Instrumentação
Automação Básica
Automação Básica e Circuitos de Intertravamento e Alarmes
SENAI – ES, 1999
Trabalho realizado em parceria SENAI / CST (Companhia Siderúrgica de Tubarão)
Coordenação Geral
Evandro de Figueiredo Neto (CST)
Robson Santos Cardoso
(SENAI)
Supervisão
Rosalvo Marcos Trazzi
Fernando Tadeu Rios Dias
(CST)
(SENAI)
Elaboração
Flavio Morais de Souza
(SENAI)
Aprovação
Marcos Antônio R. Nogueira (CST)
Wenceslau de Oliveira
(CST)
SENAI – Serviço Nacional de Aprendizagem Industrial
Departamento Regional do Espírito Santo
CTIIAF – Centro Técnico de Instrumentação Industrial Arivaldo Fontes
Av. Marechal Mascarenhas de Moraes, 2235 Bento Ferreira – Vitória – ES
CEP 29052-121
Telefone: (27) 3334-5200
Telefax: (27) 3334-5211
CST – Companhia Siderúrgica de Tubarão
Departamento de Recursos Humanos
Av. Brigadeiro Eduardo Gomes, n° 930, Jardim Limoeiro – Serra – ES
CEP 29163-970
Telefone: (27) 3348-1333
Índice
1 – NOÇÕES DE CIRCUITOS LÓGICOS
1.1 – Tópicos da álgebra de Boole
4
1.2 – Simplificação de circuitos lógicos
9
1.3 – Montagem de circuitos com condições estabelecidas
14
2 – PRÍNCIPIO DE CONTROLE SEQUENCIAL E CIRCUITOS BÁSICOS
2.1 – Controle sequêncial
16
2.2 – Circuito sequêncial
19
2.3 – Circuitos básicos
24
3 – DIAGRAMAS DE COMANDO
3.1 – Introdução
34
3.2 – Intertravamento de contatores
41
3.3 – Sistemas de partida de motores
43
3.4 – Comando de um contator por botões ou chaves
50
3.5 – Reversão de rotação de motor trifásico com contator
52
3.6 – Reversão de rotação de motor trifásico com contator e chaves fim de curso
54
3.7 – Partida com comutação automática estrela-triângulo de um motor
55
3.8 – Partida automática de motor trifásico com autotransformador
57
3.9 – Partida com motor de rotor bobinado com comutação de resistores
58
3.10 – Partida consecutiva de motores com relés temporizados
60
3.11 – Partida automática e frenagem eletromagnética de motor trifásico
62
4 – O CONTROLADOR LÓGICO PROGRAMÁVEL
4.1 – Surgimento do controlador programável
63
4.2 – Introdução da tecnologia de controladores lógico programáveis – PLC’s
65
4.3 – Arquitetura do controlador programável
70
4.4 – Programação do controlador programável
82
5 – ARQUITETURA DIGITAIS E INTERFACE HOMEM-MÁQUINA
5.1 – Introdução
93
5.2 – Sistema de aquisição de dados “DAS”
93
5.3 – Sistema supervisório de controle “SPC”
99
5.4 – Sistema de controle digital direto “DDC”
100
5.5 – Sistema de controle com controladores programáveis
102
5.6 – Sistema de controle digital distribuído – “SDCD”
105
_________________________________________________________________________________________________
1 - NOÇÕES DE CIRCUITOS LÓGICOS
1.1 - TÓPICOS DA ALGEBRA DE BOOLE
É uma técnica matemática que é usada quando consideramos problemas de natureza lógica.
Em 1847, o matemático inglês George Boole desenvolveu leis básicas aplicadas em
problemas de lógica dedutiva. Até 1938, isto se restringia ao estudo de matemática, quando
então um cientista do Bell Laboratories, Claude Shammon, começou a utilizar tais leis no
equacionamento e análise de redes com multicontatos. Paralelamente ao desenvolvimento dos
computadores, a álgebra de Boole foi ampliada, sendo hoje ferramenta fundamental no estudo
de automação.
A álgebra de Boole utiliza-se de dois estados lógicos, que são 0 (zero) e 1(um), os quais,
como se vê, mantém relação íntima com o sistema binário de numeração. As variáveis
booleanas, representadas por letras, só poderão assumir estes dois estados: 0 ou 1 , que aqui
não significam quantidades.
O estado lógico “0” representa um contato aberto, uma bobina desenergizada, uma transistor
que não está em condução, etc.; ao passo que o estado lógico 1 representa um contato
fechado, uma bobina energizada, um transistor em condução, etc.
1.1.1
– Postulados e Teoremas
Toda a teoria de Boole está fundamentada nos postulados e teoremas representados a seguir:
a)
se A = 0,
A = 1;
se A = 1,
A = 0;
b)
1+1 = 1
0.0 = 0
c)
0+0 = 0
1.1 = 1
d)
1+ 0 = 0 +1 = 1
0.1 = 1.0 = 0
e)
A+0=A
A.1 = A
f)
A +1 = 1
A.0 = 0
g)
A+A =A
A.A = A
h)
A + A =1
A.A = 0
_________________________________________________________________________________________________
4
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
i)
A=A
j)
A+B = B+A
A.B = B.A
k)
A + (B + C) = (A + B) + C
A.(B.C) = (A.B).C
l)
A + A.B = A
A.(A + B) = A
m)
A + B.C = (A + B).(A + C)
A.(B + C) = AB + A.C
n)
o)
1.1.2
A + A.B = A + B
A.( A + B) = A.B
A + B = A.B
A.B = A + B
- Circuitos Sequenciais
a) Circuito Liga
Na figura 1.1, temos a chave A e a lâmpada X. Quando a chave A está aberta ( estado “0” ), a
lâmpada X está apagada ( estado “0”). Quando a chave A está fechada ( estado “1” ), a
lâmpada X está acesa ( estado “1”).
A equação deste circuito é A=X. Os possíveis estados de A e X são mostrados na tabela
verdade 1.1.
Figura 1.1
Tabela 1.1
b) Circuito Desliga ( NOT)
Na figura 1.2a, temos a chave A e a lâmpada X. Quando a chave A está aberta ( estado “0”), a
lâmpada X está acesa ( estado “1”). Quando a chave A está fechada ( estado “1”), a lâmpada
X está apagada ( estado “0”).
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
5
_________________________________________________________________________________________________
A equação deste circuito é A = X . Os possíveis estados de A e X são mostrados na tabela 1.2.
Esta lógica é, geralmente, realizada com contato normalmente fechado, como mostrado na
figura 1.2b.
Figura 1.2a
Figura 1.2b
Tabela 1.2
c) Circuito E (AND)
Na figura 1.3 temos as chaves A e B em série e a lâmpada X. Somente quando ambas as
chaves, A e B, estão ligadas ( estado “1”) , a lâmpada X está acesa ( estado “1”).
A equação deste circuito é A.B = X . Os possíveis estados de A, B e X são mostrados na
tabela 1.3.
Figura 1.3
Tabela 1.3
d) Circuito ou (OR)
Na figura 1.4 temos as chaves A e B em paralelo e a lâmpada X. Quando uma das chaves, A
ou B, ou ambas, estão fechadas ( estado “1”), a lâmpada X está acesa (estado ”1”).
A equação deste circuito é A + B = X . Os possíveis estados de A, B e X são mostrados na
tabela 1.4.
_________________________________________________________________________________________________
6
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Figura 1.4
Tabela 1.4
Apresenta-se no quadro abaixo um resumo de bloco lógicos básicos e algumas combinações
comuns:
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
7
_________________________________________________________________________________________________
_________________________________________________________________________________________________
8
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
1.2 - SIMPLIFICAÇÃO DE CIRCUITO LÓGICOS
1.2.1 – Simplificação Utilizando a Álgebra de Boole
Aplicando os postulados e teoremas da álgebra de Boole, podemos simplificar expressões, o
que implica em simplificação de circuitos.
Exemplo 01 :
Simplificar o circuito da figura 1.5.
Figura 1.5
Solução :
A equação deste circuito é : L = A + (A + B).( A + B)
L = A + (A + B).( A + B) = A + A.A + A.B + B.A + B.B
= A + A.B + B.A
= A + B.A
=A+B
A figura 06 representa o circuito simplificado.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
9
_________________________________________________________________________________________________
Figura 1.6
Exemplo 02:
Simplificar o circuito da figura 7.
Figura 1.7
Solução :
A equação deste circuito é : L = C.X + Y
Onde :
X = A + B e Y = A.B
_________________________________________________________________________________________________
10
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
L = C.X + Y = C.(A + B) + A.B
= A.B.C + A + B
= A + B.C + B
= A+B+C
A figura 08 representa o circuito simplificado.
Figura 1.8
1.2.2 – Simplificação com Mapa de KARNAUGH
Quando utilizamos os teoremas e postulados Booleanos para simplificação de uma circuito
lógico qualquer não podemos afirmar, que a equação resultante está na sua forma minimizada.
Existem métodos de mapeamento de circuitos lógicos, que possibilitam a minimização de
expressões com N variáveis. Um desse métodos é a utilização do mapa de KARNAUGH e é
indicado para minimização de até 4 variáveis.
_________________________________________________________________________________________________
11
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Exemplo 1 :
Simplificar o circuito da figura 1.9.
Figura 1.10
Figura 1.9
Solução:
A equação deste circuito é : L = A.B + A.B + A.B
Marcamos no mapa de Karnaugh, figura 1.11, as regiões correspondentes a cada parcela da
equação do circuito.
Figura 1.11
Tomamos o menor número de pares de parcelas vizinhas. A mesma região pode pertencer a
pares diferentes. As regiões 1 ( parcela A ) e 2 ( parcela B) correspondem à simplificação do
circuito que é :
L=A+B
A figura 1.10 representa o circuito simplificado.
_________________________________________________________________________________________________
12
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Exemplo 2:
Simplificar o circuito da figura 1.12
Figura 1.12
Figura 1.13
Solução :
A equação deste circuito é :
L = A.B + B.C + C.(A + A.B) = A.B + B.C + C.A + A.B.C
No mapa de KARNAUGH, figura 1.14, marcamos :
Figura 1.14
Tomamos o menor número de quadras vizinhas. As regiões 1 (parcela A), 2 (parcela B) e
3(parcela C) correspondem à simplificação do circuito que é:
L = A+B+C
A figura 1.13 representa o circuito simplificado.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
13
_________________________________________________________________________________________________
1.3 – MONTAGEM DE CIRCUITOS COM CONDIÇÕES ESTABELECIDAS
1.3.1 – Método da Soma de Produtos
Devemos inicialmente preencher a tabela verdade nas condições do problema. Somam-se os
produtos das entradas onde se tem a saída no estado “1”, sendo que as variáveis de entrada no
estado “0” são barradas. A equação assim obtida é a solução do circuito.
Exemplo :
Montar o circuito que contém 3 chaves A,B e C e uma lâmpada na seguinte condição: quando
pelo menos duas chaves estiverem ligadas, a lâmpada estará acesa.
Figura 1.16
Figura 1.15
Solução:
As saídas ①,②,③ e ④ da tabela verdade, figura 1.15, atendem às condições do problema.
Então :
L = A.B.C + A.B.C + A.B.C + A.B.C
No mapa de KARNAUGH, figura 16, marcamos :
Região V①, parcela A.B.C
Região V②, parcela A.B.C
Região V③, parcela A.B.C
Região V④, parcela A.B.C
_________________________________________________________________________________________________
14
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
tomamos o menor número de duplas vizinhas.
As regiões 1 ( parcela A.B), 2 (parcela B.C) e 3 ( parcela C.A), correspondem à simplificação
do circuito que é :
L = A.B + B.C + C.A
A figura 1.17 representa o circuito simplificado.
Figura 1.17
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
15
_________________________________________________________________________________________________
2–PRINCÍPIO DE CONTROLE SEQUENCIAL E CIRCUITOS BÁSICOS
2.1 – CONTROLE SEQUENCIAL
O controle sequencial é o comando passo a passo de uma série de eventos no tempo e numa
ordem predeterminada.
2.1.1 - Exemplo
Como exemplo de controle sequencial, um processo industrial de aquecimento é mostrado na
figura 2.1.
Temos que :
a) encher o tanque com matéria-prima até certo nível;
b) aquecer o conteúdo do tanque, com uso de vapor, agitando o conteúdo atá certa
temperatura;
c) dar vazão à matéria aquecida.
A operação descrita acima é executada manualmente nesta sequência :
1- abrir a válvula manual “V1” para que a matéria prima chegue ao tanque;
2- fechar “V1” quando a matéria prima atingir certo nível marcado pelo indicador “L”;
3- abrir a válvula manual “V2” para aquecimento com passagem de vapor pelo tubo e ligar o
motor “M” fazendo girar o homogenizador, para agitar a matéria;
4- quando a indicação do termômetro “TH” atingir certo valor, interromper a passagem de
vapor fechando “V2” e parar a agitação desligando o motor “M”;
5- dar vazão à matéria aquecida.
_________________________________________________________________________________________________
16
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
6- Quando o tanque esvaziar, fechar “V3”.
Os passos de 1 a 6 são repetidos quantas vezes forem necessárias.
Este processo pode ser realizado automaticamente, figura 2.2, nesta sequência :
1- Apertando-se a botoeira de partida, o processo irá iniciar com a abertura da válvula
solenóide “VS1”, e a matéria prima chegará ao tanque.
2- Quando for atingido certo nível de matéria, a válvula solenóide “VS1” irá fechar devido à
atuação do sensor de nível “SN”.
3- Fechando-se a válvula solenóide “VS1”, a chave de fluxo “CFC1” irá abrir a válvula
solenóide “VS2” para aquecimento com passagem de vapor e também ligar o motor “M”
do homogenizador para agitar a matéria.
4- Quando a matéria atingir certa temperatura, a válvula solenóide “VS2” irá fechar, e o
motor “M” irá parar devido à atuação do sensor de temperatura “ST”.
5- Fechando-se a válvula solenóide “VS2”, a chave de fluxo “CFC2” irá abrir a válvula
solenóide “VS3”, dando vazão à matéria e acionando um temporizador.
6- Após certo tempo, a válvula solenóide “VS3”, irá fechar e acionará a chave fluxo “CFC3”,
que fará abrir a válvula solenóide “VS1”, recomeçando o processo. Este processo será
interrompido apertando-se a botoeira de parada quando a válvula solenóide “VS3” estiver
terminando de fechar.
Um número predeterminado de execuções do processo pode ser conseguido usando-se um
contador.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
17
_________________________________________________________________________________________________
2.1.2 – Características do controle sequencial
O controle sequencial tem as seguintes características :
a) do sinal de entrada até o de saída a sequência de operações obedece uma ordem
predeterminada;
b) durante a execução da sequência, o sinal de controle é transmitido obedecendo certas
condições;
c) o passo seguinte é executado dependendo do resultado anterior;
Geralmente, o controle sequencial é o mais conveniente, indicado e utilizado em operações de
atuação passo a passo, como, por exemplo, partida-parada, modificar condição de execução
de manual para automático, etc.
2.1.3 – Diagrama de Blocos
Na figura 2.3 é mostrado o diagrama de blocos do comando sequencial.
1) Um dispositivo de comando é acionado por um operador;
2) Um sinal é transmitido para o dispositivo de processo que irá atuar de maneira
predeterminada.
3) O sinal de detecção, que significa a condição de processo, é enviado aos dispositivos de
sinalização;
4) Um sinal de controle, resultante de um sinal de processo e/ou detecção, é transmitido ao
dispositivo de final de controle;
5) O sinal transmitido do dispositivo de final de controle atua sobre o dispositivo controlado;
6) Com a atuação dos dispositivos controlados, a variável controlada atinge uma condição
predeterminada, e os dispositivos sensores e de proteção atuam.
7) Um sinal de detecção, que significa condição da variável controlada, é enviado aos
dispositivos de sinalização e/ou aos de processo, para a próxima sequência de operações.
8) Os dispositivos de sinalização indicam as condições de processo e da variável controlada
ao operador. Dependendo do resultado dessa sinalização, o operador poderá acionar o
dispositivo de comando quando necessário.
_________________________________________________________________________________________________
18
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Figura 2.3
2.2 – CIRCUITO SEQUENCIAL
2.2.1 – Conceito
É um circuito lógico cujos valores de saída, num determinado instante, dependem tanto dos
valores de entrada quanto do estado interno do dispositivo nesse instante, e cujo estado
interno depende do valores de entrada imediatamente precedente. A denominação se deve ao
fato de a sequência das mudanças das entradas influir no comportamento do circuito.
2.2.2 – Análise de circuito
O funcionamento de um circuito sequencial pode ser analisado através do diagrama de tempo
ou do diagrama de transição.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
19
_________________________________________________________________________________________________
Exemplo :
Equações :
d1 = b 0
d 2 = b1
d 3 = ( d1 + d 3 ).d 2
h = d 1 .d 2 .d 3
O funcionamento do circuito da figura 2.4 é mostrado nos diagramas de tempo (figura 2.5a e
2.6a) e de transição (figura .2.5b e 2.6b).
a) Com acionamento de “b0” em primeiro lugar:
_________________________________________________________________________________________________
20
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
OBSERVAÇÃO:
No diagrama de transição, a indicação de um passo sem círculo representa um estado
transitório. Por exemplo, na figura 2.5b, na posição 4, o relé “d3” está na energização e em 1
está na desenergização. Na mesma figura as indicações “1” e “0” significam lâmpada “h”
acesa e apagada, respectivamente.
b) Com acionamento de “b1” em primeiro lugar:
Comparando os procedimento descritos anteriormente, verifica-se que a lâmpada “h” acendese somente quando “b0” é acionado em primeiro lugar.
2.2.3 – Montagem de circuito com condições estabelecidas
O circuito é montado a partir da equação que pode ser obtida do diagrama de tempo ou do
diagrama de transição, com condições estabelecidas.
Exemplo :
Montar um circuito que contém duas botoeiras “b0” e “b1”, um contador auxiliar “d” e uma
lâmpada “h”, de modo que :
① quando se apertar a botoeira “b1”, a lâmpada “h” se acenda e permaneça acesa;
② quando se apertar a botoeira “b0”, a lâmpada “h” se apague e permaneça apagada;
③ quando se apertar as duas botoeiras “b0” e “b1” juntas , a lâmpada “h” permaneça acesa.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
21
_________________________________________________________________________________________________
Usando-se o diagrama de tempo da figura2.7.
No diagrama de tempo temos :
Passo ① - o circuito não se altera;
Passo ② - aciona-se “b1”, energizando “d”, e a lâmpada “h” se acende;
Passo ③ - libera-se “b1”, e a lâmpada “h” permanece acesa;
Passo ④ - aciona-se “b0”, desenergizando “d”, a lâmpada “h” se apaga e permanece apagada.
Quando “b0” é liberado, o circuito volta à condição inicial.
ou
Passo ① - o circuito não se altera;
Passo ② - aciona-se “b1”, energizando “d”, e a lâmpada “h” se acende;
Passo ③’ - com “b1” acionado, aciona-se “b0” e a lâmpada “h” permanece acesa;
Passo ④ - libera-se “b1” com “b0” ACIONADO, e a lâmpada “h” se apaga e permanece
apagada. Quando “b0” é liberado, o circuito volta à condição inicial.
Para se obter a equação do circuito, procede-se da seguinte maneira :
1 – Na sequência ①→②→③→④
Nesta sequência, o sinal que atua o relé “d” ( passo ② ) é retirado, enquanto este está atuando
(passo ③), sendo necessário neste caso a retenção. A equação de “d” é :
condição inicial de condição de retenção
+
. d
d =
atuação do relé " d" do relé " d"
Considera-se a condição inicial de atuação do relé ( no passo ②) , que é
b 0 .b1 ,
e a seguir considera-se a condição de retenção do relé “d”(no passo ③), que é
_________________________________________________________________________________________________
22
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
b 0 .b1
Assim, a equação do relé “d” ( nos passos ② e ③) é
d = b 0 .b1 + b 0 .b1 .d
Observação :
Todas as condições existentes para o relé, tanto inicial como todos os passos de retenção,
devem ser consideradas.
2 – Na sequência ①→②→③’→
→④
Nesta sequência, o sinal que atua o relé “d” se mantém enquanto este está atuando e, neste
caso, a equação de “d” é :
d = (todas as condições de atuação do relé)
conforme se tem acima ( nos passos ② e ③)
d = b 0 .b1 + b 0 .b1 = b1 ( b 0 + b 0 ) = b1
Considerando todas as condições, tem-se:
d = b 0 .b1 + b 0 .b1 .d + b1
d = b1 (1 + b 0 ) + b 0 .b1 .d
d = b1 + b 0 .b1 .d
d = b1 + b 0 .d
A configuração do circuito é mostrada na figura 2.8
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
23
_________________________________________________________________________________________________
2.3 – CIRCUITOS BÁSICOS
A seguir são mostrados alguns circuitos básicos de comando e acionamento elétrico.
2.3.1 – Circuito de Retenção
Nos circuitos da figura 2.9, apertando-se a botoeira “b1”, a bobina do contator “d” é
energizada, fazendo fechar os contatos de retenção “d” como também o contato “d” para a
lâmpada e esta se acende. Liberando-se a botoeira “b1 “, a bobina mantém-se energizada, e a
lâmpada “h” permanece acesa. Quando se apertar a botoeira “b0”, a bobina será
desenergizada, fazendo abrir os contatos de retenção para a lâmpada “h”, e esta se apaga.
Libera-se “b0”, a lâmpada permanece apagada e o circuito volta à condição inicial.
Figura 2.9
_________________________________________________________________________________________________
24
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Quando apertar as duas botoeiras “b0” e “b1” ao mesmo tempo, no circuito da figura 2.9a , a
lâmpada “h” não se acende, porque a botoeira “b0” tem preferência na desenergização, e no
circuito da figura 2.9b a lâmpada “h” se acende, porque a botoeira “b1” tem preferência na
energização.
2.3.2 – Circuito de Intertravamento
Nos circuitos da figura 2.10, apertando-se a botoeira “b12” (ou ‘b13”), a bobina do contator “d1” (ou
“d2”) é energizada, impossibilitando a energização da outra, e não deixando energizar as duas ao
mesmo tempo, porque estão intertravadas.
Figura 2.10
Quando se apertar as duas botoeiras “b12” e depois “b13”, no circuito da figura 2.10(a), que
tem intertravamento mecânico, com os contatos normalmente fechados das botoeiras
conjugadas, as lâmpadas não se acendem, e, no circuito da figura 2.10(b), o intertravamento é
elétrico com os contatos normalmente fechados dos contatores. Neste caso, a lâmpada “h12” se
acende e “h13” não se acende.
Na figura 2.11 é mostrado um circuito com retenção (selo) e intertravamento elétrico.
Figura 2.11
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
25
_________________________________________________________________________________________________
Apertando-se a botoeira “b12” (ou “b13”) a bobina do contator “d1”( ou “d2”) é energizada, o
contato de selo “d1” (ou “d2”) fecha-se mantendo a energização, o contato de intertravamento
de “d1” (ou “d2”) ligado em série com “d2” (ou “d1 “) impossibilita a energização das duas
bobinas ao mesmo tempo. Para se energizar a bobina “d2” (ou “d1 “) é necessário apertar a
botoeira “b0”, desenergizando a bobina “d1” (ou “d2”) antes de apertar “b13” (ou “b12”). Neste
circuito, quando se apertar “b12” e “b13” ao mesmo tempo, os dois contatores serão
energizados instantaneamente até que um dos contatos de intertravamento abra.
Na figura 2.12 são mostrados os circuitos de intertravamento mecânico e elétrico que
oferecem maior segurança pela sua constituição.
Figura 2.12
Quando a bobina do contator “d1” (ou “d2”) estiver energizada, para se energizar a bobina do
contator “d2” (ou “d1”) no circuito da figura 2.12(a), é necessário primeiro apertar a botoeira
“b0” e depois ‘b13” (ou “b12”), ao passo que, no circuito da figura 2.12(b), não há necessidade
de tal procedimento, porque, apertando-se “b13” (ou “b12”), a bobina do contator “d1” (ou
“d2”) é desenergizada pelo contato de intertravamento da respectiva botoeira.
_________________________________________________________________________________________________
26
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
2.3.3 – Circuito de Prioridade
a) Primeira ação
Este circuito, figura 2.13, permite energizar somente o contator atuado em primeiro lugar.
Figura 2.13
b) Última ação
Este circuito, figura 2.14, permite a energização do contator acionado em último lugar.
Figura 2.14
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
27
_________________________________________________________________________________________________
c) Primeiro lugar
Este circuito, figura 2.15, permite a energização de qualquer contator em primeiro lugar. A
seguir, só é possível a energização de um contator anterior, na sequência.
Figura 2.15
d) Sequência
Este circuito, figura 2.16, só permite a energização dos contatores em sequência, a partir do
primeiro.
Figura 2.16
_________________________________________________________________________________________________
28
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
2.3.4 – Circuito Temporizado
a) Liga retardado
No circuito da figura 2.17(a), quando a chave seccionadora “a” é acionada, a lâmpada “h” se
acende depois de um certo tempo “t”, ajustado no temporizador “d”. Liberando-se a chave
“a”, a lâmpada “h” se apaga no mesmo instante.
O circuito da figura 2.17(b) tem a mesma função do anterior, sendo que o acionamento é por
botoeiras. Os diagramas de tempo são mostrados para cada circuito, respectivamente.
Figura 2.17
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
29
_________________________________________________________________________________________________
b) Desliga retardado
No circuito da figura 2.18(a), quando a chave seccionadora “a” é acionada, a lâmpada “h”
acende-se no mesmo instante. Liberando-se a chave “a”, após um certo tempo “t”, ajustado no
temporizador “d2”, a lâmpada “h” se apaga. O circuito da figura 2.18(b) tem a mesma função
do anterior, sendo que o acionamento é por botoeiras. Os diagramas de tempo são mostrados
para cada circuito, respectivamente.
Figura 2.18
c) Liga-desliga retardado
No circuito da figura 2.19(a), quando a chave seccionadora “a” é acionada, depois de um
certo tempo “t”, ajustado no temporizador “d1”, a lâmpada “h” acende-se. Liberando-se a
chave seccionadora “a”, depois de um certo tempo “t2”, ajustado no temporizador “d2” a
lâmpada “h” se apaga.
O circuito da figura 2.19(b) tem a mesma função do anterior, sendo que o acionamento é por
botoeiras. Os diagramas de tempo são mostrados para cada circuito, respectivamente.
_________________________________________________________________________________________________
30
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Figura 2.19
d) Ação temporizada
No circuito da figura 2.20(a), quando a chave seccionadora “a” é acionada, a lâmpada “h” se
acende no mesmo instante e se mantém acesa durante um certo tempo “t”, ajustado no
temporizador “d”. O circuito figura 2.20(b) tem a mesma função do anterior, sendo que o
acionamento é por botoeiras.
Os diagramas de tempo são mostrados para cada circuito, respectivamente.
Figura 2.20
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
31
_________________________________________________________________________________________________
e) Liga retardado com ação temporizada
No circuito da figura 2.21(a), quando a chave seccionadora “a” é acionada, após um certo
“t1”, ajustado no temporizador “d1”, a lâmpada “h” se acende e se mantém acesa durante um
certo tempo “t2”, ajustado no temporizador “d2”.
O circuito da figura 2.21(b) tem a mesma função do anterior, sendo que o acionamento é por
botoeiras. Os diagramas de tempo são mostrados para cada circuito, respectivamente.
Figura 2.21
f) Ação liga-desliga (pisca-pisca)
No circuito da figura 2.22(a), quando a chave seccionadora “a” é acionada, a lâmpada “h” se
acende no mesmo instante e se mantém acesa durante um certo tempo “t1”, ajustado no
temporizador “d1”, e se mantém apagada durante um certo tempo “t2”, ajustado no
temporizador “d2”. A lâmpada “h” se mantém nesses estados, acesa e apagada, até que a
chave seccionadora “a” seja liberada.
O circuito da figura 2.22(b) tem a mesma função do anterior, só que o acionamento é por
botoeiras. Os diagramas de tempo são mostrados para cada circuito, respectivamente.
_________________________________________________________________________________________________
32
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Figura 2.22
g) Retenção retardada
No circuito da figura 2.23(a), para a lâmpada “h” se acender, a botoeira “b1” deve ficar
acionada durante um tempo superior ao tempo “t”, ajustado no temporizador “d1 “. Caso
contrário, a lâmpada “h” não se acende. O diagrama de tempo do circuito é mostrado na
figura 2.23(b).
Figura 2.23
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
33
_________________________________________________________________________________________________
3 – DIAGRAMAS DE COMANDO
3.1 – INTRODUÇÃO
Os diagramas elétricos têm por finalidade representar claramente os circuitos elétricos sob
vários aspectos, de acordo com os objetivos :
-
funcionamento sequencial dos circuitos;
-
representação dos elementos, suas funções e as interligações conforme as normas
estabelecidas;
-
permitir uma visão analítica das partes do conjunto;
-
permitir a rápida localização física dos elementos.
3.1.1 – Tipos de diagrama
Diagrama tradicional ou multifilar completo
É o que representa o circuito elétrico da forma como é realizado. É de difícil interpretação e
elaboração, quando se trata de circuitos mais complexos ( figura 3.1).
Figura 3.1
_________________________________________________________________________________________________
34
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Para a interpretação dos circuitos elétricos , três aspectos básicos são importantes, ou seja:
- os caminhos da corrente, ou os circuitos que se estabelecem desde o início até o fim
do processo de funcionamento;
- a função de cada elemento no conjunto, sua dependência e interdependência em
relação a outros elementos;
-
a localização física dos elementos.
Em razão das dificuldades apresentadas pelo diagrama tradicional, esses três aspectos
importantes foram separados em duas partes, representadas pelo diagrama funcional e pelo
diagrama de execução ou de disposição.
Na primeira parte, os caminhos da corrente, os elementos, suas funções, interdependência e
sequência funcional são representados de forma bastante prática e de fácil compreensão
(diagrama funcional) figuras 3.2 e 3.3.
Figura 3.2
Figura 3.3
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
35
_________________________________________________________________________________________________
Na Segunda parte temos a representação, a identificação e a localização física dos elementos
(diagrama de execução ou de disposição ) figura 3.4.
Figura 3.4
Assim, o funcional se preocupa com os circuitos, elementos e funções; o de disposição, com a
disposição física desses elementos.
Combinando-se esses dois tipos, os objetivos propostos são alcançados de maneira prática e
racional. O diagrama de execução pode apresentar também o circuito de força.
3.1.2 – Identificação dos componentes no diagrama funcional
Os componentes no diagrama são representados conforme a simbologia adotada e
identificados por letras e números ou símbolos gráficos.
Identificação por letras e números:
_________________________________________________________________________________________________
36
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
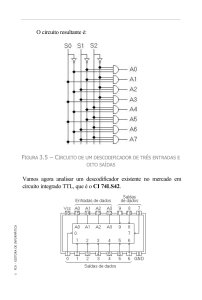
Identificação por símbolos gráficos:
Dessa forma, os retângulos ou círculos simbolizam os componentes, e as letras C1, C2, C3 ou
L, Y e ∆ indicam, respectivamente, um determinado contator que está localizado no circuito
de potência. A letra L e os símbolos Y e ∆ indicam sua função que pode ser : L corresponde à
linha, Y corresponde à ligação estrela, ∆ corresponde à ligação triângulo.
Da mesma forma, as indicações C1, C2, e C3, etc, correspondem a contatores cujas funções
serão conhecidas pelo diagrama de potência ( figuras 3.5 à 3.7).
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
37
_________________________________________________________________________________________________
_________________________________________________________________________________________________
38
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
3.1.3 – Identificação Literal de Elementos
EXEMPLOS
NORMAS VDE
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
39
_________________________________________________________________________________________________
_________________________________________________________________________________________________
40
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
3.2 – INTERTRAVAMENTO DE CONTATORES
É um sistema elétrico ou mecânico destinado a evitar que dois ou mais contatores se fecham,
acidentalmente, ao mesmo tempo provocando curto-circuito ou mudança de sequência de
funcionamento de um determinado circuito.
Figura 3.8
3.2.1 – Intertravamento Elétrico
a) Por contatos auxiliares do contator :
Neste processo é inserido um contator auxiliar tipo “NF” (normalmente fechado) de um
contator do circuito de comando, que alimenta a bobina de outro controlador. Deste modo,
faz-se com que o funcionamento de um dependa do outro ( figura 3.8).
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
41
_________________________________________________________________________________________________
b) Por botões conjugados :
Neste processo, os botões são inseridos no circuito de comando de forma que, ao ser acionado
para comandar um contator, haja a interrupção do outro ( botão b1, fechador(contato
normalmente aberto - NA) de C1, conjugado com b1, abridor(NF) de C2 , e b2, fechador de C2,
conjugado com b2, abridor de C1).
OBS.:
Quando possível, devem-se usar os dois processos ( a e b) de intertravamento.
3.2.2 – Intertravamento Mecânico por balancim
Neste processo é colocado nos contatores um dispositivo mecânico, composto por um apoio e
uma régua ( balancim) . Esse balancim faz intertravamento dos contatores. Quando um
contator é acionado, atua sobre um extremo de régua, fazendo com que a outra extremidade
impeça o acionamento do outro contator. Este processo é muito usado, quando a corrente é
bastante elevada e há possibilidade de soldagem dos contatos.
Figura 3.9
_________________________________________________________________________________________________
42
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
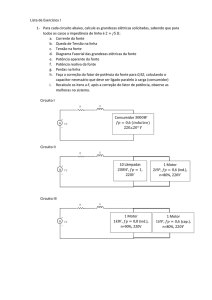
3.3 - SISTEMA DE PARTIDA DE MOTORES TRIFÁSICOS
As partidas de motores trifásicos podem ser diretas, estrela-triângulo, com compensadores ou
ainda por resistências rotóricas (Motor Rotor Bobinado).
A instalação desses sistemas obedece critérios técnicos e legais, de acordo com as normas da
ABNT para instalações de baixa tensão.
Potência do motor
Conforme a região do país, cada fornecedor de energia elétrica permitirá a partida direta de
motores de determinada potência. Quando for necessário um dispositivo de partida com
tensão reduzida ou corrente reduzida, o sistema será determinado pela carga, conforme as
possibilidades ou características.
Considerando-se as possibilidades, o motor pode partir a vazio até a plena rotação, e sua carga
deve ser incrementada paulatinamente, até o limite nominal.
Tipo de carga
Quando as condições da rede exigirem partida com tensão ou corrente reduzida, o sistema
será determinado pela carga, conforme as possibilidades ou tipo de carga.
a) Considerando-se as possibilidades, o motor pode partir a vazio até a plena rotação, e sua
carga incrementa até o limite nominal.
Exemplos:
Serra circular, torno ou compressor que deve partir com as válvulas abertas.
Neste caso, a partida pode ser em estrela-triângulo.
b) O motor deve partir com carga ou com um conjugado de resistente em torno de 50%.
Exemplos:
Calandras, bombas, britadores.
Neste caso, emprega-se a chave compressora, utilizando-se os “taps” de 65% ou de 80% de
transformador.
c) O motor deve partir com rotação controlada, porém com torque bastante elevado.
Exemplos:
Pontes rolantes, betoneiras, máquinas de “off-set”.
Neste caso, utiliza-se o motor rotor bobinado.
3.3.1 - Comparação entre sistemas de partida
Partida direta
Na partida direta à plena tensão, o motor de rotor gaiola pode partir à plena carga e com a
corrente elevando-se de 5 a 6 vezes à nominal, conforme o tipo e número de pólos.
De acordo com o gráfico da figura 3.10, a corrente de partida (curva “a”) é igual a 6 vezes a
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
43
_________________________________________________________________________________________________
corrente nominal.
O conjugado na partida atinge aproximadamente 1,5 do conjugado nominal.
Figura 3.10
Partida estrela-triângulo
É fundamental para a partida com a chave estrela-triângulo, que o motor tenha a possibilidade
de ligação em dupla tensão, ou seja, em 220/380V em 380/660V.
Os motores deverão ter, no mínimo, 6 bornes de ligação. A partida estrela-triângulo poderá
ser usada quando a curva de conjugados do motor for suficientemente elevada para poder
garantir a aceleração da máquina com a corrente reduzida para 25 a 30% da corrente de
partida direta. A curva do conjugado é reduzida na mesma proporção. Por esse motivo,
sempre que for necessário uma partida estrela-triângulo, deverá ser usado um motor com
elevada curva de conjugado.
Exemplo de cálculo da potência de um motor em estrela e triângulo:
Um motor trifásico ligado a uma rede de 220V absorve da linha 208A, quando ligado em
triângulo.
208
= 120 A
A corrente na fase desse motor será de
3
220
= 120 V
Esse motor ligado em estrela estará sob uma tensão de fase de
3
Havendo uma redução de tensão de fase, consequentemente haverá uma redução na corrente.
220 V → 120 A
127 V → X
127 x120
= 69,3 A
X=
220
A corrente de linha em triângulo é de 208A. Em estrela, a corrente de linha é de 69,3A, o que
representa aproximadamente 30% de 208A.
Na partida em estrela, a corrente de partida é de 1,5 a 2 vezes a corrente nominal, mas o
conjugado de partida é um quarto do conjugado máximo ( 25 a 30%).
Na partida em triângulo, os conjugados de partida são máximos, mas a corrente é
aproximadamente 6 vezes a corrente nominal.
_________________________________________________________________________________________________
44
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Como exemplo, nas figuras 3.11 e 3.12 temos a ligação estrela-triângulo de um motor, com
cargas diferentes, apresentando dados comparativos em % pelas curvas de corrente e
conjugados.
Na figura 3.11 temos um alto conjugado resistente MR. Se a partida for em Y, o motor
acelerará a carga até a velocidade ny, ou aproximadamente 85% da rotação nominal. Nesse
ponto, a chave deverá ser ligada em ∆. Acontece nesse caso que a corrente, que era
aproximadamente a nominal, ou seja, 100%, passa repentinamente para 300%, o que não é
nenhuma vantagem, uma vez que na partida a corrente era somente 170 %.
Na figura 3.12, temos o motor com as mesmas características, porém o momento resistente
MR é bem menor. Na ligação Y, o motor acelera a carga até 95% da rotação nominal. Quando
a chave é ligada em ∆, a corrente, que era aproximadamente 60 %, sobe para 190 %, ou seja,
praticamente igual à da partida em Y.
Nesse caso, a ligação estrela-triângulo apresenta vantagem, porque, se fosse ligado direto,
absorveria na rede 500% da corrente nominal. A chave estrela-triângulo em geral só pode ser
empregada em partidas de máquinas a vazio, isto é, sem carga. Somente depois de ter atingido
95% da rotação nominal, a carga poderá ser ligada. O exemplo típico acima pode ser de um
grande compressor. Na figura 3.11, seria partida com carga, isto é, assim que começa a girar,
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
45
_________________________________________________________________________________________________
a máquina já comprime o ar, mas geralmente isso não acontece. Os compressores partem a
vazio, isto é, com todas as válvulas abertas (figura 3.12).
Só quando atinge a rotação nominal, as válvulas se fecham, e a máquina começa a comprimir
o ar.
Partida com a chave compensadora
Podemos usar a chave compensadora para dar partida em motores sob carga A chave
compensadora reduz a corrente de partida, evitando uma sobrecarga na rede de alimentação,
deixando, porém, o motor com um conjugado suficiente para a partida e aceleração.
Figura 3.13
A tensão na chave compensadora é reduzida através de autotransformador, que possui
normalmente “taps” de 65 a 80% da tensão nominal.
Exemplo:
Um motor ligado à rede de 220V absorve 100A. Se for ligado ao autotransformador no “tap”
de 65%, a tensão aplicada nos bornes será de:
U . 0,65 = 220 x 0,65 = 143V
A corrente nos bornes do motor, em virtude da redução da tensão, é reduzida também em
65%:
Im = I .0,65 = 100 x 0,65 = 65A.
Como a potência em VA no primário do autotransformador é aproximadamente igual à do
secundário, temos:
VA no secundário = 143x 65x 3 = 16100 VA
Para encontrarmos a corrente absorvida da linha, temos:
IL =
VA
U. 3
=
16100
220 x 3
= 42,25 A
O conjugado de partida é proporcional ao quadrado da tensão aplicada aos bornes do motor.
No caso do exemplo anterior, é 0,65 x 0,65 = 0,42, ou seja, aproximadamente metade do
conjugado nominal.
No “tap” de 80% teríamos um conjugado de 0,8 x 0,8 = 0,64, ou seja, dois terços do
conjugado nominal. A corrente seria:
I L = I M x 0,8 = 80 x 0,8 = 64A
_________________________________________________________________________________________________
46
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Partida rotórica
É o sistema de partida de onde se utiliza um motor de rotor bobinado com reostato regulável.
Esse motor apresenta elevado torque na partida em baixa velocidade. É de construção bem
mais cara, porém, apresenta grandes vantagens, conforme a aplicação.
Pelo gráfico (3.14) abaixo, podemos comparar o torque com resistências desse tipo de motor
que possui características peculiares. Verificamos que a corrente de partida é
aproximadamente 2 vezes a nominal (curva a) e que o torque é aproximadamente 240% do
torque nominal (curva b).
Pode partir, portanto, com baixa rotação e torque elevadíssimo.
Figura 3.14
3.3.2 – Ligação de Motores Trifásicos de 6 terminais para tensão nominal de 220 ou
380V.
•
Ligação em triângulo para 220V
Figura 3.15
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
47
_________________________________________________________________________________________________
•
Ligação em estrela (Y) para 380 V
Figura 3.16
3.3.3 – Ligação de Motores Trifásicos de 12 terminais para tensão nominal de 220 ou
380V.
•
Ligação em triângulo paralelo para 220V
Figura 3.17
•
Ligação em estrela paralelo (Y) para 380 V
Figura 3.18
_________________________________________________________________________________________________
48
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
3.3.4 – Ligação de Motores Trifásicos de 12 terminais para tensão nominal de 440 ou
760V.
•
Ligação em triângulo série para 440V
Figura 3.19
•
Ligação em estrela série (Y) para 760 V
Figura 3.20
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
49
_________________________________________________________________________________________________
3.3.5 – Ligação de Motores Monofásicos de fase auxiliar para tensão nominal de 110 ou
220V.
•
Ligação para 110V
Figura 3.21
•
Ligação para 220V
Figura 3.22
3.4 – COMANDO DE UM CONTATOR POR BOTÕES OU CHAVE
Comandar um contator é a ação que se executa ao acionar um botão abridor, botão fechador
ou chave de pólo. Isto é feito para que a bobina do eletroimã seja alimentada e feche os
contatos principais, ou perca a alimentação, abrindo-os.
3.4.1 – Sequência operacional
Start:
Estando sob tensão os bornes R, S e T ( figura 3.23 e 3.24), e apertando-se o botão b1 , a
bobina do contator C1 será energizada. Esta ação faz fechar o contato de retenção C1, que
manterá a bobina energizada; O s contatos principais de fecharão, e o motor funcionará.
Stop :
Para interromper o funcionamento do contator, pulsamos o botão b0; este abrirá, eliminando a
alimentação da bobina, o que provocará a abertura de contato de retenção C1 e,
consequentemente, dos contatos principais, e a partida do motor.
_________________________________________________________________________________________________
50
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Nota :
Um contator pode ser comandado também por uma chave de um pólo (figura 3.25).
Neste caso, eliminam-se os botões b0 , b1 e o contato de retenção C1, e introduz-se no circuito
de comando a chave b1.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
51
_________________________________________________________________________________________________
Figura 3.25
3.5 – REVERSÃO DE ROTAÇÃO DE MOTOR TRIFÁSICO COM CONTATORES
COMANDADOS POR BOTÕES
A reversão do sentido de rotação de um motor trifásico é feita pela inversão de duas de suas
fases de alimentação. Esse trabalho é realizado por dois contatores, comandados por 2 botões
conjugados, cujo acionamento permite obter-se rotações no sentidos horário e anti-horário.
3.5.1 – Sequência operacional
a) Ligação do motor em um sentido: (figuras 3.26 e 3.27).
Estando sob tensão os bornes R, S e T e pulsando-se o botão conjugado b1, a bobina do
contator C1 será alimentada, fechando o contato de retenção C1, o qual a mantém energizada.
Permanecendo energizada a bobina do contator C1, haverá o fechamento dos contatos
principais e o acionamento do motor num sentido.
b) Inversão do sentido de rotação de motor:
Pulsando-se o botão conjugado b2, a bobina do contator C2 será alimentada, provocando o
fechamento do contato de retenção C2, o qual mantém energizada. Permanecendo energizada
a bobina do contator C2, haverá o fechamento dos contatos. Permanecendo energizada a
bobina do contator C2, haverá o fechamento dos contatos principais e o acionamento do motor
no sentido inverso.
_________________________________________________________________________________________________
52
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Figura 3.26
Figura 3.27
OBSERVAÇÃO:
A fim de se evitarem elevados valores de correntes de pico, sempre que possível, deve-se
esperar a parada do motor, para se processar a reversão da rotação.
Em tornos mecânicos em geral, assim como em outros tipos de máquinas, às vezes se faz
necessário aplicar a frenagem por contracorrente, para se conseguir inverter rapidamente a
rotação.
3.5.2- Segurança do sistema
a) Por meio dos botões conjugados:
Pulsando-se o botão conjugado b1 ou b2, são simultaneamente acionados os seus contatos
abridor e fechador, de modo que o contato abridor atue antes do fechador (intertravamento
mecânico).
b) Por meio de contatos auxiliares:
Os contatos abridores C1 e C2 impossibilitam a energização de uma bobina, quando a outra
será energizada, (intertravamento magnético).
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
53
_________________________________________________________________________________________________
3.6 – REVERSÃO DE ROTAÇÃO DE MOTOR TRIFÁSICO COM CONTATORES E
CHAVES FIM DE CURSO
Quando há necessidade de controlar o movimento de avanço ou retrocesso automático de um
dispositivo motorizado de uma máquina , empregam-se contatores comandados por chaves
fim de curso ( figuras 3.28 e 3.29 ).
As chaves de fim de curso são acionadas mecanicamente pelas réguas com ressaltos ( cames)
existentes na parte móvel do dispositivo da máquina.
Figura 3.28
Figura 3.29
3.6.1 - Sequência operacional
a)Ligação do motor para movimentar dispositivo em um sentido:
Estando sob tensão os bornes R, S e T e pulsando-se o botão conjugado b1, a bobina do
contator C1 será alimentada, provocando o fechamento do contato de retenção C1, o qual a
mantém energizada, e o fechamento dos contatos principais.
O acionamento do motor num sentido impulsiona, consequentemente, um dispositivo, até
atingir o limite de fim de curso, quando abrirá seu contato b3, desligando a bobina C1.
_________________________________________________________________________________________________
54
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Desenergizada a bobina C1, os contatos principais se abrem, cortando a alimentação do motor.
b) inversão do sentido de movimento do dispositivo:
Pulsando-se o botão conjugado b2, a bobina do contator C2 será alimentada, fechando o
contato de retenção C2, o qual mantém energizada. Estando energizada a bobina de C2, haverá
o fechamento dos contatos principais e o acionamento do motor e do dispositivo da máquina,
até que esta atinja o limite de “fim de curso”. Quando a chave de fim de curso for atingida,
seu contato b4 se abrirá, desligando a bobina de C2. Desenergizada a bobina de C2, os contatos
principais se abrem, cortando a alimentação do motor.
3.6.2 - Acionamento parcial do dispositivo
Quando o motor está funcionando, pulsando-se o botão b0, para-se o movimento do
dispositivo em qualquer ponto de percurso. A retomada do movimento no mesmo sentido ou
no inverso é possível, pulsando-se os botões b1 ou b2.
3.6.3 - Segurança do sistema pelos botões conjugados
Pulsando-se o botão conjugado b1 ou b2, são simultaneamente acionados os seus contatos
abridor e fechador, de modo que o contato atue antes do fechador, proporcionando
intertravamento mecânico.
3.6.4 - Segurança do sistema pelos contatos auxiliares
Os contatos abridores C1 e C2 impossibilitam a energização de uma bobina, quando a outra
está energizada.
(Intertravamento elétrico).
3.7 – PARTIDA COM COMUTAÇÃO AUTOMÁTICA ESTRELA-TRIÂNGULO DE
UM MOTOR
É a partida executada automaticamente de um motor trifásico em Y, com comutação para ∆ ;
feita por meio de 3 contatores comandados por botões. Este sistema de ligação é utilizado
V
para reduzir a tensão de fase do motor( VF = L = 0,58.VL ) durante a partida.
3
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
55
_________________________________________________________________________________________________
3.7.1 - Sequência operacional
Partida do motor em estrela, estando C1, C2 e C3 desligados (figuras 3.30 e 3.31). Estando sob
tensão os bornes R, S e T, e pulsando-se o botão b1, a bobina do contator C2 e o relé
temporizador d1 serão alimentados, fechando o contato de retenção de C2 que mantêm
energizadas as bobinas dos contatores C1 e C2, respectivamente, e o relé temporizador d1.
Permanecendo energizadas as bobinas dos contatores C2 e C1, haverá o fechamento dos
contatos principais e, consequentemente, o acionamento do motor em estrela.
Decorrido o tempo para o qual foi ajustado o relé temporizador d1, este opera, desligando o
contato abridor d1, que desenergizará a bobina do contator C2, acarretando a abertura de seus
contatos principais. Estando desenergizada a bobina C2, o contato abridor C2 (31 - 32) retorna,
energizando a bobina C3, que acionará o motor em triângulo.
3.7.2 – Parada do motor
Estando o motor funcionando em triângulo e pulsando-se o botão b0, interrompe-se a
energização da bobina C1, que abrirá os contatos C1 ( 13-14) e C1 (23 –24), interrompendo a
corrente da bobina C3. Consequentemente, o motor ficará energizado.
3.7.3 – Segurança do sistema
Estando o motor em marcha na ligação triângulo, o contato C3 (31-32) fica aberto, impedindo
a energização acidental da bobina C2.
_________________________________________________________________________________________________
56
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
3.8
–
PARTIDA
AUTOMÁTICA
AUTOTRANSFORMADOR
DO
MOTOR
TRIFÁSICO
COM
A partida automática com autotransformador permite que o motor inicie seu funcionamento
com tensão reduzida e, após um tempo determinado, passe automaticamente à plena tensão.
Tem sobre a partida manual estas vantagens :
-
Não exige esforço físico do operador;
-
Permite comando à distância;
-
A comutação da tensão reduzida para tensão realiza-se no tempo previsto e
ajustado, independente da ação do operador.
Figura 3. 32
Figura 3.33
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
57
_________________________________________________________________________________________________
3.8.1 - Sequência operacional
Partida de motor com tensão reduzida: contatores C1, C2, C3 e relé de tempo desligados
(figuras 3.19 e 3.20). Estando sob tensão os bornes R, S, T e pulsando-se o botão b1, a bobina
do contator C1 fica energizada, assim como o relé temporizador d1. Os contatos C1 (13 - 14) e
C1 (23 - 24) se fecham, conservando energizada a bobina de C3, colocando o motor em
funcionamento.
Com a alimentação da bobina C3, os contatos C3 (13 - 14) e C3 (23 - 24) se fecham, tornando a
bobina de C3 independente do contato C1 (13 - 14). Como as bobinas de C1 e de C3 estão
energizadas, os contatos principais de C1 e C3 estão fechados, e o motor está alimentado com
a tensão reduzida, iniciando a partida.
3.8.2 – Comutação
Decorrido o tempo preestabelecido, o relé temporizador d1 comuta, desenergizando a bobina
de C1 e energizando a bobina de C2. Permanecendo energizada a bobina de C2, os contatos de
C2(13-14) se fecham e os C2(41-42) se abrem, provocando a desenergização da bobina de C3.
Os contatos principais de C3 se abrem e os de C2 se fecham; e o motor é alimentado com
tensão plena ( tensão nominal).
3.9 – PARTIDA COM MOTOR TRIFÁSICO DE ROTOR BOBINADO COM
COMUTAÇÃO AUTOMÁTICA DE RESISTORES
Neste tipo de partida, o circuito de comando faz a eliminação dos estágios de resistores
automaticamente. O tempo necessário entre a partida e as sucessivas retiradas dos resistores
do circuito do rotor bobinado, até curtocircuitá-lo, é determinado por relés temporizados
(figuras 3.34 e 3.35).
_________________________________________________________________________________________________
58
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
3.9.1 - Sequência operacional
1° estágio de partida:
Contatores C1, C11, C12, C13, relés temporizados d1 e d2, e relé auxiliar d3 desenergizados.
Pulsando-se o botão b1, as bobinas de C1 e d1 são energizadas simultaneamente e permanecem
ligadas pelo contato de retenção comum C1(13 - 14).
Estando energizada a bobina C1, seus contatos principais se fecham, e o motor começa a
funcionar com todos os resistores intercalados no circuito de induzido (r1, r2 e r3).
2° estágio de partida:
Decorrido o tempo ajustado, o relé d1 opera, fechando o seu contato d1 (15 - 18), energizando
C11, que assim permanece por meio de seu contato de retenção C11 (13 - 14). Ao mesmo
tempo, o contato fechador de C11(23 - 24) energiza o relé d2 e desenergiza a bobina de d1,
através de C11(41 - 42).
Estando alimentada a bobina de C11, seus contatos principais se fecham, retirando do circuito
o resistor r1.
3° estágio de partida:
Decorrido o tempo ajustado para d2, ocorre a sua operação, e o contato d2 (15 - 18) energiza
C12 que assim mantém por meio de seu contato de retenção C12 (13 - 14). Nesse instante,
desenergiza-se C11, voltando seus contatos à posição de repouso. O contato C12 (23 - 24) se
fecha, alimentando d3, que fechará d3 (23 -24), energizando novamente d1. Energizada a
bobina de C12, seus contatos principais se fecham, retirando de circuito o resistor r2.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
59
_________________________________________________________________________________________________
4° estágio de partida:
Decorrido o tempo ajustado para d1, ocorre a sua operação, e seu contato d1 (15 - 18) se fecha,
alimentando C13, que permanece energizado por seu contato de retenção, e abre o contato de
C13 (41 - 42), que volta os demais à condição inicial. Energizando C13, seus contatos
principais fecham-se, o resistor r3 é eliminado, e o rotor é curto-circuitado.
3. 10 – PARTIDA CONSECUTIVA DE MOTORES COM RELÉS TEMPORIZADOS
É um sistema de comando automático que permite a partida de 2 ou mais motores,
obedecendo a uma sequência preestabelecida. Os intervalos de tempo entre as sucessivas
partidas são determinados pela regulagem de relés temporizados ( figuras 3.36 e 3.37).
_________________________________________________________________________________________________
60
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
61
_________________________________________________________________________________________________
3.10.1 – Sequência operacional
Pulsando-se b1 , o contator C1 e o relé d1 são energizados e o motor m1 parte. Decorrido o
tempo ajustado para d1, este energiza C2 e d2 e o motor m2 parte. Decorrido o tempo ajustado
para d2, este energiza C3 e d3 e o motor m3 parte. Após o tempo ajustado para d3, este energiza
C4, dando a partida a m4 , último motor de sequência. Se houvesse mais motores, o processo
continuaria de forma idêntica.
3.11 – PARTIDA AUTOMÁTICA E FRENAGEM ELETROMAGNÉTICA DE
MOTOR TRIFÁSICO NOS DOIS SENTIDOS DE ROTAÇÃO
É um sistema de comando elétrico que permite a partida automática, a troca de sentido de
rotação e a frenagem eletromagnética por corrente retificada (figuras 3.38 e 3.39).
3.11.1 – Sequência operacional
Partida e rotação no sentido anti-horário : Pulsando-se b1, energiza-se C1. O motor será ligado
e girará no sentido anti-horário.
Obs.: É imprescindível que o motor esteja parado para que se possa dar partida no sentido
desejado.
Partida no sentido anti-horário :Pulsando-se b2, energiza-se C2. O motor será ligado no sentido
anti-horário.
Frenagem : Estando o motor girando num sentido ou noutro, pulsando-se b0, desenergiza-se
C1 ou C2, energiza-se C3 e C4 e o motor é frenado. C1 e C2 se intertravam. C3 e C4 travam C1 e
C2 .
_________________________________________________________________________________________________
62
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
4 – O CONTROLADOR LÓGICO PROGRAMÁVEL
4.1 - SURGIMENTO DO CONTROLADOR PROGRAMÁVEL
O controlador programável surgiu em 1969. Anteriormente a isso, o hardware do controle
sequencial era dominado principalmente pelos relés.
No que concerne aos dispositivos de controle de sequência que utilizam os relés,
apresentavam as desvantagens a seguir discriminadas:
- mau contato;
- desgastes dos contatos;
- necessidade de instalação de inúmeros relés, execução de fiação entre os inúmeros
terminais de contatos e de bobinas;
- complexidade na introdução de alteração na sequência;
- necessidade de manutenções periódicas.
Apesar de apresentarem todas as desvantagens acima citadas, os relés se tornaram elementos
principais do hardware de controle de sequência em razão de não haver, na época, elementos
que pudessem substitui-los eficazmente.
No final da década de 60, iniciou-se o desenvolvimento de microcomputadores, utilizando-se
o circuito integrado (Cl), e a universalidade da capacidade de processamento dos mesmos
tornou-se o centro das atenções, aguardando-se com enorme expectativa o surgimento do
hardware para controle dotado de grande versatilidade de processamento.
Por outro lado, inicia-se a era da produção em grande escala, e os assuntos, como automação,
incremento da produtividade, uniformidade na qualidade e outros, transformam-se em temas
principais nas estações de trabalho, e a solução desses problemas era exigida também pelo
lado da tecnologia de controle de sequência. Na época, a General Motors (GM - empresa
automobilística americana) anunciou 10 itens relativos às condições que um novo dispositivo
eletrônico de controle de sequência deveria atender para que pudesse substituir os tradicionais
relés.
Os itens são os seguintes:
1. Facilidade de programação, de alteração do programa, inclusive nas estações de trabalho;
2. Facilidade na manutenção, desejável que fosse totalmente do tipo de encaixar (plug-inunit);
3. A confiabilidade na estação de trabalho deverá ser superior em relação ao painel de
controle do tipo com relés;
4. Deverá ser mais compacto que o painel de controle do tipo com relés;
5. Possibilitar o envio direto de dados à unidade central de processamento de dados;
6. Deverá ser economicamente competitivo com o painel de controle do tipo com relés;
7. Possibilitar entradas com níveis de tensão alternada da ordem de 11 5[V];
8. As saídas deverão ser em 11 5[V] C.A. com capacidade superior a 2[A] de intensidade de
corrente; deverá ainda possibilitar a operação das válvulas solenóides, comando para
partida de motores e outros;
9. Com um mínimo de alteração, possibilitar a ampliação do sistema básico;
10. Deverá estar dotado de memória programável que possa ser ampliada até 4k WORDS no
mínimo.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
63
_________________________________________________________________________________________________
Assim, baseando-se nesses 10 itens acima mencionados, a partir de 1969 foram lançados uma
série de produtos denominados PLC (Programmable Logic Controller - Controlador Lógico
Programável), através de diversas empresas americanas.
Como pano de fundo tecnológico para o surgimento do PLC, houve a evolução das
tecnologias de computação e semicondutores, especialmente a tecnologia de CIs,
possibilitando a substituição do sistema de controle por relés, que havia atingido o seu limite
de possibilidades.
As características do PLC elaborado segundo as especificações dos 10 itens da GM são a
seguir discriminadas:
- Como se trata de dispositivo que utiliza o elemento semicondutor em substituição aos
relés, o controle será do tipo sem contato;
- Enquanto o conteúdo do controle dos sistemas convencionais se realiza pela execução de
fiação entre os contatos dos relés, no caso do PLC será realizado através de programa;
- Embora seja o PLC um dispositivo que utiliza o semicondutor, poderá utilizar energia
para entrada e saída nas faixas de 115[V] e 220[V], 2[A] diretamente em corrente
alternada;
- Poderá adequar ao sistema a capacidade ideal do PLC, segundo a dimensão do controle a
ser realizado.
Originalmente, o PLC surgiu como um dispositivo de controle tipo universal, que pudesse
substituir os sistemas de relés e, posteriormente, com a evolução das tecnologias de
computação e dos CI’s, desenvolveu-se tornando possível a redução de custo, compactação,
elevação das funções e outros, até atingir a maturidade como sendo hardware principal para
controle sequencial.
Com a evolução, foi eliminado o termo “logic” do nome PLC, passando este dispositivo a ser
chamado de PC - Controlador Programável (Programmable Controller)
Com o passar do tempo os controladores programáveis passaram a tratar variáveis analógicas
e no inicio dos anos oitenta incorporaram a função do controle de malhas de instrumentação,
com algoritmos de controle proporcionais, integrais e derivativos (PID). Ainda na década de
oitenta com a evolução dos microcomputadores e das redes de comunicação entre os PLC's,
os quais passaram a elevar sua performance, permitindo que vários controladores
programáveis pudessem partilhar os dados em tempo real e que nesta mesma rede estivessem
conectados vários microcomputadores, os quais através de um software de supervisão e
controle, podiam monitorar, visualizar e comandar o processo como um todo a partir de uma
sala de controle distante do processo.
Como resumo, podemos classificar historicamente o PLC como segue :
1a. Geração : Os PLCs de primeira geração se caracterizam pela programação intimamente
ligada ao hardware do equipamento. A linguagem utilizada era o Assembly que variava de
acordo com o processador utilizado no projeto do PLC, ou seja , para poder programar era
necessário conhecer a eletrônica do projeto do PLC. Assim a tarefa de programação era
desenvolvida por uma equipe técnica altamente qualificada, gravando-se o programa em
memória EPROM , sendo realizada normalmente no laboratório junto com a construção do
PLC.
_________________________________________________________________________________________________
64
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
2a. Geração : Aparecem as primeiras “Linguagens de Programação” não tão dependentes do
hardware do equipamento, possíveis pela inclusão de um “Programa Monitor “ no PLC , o
qual converte ( no jargão técnico ,Compila), as instruções do programa , verifica o estado das
entradas, compara com as instruções do programa do usuário e altera o estados das saídas. Os
Terminais de Programação ( ou Maletas, como eram conhecidas ) eram na verdade
Programadores de Memória EPROM . As memórias depois de programadas eram colocadas
no PLC para que o programa do usuário fosse executado.
3a. Geração : Os PLC’s passam a ter uma Entrada de Programação, onde um Teclado ou
Programador Portátil é conectado, podendo alterar, apagar , gravar o programa do usuário,
além de realizar testes ( Debug ) no equipamento e no programa. A estrutura física também
sofre alterações sendo a tendência para os Sistemas Modulares com Bastidores ou Racks.
4a. Geração : Com a popularização e a diminuição dos preços dos micro - computadores
(normalmente clones do IBM PC ), os PLCs passaram a incluir uma entrada para a
comunicação serial. Com o auxílio do microcomputadores a tarefa de programação passou a
ser realizada nestes. As vantagens eram a utilização de várias representações das linguagens ,
possibilidade de simulações e testes , treinamento e ajuda por parte do software de
programação, possibilidade de armazenamento de vários programas no micro, etc.
5a. Geração : Atualmente existe uma preocupação em padronizar protocolos de comunicação
para os PLCs, de modo a proporcionar que o equipamento de um fabricante “converse” com
o equipamento outro fabricante, não só PLCs , como Controladores de Processos, Sistemas
Supervisórios, Redes Internas de Comunicação e etc., proporcionando uma integração afim de
facilitar a automação, gerenciamento e desenvolvimento de plantas industriais mais flexíveis e
normalizadas, fruto da chamada Globalização. Existe uma Fundação Mundial para o
estabelecimento de normas e protocolos de comunicação.
4.2 - INTRODUÇÃO DA TECNOLOGIA DE CONTROLADORES LÓGICOS
PROGRAMÁVEIS – PLC’s
4.2.1- Hard Logic para Soft Logic
a) Hard Logic
Quando se elabora uma sequência de controle utilizando os relés convencionais e/ou módulos
lógicos de estado sólido, a lógica do sistema será de acordo com a fiação executada entre
esses dispositivos, sendo que a sequência de controle é do tipo hard wired logic” ou
simplesmente “hard logic” (lógica de interligação dos dispositivos por meio de fiação
elétrica).
A alteração na lógica significa realizar alterações na fiação. Dessa forma existem diversos
pontos deficientes, enumerados a seguir:
1. Problemas relacionados ao projeto e fabricação:
A elaboração do diagrama da sequência depende, na maioria dos casos, da capacidade ou
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
65
_________________________________________________________________________________________________
experiência pessoal do indivíduo. Assim, além do diagrama de sequência propriamente dito,
outros inúmeros serviços relacionados, como diagrama de fiação entre os componentes, layout dos componentes, determinação das espécies de fios e cabos e outros, têm que ser
projetados. Por outro lado, quando se deseja introduzir alterações do sistema já pronto, tem-se
que efetuar adição e/ou deslocamento de componentes e da fiação, acarretando um alto custo
com relação ao tempo e à mão-de-obra.
2. Problemas relativos à operação experimental e ajustes:
Para efetuar a verificação no caso em que o projeto da sequência foi elaborado corretamente
ou as fiações foram executadas conforme o projeto, é necessário efetuar testes de
continuidade, utilizando aparelhos de testes apropriados. Além disso, nos ajustes de campo
com a sequência acoplada às partes mecânicas há a necessidade de assistência e orientação de
técnicos de grande experiência.
3. Problemas relativos à instalação, montagem e manutenção:
Como o hard logic toma um espaço muito grande, encontra-se normalmente dificuldade no
lay-out, além da necessidade de se efetuar a manutenção periódica das partes móveis
(contatos, etc.) e, ainda, manter um estoque de peças sobressalentes considerando-se a vida
útil das mesmas.
4. Problemas relativos à função:
Como existe um limite de tempo para acionamento dos relés, o hard logic não é indicado para
equipamentos que requerem alta velocidade de controle. Além disso, torna-se extremamente
difícil o controle de um sistema com hard logic quando o mesmo necessita de memorização
temporária, processamento e comparação de valores numéricos.
b) Soft Logic
O computador nada poderá fazer se for constituído apenas por “hardware”. As suas funções
serão ativadas somente quando houver um programa denominado “software”. Os
computadores, através de programas ou software, podem realizar cálculos das folhas de
pagamentos, assim como, cálculos de equações das mais complexas. Isto significa que, com
um mesmo hardware, a lógica poderá ser alterada através de um software denominado
programa. Ou seja, a lógica do computador é um “soft logic”. Aplicando o mesmo raciocínio
de controle sequencial, pode-se dizer que as fiações que compõem a lógica do circuito de
relés, poderão ser substituídas pelo software, denomina-se soft wired logic” (lógica de
interligação dos dispositivos por meio de programas).
Para realizar o controle sequencial através do soft Iogic, ter-se-á que dotar o hardware de um
dispositivo de memória, tal qual no computador, e nele armazenar uma série de programas.
Esses equipamentos que objetivam o controle sequencial, são denominados “Stored Program
System Controller” ou “Programmable Controller’ (PLC) - Controlador Programável, ou
ainda, abreviadamente, “PLC”.
_________________________________________________________________________________________________
66
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
c) Significado da lógica por software
O fato de se transformar a lógica da sequência em software significa que as atribuições das
fiações do hard logic serão executadas pelo soft logic. Por conseguinte, o hardware poderá ser
constituído por um equipamento standard. Isso foi possível através da padronização do
controle sequencial, solucionando uma grande parte dos problemas que existiam
tradicionalmente nos painéis de relés, além de possibilitar a promoção da automação e
racionalização em níveis cada vez mais elevados.
Na tabela 4.1, indica-se a comparação entre o tradicional painel de relés e o PLC e verifica-se
que, em praticamente todos os aspectos, o PLC apresenta-se com maiores vantagens.
Dessa forma, com a introdução da tecnologia de computação, surgiu o controlador
programável, proporcionando uma evolução excepcional no controle sequencial.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
67
_________________________________________________________________________________________________
_________________________________________________________________________________________________
68
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
4.2.2 - Diferenças entre o PLC e o Computador
O PLC é um novo equipamento que surgiu com o advento da tecnologia do computador,
sendo sua utilização voltada à estação de trabalho. Assim, se o PLC for comparado ao
computador utilizado em escritórios, tanto o hardware quanto o software são significamente
diferentes.
a)
Hardware
O computador é um equipamento destinado a efetuar cálculos de alto nível e processamento
de dados, de sorte que as entradas e saídas, como discos magnéticos e impressoras, são
projetadas para atender às necessidades do computador. Portanto, os dispositivos de
computação e de memória que correspondem ao cérebro, ocupam um grande espaço, e as
entradas e saídas, que correspondem aos braços e pernas, são relativamente pequenas. Dessa
forma, pode-se dizer que o computador é um superdotado de cabeça gigantesca com estrutura
frágil, que trabalha com baixa tensão, tendo que ser instalado em sala climatizada, ou seja, um
local de bom ambiente.
Em relação a isso, o PLC surgiu com o objetivo de substituir os painéis de relés. Assim, suas
entradas e saídas são constituídas pelas chaves fim de curso, válvulas solenóides e outros,
sendo, na maioria, equipamentos de alta tensão e corrente. Além disso, estão sujeitos aos
ruídos provenientes das máquinas e equipamentos existentes nas estações de trabalho, assim
como, severas condições de temperatura e partículas suspensas na atmosfera. Como as partes
que realizam a computação são constituídas de componentes eletrônicos de baixa tensão,
como no caso dos CIs, será necessário instalar nas portas de entrada e saída os circuitos para
transformação e amplificação de sinais e, ainda, conforme o caso, circuito para eliminação de
ruídos. Além disso, sua estrutura construtiva deverá ter uma proteção robusta para resistir às
severas condições do local de instalação.
b)
Software
Nos programas de computador são utilizadas as linguagens como C, C++, Pascal e outras, e as
mesmas podem ser utilizadas apenas pelos especialistas que tiveram os cursos específicos
para esse fim.
Por outro lado, no caso do PLC, a linguagem é idealizada de tal forma que as pessoas ligadas
diretamente à operação de máquinas e equipamentos, ao planejamento de instalações elétricas
e à manutenção possam entendê-la, utilizando códigos e/ou linguagens mais próximos das
sequências dos circuitos tradicionais, ou seja, no que se refere à programação, foi idealizada
para que se possa programar utilizando códigos obtidos através do fluxograma e do diagrama
de tempo (time chart) do sistema a ser controlado, sendo essa programação realizável por
qualquer pessoa com um treinamento relativamente simples.
Dessa forma, embora o PLC seja tecnologicamente um computador, em termos de utilização é
um equipamento de controle local.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
69
_________________________________________________________________________________________________
4.2.3 - Evolução do Controle Sequencial
O controle sequencial evoluiu de painel de relés para o método de programa armazenado. No
período inicial, o método de programa armazenado partiu do método ‘discreto” com circuitos
transistorizados e, em termos de funções não passava de simples substituição dos painéis de
relés. Contudo, ultimamente, com o advento do microcomputador que surgiu da tecnologia do
LSI (Large Scale Integration - Integração de Grande Capacidade), foram adicionadas as
funções que não havia nos painéis de relés, como cálculo comparativo, computação e outros.
Além disso, esse método não se restringe apenas ao controle sequencial, sendo utilizado, por
exemplo, no controle digital a realimentação (feed-back) e, assim, tendo a sua utilização
ampliada para o controle de uma forma global.
O microprocessador é excelente para essas funções e pode-se dizer que o controle sequencial
está passando da fase do PLC de simples substituição de painéis de relés (primeira geração)
para o PLC de alto nível (segunda geração).
4.3- ARQUITETURA DO CONTROLADOR PROGRAMAVEL
4.3.1 - Constituição Geral, Princípio de funcionamento e Operação
a) Constituição geral
Como o controlador programável - PLC - será instalado na estação de trabalho da linha de
produção para operação e controle de equipamentos, dispositivos e máquinas, o mesmo é
constituído com robustez para resistir às condições desfavoráveis de um local de produção,
como vibração, ruídos, partículas em suspensão. etc., além da facilidade na sua manipulação.
_________________________________________________________________________________________________
70
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Outro aspecto e a sua composição, que é executada de tal forma que possibilite a utilização
através de combinações mais adequadas, selecionando a escala e funções segundo o objeto de
controle.
Indica-se na figura 4.1 a constituição de um PLC. Assim, tem-se a CPU (Central Processing
Unit) ou UCP (Unidade Central de Processamento), que corresponde ao cérebro humano, as
unidades de entradas e saídas para intercâmbio de sinais entre os equipamentos, dispositivos e
máquinas, a fonte para fornecimento de energia elétrica, além dos equipamentos periféricos
para incrementar a operacionalidade do PLC.
Figura 4.1 – Constituição fundamental de um PC
b) Princípio de Funcionamento - Diagrama em Blocos
Figura 4.2 – Diagrama em Blocos do Funcionamento de um PLC
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
71
_________________________________________________________________________________________________
Inicialização
No momento em que é ligado o PLC executa uma série de operações pré – programadas,
gravadas em seu Programa Monitor :
-
Verifica o funcionamento eletrônico da C.P.U. , memórias e circuitos auxiliares;
Verifica a configuração interna e compara com os circuitos instalados;
Verifica o estado das chaves principais ( RUN / STOP , PROG, etc. );
Desativa todas as saídas;
Verifica a existência de um programa de usuário;
Emite um aviso de erro caso algum dos itens acima falhe.
Verificar Estado das Entradas
O PLC lê o estados de cada uma das entradas, verificando se alguma foi acionada. O
processo de leitura recebe o nome de Ciclo de Varredura ( Scan ) e normalmente é de alguns
micro – segundos ( scan time ).
Transferir para a Memória
Após o Ciclo de Varredura, o PLC armazena os resultados obtidos em uma região de memória
chamada de Memória Imagem das Entradas e Saídas. Ela recebe este nome por ser um
espelho do estado das entradas e saídas. Esta memória será consultada pelo PLC no decorrer
do processamento do programa do usuário.
Comparar com o Programa do Usuário
O PLC ao executar o programa do usuário , após consultar a Memória Imagem das Entradas ,
atualiza o estado da Memória Imagem das Saídas, de acordo com as instruções definidas pelo
usuário em seu programa.
Atualizar o Estado das Saídas
O PLC escreve o valor contido na Memória das Saídas , atualizando as interfaces ou módulos
de saída. Inicia – se então, um novo ciclo de varredura.
_________________________________________________________________________________________________
72
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
4.3.2 - Estrutura Interna do PLC
O PLC é um sistema microprocessado , ou seja, constituí – se de um microprocessador ( ou
microcontrolador ), um Programa Monitor , uma Memória de Programa , uma Memória de
Dados, uma ou mais Interfaces de Entrada, uma ou mais Interfaces de Saída e Circuitos
Auxiliares.
Fonte de Alimentação
A Fonte de Alimentação tem normalmente as seguintes funções básicas :
-
-
Converter a tensão da rede elétrica ( 110 ou 220 VCA ) para a tensão de alimentação dos
circuitos eletrônicos , (+ 5Vcc para o microprocessador , memórias e circuitos auxiliares
e +/- 12 Vcc para a comunicação com o programador ou computador );
Manter a carga da bateria, nos sistemas que utilizam relógio em tempo real e Memória do
tipo R.ªM.;
Fornecer tensão para alimentação das entradas e saídas ( 12 ou 24 Vcc ).
Unidade Central de Processamento :
Também chamada de C.P.U. é responsável pela funcionamento lógico de todos os circuitos.
Nos PLC’s modulares a CPU está em uma placa ( ou módulo ) separada das demais,
podendo-se achar combinações de CPU e Fonte de Alimentação. Nos PLC’s de menor porte
a CPU e os demais circuitos estão todos em único módulo. As características mais comuns
são :
-
Microprocessadores ou Microcontroladores de 8, 16 ou 32 bits ( INTEL 80xx,
MOTOROLA 68xx, ZILOG Z80xx, PIC 16xx );
Endereçamento de memória de até centenas de Mega Byte;
Velocidades de CLOCK variando de 4 a 100 MHZ;
Manipulação de dados decimais, octais e hexadecimais.
Bateria
As baterias são usadas nos PLC’s para manter o circuito do Relógio em Tempo Real, reter
parâmetros ou programas ( em memórias do tipo RAM ) ,mesmo em caso de corte de energia ,
guardar configurações de equipamentos etc. Normalmente são utilizadas baterias
recarregáveis do tipo Ni – Ca ou Li. Neste casos , incorporam se circuitos carregadores.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
73
_________________________________________________________________________________________________
Memória do Programa Monitor
O Programa Monitor é o responsável pelo funcionamento geral do PLC. Ele é o responsável
pelo gerenciamento de todas as atividades do PLC. Não pode ser alterado pelo usuário e fica
armazenado em memórias do tipo PROM , EPROM ou EEPROM . Ele funciona de maneira
similar ao Sistema Operacional dos microcomputadores. É o Programa Monitor que permite
a transferência de programas entre um microcomputador ou Terminal de Programação e o
PLC, gerenciar o estado da bateria do sistema, controlar os diversos opcionais etc.
Memória do Usuário
É onde se armazena o programa da aplicação desenvolvido pelo usuário. Pode ser alterada
pelo usuário, já que uma das vantagens do uso de PLC’s é a flexibilidade de programação.
Inicialmente era constituída de memórias do tipo EPROM , sendo hoje utilizadas memórias
do tipo RAM ( cujo programa é mantido pelo uso de baterias ) , EEPROM e FLASHEPROM, sendo também comum o uso de cartuchos de memória, que permite a troca do
programa com a troca do cartucho de memória. A capacidade desta memória varia bastante de
acordo com o marca/modelo do PLC, sendo normalmente dimensionadas em Passos de
Programa.
Memória de Dados
É a região de memória destinada a armazenar os dados do programa do usuário. Estes dados
são valores de temporizadores, valores de contadores, códigos de erro, senhas de acesso, etc.
São normalmente partes da memória RAM do PLC. São valores armazenados que serão
consultados e ou alterados durante a execução do programa do usuário. Em alguns PLC’s ,
utiliza-se a bateria para reter os valores desta memória no caso de uma queda de energia.
Memória Imagem das Entradas / Saídas
Sempre que a CPU executa um ciclo de leitura das entradas ou executa uma modificação nas
saídas, ela armazena o estados da cada uma das entradas ou saídas em uma região de memória
denominada Memória Imagem das Entradas / Saídas. Essa região de memória funciona como
uma espécie de “ tabela ” onde a CPU irá obter informações das entradas ou saídas para
tomar as decisões durante o processamento do programa do usuário.
_________________________________________________________________________________________________
74
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Circuitos Auxiliares
São circuitos responsáveis para atuar em casos de falha do PLC. Alguns deles são :
-
POWER ON RESET : Quando se energiza um equipamento eletrônico digital, não é
possível prever o estado lógico dos circuitos internos. Para que não ocorra um
acionamento indevido de uma saída , que pode causar um acidente , existe um circuito
encarregado de desligar as saídas no instante em que se energiza o equipamento. Assim
que o microprocessador assume o controle do equipamento esse circuito é desabilitado.
- POWER–DOWN:
O caso inverso ocorre quando um equipamento é subitamente
desenergizado . O conteúdo das memórias pode ser perdido. Existe
um circuito responsável por monitorar a tensão de alimentação, e em
caso do valor desta cair abaixo de um limite pré – determinado, o
circuito é acionado interrompendo o processamento para avisar o
microprocessador e armazenar o conteúdo das memórias em tempo
hábil.
- WATCH-DOG – TIMER : Para garantir no caso de falha do microprocessador , o programa
não entre em “ loop” , o que seria um desastre, existe um
circuito denominado “Cão de Guarda “ , que deve ser acionado
em intervalos de tempo pré – determinados . Caso não seja
acionado , ele assume o controle do circuito sinalizando um
falha geral.
Módulos ou Interfaces de Entrada :
São circuitos utilizados para adequar eletricamente os sinais de entrada para que possa ser
processado pela CPU ( ou microprocessador ) do PLC . Temos dois tipos básicos de entrada:
as digitais e as analógicas.
Entradas Digitais
São aquelas que possuem apenas dois estados possíveis, ligado ou desligado , e alguns dos
exemplos de dispositivos que podem ser ligados a elas são :
- Botoeiras;
- Chaves ( ou micro ) fim de curso;
- Sensores de proximidade indutivos ou capacitivos;
- Chaves comutadoras;
- Termostatos;
- Pressostatos;
- Controle de nível ( bóia );Etc.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
75
_________________________________________________________________________________________________
As entradas digitais podem ser construídas para operarem em corrente contínua ( 24 Vcc ) ou
em corrente alternada ( 110 ou 220 Vca ). Podem ser também do tipo N ( NPN ) ou do tipo
P(PNP ). No caso do tipo N , é necessário fornecer o potencial negativo ( terra ou neutro ) da
fonte de alimentação ao borne de entrada para que a mesma seja ativada. No caso do tipo P é
necessário fornecer o potencial positivo ( fase ) ao borne de entrada. Em qualquer dos tipos é
de praxe existir uma isolação galvânica entre o circuito de entrada e a CPU. Esta isolação é
feita normalmente através de optoacopladores.
As entradas de 24 Vcc são utilizadas quando a distância entre os dispositivos de entrada e o
PLC não excedam 50 m. Caso contrário , o nível de ruído pode provocar disparos acidentais.
Exemplo de circuito de entrada digital 24 Vcc
CPU
ENTRADA 24 VCC
Figura 4.3 – Entrada Digital 24Vcc
Exemplo de circuito de entrada digital 110 / 220 Vca :
110/220
C.P.U.
Figura 4.4 – Entrada Digital 110/220 Vca
_________________________________________________________________________________________________
76
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Entradas Analógicas
As Interfaces de Entrada Analógica , permitem que o PLC possa manipular grandezas
analógicas, enviadas normalmente por sensores eletrônicos. As grandezas analógicas elétricas
tratadas por estes módulos são normalmente tensão e corrente. No caso de tensão as faixas de
utilização são : 0 á 10 Vcc, 0 á 5 Vcc, 1 á 5 Vcc, -5 á +5 Vcc, -10 á +10 Vcc ( no caso as
interfaces que permitem entradas positivas e negativas são chamadas de Entradas
Diferenciais), e no caso de corrente, as faixas utilizadas são : 0 á 20 mA , 4 á 20 mA.
Os principais dispositivos utilizados com as entradas analógicas são :
-
Sensores de pressão manométrica;
Sensores de pressão mecânica ( strain gauges - utilizados em células de carga );
Taco-geradores para medição rotação de eixos;
Transmissores de temperatura;
Transmissores de umidade relativa;
Etc.
Uma informação importante a respeito das entradas analógicas é a sua resolução. Esta é
normalmente medida em Bits. Uma entrada analógica com um maior número de bits permite
uma melhor representação da grandeza analógica. Por exemplo : Uma placa de entrada
analógica de 0 á 10 VCC com uma resolução de 8 bits permite uma sensibilidade de 39,2 mV,
enquanto que a mesma faixa em uma entrada de 12 bits permite uma sensibilidade de 2,4 mV
e uma de 16 bits permite uma sensibilidade de 0,2 mV.
Exemplo de um circuito de entrada analógico :
ENTRADA
C.P.U.
Figura 4.5 – Entrada Analógica
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
77
_________________________________________________________________________________________________
Módulos Especiais de Entrada
Existem módulos especiais de entrada com funções bastante especializadas. Alguns exemplos
são :
- Módulos Contadores de Fase Única;
- Módulos Contadores de Dupla Fase;
- Módulos para Encoder Incremental;
- Módulos para Encoder Absoluto;
- Módulos para Termopares ( Tipo J, K, L , S, etc );
- Módulos para Termoresistências ( PT-100, Ni-100, Cu-25 ,etc);
- Módulos para Sensores de Ponte Balanceada do tipo Strain - Gauges;
- Módulos para leitura de grandezas elétricas ( KW , KWh , KQ, KQh, cos Fi ,
I , V , etc).
Módulos ou Interfaces de Saída :
Os Módulos ou Interfaces de Saída adequam eletricamente os sinais vindos do
microprocessador para que possamos atuar nos circuitos controlados . Existem dois tipos
básicos de interfaces de saída : as digitais e as analógicas .
Saídas Digitais
As saídas digitais admitem apenas dois estados : ligado e desligado. Podemos com elas
controlar dispositivos do tipo :
- Relés ;
- Contatores ;
- Relés de estado - sólido
- Solenóides;
- Válvulas ;
- Inversores de Frequência;
- Etc.
As saídas digitais podem ser construídas de três formas básicas : Saída digital à Relé , Saída
digital 24 Vcc e Saída digital à Triac. Nos três casos, também é de praxe , prover o circuito de
um isolamento galvânico, normalmente opto - acoplado.
Exemplo de saída digital à relé :
SAÍDA
CPU
Figura 4.6 – Saída Digital a Relé
_________________________________________________________________________________________________
78
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Exemplo de saída digital à transistor :
SAÍDA
C.P.U.
Figura 4.7 – Saída Digital à Transistor
Exemplo de saída digital à Triac :
SAÍDA
CPU
Figura 4.8 – Saída Digital à TRIAC
Saídas Analógicas
Os módulos ou interfaces de saída analógica converte valores numéricos, em sinais de saída
em tensão ou corrente. No caso de tensão normalmente 0 à 10 Vcc ou 0 à 5 Vcc, e no caso de
corrente de 0 à 20 mA ou 4 à 20 mA. Estes sinais são utilizados para controlar dispositivos
atuadores do tipo :
-
Válvulas proporcionais;
Motores C.C.;
Servo – Motores C.C;
Inversores de Frequência;
Posicionadores rotativos;
Etc.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
79
_________________________________________________________________________________________________
Exemplo de circuito de saída analógico :
8 bits
Figura 4.9 – Saída Analógica
Existem também módulos de saída especiais. Alguns exemplos são :
- Módulos P.W.M. para controle de motores C.C.;
- Módulos para controle de Servomotores;
- Módulos para controle de Motores de Passo ( Step Motor );
- Módulos para I.H.M. ( Interface Homem Máquina );
- Etc.
4.3.3 - Auto-avaliação de Defeitos
O PLC é o centro nervoso do sistema, de sorte que, se ocorrer alguma falha no mesmo, poderá
causar erro na execução do programa, colocando em risco todo o sistema sob controle. Assim
sendo, quando ocorrer alguma falha no sistema do PLC, é muito importante identificar
rapidamente a localização do defeito, se é interno ou externo ao PLC. Caso o defeito for
interno, verificar se é no hardware ou no software; se não ruídos, etc.
Para fazer frente a esses problemas, formam-se diversas providências, como, por exemplo, a
elaboração de programa do sistema que permite descobrir facilmente os defeitos, mesmo
sendo no próprio sistema do PLC. A função de auto-avaliação de defeitos é muito importante
como meio de prevenção de falhas, reduzindo significantemente o tempo inativo (Down
time). Através dessa função, o próprio PLC faz a avaliação do defeito que tenha ocorrido no
hardware, indicando o local avariado. Dessa forma, descobre-se o local defeituoso, permitindo
então uma rápida restauração do sistema.
_________________________________________________________________________________________________
80
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
O exemplo constante da tabela 4.5 refere-se a um modelo de auto-avaliação de defeitos,
apresentado normalmente pelos fabricantes. Isto é, no que se refere à unidade de computação,
existem: verificador de processamento e computação, que faz executar um programa de
processamento modelo e compara o seu resultado com um valor correto existente; o watch
dog timer, que faz a verificação quanto ao congestionamento do processamento e
computação; e, também, o verificador de programas, que efetua a checagem dos erros de
determinação de endereços, erros de sintaxe, erro de estrutura de circuito programado, etc.
Na unidade de memória, por exemplo, existe o verificador de paridade que, acessado o
conteúdo da memória tipo RAM, verifica se a quantidade de números “1’ existente em cada
endereço se encontra permanentemente ordenada em número ímpar (ou par). Quando o
sistema utiliza memória tipo ROM. devido às suas características, não se utiliza o método de
verificação de paridade e sim o chamado verificador de soma total de memória (Sum check),
que soma os dados de cada endereço de memória, gravando o valor total no último endereço,
desconsiderando OVERFLOW. Desta forma, quando em operação, pode-se verificar se a
comunicação entre a CPU e a unidade de memória tipo ROM está correta, somando-se os
dados de cada endereço e comparando a soma total com o valor gravado no último endereço.
Para as unidades de entrada/saída, existe o verificador de barramento (bus check), que efetua
a verificação da paridade dos barramentos entre a CPU e unidade E/S e também o sistema
duplo de verificação (dual system), que, dobrando cada circuito de entrada, faz a comparação
de ambos os dados de entrada para a verificação da coincidência (este tipo é utilizado em
sistemas onde se exige grande segurança e alta confiabilidade).
Na fonte de energia, existem os sistemas de anunciadores de alarme, que informam
anormalidades como sobretensão, sobrecorrente, elevação de temperatura e outros.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
81
_________________________________________________________________________________________________
4.4 – PROGRAMAÇÃO DE PLC’S
4.4.1 - Considerações sobre programação e métodos de programação
a) Considerações sobre programação
Quando se deseja efetuar o controle de aparelhos, dispositivos e máquinas através de um PLC,
é necessário que o conteúdo de controle seja previamente gravado na unidade de memória do
PLC. Assim, o controlador programável executará fielmente o controle das máquinas e
dispositivos, conforme a instrução do conteúdo de controle.
Por exemplo, mesmo que se deseje gravar uma instrução de controle, como “A lâmpada h
deverá acender-se somente quando as botoeiras b0 e b1 estiverem pressionadas ao mesmo
tempo”, como o PLC não entende a linguagem humana de uso cotidiano, a gravação terá que
ser efetuada com termos compreensíveis pelas máquinas. Assim, denomina-se “programa a
frase escrita segundo uma sequência definida, observando rigorosamente uma determinada
regra com os termos que podem ser compreendidos pelas máquinas, e “programação”, a
elaboração desse programa e a subsequente gravação do mesmo na memória.
b) Métodos de programação
Na comunicação entre homens existe o português, o inglês, e assim por diante. Do mesmo
modo, para a comunicação com PC’s, existem diversos tipos de linguagem de acordo com o
fabricante e o modelo do equipamento.
Em geral, os usuários dos PLCs são pessoas treinadas para a utilização de máquinas e
equipamentos, manipulação de circuitos elétricos, etc. Assim, foram idealizadas diversas
linguagens de programação para que fossem acessíveis para essas pessoas.
Classificando essas linguagens, tem-se : método de diagrama de circuitos, que consiste em
transformar diagrama de circuito elétrico em linguagem de programação; método de diagrama
funcional, no qual programam-se os movimentos ou operação da máquina ao PLC.
Figura 4.10 – Métodos de programação
_________________________________________________________________________________________________
82
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
No caso de método de diagrama de circuito, elabora-se primeiramente o diagrama através dos
recursos de circuitos a relés ou símbolos lógicos, para posteriormente transformar em
programas. Trata-se de um método bastante eficaz para técnicos da área elétrica treinados em
circuitos sequenciais.
No que concerne ao método de transformação, existem três, a saber:
- Diagrama “Ladder’ (ladder symbol circuit);
- Diagrama de portas lógicas;
- Diagrama de lista de instruções.
Na utilização do método de diagrama ladder, é necessário o display para indicação do
desenho. Devido às facilidades que o método oferece em termos de desenhar e indicar
diretamente os circuitos de relés, ultimamente o presente método está sendo o mais utilizado
em termos de métodos de programação.
Por outro lado, no caso do método de diagrama funcional, trata-se de método no qual
transfere-se o movimento ou operação do objeto de controle para um fluxograma (flow chart),
introduzindo diretamente no PLC, sem necessidade de elaborar o diagrama de circuito
sequencial. Assim, trata-se de um método eficaz para as pessoas habituadas a lidar com
programação de computadores inclusive técnicos da área de mecânica e afins. Esse método
também é classificado em outros dois, a saber: método de fluxograma e método sequencial
(passo a passo).
1) Método de diagrama de circuito
A seguir, será efetuada uma explanação sobre diversos exemplos de programação sobre um
circuito a relés do mais simples, como no caso de um circuito de retenção.
Figura 4.11 – Exemplo de programa elaborado segundo o método de diagrama de circuito
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
83
_________________________________________________________________________________________________
No método de diagrama “ladder”, o esquema do circuito deverá ser substituído pelos símbolos
ou códigos ladder. A seguir, pressionando sequencialmente as teclas que indicam os símbolos
ladder e as linha de conexão, dever-se-á traçar o circuito no display e, à medida que se for
concluindo, gravá-la na memória por unidade de circuito. Nesse método, a programação
poderá ser efetuada confirmando passo a passo o seu encaminhamento, sendo assim o método
mais intuitivo e simples.
Entretanto, como necessita do display, se o PLC for de pequeno porte, o seu custo relativo (do
display) será muito alto.
No método de apresentação por porta lógica, dever-se-á elaborar o esquema do circuito
utilizando os símbolos lógicos que indicam ‘AND”, “OR”, “NOT”, pressionando as teclas
segundo o fluxo de sinais.
Por outro lado, no método de equação lógica, adotando o método de entrada pela
transformação do esquema do circuito em equação algébrica booleana, representando a
ligação série com “•“, a paralela com “±“ e a saída com “=“ e utilizando os números de
entrada e saídas, elaborar a equação lógica e digitar no teclado.
No presente método, será necessário um certo treinamento para transformar o diagrama do
circuito em equação lógica. Contudo, assim que estiver suficientemente treinado, o usuário
poderá elaborar facilmente a equação de qualquer circuito, mesmo os mais complexos, e,
ainda, se utilizar convenientemente os parenteses “( )“ poderá elaborar programas muito
eficazes, mesmo dispondo de limitada capacidade de memória.
O método de instrução consiste em elaborar o programa substituindo o esquema do circuito
por determinados termos de instrução (LOAD, AND, OR, NOT, etc), tratando-se do método
de programação que mais se aproxima da metodologia de computação.
2) Método de diagrama funcional
No método de diagrama de circuito, foi visto que inicialmente as ações ou operações das
máquinas eram apresentadas em termos de circuitos para posterior transformação em
programas. Entretanto, no caso do método de diagrama funcional, as ações ou operações das
máquinas poderão ser diretamente transformadas em programa, sem necessidade de
elaboração prévia do circuito elétrico.
No que se refere ao método de fluxograma, as ações ou operações das máquinas e dispositivos
são representadas através de fluxograma. O PLC que adota esse método, proporciona
facilidades quanto à execução das derivações, de acordo com situações de entradas e saídas ou
saltos (jump) a um endereço distante.
_________________________________________________________________________________________________
84
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Fig. 4.12 – Exemplo de programa com o método de diagrama funcional.
O método sequencial é um método dos mais simples em termos de diagrama de tempo e é
indicado para manipulação do programa do tipo em que a operação global de controle é
dividida em pequenas etapas em uma determinada sequência; por exemplo: se a operação
contida no 1° passo for encerrada, passará para o 2° passo e assim sucessivamente. Esse
método surgiu como substituto ao do tipo came rotativo e quadro de controle perfurado (pin
board), que eram destinados ao controle de programas de pequeno porte. Contudo, trata-se de
método dotado de função de alto nível, utilizando as características como salto (jump),
repetição, temporizador, contador e armazenamento de programas.
4.4.2 - Sequência para PLC’s
Como o PLC surgiu inicialmente em substituição aos painéis de relés, o método de
programação foi baseado principalmente nos circuitos a relés (doravante será designado
sequência de relés) e, assim, utiliza-se com maior intensidade o método de diagrama de
circuitos.
Além disso, dentro do método de diagrama de circuitos, os mais adotados são o de equação
lógica, que proporciona grande facilidade na representação de circuito a relés, e o de diagrama
ladder. Assim, no presente item, será efetuada a explanação sobre o procedimento para
programação, fundamentando-se nesses dois métodos.
a) Significado de sequência para PLC
Por princípio, a parte interna de um controlador programável é uma concentração de
componentes eletrônicos como o LSI (Large Scale lntegration), de sorte que não há bobinas e
contatos como no caso dos circuitos a relés, e, além disso, as fiações que unem os contatos’
com as “bobinas”, são processadas pelo software. Por outro lado, em se tratando de
acionamento, o PLC é completamente diferente da sequência de relés, onde, com a excitação
da bobina, ocorre o fechamento de um contato com a ativação do circuito. No caso do PC,
trata-se do método em que se faz a exploração (scanning) periódica da memória com uma
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
85
_________________________________________________________________________________________________
frequência determinada e, procedendo a leitura do seu conteúdo, executa a operação conforme
determinado pelo mesmo. Portanto, quando se for elaborar o programa da sequência para o
PLC, ter-se-á que levar esse fato em conta. Por outro lado, ao se utilizar a sequência
elaborada, tendo em mente a ação dos relés, será necessário introduzir no PLC algumas
adaptações. Os programas para PLC assim elaborados serão doravante denominados
“sequência para PLC”.
b) Considerações sobre sequência para PLC
Na elaboração de sequência para PLC, o primeiro item a ser considerado é a diferença de
função proveniente da diferença de principio de funcionamento.
(1 ) O controle do PLC é do tipo processamento linear ou seriado.
Conforme explanado anteriormente, como o PLC executa a computação pelo método de
exploração, se tomar um instante qualquer durante o seu processamento, observa-se que o
mesmo estará executando apenas uma tarefa.
(2) Limitação no que se refere ao número de contatos a serem utilizados.
Para cada relé, normalmente há uma limitação no número de contatos que esse poderá
possuir. Para tanto, quando se elabora uma sequência de relés, procura-se economizar o
número de contatos, para reduzir o número de relés a serem utilizados.
Em relação a isso, o sinal de entrada do PLC, uma vez tendo sido introduzido, pode ser
utilizado inúmeras vezes dentro da sequência, e o próprio sinal de saída também poderá ser
utilizado inúmeras vezes.
Portanto, a sequência poderá ser elaborada sem maiores problemas, não havendo necessidade
de se preocupar com o número de contatos como no caso da sequência de relés.
(3) Circuito de interligação e circuitos em ponte
No circuito a relés, há casos em que inesperadamente ocorre algum desvio e ocasiona erro de
operação. Além disso, com o intuito de economizar o número de contatos, pode-se montar
circuitos em ponte. Na sequência para PLC, um mesmo contato poderá ser utilizado
ilimitadamente. Assim, no PLC não haverá necessidade de utilizar esses circuitos perigosos,
que poderão tornar-se causadores de erros, ou outras técnicas mais complexas. Portanto,
_________________________________________________________________________________________________
86
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
utilizando ilimitadamente os contatos, pode-se elaborar sequências simples e de fácil
compreensão.
4.4.3 - Sequência de Programação
O programa deverá ser elaborado obedecendo a seguinte rotina:
- distribuição das entradas e saídas;
- elaboração do diagrama de conexão de entradas e saídas;
- elaboração da sequência para PLC;
- distribuição das saídas internas, temporizadas e contadores;
- codificação (coding) e carregamento (loading)
a) Distribuição das entradas e saídas
Inicialmente, deve-se classificar o número dos equipamentos externos que serão conectados
às unidades de entradas e saídas e, efetuando uma nova classificação, de acordo com as
especificações elétricas, deve-se definir a quantidade de módulos de entradas e saídas
necessárias. No que se refere aos módulos de E/S, geralmente cada módulo pode controlar 8
ou 16 pontos dos equipamentos externos. Assim, deve-se dividir o total de pontos a serem
controlados pelo número de pontos de cada módulo e, definir a quantidade de módulos de
entradas e saídas.
Assim que a quantidade de módulos E/S for definida, deve-se definir o seu lay-out. Para tanto,
é necessário distribuir os módulos nas posições que facilitam a execução da fiação dos
equipamentos externos.
Existem inúmeros equipamentos que são conectados como elementos de entradas e saídas e
assim, no diagrama de circuito elétrico, os mesmos são normalmente identificados com
abreviaturas como b0 (botoeira), VS (válvula solenóide), etc. Entretanto, essas abreviaturas
adotadas são incompreensíveis para os PLC’s.
As únicas palavras compreensíveis para os PLC’s são os números específicos atribuídos aos
seus terminais de entrada e saída. Assim, os equipamentos representados pelas abreviaturas
(b0, VS, etc.) são identificados pelos números dos terminais onde serão conectados, para que o
controlador programável possa identificá-los. Por exemplo, na tabela 4.7, distribuíram-se os
módulos de entrada de n° 100 e os de saídas na de n° 300 e fez-se, a seguir, a distribuição dos
equipamentos externos em cada um dos números (terminais) de entradas e saídas
correspondentes.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
87
_________________________________________________________________________________________________
b) Elaboração do diagrama de conexão de entradas e saídas
Quando se for efetuar a distribuição das entradas e saídas, no caso de componentes que
integram o esquema em grande quantidade, como no caso das botoeiras, chaves fim-de-curso,
etc., existem dois métodos de distribuição, a saber: a primeira consiste em distribuir na
sequência b0, b1, ..., para um mesmo equipamento, e a segunda, em distribuir pela fiação
proveniente de uma mesma direção, de acordo com a posição ou direção em que se encontra o
equipamento. Sobre esse assunto, durante a elaboração do diagrama de conexão de entradas e
saídas, é importante estudar e definir qual dos dois métodos deve ser aplicado, considerando a
obra de fiação que terá que ser executada.
Além disso, deve-se identificar se os sinais provenientes dos equipamentos de entrada estão
conectados através de contatos abridores ou fechadores, pois, caso contrário, será difícil
avaliar durante a elaboração do programa se há ou não a necessidade de se utilizar código
(comando) de inversão.
Dessa forma, como o diagrama de conexão de entradas e saídas torna-se um instrumento
fundamental para a programação e obra de fiação, o mesmo deve ser elaborado em primeiro
lugar, juntamente com a distribuição das entradas e saídas.
_________________________________________________________________________________________________
88
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Figura 4.14 – Diagrama de conexão das entradas e saídas
c)
Elaboração da sequência para PLC
Inicialmente, na elaboração da sequência para PLC, não há necessidade de se pensar em
economia de contatos, como no caso da sequência de relés, bastando que se transfiram
diretamente para a sequência as ações ou operações do sistema a ser controlado. Por outro
lado, se houver uma sequência de relés já pronta, deve-se então reelaborá-la para o PLC.
Figura 4.15 – Elaboração de sequência para PLC
Baseando-se no diagrama de sequência do circuito de partida/parada indicado na figura 4.15,
será explanada a rotina de elaboração do programa (sequência lógica). Existem as botoeiras
para parada (b0) e partida (b1), que estão conectadas aos terminais 100 e 101, respectivamente,
do módulo de entradas e a saída conectada ao terminal 300 do módulo de saídas. Por
conseguinte, o programa será elaborado utilizando-se esses números. A entrada 100 utiliza um
contato abridor, e a 101 um fechador.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
89
_________________________________________________________________________________________________
Figura 4.16 – Rotina para elaboração da sequência lógica
1) Deve-se extrair os elementos do programa de tal forma que permaneçam uma bobina e o
bloco de contatos a ela conectados.
2) A fiação de conexão série entre os contatos, ou entre os contatos e o circuito paralelo,
deve ser substituída pelo símbolo “.” que significa “AND” (E).
3) A fiação da parte inicial do circuito paralelo deve ser substituída pelo símbolo “(“
(abertura de parênteses).
4) O circuito paralelo deve ser substituído pelo símbolo “+”, que significa “OR” (OU).
5) A fiação na parte final do circuito paralelo deve ser substituída pelo símbolo “)”
(fechamento de parênteses).
6) A fiação à bobina deve ser substituída pelo símbolo “=”.
7) Como o terminal de número 100 é do tipo contato abridor (NF), então, invertendo a
entrada 100, obtém-se 100 e assim o programa será: 100. (101 + 300) = 300.
Na sequência descrita, todas as fiações foram substituídas por instruções. A sequência lógica
representada pelas instruções AND “.“, OR “+” e IGUAL “=” será compreensível pelo PLC e
esse será o seu programa.
d) Distribuição das saídas internas, temporizadores e contadores
No PLC existem as unidades de entrada e saída que realizam o intercâmbio de sinais entre os
equipamentos externos. Contudo, dentre os sinais de saídas, existem aqueles que, embora não
sejam enviados para fora do equipamento, são mantidos armazenados temporariamente para
efeito de controle. Esta é a função dos relés auxiliares na sequência de controle de relés, sendo
_________________________________________________________________________________________________
90
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
estes denominados saídas internas.
Trata-se de modelos padrões que são utilizados nas diversas partes da sequência de relés, que,
agrupados, recebem o tratamento como se fossem saídas provisórias, equivalentes aos relés
auxiliares num circuito de relés. Em relação a isso, há casos em que se denominam as saídas
normais como sendo “saídas externas” apenas para efeito de diferenciação.
Durante a elaboração do diagrama de sequência, deve-se atribuir números correspondentes às
saídas internas, temporizadores e contadores. Por exemplo, como no caso da tabela 4.8, devese efetuar a distribuição de números como segue: ZO, Z1, Z2, ... para saídas internas, TD para
temporizador com retardo na energização (ON DELAY TIMER), TF para temporizador com
retardo na desenergização (0FF DELAY TIMER), CU para contador (COUNTER) e assim
sucessivamente.
Com relação ao método das saídas internas, temporizadores e contadores, observam-se
diferenças de acordo com os fabricantes de PLC. Assim sendo, é necessário compreender
suficientemente o seu método, através da leitura do seu manual de instruções.
e) Codificação e carregamento
Assim que o programa for elaborado, deve-se então armazená-lo na memória do usuário.
inicialmente, conforme se observa na figura 4.17, deve-se efetuar a codificação a fim de saber
a partir de qual endereço de memória o programa será armazenado e quantos endereços
(palavras de memória) serão utilizados para o armazenamento.
Essa atividade de “distribuição dos endereços de memória”, e ao papel utilizado para a
distribuição é denominado “folha de codificação”.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
91
_________________________________________________________________________________________________
Figura 4.17 – Exemplo de programação
A atividade de gravar o programa na memória utilizando os equipamentos periféricos
denomina-se carregamento (loading). Para realizar o carregamento, deve-se inicialmente
ativar os endereços de memória. Essa operação deve ser efetuada apenas na primeira vez,
pois, posteriormente, ocorrerá o avanço automático, palavra por palavra de memória. A
seguir, deve-se efetuar o carregamento do programa passo a passo, certificando-se de que não
há erro de programação nos mesmos. Quando se for efetuar o carregamento pelo método de
diagrama ladder, pelo fato do diagrama de sequência ser indicado no display por unidade de
circuito, não há necessidade de se efetuar a codificação, isto é, pode-se executar o
carregamento direto a partir da sequência para PLC.
_________________________________________________________________________________________________
92
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
5 – ARQUITETURAS DIGITAIS DE CONTROLE E INTERFACE
HOMEM-MÁQUINA
5.1 – INTRODUÇÃO
A evolução da tecnologia eletrônica trouxe transformações substanciais na qualidade e custo
dos equipamentos destinados ao controle industrial. Na primeira fase os instrumentos
pneumáticos de detecção, monitoração e controle deu lugar aos instrumentos eletrônicos e
analógicos com ganhos significativos em relação as dimensões, custos, precisão e
repetibilidade entre tantas outras vantagens.
Com a eletrônica digital e a informática aplicada ao controle, ganhos jamais imaginados no
passado, foram conseguidos em pouco tempo, entre tantos podemos salientar a integração de
muitas funções de processamento do sinal, a flexibilidade para a reconfiguração de malhas de
controle assim como a maior disponibilidade de dados informativos sobre o processo.
A implantação de sistemas digitais de controle se fez e se faz de uma forma crescente tal que
inúmeras arquiteturas de sistemas vêem sendo implementadas no decorrer dos 20 últimos
anos.
Neste capítulo, identificar-se-á as principais arquiteturas de sistemas digitais aplicadas na
aquisição e monitoração de variáveis analógicas e digitais, assim como na supervisão e
controle de processos industriais.
5.2 – SISTEMA DE AQUISIÇÃO DE DADOS “DAS”
DAS é um sistema digital compreendendo software e hardware desenvolvido para fazer a
aquisição de variáveis analógicas e digitais de processo para sinais processáveis em meio
computacional.
Existem diversos tipos de DAS, no entanto, é possível generalizá-los através do modelo a
seguir.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
93
_________________________________________________________________________________________________
Figura 5.1 – Sistema de aquisição de dados - DAS
Cada canal ou entrada analógica pode ser a dois fios ou um fio com referencial em linha
comum. Tipicamente o sistema pode ter oito entradas a dois fios ou 16 entradas referenciadas
em linha comum O computador seleciona cada entrada ( canal) de acordo com um programa
de controle das entradas.
5.2.1 - Decodificador de endereços
Esta parte do DAS, acessa um dos canais de entrada analógico através de comando da linha de
endereços. O módulo é sempre projetado de tal forma que a associação de um canal particular
com a palavra do endereço do computador possam ser selecionada pelo usuário. Isto é feito de
tal forma que o endereço do módulo canal de entrada se apresente ao computador como
endereço de locação de memória. Assim se o computador executa um comando para buscar o
conteúdo de alguma locação de memória, ele seleciona um canal de entrada analógica. Em
outras palavras a seleção dos canais de entrada é equivalente a leitura do conteúdo de uma
locação de memória correspondente.
Em outros sistemas um código binário é enviado do computador através do dispositivo
especial “entrada/saída” para selecionar um canal analógico e os dados do referido canal. Em
ambos os casos, a seleção do canal é feita pelo o que se pode chamar de código de seleção do
dispositivo.
5.2.2 - Multiplexador analógico
Esse elemento do DAS é essencialmente um “solid-state switch” que, através do sinal
codificado de endereçamento, busca os dados do canal selecionado pelo fechamento da chave
conectada à linha de entrada analógica (Figura 5.2).
_________________________________________________________________________________________________
94
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Figura 5.2 – Multiplexador com entrada em linha comum
O multiplexador ao ser acessado por uma entrada do decodificador fecha a chave
correspondente transferindo o sinal do canal respectivo para o próximo estágio do DAS.
5.2.3 - Amplificador
A maioria dos sistemas de aquisição de dados incluem amplificador de ganho ajustável que
possibilita ao usuário a possibilidade de compensação do nível do sinal de entrada. O
conversor analógico-digital ( ADC) é usualmente projetado para trabalhar numa faixa de
entrada unipolar ou bipolar tal que o nível do sinal de entrada possa variar na faixa de 0 a 5
volts. O ganho do amplificador tem como objetivo assegurar que o sinal de entrada se situe
nessa faixa.
Se houver uma grande diferença entre os níveis dos diversos sinais de entrada,
condicionadores de sinal poderão ser empregados numa posição anterior ao DAS.
5.2.4 - Conversor analógico-digital (ADC)
É evidente que uma das partes do DAS mais importante é o conversor analógico-digital. O
conversor converte a faixa do sinal de tensão ( 0 ~ 5V) recebida da unidade anterior.
Usualmente, o conversor pode ser configurado para receber entrada uni ou bipolares. Eles
possuem normalmente os recursos de ajustes de off-set e de fim de faixa.
Observações Adicionais
Existem inúmeros fatores que devem ser considerados quando emprega-se um DAS, entre
eles salienta-se:
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
95
_________________________________________________________________________________________________
a) Sample and Hold (amostragem e retenção)
Ao se utilizar um DAS deve-se levar em conta o fato de que os sinais de entrada podem variar
rapidamente se as variações são tão rápidas que o sinal mude de valor no intervalo de tempo
de conversão,o dispositivo Sample and Hold deve ser usado nos canais de entrada
correspondentes para manter o valor do sinal durante a conversão. Esse incremento, por sua
vez, faz com que o programa (software) tenha comandos para o módulo Sample and Hold
tornando mais complexo o programa.
b) Compatibilidade com o computador
Na maioria dos casos o módulo de dados é destinado a trabalhar com um modelo ou tipo de
computador apenas. Essa é uma particularidade dos computadores baseados em
microprocessador onde a arquitetura varia de acordo com a família dos mesmos. Assim é
necessário selecionar o módulo de dados compatível com a entrada/saída característica do
computador.
c) Programação do hardware
Muitos módulos de dados propiciam ao usuário o seu uso em operações de entrada ou saída
de dados. Essas opções incluem as operações uni ou bipolares, seleção de endereços, ganho
do amplificador, etc. As opções são tipicamente selecionadas por JUMPS entre os pinos do
módulo ou por acréscimo de resistores recomendados no manual de especificação do módulo.
d) Programação do software
Outra importante característica ou propriedade da interface entrada/saída são as rotinas de
software que são usadas nos módulos de dados. Essas rotinas precisam ser compatíveis com a
programação do hardware e com as características do módulo.
Os programas poderão incluir intervalos de tempo de atraso para permitir que o conversor
ADC complete, por exemplo, a conversão dos dados.
e) Tempo de resposta genérico
Um sistema de aquisição de dados não permite que a conversão dos dados de um canal de
entrada se faça no instante em que ocorre seleção, isto é, há um atraso entre os momentos de
aquisição de dados pelo multiplexador, o acesso ao valor dos dados no canal de entrada pelo
amplificador e o tempo de performance da operação de conversão descrita no tópico anterior,
(Conversor Analógico –Digital - ADC). Esse tempo é importante e deve ser considerado na
determinação da taxa máxima de amostragem do DAS. O tempo pode variar entre dezenas a
centenas de microsegundos dependendo do número de bits convertido, ganho do amplificador
e da velocidade de chaveamento do sinal.
5.2.5 – “DAS” como uma das arquiteturas de sistemas digitais
Uma das primeiras aplicações de computadores digitais em processo industriais foi a
aquisição e tratamento de dados e o fornecimento de informações sobre as variáveis do
processo em tempo real. Nesses sistemas as variáveis chegam à bornes dos armários de
entrada e saída sob a forma de grandezas elétricas analógicas e digitais, ou seja, sinais de 4 a
_________________________________________________________________________________________________
96
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
2O mA, tensão de 1 a 5V, 0 a 10V ou 0 50mV assim como contato fechado e aberto. Estas
informações são multiplexadas e são convertidas para valores digitais por um conversor
analógico/digital. Este trabalho é feito pelas interfaces de entrada e saída do minicomputador,
existentes para os diferentes níveis de sinal Os valores destas variáveis sofrem um tratamento
no qual são comparados com valores limites para validação, transformados em unidades de
engenharia, comparados com limites de alarme alto e baixo e armazenados para posterior
processamento, que pode envolver cálculos de performance, balanços de materiais e de
energia, acumulações, médias, processamento estatístico e outros.
Estes sistemas apresentam inúmeras vantagens para o pessoal de operação e de engenharia de
produção, mas por serem pouco mensurável na maioria dos casos torna-se difícil justificar
investimentos em tais sistemas.
Os principais atributos de um sistema de aquisição de dados são:
- Coleta de dados do processo com precisão, periodicidade e confiabilidade apuradas;
- Informação dos valores das variáveis em unidades de engenharia;
- Informação de valores de variáveis calculadas em função de outras;
- Informação de cálculos de performance de equipamentos e do processo;
- Relatórios de produção e cálculos de rendimento de produtos;
- Supervisão de variáveis gerando alarmes quando detectadas condições anormais;
- Envio de mensagens de alerta para o operador;
- Armazenamento de dados históricos para verificação de tendência e realização de
estatísticas.
Todos esses atributos irão proporcionar aos operadores um acompanhamento mais apurado do
processo tornando as ações de controle mais eficientes. Por outro lado, a engenharia de
processo e de produção disporão de um maior volume de informações, permitindo conhecer
melhor o processo e facilitando assim a sua modelagem e, como consequência, seu melhor
controle e otimização.
O operador obtém informações sobre o processo, dialogando com o computador através de
terminais de vídeo alfanumérico e/ou semigráficos, monocromático e/ou colorido, e
analisando relatórios de balanços, cálculos, registros, alarmes e eventos que são fornecidos
pelos periféricos de impressão.
Baseando-se nestas informações, o operador ajusta os pontos de controle dos instrumentos
convencionais de controle analógico aos quais cabe o efetivo controle das variáveis do
processo, como podemos verificar no esquema que segue.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
97
_________________________________________________________________________________________________
5.2.6 – Propriedades gerais de um sistema “Data Logging” usando computador
O sistema de aquisição de dados através do computador faz a varredura das entradas
amostrando os valores das variáveis do processo.
A amostragem constitui um tema muito importante visto que existem situações onde a taxa de
amostragem pode ser a razão dos erros de informação de valores instantâneos das variações
das grandezas sob medição. A taxa de amostragem das variáveis do processo depende do
tempo necessário para a aquisição do valor pelo DAS, do tempo necessário ao computador
para processar o valor da medida assim como do número de variáveis a serem amostradas.
A seguir mostramos o diagrama de blocos de um sistema Data Logging de aquisição de
dados.
Figura 5.4 – Diagrama de blocos de um “DAS”
_________________________________________________________________________________________________
98
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
5.3 – SISTEMA SUPERVISÓRIO DE CONTROLE “SPC”
A extensão natural dos sistemas DAS ou “Data Logging” envolve o uso do computador na
malha de realimentação do processo como elemento de ajuste automático do Set-Point dos
controladores.
Em função das variações constantes de carga no processo torna-se vantajoso alterar o SetPoint dos controladores em algumas malhas para aumentar a eficiência do controle ou para
manter a operação dentro de certos limites calculados previamente.
Em geral, a determinação do Set-Point se faz em função do número de parâmetros do
processo. De fato a decisão de alterar um Set-Point pode demandar a alteração de outros SetPoints quando o efeito iterativo é levado em conta.
Conhecendo o número de malhas, as iterações entre as variáveis e os cálculos necessários em
cada caso, é mais natural deixar que o computador realize as operações de acordo com um
programa de controle.
Figura 5.5 – Sistema “SPC”
O diagrama a seguir ( figura 5.6) mostra um sistema de controle supervisório no qual o
computador estabelece os Set-Points das malhas de controle.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
99
_________________________________________________________________________________________________
Figura 5.6 – Diagrama de bloco de um SPC
O sinal de saída do computador acessa o Set-Point dos controladores através do multiplexador
e do DAC estabelecendo o valores de referência para controladores conectados a linha.
5.4 – SISTEMA DE CONTROLE DIGITAL DIRETO “DDC”
5.4.1 – Estrutura do sistema
Também nos sistemas DDC são operacionais as funções dos Sistemas DAS e, além disto, o
computador atua diretamente sobre os elementos finais de controle, contornando os
controladores analógicos convencionais. Neste caso, os algoritmos de controle estão
armazenados na memória do computador, o que permite a utilização de uma extensa gama de
funções de transferência, além dos algoritmos tradicionais PID e outros já existentes.
Originalmente, esperava-se que os sistemas DDC pudessem ser justificados pela substituição
direta a Instrumentação convencional. No entanto, posteriormente foi provado que apesar da
elevadas disponibilidade do computador, sempre haveria a possibilidade de falhas e os
operadores relutavam em operar sem uma instrumentação analógica de “back-up”, já que um
mau funcionamento do computador poderia causar a perda simultânea de todo o controle de
processo.
Entretanto, ainda assim o DDC foi muito utilizado em combinação com o SPC, devido à sua
grande flexibilidade e habilidade no uso de técnicas de controle impossíveis de se obter com
os instrumentos analógicos convencionais.
_________________________________________________________________________________________________
100
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Como uma solução para os problemas de falhas do computador em sistemas DDC, os
fornecedores de instrumentos lançaram no mercado estações de back-up computador-manual..
Num evento de falha do computador, ou caso ele seja posto fora se serviço por qualquer outro
motivo, a estação memoriza o último valor de saída calculado, e o elemento final de controle
permanece na sua última posição anterior á falha ou desconexão do computador. Caso o
tempo em que o computador esteja fora seja prolongado, a estação pode ser chaveada para o
modo de controle manual, onde o sinal de saída pode ser manipulado diretamente pelo
operador.
Em seguida mostramos diagramas ilustrativos de sistema DDC e suas formas de “back-up”.
No modo DDC, o sinal de saída recebe o comando do computador. Este último, quando falha,
envia um sinal de estado para a estação de controle que chaveia o controle para o modo
automático e, imediatamente, o controlador analógico passa a comandar o processo. A estação
pode também ser chaveada para controle manual.
Estas estações de controle devem satisfazer a uma série de requisitos, tais como memória do
último “set-point” no caso se uma transferência “bumpless” (transferência sem degrau ou
rampa numa passagem de DDC para automático, automático para DDC, automático para
manual, e manual para automático) e transferência de emergência para alimentação de “backup”.
Outra forma de “back-up” utilizada é a digital, na qual um segundo computador assume o
comando do processo no caso de falha do principal. Outros sistemas utilizam um número
ímpar de computadores, por exemplo, 3 ou 5, para tomar a decisão de chaveamento somente
em caso de falha da maioria.
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
101
_________________________________________________________________________________________________
5.4.2 – Componentes do sistema DDC
As partes do sistema DDC são as mesmas apresentadas para o sistema supervisório. De fato a
principal diferença é a não utilização do controlador analógico. Na configuração do sistema
DDC a seguir estão presentes os transdutores, o condicionamento do sinal bem como o
elemento final de controle. No sistema abaixo representado, apenas um computador é usado
para controlar quatro malhas.
Figura 5.8 – Estrutura de um DDC
A velocidade com a qual o computador processa as informações é muito maior que aquela
necessária ao processo. Assim o computador pode controlar muitas malhas com folga
razoável.
5.5 – SISTEMA DE CONTROLE COM PLC’s
Os controladores programáveis inicialmente desenvolvido para substituir os circuitos de relés
e outros dispositivos liga-desliga se desenvolveu no últimos anos a tal ponto que hoje são
muito utilizados em controle contínuo.
_________________________________________________________________________________________________
102
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Uma das grandes vantagens dos PLC’s em relação a outros sistemas de controle é a sua maior
viabilidade de utilização em processos nos quais o número de pontos liga-desliga superam
bastante o de malhas de controle contínuo não críticos.
5.5.1 – Estrutura do sistema mínimo de controle com PLC
Figura 5.9 –Montagem simplificada do PLC e módulos de entrada e saída (E/S)
5.5.2 – Sistema supervisório utilizando PLC
O sistema supervisório instalado no microcomputador faz aquisição de dados no controlador
programável transferindo para a tela do monitor os dados do processo. Através do teclado do
microcomputador pode-se acessar o controlador para alterar parâmetros de controle ou
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
103
_________________________________________________________________________________________________
simplesmente buscar novas informações. Permite uma total integração com o chão de fábrica
graças à popularização das redes industriais.
Figura 5.10 – Sistema de controle e monitoração de nível de um tanque
Todo sistema supervisório deve permitir a configuração de telas que facilitam a operação.
Algumas dessas telas tem sua funções descritas abaixo.
- Tela de vista geral : Apresenta os set-points e os desvios, podendo ser constituída de várias
páginas;
- Tela de grupo:
Apresenta informações sobre pontos em grupos de funções com os
mesmos detalhes dos visores de instrumentos analógicos;
- Tela de vista geral:
Visualização de um grupo em particular, selecionado;
- Telas de Malhas:
Apresenta uma representação gráfica da malha em detalhe. Nela podese visualizar e/ou alterar as principais variáveis da malha;
- Telas de alarme:
Mostra ao operador as principais anomalias do processo e/ou do
sistema.
- Telas de tendências:
Tempo Real : Registra a mudança dos valores das variáveis num intervalo de tempo
reduzido;
Histórica :
Registra a mudança dos valores das variáveis num intervalo de tempo
grande ( dias , semanas, etc);
_________________________________________________________________________________________________
104
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
Figura 5.11 – Diagrama em blocos de um sistema supervisório mínimo
5.6 – SISTEMA DE CONTROLE DIGITAL DISTRIBUÍDO – SDCD
O sistema DDC apresentou, quando implantado, o inconveniente da concentração da
responsabilidade total de operação num único equipamento. A falta de confiabilidade desse
sistema na época fomentou a evolução de uma filosofia de distribuição das funções de
controle, viabilizada em particular, pelo advento dos microprocessadores de baixo custo,
elevado potencial e melhor qualidade ( mais confiáveis).
Para permitir maior operacionalidade, as funções do sistema SDCD foram estruturadas de
forma hierárquica com diversos níveis de atividades, atenuando assim a complexidade das
funções, aumentando a modularidade e expansibilidade do sistema.
Figura 5.12 – Estrutura hierárquica de um sistema de controle de processos
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
105
_________________________________________________________________________________________________
Para melhor caracterizar um SDCD, a princípio, os elementos foram agrupados em quatro
subsistemas e hierarquizados segundo a sua filosofia de funcionamento.
Os subsistemas padrões de um SDCD segundo o princípio de sua concepção são :
Figura 5.13 – Modelo de referência de um SDCD
O primeiro subsistema é aquele que está diretamente ligado ao processo, ao qual
denominamos subsistema de aquisição de dados e controle. A sua principal finalidade é a
realização das funções de controle, que são exercidas pelas estações de controle local (ECL
níveis 0,1 e 2) .
O segundo subsistema é denominado de subsistema de monitoração e operação. Nele se
concentra a maior parte das funções de interface homem-máquina ( nível 3).
Ao terceiro subsistema denominamos de subsistema de supervisão e otimização. É onde são
realizadas as funções de otimização e gerenciamento de informações ( níveis 3 e 4).
Para que seja possível a realização de um controle integrado, é necessário que exista uma
infra-estrutura de comunicação entre os diversos subsistemas.
O quarto grupo de componentes é denominado de subsistema de comunicação, necessário à
integração dos diversos módulos autônomos do sistema.
_________________________________________________________________________________________________
106
CST
Companhia Siderúrgica de Tubarão
_________________________________________________________________________________________________
BIBLIOGRAFIA
LIVROS
- Oliveira, Júlio César P. - Controlador Programável - Makron Books - 1993;
- Bonacorso, Nelso G. e Noll, Valdir . - Automação Eletropneumática - Érica - 1997;
- Porras , A. e Montanero, A.P. - Autómatas Programables - Mc Graw Hill ; 1992
- Mandado, J. Marcos - Controladores Lógicos y Autómatas Programables Marcombo;1991
- Otter, Job Den – Programmable Logic Controller – Prentice Hall,1988
- Natale, Ferdinando – Automação Industrial – Érica, 1995
MANUAIS
-
Programmable Controlller - Manual do usuário - Allen Bradley - 1984;
Programação Ladder Série H -Actsip - H - Hitachi - 1996;
Manual de Operação do CPW-A080 - Weg - 1989;
Hardware Manual - FXo / FXon - Mitsubihi Eletric - 1997;
Manual do Melsec FX - Mitsubishi Eletric - 1997;
Manual do Melsec A1S - Mitsubishi Eletric - 1997;
Manual do programador Altus AL3800 - Altus - 1994.
Manual do programa Lookout - Evaluation Guide - National Istruments
Manual de Hardaware e Software do PLC MODICON – QUANTUM
Manual do Concept 2.1 XL – Groupe Schneider
Manual de Hardware e Software do PLC OMRON – SYSMAC
Manual de Hardware e Software do PLC GE-FANNUC
Manual de Hardware e Software do PLC SIEMENS – S7
ARTIGOS :
- Anotações de aulas dos cursos de PLC, Automação e Controle – SENAI-ES
- Apostilas deAutomação básica do SENAI –ES;
- Construa um CLP com o Basic Stamp - Revista Saber Eletrônica - nº 288 / 1997;
- O Controlador Lógico Programável – Pedro Luis Antonelli
- Controladores Lógicos Programáveis - Revista Saber Eletrônica - nºs 303/304/305 ;
- Micro-DX - Controlador Programável - Revista Saber Eletrônica nºs 258/259 ;
- Sistema Micro - PLC - Revista Elektor Eletrónica - Portugal - Maio - 1996;
- Programação PLC - Revista Elektor Electrónica - Portugal - Maio/Junho - 1996;
_________________________________________________________________________________________________
SENAI
Departamento Regional do Espirito Santo
107