UNIVERSIDADE FEDERAL DE ALAGOAS
UNIDADE ACADÊMICA CENTRO DE TECNOLOGIA
CURSO DE PÓS-GRADUAÇÃO EM ENGENHARIA QUÍMICA
DISSERTAÇÃO DE MESTRADO
TRATAMENTO DE EFLUENTES DA INDÚSTRIA
DE COCO UTILIZANDO OS PROCESSOS DE FENTON E ELETROQUÍMICO
LÚCIO DE MOURA GOMES
ORIENTADORA: PROFa. Dra. CARMEM LÚCIA DE PAIVA E SILVA ZANTA
Maceió
2012
LÚCIO DE MOURA GOMES
TRATAMENTO DE EFLUENTES DA INDÚSTRIA
DE COCO UTILIZANDO OS PROCESSOS DE FENTON E ELETROQUÍMICO
Dissertação de mestrado apresentada ao Programa
de Pós-Graduação em Engenharia Química da
Universidade Federal de Alagoas como requisito
para obtenção do título de Mestre em Engenharia
Química,
sob
a
orientação
da
Professora
Drª. Carmem Lúcia de Paiva e Silva Zanta.
Maceió
2012
Catalogação na fonte
Universidade Federal de Alagoas
Biblioteca Central
Divisão de Tratamento Técnico Bibliotecária
Bibliotecária: Helena Cristina Pimentel do Vale
G633t
Gomes, Lúcio Moura.
Tratamento de efluentes da indústria de coco utilizando os processos de
fenton e eletroquímico / Lúcio de Moura Gomes. – 2012.
71 f. : il., tabs. e grafs.
Orientadora: Carmem Lúcia de Paiva e Silva Zanta.
Dissertação (Mestrado em Engenharia Química) – Universidade Federal
de Alagoas. Unidade Acadêmica Centro de Tecnologia, Maceió. 2012.
Bibliografia: f: 67-71.
1. Tratamento de efluentes. 2. Leite de coco. 3. Processo eletroquímico.
4. Reação de fenton. 5. Resíduos industriais. I. Título.
CDU: 628.54
AGRADECIMENTOS
Ao Meu Senhor Jesus Cristo, por me guiar pelo caminho certo e estar sempre do meu
lado iluminando minha vida;
Aos meus pais, José Anacleto Gomes Filho e Maria Luci de Moura Gomes, aos meus
irmãos e sobrinhos pelo incentivo constante;
Em especial, à minha namorada, Nataly Miranda do Nascimento, pela paciência,
companheirismo e amor incondicional;
À Professora Dra. Carmem Lúcia de Paiva e Silva Zanta em especial, pelo apoio e
orientação;
Ao Professor Wagner Roberto pelo apoio e disposição presente;
A todos que fazem parte do laboratório de eletroquímica, Leandro, Rusa, Jéssica,
Sheyla, Wanessa, Glayce e Jailson pelas contribuições e pelo ambiente de amizade;
Aos meus amigos, Fred, Adilson e Andrea;
Agradeço também à CAPES pelo apoio financeiro.
“Se o senhor não edificar a casa, em vão
trabalham os que a edificam; se o Senhor não
guardar a cidade, em vão vigia a sentinela.
Inútil vos será levantar de madrugada,
repousar tarde, comer o pão de dores, pois
assim dá Ele aos seus amados o sono.”
Salmo 127: 1-2
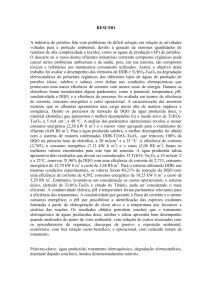
RESUMO
A indústria alimentícia é hoje uma das atividades que mais crescem em todo o planeta, devido
à grande demanda por alimentos, o que acaba gerando uma grande quantidade de resíduos
sólidos, líquidos e gasosos que podem contaminar/poluir a água e o solo. Uma das indústrias
alimentícias que gera uma quantidade significativa de resíduos é a indústria de processamento
de coco. Visando minimizar o impacto ambiental é necessário utilizar algumas técnicas de
tratamento desses efluentes que sejam eficientes e economicamente viáveis. Dentre essas
técnicas atualmente estudadas, os Processos Oxidativos Avançados (POAs) têm recebido
considerável atenção, devido à alta eficiência no tratamento de efluentes e o baixo custo
operacional. Entre os POAs, a aplicação da reação de Fenton e o processo Eletroquímico tem
se destacado. Essas técnicas apresentam baixa toxidade e alta eficiência para a mineralização
da maioria dos compostos orgânicos poluentes. No entanto devido a complexidade de alguns
efluentes, a aplicação de uma única técnica não é suficiente para adequar o efluente para
descarte, por isso, a associação da tecnologia eletroquímica à reação de Fenton torna o
processo ainda mais promissor. O objetivo deste trabalho foi avaliar a aplicação da reação de
Fenton e do processo eletroquímico no tratamento de efluente gerado pela indústria do coco,
aplicando os processos individuais e associados. Neste estudo foi tratado um efluente sintético
composto de uma mistura de leite de coco / água, onde avaliou-se a influencia da
concentração dos reagentes de Fenton; o material catódico empregado; a densidade de
corrente aplicada; e a aplicação das tecnologias individuais, associadas (uma seguida da outra)
e ambas realizadas simultaneamente. Os resultados comprovaram a eficiência das tecnologias
individuais no tratamento do efluente, tendo sido obtida as reduções de 99%, 88% e 86% para
a Turbidez, DQO e COT, respectivamente, para a reação de Fenton seguida de sedimentação;
e de 93% e 75% para a Turbidez e DQO, respectivamente, para o processo eletroquímico
empregando ADE como cátodo e anodo. Já as tecnologias associadas apresentaram as
reduções de 96%, 86%, e 82% para a Turbidez, DQO e COT, respectivamente para o sistema
ADE/Feltro + Fenton. Portanto, os resultados indicam que tanto as tecnologias individuais e
as associadas são bastante eficientes no tratamento do efluente da indústria de beneficiamento
de coco.
PALAVRAS-CHAVE: Leite de coco. Tratamento de Efluente. Reação de Fenton. Processo
Eletroquímico.
ABSTRACT
Nowadays, the food industry is one of activities that fastest growing on the planet due to the
demand for food, which ends up generating a lot of waste solids, liquids and gases that can
contaminate / pollute water and soil. One of the food industry which generates a significant
amount of waste is the coconut processing industry. In order to minimize the environmental
impact is necessary to use some techniques in treatment of this wastewater that are efficient
and economically viable. Between these techniques currently being studied, Advanced
Oxidation Processes (AOPs) have received considerable attention due to the high efficiency in
wastewater treatment and low operating cost. Among the AOPs, the application of the Fenton
reaction and the Electrochemical process has been outstanding. These techniques have low
toxicity and high efficiency for the mineralization of most organic pollutant compounds.
However, due to the complexity of some effluents, the application of a single technique is not
sufficient to adjust the effluent for disposal, thus, the association of the electrochemical
technology and the Fenton reaction makes the process still more promising. The objective of
this study was to evaluate the application of the Fenton reaction and the electrochemical
process to treat wastewater generated by the coconut industry by applying the individual
processes and associates. In this study was treated a synthetic wastewater composed of a
mixture of coconut milk / water, and it was evaluated the influences of the Fenton reactants
concentration, the cathode material used, the applied current density, and applying the
individual technologies, associated (one after the other) or both carried out simultaneously.
The results confirmed the efficiency of individual technologies for the treatment of effluent
and were obtained the reduction of 99%, 88% and 86% for turbidity, COD and TOC,
respectively, for the reaction Fenton followed by sedimentation; and 93% and 75% for
turbidity and COD, respectively, for the electrochemical process employed DSA as cathode
and anode. The associated technologies the reductions were 96%, 86% and 82% for turbidity,
COD and TOC, respectively, for the system DSA / carbon + Fenton reactions. Therefore, the
results indicate that both the individual and the associated technologies are quite effective in
treating the effluent from the coconut processing industry.
KEYWORDS: Coconut milk. Wastewater Treatment. Fenton Reaction. Eletrochemical
Process.
LISTA DE FIGURAS
Figura 2.1 - Distribuição de água no planeta Terra --------------------------------------
16
Figura 2.2 - Palmeira Cocos nucifera Linn------------------------------------------------
17
Figura 2.3 - Inflorescência e fruto (Cocos nucifera L) ----------------------------------
18
Figura 2.4 - Fruto e endocarpo (Cocos nucifera L) --------------------------------------
19
Figura 2.5 - Corte longitudinal esquemático de um coco maduro ---------------------
19
Figura 2.6 - Organograma das classes de tratamento de efluentes (POAs =
Processos Oxidativos Avançados) ----------------------------------------------------------
22
Figura 2.7- Sistemas de tratamento homogêneos e heterogêneos----------------------
25
Figura 2.8 - Processo da reação entre sais de Fe2+ com H2O2--------------------------
26
Figura 3.1 - Eletrodo (ADE) pronto para uso---------------------------------------------
35
Figura 3.2 - Eletrodo Titânio (Ti) pronto para uso---------------------------------------
35
Figura 3.3 - Eletrodo de Feltro pronto para uso------------------------------------------
36
Figura 3.4 - Sistema eletroquímico: 1. fonte de alimentação, 2. eletrólito, 3.
agitador magnético, 4. barra magnética, 5. eletrodos-------------------------------------
37
Figura 3.5 - Digestor (AL-32, Áqua Lytic)-----------------------------------------------
39
Figura 3.6 - Analisador de DQO (Áqua Calor, PoliControl)---------------------------
40
Figura 3.7. Analisador de Carbono Orgânico Total (TOC-V CPH, Shimadzu)------
41
Figura 3.8 - Analisador de Turbidez (AP 2000, Policontrol) --------------------------
42
Figura 5.1 - Efluente bruto tratado com as reações de Fenton e Eletroquímica------
65
LISTA DE GRÁFICOS
Gráfico 4.1 - Redução da DQO em função da concentração de peróxido nas reações
de Fenton-----------------------------------------------------------------------------------------
44
Gráfico 4.2 - Redução da DQO em função da concentração de ferro nas reações de
Fenton---------------------------------------------------------------------------------------------
44
Gráfico 4.3.a - Porcentagem de redução da DQO, em função da concentração de
H2O2-----------------------------------------------------------------------------------------------
46
Gráfico 4.3.b - Porcentagem de redução da DQO, em função da concentração de
Fe+2------------------------------------------------------------------------------------------------
47
Gráfico 4.4 - Turbidez da solução em função da concentração de peróxido de
hidrogênio----------------------------------------------------------------------------------------
48
Gráfico 4.5 - Turbidez da solução em função da concentração de ferro----------------
48
Gráfico 4.6.a - Porcentagem de redução da Turbidez em função da concentração do
ferro-----------------------------------------------------------------------------------------------
49
Gráfico 4.6.b - Porcentagem de redução da Turbidez em função da concentração do
peróxido de hidrogênio-------------------------------------------------------------------------
49
Gráfico 4.7 - Análise de COT-----------------------------------------------------------------
51
Gráfico 4.8 - Análise de Turbidez------------------------------------------------------------
52
Gráfico 4.9 - Análise de DQO----------------------------------------------------------------
53
Gráfico 4.10 - Normatização dos rendimentos entre as análises de Turbidez, DQO e
COT-----------------------------------------------------------------------------------------------
54
Gráfico 4.11 - Resultados das análises de Turbidez e DQO, utilizando densidade de
corrente de 3,125 mA/cm2 e eletrodos de ADE|ADE-------------------------------------
58
LISTA DE TABELAS
Tabela 2.1 - Composição de alimentos por 100 gramas de parte comestível:
centesimal, minerais, vitaminas e colesterol -----------------------------------------------
20
Tabela 2.2 - Poder de oxidação de alguns agentes oxidantes----------------------------
24
Tabela 3.1 - Reagentes Utilizados-----------------------------------------------------------
32
Tabela 3.2- Equipamentos e acessórios utilizados nesse trabalho ----------------------
33
Tabela 3.3 - Valores nutricionais do leite de coco ----------------------------------------
33
Tabela 4.1 - Resultados das análises de DQO em função da concentração dos
reagentes de Fenton----------------------------------------------------------------------------
45
Tabela 4.2 - Resultado das análises de turbidez em função da concentração dos
reagentes de Fenton----------------------------------------------------------------------------
50
Tabela 4.3.a - Resultados das analises do tratamento do efluente em função dos
materiais catódicos estudados----------------------------------------------------------------
55
Tabela 4.3.b - Resultados das analises do tratamento do efluente em função da
densidade de corrente--------------------------------------------------------------------------
57
Tabela 4.4.a - Reação Eletroquímica-------------------------------------------------------
59
Tabela 4.4.b - Reação de Fenton------------------------------------------------------------
59
Tabela 4.4.c - Resultado final do tratamento Eletroquímico seguido de Fenton------
59
Tabela 4.5.a - Reação de Fenton------------------------------------------------------------
60
Tabela 4.5.b - Reação Eletroquímica-------------------------------------------------------
60
Tabela 4.5.c - Resultado final do tratamento de Fenton seguido de Eletroquímico--
61
Tabela 4.6.a - Resultado do tratamento Eletro-Fenton (ADE|ADE + Fenton)-------
62
Tabela 4.6.b - Resultado do tratamento Eletro-Fenton (ADE|Ti + Fenton)-----------
62
Tabela 4.6.c - Resultado do tratamento Eletro-Fenton (ADE|Feltro + Fenton)------
62
Tabela 4.7 - Rendimento dos processos Eletro-Fenton-----------------------------------
62
Tabela 4.8 - Consumo energético nas reações Eletro-Fenton----------------------------
63
Tabela 5.1 - Avaliação dos processos-------------------------------------------------------
64
LISTA DE SIGLAS
DQO - Demanda Química de Oxigênio
DBO - Demanda Bioquímica de Oxigênio
TOG - Total de Óleos e Graxas
COT - Carbono Orgânico Total
LE - Laboratório de Eletroquímica
NTU - Unidade de Turbidez Nefelométrica
POAs - Processos Oxidativos Avançados
ENH - Eletrodo Normal de Hidrogênio
PA - Para Análise
RDO - Reação de Desprendimento de Oxigênio
SUMÁRIO
1 INTRODUÇÃO ---------------------------------------------------------------------------
12
1.1 Objetivos----------------------------------------------------------------------------------
15
1.1.1 Objetivo geral---------------------------------------------------------------------------
15
1.1.2 Objetivos específicos-------------------------------------------------------------------
15
2 REVISÃO BIBLIOGRÁFICA----------------------------------------------------------
16
2.1 Água, um bem esgotável---------------------------------------------------------------- 16
2.1.1 Cenário das águas brasileiras---------------------------------------------------------- 16
2.2 Histórico do coco (Cocos nucifera Linn) até a indústria-------------------------
17
2.2.1 Descrição do coqueiro -----------------------------------------------------------------
18
2.3 Efluentes ----------------------------------------------------------------------------------
22
2.3.1 Processos físicos -----------------------------------------------------------------------
23
2.3.2 Processos químicos --------------------------------------------------------------------
23
2.3.3 Processos biológicos ------------------------------------------------------------------
23
2.4 Técnicas de tratamento químico em efluentes industriais----------------------
23
2.5 Tratamento por fenton-----------------------------------------------------------------
25
2.6 Tratamento eletroquímico-------------------------------------------------------------
28
3 METODOLOGIA APLICADA---------------------------------------------------------
32
3.1 Reagentes ---------------------------------------------------------------------------------
32
3.2 Equipamentos e acessórios ------------------------------------------------------------
32
3.3 Reação de fenton-------------------------------------------------------------------------
33
3.3.1 Procedimento experimental-----------------------------------------------------------
33
3.4 Processo eletroquímico ----------------------------------------------------------------
34
3.4.1 Preparação dos eletrodos--------------------------------------------------------------
34
3.4.2 Procedimento experimental-----------------------------------------------------------
36
3.5 Análises -----------------------------------------------------------------------------------
37
3.5.1 Análise de demanda química de oxigênio (DQO)----------------------------------
38
3.5.2 Análise do teor de carbono orgânico total (COT)----------------------------------
41
3.5.3 Determinação do parâmetro turbidez-----------------------------------------------
42
4. RESULTADOS E DISCUSSÕES-----------------------------------------------------
43
4.1 Otimização das reações de fenton----------------------------------------------------
43
4.2 Otimização das reações eletroquímicas---------------------------------------------
54
4.3 Aplicação dos sistemas de tratamento associados---------------------------------
58
4.4 Reação eletro-fenton--------------------------------------------------------------------
61
5. CONCLUSÕES---------------------------------------------------------------------------- 64
6. REFERÊNCIAS BIBLIOGRÁFICAS------------------------------------------------
67
12
1 INTRODUÇÃO
A água é um valioso elemento promotor do desenvolvimento e do progresso. A água
tem múltiplas utilizações da maior importância econômica e social: o abastecimento da
população e das indústrias; a irrigação das culturas, multiplicando sua produtividade; meio de
transporte, com diferentes tipos de hidrovias; produção de energia, através das grandes e
pequenas usinas hidroelétricas; fator de alimentação, com o desenvolvimento da pesca;
ambiente para o esporte, o turismo e o lazer (FERNANDES, 2009).
A escassez e o uso abusivo da água doce constituem hoje, uma ameaça crescente ao
desenvolvimento e à proteção do meio ambiente. A própria urbanização e o crescimento
industrial e tecnológico e, consequentemente, a poluição que advêm destas mudanças, tornam
o prover de água potável uma tarefa difícil (FERNANDES, 2009).
Com o aumento populacional, a evolução dos processos industriais e o consequente
surgimento de inúmeros produtos que rapidamente tornaram-se de primeira necessidade, a
atividade
industrial
adquiriu
um
caráter
essencial
na
sociedade
contemporânea,
principalmente no que diz respeito à produção e conservação de alimentos.
O processamento de alimentos envolve atividades, desde a agricultura, até processos de
industrialização, os quais geram resíduos, que podem ser sólidos, líquidos e gasosos, e que,
inevitavelmente, terminam lançados no meio ambiente. As características dos resíduos
gerados variam de acordo com o alimento processado e com o grau de industrialização
(CALLADO e PAULA, 1999).
Um produto de grande importância na mesa dos brasileiros devido às suas propriedades
nutricionais e à variedade de derivados é o coco. Na indústria de processamento de coco são
fabricados: leite de coco, água de coco verde, coco ralado e outros derivados, gerando uma
quantidade significativa de resíduos cujo montante aumenta substancialmente o problema
ambiental, principalmente nos grandes centros urbanos, onde o material é de difícil descarte
(COELHO et al., 2001). Os resíduos gerados numa indústria de processamento de coco são
entre outros: casca de coco, aparas, brotos, rejeitos de polpa, coco seco derramado e um
grande volume de água residuária (CALLADO e PAULA, 1999).
O efluente proveniente da indústria de processamento de coco é uma matriz muito
interessante, pois apresenta características bem definidas como baixo pH, devido à presença
dos ácidos orgânicos existentes no coco, e elevado teor de óleos e graxas, fazendo-se
necessário um tratamento adequado para remoção dos contaminantes (CRESPILHO,
SANTANA e REZENDE, 2004).
13
A baixa eficiência dos processos empregados no tratamento de efluente industriais
causa uma grande degradação dos recursos hídricos. Diante deste cenário, é muito importante
o desenvolvimento de tecnologias limpas capazes de remover os poluentes presentes no
efluente antes do lançamento nos corpos receptores (ALTENHOFEN, RODRIGUES e
GONÇALVES, 2011). Com isso, muitos estudos têm sido realizados com intuito de
desenvolver tecnologias capazes de minimizar a toxicidade dos efluentes industriais, de forma
a permitir não somente a redução parcial dos contaminantes, mas também sua completa
mineralização (FREIRE et al., 2000).
Dentre os processos estudados, os Processos Oxidativos Avançados (POAs) têm sido
apontados como uma das mais promissoras alternativas para tratamento de compostos
orgânicos (FREIRE et al., 2000) devido à eficiência para a degradação de compostos
recalcitrantes e ao baixo custo operacional.
Os Processos Oxidativos Avançados (POAs) atuam através da geração de radicais
hidroxilas, que possuem um alto poder de oxidação (KIWI, LOPEZ e NADNOCHENKO,
2000; PÉREZ et al., 2002; PIGNATELLO, OLIVEIROS e MACKAY, 2006), sendo indicado
para o tratamento de efluentes de vários tipos e graus de contaminação (CHAMARRO,
MARCO e ESPLUGA, 2001).
A reação de Fenton e os processos Eletroquímicos são algumas das tecnologias
empregadas para se produzir radicais hidroxilas. Ela consiste na combinação de um sal de
ferro com peróxido de hidrogênio em meio ácido produzindo o radical hidroxila (•OH), de
acordo com a equação 1.1.
Fe2+ + H2O2 → Fe3+ + •OH + HO-
(1.1)
Os radicais hidroxila (•OH) formados atacam o composto orgânico levando à sua
completa oxidação produzindo CO2 e H2O ou, quando resulta em uma oxidação parcial,
geralmente ocorre um aumento da biodegradabilidade dos poluentes e, neste caso, os
compostos orgânicos residuais podem ser removidos por meio de tratamento biológico. A
eficiência do processo de oxidação do reagente Fenton depende da razão H2O2 / carbono
orgânico, do teor de matéria orgânica, pH, temperatura e concentração de ferro, sendo que
diferentes condições de operação podem ser empregadas de modo a alcançar a eficiência
máxima na degradação dos poluentes orgânicos, dependendo do tipo de efluente a ser tratado
(ARAUJO, COSSICH e TAVARES, 2009).
14
O processo Eletroquímico pode oferecer opções viáveis para remediar problemas
ambientais, particularmente de efluentes aquosos. Neste processo, o elétron é o principal
reagente, evitando o uso de compostos químicos. A tecnologia eletroquímica pode gerar
diversas espécies químicas oxidantes, dentre elas, o radical hidroxila (FREIRE et al., 2000).
A oxidação de compostos orgânicos em eletrodos óxidos (MOx) é simultânea a RDO. A
primeira etapa é a descarga da água (meio ácido ou neutro) ou OH- (meio básico) sobre o
ânodo, para produzir radicais hidroxilas adsorvidos, equação 1.2 (COMNINELLIS e DE
BATTISTI, 1996).
MOx + H2O → MOx(•OH) + H+ + e-
(1.2)
Numa segunda etapa, dependendo da natureza química do óxido investigado, os radicais
hidroxilas adsorvidos podem interagir com vacâncias de oxigênio presentes no ânodo,
ocorrendo então uma transição de oxigênio do radical hidroxila adsorvido para a estrutura do
óxido, formando um óxido superior, MOx+1, equação 1.3 (COMNINELLIS e DE BATTISTI,
1996).
MOx(•OH) → MOx+1 + H+ + e-
(1.3)
A partir da geração dos radicais hidroxilas, uma série de reações pode levar à oxidação
ou mineralização do poluente. O grau de degradação depende, dentre outros fatores, do
material anódico empregado e do meio reacional (COMNINELLIS e DE BATTISTI, 1996).
Desta forma, o objetivo deste trabalho é analisar as variáveis operacionais, que afetam a
eficiência do tratamento do efluente da indústria de coco, através de processos de Fenton e
Eletroquímico.
15
1.1 Objetivos
1.1.1 Objetivo geral
Avaliar a reação de Fenton e o processo Eletroquímico no tratamento de efluentes da
indústria de beneficiamento do coco, aplicando-se os processos individuais ou associados.
1.1.2 Objetivos específicos
i. Avaliar a eficiência dos Processos Oxidativos Avançados (reação de Fenton e processo
Eletroquímico) no tratamento de efluentes da indústria do coco, visando à adequação para
descarte;
ii. Avaliar a influência das condições experimentais na eficiência do processo de tratamento
de efluentes oriundos da indústria de coco;
iii. Determinar as melhores condições experimentais da reação de Fenton e Eletroquímica para
o tratamento deste efluente;
iv. Investigar a eficiência das reações de Fenton e dos processos Eletroquímicos, aplicando-se
os processos individuais ou associados, para a diminuição de cargas orgânicas presentes no
efluente da indústria do coco.
16
2 REVISÃO BIBLIOGRÁFICA
2.1 Água, um bem esgotável
A água é uma das substâncias mais abundantes em nosso planeta e pode ser encontrada
em três estados físicos: sólido (geleiras), líquido (oceanos e rios), gasoso (vapor d’água na
atmosfera). Aproximadamente, 70% da superfície terrestre se encontra coberta por água. No
entanto, menos de 3% deste volume é de água doce, cuja maior parte está concentrada em
geleiras (geleiras polares e neves das montanhas), restando uma pequena porcentagem de
águas superficiais para as atividades humanas (FRANCISCO, 2011). A figura 2.1 mostra a
distribuição de água no planeta Terra.
Figura 2.1- Distribuição de água no planeta Terra.
Fonte: (NAVES, 2009).
2.1.1 Cenário das águas brasileiras
O Brasil é um país privilegiado com relação à disponibilidade de água, detém 53% do
manancial de água doce disponível na América do Sul e possui o maior rio do planeta (rio
Amazonas). No entanto, mesmo com grande disponibilidade de recursos hídricos, o país sofre
com a escassez de água potável em alguns lugares. A água doce disponível em território
brasileiro está irregularmente distribuída: aproximadamente, 72% dos mananciais estão
presentes na região amazônica, restando 27% na região Centro-Sul e apenas 1% na região
Nordeste do país (FRANCISCO, 2011).
A escassez e o uso abusivo da água doce constituem hoje, uma ameaça crescente ao
desenvolvimento e à proteção do meio ambiente. A saúde e o bem estar de milhões de
17
pessoas, a alimentação, o desenvolvimento sustentável e os ecossistemas estão em perigo. É
necessário e urgente que a gestão dos recursos hídricos se efetue de forma mais competente e
eficaz do que vem sendo feita até hoje. Essa conclusão não é apenas teórica, nem se refere a
um futuro remoto. O problema é atual e afeta a humanidade de hoje. A sobrevivência de
milhões de pessoas exige uma ação imediata, competente e eficaz. A própria urbanização, o
crescimento industrial e tecnológico e a poluição que advêm destas mudanças tornam o prover
de água potável uma tarefa difícil. Portanto, faz-se necessário um gerenciamento e uma
política séria destes escassos recursos, com um controle radical da poluição (FERNANDES,
2009).
2.2 Histórico do coco (Cocos nucifera Linn.) até a indústria
O coqueiro (Cocos nucifera L.) pertence à família Arecaceae (palmeiras). É a única
espécie classificada no gênero Cocos, sendo a palmeira de maior importância econômica. A
figura 2.2 mostra a palmeira Cocos nucifera Linn.
Figura 2.2- Palmeira Cocos nucifera Linn.
Fonte: (JORNALLIVRE, 2011).
Sua origem é controversa, enquanto uns afirmam que é originário da Costa Ocidental da
América Central e dali disseminou-se pelo sudeste asiático, outros dizem que é nativa da
Indonésia, Nova Zelândia ou Índia (LORENZI, 1992). Para FREMOND, ZILLER e De
LAMOTHE (1975) e CUENCA (2001) é originária, provavelmente, do sudeste asiático e
encontra-se disseminada por toda região intertropical, presente em mais de 86 países. Existe
uma teoria de que o coqueiro espalhou-se pelo mundo, através das correntes marítimas, que o
levaram mar a fora e chegaram às praias, inclusive na região litorânea brasileira, entre Bahia e
18
Rio Grande do Norte, onde, até hoje, existem em profusão. Mais tudo indica que esta cultura
tenha sido introduzida no Brasil em 1553, em específico na região do Recôncavo Baiano,
procedente da ilha do Cabo Verde, e espalhou-se por toda costa do país, levado,
provavelmente, por dispersão natural, através das correntes marítimas (JONES, 1999).
2.2.1 Descrição do coqueiro
É uma planta monocotiledônea, lenhosa, formando um grupo natural, com morfologia
muito característica, que permite, mesmo aos mais leigos, a sua identificação, sem maiores
dificuldades. É considerada, ao lado das gramíneas (DEL CANÍZIO, 2002), espécie das mais
relevantes entre os grupos vegetais de importância econômica regional, tornando essencial
para o sustento de comunidades inteiras. Os frutos apresentam variações nas formas,
tamanhos e cores, sendo que alguns deles são muito decorativos, além do mais, podem se
constituir em importante fonte alimentar. O coqueiro apresenta estipe cilíndrico, quase sempre
meio largo na base, com 40 a 70 centímetros de diâmetro e até 30 metros de altura. Pouco ou
muito recurvado, conforme a ação dos ventos. O fruto é uma drupa ovóide, e quase globosa,
com mais ou menos 30 centímetros de comprimento e 25 centímetros de diâmetro. A parte
interna contém água, que diminui à medida que o mesmo se desenvolve, até desaparecer coco seco (LORENZI e MOREIRA, 2001).
As figuras 2.3 e 2.4 ilustram as inflorescências, o fruto e o endocarpo da espécie Cocos
nucifera Linn.
Figura 2.3- Inflorescência e fruto (Cocos nucifera L).
Fonte: (BING IMAGES, 2011).
19
Figura 2.4- Fruto e endocarpo (Cocos nucifera L.).
Fonte: (SILVESTRE, 2010).
Do coqueiro, além da água e do albúmen sólido do fruto maduro, podem ser
aproveitadas outras partes. As folhas podem ser usadas para telhados; a inflorescência produz
açúcar e álcool; e o endocarpo, carvão. Da casca extraem-se fibras, para fabricar artigos de
vestuário, tapetes, sacaria, almofadas, colchões, bancos de carros, escovas, pincéis, capachos
passadeiras, cordas marítimas, cortiça isolante e cama de animais. Os resíduos da
industrialização desse material podem ser utilizados na adubação de culturas. O coqueiro,
como toda palmeira, também produz palmito para alimentação humana e, além disso, se
desenvolve em quase todas as regiões tropicais do globo. Existem diversas variedades de
coqueiros, e seus frutos variam de cor, forma, tamanho etc. Em geral, um coco comum,
maduro, pesa cerca 1,0 a 1,5 kg e consiste de seis partes, que estão ilustradas na figura 2.5.
Figura 2.5- Corte longitudinal esquemático de um coco maduro.
Fonte: (AUTOR, 2012).
20
A tabela 2.1 mostra a composição de alimentos para 100 gramas de leite de coco e água
de coco.
Tabela 2.1- Composição de alimentos por 100 gramas de parte comestível: minerais, vitaminas
e colesterol.
Descrição dos Alimentos
Água de Coco
Leite de Coco
Industrializado
Umidade - ( % )
94,3
78,0
Energia - ( kcal )
22,0
166,0
Energia - ( kJ )
90,0
695,0
Proteínas - ( g )
Tr
1,0
Lipídeos - ( g )
Tr
18,4
Colesterol - ( mg )
NA
NA
Carboidratos - ( g )
5,3
2,2
Fibra Alimentar - ( g )
0,1
0,7
Cinzas - ( g )
0,5
0,4
Cálcio - ( mg )
19,0
6,0
Magnésio - (mg )
5,0
17,0
Manganês - ( mg )
0,25
0,24
Fósforo - ( mg )
4,0
26,0
Ferro - ( mg )
Tr
0,5
Sódio - ( mg )
2,0
44,0
162,0
144,0
Cobre - ( mg )
Tr
0,16
Zinco - ( mg )
Tr
0,3
Retinol - ( mg )
NA
NA
Tiamina - ( mg )
0,01
Tr
Riboflavina - ( mg )
Tr
Tr
Piridoxina - ( mg )
Tr
Tr
Niacina - ( mg )
Tr
Tr
Vitamina C - ( mg )
2,4
Tr
Potássio - ( mg )
Abreviações: NA: Não Apresenta, Tr: traço. Adotou-se traço nas seguintes situações: a) valores de
nutrientes arredondados para números com uma casa decimal que caiam entre 0 e 0,05 e b) valores
abaixo dos limites de quantificação.
Fonte: (LIMA et al., 2006).
21
A área cultivada com coqueiros no mundo, em 2005, foi cerca de 10,8 milhões de
hectares, com produção de 55 milhões de toneladas (FAO, 2006). O Brasil é o quarto maior
produtor mundial, com 1,99 bilhões de frutos, em área colhida, em 2005, estimada em 276,8
mil hectares. Os cinco estados maiores produtores são Bahia, Pará, Ceará, Pernambuco e
Espírito Santo (AGRIANUAL, 2006).
A produção brasileira de coco, mesmo sendo pequena em relação aos países asiáticos
pelo fato do Brasil não produzir óleos, sempre foi de fundamental importância na vida e na
economia das populações nordestinas, principalmente nos estados do Ceará, Rio Grande do
Norte, Paraíba, Pernambuco, Alagoas, Sergipe e Bahia (CUENCA, 2001).
Em Alagoas a produção anual é de 80 milhões do fruto, ocupando o 7° lugar entre as
produtoras da federação. Sua área cultivada é de 15 mil hectares onde tem aproximadamente 5
mil produtores, sendo em sua maioria pequenos agricultores (GAZETA, 2008).
A produtividade média brasileira de coco é baixa, na ordem de 20 a 30 frutos/planta/ano
e a produção não tem sido suficiente para atender à demanda do mercado interno, o que tem
resultado, como consequência, em importações de volumes expressivos de coco seco e semiindustrializado e, até mesmo, de coco verde para água (AGRIANUAL, 2006).
No Brasil, o coco é tratado como fruta e não como oleaginosa, que possui vasta
aplicação in natura, com seus respectivos derivados, insumo industrial, condimentos,
especiarias ou outras formas de utilização (ABREU, 2002).
No Brasil, anualmente, são produzidas cerca de 4 milhões de toneladas de subprodutos e
resíduos originários da exploração do coqueiro. Deste total, 1,85 milhões de toneladas são de
casca e 1,65 milhões são de folhas secas que, na maioria das vezes, são descartadas como lixo
nas propriedades, eliminando-se sem um uso específico; matérias-primas finitas e renováveis
de alto valor para a agricultura (EMBRAPA, 2004).
A indústria de processamento de coco gera uma quantidade significativa de resíduos
líquidos, no entanto, têm-se pouquíssimas informações sobre a composição deste efluente,
possivelmente devido à complexidade da sua composição. Geralmente, esses efluentes
apresentam elevador teor de óleos e graxas, elevadas DBO, DQO, COT e Turbidez, além de
uma grande concentração de sólidos suspensos (CALLADO, 1999).
Geralmente os efluentes líquidos, após um pré-tratamento para retirada grosseira de
óleos, graxas e sólidos em suspensão, são lançados na rede pública coletora de esgoto da
cidade. Poucos trabalhos se encontram documentados na literatura sobre estudo de tratamento
deste efluente, o que incentivou a realização deste trabalho.
22
2.3 Efluentes
A grande diversidade das atividades industriais ocasiona, durante o processo produtivo,
a geração de efluentes, os quais podem poluir/contaminar o solo e a água, sendo preciso
observar que nem todas as indústrias geram efluentes com poder impactante nesses dois
ambientes. Em um primeiro momento, é possível imaginar serem simples os procedimentos e
atividades de controle de efluente na indústria. Todavia, as diferentes composições físicas,
químicas e biológicas, as variações de volumes gerados em relação ao tempo de duração do
processo produtivo, a potencialidade de toxicidade e os diversos pontos de geração na mesma
unidade de processamento recomendam que os efluentes sejam caracterizados, quantificados e
tratados e/ou acondicionados, adequadamente, antes da disposição final no meio ambiente.
As características físicas, químicas e biológicas do efluente industrial são variáveis com
o tipo de indústria, com o período de operação, com a matéria-prima utilizada, com a
reutilização de água etc. Com isso, o efluente líquido pode conter materiais solúveis ou
sólidos em suspensão, com ou sem coloração, orgânico ou inorgânico, com temperatura baixa
ou elevada. Entre as determinações mais comuns para caracterizar a massa líquida estão as
determinações físicas (temperatura, cor, turbidez, sólidos etc.), as químicas (pH, alcalinidade,
teor de matéria orgânica, metais etc.) e as biológicas (bactérias, protozoários, vírus etc.)
(CIMM, 2011). A figura 2.6 esquematiza, de uma maneira geral, os principais métodos de
tratamento de efluentes industriais.
Figura 2.6- Organograma das classes de tratamento de efluentes (POA = Processos Oxidativos
Avançados).
Fonte: (FREIRE et al., 2000).
Os processos de tratamento utilizados são classificados de acordo com princípios
físicos, químicos e biológicos.
23
2.3.1 Processos físicos
Os processos físicos estão sempre associados aos tratamentos preliminares e primários,
promovem a remoção de sólidos flutuantes (ou não) geralmente de dimensões relativamente
grandes, de sólidos em suspensão, areias, óleos e gorduras. Para essa finalidade, são utilizados
principalmente grades, peneiras, caixas de areia, tanques próprios para a remoção de óleos e
graxas, flotadores, decantadores e filtros (SILVA, 2005).
2.3.2 Processos químicos
Dependem das propriedades químicas dos contaminantes ou das propriedades químicas
dos reagentes incorporados. Exemplos: coagulação, precipitação, troca iônica, oxidação,
neutralização (CIMM, 2011).
2.3.3 Processos biológicos
Os processos biológicos dividem-se em aeróbios, anaeróbios e facultativos. O
tratamento biológico procura reproduzir os mecanismos naturais de depuração da matéria
orgânica biodegradável. É um processo de tratamento contínuo, geralmente ocupa grandes
áreas, sendo mais utilizado para tratamento de efluentes sanitários. Quando empregado no
tratamento de resíduos industriais atua como um complemento ao tratamento físico-químico
(SILVA, 2005).
2.4 Técnicas de tratamento químico em efluentes industriais
Os tratamentos químicos vêm apresentando uma enorme aplicabilidade em sistemas
ambientais, como purificação de ar, desinfecção e purificação de água e tratamento de
efluentes industriais. Em função da crescente necessidade de procedimentos que apresentem
uma maior eficiência no tratamento de efluentes, várias técnicas têm sido testadas nas últimas
décadas (FREIRE, et al., 2000). Tais tecnologias podem ser aplicadas adequadamente,
resultando numa aplicação viável e competitiva (GALVEZ et al., 2001).
Os Processos Oxidativos Avançados (POA), têm sido apontados como metodologia
alternativa para tratamento da maioria dos compostos orgânicos poluentes. Pesquisas recentes
mostram que o emprego dos POAs e de processos combinados, apresentam vantagens em
24
comparação com diferentes métodos. Os tratamentos químicos podem ser utilizados para
aumentar a biodegradabilidade de compostos recalcitrantes, diminuindo o tempo de
tratamento dos tradicionais processos biológicos (FREIRE, et al., 2000).
Outras formas vêm sendo muito utilizadas, porém com certas restrições em relação ao
custo. Algumas formas de processos oxidativos utilizam oxidantes que possuem também certo
teor contaminante (NAVES, 2009). A tabela 2.2 mostra o poder de oxidação de alguns
agentes oxidantes.
Tabela 2.2- Poder de oxidação de alguns agentes oxidantes.
Agentes Oxidantes
Poder de Oxidação (V)
Flúor (F2)
3,03
Radical hidroxila ( •OH )
2,80
Oxigênio atômico
2,42
Ozônio (O3)
2,07
Peróxido de hidrogênio (H2O2)
1,77
Permanganato de Potássio (KMnO4)
1,67
Ácido hipobromoso (HBrO)
1,59
Dióxido de cloro (ClO2)
1,50
Ácido hipocloroso (HClO)
1,49
Fonte: (PERA - TITUS et al., 2004).
Os POA’s são baseados na geração do radical hidroxila (•OH), que tem alto poder
oxidante e pode promover a degradação de vários compostos poluentes em poucos minutos. A
figura 2.7 mostra algumas das metodologias utilizadas para a formação dos radicais
hidroxilas. As metodologias podem ser divididas em sistemas homogêneos e heterogêneos,
catalisadas por radiação ou não.
25
Figura 2.7- Sistemas de tratamento homogêneos e heterogêneos.
Fonte: (MOTTA SOBRINHO, 2011).
Vários processos de produção do radical hidroxila têm sido estudados, geralmente
utilizando Ozônio, Peróxido de Hidrogênio, Fotocatálise e o Reagente de Fenton. Apesar dos
ótimos resultados alcançados, a implementação destes processos em escala industrial
apresenta alguns problemas como o alto custo de processos fotocatalíticos. Construir estações
de tratamento que utilizem luz solar continua sendo um desafio, assim como a busca de novos
catalisadores que absorvam maior porcentagem da luz solar. A imobilização do semicondutor
sem perdas na atividade fotocatalítica ainda é muito estudada, pois em suspensões ocorrem
importantes perdas de penetração de luz e há necessidade de uma etapa de separação das finas
partículas do catalisador. O sistema H2O2 e sais de ferro é utilizado para a degradação de
compostos orgânicos na reação de Fenton, esta reação pode ser aplicada a uma grande
variedade de compostos orgânicos e, além disso, o ferro é um dos metais em maior
abundância da Terra. Contudo, a aplicação desta tecnologia aponta para bons resultados no
tratamento ambiental (FREIRE, et al., 2000).
2.5 Tratamento por fenton
Uma das maneiras de produzir radicais hidroxilas é a partir de uma mistura de peróxido
de hidrogênio e sais ferrosos. A figura 2.8 mostra o esquema do processo de tratamento em
batelada que envolve a adição de sais de Fe2+ e H2O2.
26
Figura 2.8. Processo da reação entre sais de Fe2+ com H2O2.
Fonte: (PEROXITEC, 2011).
Usualmente esta mistura é conhecida por “Reagente de Fenton”, por ter sido Fenton
quem observou esta reação pela primeira vez. A reação que envolve os reagentes de Fenton é
apresentada na equação 2.1
Fe2+ + H2O2
Fe3+ + •OH + OH-
(2.1)
O mecanismo de Fenton ou reação de Haber – Weiss (1934 apud ANDRADE, 2005)
utiliza os sais de ferro e peróxido de hidrogênio como precursores para a formação de radicais
hidroxilas, em seguida uma série de reações em cadeia regenera o reagente de Fenton (Fe2+) e
gera outros agentes oxidantes, como o HO2•, aumentando a eficiência do processo. O
mecanismo das principais reações é apresentado pelas equações abaixo:
Fe2+ + H2O2 → Fe3+ + •OH + HO-
(2.2)
Fe3+ + H2O2 → Fe2+ + HO2• + H+
(2.3)
Fe2+ + •OH → HO- + Fe3+
(2.4)
•
•
H2O2 + OH → HO2 + H2O
(2.5)
Fe2+ + HO2• + H+ → Fe3+ + H2O2
(2.6)
Fe3+ + HO2• → Fe2+ + O2 + H+
(2.7)
Há mais de um século, a oxidação catalítica de ácido tartárico na presença de sais
ferrosos e peróxido de hidrogênio foi relatada por Fenton (FENTON, 1894 apud ANDRADE,
2005). Quarenta anos após a primeira observação do que seria a chamada “reação de Fenton”
(equação 2.1), foi proposto que o radical hidroxila é a espécie oxidante neste sistema, capaz
27
de oxidar várias classes de compostos orgânicos em uma reação espontânea que ocorre no
escuro (HABER e WEISS, 1934 apud ANDRADE, 2005).
Somente após quase um século do primeiro trabalho envolvendo a reação de Fenton,
esta começou a ser aplicada na oxidação de contaminantes orgânicos presentes em águas,
efluentes e solo. A potencialidade do processo para o tratamento de efluentes foi mais tarde
enfatizada devido à simplicidade de sua aplicação, uma vez que a reação ocorre à temperatura
e pressão ambientes, não requer nenhum reagente ou equipamento especial e se aplica a uma
grande variedade de compostos (NOGUEIRA et al., 2007). Desde então, um grande número
de trabalhos tem demonstrado a aplicabilidade do sistema H2O2 e sais ferrosos para a
degradação de diferentes compostos orgânicos. Apesar de tradicionalmente aceito, que o
radical hidroxila é a espécie que inicia a oxidação de compostos orgânicos na reação de
Fenton, alguns estudos têm sugerido outras espécies oxidantes como intermediários de ferro
de alta valência, como FeO3+ (Fe(V)) e o íon ferril FeO2+ (Fe(IV)).
É importante salientar que as espécies de ferro em solução aquosa (Fe2+, Fe3+) existem
como aquo-complexos, cujos passos são dependentes do pH como mostrado nas equações
2.8-2.10, formando também íons ferrosos e radicais (NOGUEIRA et al., 2007):
Fe3+ + H2O2 → FeOOH2+ + H+
(2.8)
FeOOH2+ → Fe2+ + HO2•
(2.9)
3+
•
2+
+
Fe + HO2 → Fe + O2 + H
(2.10)
Como pode ser visto na equação 2.5, o H2O2 pode também atuar como sequestrador de
radical hidroxila, formando o radical hidroperoxila (HO2•), o qual apresenta um menor
potencial de oxidação (Eo = 1,42 V versus ENH - Eletrodo Normal de Hidrogênio) que •OH,
prejudicando, portanto, o processo de degradação. Isto ocorre na presença de excesso de
H2O2, pois neste caso, a concentração de Fe2+ no meio é baixa em relação à de Fe3+, uma vez
que a reação entre Fe3+ e H2O2 (equação 2.3 ou 2.8) é muito mais lenta que a decomposição
de H2O2 na presença de Fe2+ (equação 2.1). O efeito prejudicial do excesso de H2O2 na
degradação de compostos orgânicos foi observado na degradação de herbicidas e efluentes, o
que demanda uma atenção especial para a utilização da concentração adequada (PATERLINI
e NOGUEIRA, 2005), (TORRADES et al., 2003), e (ZANTA et al., 2008).
A velocidade de degradação de compostos orgânicos é menor para o sistema Fe3+/ H2O2
em comparação ao sistema Fe2+/ H2O2, porém, em alguns casos, a remoção global é
indiferente (TEIXEIRA, 1997).
28
Um fator que interfere significativamente no processo Fenton é a alteração do pH, visto
que para valores de pH acima de seis começa ocorrer a precipitação dos íons de ferro na
forma de hidróxidos (KWON et al., 1999). Em valores de pH abaixo de dois, o peróxido de
hidrogênio é protonado (H3O2+), reduzindo assim a reatividade com os íons de Fe2+
(OLIVEROS et al., 1997).
LIN E GUROL (1996), estudando a degradação de compostos organoclorados,
concluíram que a reação de Fenton tem vantagens significativas sobre outros métodos de
oxidação como H2O2/UV e O3/UV, principalmente quando empregados em baixos valores de
pH. No entanto, a necessidade de operar em pH ácidos (~3,0) requer etapas adicionais de
neutralização e separação dos precipitados coloidais de hidróxido férrico. Tais necessidades
limitam bastante a sua aplicabilidade.
2.6 Tratamento eletroquímico
A eletroquímica pode oferecer opções viáveis para remediar problemas ambientais,
particularmente de efluentes aquosos. A tecnologia eletrolítica é capaz de oxidar ou reduzir
íons metálicos, cianetos, compostos organoclorados, hidrocarbonetos aromáticos e alifáticos
(ERIC, 1998).
O processo eletroquímico baseia-se na aplicação de um potencial capaz de oxidar ou
reduzir substratos de interesse. A eletro-oxidação direta de compostos orgânicos ocorre,
muitas vezes, em potenciais altos (ERIC, 1998) e, em meio aquoso, a reação de evolução de
oxigênio é um processo competitivo com a degradação. No caso de oxidação indireta, a
reação ocorre com espécies que são geradas eletroquimicamente e que são capazes de oxidar
os poluentes orgânicos na solução (LIPP e PLETCHER, 1997).
Algumas espécies com forte poder oxidante, como O3 e H2O2, têm sido detectadas nos
processos eletroquímicos (VLYSSIDES e ISRAILIDES, 1997), ou deliberadamente
produzidas (PLETCHER e DE LEON, 1995). Os reagentes de Fenton também podem ser
eficientemente gerados in situ através de processos Eletroquímicos denominados EletroFenton (BRILLAS et al., 1998). Outra possibilidade menos explorada é a regeneração do Fe2+
através de processos Eletroquímicos, segundo Qiang e colaboradores (2003), a eletroregeneração de Fe2+ além de aumentar a eficiência da reação de Fenton, diminui a quantidade
de lama formada devido à precipitação de ferro.
A aplicação de processos eletroquímicos no tratamento de efluentes se torna ainda mais
ampla
quando
empregados
materiais
eletródicos
específicos
como
os
Ânodos
29
Dimensionalmente Estáveis (ADE). Os ânodos dimensionalmente estáveis (ADE, patenteado
pela Diamond Shamrock Technologies S.A. em Genebra – Suíça com o nome de
Dimensionally Stable Anodes, DSA), têm apresentado resultados promissores, pois,
apresentam elevada estabilidade química e mecânica e atividade catalítica para a degradação
de vários compostos orgânicos (FORNAZARI et al., 2009).
Os ADE consistem de um suporte metálico, na maioria das vezes Ti, sobre o qual é
depositado uma mistura de óxidos, usualmente por decomposição térmica de uma solução de
sais precursores, sob temperatura e fluxo de O2 adequados (ZANTA, 2000).
Normalmente a camada ativa de óxidos é uma mistura contendo: um óxido com
propriedades catalíticas (p. ex. RuO2, IrO2); um óxido que fornece a estabilidade química e
mecânica (p. ex. TiO2) e, frequentemente, outros aditivos para modelar alguma propriedade
(p. ex. SnO2). A atividade eletroquímica dos eletrodos depende da estrutura cristalina e
eletrônica dos componentes, bem como do grau de mistura dos óxidos (ZANTA, 2000).
A grande área superficial apresentada por eletrodos preparados pela técnica de
decomposição térmica, numa faixa de temperatura entre 350 a 500ºC, é devido à existência na
camada de óxido de inúmeras fendas, fissuras e micro-rachaduras. Esta morfologia é
frequentemente denominada na literatura de "barro rachado". Este aspecto morfológico resulta
principalmente das diferenças no coeficiente de expansão térmico dos óxidos constituintes e
da propriedade de segregação apresentada por alguns óxidos (p. ex. IrO2, PtOx) (ZANTA,
2000).
O mecanismo de oxidação de substratos orgânicos está relacionado à intermediação do
catalisador e dos estados de óxidos superiores envolvidos, os quais apresentam uma
dependência do pH do meio reacional (ZANTA, 2000).
A mudança do mecanismo de oxidação em função do pH da solução é consistente com a
propriedade dos eletrodos de óxidos em ter sua superfície coberta por grupos OH que
dissociam-se resultando em espécies carregadas positivamente ou negativamente, dependendo
do pH da solução. Os sítios ativos superficiais carregados se ligam a grupos OH- ou H+ do
meio, formando espécies hidratadas. Sua composição depende da capacidade de coordenação
do metal no látice e do pH da solução. Estas espécies hidratadas são os intermediários
responsáveis pela reação entre o eletrodo e as espécies em solução (ZANTA, 2000).
Fundamentada nesta propriedade, basicamente simples, poder-se-ia propor o mecanismo
de oxidação de substratos orgânicos em eletrodos de óxidos. No entanto, estudos indicam que
30
outras propriedades dos óxidos influenciam no mecanismo de oxidação (MIRAPALHETA et
al., 2007).
De acordo com Comninellis e Pulgarin (1991), na primeira etapa (equação 2.11), H2O
(meio ácido) ou OH- (meio básico) é oxidada(o) na superfície dos eletrodos formando o
radical hidroxila adsorvido:
+
MOx + H2O
MOx( OH) + H + e-
(2.11)
A etapa seguinte do mecanismo depende da natureza do óxido. Para óxidos que não
apresentam estados de oxidação elevados (p. ex. SnO2 e PbO2), o sítio MOx( OH) é a espécie
catalítica tanto para a Reação de Desprendimento de Oxigênio (RDO) quanto para a oxidação
de substratos orgânicos, podendo as reações ser representadas por:
+
MOx( OH)
1/2O2 + MOx + H + e-
(2.12)
ou
+
MOx( OH) + R
MOx + CO2 + zH + ze-
(2.13)
onde a equação (2.12) descreve a RDO e a equação (2.13) a oxidação do substrato orgânico
(representado por R).
Quando o óxido possui estados de oxidação elevados (p. ex. RuO2 e IrO2), a equação
2.11 é seguida pela seguinte reação:
+
MOx( OH)
MOx+1 + H + e-
(2.14)
passando a espécie MOx+1 a intermediar a RDO e a oxidação de substratos orgânicos. As
equações correspondentes são representadas genericamente por:
MOx+1
1/2O2 + MOx
(2.15)
ou
MOx+1 + R
RO + MOx
(2.16)
31
O radical hidroxila (OH ) tem maior poder de oxidação que o óxido em alto estado de
oxidação (MOx+1). Deste modo, quando a oxidação de substratos orgânicos é executada em
eletrodos de SnO2 ou PbO2, observa-se a degradação total do substrato à CO2 (equação 2.13),
tornando este tipo de óxido de interesse no tratamento e purificação de águas residuais. Por
outro lado, quando a oxidação do substrato é executada em eletrodos de RuO2 e IrO2 (ambos
são capazes de atingir estados de oxidação elevados), observa-se a oxidação parcial do
substrato (equação 2.16), tornando estes óxidos interessantes, do ponto de vista
eletrossintético (FÓTI et al., 1999).
Os eletrodos que possuem estados de oxidação superiores e o processo de oxidação
ocorre através da espécie MOx+1 são chamados de eletrodos ativos, já os eletrodos onde a
oxidação é medida pelo radical hidroxila adsorvido (espécie MOx( OH)) são chamados de
eletrodos não ativos (COMNINELLIS E PULGARIN,1991).
Embora os mecanismos envolvidos estejam bem definidos, existe a possibilidade de que
para um mesmo tipo de eletrodo o processo ocorra através de ambas as espécies (MOx+1 e
MOx( OH)), as reações envolvidas dependem fortemente das condições experimentais
(COMNINELLIS E PULGARIN,1991).
Algumas das vantagens do tratamento eletroquímico são: sua facilidade de operação e
automação, utilização do elétron como reagente, uso do catalisador na forma de revestimento
de eletrodos metálicos e formação de espécies reativas na superfície do eletrodo, fornecendo
uma alternativa promissora aos métodos tradicionais.
32
3 METODOLOGIA APLICADA
Este estudo foi desenvolvido a fim de aperfeiçoar os processos de Fenton e
Eletroquímico convencionais, para o tratamento do efluente da indústria alimentícia do coco.
As reações foram feitas em sistema aberto e sem aquecimento, ou seja, sob temperatura e
pressão ambiente.
3.1 Reagentes
Para a realização dos experimentos foram utilizados reagentes dos quais, grande parte,
são classificados dentro da classe de reagentes analíticos PA, visando assim uma melhor
confiabilidade nos resultados finais. Os reagentes utilizados durante o processo de tratamento
são mostrados na tabela 3.1.
Tabela 3.1- Reagentes utilizados
Reagentes
Fórmula
Química
Marca
Peróxido de hidrogênio
Ácido sulfúrico
Sulfato de mercúrio
Hidróxido de sódio
Sulfato ferroso heptahidratado
Sulfato de prata
Dicromato de potássio
H2O2
H2SO4
HgSO4
NaOH
FeSO4 .7H2O
Ag2SO4
K2Cr2O7
Vetec
Cromoline
Vetec
Vetec
Vetec
Vetec
Vetec
Concentração
30%
98%
98%
98%
99%
99%
99%
P.A.
P.A.
P.A.
P.A.
P.A.
P.A.
P.A.
Massa
Molar
(g/mol)
34,02
98,08
296,65
40,00
278,02
311,80
294,18
Fonte: (AUTOR, 2012).
3.2 Equipamentos e acessórios
Os equipamentos e respectivos acessórios utilizados nesse projeto são mostrados na
tabela 3.2.
33
Tabela 3.2- Equipamentos e acessórios utilizados nesse trabalho
Equipamento/Acessório
Modelo
Marca
Agitador magnético
PC – 310
Corning
Analisador de Carbono Orgânico Total
TOC – V CPH
Shimadzu
Balança analítica
Estufa de secagem e esterilização
Micropipeta
pHmetro
Turbidímetro de bancada
Digestor de Demanda Química de Oxigênio
Analisador de Demanda Química de Oxigênio
Ultra-som
AE 240
317 B 232
1000-5000 μL
HI 8314
AP 2000
AL 32
Áqua Calor
USC – 2850A
Mettler
Quimis
Eppendorf
Hanna
Policontrol
Áqua Lytic
Policontrol
Unique
Fonte: (AUTOR, 2012).
3.3 Reação de fenton
3.3.1 Procedimento experimental
O efluente utilizado foi preparado com uma concentração de 0,6% v/v, relação leite de
coco / água destilada, simulando o efluente real. Foi utilizada água destilada por razão da
concentração da água de abastecimento público variar muito em seus compostos. O leite de
coco utilizado na preparação do efluente sintético contém, para cada 15g, os valores
nutricionais (informados pelo fabricante) apresentados na tabela 3.3.
Tabela 3.3- Valores nutricionais do leite de coco
VALORES NUTRICIONAIS EM 15 g DE
LEITE DE COCO
Valor calórico
Gorduras totais
Gorduras saturadas
Gorduras trans
Proteínas
Colesterol
18 Kcal = 77 KJ
1,5 g
1,4 g
0g
0g
0 mg
As reações degradativas foram realizadas em um reator com efluente sintético
utilizando uma solução contendo leite de coco e água destilada a 0,6% v/v. As reações de
34
Fenton foram realizadas com duração de 2 horas, variando as concentrações do reagente Fe2+
em 0,1; 0,2; 0,3; 0,5 e 0,7 mmol/L; do peróxido de hidrogênio em 20, 50, 100, 150 e 200
mmol/L, e pH controlado em torno de 3,0 +0,1. As amostras, ao serem coletadas nos tempos
pré-determinados 0, 15, 30, 45, 60, 90 e 120 minutos, foram submetidas a meio fortemente
básico (NaOH a 0,1 mol/L) com intuito de precipitar o hidróxido de ferro para parar a reação
de Fenton no instante da coleta das amostras. Posteriormente as amostras ficaram em repouso
até a precipitação do hidróxido de ferro residual, para remoção do mesmo, em seguida as
amostras foram destinadas para análises.
3.4 Processo eletroquímico
3.4.1 Preparação dos eletrodos
Ânodos Dimensionalmente Estáveis (ADE)
A partir da tela comercial de ADE de uso industrial, foram montados os eletrodos
utilizados nas eletrólises. O ADE estudado apresenta a seguinte composição: 34% de óxido de
rutênio (RuO2) e 66% de óxido de titânio (TiO2), cuja representação é Ti/Ru0,34Ti0,66O2. Telas
de 0,5 mm de espessura foram cortadas nas dimensões de 4 cm x 4 cm, para obter uma área de
16 cm2, como são dois lados temos uma área total de 32 cm2. Após o corte, os eletrodos de
ADE foram soldados a frio a fios de cobre através de pasta coloidal condutora a base de prata
dissolvida em álcool isopropílico. Após a secagem da pasta de prata, que teve duração mínima
de 24 horas, a região da solda foi revestida com parafilm e/ou fita de politetrafluoretileno
(veda rosca), para isolamento do fio/solda da parte eletrolítica. A estrutura final do eletrodo é
apresentada na figura 3.1.
35
Figura 3.1 - Eletrodo (ADE) pronto para uso
Fonte: (AUTOR, 2012).
Titânio (Ti)
Para o eletrodo de titânio, utilizou-se uma placa de Titânio expandido com dimensões
de 4 cm x 4 cm para obter uma área de 32 cm2. Após o corte, o eletrodo foi soldado ao fio de
cobre com capa isolante elétrica e térmica (28 cm de comprimento e 1 mm de diâmetro), com
as extremidades desencapadas. A soldagem foi realizada a frio com pasta condutora coloidal
de prata e, após 24 horas de secagem, a região da solda foi revestida com parafilm e fita de
politetrafluoretileno, para isolamento do fio/solda com a parte eletrolítica. A estrutura final do
eletrodo é apresentada na figura 3.2.
Figura 3.2- Eletrodo Titânio (Ti) pronto para uso
Fonte: (AUTOR, 2012).
36
Feltro de Carbono
É composto de microfibras de carbono entrelaçadas. A partir deste material foi cortado
o eletrodo nas dimensões de 4 cm x 4 cm para obter uma área de 32 cm2, deixando
adicionalmente uma parte do material para fazer o contato elétrico. A estrutura final do
eletrodo é apresentada na figura 3.3.
Figura 3.3 - Eletrodo de Feltro pronto para uso
Fonte: (AUTOR, 2012).
3.4.2 Procedimento experimental
O reator eletroquímico é constituído de um sistema de compartimento único e com
capacidade de 250 mL. Nele, os eletrodos foram dispostos paralelamente com distância média
de 1,5 cm entre eles, conectados a uma fonte de alimentação de corrente contínua
empregando-se a fonte Power Supply EMG 18134. Neste estudo foi utilizado o ADE
comercial (composição Ti/Ru0,34Ti0,66O2 da DeNora do Brasil) como ânodo e variou-se a
composição do cátodo, utilizando placa de Titânio (Ti), Feltro de carbono e ADE comercial.
Neste estudo também variou a densidade de corrente em 1,56; 3,12; 6,25 e 9,37 mA/cm2, e as
reações foram conduzidas por 2 horas sobre agitação mecânica e sem controle da temperatura.
Amostras foram coletadas nos tempos pré-determinados 0,15, 30, 45, 60, 90 e 120 minutos, e
posteriormente, destinadas para análises.
Nas reações Eletroquímicas foram utilizadas soluções de perclorato de sódio (NaClO4),
em concentração de 0,05 mol/L como eletrólito suporte. O esquema Eletroquímico utilizado é
apresentado na figura 3.4.
37
Figura 3.4- Sistema Eletroquímico: 1. fonte de alimentação, 2. eletrólito, 3. agitador magnético, 4.
barra magnética, 5. eletrodos
Fonte: (AUTOR, 2012).
3.5 Análises
Durante a reação de Fenton e a eletroquímica, foram coletadas amostras de solução e
analisadas por Turbidez, COT (Carbono Orgânico Total) e DQO (Demanda Química de
Oxigênio). As medidas de COT indicam a eficiência da degradação orgânica e permite
estabelecer o quanto de matéria orgânica foi mineralizada. A medida de DQO indica a
diminuição da carga orgânica presente na amostra. A Turbidez é um parâmetro no qual se
relaciona a quantidade de luz que passa por uma quantidade de líquido. Nesse líquido a
refração da luz pode ser alterada com concentrações de partículas em suspensão ou coloidais,
impedindo a penetração dos raios solares. Estas medidas foram efetuadas em vários tempos de
reação permitindo avaliar a eficiência dos parâmetros estudados.
38
3.5.1 Análise de demanda química de oxigênio (DQO)
Preparação das soluções para análise de Demanda Química de Oxigênio (DQO)
Solução digestiva:
Reagentes:
Água destilada
Sulfato de mercúrio II (HgSO4) P.A. ,VETEC
Dicromato de potássio (K2Cr2O7) P.A. VETEC
Ácido sulfúrico (H2SO4) P.A. VETEC
Procedimento:
Introduziram-se 3,3 g de sulfato de mercúrio II, diretamente no balão volumétrico de
100 mL, em balança semi-analítica. Adicionaram-se 16,7 mL de ácido sulfúrico. Em seguida,
o balão foi submetido a ultra-som, para acelerar a solubilização do sulfato de mercúrio no
ácido. Em Becker, introduziu-se 1,02 g de dicromato de potássio em balança semi-analítica.
Adicionou-se uma pequena quantidade de água destilada, apenas o suficiente para a
dissolução do dicromato. Acrescentou-se o dicromato dissolvido à solução de sulfato de
mercúrio. Homogeneizou-se a solução e completou-se o volume com água destilada.
Solução catalisadora:
Reagentes:
Sulfato de prata (Ag2SO4) P.A. VETEC
Ácido sulfúrico (H2SO4) P.A. VETEC
Procedimento:
Introduziu-se 0,88 g de sulfato de prata, diretamente no balão volumétrico de 100 mL,
em balão balança analítica. Adicionou-se aproximadamente 70 mL de ácido sulfúrico. Levouse o balão ao ultra-som durante 15 minutos, para acelerar a solubilização do sulfato de prata.
Homogeneizou-se e completou-se o volume da solução com ácido sulfúrico.
Análise:
Materiais e equipamentos:
Vails específicos para análise de DQO.
39
Áqua Calor DQO/ PoliControl (Analisador de DQO)
AL-32 / Áqua Lytic (Termodigestor)
Cronômetro
Água destilada
Acetona (CH3)2CO P.A. VETEC
Procedimento:
No vails de DQO introduziu-se 2,5 mL da amostra a ser analisada; 1,5 mL de solução
digestiva e 3,5 mL de solução catalisadora. No branco colocou-se 2,5 mL de água destilada;
1,5 mL de solução digestiva e 3,5 mL de solução catalisadora. Em seguida homogeneizou-se,
tendo cuidado com o manuseio devido ao grande e rápido aumento de temperatura. As figuras
3.5 e 3.6 mostram os aparelhos que são utilizados para as análises de DQO (AL-32, Áqua
Lytic e Áqua Calor, Policontrol).
Levou-se os vails ao digestor AL-32, Áqua Lytic (figura 3.5), permanecendo por 2
horas à uma temperatura de 150º C. Após o resfriamento dos vails, limpou-se a parte externa
do tubo com papel toalha umedecido com acetona, para remover a gordura.
Figura 3.5- Digestor (AL-32, Áqua Lytic)
Fonte: (AUTOR, 2012).
Ajustou-se o equipamento Áqua Calor (PoliControl) (figura 3.6) para a faixa de
concentração a ser analisada como o indicado no manual do equipamento. Inicialmente
introduziu-se o vial com água, contendo as soluções, digestora e catalítica (branco), para fazer
a calibração do equipamento e, em seguida, fez-se a leitura direta da DQO das amostras.
40
Figura 3.6- Analisador de DQO (Áqua Calor, PoliControl)
Fonte: (AUTOR, 2012).
A DQO é um parâmetro que diz respeito à quantidade de oxigênio consumido por
substâncias orgânicas e minerais que se oxidam sob condições definidas. No caso de águas, o
parâmetro torna-se particularmente importante por estimar o potencial poluidor (no caso,
consumidor de oxigênio) de efluentes domésticos e industriais, assim como por estimar o
impacto dos mesmos sobre os ecossistemas aquáticos. Na impossibilidade prática de
quantificar a demanda de tal oxigênio, o mesmo é convencionalmente substituído por
substâncias químicas oxidantes que, tendo sua quantidade medida antes e depois do contato
com o material em estudo, revelam o poder redutor ou demandador de oxigênio do mesmo
(ZUCCARI, GRANER e LEOPOLDO, 2005). A substância química oxidante utilizada para
essa finalidade foi o dicromato, embora a literatura mostre também o uso do cério (IV), iodato
e permanganato.
O dicromato, entretanto, tem sido de longe o oxidante mais utilizado na determinação
da demanda química de oxigênio, pois:
a) face aos redutores que demandam oxigênio em águas, é o que tem maior poder oxidante;
b) na forma de sal de potássio é substância de referência, estável tanto no estado sólido como
em soluções (o que não acontece com o permanganato);
c) tem preço relativamente baixo;
d) a determinação do seu excesso pertence à categoria dos métodos clássicos utilizados em
química analítica.
Os métodos analíticos inerentes ao uso desse sal fundamentam-se empiricamente na
oxidação de redutores por excesso conhecido de dicromato, à quente, em meio de ácido
41
sulfúrico,
catalisada
por
íons
prata
e
na
presença
de
mercúrio
(II)
como
complexante/eliminador de cloretos (ZUCCARI, GRANER e LEOPOLDO, 2005).
Como desvantagens Von Sperling (1998), cita:
a) no processo de avaliação da DQO são oxidadas, tanto a fração biodegradável, quanto a
fração inerte do efluente, o que leva a uma superestimação do oxigênio consumido;
b) o teste não fornece informação sobre a taxa de consumo da matéria orgânica ao longo do
tempo;
c) certos constituintes inorgânicos podem ser oxidados e interferir no resultado;
d) as análises feitas levam a geração de resíduos, contendo cromo e mercúrio que devem ser
dispostos em aterros industriais adequados, ou tratados, gerando custos elevados.
3.5.2 Análise do teor de carbono orgânico total (COT)
As amostras coletadas foram tratadas e, em seguida, foram determinadas as quantidades
do teor de carbono orgânico total através do analisador TOC–V CPH da Shimadzu (figura
3.7). No aparelho, cada amostra é succionada e levada até uma câmara onde é calcinada a
650°C, sendo a quantidade de dióxido de carbono liberada pela amostra relacionada com o
teor de carbono orgânico e∕ou inorgânico através de uma curva de calibração pré-determinada
(SHIMADZU, 1999).
Figura 3.7- Analisador de Carbono Orgânico Total (TOC-V CPH, Shimadzu)
Fonte: (AUTOR, 2012).
42
3.5.3 Determinação do parâmetro turbidez
A determinação de turbidez de cada amostra coletada foi caracterizada através do
aparelho AP 2000 (Policontrol) (figura 3.4). A turbidez é um parâmetro no qual se relaciona a
quantidade de luz que passa por uma quantidade de líquido. A refração da luz pode ser
alterada com concentrações de partículas em suspensão ou coloidais A unidade da medida de
turbidez é NTU - Nephelometric Turbidity Unity. Para a obtenção de medidas a partir de um
turbidímetro, o mesmo deverá ser anteriormente calibrado com soluções padrões, de 0 NTU à
1000 NTU.
A determinação da turbidez do efluente foi realizada através de um turbidímetro
previamente calibrado, conforme publicado no (APHA/AWWA, 1998), segundo figura
abaixo.
Figura 3.8- Analisador de Turbidez (AP 2000, Policontrol)
Fonte: (AUTOR, 2012).
43
4 RESULTADOS E DISCUSSÕES
4.1 Otimização das reações de fenton
Os processos envolvendo as reações de Fenton foram estudados variando-se as
concentrações de Fe+2 e H2O2. Enquanto manteve-se a concentração constante de Fe+2 em 0,5
mmol/L, variou-se a concentração do H2O2 em 20, 50, 100, 150 e 200 mmol/L, já mantendose a concentração constante de H2O2 em 100 mmol/L, variou-se a concentração do Fe+2 de
0,1; 0,2; 0,3; 0,5 e 0,7 mmol/L. Este estudo foi feito para determinar a melhor concentração
de Fe2+ e H2O2. Estes parâmetros possuem valores limites para descarte de efluentes nos
corpos receptores na legislação Federal, através da Resolução do CONAMA e Estadual
através do Decreto nº 6.200/1985.
Os gráficos 4.1 e 4.2 ilustram a influência da variação da concentração do H2O2 e de
+2
Fe
na redução na DQO (Demanda Química de Oxigênio) do efluente. Como se pode
observar, tem-se uma redução de aproximadamente 80% da DQO da solução nos primeiros 15
minutos de reação e em seguida a DQO permanece basicamente constante até o final do
processo. A redução total da carga orgânica nem sempre é atingida devido à formação de
compostos intermediários resistentes ao processo de oxidação. No caso da reação de Fenton,
alguns intermediários formados reagem com ferro abstraindo o ferro livre da solução
diminuindo a eficiência da reação de Fenton ou até mesmo finalizando o processo.
Du e colaboradores (2006) analisando a influência dos intermediários na oxidação de
fenol, observaram que a oxidação de compostos orgânicos através da reação de Fenton ocorre
em três fases: no início da reação (etapa lenta - período de indução) ocorre a geração de
compostos intermediários redutores de ferro como catecol e derivados; em seguida tem-se a
etapa rápida, onde a carga orgânica é quase toda oxidada rapidamente, devido ao efeito
catalítico dos intermediários; na terceira etapa, a reação de oxidação do substrato cessa. A
terceira etapa ocorre devido ao consumo de todo o peróxido ou pela formação de ácidos
alifáticos como: ácido acético, ácido fórmico, ácido malêico e ácido fumárico que não
conseguem reduzir Fe3+ para Fe2+, reduzindo o efeito catalítico dos intermediários na reação
de Fenton. Além dos ácidos alifáticos serem mais difíceis de serem oxidados, alguns ácidos
podem complexar o ferro como, por exemplo, o ácido oxálico que forma o complexo oxalato
férrico, removendo o ferro livre da solução e diminuindo a eficiência da reação de Fenton.
44
No caso deste efluente, a etapa de oxidação dos compostos iniciais é muito rápida
sendo, em seguida, limitada pela presença dos compostos intermediários.
Gráfico 4.1 – Redução da DQO em função da concentração de peróxido nas reações de Fenton.
Variando a [H2O2]
20 mmol/L
50 mmol/L
100 mmol/L
150 mmol/L
200 mmol/L
1000
900
800
DQO/mg/L
700
600
500
400
300
200
100
0
0
20
40
60
80
100
120
Tempo (min.)
Fonte: (AUTOR, 2012).
Gráfico 4.2 – Redução da DQO em função da concentração de ferro nas reações de Fenton.
2+
Variando a [Fe ]
0,1mmol/L
0,2mmol/L
0,3mmol/L
0,5mmol/L
0,7mmol/L
1000
900
800
DQO/(mg/L)
700
600
500
400
300
200
100
0
0
20
40
60
80
100
Tempo (min.)
Fonte: (AUTOR, 2012).
120
45
Os valores da DQO na solução são apresentados em função das variações das
concentrações de peróxido de hidrogênio e sais de ferro, tabela 4.1.
Tabela 4.1 – Resultados das análises de DQO em função da concentração dos reagentes de Fenton.
Efluente
Inicial
Efluente
Final
Eficiência de
redução da DQO
Variação da
[Fe]
0,1
0,2
0,3
0,5
0,7
808
840
903
269
252
198
66%
76%
78%
796
796
101
134
87%
83%
Variação da
[H2O2]
Variáveis
da Reação
DQO (mg/L)
20
50
100
150
200
764
737
786
900
733
258
97
88
214
232
66%
86%
88%
76%
68%
Concentração
Mmol/L
Fonte: (AUTOR, 2012).
A variação da eficiência da redução da DQO em função da concentração dos reagentes
de Fenton é apresentada nos gráficos 4.3.a e 4.3.b. À medida que aumenta a concentração de
peróxido de hidrogênio na reação, aumenta também a eficiência de redução de DQO, aonde
esta eficiência aumenta até certo ponto, atingindo um máximo em 100 mmol/L de peróxido de
hidrogênio. Em concentrações superiores a 100 mmol/L de peróxido de hidrogênio, a
eficiência do processo diminui, reduzindo a porcentagem da DQO.
Comportamento semelhante foi observado por Sun et al. (2007) na degradação da pnitrianilina, por Mandall et al. (2004) na degradação de catecol e por Zanta et al. (2008) na
degradação de surfactantes. Esse comportamento foi associado ao fenômeno chamado de
concentração crítica do peróxido de hidrogênio. Geralmente, abaixo da concentração crítica, a
velocidade de degradação de diferentes compostos orgânicos aumenta com o aumento da
concentração de H2O2, devido à maior produção dos radicais hidroxilas. Acima da
46
concentração crítica, a velocidade de degradação de compostos orgânicos diminui com o
aumento da concentração de peróxido, devido à reação dos radicais hidroxilas com o peróxido
formando HO2● (equação 2.5). O radical hidroperoxil, além de capturar o radical hidroxila,
apresenta menor capacidade de oxidação que OH● (MALIK e SAHA, 2003), diminuindo a
eficiência do processo.
O mesmo comportamento foi observado para a variação da concentração de ferro, onde
o máximo de redução da DQO foi obtido em 0,5 mmol/L, como mostra o gráfico 4.3.b. A
mesma consideração do peróxido pode ser associada à concentração de ferro, uma vez que o
aumento da concentração do catalisador aumenta a quantidade de radical hidroxila e,
consequentemente, a concentração do radical hidroperoxil.
Gráfico 4.3.a – Porcentagem de redução da DQO, em função da concentração de H2O2.
100
[Fe2+] = 0,5 mmol/L
% Redução da DQO
90
80
70
60
50
0
40
80
120
160
[H2O2] (mmol/L)
Fonte: (AUTOR, 2012).
200
47
Gráfico 4.3.b – Porcentagem de redução da DQO, em função da concentração de Fe+2.
100
[H2O2] = 100 mmol/L
% Redução da DQO
90
80
70
60
50
0,1
0,2
0,3
0,4
0,5
0,6
0,7
2+
[Fe ] (mmol/L)
Fonte: (AUTOR, 2012).
A variação da turbidez da solução, ao contrário da DQO, decai lentamente e
progressivamente até o final da reação (gráficos 4.4 e 4.5). A eficiência da redução da
turbidez em função da concentração dos reagentes de Fenton é apresentada nos gráficos 4.6.a
e 4.6.b.
A redução da turbidez apresenta máximos de eficiência nas mesmas concentrações que
a redução da DQO, ou seja, em 0,5 mmol/L de Fe2+ e 100 mmol/L de H2O2. No entanto a
metodologia estudada mostrou-se ser bem mais eficiente para a redução da DQO que em
relação à Turbidez da solução. Para as condições otimizadas, obteve-se a redução de 89% e
87% da DQO e de 62% e 63% da Turbidez para as concentrações de 100 mmol/L de H2O2 e
0,5 mmol/L de Fe2+, respectivamente. Isso se deve ao fato de que nas análises de DQO, as
amostras são neutralizadas com NaOH (0,1 mol/L) para parar a reação de Fenton e são
deixadas em repouso por um período de 12 horas para a eliminação do peróxido residual e
decantação do hidróxido de ferro. O hidróxido de ferro é amplamente empregado como
agente coagulante, podendo contribuir para o tratamento do efluente. De fato, outra vantagem
na utilização do reagente de Fenton (H2O2/Fe2+) decorre da possibilidade de se ter a préoxidação das substâncias estranhas (Xenobióticos) por Fenton e como ambos os íons Fe2+ e
Fe3+ são coagulantes, o processo poder ser associado à flotação e decantação (QIANG,
CHANG e HUANG, 2003; DE JULIO et al., 2006).
Objetivando avaliar a contribuição da coagulação do ferro no tratamento do efluente,
realizou-se analise da turbidez da solução após a reação de Fenton e após a neutralização e
48
sedimentação do hidróxido de ferro. Os resultados são apresentados na tabela 4.2, onde
verificou-se que, após a sedimentação, atingiu-se a redução de 99% da Turbidez da solução.
Gráfico 4.4 – Turbidez da solução em função da concentração de peróxido de hidrogênio.
Variando a [H2O2]
20 mmol/L
50 mmol/L
100 mmol/L
150 mmol/L
200 mmol/L
1200
1000
Turbidez/(NTU)
800
600
400
200
0
0
20
40
60
80
100
120
Tempo (min.)
Fonte: (AUTOR, 2012).
Gráfico 4.5 – Turbidez da solução em função da concentração de ferro.
2+
Variando a [Fe ]
0,1 mmol/L
0,2 mmol/L
0,3 mmol/L
0,5 mmol/L
0,7 mmol/L
1200
1000
Turbidez/(NTU)
800
600
400
200
0
0
20
40
60
80
100
Tempo (min.)
Fonte: (AUTOR, 2012).
120
49
Gráfico 4.6.a – Porcentagem de redução da Turbidez em função da concentração do ferro.
80
[H2O2] = 100mmol/L
% Redução da Turbidez
70
60
50
40
30
0,1
0,2
0,3
0,4
0,5
0,6
0,7
2+
[Fe ] (mmol/L)
Fonte: (AUTOR, 2012).
Gráfico 4.6.b – Porcentagem de redução da Turbidez em função da concentração do peróxido de
hidrogênio.
2+
[Fe ] = 0,5 mmol/L
% Redução da Turbidez
80
60
40
20
0
0
40
80
120
160
[H2O2] (mmol/L)
Fonte: (AUTOR, 2012).
200
50
Tabela 4.2 – Resultado das análises de turbidez em função da concentração dos reagentes de Fenton
Variáveis
da Reação
Concentração
(mmol/L)
Inicial
Após
Fenton
Fenton
Decantado
Eficiência de
redução após
Fenton
Variação da
[Fe]
0,1
0,2
0,3
0,5
0,7
1086
1086
1085
1030
1030
631
521
530
380
423
60,9
35,2
16,5
8,13
13,9
41%
52%
51%
63%
58%
94%
96%
98%
99%
98%
Variação da
[H2O2]
Turbidez (NTU)
20
50
100
150
200
1064
878
1030
946
946
813
572
392
643
596
41,2
17,7
8,17
18,7
15,8
22%
34%
61%
32%
36%
96%
97%
99%
98%
98%
Eficiência de
redução após
Fenton +
Decantação
Fonte: (AUTOR, 2012).
Nesse estudo, verificou-se um aumento da eficiência do processo de degradação em
função das concentrações de H2O2 e Fe+2, tendo sido obtido a remoção máxima de 99% e 88%
para as análises de Turbidez e DQO, respectivamente, após 2 horas de reação, mais o tempo
de decantação de 12 horas, utilizando-se a [Fe2+] = 0,5 mmol/L e [H2O2] = 100 mmol/L, com
pH controlado em torno de 3,0 +0,1 durante a reação.
Após a determinação das condições otimizadas das concentrações de Fe+2/H2O2, foi
realizada uma nova reação de Fenton, só que agora além das análises de Turbidez e DQO, foi
realizada análise de COT (Carbono Orgânico Total). Os gráficos 4.7, 4.8 e 4.9 mostram os
resultados que foram obtidos utilizando-se a [Fe2+] = 0,5 mmol/L e [H2O2] = 100 mmol/L,
com pH controlado em torno de 3,0 +0,1 durante a reação. Nessa reação, obtiveram-se os
rendimentos de 99% para Turbidez, 87% para DQO e 86% para COT. O gráfico 4.7 apresenta
os resultados que foram obtidos as análise de COT.
51
Gráfico 4.7 - Análise de COT
100 mmol/L de H2O2
800
0,5 mmol/L de Fe
+2
700
COT/mg/L
600
500
400
300
200
100
0
0
20
40
60
80
100
120
Tempo (min.)
Fonte: (AUTOR, 2012).
A eficiência das análises de COT e DQO obtiveram reduções bem próximas, com 86%
e 87% respectivamente, no tempo de 2 horas de reação. Sendo o efluente estudado composto
basicamente de compostos orgânicos, a relação DQO e COT deveria ser muito próxima,
exatamente como foi observado.
Outra análise feita para a condição otimizada das concentrações dos reagentes de
Fenton, foi a Turbidez. O gráfico 4.8 apresenta os resultados que foram obtidos utilizando-se
a [Fe2+] = 0,5 mmol/L e [H2O2] = 100 mmol/L, com pH controlado em torno de 3,0 +0,1
durante a reação.
52
Gráfico 4.8 - Análise de Turbidez
100 mmol/L de H2O2
1200
2+
0,5 mmol/L de Fe
1000
Turbidez/(NTU)
800
600
400
200
0
0
20
40
60
80
100
120
Tempo (min.)
Fonte: (AUTOR, 2012).
Na análise de Turbidez, a redução foi de 61% no tempo de 2 horas, isto é, com o
hidróxido de ferro não decantado, após a decantação, a redução passou a ser de 99%,
destacando-se como o melhor rendimento no tratamento deste efluente. Um dos fatores que
influenciou neste resultado foi a precipitação do hidróxido de ferro, o qual é gerado a partir
da utilização do hidróxido de sódio (0,1 mol/L) para parar a reação, aonde este produto
formado, no caso o hidróxido de ferro, acaba arrastando boa parte da carga orgânica junto.
Os resultados obtidos na análise de DQO podem ser observados no gráfico 4.9.
53
Gráfico 4.9 - Análise de DQO
100 mmol/L de H2O2
+2
0,5 mmol/L de Fe
800
DQO/(mg/L)
600
400
200
0
0
20
40
60
80
100
120
Tempo (min.)
Fonte: (AUTOR, 2012).
A análise de DQO comprova a eficiência deste processo com redução de 87% da carga
orgânica, estando assim este resultado bem próximo do COT, visto que seu comportamento
transparece uma relação entre as duas grandezas analisadas durante o processo de tratamento.
O gráfico 4.10 mostra os resultados que foram obtidos utilizando-se a [Fe2+] = 0,5
mmol/L e [H2O2] = 100 mmol/L , com pH controlado em torno de 3,0 +0,1 durante as reações
de normatização dos dados das análises de Turbidez, DQO e COT.
54
Gráfico 4.10 - Normatização dos rendimentos entre as análises de Turbidez, DQO e COT.
Turbidez
DQO
COT
1,1
1,0
0,9
Turbidez/DQO/COT
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0,0
0
20
40
60
80
100
120
Tempo (min.)
Fonte: (AUTOR, 2012).
Os rendimentos obtidos foram de 99% para Turbidez após a decantação do hidróxido de
ferro, 87% para DQO e 86% para COT, comprovaram a eficiência da reação de Fenton para o
tratamento deste efluente, por meio das três análises feitas neste estudo. E, através desses
dados, foi possível verificar que a reação de Fenton apresentou maior eficiência para a
redução da Turbidez da solução, sendo neste caso, a reação de Fenton associada ao processo
de coagulação/sedimentação do hidróxido de ferro.
Podemos observar também a discrepância entre os valores encontrados das análises de
COT e DQO durante a reação. É possível ver que na análise de DQO a degradação dos
compostos orgânicos se deu nos primeiros 15 minutos, mantendo-se praticamente constante
até o final da reação. No caso da análise de COT, há formação de intermediários estáveis, os
ácidos alifáticos, que são difíceis de degradar, e que acaba gerando uma diminuição mais
lenta do carbono orgânico total do efluente. Além dos ácidos alifáticos serem mais difíceis de
serem oxidados, alguns ácidos podem complexar o ferro como, por exemplo, o ácido oxálico
que forma o complexo oxalato férrico, removendo o ferro livre da solução e diminuindo a
eficiência da reação de Fenton.
4.2 Otimização das reações eletroquímicas
Inicialmente, decidiu-se avaliar a eficiência do processo Eletroquímico no tratamento do
efluente artificial da indústria alimentícia do coco. Nesse estudo utilizou-se ADE de
55
composição comercial como ânodo e variou-se a composição do cátodo. Como cátodo, foi
utilizado uma placa de Titânio (Ti) expandido, Feltro de carbono e ADE de composição
comercial. As reações foram conduzidas em um reator em batelada com 250 mL de efluente,
com duração de 2 horas de tratamento, aonde as amostras foram coletadas diretamente para as
análises, sem decantar nem filtrar, densidade de corrente de 3,12 mA/cm2, concentração de
0,05 mmol/L de perclorato de sódio (NaClO4) como eletrólito de suporte e pH livre da
solução. A eficiência dos diferentes eletrodos foi analisada em função da redução da Turbidez
e dos compostos orgânicos presentes neste efluente, através das análises DQO. Foi também
monitorado o potencial entre o cátodo e o ânodo. A tabela 4.3.a apresenta os resultados
obtidos destas reações.
0
15
30
45
60
90
120
ADE | Ti
Análises
Rendimentos
da Turbidez
(NTU) e DQO
Turbidez
DQO
pH
Volt
839
706
5,40
6,3
225
300
6,18
6,3
196
294
6,04
6,3
191
292
5,47
6,3
187
275
5,55
6,3
178
274
5,50
6,3
171
274
4,88
6,3
79%
61%
ADE | Feltro
Ânodo|Cátodo
Amostras recolhidas (min.)
Turbidez
DQO
pH
Volt
783
737
5,20
6,1
552
736
5,30
5,9
493
724
5,00
5,9
439
715
4,80
5,8
398
644
4,60
5,8
325
627
4,40
5,8
267
529
4,20
5,9
65%
28%
ADE | ADE
Eletrodos
Tabela 4.3.a – Resultados das analises do tratamento do efluente em função dos materiais catódicos
estudados.
Turbidez
DQO
pH
Volt
853
736
5,10
5,3
204
199
5,10
5,7
129
195
5,00
5,5
99,5
185
4,80
5,5
74,1
183
4,70
5,5
51,0
174
4,60
5,8
44,6
173
4,50
5,8
94%
76%
(mg/L)
Fonte: (AUTOR, 2012).
Analisando os dados descritos neste estudo, foi possível observar que os sistemas
ADE|Ti e ADE|ADE apresentaram boa eficiência para o tratamento do efluente após os
primeiros 15 minutos de reação, no entanto, o sistema ADE|ADE apresentou maior
rendimento tanto para a redução da turbidez quanto da DQO. Durante o processo
56
eletroquímico, tem-se a geração de gás oxigênio no ânodo e gás hidrogênio no cátodo,
arrastando para a superfície da solução o material particulado em suspensão, num processo
conhecido como eletroflotação. A maior eficiência, quando utilizado ADE como cátodo, se
deve às propriedades eletrocatalíticas dos ADE e, consequentemente, uma maior eficiência na
eletroflotação. A propriedade eletrocatalítica do ADE também pode ser verificada nos
menores valores de potenciais envolvidos nos processos: ADE|ADE – 5,6V; ADE|Feltro –
5,9V; e ADE|Ti – 6,3V. Embora a diferença pareça muito pequena em um processo em escala
industrial, a redução de apenas alguns milivolts é significante.
Nos três sistemas estudados utilizou-se ADE como ânodo, esse eletrodo é amplamente
empregado no tratamento de efluentes contendo poluentes orgânicos. Esses materiais oxidam
e degradam os compostos através da oxidação direta sobre o MOx-1 ou indiretamente através
do radical hidroxila eletrogerado. A redução significativa da turbidez pode ser associada à
liberação intensa de gases, mas parte da redução da DQO se deve à eletro-oxidação dos
compostos solúveis. A baixa redução da DQO para os eletrodos ADE|Feltro indica que, nesse
sistema, a eletro-oxidação foi pouco eficiente, no entanto esses resultados precisam ser
revistos.
Empregando-se o sistema ADE|ADE avaliou-se a influência da densidade de corrente
no tratamento do efluente variando-se a densidade em: 1,56; 3,12; 6,25; e 9,37 mA/cm2. Os
dados de Turbidez, DQO e pH são apresentados na tabela 4.3.b.
57
Tabela 4.3.b – Resultados das analises do tratamento do efluente em função da densidade de corrente.
Amostras recolhidas (min.)
0
15
30
45
60
90
120
1,56
Turbidez
DQO
pH
839
706
5,5
225
390
5,8
196
377
5,8
191
361
5,5
187
348
5,3
178
333
5,2
171
298
4,9
79%
57%
3,12
Turbidez
DQO
pH
863
747
4,6
149
203
4,7
115
190
4,8
108
185
4,9
93
183
5,0
77
181
5,0
56
180
5,1
93%
75%
6,25
Análises
Rendimentos
da Turbidez
(NTU) e DQO
Turbidez
DQO
pH
774
618
5,5
109
299
2,9
91,7
282
2,9
77,7
276
2,8
61,4
246
2,7
53,2
198
2,6
39,3
196
2,5
94%
68%
9,37
Densidade de
Corrente
mA/cm2
Reação Eletroquímica variando a corrente, com eletrodos de ADE|ADE
Turbidez
DQO
pH
774
656
5,4
78
295
3,0
59
293
3,0
46
291
2,8
41
286
2,7
39
279
2,6
30
274
2,5
96,%
58%
(mg/L)
Fonte: (AUTOR, 2012).
Inicialmente, analisando-se a Turbidez, verificou-se o aumento da eficiência de redução
em função da densidade de corrente aplicada, atingindo a redução de 96% comprovando a
eficiência da eletroflotação. É interessante observar que a maior redução ocorre no inicio da
reação. Aplicando-se a densidade de 9,37 mA/cm2 tem-se a redução de 90% da Turbidez nos
primeiros 15 minutos e os 6% restantes foram reduzidos no decorrer de mais de uma hora de
reação.
Já para a análise de DQO observou-se um aumento da redução de DQO entre as
densidades de 1,56 e 3,12 mA/cm2 atingindo a redução de 75% e, em seguida, tem-se a
diminuição da eficiência do processo para as densidades de 6,25 e 9,37 mA/cm2. Nas
correntes aplicadas, a reação de eletro-oxidação do composto orgânico compete com a reação
58
de desprendimento de gás. Nesse caso, o aumento da densidade de corrente favorece a
liberação de gás e não a eletro-oxidação.
No nosso caso foi considerado o melhor resultado para a densidade de 3,12 mA/cm2. O
gráfico 4.11 ilustra o resultado desta corrente em função do tempo utilizando o sistema com
os eletrodos de ADE|ADE.
Gráfico 4.11 – Resultados das análises de Turbidez e DQO, utilizando densidade de corrente
de 3,12 mA/cm2 e eletrodos de ADE|ADE.
DQO
Turbidez
900
Turbidez/DQO
750
600
450
300
150
0
0
20
40
60
80
100
120
Tempo (min)
Fonte: (AUTOR, 2012).
De acordo com o gráfico 4.11, é possível observar que, neste processo eletroquímico,
houve degradação significativa dos compostos orgânicos nos primeiros 15 minutos, no tempo
restante da reação manteve-se praticamente constante, havendo assim uma pequena redução
dos parâmetros. Portanto, não é viável manter a reação durante as duas horas de reação, já que
para um tratamento a nível industrial, iria aumentar consideravelmente o custo operacional.
4.3 Aplicação dos sistemas de tratamento associados
Após encontrar as melhores condições para as reações de Fenton, variando as
concentrações de Fe+2 e H2O2, e para as reações Eletroquímicas, variando o cátodo e a
densidades de corrente, foi feito um novo estudo associando as tecnologias, a fim de atingir
níveis de DQO, COT e Turbidez. No qual os valores destes parâmetros estejam no limite para
59
descarte de efluentes nos corpos receptores na legislação Federal, através da Resolução do
CONAMA e Estadual através do Decreto nº 6.200/1985.
Este estudo foi realizado da seguinte forma:
1- Inicialmente, tratou-se o efluente sintético através do sistema Eletroquímico
ADE|ADE e, em seguida, finalizou-se o tratamento através da reação de Fenton;
2- Inicialmente, tratou-se o efluente através da reação de Fenton e, em seguida,
completou-se o tratamento com o processo Eletroquímico;
3- Finalmente avaliou-se a eficiência das duas tecnologias simultâneas.
Os dados de DQO, COT e Turbidez são apresentados nas tabelas 4.4.a, 4.4.b, 4.4.c, com
a reação Eletroquímica e, logo após, a reação de Fenton.
Tabela 4.4.a- Reação Eletroquímica
Amostras
0
15
30
45
60
90
120
Rendimento
Turbidez
DQO
COT
Volt
pH
861
859
78
6,1
5,3
539
781
54
5,7
3,9
448
637
43
4,8
3,8
359
600
36
4,8
3,8
269
508
31
4,8
3,8
130
309
24
4,8
3,8
130
238
21
4,8
3,5
84%
72%
73%
---------
Fonte: (AUTOR, 2012).
Tabela 4.4.b- Reação de Fenton
Amostras 120/0*
Turbidez
DQO
COT
pH
130
238
21
3,5
15
30
45
60
90
120
Rendimento
131
76
15
3,0
135
57
19
3,0
135
56
19
3,0
134
47
19
3,0
129
37
14
3,0
128
42
10
3,0
1%
82%
51%
-----
(*) Após o término da reação Eletroquímica (120 minutos), iniciou (0 minuto) a reação de Fenton com
o mesmo efluente.
Fonte: (AUTOR, 2012).
Tabela 4.4.c – Resultado final do tratamento Eletroquímico seguido de Fenton
Efluente após
Rendimento
Rendimento
Efluente Efluente após
Eletroquímico Eletroquímico
Análises
após
Inicial Eletroquímica
seguido de
seguido de
Eletroquímico
Fenton
Fenton
Turbidez (NTU)
DQO (mg/L)
COT (mg/L)
861
859
78
130
238
21
84%
72%
73%
Fonte: (AUTOR, 2012).
128
42
10
85%
95%
86%
60
Com a aplicação da tecnologia Eletroquímica seguida de Fenton obteve-se a redução
considerável dos valores de Turbidez, DQO e COT, adequando o efluente para descarte. Este
procedimento é particularmente interessante, uma vez que, inicialmente o processo
eletroquímico remove a maior parte do material orgânico particulado através da
eletroflotação, em seguida, a reação de Fenton degrada o material solúvel.
Os dados de DQO, COT e Turbidez do tratamento da reação de Fenton seguido pelo
eletroquímico são apresentados nas tabelas 4.5.a, 4.5.b, 4.5.c, com reação de Fenton seguida
de reação Eletroquímica.
Tabela 4.5.a- Reação de Fenton
Amostras
0
15
30
45
60
90
120
Rendimento
Turbidez
DQO
COT
pH
825
811
90
5,3
627
181
16
3,0
595
162
19
2,9
577
158
19
2,9
566
128
20
2,9
564
123
18
2,9
554
120
18
2,9
32%
85%
79%
-----
Fonte: (AUTOR, 2012).
Tabela 4.5.b- Reação Eletroquímica
Amostras 120/0*
Turbidez
DQO
COT
Volt
pH
554
120
18
2,9
2,9
15
30
45
60
90
120
Rendimento
473
123
15
2,9
2,5
324
122
17
2,9
2,5
258
113
18
2,9
2,5
174
107
18
3,4
2,5
115
110
18
3,6
2,5
52
115
15
4,0
2,4
90%
4%
1%
---------
(*) Após o término da reação de Fenton (120 minutos), iniciou (0 minuto) a reação Eletroquímica com
o mesmo efluente.
Fonte: (AUTOR, 2012).
Os dados do tratamento do efluente através das duas tecnologias aplicadas
simultaneamente são apresentados na tabela 4.5.c, e os resultados obtidos foram muito
próximos ao das tecnologias empregadas separadamente. Nesse caso avaliando-se a relação
eficiência e custo operacional, seria mais viável aplicar a tecnologia eletroquímica por alguns
poucos minutos fazendo um pré-tratamento do efluente e, em seguida, a reação de Fenton
para adequação final do efluente para descarte.
61
Tabela 4.5.c – Resultado final do tratamento de Fenton seguido de Eletroquímico
Análises
Efluente
Inicial
Efluente
após Fenton
Rendimento
após Fenton
Turbidez
DQO
COT
825
811
90
554
120
18
32%
85%
79%
Efluente após
Rendimento
Fenton
Fenton
seguido de
seguido de
Eletroquímico Eletroquímico
52
115
18
93%
85%
79%
Fonte: (AUTOR, 2012).
Ao analisar os resultados finais de Turbidez, DQO e COT obtidos pelo tratamento
Eletroquímico seguido de Fenton, 85%, 95% e 86% respectivamente, e Fenton seguido de
eletroquímico 93%, 85% e 79% respectivamente, podemos observar que a tecnologia
Eletroquímica seguido de Fenton apresentou melhor resultado. De fato, iniciando-se o
processo com a tecnologia Eletroquímica tem-se a rápida flotação do material particulado,
eliminando a maior parte da carga orgânica da solução. Nesse estudo a reação Eletroquímica
foi conduzida por duas horas, o qual comprova a eficiência nos primeiros 15 minutos de
reação. Iniciando-se o tratamento pela reação de Fenton, a Turbidez foi parcialmente
reduzida, devido à agitação constante durante a reação, o que levou a dissolução e
desestabilização do material particulado, sendo depois necessárias duas horas de
eletroflotação para remoção satisfatória do material em suspensão.
4.4 Reação eletro-fenton
A reação Eletroquímica pode ser emprega associada à reação de Fenton para gerar os
reagentes de Fenton ou para catalisar a reação, regenerando Fe2+ através da redução do Fe3+.
Neste estudo a eficiência da tecnologia eletroquímica na regeneração do Fe2+ foi avaliada
através da reação de fenton simultânea a eletroquímica empregando-se os sistemas
ADE|ADE, ADE|Ti e ADE|Feltro. Os dados da Turbidez, DQO e COT são apresentados nas
tabelas 4.6.a, 4.6.b e 4.6.c, e o resumo das eficiências apresentados na tabela 4.7.
62
Tabela 4.6.a – Resultado do tratamento Eletro-Fenton (ADE|ADE + Fenton)
Amostras
0
15
30
45
60
90
120
Rendimento
Turbidez
DQO
COT
Volt
pH
840
751
57
3,9
5,4
72
117
11
4,1
2,9
71
102
16
4,1
2,9
64
108
14
4,1
3
55
101
15
4,2
2,9
54
106
12
4,3
3
52
99
9
4,6
2,9
93%
86%
82%
---------
Fonte: (AUTOR, 2012).
Tabela 4.6.b – Resultado do tratamento Eletro-Fenton (ADE|Ti + Fenton)
Amostras
0
15
30
45
60
90
120
Rendimento
Turbidez
DQO
COT
Volt
pH
805
730
92
4,1
5,3
50
119
16
4,1
3,0
44
113
16
4,1
3,0
41
108
15
4,1
2,9
48
97
16
4,1
2,9
58
96
16
4,0
2,9
78
97
16
4,0
2,9
90%
86%
81%
---------
Fonte: (AUTOR, 2012).
Tabela 4.6.c – Resultado do tratamento Eletro-Fenton (ADE|Feltro + Fenton)
Amostras
0
15
30
45
60
90
120
Rendimento
Turbidez
DQO
COT
Volt
pH
848
807
96
4,7
5,4
44
128
18
4,6
2,9
39
129
17
4,4
2,9
35
118
18
4,6
2,9
30
126
15
5,0
2,8
30
130
19
4,9
2,8
28
110
17
4,9
2,8
96%
86%
82%
---------
Fonte: (AUTOR, 2012).
Tabela 4.7 – Rendimento dos processos Eletro-Fenton
Análises
Turbidez
DQO
COT
ADE|ADE ADE|Ti ADE|Feltro
+ Fenton + Fenton + Fenton
93%
86%
82%
90%
86%
81%
96%
86%
82%
Fonte: (AUTOR, 2012).
Dos sistemas ADE|ADE + Fenton e ADE|Feltro + Fenton foram os que apresentaram
melhores resultados. No caso do sistema ADE|ADE, possivelmente devido ao efeito
63
eletrocatalítico do ADE (cátodo) para a liberação de gás, e o feltro de carbono, devido à
regeneração do íon Fe2+.
Na avaliação de um processo Eletroquímico, o consumo de energia pode determinar a
viabilidade ou não da aplicação desse processo. O consumo energético dos processos
Eletroquímicos associados à reação de Fenton foi calculado utilizando os dados das tabelas
4.6.a; 4.6.b e 4.6.c, e aplicados na equação 4.1 e os resultados obtidos estão apresentados na
tabela 4.8.
Consumo de Energia = V x A x t
Vs
(4.1)
onde: t é o tempo da reação Eletroquímica (h); A (ampéres) e V (volts) são a corrente e o
potencial do sistema Eletroquímico; e Vs é o volume da solução (L).
Tabela 4.8– Consumo energético nas reações Eletro-Fenton
Consumo energético em Wh/L
Densidade/Ânodo
3,12 mA/cm2
ADE|Feltro
3,78
ADE|ADE
3,34
ADE|Ti
3,25
Fonte: (AUTOR, 2012).
Dos sistemas estudados, a composição ADE|Ti apresentou menor consumo energético,
mas também a menor eficiência no tratamento do efluente. Já, comparando-se as composições
ADE|ADE e ADE|Feltro, ambos apresentaram a mesma eficiência no tratamento do efluente,
mas o sistema ADE|ADE apresentou menor consumo energético. Embora o ADE seja um
material de custo bastante superior ao do feltro de carbono, a sua aplicação se justifica, devido
à elevada estabilidade química e mecânica.
64
5 CONCLUSÕES
Os processos de Fenton e Eletroquímico, utilizados no tratamento de efluentes,
apresentam grande eficiência na oxidação de uma ampla variedade de compostos orgânicos.
De acordo com esses processos, alguns fatores podem influenciar na velocidade de
degradação, como a estrutura química do contaminante, pH, concentração de ferro e de
peróxido de hidrogênio, a carga orgânica presente, a densidade de corrente e o tipo de
eletrodo. A simplicidade de aplicação dos processos e sua alta eficiência de degradação são
seus principais atrativos.
A eficiência do tratamento de efluente da indústria de processamento de coco, através
da reação de Fenton, apresentou uma forte dependência da concentração dos reagentes de
Fenton, tendo sido obtido a remoção máxima de 99%, 88% e 86% para as análises de
Turbidez, DQO e TOC respectivamente, após duas horas de reação, utilizando-se as seguintes
concentrações de Fe2+ = 0,5 mmol/L e H2O2 = 100 mmol/L, com pH controlado em torno de
3,0 +0,1. Essas reduções foram obtidas após a reação de Fenton seguida de sedimentação.
Nos estudos Eletroquímicos, foi avaliada a influência do material catódico no
tratamento do efluente de coco, e observou-se que o sistema ADE|ADE (ânodo|cátodo)
apresentava maior eficiência em comparação com ADE|Ti e ADE|Feltro, tendo sido obtido a
redução de 93%, 86% e 82% respectivamente, para as análises de Turbidez, DQO e COT. A
maior eficiência do par ADE|ADE foi associada às propriedades eletrocatalíticas do material
para a geração de gases (oxigênio e hidrogênio) que contribui significativamente no
tratamento do efluente através da eletroflotação dos compostos particulados.
Empregando-se os processos associados, obteve as seguintes reduções, ilustradas na
tabela 5.1 abaixo.
Tabela 5.1 - Avaliação dos processos
Processos
Turbidez
DQO
COT
Eletroquímico
Fenton
Eletroquímico
seguido de
seguido de
+ Fenton
Fenton
Eletroquímico
85%
95%
86%
93%
85%
79%
Fonte: (AUTOR, 2012).
93%
86%
82%
65
Nesse estudo, verificou-se uma diferença pouco significativa na eficiência entre os
processos empregados. Nesse caso, avaliando-se a relação eficiência/custo operacional, seria
mais viável aplicar a tecnologia Eletroquímica por 15 minutos fazendo um pré- tratamento do
efluente e, em seguida, a reação de Fenton para adequação final do efluente para descarte.
Comparando-se a eficiência dos materiais eletródicos no tratamento do efluente,
simultânea à reação de Fenton, também não se verificou diferença significativa, tendo os
sistemas ADE|ADE + Fenton e ADE|Feltro + Fenton apresentado os melhores resultados. No
caso do sistema ADE|ADE, possivelmente devido ao efeito eletrocatalíticos do ADE (cátodo)
para a liberação de gás; e o feltro de carbono devido à regeneração do íon Fe 2+. O sistema
ADE|ADE apresentou menor consumo energético.
A comparação entre a eficiência do processo Eletroquímico e a reação de Fenton no
tratamento da indústria de coco fica mais evidente observando a figura 5.1. Embora as
reduções dos parâmetros analisados tenham sido muito próximas, a reação de Fenton gera
uma grande quantidade de lodo (FeOx) que exige um descarte adequado, e no processo
eletroquímico tem-se flotação do material particulado para a superfície da solução. Nesse
caso, parte da eficiência do tratamento se deve à transferência de fase do composto poluente.
Figura 5.1 - Efluente bruto tratado com as reações de Fenton e Eletroquímica
Fonte: (AUTOR, 2012).
66
A aplicação dos processos associados pode diminuir significativamente o lodo gerado
na reação de Fenton, e na reação Eletroquímica o material é flotado. Futuros estudos deverão
ser realizados visando mensurar a influência das tecnologias associadas nos resíduos sólidos
gerados.
67
6 REFERÊNCIAS BIBLIOGRÁFICAS
ABREU, F. A. P.; ROSA, M. F. Aproveitamento industrial do coco seco. 01 edição.
Aracaju: Brasília: Embrapa Informação Tecnológica, v. 01, p. 58-65. 2002.
AGRIANUAL. Anuário Estatístico da Agricultura Brasileira. Coco-da-bahia. São Paulo:
FNP Consultoria & Comércio, 2006.
ALTENHOFEN, C. G.; RODRIGUES, M. A. S.; GONÇALVES, E. Aplicação do reagente
de Fenton no tratamento de efluentes de curtumes. Instituto de Ciências Exatas e
Tecnológicas –Feevale. Novo Hamburgo –RS, 2011.
ANDRADE, J. A. Otimização da reação de Fenton visando aplicações na remediação insitu e ex-situ de águas subterrâneas. Dissertação de Mestrado – Universidade Estadual de
Campinas, Instituto de Química Campinas, SP: [s.n], 2005.
APHA/AWWA - American Public Health Association/American Water Works Association.
American Public Health Association. Standard Methods for the Examination of water and
wastewater, 20a edithion, Washington, 1998.
ARAUJO, A. L. P.; COSSICH, E. S.; TAVARES, C. R. G. Scientia Plena 5, 074201 , 2009.
BING IMAGES. Cocos nucifera flower. 2011. Disponível em:
<http://wildlifeofhawaii.com/flowers/1111/cocos-nucifera-coconut-palm> Acesso em
21/03/2011
BRILLAS, E.; MUR, E.SAULEDA, R.;SANCHEZ, L.; PERAL, J.;DOMÉNECH, X.;
CASADO, J. Aniline mineralization by AOP’s: anodic oxidation, photocatalysis, electroFenton and photoelectro-Fenton processes. Appl. Catal. B: Environ. 16 (1998).
CALLADO, N. H.; PAULA, D. R. Gerenciamento de resíduos de uma indústria de
processamento de coco - estudo de caso. In: XX Congresso Brasileiro de Engenharia
Sanitária e Ambiental, 1999, Rio de janeiro. Anais. Rio de Janeiro: ABES. p. 1-10, 1999.
CHAMARRO, E.; MARCO, A.; ESPLUGAS, S. Use of Fenton reagent to improve organic
chemical biodegradability. Water Research, v. 35, p. 1047-1051, 2001.
CIMM. Efluentes Industriais. 2011. Disponível em:
<http://www.cimm.com.br/portal/material_didatico/3669-efluentes-industriais>. Acesso em:
31/03/2011
COELHO, M.A.Z. et al. Aproveitamento de resíduos agroindustriais: produção de
enzimas a partir da casca de coco verde. Boletim do Centro de Pesquisa e Processamento
de Alimentos. Curitiba, v.19, n.1, p.37-42, 2001.
COMNINELLIS C., DE BATTISTI A., Electrocatalysis In Anodic Oxidation Of Organics
With Simultaneous Oxygen Evolution. Journal Chim. Phys. 1996. 93(4): p. 673-679.
COMNINELLIS C. H., PULGARIN, C., 1991. Anodic oxidation of phenol for waste water
treatment. Jounal of Applied Electrochemistry. 21, 703-708.
68
CRESPILHO, F. N.; SANTANA, C. G.; REZENDE, M. O. O. Tratamento de efluente da
indústria de processamento de coco utilizando eletroflotação. Química Nova, v.3, São
Paulo - SP, 2004.
CUENCA, M A. G. Importância econômica do coqueiro. In: FERREIRA, J. M. S.;
ARWICK, D. R. N.; SIQUEIRA, L. A. (Ed.). A cultura do coqueiro no Brasil. 2.ed.
DE JULIO, M.; NEVES, E. F. de A.; TROFINO, J. C.; DI BERNARDO, L. Emprego do
reagente de fenton como agente. Eng. Sanit. Ambient., São Paulo, v. 11, n. 3, p.260-268,
set. 2006.
DEL CANÍZIO, J. A. PALMERAS: 100 gêneros e 300 espécies. Ediciones Mundi – Prensa,
S.A, Barcelona – Espanha. 2002. 350p.
DU, Y.; ZHOU, M.; LEI, L.; 2006; “Role of the intermediates in the degradation of
phenolic compounds by Fenton-like process”; J. Haz. Mat. B; 136, 859-865.
EMBRAPA. Biodegradação da fibra da casca de coco. Virtual Books, 2004. 45p.
ERIC, J. R.; Eletech Research. 1998, 625.
FAO- DEPARTAMENTO DE AGRICULTURA DA ORGANIZAÇÃO DAS NAÇÕES
UNIDAS PARA AGRICULTURA E ALIMENTAÇÃO. 2006.
FERNANDES, L. A água doce no Brasil. 17 de Novembro de 2009. Disponível em:
<http://www.webartigos.com> Acesso em: 31 de Março de 2011.
FORNAZARI, A. L. T.; MALPASS, G. R. P.; MIWA, D. W.; MOTHEO, A. J. Aplicação da
Degradação Eletroquímica de Efluentes Composto por Misturas de Fenol Formaldeído. Key elements for a sustainable world: energy, water and climate change. São
Paulo/BR – Maio, 20-22 – 2009.
FÓTI, D. G.; COMNINELLIS, CH.; PERRET, A. and HAENNI, W.; Electroc. and Solid
State Letters, 2, 228, 1999.
FRANCISCO, W. C. Água. 2011. Disponível em:
<http://www.brasilescola.com/geografia/agua.htm>. Acesso em 31/03/2011.
FREIRE, R. S.; PELEGRINI, R.; KUBOTA, L. T. e DURÁN, N. Novas tendências para o
tratamento de resíduos industriais contendo espécies organocloradas. Universidade
Estadual de Campinas, SP, 2000.
FREMOND, Y.; ZILLER, R.; De LAMOTHE, M. N. El cocotero: técnicas agrícolas y
producciones tropicales. Barcelona: Editorial Blume, 1975. 236p.
GALVEZ, J. B.; RODRIGUEZ, S. M.; GASCA, E. C. A.; BANDALA, E. R.; GELOVER, S.;
LEAL, T. Purificacion de água por fotocatalisis heterogênea: estado Del arte In:
Eliminácion de contaminantes por fotocatalisis heterogênea. La Plata, Digital Graf, 2001
69
GAZETA DE ALAGOAS. Cultura do coco agoniza em Alagoas. Gazeta de Alagoas,
Caderno Municípios, p D13, 30 de março de 2008.
GOMES, L. M. Tratamento de efluentes da indústria de coco utilizando os processos de
fenton e eletroquímico. Dissertação de Mestrado em Engenharia Química, Universidade
Federal de Alagoas. Alagoas, 2012.
JONES, D. L. Palmeiras del mundo. Ediciones Omega, S.A. Barcelona – Espanha, 1999.
290p.
JORNALLIVRE. Mata dos Cocais. Disponível em:
<http://www.jornallivre.com.br/182332/tudo-sobre-mata-dos-cocais.html>. Acesso em:
20/03/2011.
KIWI, J.; LOPEZ, A.; NADNOCHENKO, V., 2000, “Mechanism and kinetics of the OHradical intervention during Fenton oxidation in the presence of a significant amount of
radical scavenger (Cl-)”. Environ. Sci. Technol., 32, 2162-2168.
KWON, B. G.; LEE, D. S.; KANG, N.; YOON, J. Characteristics of pchlorophenol
oxidation by Fento’s reagent. Water Research, v. 33, p. 2210- 2118, 1999.
LIMA, D. M.; COLUGNATI, F. A. B.; PADOVANI, R. M.; AMAYA, D. B. R.; SALAY, E.;
GALEAZZI, M. A. M. Tabela brasileira de composição de alimentos / NEPA-UNICAMP.T113 Versão II. - 2. ed. - Campinas, SP: NEPA-UNICAMP, 2006. 113p.
LIN, S.; GUROL, M. D.; Wat. Sci. Tech. 1996, 34, 57.
LIPP, L.; PLETCHER, D.; Electrochim. Acta. 1997, 42, 1091.
LORENZI, H. Árvores Brasileiras: manual de identificação e cultivo de plantas arbóreas
nativas do Brasil. Editora Plantanarum LTDA – Nova Odessa – SP/Brasil. 1992. 277p.
LORENZI, H.; MOREIRA, S. H. Plantas ornamentais no Brasil – herbáceas, arbustivas e
trepadeiras. Editora Plantarum LTDA – Nova Odessa – SP / Brasil 2001. 1120p.
MALIK, P.K.; SAHA, S;K.; 2003; “Oxidation of direct dyes with hydrogen peroxide
using ferrous ion as catalyst”. Separ. Pur. Technol.; 3, 241-250.
MANDALL, A.; OJKA, K.; DE, A.K.; BHATTACHARJE, E. 2004. “Removal of catechol
from aqueous solution by advanced photo-oxidation process”. Chem. Eng. J.; 102, 203208.
MIRAPALHETA, A.; SANTOS, A. C.; TONHOLO, J.; SOLETTI, J.I.; ZANTA, C.L.P.S.
Desenvolvimento de reatores eletroquímicos para tratamento de efluentes da indústria
do petróleo. 4º PDPETRO, Campinas, SP, 2007.
NAVES, F. L. Utilização de processos oxidativos avançados no tratamento de efluentes a
base de resina fenólica, proveniente de indústria de tintas e derivados. Dissertação de
Mestrado em Processos Catalíticos e Biocatalíticos, Escola de Engenharia de Lorena. São
Paulo, 2009. 24p.
70
NOGUEIRA, R. F. P.; TROVÓ, A. G.; SILVA, M. R. A.; VILLA R. D. Fundamentos e
aplicações ambientais dos processos fenton e foto-fenton. Química Nova, Vol. 30, No. 2,
400-408, Araraquara – SP, 2007.
OLIVEROS, E.; LEGRINI, O.; HOHL, M.; MULLER, T.; BRAUN, A. M. Industrial waste
water treatment large scale development of a light – enhanced Fenton reaction, chemical
Engineering and Processing. Chemical Research, v. 36, p. 397 – 405, 1997.
PATERLINI, W. C.; NOGUEIRA, R. F. P.; Chemosphere 2005, 58, 1107.
PERA-TITUS, M.; GARCIA-MOLINA, V.; BAÑOS, M. A.; GIMÉNEZ, J.; ESPLUGAS, S.
Degradation of chlorophenols by means of advanced oxidation processes: a general
review, applied catalysis B. Environmental, v. 47, p. 219 – 256, 2004.
PÉREZ M.; TORRADES, F.; HORTAL, J.A.G.; DOMÉNECH, X.; PERAL, J. Appl. Catal.
B. 2002, 36,33.
PEROXITEC. Tecnologias Disponíveis. PUC-Rio. Departamento de Ciências dos Materiais
e Metalurgia. Disponível
em:<http://www.bescope.com.br/bescope/projetos/peroxitec/pservicos.php?op=2>.
Acesso em: 25/03/2011
PIGNATELLO, J.J.; OLIVEIROS, E.; MACKAY, A. Environ. Sci. Technol. 2006, 36, 1.
PLETCHER, D.; De LEON, P.; J. Appl. Electrochem. 1995, 25, 307.
QIANG, Z.; CHANG, J-H.; HUANG, C-P. Electrochemical regeneration of Fe2+ in
Fenton oxidation processes. Water Research 37 (2003) 1308–1319
SHIMADZU. Manual básico de manutenção do Analisador de Carbono Orgânico Total.
TOC-V CPN, [1999].
SILVA, P. C. F. Tratamento eletrolítico de resíduos líquidos gerados em indústria
mecânica fabricante de equipamentos para produção de petróleo. Dissertação de
Mestrado em Sistemas de Gestão, Universidade Federal Fluminense. Rio de Janeiro, 2005.
40p.
SILVESTRE, T. Sbrigati in cucina. 2010. Disponível em:
<http://teresasilvestri.blogspot.com.br/2010/10/bolos-com-coco-inesqueciveis.html>. Acesso
em: 21/03/2011
SOBRINHO, M. A. M. Processos Oxidativos Avançados para o Tratamento de Águas
Residuárias. Universidade Federal de Pernambuco, Departamento de Engenharia Química.
2011.
SUN, J.H.; SUN, S.P., FAN, M.H.; GUO, H. Q.; QIAO, L. P.; SUN, R. X.; 2007; “A Kinetic
study on the degradation of p-nitroaniline by Fenton oxidation process”. J. Haz. Mat.;
148, 172-177.
71
TEIXEIRA, C. P. A. B. Destruição de compostos potencialmente tóxicos utilizando
fotocatálise heterogênea.1997. 88p. Dissertação (Mestrado) - Faculdade de Engenharia Cívil,
Universidade Estadual de Campinas – UNICAMP 1997.
TORRADES, F.; PÉREZ, M.; MANSILLA, H. D.; PERAL, J.; Chemosphere 2003, 53, 1211.
VLYSSIDES, A. G.; ISRAILIDES, C. J. Environ. Poll. 1997, 97, 147.
VON SPERLING, M. V. Lagoas de Estabilização: Princípios do Tratamento Biológico de
Águas Residuárias, vol. 3. Belo Horizonte: Universidade Federal de Minas Gerais, 1998.
ZANTA, C. L. P. S. Catalise redox heterogênea: O uso de Anodos Dimensionalmente
Estáveis na oxidação de Olefinas. Tese (Doutorado). Depto de Química da Faculdade de
Filosofia de Ciências e Letras, Ribeirão Preto, 2000.
ZANTA, C. L. P. S. ; FRIEDRICH, L. C. ; MACHULEK Jr., A. ; HIGA, K. M. ; QUINA, F.
H. . Surfactant Degradation by a Catechol-Driven Fenton Reaction. Journal of
Hazardous Materials (Print), v. 178, p. 258-263, 2008.
ZUCCARI, M. L.; GRANER, C. A. F.; LEOPOLDO, P. R. Determinação da demanda
química de oxigênio (DQO) em águas e efluentes por método colorimétrico alternativo.
Engenharia de Agricultura. Botucatu, São Paulo, Vol. 20, n. 4, 2005, p 69-82.