Professor Eng. Marcos Cesar Ruy.
Ciências dos Materiais - Laboratório
1. Classificação e características dos materiais
1.1 Introdução.
Quando imaginamos a confecção de um determinado produto, devemos pensar na seleção do material
que irá constituí-lo. Esse material deverá atender as exigências técnicas, como também deve-se avaliar seu
emprego no aspecto econômico.
1.2 Classificação dos materiais.
Apresentamos abaixo uma classificação dos materiais mais comumente utilizados, tendo cada um sua
importância da e emprego definidos em função de suas características e propriedades.
Materiais
Conh
ecida
s as
class
es
Não-metais
dos
Metais
mate
riais,
Aç
Fo
Pe
Le
Plá
Re Madeira
pass
emos
sa
ve
sti
sin Couro
o
Fo
Ferrosos
do Não-ferrosos
co Sintéticos
óidBorracha Naturais agor
s
a a
s
s
es Etc.
espe
cificá
-los
por
grup
os e
empr
ego
a
que
se
destinam1 pois todos os materiais possuem características próprias que devemos conhecer para podermos
empregá-los mais adequadamente.
Grupos dos materiais.
Para estudarmos a classe dos metais podemos dividi-los em dois grupos distintos: os ferrosos e os
não-ferrosos.
Metais ferrosos
Desde sua descoberta, os metais ferrosos tornaram-se de grande importância na construção mecânica.
Os metais ferrosos mais importantes são:
aço - material tenaz, de excelentes propriedades e de fácil trabalho, pode também ser forjável.
ferro fundido(FoFo) - material amplamente empregado na construção mecânica; pode substituir o
aço em diversas aplicações, muitas vezes com grande vantagem, embora não possua resistência. Como esses
materiais são fáceis de serem trabalhados, com eles é construída a maior parte de máquinas, ferramentas,
estruturas, bem como instalações que necessitam materiais de grande resistência.
Metais não-ferrosos
São todos os demais metais emprega dos na construção mecânica. Possuem os mais diversos
empregos, pois podem substituirmos materiais ferrosos em várias aplicações e nem sempre podem ser
substituídos pelos ferrosos.
Esses metais são utilizados geral mente isolados ou em forma de ligas metálicas, algumas delas são
amplamente empregadas na construção de máquinas, instalações, automóveis, etc.
Podemos dividir os não-ferrosos em dois tipos em função da densidade:
Metais pesados – ( > 5kg/dm3), cobre, estanho, zinco, chumbo, platina, etc.
Metais leves –
( < 5kg/dm 3) alumínio, magnésio, titânio, etc.
Normalmente, os não-ferrosos são materiais caros e não devemos utilizá-los em componentes onde
possam ser substituídos por materiais ferrosos, o que seria economicamente inadequado.
0s metais não-ferrosos são amplamente utilizados em peças sujeitas a oxidação, devido a sua
resistência, sendo muito utilizados em tratamentos galvânicos superficiais de materiais. São também bastante
utiliza dos em componentes elétricos.
Nos últimos anos, a importância dos metais leves e suas ligas têm aumentado consideravelmente,
principalmente na construção de veículos, nas construções aeronáuticas e navais, bem como na mecânica de
precisão, pois têm-se conseguido ligas metálicas de alta resistência e de menor peso e, com isto, tende-se a
trocar o aço e o ferro fundido por esses metais.
Materiais não-metálicos
Existem numerosos materiais não-metálicos que podem ser divididos em:
Naturais - madeira, couro, fibras, etc.
Artificiais ou sintéticos - baquelite, celulóide, acrílico, etc.
Todos os não-metálicos possuem seu campo de aplicação, porém os materiais sintéticos, produzidos
quimicamente, vem sendo cada vez mais empregados nos dias de hoje.
Os chamados materiais plásticos estão sendo aplicados, de maneira excelente, em um grande número
de casos como substitutos de metais, de forma mais eficiente e econômica.
Daí a necessidade de conhecermos um pouco mais esses materiais que vêm se tornando uma
presença constante nos campos técnico, científico, doméstico, etc.
2. Verificações Elementares.
2.1 Introdução.
Existem ocasiões em que necessitamos ter uma idéia aproximada da natureza de certos materiais ou
de como certas peças ou componentes foram fabricados. Tais verificações são banais para as pessoas que
tem contato quotidiano com estes materiais ou processos, mas já não são, para as pessoas menos
familiarizadas com este assunto, de modo que valiosas indicações passam desapercebidas e verificações
simples deixam de ser feitas. Veremos agora alguns fatores:
2.2 Aspecto da Superfície.
O aspecto da superfície de uma peça, em bruto ou sem acabamento posterior, .pode fornecer
indicações preciosas. Quanto ao tratamento térmico eventualmente sofrido, pode-se notar que as peças
recozidas apresentam uma casca típica proveniente da oxidação e as temperadas, bem como as revenidas,
também mostram na superfície manchas ou colorações características. Quanto a particularidades do processo
de obtenção de peças fundidas, o emprego de areia de moldagem suficientemente permeável caracteriza-se
pela ausência na peça, de bolhas ou porosidade superficiais; uma areia fusível acarreta a presença de casca
muito dura e aderente; areia de granulação adequada dá às peças uma superfície lisa; molde bem projetado e
executado, enchido de acordo com as regras, produz peça perfeita em todos os seus detalhes; peças fundidas
em coquilhas apresentam quase sempre impressos em sua superfície, certos detalhes das coquilhas como
riscos de torno, etc. As juntas dos moldes, partes que foram esmerilhadas ou limadas, falhas ou porosidades
superficiais com solda ou com pinos rebatidos, constituem outras tantas peculiaridades discerníveis num
exame da superfície de peças fundidas. Quanto ao trabalho mecânico apresentam aspecto típico as partes
cortadas a maçarico, a tesoura ou a corta-frio. Nas peças torneadas e furadas a broca encontram-se indícios
das ferramentas empregadas. Nas peças estampadas são características certas estrias deixadas pelas
rebarbas dos estampos ou matrizes. Nos perfilados estirados ou extrudados se reconhecem finas estrias
longitudinais deixadas pelas fieiras ou matrizes.
Em certas barras laminadas notam-se o estado de desgaste dos cilindros laminadores ou sua falta de
ajuste.
Encontram-se ainda vestígios de forjamento, desbaste por plaina, fresa ou torno; nos parafusos pode
observar-se si os filetes foram feitos por tarraxa ou por rolamento: a tarraxa deixa pequeninas rebarbas nas
superfícies dos filetes e o rolamento forma superfícies mais Lisas, devido à compressão. Há casos, porém, que
poderiam conduzir a erros, por exemplo: a cabeça estampada de rebite pode apresentar estrias como si fosse
torneada, mas estas provém da matriz cujo côncavo foi feito no torno e depois insuficientemente alisado, de
modo que se reproduzem na cabeça do rebite.
2.3 Aspecto da Fratura.
O aspecto da fratura pode dar indicações preciosas quanto à natureza do material, sua granulação,
disposições cristalinas particulares, certos tratamentos térmicos ou químicos, etc. Alguns materiais classificamse pelo aspecto de sua fratura e recebem nomes que dele decorrem, como ferro fundido branco, cinzento,
mesclado, maleável de núcleo preto ou de núcleo branco. O ferro fundido coquilhado mostra em geral uma
camada branca junto à periferia.
2.4 Ação da Lima.
Por meio de lima pode-se verificar se o material é duro ou não, se está temperado ou não, porque
quando a lima em bom estado escorrega e não desbasta, a dureza do material é tão grande ou maior do que a
da própria lima. E’ o que sucede com o ferro fundido branco e os aços muito endurecidos pela têmpera.
Da maior ou menor facilidade com que se pode riscar uma peça com uma ponta de uma lima, pode-se
fazer uma idéia da dureza da mesma.
Esfregando-se entre os dedos a limalha de um ferro fundido cinzento pode-se ter uma idéia da
quantidade de grafita que ele contém. Quanto maior a quantidade de grafita, mais a limalha suja de preto os
dedos, com a característica cor da grafita, e dá uma sensação untuosa.
Quando a coloração é mais opaca, é possível que o ferro fundido esteja muito oxidado, provindo a
coloração mais de óxidos do que da grafita, como no caso de peças de ferro fundido que tenham estado muito
tempo em contato com chamas, como por exemplo, grelhas de fornalhas.
2.5 Centelhas ao Esmeril.
Quando se desbasta ao esmeril uma peça de aço, nota-se que as partículas que se destacam da peça,
se inflamam, produzindo faíscas ou centelhas. Estas emitem bruscamente ramificações, como se explodissem
no seu trajeto, formando estrelinhas.
Para os aços extra-doces, as centelhas apresentam-se apenas como traços luminosos, sem formação
de estrelinhas, mas à medida que o teor de carbono se eleva, as estrelinhas aparecem em número cada vez
maior e com ramificações mais numerosas; formam-se com maior rapidez e mais próximo do ponto de partida
(fig. 15).
Esta constatação permite avaliar aproximadamente o teor de carbono de um aço comum, comparando
suas centelhas com as de outros aços de teor conhecido. E isto sem erro
muito grande, porque praticamente o aspecto das centelhas não é influenciado pelos tratamentos térmicos que
o aço tenha sofrido. Quer dizer, um certo aço dá sempre o mesmo tipo de faíscas quer esteja recozido,
temperado, revenido, coalescido, superaquecido, encruado, bruto de fusão, forjado, etc.
Este método permite fazer verificações rápidas em numerosos casos: saber se uma peça é cementada ou
não — a parte cementada dará muito mais estrelinhas do que o resto da peça; assim também será fácil
descobrir se uma enxada ou outra peça qualquer, é inteiriça ou calçada e até que ponto vai o calçamento. O
aço rápido dá pequenas centelhas vermelho-escuras com bolinhas em lugar de estrelinhas.
Para os ferros fundidos não se pode aplicar este processo, pois o seu esmerilhamento em geral não produz
faíscas e quando produz, como no caso de ferros fundidos brancos ou maleáveis, não são concludentes.
2.6 Atração pelo Imã.
Todos os produtos siderúrgicos comuns são atraídos pelo imã, desde que sua temperatura esteja
abaixo de 7680C. Acima dessa temperatura, o ferro existente na liga é paramagnético, não manifestando
aquela propriedade.
Certos aços-liga com teores elevados de níquel (mais de 25%) ou de manganês (mais de 12%), ou os
aços inoxidáveis do tipo 18-8 (18% de cromo e 8% de níquel), conservam-se num estado alotrópico não
magnético até à temperatura ambiente. Pode-se assim distinguí-los facilmente dos demais com auxilio de um
simples imã. Note-se, contudo, que a limalha desses aços é, em geral, atraída por um imã.
Valioso auxilio presta também o imã na distinção de pequenos objetos vendidos como sendo de latão
ou de bronze, etc., quando na realidade não passam de aço latonado, cobreado, bronzeado, etc.
2.7 Ação do Martelo.
Percutindo as peças com a aresta de um martelo pode-se ter idéia da dureza do material pelo
amolgamento do ponto de impacto. Prendendo com a morsa peças de pouca espessura, como a lâmina de
uma enxada, de modo que fiquem salientes apenas 2 ou 3 centímetros, pode-se pelo martelamento horizontal
dessa parte, observar se ela se deforma permanentemente ou se, pelo contrário, funciona como mola, fazendo
voltar o martelo, ou ainda se rompe sem deformação apreciável. No primeiro caso, o material é muito mole por
não ter sido temperado convenientemente ou por ter sido revenido a temperatura excessivamente alta; no
segundo, provavelmente o material está bem temperado e revenido; no terceiro, o metal está superaquecido ou
sofreu uma têmpera violenta não seguida de revenido adequado.
2.8 Sonoridade.
Uma peça metálica apoiada em área muito pequena ou suspensa por um ponto, quando tangida por
um objeto duro, emite um som característico, que é função do seu estado de tensões internas, caracterizado
pela natureza de sua estrutura, seu tamanho e forma.
Quando seu som é puro e relativamente duradouro, há grande probabilidade de não estar fissurada,
mas emitindo um som chocho é certo estar trincada.
A duração do som de duas peças idênticas do mesmo aço, uma temperada e outra não, tangidas nas
mesmas condições, é diferente: o som emitido pela segunda durará um tempo mais longo do que o da
primeira.
Exame Metalográfico
O exame metalográfico procura relacionar a estrutura íntima do material às suas propriedades físicas,
ao processo de fabricação, ao desempenho das suas funções, etc. Este exame pode ser Macrográfico e
Micrográfico.
Macrografia
Consiste no exame do aspecto de uma superfície plana seccionada de uma peça ou amostra
metálica, devidamente polida e atacada por um reagente adequado. Por seu intermédio tem-se
uma idéia de conjunto, referente à homogeneidade do material, à distribuição e natureza de
falhas, impurezas e ao processo de fabricação. Para a macrografia, o aço é o material de maior
interesse. As heterogeneidades mais comuns nos aços são:
Vazio, causado pelo resfriamento irregular;
Segregação, causada pelas impurezas e outros componentes de liga;
Dentritas, formação de grãos de vários tamanhos;
Trincas, devido às tensões excessivas no resfriamento;
Micrografia
Consiste no estudo dos produtos metalúrgicos, com auxílio do microscópio, permitindo observar
e identificar a granulação do material, a natureza, forma, quantidade e distribuição dos diversos constituintes ou
de certas inclusões, etc. Estas observações são de grande utilidade prática.
Preparação de Corpos de Prova (C.P.)
Escolha da secção;
Corte utilizando a cut-off;
Embutimento da Amostra;
Lixamento;
Polimento;
Macrografia - Impressão de BAUMANN
Neste método, emprega-se uma folha de Papel Fotográfico comum, Brometo de
Prata, de preferência Mate (sem brilho), que é colocada mais ou menos um minuto em
solução aquosa de Ácido sulfúrico(H2S) de (1 a 5%), na ocasião de ser utilizada. A Folha
preparada é retirada da solução e depois de deixar escorrer um pouco o excesso do líquido,
é aplicada sobre a superfície polida da amostra, com as devidas precauções para assegurar
um contato perfeito, sem deslocações e evitar a interposição de bolhas de ar. Depois de
cinco minutos o Papel é mergulhado em um fixador comum de Hiposulfeto de Sódio, durante
uns dez minutos e em seguida lavado em água corrente durante uma hora.
As Regiões ricas em sulfeto, fornecem manchas pardas ou pretas, porque o Ácido
Sulfúrico decompõe as inclusões, com desprendimento de Gás Sulfúrico(H2S) que por sua
vez, reage com o Brometo de Prata da camada sensível do Papel Fotográfico, produzindo
Sulforeto de Prata que fica fixado na gelatina do Papel.
O fixador de Hiposulfeto de Sódio, elimina a parte do Brometo não atacada e deixa
inalterada a parte atacada quimicamente.
Procedimento do Experimental
1º- Colocar o Papel Fotográfico por mais ou menos um minuto em solução aquosa de
Ácido Sulfurico(H2SO4) de concentração de (1 a 5%);
2º- Retirar o Papel Fotográfico da solução e deixar escorrer um pouco o excesso do
líquido;
3º- Aplicar sobre o Papel Fotográfico a Superfície Polida da Amostra, Com cuidado,
ao colocar para não deslocar a Amostra do lugar e para não interpor bolhas de ar entre o
Papel e a Amostra, aguardando então por cinco minutos;
4º- Retira-se então a Amostra sobre o Papel Fotográfico;
5º- Mergulha-se o Papel Fotográfico na solução Fixadora de Hiposulfeto de Sódio,
deixando repousar por dez minutos;
6º- Retira-se o Papel Fotográfico da solução Fixadora de Hiposulfeto de Sódio;
7º- Lavar O Papel Fotográfico em água corrente durante uma hora.
Capítulo 3 - Tratamento Térmico
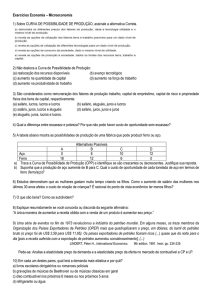
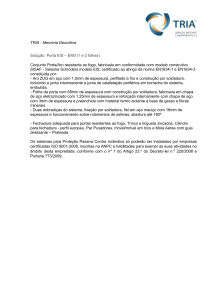
3 Diagrama ferro - carbono
3.1 Liquefação e solidificação do ferro puro
Da mesma forma como foram apresenta dos os metais na unidade anterior, pode-se apresentar a
curva de solidificação (liquefação) do ferro puro, como mostra o gráfico (fig. 3.1).
A curva apresenta várias características:
existem quatro pontos de parada;
existem intervalos na solidificação.
Fig. 3.1
O ponto de parada a 15360C é o da liquefação (fusão). Os outros pontos de parada referem-se a uma
mudança de estrutura cristalina do ferro no estado sólido.
Acima da temperatura de 9110C até 13920C, os átomos do ferro puro formam uma rede cubica de face
centrada(fcc) chamada ferro (gama) (fig. 3.2).
Abaixo de 9110C, os átomos transformam-se numa rede cúbica de corpo centrado(ccc) chamada ferro
(alfa) (fig. 3.3).
A distancia entre os átomos na estrutura do cubo de face centrada é maior do que na estrutura de cubo
de corpo centrado, portanto neste estado é mais fácil aceitar outros átomos, como, por exemplo, átomos de
carbono (fig. 3.2).
A esse fenômeno dá-se o nome de solubilidade no estado sólido.
Abaixo de 7690C o ferro é magnético. Acima da temperatura de 13920C, o ferro transforma-se
novamente em rede cubica de corpo centrado chamada ferro (delta) que, para o tratamento térmico, não
tem importância.
Fig. 3.2
Fig. 3.3
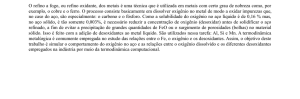
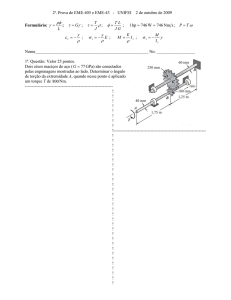
727°C
Figura 3.4 Diagrama de Equilíbrio Ferro-Carbono (Fe – C).
3.2 O aço.
O aço é uma liga de ferro e carbono. O teor de carbono varia entre 0,02% a 2,1%. O ferro com um teor
de carbono superior a 2,1% até 6,7% é chamado ferro fundido.
No ferro fundido, o carbono não é totalmente dissolvido e apresenta-se na forma de veios de grafite
que são extremamente frágeis.
3.3 Estrutura do aço no resfriamento lento (transformação no estado sólido)
O diagrama de fases encontrado, acima da linha que limita a região não existe uma fusão, mas sim
uma solução sólida.
Ferrita (ferro )
Austenita (ferro )
Fig. 3.4 Região do ponto Eutetóide.
A presença do carbono faz com que o ferro com rede cubica de corpo centrado(ccc) (ferro ) se
transforme em uma rede cubica de face centrada(cfc) (ferro ) a temperatura diferente de 9110C. Essa
temperatura varia em função do teor de carbono no ferro e é representada na figura 3.4 pela linha G-S-E.
A solução sólida Fe-+C, na qual o centro C está totalmente dissolvido, é dado o nome austenita (fig.
3.5). Após o resfriamento lento à temperatura ambiente, na maioria dos aços o carbono está quimicamente
ligado ao ferro como cementita (Fe3C), que é a estrutura mais dura do aço (fig. 3.6)
Fig. 3.6
Agora vamos estudar alguns corpos de prova com diferentes teores de carbono. Começamos com o
corpo de prova com 0,77% de carbono.
Esperamos que este corpo de prova se já o mais fácil de analisar, pois temos apenas um ponto de
parada nos 7270C. Este ponto se chama ponto eutetóide (fig. 3.7).
Abaixo de 7270C existe uma distribuição bem proporcionada (=eutetóide) de ferro puro a e Fe 3C (cementita). A
estrutura do eutetóide recebe o nome de perlita, por seu brilho aperolado.
Não é uniforme; é uma mistura de lâminas claras de ferro puro chamadas de ferrita (estrutura mole) e
de lâminas escuras de carboneto de ferro (Fe3C).
Fig. 3.7
O aço de 0,76% de teor de carbono também é denominado aço eutetóide. A concentração do carbono
na perlita é de 0,76%.
Vamos agora estudar o corpo de prova com 0,6%C (aço hipoeutetóide).
Com nossa experiência, reconhecemos (fig. 3.8), nas partes lamelares, a perlita. As manchas claras
identificamos como ferrita. Como nosso corpo de prova só contém 0,6% de carbono e a estrutura perlítica
necessita de 0,77%, então uma parte de ferrita agrupa-se em núcleos separados ou quase isolados.
Encontramos num aço com menos de 0,77%C, sempre uns núcleos de ferrita pura, sendo maiores
quando a porcentagem de carbono é menor. Ao aquecermos o corpo de prova, sua estrutura não muda em
nada até o ponto S.
Muda-se agora a perlita para austenita consumindo calor, enquanto que a ferrita ainda fica em sua
forma. Se elevarmos mais a temperatura, a ferrita também começa a se transformar em austenita (fig. 3.10).
Chegamos à linha G - S com toda a ferrita já transformada em austenita; temos em nosso corpo de
prova uma estrutura puramente austenítica. Daqui para frente a temperatura sobe de novo mais rapidamente.
O aço de um teor de carbono entre 0,05% até 0,76% se chama aço
hipoeutetóide.
A figura 3.11 apresenta o diagrama simplificado para os aços até 2,06% de teor de carbono, com as
estruturas cristalinas em função do teor de carbono e temperatura.
O aço de um teor de carbono entre 0,76% até 2,06% chama-se aço
hipereutetóide.
Agora vamos estudar o corpo de prova com 1,2%C (aço hipereutetóide).
O que acontece quando se aquece o corpo de prova? Podemos imaginar: em 727 0C, transforma-se
toda a perlita em austenita, logo a temperatura começa a subir e a cementita em excesso começa a se soltar
até chegar no ponto (linha S - E), onde a estrutura passa a ser austenítica (fig. 3.7).
Fig. 3.8
Fig. 3.9
Vendo a estrutura da figura 3.9 reconhecemos novamente as partes lamelares como perlita. As
nervuras claras são de cementita. Se analisarmos o excesso de cementita temos 1,2%C - 0,8%C (perlita)
0,4%C representando os restantes 0,4%C, excesso de cementita.
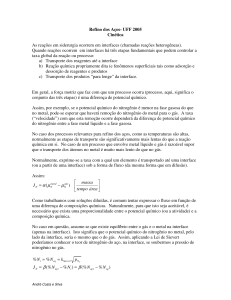
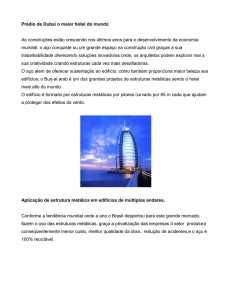
Aço com 0,20%C
Aço com 0,45%C
Aço com 0,7%C
Aço com 0,8%C
Figura 3.10 Microestruturas de alguns aços.
Classificação dos aços
De acordo com o texto anterior, é necessário (embora insuficiente) para uma correcta
caracterização de um aço que a respectiva composição química seja conhecida; esta
vulgarmente exprime-se através de classificações ou códigos definidos por instituições
internacionais. As mais relevantes são a American Iron and Steel Institute (AISI) e a DIN de
origem alemã.
1.1.1. Sistema americano (AISI / SAE) O sistema de classificação da AISI é frequentemente
adoptado pela Society of Automotive Engineers (SAE), pelo que é referido abreviadamente
por AISI-SAE; consiste num sistema numérico de quatro ou cinco algarismos, indicando os
dois (ou três) últimos o teor em carbono do aço em centésimos; os dois primeiros indicam se
o aço é ou não ligado e qual o tipo de liga.
1.1.2. Sistema alemão (DIN) A especificação DIN 17 006 estabelece o modo de abreviar as
diferentes composições de aços. Os aços sem liga são designados pela letra C seguida do
respectivo teor em carbono em centésimos (Ck se o aço é de qualidade superior - aços ditos
especiais, conforme critério a apresentar em seguida).
Os aços ligados são classificados em fraca e fortemente ligados conforme não exista ou
exista um elemento cujo teor seja pelo menos de 5%p. Os aços fracamente ligados são
designados pelo seu teor em carbono em centésimos e pela descrição da natureza dos
diferentes elementos de liga (pelo respectivo símbolo químico) e um ou mais números
indicando o teor do (ou dos) elementos de liga, afetados por um fator multiplicador (4 ou 10)
para que esse teor seja expresso por um número inteiro.
Os aços fortemente ligados são designados pela letra X seguida do respectivo teor em
carbono (em centésimos) e da descrição da natureza dos diferentes elementos de liga
através do respectivo símbolo e seu teor nominal.
1.1.3. Exemplos de classificação de aços Sistema de classificação AISI /SAE
1XXX - aço sem liga
1045 - aço sem liga com 0,45C
1145 - aço de corte fácil com 0,45C (com MnS)
1345 - aço de elevada resistência com 0,45C e 1,75Mn
2XXX - aço ao Ni 2345 - aço com 0,45C e 3,5Ni
2545 - aço com 0,45C e 5,0Ni
3XX - aço austenítico resistente à corrosão ou refractário
3XXX - aço ao Cr Ni
3145 - aço com 0,45C 1,25Ni e 0,60Cr
3245 - aço com 0,45C 1,75Ni e 1,0Cr
3345 - aço com 0,45C 3,50Ni e 1,55Cr
4XX - aço ferrítico ou martensítico resistente à corrosão ou refractário
4XXX - aço ao Mo
4045 - aço com 0,45C e 0,25Mo
4145 - aço com 0,45C 0,50 ou 0,95Cr e 0,25Mo
4345 - aço com 0,45C 1,80Ni 0,50 ou 0,80Cr e 0,25Mo
4645 - aço com 0,45C 1,80Ni e 0,25Mo
4845 - aço com 0,45C 3,5Ni e 0,25Mo
5XXXX - aço ao Cr 50100 - aço com 1C e 0,50Cr
51100 - aço com 1C e 1,00Cr 52100 - aço com 1 C e 1,45Cr
6XXX - aço ao Cr V
Sistema de abreviatura
DIN C45 - aço sem liga com 0,45C
Ck 45 - semelhante ao anterior mas de qualidade superior, dito aço especial
45CrMo 4 - aço fracamente ligado com 0,45C
1Cr e Mo não quantificado
X200Cr12 - aço fortemente ligado com 2C 12Cr
AISI
Sistema americano para a classificação dos aços ( American Iron and Steel Institute). Na
prática, o sistema de classificação mais adotado é o SAE-AISI. Nele, o aço carbono é
identificado pelo grupo 1xxx.
Os algarismos base para os vários aços-carbono e aços ligados e as porcentagens
aproximadas dos elementos de liga mais significativos recebem classificação da seguinte
forma:
10xx - aços-carbono;
11xx - aços-carbono com muito enxofre e pouco fósforo;
12xx - aços-carbono com muito enxofre e muito fósforo;
13xx - manganês (1,75%);
23xx - níquel (3,5%);
25xx - níquel (5%);
31xx - níquel (1,5%), cromo (0,6%);
33xx - níquel (3,5%), cromo (1,5%);
40xx - molibdênio (0,2 ou 0,25%);
41xx - cromo (0,5; 0,8 ou 0,95%), molibdênio (0,12; 0,2 ou 0,3%);
43xx - níquel (1,83%), cromo (0,5 ou 0,8%), molibdênio (0,25%);
44xx - molibdênio (0,53%);
46xx - níquel (0,85 ou 1,83%), molibdênio (0,2 ou 0,25%);
47xx - níquel (1,05%), cromo (0,45%), molibdênio (0,25%);
48xx - níquel (3,50%), molibdênio (0,25%);
50xx - cromo (0,28% ou 0,40%);
51xx - cromo (0,80, 0,90, 0,95, 1,00 ou 1,05%);
61xx - Cromo (0,80 ou 0,95%), vanádio (0,10 ou 0,15%);
86xx - Níquel (0,55%), cromo (0,50 ou 0,65%), molibdênio (0,20%);
87xx - Níquel (0,55%), cromo (0,50%), molibdênio (0,25%);
92xx - Manganês (0,85%), silício (2,00%);
93xx - Níquel (3,25%), cromo (1,20%), molibdênio (0,12%)
94xx - Manganês (1,00%), níquel (0,45%), cromo (0,40%), molibdênio (0,12%);
97xx - Níquel (0,55%), cromo (0,17%), molibdênio (0,20%);
98xx - Níquel (1,00%), cromo (0,80%), molibdênio (0,25%);
Os dois números representados pelas letras "xx" indicam a quantidade de carbono do
aço. Por exemplo: o aço 1020 apresenta 0,2% de carbono.
Os aços que possuem requisitos de temperabilidade adicionais recebem um H após a
sua classificação.
Aços
São os materiais metálicos quantitativamente mais empregados na indústria. São ligas
ferro-carbono, podendo ter elementos de liga adicionados propositadamente ou residuais
(decorrentes do processo), dependendo das propriedades necessárias. Depois do ferro, o
carbono é o elemento mais importante, que é o determinativo do aço. A quantidade de
carbono é um dos principais fatores que definem a classificação em aço doce ou duro.Os
outros principais elementos de liga encontrados em todos os tipos de aço, em maior ou
menor quantidade, são o silício, o manganês, o fósforo e o enxofre. São empregados em
equipamentos para a indústria mecânica, como em veículos de transporte de toda natureza,
aparelhos elétricos e eletrônicos, eletrodomésticos e em máquinas em geral, além de ter
grande aplicação na construção civil.
Aços-carbono
Liga de ferro-carbono que contém de 0 a 2% de carbono. Possui na sua composição
apenas quantidades limitadas de carbono, silício, manganês, cobre, enxofre e fósforo.
Outros elementos existem apenas em quantidades residuais. O carbono é elemento mais
importante depois do ferro, sendo o elemento determinante das propriedades mecânicas do
aço. A quantidade de carbono define o tipo de aço, conforme se denomina na indústria, em
doce ou duro. A maior parte do aço produzido no mundo é do tipo aço-carbono. Em regra
geral, quanto maior o teor de carbono do aço, maior é sua dureza e menor sua dutilidade.
Aço de baixo carbono
Aços cuja quantidade máxima de carbono é de aproximadamente 0,3%. Possuem,
normalmente, baixa resistência mecânica e dureza e alta dutilidade e tenacidade. São
facilmente usináveis e soldáveis de um modo geral e apresentam baixo custo de produção.
Normalmente não são tratáveis termicamente para endurecimento. Entre as suas aplicações
típicas estão as chapas automobilísticas, perfis estruturais e placas utilizadas na fabricação
de tubos, construção civil e latas de folhas-de-flandres.
Aço de médio carbono
Aço que possui uma quantidade de carbono suficiente para a realização de tratamento
térmico de têmpera e revenido, embora tais tratamentos precisem ser realizados com taxas
de resfriamento elevadas e em seções finas para serem efetivos. Contêm de 0,3 a 0,6% de
carbono, aproximadamente. Os aços de médio carbono possuem maior resistência e dureza
e menor tenacidade e dutilidade do que os aços de baixo carbono. São utilizados em rodas e
equipamentos ferroviários, engrenagens, virabrequins e outras peças de máquinas que
necessitem de razoável resistência mecânica e ao desgaste, além de tenacidade.
Aço de alto carbono
Aço que contém mais de 0,6% de carbono. Sua soldagem é mais difícil do que a efetuada
em aços de baixo e médio carbono, devido à maior probabilidade de ocorrer trincas a frio.
Os aços alto carbono possuem maior resistência e dureza, e menor dutilidade em relação
aos aços baixo e médio carbono. São quase sempre utilizados na condição temperada e
revenida, possuindo boas características de manutenção de um bom fio de corte. Possuem
grande aplicação em talhadeiras, folhas de serrote, martelos e facas.
Aço-ferramenta
Aço ao carbono com teores de 0,8 a 1,5% de carbono. Se apresentar outros elementos de
liga, estes são aplicados em porcentagens pequenas. A principal desvantagem desse tipo de
aço é o fato de perder sua dureza (capacidade de corte) em temperaturas relativamente
baixas (em torno de 250ºC), requerendo velocidades de corte inferiores a 25m/min. São
impróprios para usinagem de aços de alta resistência. Apresenta como vantagens: baixo
preço, facilidade de usinagem, tratamento térmico relativamente simples, boa tenacidade e
boa dureza e resistência ao desgaste quando bem temperado. O aço ferramenta ainda é
empregado em pequenas oficinas, em ferramentas para a produção de poucas peças e para
a usinagem de ligas de latão e de alumínio.
Aço-liga
Chamado também de aço especial, é uma liga de ferro-carbono com elementos de adição
(níquel, cromo, manganês, tungstênio, molibdênio, vanádio, silício, cobalto e alumínio) para
conferir a esse aço características especiais, tais como: resistência à tração e à corrosão,
elasticidade e dureza, entre outras, tornando-os melhores do que os aços-carbono comuns.
A adição de elementos de liga tem o objetivo de promover mudanças microestruturais que,
por sua vez, promovem mudanças nas propriedades físicas e mecânicas, permitindo que ao
material desempenhar funções específicas.
Os aços-liga costumam ser designados de acordo com os elementos predominantes, como,
por exemplo, aço-níquel, aço-cromo e aço-cromo-vanádio. Seguem a mesma classificação
dos aços-carbono, dividindo-se também em graus, tipos e classes. Os sistemas de
classificação também são os mesmos, destacando-se os sistemas SAE, AISI, ASTM e UNS.
Os aços-liga podem ser encontrados em praticamente todos os segmentos industriais,
desde a construção civil até a construção naval, passando pelas indústrias petrolífera,
automobilística e aeronáutica.
Aços de alta liga são aqueles cuja soma dos elementos ultrapassa 5%. Três grupos podem
representar os aços ligados: aços temperados e revenidos, aços tratáveis termicamente e
aços resistentes à corrosão e ao calor.
Aço microligado
Aço que contêm, em geral, menos de 0,15% de carbono e pequenas quantidades de Nb, V,
Ti, Mo e N. Possuem boa soldabilidade. A soldagem desses aços é similar à dos aços de
baixo carbono, embora seja esperada uma maior temperabilidade.
Aço rápido
Material que pode ser feito com muitos tipos de aço, empregando-se ligas de tungstênio,
cromo, molibdênio, vanádio e cobalto. Essas combinações de elementos de liga asseguram
a resistência e a dureza necessárias para operações em altas temperaturas. Os açosrápidos resistem a temperaturas de até 550ºC. Mesmo com o desenvolvimento de novas
tecnologias de fabricação de materiais para ferramentas, o aço rápido ainda é utilizado para
confecção de ferramentas para furação, brochamento e fresamento, uma vez que seu custo
é relativamente baixo. Assim como o metal duro, o aço rápido também pode receber
camadas de recobrimento, sendo os mais usados: TiN, TiCN e TiAlN.
Aços-ferramenta
São aços utilizados em operações de corte, formação, afiação ou quaisquer outras
relacionadas com a modificação de um material para um formato utilizável. Estes aços se
caracterizam por sua elevada dureza e resistência à abrasão geralmente associados à boa
tenacidade e manutenção das propriedades de resistência mecânica em elevadas
temperaturas. Estas características normalmente são obtidas com a adição de elevados
teores de carbono e elementos de ligas, como tungstênio, molibdênio, vanádio, manganês e
cromo. Boa parte dos aços-ferramenta são forjados, mas algumas também são fabricadas
por
meio
de
fundição
de
precisão
ou
por
metalurgia
do
pó.
A fusão dos aços-ferramenta é realizada, normalmente, em quantidades relativamente
pequenas nos fornos elétricos, tomando-se um especial cuidado com as tolerâncias de
composição química e homogeneidade do produto final. Estas e outras particularidades
tornam o aço-ferramenta um material de custo mais elevado do que os aços comuns.
Aplicações dos aços-ferramenta:
Aços baixa-liga para aplicações especiais: utilizados, de um modo geral, em
componentes de máquinas como árvores, cames, placas, mandris e pinças de tornos;
Aços para moldagem: como o próprio nome sugere, estes aços são utilizados como
moldesde vários tipos, para aplicações que requerem a manutenção das
características de resistência em temperaturas e pressões elevadas;
Aços temperáveis em água: são utilizados em ferramentas para forjamento a frio,
cunhagem de moedas, gravação em relevo, trabalho em madeira, corte de metais
duros (machos e alargadores), cutelaria e outras que requeiram resistência ao
desgaste por abrasão.
Aços rápidos
Aços empregados em ferramentas de usinagem mecânica para altas velocidadesde corte,
estáveis a altas temperaturas por decorrência da estabilidade de seus carbetos de
elementos de adição.
Formas comerciais dos aços
Os aços-carbono seguem uma divisão padronizada na indústria, o que permite que
fornecedores e consumidores se comuniquem com maior eficiência. Algumas das formas em
que os aços podem ser classificados são:
Semi-acabados para forjamento
Estruturais
Barras laminadas a quente
Barras acabadas a frio
Chapas finas laminadas a quente
Chapas finas laminadas a frio
Chapas com esmalgagem porcelânica
Chapas chumbadas compridas
Chapas galvanizadas
Chapas revestidas por zincagem eletrolítica
Bobinas laminadas a quente
Bobinas laminadas a frio
Folhas-de-flandres
Arames
Arames achatados
Tubos
Tubos estruturais
Tubos para oleodutos
Produtos tubulares para campos petrolíferos
Produtos tubulares especiais
Fios-máquina laminados a quente