Polímeros: Processamento
Noções de reologia dos polímeros
Reologia → tensão aplicada
Tensão aplicada é a pressão
Resposta é uma deformação e fluxo contínuo
Fluxo depende das características de cisalhamento do material.
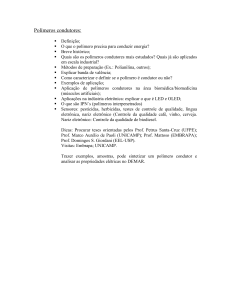
Fluidos Newtonianos: a velocidade independe da taxa de
cisalhamento
Fluidos Não Newtonianos: a velocidade depende da taxa de
cisalhamento
Polímeros: Processamento
Noções de reologia dos polímeros
Polímeros: Processamento
Noções de reologia dos polímeros
Caracterização reológica dos polímeros
(formulação polimérica):
Processo de transformação adequado
Possíveis falhas de processamento
Defeitos nos produtos que são essencialmente
de origem reológica
Polímeros: Processamento
Extrusão
Injeção
Extrusão-sopro
Injeção-sopro
Termoformagem
Polímeros: Processamento
Moldagem por Extrusão
Aplicações:
Produtos como barras, fitas, mangueiras, tubos,
perfis, filmes, etc
Chapas e “parison” para outros processos de
transformação
Homogeneização de aditivos
Obtenção de grânulos (virgens ou processados)
Vantagens:
Produção elevada e contínua
Menor consumo de energia (por volume de material
produzido)
Facilidade de manutenção e operação
Polímeros: Processamento
Moldagem por Extrusão
Polímeros: Processamento
Moldagem por Extrusão
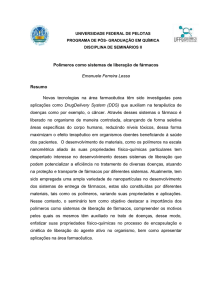
Componentes principais de uma extrusora
1. Funil de alimentação
2. Rosca (parafuso sem fim)
a. Alimentação
b. Compressão ou transição
c. Medição ou dosagem
3. Cilindro (ou canhão)
No fim do cilindro encontram-se peneiras e um
disco perfurado
4. Matriz (ou cabeçote)
Polímeros: Processamento
Moldagem por Extrusão
Componentes principais de uma extrusora
1. Funil de alimentação
É montado no início do cilindro e tem como função
armazenar o material, conduzindo-o ao cilindro. A
alimentação pode ser por simples gravidade (pode gerar
engasgo) ou por um parafuso de alimentação, com vazão
compatível com a descarga.
Polímeros: Processamento
Moldagem por Extrusão
Componentes principais de uma extrusora
2. Rosca (parafuso sem fim)
A rosca: tem como função transportar o polímero através do
canhão que é aquecido por mantas elétricas. O polímero é
misturado (homogeneizado) e modelado. Altas pressões são
geradas durante o transporte (processo de fusão e mistura da
massa polimérica).
Polímeros: Processamento
Moldagem por Extrusão
Componentes principais de uma extrusora
Desenho adequado da rosca: geometria – às condições
especificadas do produto: fusão, homogeneização e
transporte do material.
Polímeros: Processamento
Moldagem por Extrusão
a. Zona de Alimentação
Os grãos plásticos caem na zona de alimentação, a qual leva o
material até uma certa distância enquanto eles são aquecidos
por condução e atrito mecânico até que estejam amolecidos.
Nesta zona o canal do parafuso geralmente possui uma seção
transversal constante. Apresenta um maior comprimento
para polímeros cristalinos os quais requerem maior calor
para fundir, e mais curta para plásticos amorfos os quais
requerem menos calor, como vinis plastificados, os quais
podem ser comprimidos imediatamente após a sua entrada
na extrusora.
Polímeros: Processamento
Moldagem por Extrusão
b. Zona de Compressão (ou zona de plastificação)
Contém a transição entre os grãos peletizados e o fundido
contínuo. Calor é produzido por trabalho mecânico, e mais é
adicionado por condução através da carcaça, quando
necessário.
Polímeros: Processamento
Moldagem por Extrusão
c. Zona de Medição ou Dosagem
Possui uma seção transversal constante, mas apresenta uma
profundidade de canal menor. Nela o polímero é misturado e
cisalhado para produzir um fundido de temperatura e
composição uniformes. A maior parte do cisalhamento é
realizado nesta zona.
Polímeros: Processamento
Moldagem por Extrusão
Componentes principais de uma extrusora
3. Cilindro (ou canhão)
É o corpo da extrusora, responsável pelo suporte da
máquina e pelo aquecimento. É fabricado em aço liga
nitretado para resistir a altas temperaturas e pressões. O
aquecimento é por resistências elétricas. A temperatura
aumenta progressivamente e é controlada por
termopares. Existem camisas para eventual refrigeração
(a ar ou água)
Polímeros: Processamento
Moldagem por Extrusão
Componentes principais de uma extrusora
4. Matriz (ou cabeçote)
É conectada com o cilindro e tem função de fornecer
a forma do produto final (tubos, filmes, etc) Deve ser
projetada para dar fluxo uniforme ao material, sem
pontos mortos onde o material possa se acumular e
degradar.
Polímeros: Processamento
Moldagem por Extrusão
Fatores que podem ser variados na extrusora:
Diâmetro (D) e comprimento (L) da rosca, ou seja, razão L/D
Passo da rosca
Profundidade do canal da rosca
Velocidade rotacional da rosca
Forma da matriz e da grelha
T do canhão, rosca e matriz
Polímeros: Processamento
Moldagem por Extrusão
Influência das propriedades dos polímeros
Pseudoplasticidade
O grau de cristalinidade e a velocidade de cristalização
Estabilidade térmica do polímero
Polímeros: Processamento
Moldagem por Extrusão
Requisito das extrusoras
Exigências para todas as roscas → extrusoras
Avanço constante, sem pulsação
Produção de um fundido homogeneizado
térmica e mecanicamente
Processamento do material abaixo de suas
faixas limites de degradação térmica, química
e mecânica
Ponto de vista econômico: produção em grande
escala com baixo custo
Polímeros: Processamento
Moldagem por Extrusão
Aplicações:
Tubos
Geralmente feitos de PVC, ABS, PS, PE.
Polímeros: Processamento
Moldagem por Extrusão
Aplicações:
Tubos
Polímeros: Processamento
Moldagem por Extrusão
Aplicações:
Chapas
PS de alto impacto é o mais usado. HDPE, PVC e ABS.
Chapas ¼ mm de espessura (abaixo disso é filme).
Polímeros: Processamento
Moldagem por Extrusão
Aplicações:
Filmes
PE, PP (orientado e não orientado), PS, Nylon, PVC
PEBDL
PEAD
Polímeros: Processamento
Moldagem por Extrusão
Aplicações:
Coberturas de fios e cabos
Polímeros: Processamento
Moldagem por Injeção
Polímeros: Processamento
Moldagem por Injeção
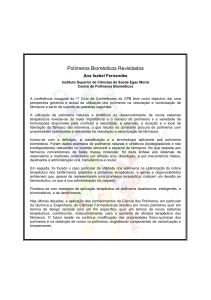
Moldagem por injeção é um processo cíclico de transformação
de termoplásticos e abrange as seguintes etapas:
Transporte do Material
Aquecimento e fusão da resina
Homogeneização do material fundido
Injeção do extrudado no interior da cavidade do molde
Resfriamento e solidificação do material na cavidade
Ejeção da peça moldada
Fusão do
polímero
Homogeneização e
injeção do fundido
dentro do molde
Resfriamento
do molde
Ejeção
da peça
Polímeros: Processamento
Moldagem por Injeção
Moldagem por injeção abrange as seguintes etapas:
Transporte do Material
Aquecimento e fusão da resina
Homogeneização do material fundido
Injeção do extrudado no interior da cavidade do molde
Resfriamento e solidificação do material na cavidade
Ejeção da peça moldada
Polímeros: Processamento
Moldagem por Injeção
Unidade de injeção
Funil de Alimentação
Canhão (Cilindro)
Rosca (Parafuso)
Elementos de Homogeneização sobre a rosca
Válvula de Não-Retorno (na extremidade da rosca)
Bico de Injeção
Aquecimento do Canhão
Guia e Acionamento da Unidade de Injeção
Polímeros: Processamento
Moldagem por Injeção
Para se conseguir bons resultados nas peças
moldadas, deve-se manter sob controle as variáveis:
Pressões (injeção, recalque e contra pressão)
Temperaturas (cilindro, massa e molde)
Velocidade de injeção
Rotação da rosca
Polímeros: Processamento
Moldagem por Injeção
Polímeros: Processamento
Moldagem por Injeção
Molde
Um item fundamental para uma boa moldagem de um
determinado plástico é sem dúvida o molde, no que
concerne ao seu projeto e material com o qual foi
construído. Um projeto mal feito ou um material mal
definido, podem ser os responsáveis por inúmeros
problemas frequentemente observados na moldagem por
injeção, como tensões residuais, manchas, peças
queimadas,etc.
Polímeros: Processamento
Moldagem por Injeção
Molde - Pontos de Entrada de Injeção
* Peças grandes que necessitam de vários pontos de
entrada, estes devem estar próximos o bastante para
evitarem perda de pressão;
* Para evitar aprisionamento de gases, o fluxo do material a
partir do ponto de entrada deve ser dirigido para as saídas
de gases;
* Os pontos de entrada devem estar localizados em local de
pouca solicitação da peça;
* Os pontos de entrada devem estar localizados de tal forma
a minimizar linhas de emenda.
Polímeros: Processamento
Moldagem por Injeção
Vantagens do Processo
Peças podem ser produzidas com altas taxas de produtividade
Produção de peças de grandes volumes
Custo de mão-de-obra é relativamente baixo
O processo é altamente suscetível à automação
Peças requerem pouco ou nenhum acabamento
As peças podem ser moldadas com insertos metálicos
Desvantagens do Processo
Competição acirrada oferece baixa margem de lucro
Os moldes são muito caros
A qualidade das peças é difícil de ser determinada
imediatamente
Falta de conhecimento dos fundamentos causa problemas
Polímeros: Processamento
Moldagem por Injeção
Polímeros: Processamento
Moldagem por Termoformagem
O processo de transformação plástica através da
termoformagem consiste em aquecer chapas de plástico de
diversos tipos de materiais e espessuras; através de máquinas
termoformadoras a peça desejada é formada em torno de um
molde.
O aquecimento da lâmina pode ser feito por contato,
convecção ou radiação infravermelha. Em seguida, a placa
amolecida é puxada ou pressionada para o interior do molde.
Polímeros: Processamento
Moldagem por Termoformagem
É uma técnica ideal para produção de peças descartáveis,
com paredes delgadas ou de grandes dimensões, pois
possibilita a utilização de moldes de baixo custo. Através da
termoformagem são obtidos artefatos como:
Portas e compartimentos de refrigeradores e freezers
Copos descartáveis
Brinquedos
Partes de máquinas de lavar pratos
Piscinas
Embalagens transparentes
Peças para indústria automobilística e aeronáutica
Polímeros: Processamento
Moldagem por Termoformagem
A termoformagem pode ser realizada das seguintes
maneiras:
A vácuo
Por pressão
Mecanicamente
Polímeros: Processamento
Moldagem por Termoformagem
O processo de Termoformagem passa por três etapas
principais:
1- Após o material entrar na máquina, passa por um
aquecimento até atingir certa temperatura na qual começa
a escoar. Neste momento o material está com uma
viscosidade tal que permite ser moldado.
2- Na segunda etapa o material plástico é disposto sobre um
molde. Simultaneamente uma bomba de vácuo é acionada.
A sucção causada pelo vácuo através do molde (que tem
muitos furos de pequeno diâmetro para permitir a sucção)
faz com que o material plasticamente ativado tome a forma
do molde.
Polímeros: Processamento
Moldagem por Termoformagem
3- Após a desmoldagem a peça gerada pode passar por um
corte para subdividir a chapa inicial em produtos de tamanho
adequado às necessidades em questão.
Polímeros: Processamento
Polímeros: Processamento
Moldagem por Termoformagem
Polímeros: Processamento
Sopro
O processo de moldagem por sopro consiste basicamente de
3 estágios que podem ocorrer simultaneamente ou não,
dependendo do equipamento:
Fusão ou plastificação da resina
Formação do parison ou pré-forma
Sopro do parison num molde para obter o produto final.
Matérias-primas: PEA, PP, PVC, PET, PS, PC, Nylon.
Características dos produtos soprados:
Tenacidade
Peso reduzido
Resistência química
Excelente processabilidade
Custo reduzido
Polímeros: Processamento
Sopro
Métodos de moldagem por sopro:
1. Extrusão-sopro
2. Injeção-sopro
Polímeros: Processamento
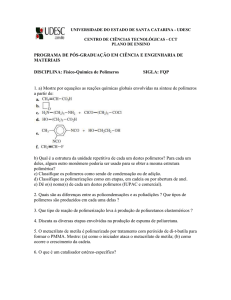
Extrusão - Sopro
O polímero é extrudado através de uma matriz
anular
Tubo de parede fina
Ar comprimido é fornecido através do mandril
interno da matriz
Mantém a tubulação inflada soprando
o tubo até um diâmetro maior
Polímeros: Processamento
Extrusão - Sopro
Polímeros: Processamento
Extrusão - Sopro
Polímeros: Processamento
Injeção - Sopro
É considerado como um desenvolvimento do processo de
moldagem por extrusão-sopro.
O processo requer 1º a injeção de uma pré-forma num
molde de injeção e então (com ligeiro resfriamento) o sopro
desta pré-forma em molde normal de sopro. Segue-se então
as etapas tradicionais da moldagem por extrusão-sopro, que
são o resfriamento e a ejeção da peça.
Como no processo de moldagem por injeção-sopro
necessita-se de 2 moldes isto representa um custo adicional
quando comparado com extrusão-sopro.
Polímeros: Processamento
Injeção - Sopro
Um dos objetivos do processo é o de orientar bi-axialmente
as moléculas de materiais que têm dificuldade para a biorientação no processo de extrusão-sopro convencional.
As moléculas são mono-orientadas ou alinhadas na
injeção, e são bi-orientadas no sopro.
Polímeros: Processamento
Injeção - Sopro
Vantagens da moldagem por injeção-sopro:
Não tem aparas no fundo
Não apresenta rebarbas laterais no pescoço e no gargalo. Maior
precisão no gargalo.
Não necessita da presença integral do operador.
Excelente controle de espessura de parede pelo design da pré-forma.
Excelente controle de peso da peça pelo controle de volume na injeção.
Maior economia da matéria-prima.
Superfície mais brilhante e sem linhas de fluxo.
Bi-orientação do material, permitindo maior resistência mecânica e
menor permeabilidade a gases com a mesma espessura de parede.
Maior facilidade para soprar peças de formas assimétrica.
Maior resistência ao stress cracking.
Polímeros: Processamento
Injeção - Sopro
Matérias-primas mais processadas por injeçãosopro:
PET, PS, PVC, PC, PP e PE