TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico
17 a 20 de Junho de 2012, Atibaia, SP, Brasil
ANÁLISE DA UTILIZAÇÃO DE PROPANO E GÁS NATURAL COMO GÁS DE
ENRIQUECIMENTO EM ATMOSFERAS DE CARBONITRETAÇÃO
E. R. Giroto 1
Avenida Piraporinha, 1000 – São Bernardo do Campo 09891-901 – SP. E-mail:
[email protected]
1 – ZF do Brasil Ltda
RESUMO
A atmosfera de tratamento termoquímico é uma das principais variáveis de
processo para se obter a qualidade das peças tratadas. Diferentes tipos de
atmosferas são utilizados na pratica industrial desses tratamentos. Para realizar
uma carbonitretação geralmente utilizam-se atmosferas portadoras a base de gás
endotérmico ou uma mistura de nitrogênio / metanol. Adicionalmente a essa
atmosfera, um gás de enriquecimento rico em hidrocarboneto saturado é utilizado,
sendo os mais comuns o propano ou gás natural. Na indústria, cada vez mais,
inúmeros trabalhos são desenvolvidos na tentativa de aperfeiçoar o tempo para se
obter essa atmosfera ideal de trabalho e reduzir conseqüentemente o consumo de
gases
de
enriquecimento.
A
literatura
relata
o
uso
do
gás
propano
preferencialmente como gás de enriquecimento por garantir exatamente esse
benefício, o que está atribuído não apenas pela maior quantidade de carbono
presente por molécula, mas também por sua termodinâmica e cinética.
Palavras-chave: Carbonitretação, atmosfera de tratamento, gás de
enriquecimento, propano, gás natural.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico
17 a 20 de Junho de 2012, Atibaia, SP, Brasil
INTRODUÇÃO
Carbonitretação
A carbonitretação gasosa é um tratamento termoquímico no qual consiste
no aquecimento do aço, geralmente acima da temperatura de transformação, em
uma atmosfera gasosa capaz de fornecer carbono e nitrogênio simultaneamente,
os quais serão absorvidos pela superfície do metal durante o tratamento térmico.
O principal objetivo da carbonitretação é conferir ao aço uma camada dura
e resistente ao desgaste, de espessura de 0,07 a 0,7 mm. Difere-se da
cementação porque a camada obtida possuir maior temperabilidade do que uma
camada cementada, de modo que, pode-se obter uma camada dura e resistente
ao atrito, de baixo custo a partir de um aço carbono.
Atmosfera de carbonitretação
Cada vez são mais freqüentes os desenvolvimentos na indústria na
tentativa de se reduzir o tempo de tratamento térmico e o consumo desses gases.
Uma vez que os trabalhos para o aumento da temperatura de processo têm efeito
deletério tanto para as peças tratadas como para elementos dos fornos, cada dia
são mais comuns trabalhos de otimização em atmosferas de tratamento térmico.
Para isso, tentativas de otimização da atmosfera são mais comuns, o que
contribuem para reduzir o tempo para se atingir o potencial de carbono desejado,
reduzindo conseqüentemente o consumo total de gás por ciclo de tratamento.
Dessa forma, uma atmosfera ótima pode ser definida como sendo uma atmosfera
capaz de promover uma rápida taxa de enriquecimento de carbono sem haver a
formação demasiada de fuligem nos equipamentos.
A atmosfera geralmente utilizada para a carbonitretação é formada por:
Um
gás
portador:
gás
endotérmico
(mistura
hidrocarboneto) ou nitrogênio e metanol (60%-40%);
de
ar
com
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico
17 a 20 de Junho de 2012, Atibaia, SP, Brasil
Um gás de enriquecimento: gás natural ou propano e;
Amônia anidra (de 2 a 12%)
Uma atmosfera formada pela mistura de gás endotérmico com um
hidrocarboneto para promover seu enriquecimento é utilizada pela indústria por
mais de 50 anos, por promover um controle mais apurado do potencial de
carbono, além de maior uniformidade e resultados replicáveis. Já o gás portador
formado por uma mistura de nitrogênio e metanol, a qual reage dentro do forno de
tratamento térmico, se tornou mais comum nos últimos anos em função da sua
principal vantagem que é banir a necessidade de um gerador de gás endotérmico
(1) a (3)
.
Em função da similaridade de composição química, os mesmos controles e
variáveis de processo podem ser utilizados em ambos os gases portadores.
Inúmeras reações químicas ocorrem simultaneamente na atmosfera de
tratamento térmico, porém apenas as três reações representadas pelas equações
(A), (B) e (C) são importantes para se determinar a taxa de transferência de
carbono: (4)
2CO C(Fe) + CO2
CH4 C(Fe) + 2H2
CO + H2 C(Fe) + H2O
(A)
(B)
(C)
Gases de enriquecimento
Os principais candidatos a gases de enriquecimento para a carbonitretação
incluem os hidrocarbonetos insaturados (C2H4 e C3H6) e hidrocarbonetos
saturados (CH4 e C3H8). Os hidrocarbonetos insaturados não são empregados na
prática por serem menos estáveis, se transformam em carbono livre na atmosfera
antes de entrar em contato com a superfície das peças em tratamento, facilitando
a formação de fuligem nos equipamentos e impedindo o controle do processo. Por
sua vez, os hidrocarbonetos saturados são mais estáveis na temperatura de
processo e preferencialmente se depositam na superfície das peças ao invés da
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico
17 a 20 de Junho de 2012, Atibaia, SP, Brasil
atmosfera, reduzindo assim a formação de fuligem nos equipamentos e facilitando
o processo e seu controle. (5)
A prática do uso dos hidrocarbonetos saturados como o gás natural ou
propano é de domínio público e inúmeros questionamentos na tentativa de
comparar os dois gases são geralmente abordados na indústria.
Quando o hidrocarboneto saturado é utilizado na forma de gás de
enriquecimento, o mesmo reage com o gás portador de acordo com as equações
(D) e (E): (6)
CH4 + CO2 2CO + 2H2
CH4 + H2O CO + 3H2
(D)
(E)
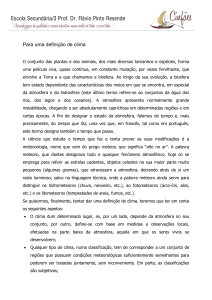
A literatura menciona alguns estudos comparativos utilizando esses dois
gases como gás de enriquecimento. Alguns dados mostram claramente que o
emprego do propano como gás de enriquecimento aumenta significativamente a
taxa de liberação de carbono e produz um potencial de carbono mais elevado em
comparação à mesma atmosfera enriquecida com gás natural. (7)
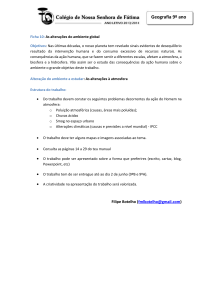
A Figura 1 compara a evolução do potencial de carbono quando uma
mesma atmosfera é enriquecida com propano e gás natural.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico
17 a 20 de Junho de 2012, Atibaia, SP, Brasil
Figura 1 – Evolução do potencial de carbono para uma atmosfera enriquecida com propano e gás
(7)
natural
O uso de propano como gás de enriquecimento é significativamente mais
efetivo, pois suas moléculas possuem uma maior relação de átomos de carbono
por cada átomo de hidrogênio, o que proporciona uma maior quantidade de
átomos de carbono na atmosfera. A reação de decomposição do propano é
representada na equação (F). (7)
C3H8 C + 2CH4
(F)
A equação (F) mostra que um mol de C3H8 produz dois moles de CH4. O
primeiro produto da decomposição é o carbono livre, o qual promove um rápido
aumento do potencial de carbono na atmosfera. O segundo produto é o CH4 que
participa das reações químicas (D) e (E), que reduz as concentrações de H 2O e
CO2 da atmosfera duas vezes mais rápido do que aconteceria se o gás natural
fosse empregado. (7)
Formação de fuligem
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico
17 a 20 de Junho de 2012, Atibaia, SP, Brasil
Quando o gás de enriquecimento é utilizado no processo, suas reações (D
e E) desviam do equilíbrio químico, resultando em uma excessiva quantidade de
metano livre na atmosfera de tratamento. O aumento da concentração de metano
pode ser observado em diferentes tipos de atmosferas de tratamento, e é
considerada normal até certo limite.
(1)
. O nível de decomposição do metano
dependerá do tipo e quantidade do hidrocarboneto utilizado, temperatura de
processo e características da carga a ser tratada.
(8)
Uma elevada concentração
de metano residual favorece a precipitação de grafite, através da reação química
(B) o que resulta na formação de fuligem. (9)
Para prevenir a formação de fuligem, alguns dados experimentais na
literatura, determinam que o teor residual de metano na atmosfera não ultrapasse
1% do volume total da atmosfera. (10)
O gás propano por possuir maior facilidade em disponibilizar carbono livre
na atmosfera, quando utilizado como gás de enriquecimento, tem-se uma maior
propensão para a formação de fuligem do que o gás natural, a qual é mais notória
quando um fluxo acima de 4% do volume total da atmosfera de tratamento for
utilizado. (7)
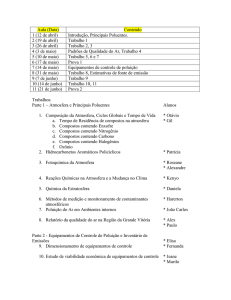
MATERIAIS E MÉTODOS
Os testes foram realizados a 880ºC com cargas efetivas de produção,
formadas por peças em aço SAE 1010 em forno de escala industrial tipo câmara,
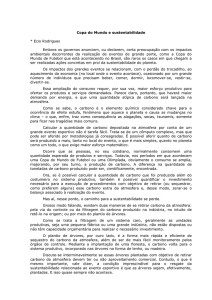
aquecido a gás e câmara de tratamento com aproximadamente 3,5 m³. Para
promover uma circulação da atmosfera dentro da câmara, o forno é equipado com
recirculador de atmosfera instalado no teto da câmara. A mistura gasosa
composta pelo gás portador, gás de enriquecimento e amônia foi introduzida
através de um tubo difusor localizado próximo ao recirculador de atmosfera. O
esquema utilizado durante os testes está detalhado na Figura 2.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico
17 a 20 de Junho de 2012, Atibaia, SP, Brasil
Figura 2 – Esquema da metodologia empregada
A composição da atmosfera de tratamento foi monitorada após o
carregamento da carga e por mais uma hora após a estabilização da temperatura
de processo. Para o monitoramento da atmosfera foi utilizado um analisador de
gás por infravermelho (CO / CO2 / CH4), e o potencial de carbono calculado a
partir da composição da mistura da atmosfera analisada e a temperatura de
processo.
Para
analisar
o
efeito
de
cada
hidrocarboneto
como
gases
de
enriquecimento na atmosfera de tratamento, foram monitoradas três cargas
utilizando o gás propano e três cargas utilizando o gás natural, nas frações
volumétricas definidas na Tabela I.
Tabela I – Fração volumétrica de cada gás de enriquecimento utilizado durante os testes
Testes
Gás de enriquecimento
utilizado
Fração volumétrica
utilizada (%)
C3H8
2,5
CH4
5,0
Teste 1
Teste 2
Teste 3
Teste 1
Teste 2
Teste 3
RESULTADOS E DISCUSSÕES
A composição química média do gás portador utilizado durante os testes com
ambos os gases de enriquecimento está detalhada na Tabela II.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico
17 a 20 de Junho de 2012, Atibaia, SP, Brasil
Tabela II – Composição química média do gás portador utilizado
% CO
16 - 20
% CO2
0,10 -0,40
% CH4
0,0 – 3,0
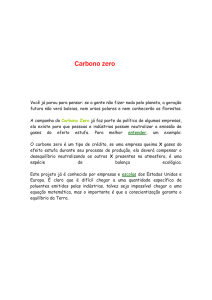
Os valores analisados da evolução do potencial de carbono na atmosfera
de tratamento térmico utilizando o propano e o gás natural como gases de
enriquecimento nos três testes estão demonstrados na Figura 3 e Figura 4
respectivamente.
1,05
Potencial de carbono (%)
0,9
0,75
0,6
0,45
0,3
Teste 1; C3H8
Teste 2; C3H8
0,15
Teste 3; C3H8
0
0
20
40
60
80
100
Tempo (minutos)
Figura 3 – Evolução do potencial de carbono durante
como gás de enriquecimento
os testes realizados utilizando propano
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico
17 a 20 de Junho de 2012, Atibaia, SP, Brasil
1,05
Potencial de carbono (%)
0,9
0,75
0,6
0,45
0,3
Teste 1; CH4
Teste 2; CH4
0,15
Teste 3; CH4
0
0
20
40
60
80
100
Tempo (minutos)
Figura 4 – Evolução do potencial de carbono durante
os testes realizados utilizando gás natural
como gás de enriquecimento
Observa-se que após quarenta minutos do início do ciclo de tratamento, o
potencial de carbono do forno já pode ser considerado estabilizado para os dois
gases de enriquecimento utilizados.
O valor médio do potencial de carbono na atmosfera enriquecida com o gás
propano é ligeiramente maior que o potencial de carbono obtido após a
estabilização utilizando o gás natural, conforme detalhado na Figura 5.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico
17 a 20 de Junho de 2012, Atibaia, SP, Brasil
Potencial de carbono médio (%)
0,90
0,75
0,60
0,45
0,30
C3H8
0,15
CH4
0,00
0
20
40
60
80
100
Tempo (minutos)
Figura 5 – Comparativo da evolução do potencial de carbono médio entre os gases de
enriquecimento
Para se obter a mesma faixa do potencial de carbono com os dois
hidrocarbonetos, para os testes com gás natural foi necessário o dobro da fração
volumétrica utilizada nos teste com propano. Dessa forma, observou-se uma maior
quantidade residual de metano na atmosfera de tratamento nos testes que
utilizaram o gás natural como gás de enriquecimento, como mostra a Figura 6, fato
que favorece a formação de fuligem.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico
17 a 20 de Junho de 2012, Atibaia, SP, Brasil
3,30
3,00
Volume médio de CH 4 (%)
2,70
2,40
2,10
1,80
1,50
1,20
0,90
C3H8
0,60
CH4
0,30
0,00
0
20
40
60
80
100
Tempo (minutos)
Figura 6 – Comparativo do teor residual de CH4 para os dois hidrocarbonetos utilizados
CONCLUSÕES
Em todos os testes utilizando ambos os gases de enriquecimento, o
potencial de carbono da atmosfera se estabilizou após 40 minutos do início do
ciclo de tratamento.
O uso do propano como gás de enriquecimento em atmosferas de
carbonitretação é muito mais efetivo quando comparado com o gás natural em
função da maior taxa de liberação de carbono.
Uma mesma faixa de potencial de carbono em uma atmosfera enriquecida
com gás natural só pode ser obtida utilizando no mínimo, o dobro da fração
volumétrica de gás de enriquecimento, quando o gás propano é utilizado.
O uso do gás natural como gás de enriquecimento mostrou uma maior
tendência para a formação de fuligem em função da maior quantidade residual de
metano na atmosfera de tratamento, apesar do gás propano apresentar maior
probabilidade para isso, fato que deve estar relacionado com a maior fração
volumétrica utilizada.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico
17 a 20 de Junho de 2012, Atibaia, SP, Brasil
REFERÊNCIAS
1. SLYCKE, J. ; SPROGE, L. Journal Heat Treating, v. 5, n. 2, p. 97 – 114
(1988)
2. EDENHOFER, B. Journal Heat Treating, v. 22, n. 3, p. 55 – 60 (1955)
3. LEFEVRE, L. ; DOMERGUE, D. Heat Treat. Met., v. 28, n. 3, p. 59 – 62
(2001)
4. COLLIN, R. ; GUNNARSON, S. ; THULIN, D. Journal Iron Steel Inst., v.
210, n. 10, p. 785 – 789 (1972)
5. STICKELS, C. A. Metals Handbook, 9th ed., vol. 4, p. 312 – 324 (1981)
6. BOYER, H. Case Hardening of Steel, American Society for Metals, p. 1 12 (1987)
7. KARABELCHTCHIKOVA, O. Fundamentals of mass transfer in gas
carburizing, p. 17 – 35 (2007)
8. SLYCKE, J. ; SPROGE, L. Journal Heat Treat., v. 5, n. 2, p. 97 – 114
(1988)
9. SPROGE, L. ; AGREN, J. Journal Heat Treat., v. 6, n. 1, p. 9 – 19 (1988)
10. STICKELS, C. A. ; MACK, C. M. ; BRACHACZEK, M. Metall.Trans. B, v.
11B, n. 3, p. 471 – 479 (1980)
Comparison between propane and natural gas as enriching gas for carbonitriding
process
ABSTRACT
The thermochemical heat treatment atmosphere is a major process variable
to obtain the quality of the treated parts. Different types of atmospheres are used in
industrial practice. To perform a carbonitriding usually utilize atmospheres carrierbased endothermic gas or a mixture of nitrogen / methanol. In addition to this, a
gas enrichment saturated hydrocarbon is used, the most common propane or
natural gas. In industry, increasingly, many studies have been conducted to
optimize the time to get this right atmosphere and therefore reduce the
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico
17 a 20 de Junho de 2012, Atibaia, SP, Brasil
consumption of gas enrichment. The literature reports the use of propane
preferably as enrichment to ensure exactly this benefit, which is attributed not only
by the largest amount of carbon present per molecule, but also for its
thermodynamics and kinetics.
Key words: carbonitriding, heat treatment atmosphere, enriquiching gas, propane,
natural gas