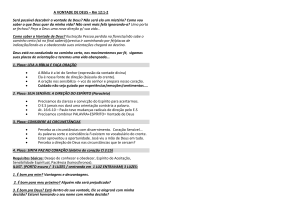
TORNO MECÂNICO
É uma máquina-ferramenta muito
versátil porque, além das operações de
torneamento, pode executar operações
que normalmente são feitas por outras
máquinas como a furadeira, a fresadora
e a retificadora, com adaptadores
relativamente simples.
TORNO MECÂNICO
1. Corpo da máquina: barramento, cabeçote fixo e móvel,
caixas de mudança de velocidade.
2. Sistema de transmissão de movimento do eixo: motor
polia, engrenagens, redutores.
3. Sistemas de deslocamento da ferramenta e de
movimentação da peça em diferentes velocidades:
engrenagens, caixa de câmbio, inversores de marcha, fusos, vara
etc.
4. Sistemas de fixação da ferramenta: torre, carro portaferramenta, carro transversal, carro principal ou longitudinal e da
peça: placas, cabeçote móvel.
5. Comandos dos movimentos e das velocidades: manivelas e
alavancas.
Características do torno
A - Distância máxima entre pontas
B - Altura das pontas em relação ao
barramento
C - Altura da ponta em relação ao
fundo da cava
D - Altura da ponta em relação à
mesa do carro principal
E - Diâmetro d furo do eixo
principal
F - Passo do fuso
• Número de avanços automáticos do
carro
• Número de passos de roscas em
milímetros
• Número de roscas módulo e
"diametral Pitch"
• Número de velocidades do eixo
principal
• Potência do motor
Acessórios do torno
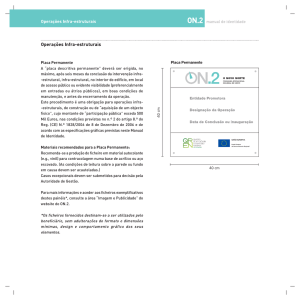
Acessórios do torno
Tipos - Torno Mecânico Universal
a - placa
b - cabeçote fixo
c - caixa norton
d - torre porta
ferramenta
e - carro transversal
f - carro principal
g - barramento
h - cabeçote móvel
Torno Revolver
Torno Copiador
Neste torno, os movimentos que definem a
geometria da peça são comandados através de
mecanismos que copiam o contorno de um modelo.
Torno de Placa ou Platô
O torno de placa ou platô é amplamente utilizado nas empresas
que executam trabalhos de mecânica e caldeiraria pesada. Executa
torneamento de peças de grande diâmetro, com polias, volantes,
flanges, etc.
a - cabeçote
b - placa
c - sela
d - porta-ferramenta
e - carros
Torno Vertical
a - porta-ferramentas vertical
b - porta-ferramentas horizontal
c - placa
d - travessão
e - montante
f - guia
Torno CNC
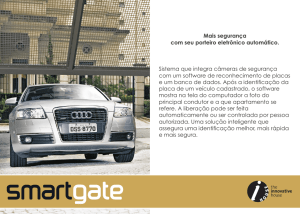
Operações de usinagem de torneamento
TORNEAMENTO
CILINDRICO EXTERNO
SANGRAMENTO
RADIAL
TORNEAMENTO
CILINDRICO INTERNO
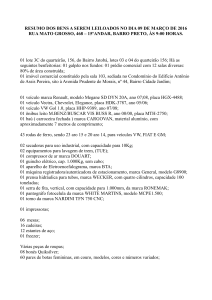
Placa universal
Para realizar o torneamento, é necessário que tanto a peça
quanto a ferramenta estejam devidamente fixadas. Quando as
peças a serem torneadas são de pequenas dimensões, de formato
cilíndrico ou hexagonal regular, elas são presas por meio de um
acessório chamado de placa universal de três castanhas.
Fixação
1- Para peças cilíndricas maciças como
eixos, por exemplo, a fixação é feita por
meio da parte raiada interna das castanhas
voltada para o eixo da placa universal.
2- Para peças com formato de anel, utilizase
a parte raiada externa das castanhas.
3- Para peças em forma de disco, as
castanhas normais são substituídas por
castanhas invertidas.
Funcionamento do torno mecânico
Faz-se através de vários órgãos com movimentos circulares e
retilíneos.
Movimento do eixo principal
O eixo principal localizado no cabeçote fixo recebe o
movimento de rotação do motor elétrico através de correias polias e
engrenagens.
– No cabeçote fixo, um conjunto de engrenagens possibilita variar
as rotações do eixo
– principal através do posicionamento de alavancas externas.
Movimento do carro principal
Condições de uso
O torno mecânico deve estar, para bom funcionamento, bem
nivelado e com os apoios de sua base ou pés bem assentados.
Para se obter um bom trabalho, o torno e seus acessórios, devem
estar sempre:
- Limpos;
- Ajustados;
- Lubrificados.
Cuidados a observar
. Verifique, antes de ligar a máquina, se o carro se move livremente
ao longo das guias do barramento.
. Proteja o barramento, sempre que colocar ou retirar placas ou
materiais pesados.
. Determine lugar apropriado para as ferramentas e instrumentos
de medir.
. Evite colocar ferramentas e instrumentos de medir sobre o
barramento.
. Mantenha os acessórios do torno em lugar adequado.
Carro principal
É uma parte do torno que se
desloca sobre o barramento.
O deslocamento pode-se dar
de duas formas:
Manual - através do volante;
Automático - através do fuso;
O carro principal é
constituído de:
- Mesa;
- Avental;
- Carro transversal;
- Carro superior;
- Porta-ferramenta.
Funcionamento geral de carro
Movimento manual do carro
- O giro do volante
movimenta pinhão.
- O pinhão, engrenado à
cremalheira, desloca o
carro.
Avanço automático do carro
através da vara
O giro da vara movimenta a rosca
sem-fim.
Esse movimento é transmitido ao
pinhão através de um conjunto de
engrenagens.
O pinhão, engrenado à cremalheira,
movimenta longitudinalmente o carro.
Avanço automático do carro transversal
O giro da vara movimenta a
rosca sem-fim.
O movimento se transmite,
através de um conjunto de
engrenagens, até o pinhão do
parafuso de deslocamento
transversal.
Girando o parafuso, a porca
se desloca movimentando o
carro.
Avanço automático do carro através do
fuso (para abertura de roscas):
a - Move-se a alavanca de
engate
do fuso.
b - Os pinos das metades da
porca bipartida, movem-se nos
rasgos do disco.
Os pinos fecham a porca,
engrenando-a com o fuso.
A rotação do fuso determina
o
avanço longitudinal do carro.
Cuidados a observar
As guias e os parafusos de comando dos
carros devem ser limpos periodicamente e
lubrificados constantemente.
Proteja adequadamente os mecanismos
dos
carros e o barramento do torno.
Cabeçote fixo
É a parte do torno que aloja os órgãos que recebem o
movimento de rotação do motor e o transmitem à peça a ser
torneada.
No cabeçote fixo estão colocados:
• O eixo principal
• O mecanismo de mudança de velocidade de rotação do eixo
principal
• O mecanismo de inversão de sentido do movimento de avanço do
carro.
Grade
É um suporte de ferro
fundido em que se monta
um jogo de engrenagens
para se obter um avanço
automático,
previamente
determinado, do carro do
torno.
TORNEAMENTO
O processo que se baseia no movimento
da peca em torno de seu próprio eixo chamase
torneamento. O torneamento é uma operação
de usinagem que permite trabalhar peças
cilíndricas movidas por um movimento
uniforme de rotação em tomo de um eixo fixo.
Movimentos
Para executar o torneamento,
são necessários três movimentos
relativos entre a peça e a
ferramenta.
Eles são:
1. Movimento de corte:
2. Movimento de avanço:
3. Movimento de penetração:
Operações e ferramentas
Segurança em primeiro lugar
Antes de iniciar qualquer operação no torno,
lembre-se sempre de usar o equipamento de proteção
individual (EPI): óculos de segurança, sapatos e
roupas apropriadas.
Além disso, o operador de máquinas não pode usar
anéis, alianças, pulseiras, correntes e relógios que
podem ficar presos às partes móveis da máquina,
causando acidente.
Operação - Facear
A primeira operação do
torneamento é, pois, fazer
no
material
uma
superfície
plana
perpendicular ao eixo do
torno, de modo que se
obtenha uma face de
referência
para
as
medidas que derivam
dessa face. Essa operação
se chama facear.
A operação de facear prevê as seguintes etapas:
1- Fixação da peça na placa universal,
deixando livre a quantidade suficiente de
material para ser torneado..
2- Fixação da ferramenta de modo que a
ponta da ferramenta fique na altura do centro
do torno. Para isso, usa-se a contraponta
como referência.
3- Aproximação da ferramenta à peça,
deslocando o carro principal e fixando-o por
meio da porca de aperto.
4- Seleção da rotação do torno após
consulta à tabela de velocidade de corte.
Recordando. Para calcular a rpm a partir da
velocidade de corte (dado de tabela), usa-se a
fórmula:
5- Acionamento do torno.
6- Execução do faceamento.
Essa operação de facear é realizada do centro
para a periferia da peça. É possível também facear
partindo da periferia da peça para seu centro.
Todavia, é preciso usar uma ferramenta específica,
semelhante à mostrada abaixo.
A operação de facear
Essa operação de facear é
realizada do centro para a
periferia da peça. É possível
também facear partindo da
periferia da peça para seu
centro.
Todavia, é preciso usar uma
ferramenta específica,
semelhante à mostrada abaixo.
Tornear superfície cilíndrica externa
Depois do faceamento, pode-se executar o
torneamento de superfície cilíndrica externa, que é muito
semelhante à operação anterior.
É uma operação que consiste em dar um formato
cilíndrico a um material em rotação submetido à ação de
uma ferramenta de corte.
Essa operação é uma das mais executadas no torno
e tem a finalidade de produzir eixos e buchas ou
preparar material para outras operações. Sua execução
tem as seguintes etapas:
Etapas - Tornear superfície cilíndrica externa
1- Fixação da peça, deixando livre um comprimento maior do
que a parte que será torneada, e centralizando bem o material.
2- Montagem da ferramenta no porta-ferramenta;
3- Regulagem do torno na rotação adequada,
consultando a tabela específica.
4- Marcação, no material, do comprimento a ser torneado. Para
isso, a ferramenta deve ser deslocada até o comprimento;
5- Determinação da profundidade de corte;
6- Execução do torneamento:
CABEÇOTE MÓVEL
Para operações de furar no
torno, usa-se a broca. Para
fixar a ferramenta para furar,
escarear, alargar e roscar,
usa-se o cabeçote móvel.
O cabeçote móvel é a parte
do torno que se desloca sobre
o barramento.
É composto por:
• Base:
• Corpo:
• Mangote:
O cabeçote móvel tem as seguintes funções:
1- Serve de suporte à contraponta.
2- Serve para fixar o mandril de haste
cônica para prender brocas,
escareadores, alargadores, machos.
3- Serve de suporte direto para
ferramentas de corte de haste cônica
como brocas e alargadores. Serve
também de apoio para as operações de
rosqueamento manual.
4- Serve para deslocar a contraponta
lateralmente, para o torneamento de
peças longas de pequena conicidade.
Furar no torno
O torno permite a execução de
furos para:
a) Abrir furos de forma e dimensões
determinadas, chamados de furos de
centro, em materiais que precisam ser
trabalhados entre duas pontas ou entre
a placa e a ponta. Esse tipo de furo
também é um passo prévio para se
fazer um furo com broca comum.
b) Fazer um furo cilíndrico por
deslocamento de uma broca montada
no cabeçote e com o material em
rotação. É um furo de preparação do
material para operações posteriores de
alargamento, torneamento e
rosqueamento internos.
Furar no torno
Para furos não-passantes, a
profundidade do furo deve ser
controlada por meio de paquímetro ou
pelo anel graduado do cabeçote móvel.
Na verificação da profundidade do
furo, não se deve levar em conta a
parte cônica da ponta da broca.
c) Fazer uma superfície cilíndrica
interna, passante ou não, pela ação de
Uma ferramenta deslocada paralelamente
ao eixo do torno.
Essa operação é conhecida também
como broqueamento. Com ela, obtém
se furos cilíndricos com diâmetros
exatos em buchas, polias, engrenagens
e outras peças.
Tornear peças longas
As operações de tornear superfícies cilíndricas ou
cônicas, embora simples e bastante comuns, às vezes
apresentam algumas dificuldades.
É o que acontece, por exemplo, com peças
longas que se fossem presas somente pela placa
universal se flexionariam por causa da pressão da
ferramenta.
Para resolver esse problema, os tornos
apresentam uma série de acessórios que permitem que
a peça seja torneadas.
Acessórios
O tomo tem vários tipos de acessórios que ajudam a
prender as peças de maior comprimento: pontas, contra
pontas, placas arrastadoras e arrastador, lunetas fixas e
móveis.
Tipos:
• Ponta fixa;
• Ponta rotativa: reduz o atrito pois gira suavemente e suporta
esforços radiais e axiais, ou longitudinais;
• Ponta rebaixada: facilita o completo faceamento do topo.
Acessórios
A placa arrastadora é um acessório que transmite o
movimento de rotação do eixo principal às peças que
devem ser torneadas entre pontas. Tem o formato de
disco, possui um cone interior e uma rosca externa para
fixação. As placas arrastadoras podem ser:
Os arrastadores podem ser de vários tipos:
Em todas as placas usa-se o arrastador que é firmemente preso à
peça, transmitindo-lhe o movimento de rotação, funcionando como
órgão intermediário.
– Arrastador de haste reta: é o mais empregado na placa com pino e
na placa com dispositivo de segurança;
– Arrastador de haste curva: é empregado com a placa com
ranhura;
– Arrastador com dois parafusos: indicado para suportar esforços
em usinagem de passes profundos.
Lunetas
A luneta é outro dos acessórios
usados para prender peças de grande
comprimento e finas.
A luneta fixa é presa no
barramento e possui três castanhas
reguláveis por parafusos e a parte da
peça que nela se apóia deve estar
previamente torneada. Se a peça não
puder ser torneada antes, o apoio
deve ser lubrificado.
A luneta móvel geralmente possui
duas castanhas. Ela apóia a peça
durante todo o avanço da ferramenta,
pois está fixada no carro do torno.
Usando os acessórios
1- Tornear superfície cilíndrica com placa universal de
três castanhas e ponta, ou entre pontas, ou seja, placa
arrastadora e contraponta: é usada para o torneamento
de superfícies externas de peças de menores diâmetros.
Usando os acessórios
2- Tornear superfícies cilíndricas com luneta fixa ou
móvel, podendo ser realizada em torneamentos
externos e internos. Pode trabalhar peças de maiores
diâmetros.
Usando os acessórios
Se a peça apresentar uma
exigência de concentricidade entre
todos os corpos da peça, é
necessário que ela seja presa
entre pontas.
Esse modo de fixação se aplica
também a peças que precisem de
usinagem posteriores onde a
centralização seja fundamental.
Essa centralização é verificada
com auxílio do relógio
comparador, deve-se garantir a
Perfeita centragem e o
alinhamento das pontas.
TORNEAMENTO CÔNICO
O torneamento de peças
cônicas, externas ou internas, é
uma operação muito comum na
indústria metal-mecânica. Para
fazer isso, o torneiro tem três
técnicas a sua disposição:
A inclinação do carro superior é
usada para tornear peças cônicas
de pequeno comprimento.
O torneamento cônico com o
deslocamento do carro superior
consiste em inclinar o carro
superior da espera de modo a
fazer a ferramenta avançar
manualmente ao longo da linha
que produz o corte no ângulo de
inclinação desejado.
TORNEAMENTO CÔNICO
Tem a vantagem
de usinar a superfície
cônica com a ajuda do
avanço automático do
carro principal.
TORNEAMENTO CÔNICO
O aparelho conificador é
usado para tornear peças
cônicas em série.
O torneamento cônico
com o aparelho conificador
utiliza o princípio do
funcionamento do próprio
dispositivo, ou seja, na
parte posterior do torno
coloca-se o copiador cônico
que pode se inclinar no
ângulo desejado.
TORNEAMENTO CÔNICO
1. Preparação do material: a peça deve
ser torneada cilindricamente no diâmetro
maior, para torneamento cônico externo,
e no diâmetro menor, se for interno.
2. Inclinação do carro superior de acordo
com os cálculos feitos.
3. Correção da posição da ferramenta
que deve estar rigorosamente na altura
do centro e perpendicular à geratriz do
cone.
4. Posicionamento do carro principal na
posição de torneamento do cone. Em
seguida, o carro principal é fixado por
meio de uma trava.
TORNEAMENTO CÔNICO
5. Regulagem da rpm e
acionamento do torno: a
manivela deve ser girada lenta e
ininterruptamente para que os
passes sejam finos e de modo
que se obtenha um bom
acabamento.
6. Verificação do ângulo do cone e
correção (se necessário).
A verificação final deve ser feita
com um calibrador cônico.
Sistemas de cones
Geralmente, para máquinas operatrizes e
ferramentas, utiliza-se cones normalizados que
poderam ser:
Cálculos
Quando é necessário tornear peças cônicas, uma
das técnicas utilizadas é a inclinação do carro superior
do torno. Para que isso seja feito, é preciso calcular o
ângulo de inclinação do carro. E esse dado muitas
vezes, não é fornecido no desenho da peça.
Cálculos
Para o torneamento de peças cônicas com a
inclinação do carro superior, a fórmula a ser usada
é sempre:
Para encontrar o ângulo a, o valor 0,15 deve ser procurado na
tabela de valores de tangente. Então, temos:
Cálculos
OBS:
Quando não se tem a tabela de tangentes pode se usar
uma constante que é 57,3 a qual multiplicada a tangente
resulta no ângulo de inclinação do carro superior. Porém, o
valor da tangente não poderá ultrapassar o número 0,170.
Calculando a medida do
Desalinhamento
Quando a
contraponta do
torno está
perfeitamente
alinhada, a peça
torneada terá forma
cilíndrica.
L = comprimento total da peça.
c = comprimento da parte cônica.
D = diâmetro maior.
d = diâmetro menor do cone.
M = medida do desalinhamento.
a = ângulo de inclinação do cone.
Calculando a medida do
Desalinhamento
•
•
•
•
•
•
Dados:
D = 30
d = 26
L = 180
C = 100
M=?
Sangrar e Cortar no Torno
Ferramentas de sangrar consistem em abrir canais através da ação
de uma ferramenta especial chamada de bedame.
É usada na fabricação de arruelas, polias, eixos roscados e canais
para alojar anéis de trava ou vedação, conhecidos como "O ring".
A ferramenta de sangrar, ou bedame, é a mais frágil de todas. Sua
seção é fina por causa das inclinações laterais que determinam as
folgas dos ângulos da ferramenta.
Sangrar e Cortar no Torno
Torneamento de Perfis
Para imprimir na peça formatos côncavos, convexos, raios,
usa-se uma ferramenta chama de forma ou de perfilar.
No torneamento desses perfis variados, é melhor o uso de
ferramentas cujas arestas de corte tenham as mesmas formas a
serem dadas à peça.
Torneamento de Perfis
Os perfis são obtidos
por meio de movimentos
combinados de avanços
transversais e longitudinais
da ferramenta.
Não é aconselhável o
uso de ferramentas com
arestas de corte muito
grandes, pois neste caso
ocorrerá trepidação,
causada pela forte pressão
de corte.
Torneamento de Perfis
Perfilar, ou seja, obter sobre o material usinado
uma superfície com o perfil da ferramenta.
Tornear superfícies côncavas e
convexas
Com uma ferramenta
que se desloca
simultaneamente com
movimentos de avanço ou
penetração, que o operador
realiza com as duas mãos.
FERRAMENTAS
Com uma ferramenta
que se desloca
simultaneamente com
movimentos de avanço ou
penetração, que o
operador realiza com as
duas mãos.
VELOCIDADES DE CORTE(Vc).
• Para calcular a rpm, seja da peça no torno, seja da
fresa ou da broca, usamos um dado chamado
velocidade de corte.
• Velocidade de corte é o espaço que a ferramenta
percorre, cortando um material, dentro de um
determinado tempo.
VELOCIDADES DE CORTE(Vc).
A velocidade de corte depende de uma série de
fatores,
como:
•
•
•
•
•
tipo de material da ferramenta;
tipo do material a ser usado;
tipo de operação a ser realizada;
condições da refrigeração;
condições da máquina etc.
VELOCIDADES DE CORTE(Vc).
• Maior velocidade de corte= maior temperatura =
menor vida útil
• Menor velocidade de corte= problemas de
acabamento e de produtividade.
VELOCIDADES DE CORTE(Vc).
Cálculo de rpm em função da velocidade de corte
Para o cálculo da rpm em função da velocidade de
corte, você também usa uma fórmula:
• Em que n é o número de rpm; vc é a velocidade do
corte; d é o diâmetro do material e p é 3,14
(constante).
VELOCIDADES DE CORTE(Vc).
Exercícios
Um torneiro e precise tornear com uma ferramenta de
aço rápido um tarugo de aço 1020 com diâmetro de 80
mm. Qual será a rpm do torno para que você possa
fazer
esse trabalho adequadamente?
Os dados que você tem são:
vc = 25m/min (dado encontrado na tabela)
d = 80 mm
n=?
VELOCIDADES DE CORTE(Vc).
Exercícios
Quantas rotações por minuto (rpm) deve-se empregar
para desbastar no torno um tarugo de aço 1060 de 100
mm de diâmetro, usando uma ferramenta de aço
rápido?
Dados disponíveis
• ferramenta: de aço rápido
• material: aço 1060
• vc = 15m/mim (dado de tabela, de acordo com as
indicações acima)
• d = 100
VELOCIDADES DE CORTE(Vc).
Exercícios
Qual é a rpm adequada para furar uma peça de aço
1045
com uma broca de aço rápido de 14 mm de diâmetro, se
a velocidade indicada na tabela é de 18m/min?
a) dados disponíveis
• ferramenta: de aço rápido
• material: aço 1045
• vc = 18 m/min
• d = 14 mm
• n=?
VELOCIDADES DE CORTE(Vc).
Quando o trabalho de usinagem é feito por
aplainamento e, portanto, o movimento da máquina é
linear, calcula-se o gpm, ou seja, o número de golpes
que a ferramenta dá por minuto.
Para esse cálculo, você também emprega uma fórmula.
Ela é:
VELOCIDADES DE CORTE(Vc).
Em que gpm é o número de golpes por
minuto,
vc ·1000 já é conhecido, c é o curso da máquina,
ou seja, o espaço que ela percorre em seu
movimento linear. Esse valor é multiplicado por 2
porque o movimento é de vaivém.
VELOCIDADES DE CORTE(Vc).
Suponha que você precise aplainar uma placa de aço
1020 de 150 mm de comprimento com uma ferramenta
de aço rápido. Você sabe também que a velocidade de
corte é de 12 m/min.
Os dados são:
• vc = 12 m/min
• c = 150 mm + 10 mm (folga)
• gpm = ?
VELOCIDADES DE CORTE(Vc).
Calcule o gpm para aplainar uma peça de 120 mm de
comprimento considerando a folga de entrada e de
saída
da ferramenta de 40 mm, sabendo que a velocidade de
corte é de 10 m/min.
• vc = 10 m/min
• c = 120 +40
• gpm = ?
VELOCIDADES DE CORTE(Vc).
• Maior velocidade de corte= maior temperatura =
menor vida útil
• Menor velocidade de corte= problemas de
acabamento e de produtividade.
VELOCIDADES DE CORTE(Vc).
Observação
• Aços com: Até 60 kgf/mm2: aços macios;
• De 60 a 90 kgf/mm2: aços de dureza média;
• De 90 a 110 kgf/mm2: aços duros;
• Acima de 110kgf/mm2: aço extra-duros.
VELOCIDADES DE AVANÇO(Vf)
A velocidade de avanço pode ser obtida pela fórmula:
• f (avanço) é o percurso de avanço em cada volta\
(mm/volta) ou em cada curso da ferramenta
(mm/golpe).
• É o parâmetro mais influente na qualidade do
acabamento superficial da peça;
• Os valores de “f” ou “fz” são fornecidos pelos
catálogos de fabricantes de ferramenta de corte.