, bastante abrasiva.
Outra aplicação seria a utilização do
aquecimento indutivo antes do forno de
reaquecimento, proporcionando uma
sensível redução do tamanho físico do
mesmo, eliminando a zona ativa, reduzindo o consumo de gás e, consequentemente, diminuindo a emissão de CO2
para o meio ambiente.
A combinação ideal entre o forno
de reaquecimento e um sistema de indução de alta eficiência energética, como
verificado acima, permitirá que o forno
de reaquecimento trabalhe com temperaturas reduzidas até, por ex, 1120oC,
quando, por sua vez, não será necessária
a utilização de rolos refrigerados, pois os
mesmos operam em temperaturas mais
baixas. Trabalhando-se a temperaturas
reduzidas e com menor tempo de exposição ao oxigênio do meio ambiente, uma
sensível redução na oxidação do material é experimentada (redução dos níveis
de aparecimento de carepa). Graças a
este conjunto e novo conceito, o forno
de reaquecimento - sem refrigeração e
Fonte: SMS Siemag
Aquecimento por indução em
laminadores a quente
Descarepador
por alta pressão
CSP® flex
Laminador CSP®
Nas linhas de laminação a quente CSP®
Lingotamento CSP®
Fig. 3. Equipamento de Indução SMS
Elotherm para aquecimento contínuo, com
três módulos de 4.5 MW cada e indutores
helicoidais
Forno de
encharque/
reaquecimento
CSP®: Compact Strip Production
Fig. 4. CSP® Laminador a quente. Fornecimento SMS Siemag
Abr a Jun 2014 - www.revistalH.com.br 55
Indução
Fig. 5. Sistemas de indução SMS Elotherm de 4,5 MW por unidade com
600 mm de espaço de instalação. Fonte: SMS Siemag
Fig. 6. Sistemas de indução SMS Elotherm de 3.2 MW por unidade com
550 mm e indutores de fluxo transversal. Fonte: SMS Siemag
aquecimento indutivo -, até 10% do consumo de energia poderá
ser salvo, dependendo da configuração da linha, material e gama
de produtos.
Resumo
O aquecimento por indução possui um elevado fator de potência e eficiência energética pela possibilidade de se aplicar elevados níveis de densidade/potência em espaços físicos bastante
reduzidos ao longo do processo, permitindo, assim, serem integrados ou ainda adaptados em inovadoras e modernas linhas de
laminação tipo “minimills” ou miniusinas.
As principais vantagens seriam:
• Aumento na vida útil do refratário dos fornos de reaquecimento e a não necessidade de refrigeração dos rolos dos mesmos;
• Sensível redução da emissão de CO2 para o meio ambiente
devido à redução do consumo de combustíveis fósseis;
• Controle preciso da temperatura na entrada do laminador;
• Níveis de temperaturas elevados;
• Recristalização estrutural do material;
• Manutenção da temperatura na secção de acabamento
para tiras finas.
Este novo conceito e aplicação para o aquecimento indutivo
proporciona um aumento bastante interessante na qualidade do
produto final e permite o produtor de perfis de aços planos e
longos se tornar especialmente competitivo sob conceitos sustentáveis.
Aquecimento por Indução em Laminadores “Vario”
Aqui, o aquecimento por indução é aplicado entre as cadeiras
de laminação 1 e 2. Trata-se de uma tecnologia inovadora para a
fabricação de tipos de aço microligados com qualidade API para
a indústria de fabricação de tubos de alta qualidade. (ex.: API
X70 até 20 mm de espessura).
O aquecimento por indução garante a manutenção do nível
ideal e uniforme da temperatura entre as duas cadeiras de laminação, obtendo-se, assim, uma maior redução de espessura relativa. Através do alto nível de temperatura podem ser atingidos
também graus de conformação mais elevados, conseguindo-se
uma microestrutura muito homogênea graças à recristalização,
eliminando-se completa do material. Na Fig. 6 temos como
exemplo um sistema de indução SMS Elotherm de 9MW com
unidades retráteis cada uma de 4,5 MW de potência em um espaço físico de 600 mm apenas (Fig. 5).
Aquecimento por Indução em Laminadores a Frio “Steckel”
No processo de laminação contínuo, na secção dos laminadores
tipo “Steckel” adequado para tiras finas < 1 mm, em que a velocidade é limitada a 8 metros/segundo, poderemos utilizar em alguns casos o aquecimento indutivo para compensar o alto nível
de perda de temperatura, aplicando o mesmo por exemplo entre
as últimas duas ou três cadeiras intermediárias de laminação.
A temperatura nesta secção originalmente está reduzida para
algo ao redor de 700oC. Pela inclusão de módulos ou sistemas de
indução intermediários entre as últimas cadeiras da linha, ou
cadeiras de acabamento, poderemos atingir temperaturas de até
950oC, a qual é recomendada para esta secção no processo de
laminação, tanto para o fator metalúrgico do material como para
o processo continuo. No exemplo foram instalados sistemas de
indução SMS Elotherm com potência de 3,2 MW/cada, em um
espaço físico de 550 mm, com indutores de fluxo transversal e
atuação retrátil, possibilitando a inclusão e retirada automática
dos mesmos na linha (Fig.6).
56 Industrial Heating - Abr a Jun 2014
Referências
[1] Boletim Metec edição especial jun 2011.
[2] Desenvolvimento e avaliação de conceitos de reaquecimento indutivo no laminador a quente [Vogt: Elotherm; Master thesis 2011]
Elotherm.
Para mais informações, contate: Bbadm. Eng. José Machado Junior,
Diretor da SMS Elotherm Brasil, Alameda Rio Negro, 1030, conj.803,
06454-020, Barueri -SP, Brasil; +55 11 4191-8181; [email protected]; www.sms-elotherm.com. Dipl.-Ing. Anis Abdurahman é Gerente de Vendas e Projetos da SMS Elotherm GmbH.
Ele pode ser contatado em: [email protected]. Dipl.-Wirt.-Ing. Dirk M. Schibisch é Vice-Presidente de Vendas/Marketing
da SMS Elotherm GmbH. Ele pode ser contatado em: d.schibisch@
sms-elotherm.de.