Inspeção Periódica em Tubos de Caldeiras de Recuperação Química
Joení Sacramento de Lima
Engenheiro de Controle e Automação
Técnico em Eletrotécnica
Especialista em Docência de Ensino Superior
CREA 48050 - BA
Medição de Espessura
1. Introdução
Entendendo sua importância no processo numa indústria de papel e celulose, e mais
ainda tendo em vista o aspecto segurança, as normas técnicas e legais vigentes no
Brasil ditam que caldeiras de qualquer tipo sejam inspecionadas com periodicidade. As
diversas condições operativas e sua severidade tem posto a prova a resistência à
deterioração dos materiais construtivos, sendo o superaquecedor de vapor um dos
componentes sensíveis mais expostos. Existe um consenso em se tratando de
caldeiras de recuperação de álcalis, que cuidados específicos de inspeção em se
tratando de métodos e tecnologias, ultrapassem procedimentos usuais aplicáveis aos
geradores de vapor e conseqüentemente reatores químicos. Os anteriores são
complementares ao escopo, de forma coerente com a criticidade do processo, bem
como o risco envolvido na operação e manutenção dos periféricos, demandando
cuidados
acima
da
média
dos
equipamentos
convencionais.
Na tarefa de
monitoramento podemos destacar a perda de carga, a temperatura dos gases (ambos
com correlação positiva com os depósitos de cinzas).
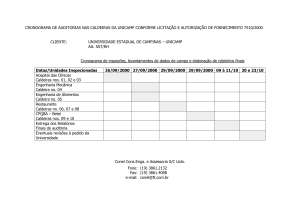
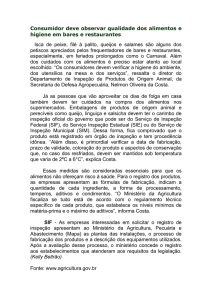
Na parte de detecção, como diagnóstico, existe a necessidade de se isolar as
prováveis regiões na caldeira sob possível condição anormal. Podem-se fazer
associações entre os demais equipamentos: convector, economizador secundário,
economizador primário e precipitador eletrostático respectivamente.
Fig.1: Histograma para perda de carga em cada equipamento (Superaquecedor-SA, Convector-Conv, economizador
secundário-Eco II, economizador primário-Eco I e Precipitador Eletrostático-PE, para Conj1- o conjunto de
seqüência de observações de treinamento).
Cortesia. Tese: Detecção de situações anormais em caldeiras de recuperação.USP. Almeida. São Paulo, 2006.
A restrição para se utilizar a temperatura dos gases é o baixo número de pontos de
medição. Para se monitorar a taxa de depósitos de cinzas em superaquecedores, por
exemplo, é essencial mensurar a diferença de temperatura entre as sessões de painéis
(por exemplo, entre as sessões primárias e secundárias), e a demanda de vazão de
água (ou vapor saturado). A correlação destes dois parâmetros com o acúmulo de
depósitos de cinzas sobre os tubos é negativa. Além de baseá-las nestas variáveis,
ainda é importante considerar a experiência de operadores, engenheiros e profissionais
da área (mestres e doutores).
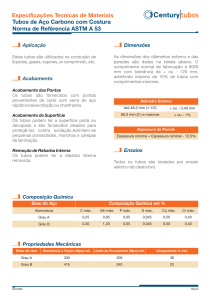
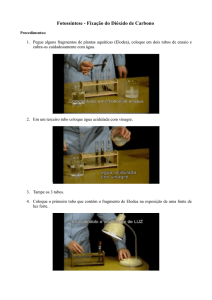
Fig. 2: Superaquecedor com depósito de cinzas. Cortesia. ABT
CP – Unicelpa- Universidade Setorial de Celulose e Papel. Novembro/2007.
As recomendações deste documento podem ser devidamente atualizadas isso porque
caldeiras de recuperação constituem um desafio principalmente por se tratar de um
equipamento crucial ao processo com inúmeras funções.
2. Procedimentos para inspeção
2.1 Programa de inspeção documentado, detalhado e individual para cada
caldeira, levando-se em conta diferenças de concepção, idade, condições
de operação e outras particularidades;
2.2 Descrição dos materiais de construção: espessura mínima de tubos,
valores de ajuste de válvulas de segurança, parâmetros de teste
hidrostático;
2.3 As inspeções de um modo geral devem apresentar uma pré-inspeção ou
preparação sendo constituídos de exame interno, exame externo e testes
complementares;
2.4 Reparos e modificações advindas das inspeções anteriores devem ser
executados em conformidade com as normas e códigos de projeto e
construção da caldeira;
2.5 Qualificação e treinamento de soldadores, certificação de materiais e
especificações de procedimentos de soldagem (EPSs) devem estar
disponíveis no campo por ocasião do início da parada.
3. Preparativos para inspeção
Quanto à preparação destaca-se:
3.1 Bloqueio e sinalização dos itens cujo acionamento acidental possa ser
perigoso;
3.2 Verificação interna preliminar à limpeza da caldeira, de forma a observar as
possíveis incrustações, obstruções e depósitos excessivos, sua natureza e
localização, arranjo do fundido remanescente, com precaução especial
quanto à possível queda de blocos de sulfato;
3.3 As cinzas remanescentes devem ser removidas por lavagem a alta pressão
com água quente. A lavagem deve ser estendida, inundando-se a fornalha
com água através dos sopradores de fuligem e queimadores de licor (bocais
spray têm que ser removidos). Especial atenção deve ser dada à remoção de
formações de sulfato que eventualmente ficam presas ao teto, paredes e
painéis após a lavagem, evitando acidentes com sua queda durante os
trabalhos internos;
3.4 Todas as portas de visitas e outras aberturas da caldeira precisam ser
abertas. Após a abertura das portas dos balões, ar frio deve ser insuflado em
seu interior para promover um resfriamento mais rápido;
3.5 Iluminação geral interna de baixa voltagem deve ser providenciada, bem
como luminárias manuais para todas as partes a serem localmente
examinadas;
3.6 O teto de segurança precisa obrigatoriamente ser montado antes que
qualquer trabalho seja iniciado na fornalha baixa. Deve ser observada a
perfeita vedação entre as partes do teto de segurança e as paredes da
caldeira, garantindo que não haja aberturas que possam permitir a queda de
materiais na fornalha. É essencial proceder-se a uma cuidadosa inspeção
das vigas e demais elementos que compõem o teto de segurança, antes de
cada montagem e utilização do mesmo.
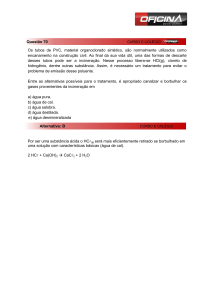
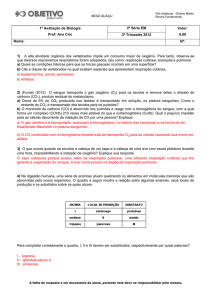
Fig.3: Sobre Screen. ABTCP – Unicelpa- Universidade Setorial de Celulose e Papel. Novembro/2007.
3.7 Um andaime rígido e seguro devem ser erguidos para possibilitar a inspeção
em toda a altura da fornalha, bem como em todas as linhas de sopragem nos
superaquecedores, até o teto, de fácil acesso entre os diferentes níveis dos
superaquecedores, e nunca obstrua bocas de visita. Plataformas devem ser
montadas nos funis de cinzas sob a bancada e economizador;
3.8 A limpeza mecânica e preparação das superfícies para inspeção e ensaios
devem ser feitas pelos meios adequados e com máximo cuidado, a fim de se
evitar a abrasão excessiva dos tubos e conseqüentes perdas de espessura.
Precauções especiais se aplicam ao uso de jato de areia, pelas razões
expostas.
4. Ensaios não destrutivos
Medições ultrassônicas de espessura periódicas são essenciais para controlar a vida
útil dos tubos, detectarem desgastes anormais e confirmar a Pressão Máxima de
Trabalho Admissível (PMTA) da unidade. Abaixo são recomendadas linhas gerais para
um plano de prospecção ultrassônica para medição de espessura. Ressaltam-se aqui
mais uma vez que o plano deve ser individualizado para cada caldeira, levando-se em
conta sua concepção, idade, histórico de corrosão, etc. As medições de espessura
devem ser sempre complementadas com uma cuidadosa inspeção visual quanto a
perdas de material dos tubos, por exemplo, com o uso de uma lanterna em ângulo.
A técnica de inspeção utilizando eletromagnetismo é uma ferramenta de avaliação
rápida para a determinação de perdas de espessura em tubos metálicos. Existe a
necessidade de uma acoplante (Comparativo de informação de perda de massa em
relação a um padrão) e dispensa uma limpeza muito rigorosa da superfície interna do
tubo que para caldeiras pode ser aplicável a partes com reduzida variação de
temperatura e pressão.
Para partes críticas e com grande variação de parâmetros (Sendo esta questão crítica)
de operação a técnica recomendável é a de ultra-som
por imersão, que é uma
ferramenta alta precisão na avaliação perda de espessura de tubos metálicos. Um dos
objetivos deste trabalho é sugerir a utilização de duas técnicas, com a Iris (Ultra-som)
complementando a inspeção com campo remoto (Eletromagnetismo), de forma a se
conseguir aumentar a amostragem de inspeção em trocadores de calor e caldeiras.
4.1 Técnica IRIS e Campo remoto conjugadas
O sistema IRIS 9000 B- Scan utiliza tecnologia ultrassônica de pulso e eco por imersão.
Através da análise dos sinais, o sistema apresenta na tela uma seção transversal do
tubo, possibilitando assim a caracterização dos defeitos e obtenção de medida de
espessura com precisão de centésimos de milímetros. Esta precisão irá variar para os
diversos materiais construtivos nas diversas partes da caldeira e em função de
parâmetros de operação de periféricos, sendo definida de acordo com o tipo de liga
e/ou defeito apresentado. No sistema Ferroscope 204 (Campo Remoto) analisamos as
alterações na fase e amplitude do sinal eletromagnético. A análise do gráfico de cada
tubo inspecionado permite a caracterização do tipo de defeito e da perda de massa
sofrida. Elabora-se um plano de inspeção que permita uma avaliação rápida e precisa
de tubos de trocadores de calor e de caldeiras de recuperação.
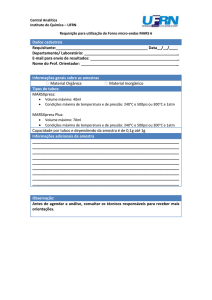
Material: aço-carbono
Diâmetro externo: 19,05mm
Espessura nominal: 2,11mm
Defeito: luva
Fig. 4: Croqui do Tubo Teste T-1. Inspeção de tubos e trocadores de calor e de caldeiras.
Figueiredo. SGS do Brasil. Rio de Janeiro.2003.
Fig. 5: Imagem do tubo T-1 do aparelho IRIS. Esquerda para direita: Espessura nominal /Defeito1/Defeito2.
Fig. 6: Imagem do tubo T-1 do aparelho IRIS do Aparelho campo remoto.
Para o tubo 1 temos a determinação de dois defeitos:
Defeito 1 – Perda de massa: 23%
Tipo de análise: Short
Tipo de defeito: Luva
Defeito 2 – Perda de massa: 44%
Tipo de análise: Short
Tipo de defeito: Luva
5. Quanto aos métodos e locais:
Locais
Tubos fornalha
Superaquecedores
Economizadores
Tubos de cortina (Screen)
Tubos de bancada
Abertura das bicas de smelt
Procedimento para Inspeção
Medidos entre 3 e 6 níveis de elevação.
Prioridade em partes curvas, e em trechos retos, nas linhas de
centro dos sopradores de fuligem.
Prioridade nas partes inferiores, mais frias, e nas linhas de
sopragem. Verificar corrosão no lado frio, próxima ao
invólucro, com medições ultrasônicas nestes locais se
necessário.
Medidos de 2 a 5 níveis (dependendo das características da
cortina) com foco principal nos trechos retos nas regiões de
sopragem.
Medição próxima aos balões se for o caso, em partes curvadas
e nas linhas de sopragem.
Líquidos penetrantes ao redor das aberturas.
Painéis de screen
Líquidos penetrantes com deformação por queda de blocos de
sulfato.
Fornalha de tubos compostos
Ensaio de líquidos penetrantes em todos os locais de
concentração de tensões e regiões de contato direto com o
fluxo de Smelt.
Partes pressurizadas
Tubos do banco de convecção
Radiografar 100% das soldas em tubos de água na região da
fornalha ou onde possam originar vazamentos. (Procedimento
utilizado para controle de qualidade).
Ensaio IRIS e Campo remoto quando houver suspeita de
redução de espessura.
Tab. 1 – Seqüência para inspeção de acordo com locais da caldeira.Guia para inspeção periódica de caldeira de
recuperação. 2004-2007.
5. Cantos de Fornalhas
Recomenda-se uma verificação amostral das condições dos tubos do fundo da caldeira
a cada cinco anos em caldeiras de fundo plano. Para tanto podem ser abertas uma ou
mais janelas pequenas (1m x 1 m, por exemplo) no refratário do piso, de forma a
permitir uma verificação visual dos tubos que compõem o fundo, e a sua medição de
espessura. Para unidades com fundo inclinado a inspeção nesta região deve ser anual.
Dada a diversidade de materiais, tipos de tubos e formas construtivas de fundos de
caldeiras de recuperação, esta recomendação, aqui dada de forma genérica, devem
ser cuidadosamente adaptados pelo engenheiro inspetor às condições particulares da
caldeira em questão. Atenção especial deve ser dada aos tubos do fundo, nos cantos,
em caldeiras que tenham sofrido redimensionamentos importantes de capacidade,
devido a possíveis alterações de circulação (estas, verificáveis por tubos Pitot).
Atenção especial deve ser dispensada a pisos em tubos compostos, que têm
apresentado susceptibilidade ao surgimento de trincas na camada austenítica. Neste
tipo de material recomenda-se a realização de inspeção por líquidos penetrantes,
integral ou por amostragem, dependendo do histórico da caldeira. Nota: extremo
cuidado deve ser exercido na remoção do refratário do piso, para evitar danos
mecânicos aos tubos.
Fig. 7: Projeto Fundo fornalha. Unicelpa-Universidade Setorial de Celulose e Papel. Novembro/2006.
Fig. 8: Cantos “seguros” da fornalha. Unicelpa- Universidade Setorial de Celulose e Papel. Novembro/2006.
7. Recomendações Operacionais
Uma das alternativas para prevenir a corrosão é a seleção criteriosa de materiais,
sendo fundamental que o ambiente de corrosão tenha sido caracterizado. As
referências padrão de corrosão são úteis nesse sentido. Aqui o custo pode ser
significativo. Nem sempre é economicamente viável empregar o material que
proporciona uma condição ótima de resistência a corrosão; algumas vezes, outra liga
e/ou alguma outra medida precisa ser empregada.
A alteração da natureza do ambiente, se possível, também pode influenciar a corrosão
de natureza significativa. Para caldeiras de recuperação química, em especial, a
redução da temperatura do fluido e/ou velocidade do mesmo produz geralmente uma
redução na taxa segundo o qual a corrosão de processa. Observar a tendência de
parâmetros é um importante indicativo no encontro de soluções, sejam elas definitivas
ou apenas como estágio secundário. Em algumas oportunidades o aumento ou a
diminuição da concentração de algum componente na solução terá efeito positivo ou
paliativa que pode ser efetivo quando executado com uma medida significativa. É
recomendável que uma ação específica de make up seja efetuada com a finalidade de
equilibrar componentes químicos e prevenir possíveis anormalidades. O local,
freqüência e forma, dependem do processo e espécies químicas envolvidas, porém o
bom senso diz que o ponto de projeto seja flexível a mudanças nas possíveis
configurações. Esta ação associada à utilização de inibidores que nada mais são
substâncias que, quando adicionadas ao ambiente em concentração relativamente
baixas, diminuem a sua corrosividade. Obviamente o inibidor específico depende tanto
da liga como do ambiente corrosivo. Existem vários mecanismos que podem ser
responsáveis pela eficácia dos inibidores. Alguns reagem e virtualmente eliminam um
componente quimicamente ativo presente na solução (como o oxigênio dissolvido).
Outras moléculas inibidoras se fixam a superfície que está sofrendo corrosão e
interferem ou na reação de oxidação ou na de redução, ou formam um revestimento
protetor muito fino. Os inibidores são utilizados normalmente em sistemas fechados, e
especialmente em caldeiras para geração de vapor.
A determinação do balanço de massa é um forte indicativo em estágio intermediários
como
por exemplo: tanque de dissolução, composição do Smelt e eficiência de
periféricos da caldeira. Pode-se plotar gráficos de funcionamento dos anteriores em
função da composição de espécies químicas, como estudo de possíveis variações.
Isto é de grande valia em se tratando de um licor Kraft com características diversas em
função de sua densidade básica e madeira plantada.
Vários
aspectos
relacionados
à consideração
de
projeto,
especialmente
os
relacionados à corrosão galvânica e em frestas e á erosão-corrosão. Além disso, devese existir uma drenagem eficiente e completa no caso de uma parada, além de uma
fácil lavagem do material. Já o oxigênio dissolvido pode aumentar a corrosividade de
muitas soluções, sendo necessária a existência de recursos eficientes e continuamente
monitorados para a exclusão do ar. Barreiras físicas á corrosão são aplicadas sobre as
superfícies na forma de películas e de revestimentos. Uma grande diversidade de
materiais de revestimento metálico e não metálicos está disponível. É essencial que o
revestimento mantenha um alto grau de adesão á superfície, o que sem dúvida exige
um tratamento de superfície anteriormente a aplicação. Na maioria dos casos, o
revestimento deve ser virtualmente não reativo no ambiente corrosivo. Todos os três
tipos de materiais – metais, cerâmicos e polímeros – são usados como revestimentos
para os metais e/ou ligas. A aplicação depende do processo e da viabilidade
econômica, porém um estudo de caso e recomendável.
8. Bibliografia
Mikell P. Groover, “Automation, Production Systems and Computer Integrated
Manufacturing”, Englewood Cliffs:Prentice-Hall, 1987.
Ibrahim Zeid, “CAD/CAM Theory and Practice”, New York, McGraw-Hill, 1991.
Kunwoo Lee, “Principles of CAD/CAM/CAE Systems”, Addison Wesley Longman Inc.,
California, 1999.