CURSO SUPERIOR DE TECNOLOGIA EM MANUTENÇÃO INDUSTRIAL
TAISE PINTO DA SILVA
UMA ABORDAGEM DA MANUTENÇÃO DE MOTORES DE INDUÇÃO
TRIFÁSICOS
Campos dos Goytacazes/RJ
Março/2014
Taise Pinto da Silva
Monografia apresentada ao Instituto Federal
Fluminense como requisito para conclusão do Curso
de Tecnologia em Manutenção Industrial.
Orientadora: Prof. Suellen Nascimento
Campos dos Goytacazes/RJ
Março/2014
Taise Pinto da Silva
UMA ABORDAGEM DA MANUTENÇÃO DE MOTORES DE INDUÇÃO TRIFÁSICOS
Monografia apresentada ao Instituto Federal
Fluminense como requisito para conclusão do Curso
de Tecnologia em Manutenção Industrial.
Aprovada em 25 de Março de 2014
Banca Avaliadora:
…………………………………………………………………………………………………….
Prof. Suellen Nascimento (orientadora) – IFF
…………………………………………………………………………………………………….
Jorge Luiz Clemente Gomes, Mestre em Engenharia de Produção, Universidade Candido
Mendes – UCAM. (IFF)
…….……………………………………………………………………………………………….
Sandra Maria Pereira de Assis, Especialista em Tecnologia Educacional-Didática- Faculdade de
Filosofia- FAFIC (IFF)
AGRADECIMENTOS
Agradeço primeiramente a Deus que me deu força e coragem para encarar os desafios
encontrados e me possibilitar a fazer este trabalho.
Aos meus familiares, professores do IFF, à minha orientadora Suellen e aos meus amigos
que me ajudaram direta e indiretamente na minha caminhada.
Sê forte e corajoso; não temas, nem te espantes, porque o Senhor, Teu
Deus, é contigo por onde quer que andares. Josué 1:9
RESUMO
O motor de indução transforma energia elétrica em energia mecânica pelo princípio da indução
eletromagnética. É o mais adequado para quase todos os tipos de máquinas acionadas. Este se
destaca dentre os outros por características como simplicidade de comando, baixo custo e
facilidade de transporte. A manutenção adequada de um sistema produtivo é uma atividade de
grande diferencial competitivo. Quando bem estruturada, a manutenção prolonga a vida útil dos
itens e/ou equipamentos, aumentando a confiabilidade do sistema e, consequentemente, a
produção. Esta pesquisa tem como objetivo o estudo do motor de indução detalhando seu
princípio de funcionamento, manutenção e detecção de defeitos.
Palavras-chave: Motor de Indução.Manutenção.Confiabilidade.
ABSTRACT
The induction motor turns electrical energy into mechanical by electromagnetic induction. This
is the most suitable for almost all types of machines. This one stands out among others for
technical features as simplicity of command, low cost and transportation facility. The proper
maintenance of a production system is an activity of great productive differential. When well
structured, the maintenance prolongs the useful life items or equipment, increasing reliability of
system and,
consequently, the production. This research aims to study the induction motor
detailing its principle of operation, maintenance and detecting flaws.
Keywords: Induction Motor.Maintenance.Reliability.
LISTA DE FIGURAS
Figura 1 Motor indução tipo anel.................................................................................................. 24
Figura 2 Motor Elétrico vista explodida ....................................................................................... 25
Figura 3 Partes Motor elétrico de indução .................................................................................... 26
Figura 4 Regime contínuo S1 ....................................................................................................... 30
Figura 5 Regime tempo limitado S2 ............................................................................................. 31
Figura 6 Regime intermitente periódico S3 .................................................................................. 32
Figura 7 Regime intermitente periódico com partidas S4 ............................................................ 32
Figura 8 Regime intermitente periódico com frenagem elétrica S5 ............................................. 33
Figura 9 Regime de funcionamento contínuo periódico com carga intermitente S6 .................... 33
Figura 10 No regime de funcionamento contínuo periódico com frenagem elétrica S7 .............. 34
Figura 11 Regime de funcionamento contínuo com mudança periódica na relação
carga/velocidade de rotação S8 ..................................................................................................... 35
Figura 12 regime com variações não periódicas de carga e de velocidade S9 ............................. 35
Figura 13 regime com cargas constantes distintas S10 ................................................................. 36
Figura 14 Megôhmetro ou Megger portátil .................................................................................. 48
Figura 15 Loop Test e detalhe das medidas a serem verificadas para cálculo do solenoide. ....... 54
Figura 16 Percentual de Falhas em motores Elétricos .................................................................. 59
Figura 17 Lubrificante em mancal. ............................................................................................... 60
Figura 18 Rolamento de esfera ..................................................................................................... 61
Figura 19 Lubrificante contaminado por umidade........................................................................ 63
Figura 20 Direções de medição da vibração ................................................................................. 67
Figura 21 Pontos de medição de vibração na carcaça da caixa de mancal. .................................. 67
Figura 22 Analisador de vibração SKF – Microlog AX ............................................................... 68
Figura 23 CSI 9420 Wireless Vibration Transmitter .................................................................... 69
Figura 24 Espectro de desbalanceamento ..................................................................................... 71
Figura 25 Tipos de desalinhamento .............................................................................................. 72
Figura 26 Expectro de Desalinhamento ........................................................................................ 73
Figura 27 Excentricidade em polia ............................................................................................... 73
Figura 28 Expectro de Excentricidade .......................................................................................... 74
Figura 29 Expectro de Folgas Mecânicas ..................................................................................... 75
LISTA DE TABELAS
Tabela 1. Evolução da Manutenção .............................................................................................. 15
Tabela 2. Plano de Manutenção .................................................................................................... 40
Tabela 3. Fator de multiplicação da potencia útil em função da temperatura ambiente .............. 44
Tabela 4. Normas de materiais e sistemas isolante ....................................................................... 45
Tabela 5. Classes térmicas ............................................................................................................ 45
Tabela 6. Procedimento Manutenção de isolantes elétricos ......................................................... 47
Tabela 7. Índice resistência de isolamento ................................................................................... 49
Tabela 8. Valores Índice polarização ............................................................................................ 50
Tabela 9. Recomendações para prolongar a vida útil dos equipamentos ..................................... 62
Tabela 10. Parâmetros de Vibração .............................................................................................. 66
Tabela 11. causas de falhas em mancais de rolamento. ................................................................ 76
SUMÁRIO
LISTA DE FIGURAS ................................................................................................................................. 7
LISTA DE TABELAS ................................................................................................................................ 8
1-INTRODUÇÃO ..................................................................................................................................... 11
1.1.OBJETIVO ............................................................................................................................. 11
1.2. METODOLOGIA .................................................................................................................... 12
1.3. ORGANIZAÇÃO DO TRABALHO ............................................................................................ 12
2- HISTÓRICO DA MANUTENÇÃO .................................................................................................... 13
2.1.CONCEITO DE MANUTENÇÃO ............................................................................................... 16
3-TIPOS DE MANUTENÇÃO ................................................................................................................ 16
3.1. MANUTENÇÃO CORRETIVA ................................................................................................. 16
3.1.1 Manutenção Corretiva Não Planejada .......................................................................................................16
3.1.2. Manutenção Corretiva Planejada .............................................................................................................18
3.2. MANUTENÇÃO PREVENTIVA ................................................................................................ 18
3.3. MANUTENÇÃO PREDITIVA ................................................................................................... 19
3.4. MANUTENÇÃO DETECTIVA .................................................................................................. 20
3.5. ENGENHARIA DE MANUTENÇÃO .......................................................................................... 20
4-MOTOR ELÉTRICO............................................................................................................................ 21
4.1. MOTORES DE CORRENTE CONTÍNUA: .................................................................................. 21
4.2. MOTORES DE CORRENTE ALTERNADA: ............................................................................... 22
4.2.1. Motores síncronos .....................................................................................................................................23
4.2.2. Motores assíncronos ou de indução ..........................................................................................................23
4.2.2.1. Motores de indução de anéis ............................................................................................................24
4.2.2.2. Motores de indução do tipo gaiola. ..................................................................................................24
5. MANUTENÇÃO DE MOTORES ELÉTRICOS ............................................................................... 39
5.1. LIMPEZA .............................................................................................................................. 41
5.2. ARMAZENAMENTO .............................................................................................................. 41
5.3. VENTILAÇÃO ....................................................................................................................... 42
5.4. CARACTERÍSTICAS AMBIENTAIS .......................................................................................... 42
5.5. MANUTENÇÃO ELÉTRICA .................................................................................................... 44
5.5.1. Sistema de isolação ...................................................................................................................................44
5.5.2. Degradação dos isolantes térmicos ..........................................................................................................47
5.5.3. Medindo a resistência de isolamento .......................................................................................................47
5.5.4. Medição do Índice de Polarização.............................................................................................................49
5.5.5. Medição de Resistência Ôhmica: ..............................................................................................................50
5.5.6. Teste da Corrente em Vazio ......................................................................................................................51
5.5.7. Teste de Tensão Aplicada ..........................................................................................................................52
5.5.8. Loop Test ...................................................................................................................................................52
5.6-MANUTENÇÃO MECÂNICA ................................................................................................... 58
5.6.1-Lubrificação ...............................................................................................................................................58
5.6.2-Percentual de falhas em motores elétricos ................................................................................................58
5.6.3-Lubrificação com Óleo ...............................................................................................................................60
5.6.4-Lubrificação com Graxa .............................................................................................................................60
5.7-ANÁLISE DE VIBRAÇÃO ........................................................................................................ 64
5.7.1-O que é vibração? ......................................................................................................................................65
5.7.2-Parâmetros de vibração:............................................................................................................................66
5.7.3-Como medir a vibração? ............................................................................................................................67
5.7.4-Sensores de vibração .................................................................................................................................68
5.7.5-Principais causas de vibração em máquinas..............................................................................................70
6. CONCLUSÃO ....................................................................................................................................... 76
7. REFERÊNCIAS .................................................................................................................................... 77
ANEXO ...................................................................................................................................................... 79
11
1-INTRODUÇÃO
A globalização levou-nos a uma competitividade industrial ao qual o tempo passou a ser
um fator importantíssimo para o setor produtivo. Neste cenário industrial atual, a manutenção
que antes não vista como um fator contribuinte no desempenho do processo produtivo devido
também a simplicidade dos processos, foi conquistando seu espaço junto ao desenvolvimento
tecnológico e a complexidade das instalações industriais, sendo hoje um processo bem
trabalhado, planejado de forma a aperfeiçoar a produção do bem em questão de cada empresa.
Os motores elétricos são equipamentos importantes no processo produtivo das empresas,
e são empregados em diversos tipos de indústrias, petroquímica, siderurgia, celulose, saneamento
básico, mineradora, entre outros.
Existem muitos tipos de motores com características próprias de cada um que são
direcionados para diferentes tipos de aplicação. O motor elétrico de indução quando comparado
aos motores de corrente contínua e ao motor síncrono, possui vantagens quanto ao custo em
instalação, operação e manutenção. Com o advento tecnológico da eletrônica de potência, este
motor ganhou ainda mais espaço no pátio das indústrias porque além de suas vantagens, tornou
se possível o controle de sua velocidade.
A manutenção e o planejamento feitos na hora certa previne que ocorram falhas e
contribui para um melhor funcionamento destes equipamentos, evitando assim perdas de
produção e paradas desnecessárias.
1.1.Objetivo
A escolha da abordagem da manutenção do motor de indução para o tema deste trabalho
tem por objetivo mostrar a importância do planejamento da manutenção em motores elétricos de
indução trifásicos detalhando seu princípio de funcionamento, componentes e a abordagem dos
métodos de manutenção preventiva elétrica e mecânica utilizados.
12
1.2. Metodologia
A metodologia usada é a dissertativa, a partir de exemplos de casos reais. O material de
pesquisa foi obtido no manual de fabricantes, apostilas de treinamentos e a partir de dados
colhidos pelo autor.
1.3. Organização do Trabalho
Este trabalho esta organizado em sete capítulos. Neste primeiro capítulo, introdutório foi
apresentado o contexto no qual se pesquisa o objetivo principal a ser atingido e a forma em que
foi estruturado o projeto.
No segundo capítulo é apresentada a evolução das etapas da manutenção até os nossos
dias fazendo um breve resumo de cada uma delas, também neste capítulo é abordado o conceito
geral de manutenção.
No terceiro capítulo são descritos os tipos de manutenção existentes relatando suas
principais características.
No quarto capítulo é feita uma abordagem de motores elétricos, são descritas as
principais características dos motores de indução como também seus componentes seu princípio
de funcionamento entre outros.
No quinto capítulo são descritos os principais danos que ocorrem em motores de indução
e a forma de solucioná-los da melhor maneira possível.
No sexto é descrito a conclusão do trabalho e sétimo as referências pesquisadas para
confecção do projeto.
13
2- HISTÓRICO DA MANUTENÇÃO
De acordo com (NASCIF, 2012) e (KARDEC, 2012) as indústrias, as fábricas
antigamente não eram como as de hoje em dia, não se tinham rotinas nem planejamento de
manutenção, quem operava uma máquina também era incubido de consertá-la quando esta
quebrasse.
Não era necessária uma manutenção sistematizada, apenas serviços de limpeza e
lubrificação eram planejados e os reparos sempre ocorriam após a quebra, ou seja, a manutenção
era fundamentalmente, corretiva não planejada. A visão em relação às falhas dos equipamentos
era a de que “todos os equipamentos se desgastavam com o passar dos anos, vindo a sofrerem
falhas ou quebras”. A competência que se buscava era basicamente a habilidade de executante
em realizar o reparo necessário.
Assim foi classificada a primeira geração da manutenção que abrange o período antes da
Segunda Guerra Mundial, quando a indústria era pouco mecanizada, os equipamentos eram
simples e, na sua grande maioria superdimensionados.
A partir dos anos 50 começa-se a evidenciar a necessidade de maior disponibilidade, na
busca de maior produtividade; a indústria estava bastante dependente do bom funcionamento das
máquinas. Isto levou à ideia de que falhas e defeitos dos equipamentos poderiam e deveriam ser
evitados, o que resultou no conceito de manutenção preventiva marcando então a segunda
geração da manutenção. Pinto e Xavier (2012, p. 2).
Com o objetivo de intervir cada vez menos na planta as práticas de manutenção preditiva
e monitoramento de condição de equipamentos e do processo são cada vez mais utilizadas.
Redução da manutenção preventiva e corretiva não planejada. Uma das grandes mudanças na
prática da manutenção é o aprimoramento da contratação ou da terceirização buscando contratos
de longo prazo, em uma relação de parceria, com indicadores que medem os resultados que
interessam ao negócio, disponibilidade e confiabilidade.
14
Na quinta geração as práticas adotadas na quarta geração são mantidas, mas o enfoque
nos resultados empresariais, razão principal para obtenção da competitividade, necessária à
sobrevivência da empresa, é obtido através do esforço conjunto em todas as áreas coordenadas
pela sistemática da Gestão de Ativos.
Pela Gestão de Ativos (Asset Management), os ativos devem produzir na sua capacidade
máxima, sem falhas não previstas, de modo que seja obtido o melhor Retorno sobre os Ativos
(ROA- Return on Assets) ou Retorno sobre os investimentos (ROI- Return on Investment).
Em relação à manutenção ocorrem:
1-Aumento da manutenção Preditiva e Monitoramento da condição on-line e off-line.
2-Participação efetiva no projeto, aquisição, instalação, comissionamento, operação e
manutenção dos ativos. Esse enfoque significa ter o domínio de todo ciclo de vida dos ativos.
3- Monitoramento da perfomance de modo a garantir que os ativos operem dentro de sua
máxima eficiência.
4-Constante implementação de melhorias objetivando redução de falhas.
5-Aprimoramento na relação entre departamentos como requisito fundamental para que a
Gestão de Ativos seja praticada.
6-Excelência em Engenharia de Manutenção.
7-Consolidação da necessidade da boa prática gerencial
8-Consolidação da contratação por resultados.
15
Geração
Ano
Aumento das
expectativas
Em relação à
Manutenção.
Visão
quanto à falha
do ativo
Mudança nas
técnicas de
manutenção
Primeira
Segunda
Terceira Geração Quarta Geração
Quinta Geração
Geração
Geração
1940
1950
1960
1970
1980
1990
2000
2005
2010
2015
-Conserto após
-Disponibilidade
-Maior
-Maior
-Gerenciar os
a falha
crescente
confiabilidade
confiabilidade
ativos
-Maior vida útil
-Maior
-Maior
-Otimização dos
do equipamento
disponibilidade
disponibilidade
ciclos de vida dos
-Melhor relação
-Preservação do
ativos
custo-benefício
meio – ambiente
-Influir nos
-Preservação do
-Segurança
resultados do
meio ambiente
-Gerenciar ativos
negócio
-Influir nos
resultados do
negócio
-Todos os
-Todos os
-Existência de
-Reduzir
-Planejamento do
equipamentos
equipamentos se seis padrões de
drasticamente
ciclo de vida desde
se desgastam
comportam de
falhas
falhas prematuras
o projeto para
com a idade e
acordo com a
reduzir falhas
por isso falham
curva da
banheira
-Habilidades
-Planejamento
-Monitoramento
-Aumento da
-Aumento da
voltadas para o
manual da
da condição
manutenção
manutenção
reparo
manutenção
-Manutenção
preditiva e
preditiva e
-Computadores
preditiva
monitoramento da monitoramento da
condição on e offgrandes e lentos
-Análise de risco
condição
line
-Manutenção
-Computadores
-Redução nas
preventiva (por
pequenos e
manutenções
-Participação
tempo)
rápidos
preventiva e
efetiva no projeto,
-Softwares
corretiva não
aquisição,
potentes
planejada
instalação,
-Grupos de
-Análise de falhas
comissionamento,
trabalho
-Técnicas de
operação e
disciplinares
confiabilidade
manutenção dos
-Projetos
-Manutenibilidade
ativos.
voltados para a
-Projetos voltados
-Garantir que os
confiabilidade
para
ativos operem
confiabilidade,
dentro de sua
manutenibilidade
máxima eficiência
e disponibilidade.
-Implementar
-Contratação por
melhorias
resultados
objetivando
redução de falhas
-Excelência em
engenharia de
manutenção
-Consolidação da
contratação por
resultados
Tabela 1. Evolução da Manutenção
Fonte: Livro (KARDEC, 2012) Manutenção Função Estratégica.
16
2.1. Conceito de Manutenção
A manutenção está sempre tomando novos rumos e caminhando cada vez mais próxima
da operação. Mudanças profundas têm-se apresentado na última década nos mercados. Eles estão
sendo marcados por conceitos como: globalização, redução de custos e melhoria de qualidade de
serviços. Hoje sua gestão é integrada com as estratégias e objetivos estratégicos da empresa,
tendo a produção como foco principal.
Quando se fala em manutenção, muitas vezes o entendimento não é inteiramente
adequado, pois esta atividade adquiriu uma grande importância no cenário industrial, e para tal,
foram providenciadas implementações significativas a essas atividades. Nesse cenário, a
manutenção passa a ser uma atividade estratégica nas empresas, pois ela deve garantir a
disponibilidade dos equipamentos e instalações com confiabilidade, segurança e custos
adequados. Entender cada tipo de manutenção e aplicar o mais adequado, corretamente, é fator
de otimização da atividade e lucro ou sobrevivência para a empresa.
Manutenção é a combinação de todas as ações técnicas e administrativas, incluindo as de
supervisão, destinadas a manter ou recolocar um equipamento ou instalação em um estado no
qual possa desempenhar uma função requerida. A manutenção pode incluir uma modificação de
um item ou equipamento. Ainda podemos definir manutenção como sendo a parcela de uma
organização, cuja função é fornecer recursos para que haja uma eficiente operação e produção,
sem interrupções provenientes de quebra ou falhas de equipamentos do processo produtivo dessa
organização. Como tal, a função da manutenção efetiva deve ser considerada como parte integral
e indispensável da organização.
Logo, a manutenção é o conjunto de ações necessárias para que um item seja conservado
ou restaurado de modo a poder permanecer de acordo com uma condição especificada.
Atualmente a técnica de manutenção deve ser necessariamente desenvolvida sob a
estratégia de redução dos tempos de intervenção nos equipamentos, buscando obter o menor
tempo de indisponibilidade para o serviço.
3-TIPOS DE MANUTENÇÃO
3.1. Manutenção Corretiva
Segundo Alan Kardec Pinto manutenção corretiva é toda atividade de manutenção
realizada em uma máquina que esteja em falha.
Do ponto de vista do custo de manutenção, a corretiva é mais barata do que prevenir as
falhas. Em compensação, pode causar grandes perdas por interrupção da produção, a opção por
este método deve-se levar em conta os fatores econômicos.
Existem duas condições específicas que levam à manutenção corretiva:
-Desempenho
deficiente
apontado
pelo
acompanhamento
das
variáveis
operacionais ou de funcionamento do equipamento (mecânicas, elétricas, etc.).
-Ocorrência da falha.
Assim, a ação principal na manutenção corretiva é corrigir ou restaurar as condições de
funcionamento do equipamento ou sistema.
A manutenção corretiva pode ser dividida em duas classes:
3.1.1 Manutenção Corretiva Não Planejada
É baseado num fato já ocorrido, seja este uma falha ou um desempenho menor que o
esperado. Não há tempo para preparação do serviço ou planejamento.
Normalmente, a manutenção corretiva não planejada implica altos custos, pois quebra
inesperada pode acarretar perdas de produção, perda da qualidade do produto e elevados custos
indiretos de manutenção, além de poder afetar a segurança e o meio ambiente.
Quando o percentual de manutenção corretiva não planejada é muito maior do que outros
tipos, seu departamento de manutenção é comandado pelos equipamentos e o desempenho
empresarial da Organização, certamente, não está adequado às necessidades de competitividade
atuais.
18
3.1.2. Manutenção Corretiva Planejada
É caracterizado pela ação de correção do desempenho menor que o esperado baseado no
acompanhamento dos parâmetros de condição e diagnósticos levados a efeito pela Preditiva,
Detectiva e Inspeção.
Com o monitoramento dos parâmetros do equipamento é possível detectar quando
ocorrerá a falha. E então fazer o planejamento da manutenção.
Um trabalho planejado é sempre mais barato, mais rápido e mais seguro do que um
trabalho não planejado. E será sempre de melhor qualidade.
3.2. Manutenção Preventiva
Inversamente à política de Manutenção Corretiva, a Manutenção Preventiva procura
obstinadamente evitar a ocorrência de falhas, ou seja, procura prevenir.
Trata-se de atuação realizada de maneira a reduzir ou evitar a falha ou a queda no
desempenho do equipamento, obedecendo a um plano de manutenção preventiva previamente
elaborada, baseado em intervalos definidos de tempo, isso é, manutenção baseada no tempo.
A manutenção preventiva é caracterizada pelo trabalho sistemático para evitar a
ocorrência de falhas procurando a sua prevenção, mantendo um controle contínuo sobre o
equipamento. A manutenção preventiva é considerada como o ponto de apoio das atividades de
manutenção, envolvendo tarefas sistemáticas tais como: as inspeções, substituição de peças e
reformas (PATTON JR., 1983).
Fatores que devem ser levados em consideração para adoção de uma política de
manutenção preventiva:
1-Quando não é possível a manutenção preditiva.
2-Quando existirem aspectos relacionados com a segurança pessoal ou da instalação que
tornam mandatória a intervenção, normalmente para substituição de componentes.
3-Por oportunidade, em equipamentos críticos de difícil liberação operacional.
4-Quando houver riscos de agressão ao meio ambiente
5- Em sistemas complexos e/ou de operação contínua.
19
A manutenção preventiva será tanto mais conveniente quanto maior for simplicidade na
reposição; quanto mais altos forem os custos de falhas prejudicarem a produção e quanto maiores
forem às implicações das falhas na segurança pessoal, operacional e ambiental.
A manutenção preventiva proporciona um conhecimento prévio das ações, permitindo
uma boa condição de gerenciamento das atividades e nivelamento de recursos, além de
previsibilidade de consumo de materiais e sobressalentes, porém como qualquer outro tipo de
manutenção possui alguma desvantagem que é a retirada do equipamento ou sistema de operação
para execução dos serviços programados podendo serem introduzidos de certa forma por falha
humana, contaminação no sistema de óleo ou falha de sobressalentes defeitos não existentes no
equipamento.
3.3. Manutenção Preditiva
Também é conhecida como manutenção sob condição ou manutenção com base no estado
do equipamento. É baseada na tentativa de definir o estado futuro de um equipamento ou
sistema, por meio dos dados coletados ao longo do tempo por uma instrumentação específica,
verificando e analisando a tendência de variáveis do equipamento. O acompanhamento de
parâmetros é o principal indicativo para identificação da condição do equipamento. Por isso,
alguns indicadores importantes tais como: temperatura, pressão, vibração, vazão, ruídos,
vazamentos, desgastes e corrosão servem como subsídios à antecipação das falhas em
equipamentos.
A manutenção preditiva é a execução da manutenção no
momento adequado, antes que o equipamento apresente falha,
e tem a finalidade de evitar a falha funcional ou evitar as
consequências desta (MOUBRAY, 1997).
O objetivo da manutenção preditiva não é eliminar os níveis de manutenção preventiva
ou corretiva, mas minimizá-los de forma prática, técnica e objetiva, por meio do
acompanhamento e/ou monitoração de parâmetros, com uso de instrumentação adequada.
20
3.4. Manutenção Detectiva
Manutenção detectiva é a atuação efetuada em sistemas de proteção buscando detectar
falhas ocultas ou não perceptíveis ao pessoal de operação manutenção. Esse sistema de detecção
é observado cada vez mais por computadores digitais em instrumentação (sistemas digitais de
controle distribuídos – SDCD1).
É primordial para garantir a confiabilidade e deve ser interpretado por pessoal treinado.
Comparado com a manutenção preditiva, em que é necessário o diagnóstico a partir de
parâmetros, na manutenção detectiva, o diagnóstico é definido após o processamento das
informações colhidas na planta.
3.5. Engenharia de Manutenção
É a segunda quebra de paradigma na Manutenção, praticar a Engenharia de Manutenção
significa uma mudança cultural. É o suporte técnico da manutenção e está dedicado a:
-Consolidar a rotina.
-Implantar a melhoria.
É deixar de ficar consertando continuadamente, para procurar as causas básicas,
modificar situações permanentes de mau desempenho, deixar de conviver com problemas
crônicos, melhorar padrões e sistemáticas, desenvolver a manutenibilidade, dar feedback2 ao
projeto, interferir tecnicamente nas compras.
Principais atribuições:
-Aumentar a confiabilidade,
-Aumentar a disponibildade,
-Melhorar a manutenibilidade,
-Aumentar a segurança entre outros.
Engenharia de Manutenção significa perseguir benchmark3, aplicar técnicas modernas,
estar nivelado com a manutenção do Primeiro Mundo.
_________________
1
Equipamento da área de automação industrial que tem como função primordial o controle de processos de forma a
permitir uma otimização da produtividade industrial.
2
Termo em inglês que tem como significado realimentar ou dar resposta a um determinado pedido ou
acontecimento.
3
A busca das melhores práticas na indústria que conduzem ao desempenho superior (Referencial de Qualidade).
21
4-MOTOR ELÉTRICO
O acionamento de máquinas e equipamentos mecânicos por motores elétricos é um
assunto de extraordinária importância econômica. No campo de acionamentos industriais, avaliase que de 70 a 80% da energia eléctrica consumida pelo conjunto de todas as indústrias seja
transformada em energia mecânica através de motores elétricos.
Motor elétrico é a máquina destinada a transformar energia elétrica em energia mecânica
de um eixo (com torque e velocidade).
O motor elétrico de indução foi selecionado para ser o tema deste trabalho por ser o mais
usado de todos os tipos de motores. Este combina as vantagens da utilização de energia elétrica:
com baixo custo, menor dimensão e fácil transporte, limpeza, simplicidade de comando; com sua
construção simples e grande versatilidade de adaptação às cargas dos mais diversos tipos com
melhores rendimentos.
Os tipos mais comuns de motores elétricos são:
4.1. Motores de Corrente Contínua:
São motores de custo mais elevado e, além disso, precisam de uma fonte de corrente
contínua, ou de um dispositivo que converta a corrente alternada comum em continua. Podem
funcionar com velocidade ajustável entre amplos limites e se prestam a controles de grande
flexibilidade e precisão. Por isso, seu uso e restrito a casos especiais em que estas exigências
compensam o custo muito mais alto da instalação e da manutenção.
Partes constituintes do motor de corrente contínua
Rotor (Armadura)
Parte
girante,
montada
sobre
o
eixo
da
máquina,
construído
de
um
material ferromagnético envolto em um enrolamento chamado de enrolamento de armadura e o
anel comutador. Este enrolamento suporta uma alta corrente em comparação ao enrolamento de
campo e é o circuito responsável por transportar a energia proveniente da fonte de energia.
22
Anel comutador
Responsável por realizar a inversão adequada do sentido das correntes que circulam no
enrolamento de armadura, constituído de um anel de material condutor, segmentado por um
material isolante de forma a fechar o circuito entre cada uma das bobinas do enrolamento de
armadura e as escovas no momento adequado. O anel é montado junto ao eixo da máquina e gira
junto com a mesma. O movimento de rotação do eixo produz a comutação entre os circuitos dos
enrolamentos.
Estator (Campo ou excitação)
Parte estática da máquina, montada em volta do rotor, de forma que o mesmo possa girar
internamente. Também é constituído de material ferromagnético, envolto em um enrolamento de
baixa potência chamado de enrolamento de campo que tem a função apenas de produzir
um campo magnético fixo para interagir com o campo da armadura. Em algumas máquinas
comercializadas no mercado é possível encontrar enrolamentos de compensação que tem como
função compensar o efeito desmagnetizante da reação de armadura e enrolamentos de comutação
que tem como função diminuir o faiscamento no anel comutador.
Escovas
Peças de grafite responsáveis por conduzir a energia para o circuito do rotor.
4.2. Motores de Corrente Alternada:
São os mais utilizados, porque a distribuição de energia elétrica é feita normalmente em
corrente alternada. Estes motores podem ser divididos em motor síncrono, de indução com anéis
e de indução em gaiola. Os motores de indução também são conhecidos por motores assíncronos.
23
4.2.1. Motores síncronos
Funcionam com velocidade fixa, ou seja, sem interferência do escorregamento4;
utilizado normalmente para grandes potencias (devido ao seu alto custo em tamanhos menores).
Possuem maior rendimento em baixas rotações se comparado com um motor assíncrono e ampla
faixa de velocidades.
Suas aplicações são: na correção do fator de potência de instalações, serviços que exigem
altos torques, como britadores, na mineração, na siderurgia (laminação), bombas, misturadores e
processos de alta eficiência. A correta lubrificação dos rolamentos, além de permitir uma
melhoria de rendimento, evita a elevação da temperatura que prejudica a vida útil desses
equipamentos.
4.2.2. Motores assíncronos ou de indução
Funcionam normalmente com uma velocidade constante, que varia ligeiramente com a
carga mecânica aplicada ao eixo. É mais adequado para quase todos os tipos de máquinas
acionadas, encontradas na prática. Atualmente e possível o controle da velocidade dos motores
de indução com o auxilio de inversores de frequência5. Suas principais vantagens são: elevada
confiabilidade, baixo custo, baixa manutenção, simplicidade construtiva, bom rendimento e
apresentam pouca variação de velocidade. Como desvantagens temos seu conjugado cai a partir
da velocidade nominal, possuem elevada corrente de partida e possuem baixo rendimento fora da
condição de plena carga (condição nominal).
_______________
4
5
diferença entre a velocidade da rotação do campo magnético e do rotor de um motor de indução.
dispositivo que controla a frequência e consequentemente a variação de velocidade do motor.
24
4.2.2.1. Motores de indução de anéis
Geralmente possuem o rotor com três enrolamentos separados, ligados em conexão
estrela: um terminal comum e outros três ligados a anéis isolados entre si. Escovas transferem os
terminais das bobinas para fora do circuito. Estes terminais são ligados a um reostato que tem
por função limitar a corrente de partida. À medida que o motor acelera, as resistências são
retiradas.
São aplicáveis apenas em casos de elevada potências, pois necessitam de mais
manutenção que outros motores CA devido ao desgaste das escovas e anéis. Exemplos: pontes
rolantes, pórticos, guinchos e guindastes, cargas de inércias elevadas, usinas siderúrgicas etc.
Suas principais vantagens são alto torque, reduzida corrente de partida e podem funcionar
em regime intermitente- sucessivas partidas, ou em regime contínuo.
Figura 1 Motor indução tipo anel
4.2.2.2. Motores de indução do tipo gaiola.
É, sem dúvida, o mais usado na indústria em geral por sua robustez e baixo custo. O rotor
é formado por núcleo de chapas ferromagnéticas, isoladas entre si e um conjunto de barras não
isoladas, ligadas por anéis em curto-circuito.
25
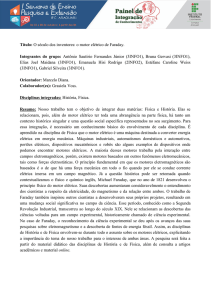
Figura 2 Motor Elétrico vista explodida
Fonte: Manual Weg 2012
Motor de indução trifásico
Este motor é constituído, basicamente, pelos seguintes elementos:
-Um circuito magnético estático: composto de chapas ferro magnéticas empilhadas e
isoladas entre si, ao qual se dá o nome de estator, no qual se localiza a carcaça que é a estrutura
que tem a função de suporte ao conjunto. Possui uma construção robusta em ferro fundido, aço
ou alumínio injetado, resistente à corrosão e em sua maioria com aletas para refrigeração.
-Bobinas: de acordo com o número de grupos que caracterizam o motor monofásico ou
polifásico; localizadas em cavas abertas no estator e alimentadas pela rede de corrente alternada.
-Rotor: formado por um núcleo ferromagnético, também laminado, sobre o qual se
encontra um enrolamento ou um conjunto de condutores paralelos, nos quais são induzidas
correntes provocadas pela corrente alternada das bobinas do estator.
O rotor é apoiado sob os mancais que transmite à carga a energia mecânica produzida. O
entreferro (distância entre o rotor e o estator) é bastante reduzido, de forma a diminuir a corrente
em vazio, que leva a perdas, mas também aumenta o fator de potência em vazio.
26
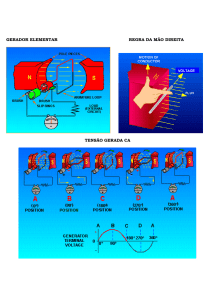
Figura 3 Partes Motor elétrico de indução
Fonte: Manual Weg Guia de Especificação Motores Elétricos/2012
A partir da Figura podemos dividir construtivamente o motor em duas partes:
Estator
-Carcaça (1)
-Núcleo de chapas (2)
-Enrolamento trifásico (8)
Rotor
-Eixo (7) - transmite a potência mecânica desenvolvida pelo motor.
-Núcleo de chapas (3)
-Barras e anéis de curto-circuito (12)
Outras partes do motor de indução trifásico:
-Tampa (4)
-Ventilador (5)
-Tampa defletora (6)
-Caixa de ligação (9)
-Terminais (10)
-Rolamentos (11)
27
Princípio de Funcionamento
Quando uma bobina é percorrida por uma corrente elétrica, é criado um campo magnético
orientado conforme o eixo da bobina e de valor proporcional à corrente.
O que caracteriza o motor de indução é que só o estator é ligado à rede de alimentação. O
rotor não é alimentado externamente e as correntes que circulam nele, são induzidas
eletromagneticamente pelo estator.
No enrolamento de um motor trifásico existem três fases distribuídas simetricamente, ou
seja, defasadas entre si de 120°. Se este enrolamento é alimentado por um sistema trifásico cada
corrente l1, I2, l3 criarão do mesmo modo os campos magnéticos H1, H2, H3. Estes campos
estão espaçados entre si de 120°.
O campo girante, criado pelo enrolamento trifásico do estator, induz tensões nas barras
do rotor (linhas de fluxo magnético cortam as barras do rotor), que por estar curto - circuitadas
geram correntes, e, consequentemente, um campo no rotor, de polaridade oposta à do campo
girante do estator. Como campos opostos se atraem e como o campo do estator é rotativo, o rotor
tende a acompanhar a rotação deste campo. Desenvolve-se então, no rotor, um conjugado motor
que faz com que ele gire, acionando a carga.
Motores monofásicos: São assim chamados, pois os seus enrolamentos de campo são
ligados diretamente a uma fonte monofásica. Por terem somente uma fase de alimentação, não
possuem um campo girante como os motores polifásicos, mas um campo magnético pulsante
impedindo que tenham torque de partida, levando em conta que no rotor se induzem campos
magnéticos alinhados ao campo do estator.
O motor de indução monofásico não possui partida própria sendo então necessário
utilizar dispositivos auxiliares. O campo magnético criado no estator pela fonte de alimentação
CA permanece alinhado num sentido. Este campo magnético, embora estacionário, pulsa com a
onda senoidal da tensão. Este campo pulsante induz uma tensão nos enrolamentos do rotor, mas
o campo do rotor só pode se alinhar com o campo do estator. Com estes dois campos em linha
reta, não aparecem nenhum torque de partida.
28
É necessário então fazer o rotor girar através de alguma fonte auxiliar que será
dimensionado e posicionado de forma a criar uma segunda fase fictícia, permitindo então a
formação do campo girante necessário para partida. Assim, teremos um enrolamento de
armadura com duas partes: um enrolamento principal, que é conectado diretamente à rede de
alimentação e um enrolamento secundário ligado em série com um capacitor e esse circuito e
ligado em paralelo com o circuito principal. Desta maneira, a corrente elétrica que circula pelo
enrolamento auxiliar está adiantada em aproximadamente 90° da corrente do enrolamento
principal.
Escorregamento
Os motores de indução funcionam sempre a uma velocidade (n) menor que a velocidade
síncrona. Esta diferença de velocidade é chamada de “escorregamento” e sua indicação é feita
em porcentagem da rotação do campo girante do estator.
S(rpm) = ns-n
ns
ou
s (%) = ns-n
ns
x 100
Onde:
s = escorregamento
ns = rotação síncrona (rpm)
n = rotação nominal (rpm)
Exemplo: Para um motor de seis pólos, 60 Hz, que gira a 1120 rpm com carga, o escorregamento
será:
s (%) = 1200-1120
1200
x 100 = 6,7%
29
Variação do Escorregamento
Neste caso, a velocidade do campo girante e mantida constante, e a velocidade do rotor e
alterada de acordo com as condições exigidas pela carga, que podem ser:
a) variação da resistência rotórica.
b) variação da tensão do estator.
c) variação de ambas, simultaneamente.
Estas variações são conseguidas através do aumento das perdas rotóricas, o que limita a
utilização desse sistema.
Características de regime de Trabalho
Há inúmeros tipos de máquinas cujos regimes de trabalho se caracterizam por apresentar
períodos curtos de operação, seguidos de longos períodos de repouso.
O tipo de regime de trabalho mais comum é o daquelas máquinas que operam
continuamente ao longo do dia, como as bombas centrífugas que bombeiam produtos nas plantas
industriais, os ventiladores industriais, os compressores alternativos ou centrífugos, etc. Os
critérios para especificar os motores que irão fazer o acionamento destas máquinas são diferentes
entre si.
Os regimes de trabalho são caracterizados por diagramas de carga identificados pela letra
S seguida de um número: S1, S2, S3, etc. Tais diagramas são a representação gráfica da potência
solicitada pela máquina em seu eixo, em função do tempo de operação, ou, o que dá no mesmo, a
potência fornecida pelo motor à máquina ao longo do tempo. Os regimes de trabalho das
máquinas reais se aproximam mais ou menos destes regimes padronizados.
30
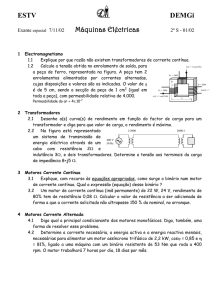
No regime contínuo S1, o motor aciona uma carga constante durante um tempo
suficientemente longo para ele atingir sua temperatura de equilíbrio térmico. Este tempo é da
ordem de 4 a 5 vezes a constante de tempo térmica de aquecimento do motor. A elevação de
temperatura Θmáx, indicada na figura abaixo, é o máximo valor que ela pode atingir para aquela
carga. Ela varia com a carga no eixo do motor, mas não poderá nunca ser superior à temperatura
correspondente à classe de isolamento térmico do motor.
TN = funcionamento em carga constante
Θmax = temperatura máxima atingida durante o
ciclo
Figura 4 Regime contínuo S1
Fonte: Manual Weg Guia de especificação/2012
Portanto, para se considerar que um motor opera em regime contínuo S1 é necessário que
este opere pelo menos o tempo suficiente para atingir a temperatura de equilíbrio térmico. A
partir deste ponto, é comum seu funcionamento se prolongar por várias horas, dias, ou meses,
sem interrupções. Os exemplos clássicos de máquinas que trabalham em regime S1 são os
ventiladores, exaustores, bombas de movimentação de produtos nas indústrias químicas e
refinarias, compressores de ar, bombas de alimentação de caldeiras a vapor, etc.
No regime de tempo limitado S2 o motor aciona uma carga constante durante um tempo
relativamente curto, seguido de um tempo de repouso suficientemente longo para que a sua
temperatura retorne à temperatura do meio ambiente refrigerante.
31
Por esta descrição sucinta do regime S2, podemos deduzir que o motor que opera neste
tipo de regime, e que foi fabricado para operar em regime S1, teria condições de acionar uma
carga maior do que a que ele acionaria no regime contínuo S1.
A relação entre as perdas admissíveis do motor no regime S2 e as perdas nominais no
regime S1 deve ser tal que, durante o tempo de funcionamento em carga constante, a elevação de
temperatura não ultrapasse o valor máximo Θm admissível pela sua classe de isolamento
térmico. Os exemplos típicos de máquinas que operam neste tipo de regime são os portões
elétricos, sistemas de báscula, dispositivos para abertura e fechamento de válvulas, etc.
TN = funcionamento em carga constante
Θmax = temperatura máxima atingida durante o ciclo
Figura 5 Regime tempo limitado S2
Fonte: Manual Weg Guia de especificação/2012
Os motores que operam em regimes S2 são motores especiais e possuem indicado, na sua
placa de identificação, a potência que eles desenvolvem nesta condição de trabalho, seguida do
tempo máximo que eles podem funcionar com carga constante.
No regime intermitente periódico S3 a sequência de ciclos idênticos, cada qual
incluindo um período de funcionamento com carga constante e um período desenergizado e em
repouso. Neste regime o ciclo e tal que a corrente de partida não afeta de modo significativo à
elevação de temperatura.
32
TN = funcionamento em carga constante
TR = repouso
Θmax = temperatura máxima atingida durante o ciclo
Fator de duração do ciclo =
Tn
x 100%
Tn+tr
Figura 6 Regime intermitente periódico S3
Fonte: Manual Weg Guia de especificação/2012
No regime intermitente periódico com partidas S4 a sequência de ciclos de regime
idênticos, cada qual consistindo de um período de partida, um período de funcionamento a carga
constante e um período de repouso, sendo tais períodos muito curtos, para que se atinja o
equilíbrio térmico.
TD = partida
TN = funcionamento em carga constante
TR = repouso
Θmax = temperatura máxima atingida durante o ciclo
Fator de duração do ciclo = TD + TN_____ x 100%
TD + TN + TR
Figura 7 Regime intermitente periódico com partidas S4
Fonte: Manual Weg Guia de especificação/2012
33
No regime intermitente periódico com frenagem elétrica S5 a sequência de ciclos de
regime idênticos, cada qual consistindo de um período de partida, um período de funcionamento
a carga constante, um período de frenagem elétrica e um período desenergizado e em repouso,
sendo tais períodos muito curtos para que se atinja o equilíbrio térmico.
TD = partida
TN = funcionamento em carga constante
TF = frenagem elétrica
TR = repouso
Θmax = temperatura máxima atingida durante o ciclo
Fator de duração do ciclo = tD + tN + tF
tD + tN + tF + tR
Figura 8 Regime intermitente periódico com frenagem elétrica S5
Fonte: Manual Weg Guia de especificação/2012
Regime de funcionamento contínuo periódico com carga intermitente (S6)
Sequência de ciclos de regime idênticos, cada qual consistindo de um período de
funcionamento a carga constante e de um período de funcionamento em vazio, não existindo
período de repouso.
tN = funcionamento em carga constante
tV = funcionamento em vazio
θ max = temperatura máxima atingida
durante o ciclo
Figura 9 Regime de funcionamento contínuo periódico com carga intermitente S6
Fonte: Manual Weg Guia de especificação/2012
34
No regime de funcionamento contínuo periódico com frenagem elétrica (S7) a
sequência de ciclos de regimes idênticos, cada qual consistindo de um período de partida, de um
período de funcionamento a carga constante e um período de frenagem elétrica, não existindo o
período de repouso.
TD = partida
TN = funcionamento em carga constante
TF = frenagem elétrica
Θmax = temperatura máxima atingida
durante o ciclo
Fator de duração do ciclo = 1
Figura 10 No regime de funcionamento contínuo periódico com frenagem elétrica S7
Fonte: Manual Weg Guia de especificação/2012
No Regime de funcionamento contínuo com mudança periódica na relação
carga/velocidade de rotação (S8) a sequencia de ciclos de regimes idênticos, cada ciclo
consistindo de um período de partida e um período de funcionamento a carga constante,
correspondendo a uma determinada velocidade de rotação, seguidos de um ou mais períodos de
funcionamento a outras cargas constantes, correspondentes a diferentes velocidades de rotação.
Não existe período de repouso.
Fator de duração do ciclo:
Para N1 =
Para N2=
Para N3=
tF1 - tF2 = frenagem elétrica
tD = partida
tN1 - tN2 - tN3 = funcionamento em carga constante
θmax = temperatura máxima atingida durante o ciclo
35
Figura 11 Regime de funcionamento contínuo com mudança periódica na relação carga/velocidade de rotação S8
Fonte: Manual Weg Guia de especificação/2012
No regime com variações não periódicas de carga e de velocidade (S9) geralmente a
carga e a velocidade variam não periodicamente, dentro da faixa de funcionamento admissível,
incluindo frequentemente sobrecargas aplicadas que podem ser muito superiores a uma carga de
referência.
Figura 12 regime com variações não periódicas de carga e de velocidade S9
Fonte: Manual Weg Guia de especificação/2012
36
O regime com cargas constantes distintas (S10) é consistindo em um número
especifico de valores distintos de cargas (ou cargas equivalentes) e, se aplicável, velocidade,
sendo cada combinação carga/ velocidade mantida por um tempo suficiente para permitir que a
máquina alcance o equilíbrio térmico. A carga mínima durante um ciclo de regime pode ter o
valor zero (funcionamento em vazio ou repouso desenergizado).
Figura 13 regime com cargas constantes distintas S10
Fonte: Manual Weg Guia de especificação/2012
37
Índice de Proteção (IP)
Os motores de indução (ou assíncronos) com rotor em gaiola são os mais utilizados na
maioria das instalações elétricas, principalmente em máquinas que não estão sujeitas a variações
de velocidade. Portanto, os motores síncronos são utilizados para velocidade constante. Os
invólucros dos equipamentos elétricos, conforme as características do local em que serão
instalados e de sua acessibilidade devem oferecer um determinado grau de proteção. Por
exemplo, um equipamento a ser instalado num local sujeito a jatos de água deve possuir um
invólucro capaz de suportar tais jatos sob determinados valores de pressão e ângulo de inclinação
sem que haja penetração de água. As normas IEC e ABNT – NBR 6146 definem os graus de
proteção dos equipamentos elétricos por meio das letras características IP seguidas por dois
algarismos.
1° Algarismo – indica o grau de proteção contra penetração de corpos sólidos estranhos e
contato acidental.
0 – Sem proteção;
1 – Corpos estranhos com dimensões acima de 50 mm;
2 – Corpos estranhos com dimensões acima de 12 mm;
4 – Corpos estranhos com dimensões acima de 1 mm;
5 – Proteção contra acúmulo de poeiras prejudiciais ao gerador;
2° Algarismo – Indica o grau de proteção contra penetração de água no interior do equipamento.
0 – Sem proteção;
1 – Pingos de água na vertical;
2 – Pingos de água na inclinação de 15° com a vertical;
3 – Água da chuva na inclinação de 60° com a vertical;
4 – Respingos de água em todas as direções;
38
5 – Jatos de água em todas as direções;
6 – Água de vagalhões (BALDE);
7 – Imersão temporária;
8 – Imersão permanente.
As combinações entre dois algarismos, isto é, entre os dois critérios de proteção é
indicada pelo IP da máquina. Estas combinações podem ser de muitas maneiras, mas os mais
usuais para geradores abertos são IP 21 e IP 23, para aplicações mais rigorosas como ambientes
empoeirados temos IP 54, e nos casos onde os equipamentos são lavados periodicamente com
mangueiras (fábrica de papel, indústrias alimentícias, indústrias de tinturaria, etc.) temos o IP 55.
39
5. MANUTENÇÃO DE MOTORES ELÉTRICOS
O motor elétrico é um conjunto de vários componentes que devem estar em harmonia
durante o funcionamento. Estes necessitam de manutenção preventiva periódica, que varia
conforme tamanho, tipo, potência ou ambiente onde está instalado o motor. A manutenção visa,
principalmente, a verificar as condições do isolamento, elevação de temperatura, desgastes
mecânicos, lubrificação dos mancais e as características nominais da máquina. Quando da
realização da manutenção preventiva, recomenda-se observar os seguintes aspectos:
- que seja executado por pessoal qualificado;
- que o motor esteja desligado da rede de alimentação;
- que o ambiente esteja limpo para a realização do trabalho;
- que o material utilizado (lubrificante ou peças) seja conforme recomendado pelo fabricante do
motor.
Manter um motor elétrico é preservar que as condições de uso sejam aproximadamente as
mesmas que foram fixadas na sua seleção, projeto e instalação ou verificar que na utilização do
motor as suas características nominais sejam mantidas.
Em uma manutenção de motores elétricos, adequadamente aplicados, devem-se
inspecionar periodicamente níveis de isolamento, a elevação de temperatura (enrolamentos e
mancais), desgastes, lubrificação dos rolamentos, vida útil dos mancais, eventuais verificações
no sistema de ventilação, quanto ao correto fluxo de ar, níveis de vibração, desgastes de escovas
e anéis coletores. A não observância de um dos itens anteriormente relacionados podem
significar paradas não desejadas do equipamento. A frequência com que devem ser feitas as
inspeções, depende do tipo do motor e das condições locais de aplicação. A carcaça deve ser
mantida limpa, sem acúmulo de óleo ou poeira na sua parte externa para facilitar a troca de calor
com o meio.
40
CADA 3 ANOS
CADA
COMPONENTE
DIARIAMENTE
-Motor completo.
-Inspeção de
ruído e de
vibração.
SEMANALMENTE
ANUALMENTE
3 MESES
(revisão parcial)
-Drenar
água
condensad
a (se
houver).
-Reapertar
parafusos.
-Enrolamento do
estator e rotor.
(revisão
completa)
-Desmontar
motor.
-Checar partes e
peças.
-Inspeção visual;
Medir resistência
de isolação
-Controle
ruído.
de
- Reengraxar.
- Respeitar intervalos
conforme placa de
lubrificação.
-Mancais.
-Caixas de
ligação,
aterramentos.
- Acoplamento
(observe as
instruções de
manutenção do
fabricante do
acoplamento).
- Dispositivos de
monitoração.
-Limpar interior,
reapertar
parafusos.
-Após 1ª semana:
cheque
alinhamento e
fixação.
- Registre os valores
da medição.
- Filtro.
- Áreas dos anéis.
- Anéis.
- Escovas.
-Cheque
alinhamento e
fixação.
- Se possível,
desmontar e
testar
seu modo de
funcionamento.
- Limpe
quando
necessário
- Controle a limpeza,
se necessário.
Controle da
superfície, limpeza
e contato.
- Controle, substituir
quando do
comprimento estiver
gasto
-Limpeza
-Checar fixação
do enrolamento;
-Estecas;
-Medir
resistência
de
isolação.
Limpeza dos
mancais,
substituir,
se necessário;
- Inspecionar
casquilho e
substituir, se
necessário
(mancal
de bucha);
- Inspecionar
pista de
deslize (eixo) e
recuperar
quando
necessário.
-Limpar interior
e
reapertar
parafusos.
- Cheque
alinhamento
e fixação.
- Limpe (quando
necessário).
Controle
limpeza.
-Trocador de
calor ar-ar.
-Limpe.
a
- Limpar os
tubos do
trocador.
Tabela 2. Plano de Manutenção
Fonte: Manual Weg Manutenção Motores Elétricos
41
5.1. Limpeza
Os motores elétricos devem ser mantidos limpos, isentos de poeiras, detritos e óleos. Em
ambientes muito sujos ou com partículas em suspensão é recomendado instalar motores com
grau de proteção adequado. Para limpar os motores é recomendado utilizar escovas, jateamento
de ar comprimido quando a poeira não for abrasiva soprando sempre a sujeira da tampa defletora
e eliminando toda acumulação de pó contida nas pás do ventilador e nas aletas de refrigeração ou
também podem ser usados panos limpos de algodão, procurando sempre desobstruir as entradas e
passagens de ar para melhor refrigeração do motor. O acúmulo de sujeira é uma provável causa
de sobreaquecimento comprometendo a qualidade do motor.
Os tubos dos trocadores de calor (quando existirem) devem ser mantidos limpos e
desobstruídos para garantir uma perfeita troca de calor. Para limpeza dos tubos, pode ser
utilizada uma haste com escova redonda na extremidade que, sendo introduzida nos tubos, retira
a sujeira acumulada.
5.2. Armazenamento
O armazenamento do motor deve ser feito de forma adequada, estes devem ser guardados
em locais isentos de vibrações para que os mancais não se danifiquem. Para os motores que
possuírem resistência de aquecimento, estas devem ser ligadas. Qualquer dano à pintura ou
proteções contra ferrugens das partes usinadas deverão ser retocadas. Para motores de anéis, as
escovas devem ser levantadas, retiradas do alojamento, para evitar oxidação de contato com os
anéis quando a armazenagem durar mais que dois meses. É importante observar que antes da
entrada em operação, as escovas devem ser recolocadas no alojamento e o assentamento deve ser
checado.
42
5.3. Ventilação
A ventilação de uma máquina tem como função a retirada de calor pela circulação de ar e
pode ser afetada por diversos fatores por isso é importante que as partes tanto internas e externas
do motor sejam livres de impurezas, óleo e graxa permitindo que o ar circule livremente. O vapor
de óleo, os resíduos de papel e tecidos também podem obstruir a ventilação, provocando
sobreaquecimento. Uma boa ventilação é consequência de uma adequada limpeza, portanto se
são feitas limpezas periódicas no sistema, exceto quando ocorrer sobreaquecimento por outros
motivos como no enrolamento, o sistema de refrigeração funcionará corretamente.
5.4. Características Ambientais
Para analisar a viabilidade do uso de um motor em uma determinada aplicação deve- se
levar em consideração alguns parâmetros entre os quais:
-Altitude em que o motor será instalado;
-Temperatura do meio refrigerante.
Conforme ABNT NBR 17094 e IEC 60034-1, as condições usuais de serviço, são:
a) Altitude não superior a 1.000 m acima do nível do mar;
b) Meio refrigerante na maioria dos casos, o ar ambiente com temperatura não superior a 40 °C e
isenta de elementos prejudiciais. Ate estes valores de altitude e temperatura ambiente, considerase condições normais e o motor deve fornecer, sem sobreaquecimento, sua potencia nominal.
-Cuidados necessários para funcionamento com temperatura acima de 40°C ou abaixo de
0°C.
Motores que trabalham em temperaturas superiores a 40° C.
-Graxas especiais (alto ponto de ebulição)
-Rolamentos especiais (folga maior)
-Materiais isolantes especiais (resistente a temperaturas mais altas).
-Redução da potência nominal do motor.
Motores que trabalham em temperaturas abaixo de 0°C.
-Graxas especiais (anti-congelamento)
-Drenos (devida excessiva condensação)
-Resistência de aquecimento (caso motor fique longos períodos parado)
43
Altitude
Motores funcionando em altitudes acima de 1.000 m. apresentam problemas de
aquecimento causado pela rarefação do ar e, consequentemente, diminuição do seu poder de
arrefecimento (esfriamento). A insuficiente troca de calor entre o motor e o ar circundante, leva a
exigência de redução de perdas, o que significa, também, redução de potência. Os motores tem
aquecimento diretamente proporcional às perdas e estas variam, aproximadamente, numa razão
quadrática com a potência. Existem algumas alternativas de aplicações a serem avaliadas:
a) A instalação de um motor em altitudes acima de 1.000 metros pode ser feita usando-se
material isolante de classe superior.
b) Segundo as normas ABNT NBR 17094 e IEC 60034-1, a redução necessária na temperatura
ambiente deve ser de 1% dos limites de elevação de temperatura para cada 100m de altitude
acima de 1.000 m. Esta regra é valida para altitudes ate 4.000 m.
Temperatura Ambiente
Motores que trabalham em temperaturas inferiores a -20°C apresentam os seguintes
problemas:
a) Excessiva condensação, exigindo drenagem adicional ou instalação de resistência de
aquecimento, caso o motor fique longos períodos parado.
b) Formação de gelo nos mancais, provocando endurecimento das graxas ou lubrificantes nos
mancais, exigindo o emprego de lubrificantes especiais ou graxa anticongelante.
Em motores que trabalham a temperaturas ambientes constantemente superiores a 40 °C,
o enrolamento pode atingir temperaturas prejudiciais à isolação. Este fato tem que ser
compensado por um projeto especial do motor, usando materiais isolantes especiais ou sobre
dimensionamento do motor.
44
Determinação da Potência Útil do Motor nas Diversas Condições de Temperatura e
Altitude
Associando os efeitos da variação da temperatura e da altitude, a capacidade de
dissipação da potencia do motor pode ser obtida multiplicando-se a potencia útil pelo fator de
multiplicação obtido na tabela abaixo.
Tabela 3. Fator de multiplicação da potencia útil em função da temperatura ambiente (T) °C e de altitude (H)m.
Fonte: Manual Weg Guia de especificação/2012
5.5. Manutenção Elétrica
A manutenção elétrica em um motor tem como objetivo detectar a condição de operação
dos isolantes de enrolamentos bem como sua temperatura de operação, verificar itens como
resistência de isolantes, condição de funcionamento de condutores, relação de fase entre
condutores entre outros para isso são realizados vários ensaios elétricos com objetivo de que o
motor não sofra paradas desnecessárias e esteja sempre funcionando com disponibilidade e
confiabilidade.
5.5.1. Sistema de isolação
A vida útil do motor depende em grande quantidade do correto funcionamento do sistema
de isolamento dos enrolamentos, e para que a isolação não se desgaste gradativamente é preciso
que a temperatura do sistema seja controlada, para isso são usados os sensores térmicos. O
sistema isolante pode ser afetado pela ultrapassagem do limite de temperatura suportada e
também por fatores como umidade, vibrações e ambientes corrosivos.
45
Um aumento de 8 a 10 graus acima do limite da classe térmica da temperatura de isolação
pode reduzir a vida útil do enrolamento pela metade. Se a temperatura de trabalho se mantiver
abaixo do limite da classe térmica de isolação, o tempo de funcionamento do isolante será muito
maior do que se este trabalhasse em altas temperaturas, nessas condições com temperatura acima
do suportado o isolamento perde cada vez mais o seu poder isolante tornando-se ressecado até
não suportar a tensão aplicada e produzir um curto-circuito no enrolamento.
Classes Térmicas
Como a temperatura em produtos eletromecânicos e frequentemente o fator predominante
para o envelhecimento do material isolante e do sistema de isolação, certas classificações
térmicas básicas são uteis e reconhecidas mundialmente.
Os materiais e sistemas isolantes são classificados conforme a resistência à temperatura
por longo período de tempo. As normas citadas a seguir referem-se à classificação de materiais e
sistemas isolantes:
Tabela 4. Normas de materiais e sistemas isolante
Fonte: Manual Weg Guia de especificação/2012
As classes térmicas definidas para os materiais e sistemas isolantes são as seguintes:
Tabela 5. Classes térmicas
Fonte: Manual Weg Guia de especificação/2012
46
IEC - International Electrotechnical Commission - organização internacional não governamental de normas da área elétrica,
eletrônica e de tecnologias relacionadas.
UL - Underwriters Laboratories - Entidade norte americana de certificação de produtos.
Especifica-se que em um equipamento eletromecânico, a classe térmica representa a
temperatura máxima que o equipamento pode alcançar no seu ponto mais quente, ao estar
operando em carga nominal, sem diminuição da vida util. A classificação térmica de um material
ou sistema e baseada na comparação com sistemas ou material de referencia conhecidos. No
entanto, nos casos em que não se conhece nenhum material de referencia, a classe térmica pode
ser obtida extrapolando a curva de durabilidade térmica para um dado tempo (IEC 216 especifica
20.000 horas).
Medida de Elevação de Temperatura do Enrolamento
É muito difícil medir a temperatura do enrolamento com termômetros ou termopares,
pois a temperatura varia de um ponto a outro e nunca se sabe se o ponto da medição esta
próximo do ponto mais quente. O método mais confiável de se medir a temperatura de um
enrolamento e através da variação de sua resistência ôhmica com a temperatura.
A elevação da temperatura pelo método da resistência, e calculada por meio da seguinte
formula, para condutores de cobre:
Onde:
Δt = t2-ta = R2- R1/R1 = (235 + t1) + t1- ta
Δt = e a elevação de temperatura;
t1 = a temperatura do enrolamento antes do ensaio,
praticamente
igual a do meio refrigerante, medida por termômetro;
t2 = a temperatura dos enrolamentos no fim do ensaio;
ta = a temperatura do meio refrigerante no fim do
ensaio;
R1 = Resistencia do enrolamento antes do ensaio;
R2 = Resistencia do enrolamento no fim do ensaio.
47
5.5.2. Degradação dos isolantes térmicos
As principais causas da degradação dos isolantes são: sobre tensão de linha, sobre
intensidade de corrente nas partidas, depósito de poeira formando pontes condutoras, ataque por
vapores ácidos ou gases arrastados pela ventilação. Para prevenir a degradação desses isolantes,
recomendamos no quadro abaixo algumas medidas a serem tomadas:
Tabela 6. Procedimento Manutenção de isolantes elétricos
Fonte: Artigo Manutenção UFRN/2011.
5.5.3. Medindo a resistência de isolamento
Resistência de isolamento de um motor ou de um equipamento elétrico qualquer é uma
função do tipo e da montagem do material isolante. Geralmente, a queda de resistência de
isolamento se dá de uma forma lenta, permitindo controle, se testado periodicamente.
A medição da resistência de isolamento de um motor pode ser feita com uma fonte de um
potencial CC suficiente, instrumentos para medir o valor deste potencial e o valor da corrente de
fuga6 em função do potencial aplicado. O megôhmetro é um instrumento construído para medir a
resistência de isolamento. Abaixo segue a ilustração de um instrumento de medição de
resistência de isolamento digital portátil.
48
Figura 14 Megôhmetro ou Megger portátil
Fonte: Página web Fabricante Icel/ 2014.
O seu potencial é aplicado entre o condutor e a superfície do material isolante. É
importante observar que o equipamento a ser testado deverá estar livre, desconectado de
qualquer outro. O teste do Megger somente é feito com equipamentos desconectados da rede
elétrica. Para evitar o risco de choque elétrico, descarregue os terminais imediatamente antes e
depois de cada medição. Caso o motor possua capacitores, estes devem ser descarregados. Segue
abaixo a tabela de valores limites da resistência de isolamento, de acordo com os valores obtidos
da medição de resistência é possível detectar o estado do isolamento.
_______________
6
corrente que flui sobre ou através do isolante, sendo invariável com o tempo.
Importante: Registros periódicos são úteis para concluir se a máquina está ou não apta a operar.
Deve se garantir que a máquina esteja seca e limpa (no caso da permanência prolongada
em estoque ou desuso). Estes valores não são válidos para máquinas de potência menor que 1hp
ou 1kW.
49
Tabela 7. Índice resistência de isolamento
Fonte: Norma IEEE043.
Recomenda-se medir periodicamente a resistência de isolamento dos motores, para
assim avaliar as condições do motor sob o ponto de vista elétrico. Se forem observadas quedas
nos valores de resistência de isolamento, as condições de operação devem ser analisadas,
avaliadas e corrigidas, quando necessário.
5.5.4. Medição do Índice de Polarização
-Finalidade: Verificar as condições da resistência de isolamento, medindo a isolação do
enrolamento em relação à massa metálica do motor. O motor estando limpo e em boas condições
o IP é alto, o motor com sujeira, umidade e/ou graxa na bobinagem, o valor do IP é baixo
(Conforme tabela).
-Procedimento: Para efetuar esta medição é necessário o uso de um Megôhmetro.
Aplicamos tensão contínua do Megôhmetro (2,5KV, ou de acordo com a capacidade do
aparelho), e após 1 minuto anotamos o valor da resistência, continuamos com a medição após 10
minutos, anotando o novo valor.
O Índice de Polarização é dado pela fórmula:
IP = R (10’)
R (1’)
50
Valor Limite
Maior ou Igual
Avaliação do Isolamento
Menor
1
1,0
1,5
Perigoso
Ruim
1,5
2,0
Insatisfatório
2,0
3,0
Bom **
3,0
4,0
Muito Bom
Excelente
4
** Conceito Mínimo para aceitação da máquina
Tabela 8. Valores Índice polarização
Fonte: Manual Weg Manutenção Elétrica e Mecânica/2012
5.5.5. Medição de Resistência Ôhmica:
Finalidade: Verificar se o valor da Resistência está equilibrada e/ou de acordo com a
especificação de fábrica
Procedimentos: É necessário ter em mãos um Multiteste ou Ponte Kelvin ou Ponte de
Wheatstone. Deve- se medir as resistências de fase, e verificar o equilíbrio; Esta medição deve
ser feita antes da impregnação; O desequilíbrio de resistências não deve ser superior a 5%.
Resistência maior - 1 (X 100)
Resistência menor
Exemplo
menor ou igual a 5%
DR= Desequilíbrio de resistência.
Fase1: 0,125 ohms
Fase2: 0,130 ohms
Fase3: 0,120 ohms
Temos: DR = 0,130 – 1 (X100)
DR: (1,0833-1) X 100 = 8,33%
0,120
Neste caso temos um valor maior que o limite estabelecido, e o motor deve estar com
erro na bobinagem.
51
5.5.6. Teste da Corrente em Vazio
Finalidade: Verificar a relação de corrente entre as fases e seu equilíbrio.
Procedimentos: Deve-se ligar o motor em vazio na sua tensão e frequência nominais, para isso é
necessário um painel de teste ou fonte de alimentação; e verificar o equilíbrio das correntes,
conforme equação abaixo:
DI = (DMD / MTF) x 100
Onde:
DI = Desequilíbrio de corrente
DMD = Maior desvio de corrente de fase em relação a média das três fases
MTF = Média das três fases
Causas:
O desequilíbrio de correntes pode ser ocasionado em função do desbalanceamento da rede de
alimentação, ou da bobinagem incorreta.
Limites:
Para motores IV, VI e VIII pólos, este desequilíbrio não deve exceder ao limite de 10%.
Para motores II pólos, o desequilíbrio máximo admissível é de 20%.
Exemplo:
Motor trifásico 10CV, IV pólos, 220/380V
I1 = 15 A I2 = 12 A I3 = 11 A
MTF (média das correntes das três fases) = (I1 + I2 + I3) / 3 = (15 + 12+ 11) / 3
MTF = 12,6 A
DMD = I1 – MTF = 15-12,6 = 2,4 A
DI = (2,4 / 12,6) X 100 = 19% o motor ou a rede de alimentação está com problema !
52
5.5.7. Teste de Tensão Aplicada
Finalidade: Verificar falha no isolamento do motor, e se há fuga de corrente para a massa.
Procedimentos: Deve-se ter um transformador monofásico (3KV) ou HI – POT; Juntar os
terminais do motor e conectar um terminal do equipamento aos cabos do motor e o outro à
carcaça; Ajustar gradativamente a tensão de teste num intervalo de 60 segundos (1000V + 2 x
tensão nominal do motor) e deixar aplicada por mais 60 segundos; A falha no isolamento será
detectada se houver fuga de corrente para a carcaça (choque). O defeito será detectado através da
deflexão do ponteiro do voltímetro; Este ensaio também tem o objetivo de avaliar a condição de
resistência do isolamento dos motores, portanto pode ser suprimido, caso a resistência já tenha
sido verificada.
*Este teste não deve ser repetido com frequência, pois danifica o material isolante.
5.5.8. Loop Test
Finalidade: O Loop-Test tem como objetivo testar o núcleo magnético do estator, antes de
rebobinar um motor, para verificar se há ponto quente no núcleo de chapas.
O que é um ponto quente e qual sua consequência?
Caso o isolamento elétrico existente entre as lâminas do estator seja danificado em algum
ponto (devido a um curto-circuito dentro da ranhura, por exemplo), ocorrerá um aumento muito
grande das correntes parasitas naquele ponto, provocando um superaquecimento. Ou seja,
aparecerá um ponto quente no núcleo de chapas.
Se um motor que apresenta ponto quente for rebobinado, quando estiver operando com
carga irá apresentar aquecimento anormal da carcaça, podendo sobreaquecer também os rol
amentos (devido a maior dificuldade em dissipar seu calor). Como consequência, em pouco
tempo poderá ocorrer falha do rolamento e/ou nova queima do motor. Saliente -se que o ponto
quente irá sobreaquecer o motor praticamente sem aumentar a corrente, e nesse caso o relé
térmico não protegerá o motor.
53
Quando deve ser feito o Loop -Test?
O loop-test deve ser feito sempre que um motor queimado apresentar características de
possível danificação do isolamento entre lâminas do estator.
Como exemplo dessas características podemos citar:
·Curto-circuito dentro da ranhura ou na saída da ranhura, provocado por falha do material
isolante;
·Curto-circuito dentro da ranhura, provocado pelo motor arraste do rotor;
·Marcas de arraste do rotor no estator, mesmo que o arraste não tenha provocado curto-circuito
dentro da ranhura;
·Sobrecarga violenta, provocando carbonização do material isolante.
Procedimento: O loop-test consiste em se criar um campo magnético no núcleo de chapas,
mediante a aplicação de tensão em um solenóide conforme visto na figura 1. Para o cálculo do
número de espiras e da bitola do fio para a montagem do solenóide, deve– se observar as figuras
1 e 2 e aplicar as equações abaixo:
Z= 375.000 (mm) x _________ U_________
f x (2R2 – D1) x L
S = 37.500 x
U x (2R2 +D1)
f x z 2 x L x (2R2 – D1)
Simbologia:
U = tensão (V) a ser aplicada no solenóide
hn1 = altura da ranhura (mm)
f = frequência (Hz) da tensão U
L = comprimento do pacote de chapas (mm)
R2 = Raio externo do estator (mm)
Z = numero de espiras necessárias para o solenoide
R1 = Raio interno do estator (mm)
S = seção do condutor a ser utilizado no solenóide
(Espiras)
(mm 2)
D1= 2R1 + 2hn1
54
Figura 15 Loop Test e detalhe das medidas a serem verificadas para cálculo do solenoide.
Fonte: Manual Weg Manutenção Elétrica e Mecânica/2012
Após calculado e montado o solenóide, aplica-se a tensão U em seus terminais, e verificase a temperatura em diversos pontos do núcleo durante aproximadamente trinta minutos. Caso
algum ponto do núcleo venha a aquecer pelo menos 10ºC acima da temperatura dos outros
pontos, deverá ser considerado como um ponto quente. Nesse caso, o núcleo magnético deverá
ser condenado e substituído.
Observações:
·A figura 1 mostra a carcaça completa (carcaça + estator) para simplificar o desenho. O teste é
feito com o núcleo dentro da carcaça;
·O loop-test deverá ser feito com o estator limpo, isto é, sem o bobinado queimado.
Falhas em enrolamentos de Motores Elétricos
Segue abaixo uma tabela com as características de queima de enrolamento de motores e suas
principais causas seguidas das imagens de cada falha.
55
Possíveis causas
-Contaminação interna do motor, falha do
esmalte de isolação do fio, falha do verniz
de impregnação ou rápidas oscilações na
tensão de alimentação.
Possíveis causas
Contaminação
interna
do
motor,
degradação do material isolante por
ressecamento, ocasionada por excesso de
temperatura ou falha do material isolante.
Possíveis causas
Desequilíbrio de tensão e/ou de corrente
entre as fases, falha em banco de
capacitores, maus contatos em conexões,
chaves, contatores, disjuntores, etc. ou
oscilações de tensão nas três fases.
56
Possíveis causas
Contaminação interna do motor, falha do
material isolante ou superaquecimento da
conexão devido a mau contato.
Possíveis causas
Contaminação
interna
do
motor,
degradação do material isolante por
ressecamento, ocasionada por excesso de
temperatura, falha do esmalte de isolação
do fio, falha do verniz de impregnação,
falha do material isolante ou rápidas
oscilações na tensão de alimentação.
Possíveis causas
Motor acionado por inversor de frequência
com alguns parâmetros incorretos
oscilação violenta na tensão de
alimentação, por exemplo, descargas
atmosféricas ou surtos de manobra de
banco de capacitores.
57
Possíveis causas
Excessiva dificuldade na partida do
motor, devido à elevada queda de tensão,
inércia e torque de carga muito elevados
ou travamento do eixo da carga.
Possíveis causas
Cabos de alimentação muito longos e/ou muito finos,
Conexão incorreta dos cabos de ligação do motor,
Excessivo numero de partidas em tempo curto, Excesso
de carga na ponta de eixo (permanente ou
eventual/periódico), Sobretensão ou subtensão na rede de
alimentação (permanente ou eventual/periódico),
Ventilação deficiente (tampa defletora danificada ou
obstruída, sujeira sobre a carcaça, temperatura ambiente
elevada, etc.).
Possíveis causas
Mau contato em chave, contator ou
disjuntor, Mau contato em conexões;
Mau contato nos terminais de uma fase do
transformador, Queima de uma fase do
transformador de alimentação, Queima de
um fusível e Rompimento de um cabo
alimentador.
Fonte: Manual Weg Instalação e Manutenção/2012
58
5.6-Manutenção Mecânica
5.6.1-Lubrificação
Conforme o manual de manutenção de motores elétricos da KCEL o objetivo da
lubrificação dos rolamentos é a redução do atrito e do desgaste interno para evitar o
superaquecimento e também prolongação de sua vida útil. A graxa serve como veículo para o
óleo adicionado, que efetivamente faz as funções de lubrificação. A falha mais frequente não é a
falta de lubrificação, mas a lubrificação excessiva, feita com quantidade de graxa maior que o
recomendável. A lubrificação em excesso acarreta elevação de temperatura, devido à grande
resistência que oferece ao movimento das partes rotativas e principalmente devido ao batimento
da graxa, que acaba por perder completamente suas características de lubrificação. Isto pode
provocar vazamento, penetrando a graxa no interior do motor e depositando-se sobre as bobinas
ou outras partes do motor.
5.6.2-Percentual de falhas em motores elétricos
Na prática sabe-se que a grande maioria dos motores de indução, sofre as mais diversas
perturbações e gerando os mais variados tipos de problemas e quando acontecem são alvos às
vezes de grandes prejuízos. Deste modo, o conhecimento de cada uma das falhas possíveis de
ocorrerem bem como das causas e estatísticas de ocorrência são necessárias. O estudo delas para
que se possa, dentro do contexto estudado, produzir um diagnóstico preciso e ainda
possivelmente um prognóstico faz este estudo ser vital para o bom funcionamento do motor.
De acordo com estudo realizado por Antônio T. L. de Almeida, Marcelo E. C. Paulino, o
gráfico a seguir mostra que uma maior incidência de falhas em motores de indução localiza-se
nos mancais e no estator. Essas falhas ocorrem geralmente em função de sobreaquecimento,
falha no isolamento, falhas das instalações elétricas, quebras mecânicas. Que por sua vez são
originados por partidas indevidas, sobrecargas, altas temperaturas ambiente, lubrificação
inadequada, falha de ventilação, envelhecimento natural do motor entre outros que fogem das
condições normais de operação dos motores.
59
Falhas em Motores Elétricos
12% Outras Partes
10% Rotor
37% Estator
41% Mancais
Figura 16 Percentual de Falhas em motores Elétricos
Fonte: Dissertação Pós- Engenharia Elétrica Frederico de Oliveira UFI. Itajubá/ 2006
Métodos de lubrificação
A correta lubrificação dos rolamentos, além de permitir uma melhoria de rendimento,
evita a elevação da temperatura que prejudica a vida útil desses equipamentos.
Existem dois métodos básicos de lubrificação: Por óleo e por graxa. O fabricante do
motor seleciona o método de acordo com o tipo de mancal empregado e com base nas condições
de funcionamento.
60
5.6.3-Lubrificação com Óleo
A lubrificação com óleo é conveniente em aplicações onde se requer que o calor gerado
pelo rolamento, ou o calor proveniente de outras fontes aplicado sobre o rolamento, seja extraído
do mesmo e dissipado para fora.
Figura 17 Lubrificante em mancal.
Fonte: Página Web NTN Lubrificação/2013
5.6.4-Lubrificação com Graxa
A graxa é um lubrificante líquido (óleo) engrossado para formar um produto sólido ou
semifluido, por meio de um agente espessante. Outros componentes que confiram propriedades
especiais podem estar presentes (aditivos).
Os lubrificante tipo graxa são relativamente fáceis de manusear e requerem somente os
mais simples dos dispositivos de vedação; por estas razões, a graxa é o lubrificante mais
amplamente utilizado nos rolamentos.
61
Figura 18 Rolamento de esfera
Fonte: Página Web NTN Lubrificação/2013
De acordo com a Weg seguem abaixo as características da lubrificação com graxa:
Vantagens
Desvantagens
-lubrificam e vedam;
-Não trocam calor;
-reduzem o barulho;
-Não removem contaminantes;
-Não necessitam de bombeamento;
-Menor poder de penetração;
-Não fluem;
Falhas na Lubrificação
Excesso de Graxa ocasiona
-Resistência ao movimento;
-Aumento de temperatura;
-Redução da vida útil do rolamento e do lubrificante;
-Penetração de parte da graxa sobre o bobinado do motor;
-Queda da resistência de isolamento.
62
Falta de Graxa ocasiona
-Rompimento da película lubrificante;
-Aumento do atrito e temperatura do rolamento;
-Início de descascamento nas pistas do rolamento;
-Travamento do rolamento por excesso de temperatura e falta de folga radial.
Relubrificação com graxa
Como a eficiência da lubrificação com graxa diminui com o passar do tempo, deve-se
administrar graxa nova a intervalos de tempo regulares. O intervalo de reengraxamento depende
do tipo, tamanho, rotação, e temperatura do rolamento, e do tipo de graxa utilizado.
O intervalo de relubrificação deve ser encurtado na medida em que a temperatura de
funcionamento aumenta de acordo com a temperatura estabelecida pelo fabricante do mesmo.
Para obter o intervalo de lubrificação adequado para o motor, devem-se consultar as
recomendações do fabricante do equipamento.
No quadro abaixo são apresentadas algumas recomendações que podem garantir maior
vida útil para os rolamentos e um menor consumo de energia.
Tabela 9 Recomendações para prolongar a vida útil dos equipamentos
Fonte: Artigo Manutenção UFRN/2012
63
A análise do lubrificante nos permite identificar, quantificar, traçar um perfil de desgaste
do equipamento e componentes, além de avaliar a sua degradação natural. Do lubrificante que
circula entre as partes do equipamento se obtém todas as informações necessárias sobre o seu
estado. As partículas de contaminação e as partículas de desgaste estão nele presentes e,
identifica-las através de análises específicas, nos permite traçar um perfil de desgaste dos seus
componentes.
O controle de lubrificantes é vital para que o equipamento se mantenha em condições de
plenitude operacional. Este controle nos permite identificar não somente o desgaste do
equipamento, mas a degradação natural e a sua troca ou intervenção no momento exato.
O lubrificante pode estar contaminado por diversos itens como água, poeira, partículas
ferrosas que trazem danos ao equipamento. É muito importante que a troca do lubrificante seja
feita de forma adequada para que não ocorra contaminação. A seguir imagens de um lubrificante
contaminado por umidade:
Figura 19 Lubrificante contaminado por umidade
Fonte: Autor/2014.
64
5.7-Análise de vibração
Por meio da medição e análise de vibrações existentes numa máquina em operação, é
possível detectar com antecipação a presença de falhas que podem comprometer a continuidade
do serviço, ou mesmo colocar em risco sua integridade física ou a segurança do pessoal da área.
A aplicação do sistema de análise de vibrações permite detectar e acompanhar o
desenvolvimento de falhas nos componentes das máquinas. Por exemplo, pela análise de
vibrações constatam-se as seguintes falhas:
· rolamentos deteriorados;
· engrenagens defeituosas;
· acoplamentos desalinhados;
· rotores desbalanceados;
· vínculos desajustados;
· eixos deformados;
· lubrificação deficiente;
· folgas excessivas em buchas;
· falta de rigidez;
· problemas aerodinâmicos ou hidráulicos;
· cavitação;
· desbalanceamento de rotores de motores elétricos.
A análise de vibração é um método muito valioso, pois a identificação das falhas no
monitoramento de máquinas e motores é feito por medições eletrônicas das vibrações, não
percebidas por nossos ouvidos, eliminando assim a subjetividade do técnico.
65
5.7.1-O que é vibração?
Vibração é a oscilação de um corpo sobre um ponto de referência decorrente de uma
determinada força. As vibrações em máquinas são respostas causadas por excitações de esforços
mecânicos ou eletromagnéticos originários de defeitos ou irregularidades nas condições
operacionais dos equipamentos. Pode ser definido também como um movimento de um corpo
além e aquém de sua posição de repouso. A vibração é a resposta a uma dada excitação.
Dentre os movimentos vibratórios podem-se citar os movimentos dos pêndulos, das
cordas, de instrumentos musicais, corpos em movimentos e, inclusive os átomos que constituem
os sólidos e que vibram em torno de posições fixas na rede cristalina. Na indústria as vibrações
ocorrem em máquinas girantes e alternativas, acoplamentos, redutores, estruturas e etc.
Grandezas Físicas da vibração:
Período: É a duração do ciclo em segundo. Onde é o mesmo que o inverso da frequência,
(T=1/f).
Defasagem: Indica o avanço ou atraso de um sinal. A vibração é sempre atrasada em
relação à oscilação.
Frequência: é o número de ciclos que um evento acontece em um determinado período,
medidos na unidade Hz- Hertz onde 1hz= 60 rpm.
A investigação dos sinais através da frequência é a técnica fundamental no diagnóstico de
vibrações. A análise da frequência facilita o trabalho para detecção de fontes de vibrações.
Amplitude: é a intensidade que acontece um determinado evento mostrando a criticidade
e a destrutividade dos eventos presentes. É o valor medido do nível zero até o pico.
Fase: Informa o ângulo em que o sinal se apresenta através da reação física da máquina
ou componente. Em máquinas rotativas tem-se o seguinte evento: em um ponto de referência da
máquina existe a atuação da força num determinado instante ‘’t’ e para toda ação existe uma
reação igual e contrária. A força da ação é em movimento e quando ocorrer à reação, o ponto
forçante não estará no ponto de referência.
66
5.7.2-Parâmetros de vibração:
Como regra genérica, escolhemos a unidade de medição de acordo com a frequência que
se deseja pesquisar, ou de acordo com a natureza da vibração. Assim
Deslocamento Baixas frequências, menor que 600
CPM
Quando se monitora o deslocamento
físico do eixo, comum em mancais de
deslizamento de turbinas, geradores e
compressores.
Velocidade
Médias frequências, entre 600 e 60.000 Quando se monitora falhas relacionadas
CPM
à rotação da máquina, como
desbalanceamentos, desalinhamentos,
folgas, correias, etc.
Aceleração
Altas frequências, maior que 60.000
CPM
Quando se monitora falhas, relacionados
a impactos como rolamentos,
engrenagens, cavitação.
Tabela 10. Parâmetros de Vibração
Fonte: Apostila Análise Vibração Professor: Flávio Nassur Espinosa/2013.
Aceleração
A aceleração de vibração é o parâmetro que representa melhor os componentes de alta
frequência, ou seja, é a rapidez que a velocidade de um corpo varia. Como a própria velocidade é
uma rapidez, pode-se dizer que é velocidade da velocidade.
- Engrenamento, - Falhas em rolamento, - Cavitação, - Problemas elétricos.
Deslocamento
O deslocamento evidencia as energias de vibrações que ocorrem em baixa frequência (até
10 Hz, ou seja, 600 RPM). O deslocamento é utilizado para a identificação de desbalanceamento
em partes de máquinas rotativas com amplitudes elevadas na frequência de rotação de um eixo.
67
Velocidade
A velocidade de vibração é o parâmetro menos influenciado por ruídos de baixa ou alta
frequência, se mostrando num espectro a mais aplainada das curvas, sendo, por isso, o parâmetro
normalmente escolhido para avaliação da severidade de vibração dos seguintes problemas: falta
de rigidez mecânica, desbalanceamento, desalinhamento, empenamento, folgas, desgastes em
acoplamentos e problemas elétricos (Ex: escorregamento).
5.7.3-Como medir a vibração?
A medição da vibração, independentemente do parâmetro utilizado, pode ser feita nas
direções horizontal (H), vertical (V) e axial (A). A escolha da direção é determinada pela menor
rigidez do sistema, direção da força sobre o mancal, ou pelo tipo de defeito que deseja avaliar.
Figura 20 Direções de medição da vibração
Figura 21 Pontos de medição de vibração na carcaça da caixa de mancal.
Fonte: Página web: Direções medição vibração/2014
68
Figura 22 Analisador de vibração SKF – Microlog AX
Fonte: SKF Página da Web/2014
5.7.4-Sensores de vibração
Para que sejam feitas as medições é necessário um dispositivo que transforme os sinais
mecânicos de vibração (movimento) em sinais elétricos para que estes possam ser medidos pelo
coletor de dados. Este instrumento é chamado transdutor.
Existem basicamente três tipos de transdutores para análise de vibrações. São eles
transdutores de velocidade, deslocamento e aceleração que medem, respectivamente, a
velocidade, deslocamento e aceleração.
O sinal de vibração começa a ser produzido no sensor (acelerômetro), que converte
vibração mecânica da máquina em sinal elétrico senoidal. Este sinal é produzido originalmente
em aceleração, podendo depois ser integrado pelo equipamento, para obtenção do sinal em
velocidade ou mesmo deslocamento.
O sensor de velocidade é mais indicado para monitoramento de vibrações de baixas
frequências. Ele consiste de um ímã que recebe a vibração vinda de uma haste. O ímã se desloca
dentro de uma bobina, e esse movimento produz um sinal elétrico proporcional à sua amplitude.
Este tipo de sensor vem caindo em desuso, devido à sua não linearidade e sua fragilidade,
requerendo constantes aferições.
69
O acelerômetro é outro tipo de sensor e vem substituindo o sensor de velocidade com
muitas vantagens, sua resposta é mais linear, possui frequência natural muito elevada, ele é mais
robusto e menor. Consta de um elemento piezelétrico, que emite um sinal elétrico quando recebe
alguma tensão mecânica vinda da haste sensora.
A aplicação geral dos acelerômetros é para frequências acima de 1Hz (60CPM) até
25KHz (1.500.000CPM). Para analisar frequências abaixo desta são preferíveis os sensores de
velocidade, ou acelerômetros de construção especial, de 0,2Hz (500mV/g). O acelerômetro
triaxial é capaz de fornecer leituras nas três direções no mesmo instante de coleta da vibração.
Mas requer que o instrumento tenha construção específica em multicanais.
O outro grupo de sensores é o de deslocamento. Ele recebe uma alimentação elétrica e
forma um campo magnético entre sua extremidade e o eixo em rotação. Quando ocorre vibração,
ocorre movimento do eixo, e na medida em que varia a distância entre a ponta sensora e o eixo,
varia a intensidade do campo magnético formado. O sinal elétrico de vibração é, portanto,
proporcional à intensidade do campo magnético.
Este tipo de sensor é muito utilizado para monitoramento de deslocamentos e folgas em
eixos de turbinas e de compressores, montados permanentemente em mancais de deslizamento,
como ocorre na maioria das máquinas das plataformas e refinarias, como também em turbinas a
vapor. Este tipo de sensor requer que o eixo seja muito liso na região da leitura, pois
imperfeições superficiais iriam provocar variação do campo magnético, indicando falsa vibração.
Para medição e monitoramento da vibração de máquinas de difícil acesso, já existem os
sensores tipo “wireless”, que transmitem o sinal sem a necessidade de aproximação da máquina.
Abaixo segue a foto de um modelo desse tipo de sensor.
Figura23 CSI 9420 Wireless Vibration Transmitter
Fonte: Fabricante CSI/2014.
70
5.7.5-Principais causas de vibração em máquinas
A vibração é uma característica sempre presente em todos os tipos de equipamentos
dinâmicos, e sua ocorrência em níveis não elevados é perfeitamente aceitável. A vibração
anormal e excessiva pode causar danos ao equipamento e até provocar sua falha funcional.
Algumas causas de vibração anormal podem ser devidas a:
- Falhas de projeto: o tipo de falha mais comum é a ressonância em componentes da máquina.
- Falhas de fabricação: podem ser por acabamento superficial irregular, excentricidades, perfil
irregular de dentes de engrenagens, material fora de especificação, falhas de fundição, etc.
- Falhas de montagem e de manutenção: desalinhamentos, folgas, ajustes.
- Falhas decorrentes de operação: desbalanceamento, cavitação, erosão, corrosão. Uma operação
inadequada ou descuidada do equipamento pode levar a falhas como fadiga, sobrecarga, empeno,
desgaste de mancais devido a introdução de impurezas, etc.
As categorias dos defeitos que geram vibrações podem ser agrupadas em:
- Dinâmica de sistemas mecânicos: desbalanceamento, desalinhamento de eixos, mancais, polias
e engrenagens, empenos de eixos, correias folgadas, folgas generalizadas, roçamento,
ressonância. Dentro deste grupo estão também os problemas relacionados a impacto como falhas
de rolamento e de engrenagem.
- Dinâmica dos fluidos: efeitos aerodinâmicos, hidrodinâmicos, turbulências, pulsação de fluxo,
cavitação, formação de vórtex. Um vórtice (ou vórtex) é um escoamento turbulento giratório
onde as linhas de corrente apresentam um padrão circular ou espiral. São movimentos espirais ao
redor de um centro de rotação. Ele surge devido a diferença de pressão de duas regiões vizinhas.
Quando isso ocorre o fluido tende a equilibrar o sistema e flui para esta região mudando,
eventualmente, a direção original do escoamento. Eventualmente, se a frequência do vórtex se
aproxima da frequência natural da estrutura, ela irá entrar em ressonância, e sua vibração poderá
ser destrutiva.
- Efeitos Eletromagnéticos: originários de motores elétricos e geradores, são os problemas
decorrentes de desbalanceamento magnético, passagem de ranhuras, instabilidade na
alimentação.
71
1-Desbalanceamento
É uma das fontes mais comuns de vibração em máquinas rotativas. O desbalanceamento
existe quando a distribuição de massas de um rotor não é uniforme em relação a um eixo de
inércia.
O balanceamento pode ser feito de duas formas:
Estático: a eliminação do desbalanceamento estático é obtida movendo-se o centro de gravidade
em direção ao eixo de rotação do rotor. Isto é feito através da adição ou retirada de massa do
rotor, de forma que a força radial causada por esta adição ou retirada seja igual em módulo à
força causada pela excentricidade do CG, mas em direção oposta.
Dinâmico: neste caso a compensação das massas é feita em planos distintos. A característica
principal do balanceamento dinâmico é que a linha de centro do rotor não é paralela à linha de
centro de rotação, podendo ou não interceptar-se.
Figura 24 Espectro de desbalanceamento
Fonte: Apostila Marco Antonio Vittorino – Analista de Manutenção/2013
72
2-Desalinhamento
O desalinhamento corresponde a não linearidade nas linhas de centro de giro de dois
eixos acoplados. As principais causas do desalinhamento são montagens inadequadas,
alinhamentos imprecisos, desgastes de mancais e rolamentos, expansão térmica ignorada e pé
manco.
Este pode ser classificado como sendo angular ou paralelo. A figura seguinte mostra
exemplos dos dois tipos de desalinhamento. O angular ocorre quando o eixo de rotação de dois
eixos forma um ângulo. O desalinhamento paralelo ocorre quando o eixo de rotação entre os dois
eixos é paralelo. Na grande maioria dos casos o desalinhamento é uma combinação do angular e
paralelo.
Figura 25 Tipos de desalinhamento
Fonte: Análise de Vibrações I- Medidas e Diagnósticos- Fupai /2002.
73
Figura 26 Expectro de Desalinhamento
Fonte: Apostila Marco Antonio Vittorino – Analista de Manutenção/2013
3-Excentricidade
Figura 27 Excentricidade em polia
Fonte: Análise de Vibrações I- Medidas e Diagnósticos-Fupai 2002.
74
A excentricidade de uma componente de uma máquina rotativa gerará vibrações nas
direções radiais com frequência da rotação do rotor. Possui espectro semelhante ao
desbalanceamento, porém quando se trata de polia, somente o balanceamento não acaba com a
vibração, pois as correias irão trabalhar sobtensão alternativa. A maior vibração se dá na direção
da linha entre centros das polias.
Figura 28 Expectro de Excentricidade
Fonte: Apostila Marco Antonio Vittorino – Analista de Manutenção/2013
4-Ressonância
A ressonância ocorre quando a frequência de excitação coincide com uma das
frequências naturais da máquina. A frequência natural é definida como aquela na qual uma
determinada massa vibra, após sofrer um deslocamento do seu ponto de equilíbrio.
Há varias maneiras de se corrigir o problema de ressonância. Uma delas é variar a
frequência da força excitadora de modo a afastá-la das frequências naturais da estrutura da
máquina. Isto pode ser feito variando a RPM da máquina. Se a força de excitação não pode ser
variada, o problema poderá ser corrigido alterando a frequência natural da estrutura, isto é feito
alterando a rigidez ou a massa do sistema. Aumentar a quantidade de amortecimento do sistema
reduz as amplitudes da vibração, porém não resolve o problema.
75
5-Folgas mecânicas:
Geralmente este problema acontece por folgas estruturais ou fragilidade estrutural na
placa de base ou nos pés da máquina, por distorções de base ou pedestais, folgas nos
chumbadores, também podendo ocorrer devido a parafusos frouxos, trincas nos pedestais ou no
mancal e ainda por folgas geradas por fixação inadequada entre as partes da máquina.
A análise de vibração deste problema é mostrada abaixo podemos perceber vibrações
com grande número de picos harmônicos devido aos impactos que ocorrem na presença de folgas
mecânicas.
Figura 29 Expectro de Folgas Mecânicas
Fonte: Apostila Marco Antonio Vittorino – Analista de Manutenção/2013
76
6-Defeitos em rolamentos
Defeitos em guias, esferas ou roletes em mancais de rolamento causam vibrações de alta
frequência. Nestes casos a frequência não é, necessariamente, um múltiplo inteiro da velocidade
de rotação do eixo. Possíveis movimentos de roçamento ou deslizamento de esferas ou roletes
podem gerar frequências mais diretamente relacionadas com os processos de roçamentos ou
impactos. Normalmente as amplitudes de vibração dependem da extensão do problema existente,
mas os possíveis impactos podem excitar também frequências naturais, o que deve ser
adequadamente verificado. As altas frequências naturais, normalmente excitadas nestes casos,
estão associadas a componentes estruturais da máquina, e ocorrem, tipicamente, acima de 166 Hz
(10000 CPM). Em alguns casos, podem ser geradas vibrações em frequências naturais associadas
à geometria dos mancais.
Outras causas de falhas em mancais de rolamento
Os rolamentos estão entre os elementos de máquinas mais cuidadosamente construídos
disponíveis. Mancais de rolamento normalmente não falham, a não ser que forças geradas por
outros problemas sejam responsáveis pela falha. Frequentemente estas forças também são
responsáveis pelas vibrações. Desta maneira, mesmo quando a análise da vibração apresenta
sintomas de que existem problemas nos mancais, não se deve eliminar a possibilidade de que a
causa primária da vibração seja outra.
CARGA EXCESSIVA
DESALINHAMENTO
ALOJAMENTO DE EIXOS DEFEITUOSOS
MONTAGEM DEFEITUOSA
AJUSTE IMPRÓPRIO
LUBRIFICAÇÃO IMPRÓPRIA OU INADEQUADA
SELAGEM PROBRE
ENDURECIMENTO IRREGULAR
CORRENTE ELÉTRICA
Tabela 11 causas de falhas em mancais de rolamento.
Fonte: Análise de Vibrações I- Medidas e Diagnósticos-Fupai 2002.
6. CONCLUSÃO
Buscou-se nesta monografia apresentar algumas técnicas e recomendações de
manutenção preventiva em motores elétricos de indução trifásicos devido a sua larga utilização
industrial por motivos mencionados no capítulo 5.
Iniciou-se a abordagem na evolução da manutenção industrial, suas etapas e necessidades
de evolução, seguido do descritivo do motor de indução e funcionamento e principais técnicas
ensaios para verificação das condições do equipamento de forma a determinar ações de correção
ou prevenção.
O encerramento da monografia se faz com um relatório de ensaios elétricos de medição
de resistência ôhmica e de isolação, objetivando embasar as técnicas mencionadas no capítulo de
manutenção elétrica.
Este trabalho visa contribuir com a operação das diversas empresas prolongando a vida
útil dos motores, por meio de conhecimento nas principais técnicas de manutenção.
Como proposta para trabalhos futuros seria interessante um aprofundamento da técnica
de análise de vibrações como um monitoramento e acompanhamento de um motor de uma
indústria e análise de dados colhidos na planta visto que com esta técnica é possível detectar
falhas em rolamentos, desbalanceamentos, excentricidade, folgas em mancais, com a finalidade
de que o equipamento sempre esteja funcionando com confiabilidade e disponibilidade que são
frutos de uma adequada manutenção.
Finalmente, ressalta-se que hoje manter ou garantir as boas condições de disponibilidade,
tanto de recursos humanos quanto de equipamentos é questão de importância decisiva para
competitividade, pois garante a redução de custos em escalas vitais para qualquer empresa.
7. REFERÊNCIAS
ALEMIDA. J. E. Motores Elétricos - Manutenção e Testes
ALMEIDA, Marcio Tadeu e GOZ, Ricardo Damião Sales. Apostila do Curso de Vibração em
Motores.
Análise de Vibrações I- Medidas e Diagnósticos. Fupai. 2002
Alinhamento de máquinas rotativas. 2010- Disponível em <blogdamecanica.com.br> Acessado
em 13 jan. 2014.
Associação Brasileira de Normas Técnicas - NBR 5383 Máquinas elétricas girantes - Máquinas
de indução – Determinação das características
Associação Brasileira de Normas Técnicas - NBR ISSO 9001. Sistema de Gestão da Qualidade
2000.
Associação Brasileira de Normas Técnicas - NBR 7094 Máquinas Elétricas Girantes- Motores de
Indução 2003.
CST arcelor Brasil, técnicas de inspeção e procedimentos de testes 01/2005. Acessado em 23
out. 2013.
Ensaios Elétricos Disponível em <http://www.datalink.srv.br/aprenda-a-medir-resistencia-deisolamento-em-motores-eletricos> Acessado em 23 out. 2013
KCEL, Manual de motores elétricos, 2008.
Manutenção em Equipamentos Elétricos. Disponível em <ftp://ftp.cefetes.br/cursos/Eletrotecnica
> Acessado em 25 Jan. 2014.
MANUAL VOGES Motores Elétricos. Acessado em 10 Set. 2013.
METALCORTE. Manual de Motores Elétricos 2005
PINTO, A.K; XAVIER, J. A. N; Manutenção: Função Estratégica. Editora Qualimark. Rio de
Janeiro, 2013.
SPAMER, R. F; Técnicas Preditivas de Manutenção de Máquinas Rotativas. Dissertação em
Engenharia Elétrica. Universidade Federal Rio de Janeiro. 2009.
Teknikao Indústria e Comércio Ltda. Medida de Vibração. Uma ferramenta para Manutenção.
VIEIRA. F, Métodos e Técnicas de Análise de Vibração.
VITTORINO. M, A Manutenção Preditiva- Análise de Vibração.
VORTEX Equipamentos. Teste de Resistência Isolação.
Weg. Catálogo geral de Motores Elétricos.
Weg. Manual de Instalação e Manutenção de Motores Elétricos.
Weg. Módulo 4- Manual Geração de Energia. Disponível em Acessado 04 out. 2013
<www.mantenimientomundial.com.Acessado> em 05 out.2013
<www.skf.com> Acessado em 10 out 2013.
<http://pt.scribd.com/doc/7694826/Analise-de-Lubrificacao> Acessado em 12 dez. 2013
ANEXO
Relatório de Ensaios
Equipamento: Motor Elétrico de Indução Trifásico, Fabricante: Enika. IV pólos, 220/380/440 V,
5CV/4KW, 60 Hz.
MEDIÇÃO DA RESISTÊNCIA OHMICA
Instrumento Ponte Kelvin, Fabricante: Instrum, Modelo: Microhm 10
(Escala: 0-20Ω)
Terminais
Resultado
Unidade
1 – 4:
1,18
Ω
2 – 5:
1,17
Ω
3 – 6:
1,17
Ω
7 – 10:
1,15
Ω
8 – 11:
1,15
Ω
9 – 12:
1,16
Ω
Foram medidas as resistências das bobinas como ilustrado em tabela acima e a resistência de
equilíbrio entre a maior e menor foi de 2,6 % obtendo, portanto um resultado satisfatório, pois a
resistência não deve ultrapassar 5%.
2-Ensaio de Índice de Polarização
Verificar as condições da resistência de isolamento, medindo a isolação do enrolamento
entre as bobinas e entre a bobina e a massa do motor (carcaça). O motor estando limpo e em boas
condições o IP é alto, o motor com sujeira, umidade e/ou graxa na bobinagem, o valor do IP é
baixo conforme tabela da IEEE043.
Ensaio foi realizado coletando valores após 1 minuto e após 10 minutos.
O Índice de Polarização é dado pela fórmula:
IP = R (10’)
R (1‘)
MEDIÇÃO DA RESISTÊNCIA DE ISOLAMENTO
Instrumento: Megôhmetro, fabricante: Megabras, Modelo: MG 5200AS
Terminais
Resultado (1minuto)
Resultado (10minutos)
Unidade
R – S:
1200
1400
MΩ
S – T:
1200
1400
MΩ
T – R:
1100
1300
MΩ
R – Terra:
2500
20000
MΩ
S – Terra:
2500
20000
MΩ
T – Terra:
2500
20000
MΩ
IP entre fases: 1,18
IP Fase – Terra: 8
De acordo com a Tabela 8 Valores Índice polarização da página 47, o motor encontra-se
com a isolação entre fases ruim, sendo recomendado fazer uma recuperação de isolação em
estufa, seguido de um novo ensaio para verificações.